

Un gamin de l'équipe de nuit a entré de l'acier doux de 0,250″ dans la brillante calculatrice “ en un clic ” de l'entreprise. Résultat : 82 tonnes. La machine était prévue pour 100. Voyant vert.
À mi-chemin du premier pliage, l'atelier a sursauté comme si quelqu'un avait lâché une enclume. La matrice à 4 ouvertures s'est fendue au niveau de l'épaulement. Pas ébréchée. Fendue. Nous avons ramassé pour cinq mille dollars de carbure et deux semaines de délai de livraison en miettes.
La calculatrice n'a pas menti. Elle a répondu à une question plus étroite que celle qui permet de préserver votre outillage.
Voici ce que ce calculateur a réellement fait.
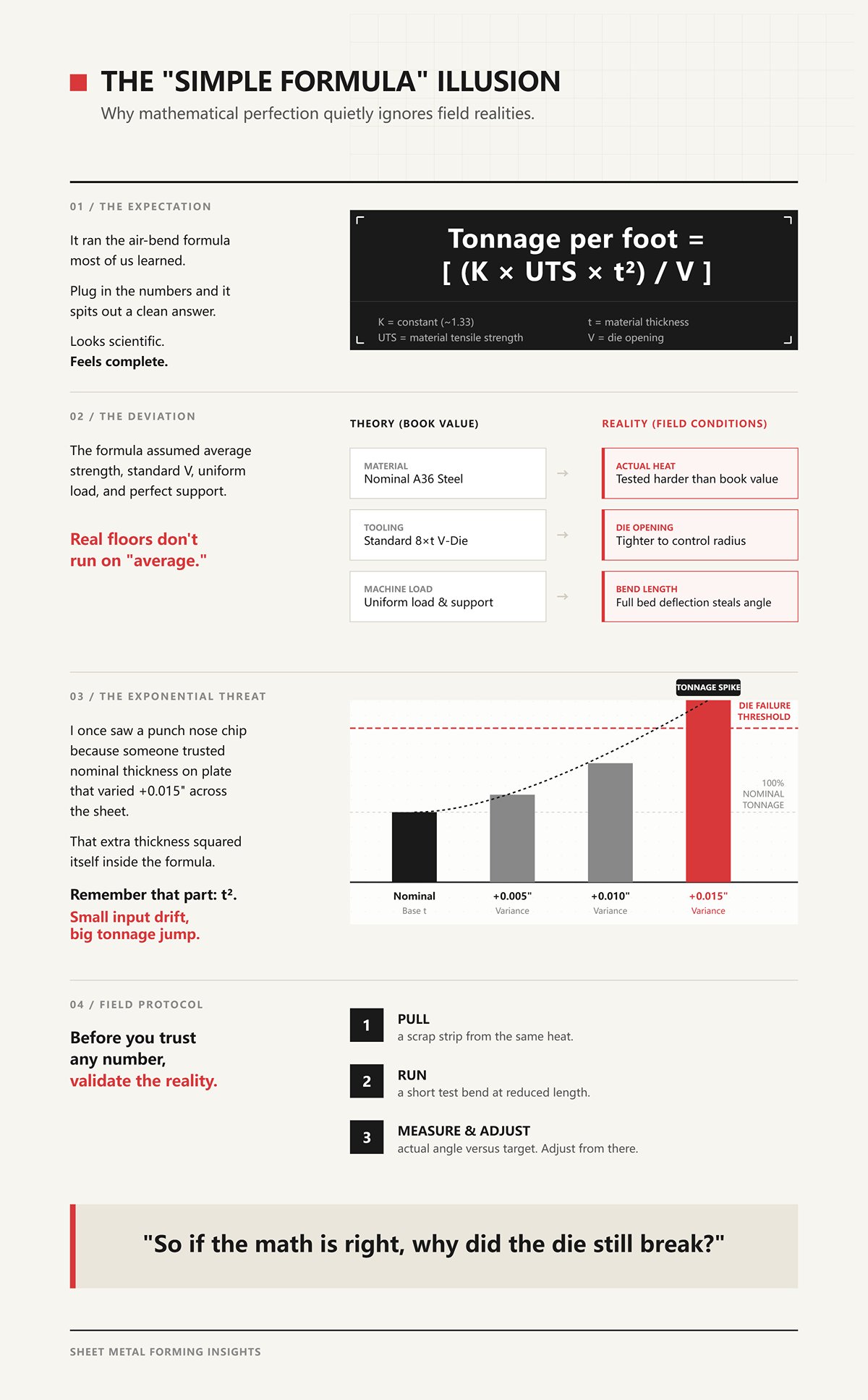
Il a appliqué la formule de pliage en l'air que la plupart d'entre nous avons apprise : Tonnage par pied = [ (K × UTS × t²) / V ]
Où :
[K] = constante (environ 1,33 pour le pliage en l'air)
[UTS] = résistance à la traction du matériau
[t] = épaisseur du matériau
[V] = ouverture de la matrice
Entrez les chiffres et il recrache une réponse nette. Ça a l'air scientifique. Ça semble complet.
Mais sur ce travail, le plan indiquait “ A36 ”. Le lot que nous avons reçu était plus dur que la valeur théorique. L'ouverture de la matrice n'était pas la valeur nominale de 8× l'épaisseur — elle était plus serrée pour contrôler le rayon. Et la longueur de pliage occupait presque toute la table, là où la déflexion commence à fausser l'angle si vous n'avez pas réglé le bombage dynamique.
La formule supposait une résistance moyenne, un V standard, une charge uniforme et un support parfait.
Les ateliers réels ne fonctionnent pas sur des “ moyennes ”.”
J'ai déjà vu un nez de poinçon s'ébrécher parce que quelqu'un s'était fié à l'épaisseur nominale d'une tôle qui variait de +0,015″ sur toute sa surface. Cette épaisseur supplémentaire a été mise au carré dans la formule. Souvenez-vous de cette partie : t². Une petite dérive dans les données d'entrée, un grand bond dans le tonnage.
Avant de faire confiance à n'importe quel chiffre, prenez une chute du même lot et effectuez un essai de pliage court sur une longueur réduite. Mesurez l'angle réel par rapport à la cible. Ajustez en conséquence.
Alors, si le calcul est correct, pourquoi la matrice a-t-elle quand même cassé ?
Une calculatrice estime la force de formage. Un réglage sécurisé respecte les limites de la machine et de l'outillage.
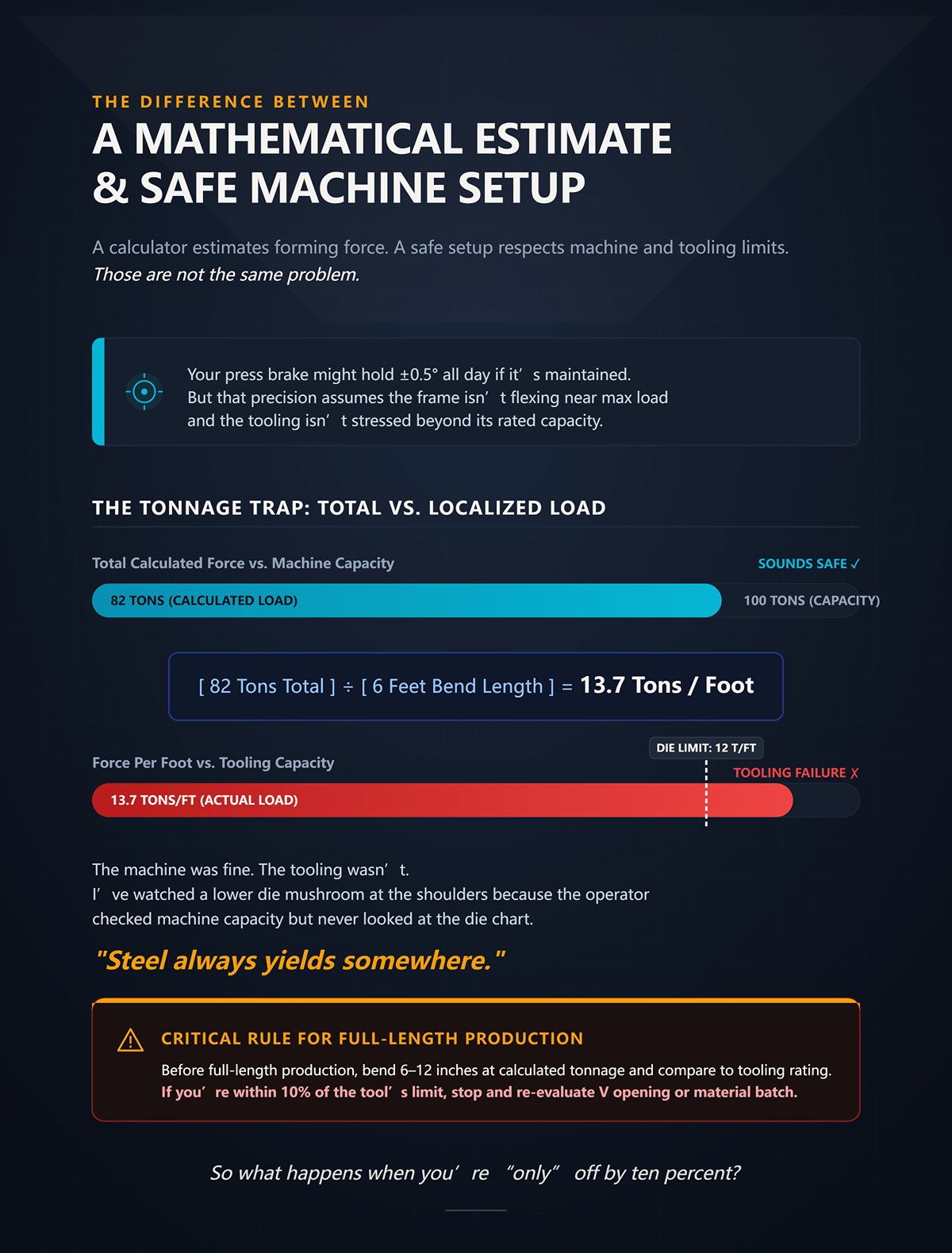
Ce ne sont pas les mêmes problèmes.
Votre presse plieuse peut maintenir ±0,5° toute la journée si elle est entretenue. Peut-être même avec plus de précision grâce au retour laser et au bombage. Mais cette précision suppose que le bâti ne fléchit pas près de la charge maximale et que l'outillage n'est pas sollicité au-delà de sa capacité nominale.
La calculatrice nous a donné 82 tonnes au total. Cela semble sûr sur une machine de 100 tonnes.
Mais décomposons : [Tonnage total] ÷ [Longueur de pliage en pieds] = [Tonnes par pied]
Si nous avons travaillé sur 6 pieds : [82 tonnes] ÷ [6 pi] ≈ [13,7 tonnes/pi]
Cette matrice était prévue pour 12 tonnes par pied.
La machine allait bien. L'outillage, non.
J'ai vu une matrice inférieure s'écraser au niveau des épaulements parce que l'opérateur avait vérifié la capacité de la machine mais n'avait jamais regardé le tableau de l'outillage. La presse a survécu. La matrice, non. L'acier finit toujours par céder quelque part.
Avant une production sur toute la longueur, pliez 6 à 12 pouces au tonnage calculé et comparez la force requise à la capacité nominale de l'outillage par pied. Si vous êtes à moins de 10 % de la limite de l'outil, arrêtez-vous et réévaluez l'ouverture en V ou le lot de matériau.
Alors, que se passe-t-il lorsque vous n'êtes “ qu'à ” dix pour cent près ?
Disons que le besoin réel était de 90 tonnes. La calculatrice indiquait 82. C'est une erreur d'environ 10 %.

Si vous êtes en dessous de 10 %, vous obtenez un angle incohérent. Le retour élastique varie. Les pièces dérivent. C'est agaçant. La benne à rebuts se remplit lentement.
Si vous êtes au-dessus de 10 % près d'une limite d'outillage, cette charge supplémentaire ne se répartit pas poliment. Elle se concentre sur la pointe du poinçon et les épaulements de la matrice — comme si vous comprimiez excessivement un ressort entre eux. L'acier emmagasine cette énergie. Puis elle se libère sous forme de fissures.
Différents modes de défaillance. Des factures très différentes.
J'ai vu une fois un poinçon segmenté se fracturer net parce que l'opérateur avait augmenté le tonnage pour “ être sûr ” après avoir constaté un léger sous-pliage. Il a corrigé l'angle. Il a aussi provoqué un pic de contrainte juste au niveau de la jonction des segments. Un grand bruit. Trois semaines de retard.
Voici le changement de mentalité que je vous demande d'adopter : la calculatrice répond à “ Quelle force plie cette épaisseur dans cette matrice sous des hypothèses idéales ? ” Vous devez répondre “ Ma machine exacte, mon outillage exact et ce matériau exact peuvent-ils survivre à cette force sur cette longueur exacte ? ”
Avant toute série de production proche de la capacité, effectuez un court test sur rebut à 80 % du tonnage calculé, augmentez progressivement tout en surveillant l'angle et la courbe de charge de la machine, et vérifiez par rapport à la capacité nominale en tonnes par pied de l'outillage.
La calculatrice n'est pas dangereuse parce qu'elle se trompe.
Elle est dangereuse parce que vous avez cessé de réfléchir après qu'elle a parlé.
Vous voulez un processus systématique, pas un énième cours sur le thème “ soyez prudent ”.”
Bien. Alors nous commençons par disséquer la formule jusqu'à ce que vous puissiez voir où elle vous ment.
Sur un chantier il y a quelques années, nous pliions de la tôle de 3/16″, rien d'exotique, une longue aile droite. La calculatrice indiquait 58 tonnes au total. La machine pouvait en faire 90. L'opérateur se sentait en sécurité. À mi-parcours, l'angle a dérivé, alors il a réduit l'ouverture en V de 1,5″ à 1,25″ pour contrôler le rayon sans recalculer la force. Ce simple changement silencieux a fait monter le tonnage suffisamment pour ébrécher le nez du poinçon. Pas de drame. Juste une fissure capillaire qui s'est transformée en rupture deux jours plus tard.
Même épaisseur. Même matériau. Ouverture de matrice différente.
C'est là que la formule de base prouve son utilité — et là où elle punit les saisies négligentes.
L'équation standard de pliage en l'air utilisée par la plupart des acteurs de l'industrie ressemble à ceci :
Tonnage = (K × Résistance à la traction × Épaisseur² × Longueur de pliage) ÷ Ouverture de matrice
Écrivez-la en toutes lettres. Ne vous fiez pas à la case sur un écran. Lorsque vous voyez les variables, vous voyez les pièges.
Travaillons comme un mécanicien, pas comme un magicien.
Prenons un cas réel :
Maintenant, suivez les étapes :
Convertissez en tonnes : [9 975 ÷ 2 000] ≈ 5 tonnes/pi
Sur 4 pi : ≈ 20 tonnes au total.
Propre. Prévisible. Ça a l'air inoffensif.
Maintenant, changez une donnée.
Resserrez le V de 2,0 po à 1,25 po parce que vous voulez un rayon intérieur plus petit. Tout le reste demeure identique.
Seul le dénominateur change :
[19 950 ÷ 1,25] = 15 960 lb par pied ≈ 8 tonnes/pi Total ≈ 32 tonnes
Vous n'avez pas changé l'épaisseur. Vous n'avez pas changé le matériau. Vous avez changé la géométrie — et la force a bondi d'environ 60 %.
J'ai déjà vu une matrice à quatre voies se fendre net au niveau de l'épaulement parce que quelqu'un avait réduit le V de moitié pour “ contrôler le retour élastique ” et avait oublié que le V se trouve au dénominateur. Réduisez le dénominateur, et toute la fraction gonfle. Cette matrice n'a pas lâché parce que l'acier était mystérieux. Elle a lâché parce que quelqu'un a traité la géométrie comme un choix esthétique plutôt que comme un multiplicateur de force.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
Maintenant, regardez à nouveau cette équation. Quelle variable est la plus susceptible de dériver sans que vous vous en aperceviez ?
Mais sur ce travail, le plan indiquait “ A36 ”.”
Cette étiquette piège plus d'ateliers que les mauvais calculs ne l'ont jamais fait.
La plupart des tableaux et calculateurs supposent un “ acier doux ” d'environ 60 000 psi de résistance à la traction. Certaines coulées d'A36 s'en rapprochent. D'autres non. J'ai vu des certificats d'essai au-delà de 70 000 psi. Ce n'est pas exotique. C'est la réalité de la chaîne d'approvisionnement.
Revenez au même exemple et modifiez uniquement la UTS :
Au lieu de 60 000 psi, utilisez 72 000 psi.
Exécutez les mêmes étapes :
≈ 6 tonnes/pi Total ≈ 24 tonnes
Vous venez d'ajouter 4 tonnes au travail en ne changeant rien d'autre que la résistance réelle de la tôle.
Et c'est avant même de parler de l'acier inoxydable, où la résistance à la traction et le retour élastique augmentent tous deux. La force augmente, le surpliage requis augmente, et votre “ référence en acier doux ” devient une fiction polie.
J'ai vu une fois un poinçon segmenté se fracturer au niveau d'une jonction de section parce que l'opérateur avait augmenté le tonnage pour compenser le retour élastique sur un lot plus dur que prévu. Il a corrigé l'angle. Il a également stocké plus d'énergie élastique dans ce ressort chargé entre le poinçon et la matrice. L'acier n'oublie pas. Il libère cette énergie dans la section transversale la plus faible.
La formule n'est pas fausse. Elle est aveugle. Elle suppose que vous lui avez fourni la vérité.
Avant de vous lancer dans une production complète, vérifiez la résistance à la traction à partir du certificat de matériau et effectuez un court pliage d'essai sur une chute à longueur réduite pour confirmer le retour élastique réel par rapport à votre hypothèse.
Donc, si la résistance peut varier et que la géométrie peut multiplier la force, que se passe-t-il lorsque nous mélangeons discrètement les unités ?
En voici une qui ne fait pas de bruit jusqu'à ce que quelque chose casse.
Un jeune de l'équipe de nuit a tapé 0,250 dans une calculatrice réglée en mode métrique. Le champ d'épaisseur indiquait “ mm ”. Il voulait dire pouces. La machine a vu 0,250 mm — environ dix millièmes de pouce. Le résultat était ridiculement bas. Il ne s'en est pas rendu compte car le tonnage total semblait toujours “ raisonnable ”.”
La constante K dans cette formule n'est pas universelle. Elle change avec les systèmes d'unités car les mathématiques regroupent la résistance du matériau, la géométrie et les facteurs de conversion. En pliage en l'air impérial, vous verrez souvent un K autour de 1,33. Dans les formulations métriques, la constante peut ressembler à 1,42 — mais cela suppose des MPa, des millimètres et des mètres dans des combinaisons spécifiques.
Mélangez des pouces avec des MPa ou des millimètres avec des psi et vous n'obtiendrez pas une petite erreur.
Vous obtenez des résultats erronés avec assurance.
Effectuez une comparaison simple :
Si l'épaisseur est de 6 mm (≈0,236 po) mais que quelqu'un saisit “ 6 ” en pensant en pouces, le terme au carré devient :
Correct : [0,236²] ≈ 0,0557
Incorrect (6 po supposés) : [6²] = 36
Ce n'est pas une erreur d'arrondi. C'est une augmentation de la force d'un facteur d'environ 646 avant même que le reste de l'équation ne réagisse.
J'ai vu des matrices inférieures s'écraser parce que quelqu'un avait copié une valeur d'un tableau métrique dans une feuille de calcul impériale sans ajuster la constante. La machine ne s'est pas plainte. L'outillage, si.
Les unités ne sont pas de la simple comptabilité. Elles sont structurelles.
Avant de lancer la production, confirmez le système d'unités, confirmez la constante et effectuez un court pliage de rebut sur une longueur réduite tout en surveillant la charge réelle de la machine par rapport aux tonnes par pied prévues.
Maintenant, vous avez vu comment l'épaisseur se met au carré, comment l'ouverture de la matrice divise la force, comment la résistance à la traction la fait varier et comment les constantes changent avec les unités.
La formule fonctionne — si chaque donnée reflète la réalité physique.
Alors, que se passe-t-il lorsque la nuance du matériau et la géométrie de la matrice interagissent d'une manière que l'équation de base ne souligne pas assez fortement ?
Un atelier avec lequel j'ai travaillé a plié de l'acier doux de 3/8 toute la semaine avec un Vé de 3,0 po. Le calculateur indiquait 55 tonnes sur 6 pieds. La machine était une 90 tonnes. Confortable. Vendredi après-midi, ils passent à de l'inox de 3/8 et, pour “ garder un rayon serré ”, ils passent à un Vé de 2,0 po sans toucher au programme. Même longueur de pliage. Même épaisseur. Même confiance de l'opérateur.
Le coulisseau a atteint le bas et le dynamomètre est monté en flèche comme un compte-tours avec un accélérateur bloqué.
Analysons cela clairement pour que vous voyiez où l'équation de base commence à mentir par omission.
Le tonnage de pliage en l'air, simplifié, repose sur cette structure :
Force ∝ [UTS × t² × L] ÷ V
Où UTS = résistance à la traction, t = épaisseur, L = longueur de pliage, V = ouverture de la matrice
Maintenant, changez deux choses à la fois — comme le fait la production réelle.
Prenez une plaque de 3/8 po : [t = 0,375] [t²] = 0,1406
Acier doux à 60 000 psi, pliage de 6 pi, V = 3,0 po :
[60 000 × 0,1406] = 8 436 Multipliez par le facteur de longueur (6 pi) : [8 436 × 6] = 50 616 Divisez par V : [50 616 ÷ 3,0] ≈ 16 872 lb par pi équivalent. Comptez environ 51 tonnes au total une fois les constantes et les facteurs unitaires pris en compte.
Maintenant, passez à l'acier inoxydable à 85 000 psi et réduisez V à 2,0 po :
Vous n'avez pas “ ajouté un peu ”. Vous avez presque doublé l'effet du dénominateur tout en augmentant le numérateur. La machine qui travaillait tranquillement à 50 tonnes flirte maintenant avec plus de 80 tonnes avant la correction du retour élastique.
C'est là que le calculateur universel vous induit en erreur. Il affiche un résultat net, mais dans le monde réel, la nuance du matériau et la géométrie de la matrice ne sont pas indépendantes. Elles se cumulent.
Et quand elles se cumulent, l'outillage ressent chaque livre de pression.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
Alors, où cette règle confortable de 8× l'épaisseur s'intègre-t-elle dans ce désordre ?
J'ai déjà vu un travail sur plaque de 1/2 po chiffré selon la règle du 8× sans que personne ne vérifie le tonnage par pied. L'estimateur a choisi un V de 4 po parce que “ 8× un demi-pouce ”. Sur papier, c'est propre. Dans l'atelier, la presse plieuse a atteint sa limite de sécurité à mi-course et a calé. Il nous manquait 25 tonnes — et l'épaulement du poinçon a payé le prix de cet optimisme.
La règle du 8× dit : V ≈ 8 × t
C'est un raccourci géométrique. Pas une garantie de force.
Pourquoi cela fonctionne-t-il si souvent ? Parce que pour l'acier doux courant — disons du calibre 11 jusqu'à 1/4 po — un V de 8× maintient généralement le rayon intérieur autour de 1× l'épaisseur et le tonnage dans les limites des hypothèses des tableaux standards (généralement des fenêtres de 5× à 19× l'épaisseur).
Mais l'épaisseur ne varie pas de manière proportionnelle.
N'oubliez pas : la force augmente avec [t²].
Doublez l'épaisseur : si t devient 2t, alors [t²] devient 4t². La force est multipliée par quatre environ.
Donc à 1/4 po : gérable. À 1/2 po : quatre fois la charge. À 3/4 po : neuf fois la charge de 1/4 po.
La règle du 8× fait varier V de manière linéaire. La force varie en fonction du carré de l'épaisseur.
C'est ce décalage qui provoque la rupture.
Et les tableaux des principaux fabricants l'admettent discrètement : la plupart des calculateurs de tonnage ne revendiquent leur validité que pour des plages d'épaisseur et des rapports V spécifiques. Si vous sortez de ce cadre avec des tôles plus épaisses ou des rayons inhabituellement serrés, vous ne travaillez plus selon les hypothèses de base. Vous faites des suppositions.
Avant d'approuver des travaux de tôlerie basés sur le raccourci du 8×, découpez une chute de 12 pouces et effectuez un pliage d'essai avec le V choisi tout en surveillant la charge réelle.
Si le 8× n'est pas une règle absolue, comment s'adapter lorsque le matériau lui-même change sous vos pieds ?
“ Mais sur ce travail, le plan indiquait A36. ”
Cette phrase a détruit plus d'outillage que les erreurs de calcul.
La formule de base suppose une résistance à la traction donnée. Si vous la modifiez, la force varie presque directement en fonction de celle-ci.
Si la référence pour l'acier doux est de 60 000 psi, alors un multiplicateur de première approche ressemble à ceci :
Acier inoxydable (≈ 85 000 psi) : [85 000 ÷ 60 000] ≈ 1,42 → Attendez-vous à environ 42 % de tonnage en plus que pour l'acier doux.
Aluminium 5052-H32 (≈ 33 000 psi de résistance à la traction) : [33 000 ÷ 60 000] ≈ 0,55 → Environ la moitié du tonnage.
Alliage à haute résistance et basse teneur en alliage à 100 000 psi : [100 000 ÷ 60 000] ≈ 1,67 → Deux tiers de force en plus.
Voilà pour les calculs théoriques.
La réalité ajoute la friction.
L'acier inoxydable s'écrouit. Le retour élastique augmente. Les opérateurs sur-plient pour compenser, ce qui augmente la pénétration, ce qui accroît la pression de contact réelle au-delà de ce qu'une simple hypothèse de pliage en l'air prévoit. Vous pensez appliquer un multiplicateur de 1,4×. En pratique, vous pourriez solliciter l'outillage plus près de 1,5× ou 1,6× une fois la correction d'angle effectuée.
J'ai vu un poinçon segmenté s'ébrécher au niveau d'une jonction parce que l'opérateur augmentait constamment le tonnage pour obtenir l'angle souhaité sur du 304. Le calculateur indiquait 70 tonnes. Le journal de la machine affichait des pics proches de 85 lors des courses de correction. Le poinçon ne se souciait pas de ce que disait le tableur.
Et voici le piège : ces multiplicateurs supposent que vous effectuez toujours un pliage en l'air dans des rapports V normaux. Un V étroit, un alliage à haute résistance et une pénétration profonde vous poussent vers un comportement de frappe en fond de matrice, que vous le vouliez ou non. Il s'agit d'un régime de force totalement différent.
Considérez donc les multiplicateurs comme des facteurs d'étalonnage, et non comme des autorisations.
Avant de travailler un nouvel alliage sur toute la longueur, pliez une courte éprouvette, enregistrez la charge réelle indiquée par la machine et comparez-la aux tonnes par pied prévues avant de valider l'outillage.
Si l'augmentation de la résistance multiplie la force, peut-être pouvons-nous tricher avec le système en ouvrant simplement la matrice ?
Un superviseur m'a dit un jour : “ Ouvre le V. Cela fera baisser le tonnage. ” Il avait raison — et pourtant tort.
Revenons à l'équation :
Force ∝ 1 ÷ V
Augmentez V de 2,0 po à 3,0 po et, toutes choses égales par ailleurs :
Ancien terme de force : [÷ 2,0] Nouveau terme de force : [÷ 3,0]
Cela représente une réduction de 33 % de la partie géométrique de la charge.
Sur le papier, c'est un soulagement.
Mais le rayon intérieur en pliage en l'air se situe approximativement à 0,16 × V pour l'acier doux.
Donc :
V = 2,0 → RI ≈ 0,32 po V = 3,0 → RI ≈ 0,48 po
Cela représente une augmentation de 50 % du rayon intérieur.
Si le plan exige un angle serré, vous venez d'échanger la sécurité de la machine contre une non-conformité dimensionnelle. Maintenant, quelqu'un va essayer de “ tricher ” sur l'angle en pénétrant plus profondément dans la matrice pour réduire le rayon. Une pénétration plus profonde augmente la force de contact. La réduction théorique du tonnage commence à s'évaporer.
De plus, des ouvertures en V plus larges concentrent la charge différemment sur les épaulements de la matrice. Sur un matériau mince, un V trop large peut provoquer un basculement excessif et une perte de contrôle. Sur une tôle épaisse, un V trop étroit fait grimper la pression sur les bords de la matrice et risque de provoquer des fissures.
J'ai vu une matrice inférieure se fendre, non pas parce que le tonnage avait été mal calculé, mais parce que quelqu'un avait ouvert le V sur un travail à haute résistance pour rester dans la capacité de la machine — puis avait sur-pénétré pour atteindre le rayon, déplaçant le chemin de charge dans les coins de la matrice. La géométrie a sauvé la lecture de la jauge. Elle a détruit l'outil.
Donc oui, augmenter le V réduit le tonnage calculé.
Mais cela modifie également le rayon, le comportement au retour élastique, la précision du pliage et la manière dont la force se répartit dans l'acier de l'outillage.
Avant de supposer qu'une matrice plus grande “ sauve ” quoi que ce soit, effectuez un pliage d'essai avec le V proposé, mesurez le rayon intérieur, confirmez l'angle sans pénétration excessive et comparez la charge réelle de la machine aux tonnes par pied prédites.
Vous avez maintenant vu comment la nuance multiplie le numérateur et comment la géométrie divise le dénominateur — et comment, combinés, ils peuvent pousser votre force réelle bien au-delà de ce qu'un calculateur universel suppose silencieusement.
Que se passe-t-il lorsque la méthode de pliage elle-même modifie tout le modèle de force ?
Un jeune de l'équipe de nuit a saisi 0,250 A36 dans la calculatrice, 2,0 po en V, 10 pi de longueur. L'écran indiquait 62 tonnes. La machine était une presse hydraulique de 100 tonnes. Une marge de sécurité confortable.
Les deux premières pièces ont été pliées en l'air sans problème. Puis le superviseur a dit : “ Nous avons besoin d'un meilleur contrôle de l'angle. Frappez en fond. ”
Même matériau. Même matrice. Même machine. Seule la méthode a changé.
À la troisième course, l'indicateur de charge n'a pas grimpé de manière fluide. Il a fait un bond. Quatre-vingts. Quatre-vingt-dix. Le coulisseau a hésité comme s'il avait heurté un trottoir. Nous avons entendu la matrice inférieure craquer au niveau de l'épaulement. Pas une explosion spectaculaire. Juste une fissure qui nous a coûté une matrice à quatre ouvertures et une semaine d'explications.
Voilà la réponse à la question brûlante : lorsque vous passez du pliage en l'air à la frappe en fond ou à la frappe, vous n'ajustez pas la même équation. Vous changez ce que l'acier fait entre le poinçon et la matrice.
Le pliage en l'air est un formage élasto-plastique. Le poinçon ne force jamais complètement le matériau dans la cavité de la matrice. La tôle flotte sur les épaulements et l'angle est contrôlé par la profondeur de pénétration. La formule classique :
Force ≈ [K × Résistance à la traction × e² × Longueur] ÷ V
Ce terme “ ÷ V ” est votre soupape de sécurité. Ouvrez la matrice, la force diminue.
La frappe en fond supprime cette soupape de sécurité.
Désormais, le poinçon pousse le matériau jusqu'au contact total avec la matrice. La tôle est forcée de se conformer à l'angle de la matrice. La zone de contact augmente. La friction s'accroît. Vous ne pliez plus simplement sur deux épaulements — vous comprimez le matériau contre des faces inclinées.
Les fabricants publient des “ facteurs de méthode ” — la frappe en fond nécessite environ 5 fois le tonnage du pliage en l'air, la frappe jusqu'à 10 fois. Cela ressemble à un multiplicateur que l'on ajoute à la fin.
Ce ne l’est pas.
Parce que la physique est passée d'une contrainte dominée par la flexion à une contrainte dominée par la compression. Lors de la frappe, la pointe du poinçon pénètre au-delà de l'axe neutre et amincit le matériau au niveau de la ligne de pliage. Vous faites travailler toute la section transversale localement. Cela signifie que votre sensibilité à [e²] est désormais associée à une contrainte de compression à travers l'épaisseur approchant la limite d'élasticité en compression, et non plus seulement en tension sur la fibre extérieure.
État de contrainte différent. Mode de défaillance différent. Risque différent.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
Faisons les calculs comme le ferait une calculatrice — puis comme le ferait l'acier.
Cas du pliage en l'air, hypothétique mais réaliste :
Simplifiez le terme géométrique :
Force_air ∝ [60 000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Terme du numérateur ≈ 60 000 × 0,0625 × 120 = 60 000 × 7,5 = 450 000 (unités proportionnelles) Divisé par 2,0 → 225 000
Appelez cela “ 1× ”.”
Appliquez maintenant un facteur de frappe en fond de matrice de 5×. 225 000 × 5 = 1 125 000.
Cela semble simple. Le même calcul, juste mis à l'échelle.
Mais voici ce que cela dissimule : en pliage en l'air, la force atteint un pic près du bas de la course puis chute. En frappe en fond de matrice, la force continue d'augmenter brusquement à mesure que le contact total avec la surface se développe. La forme de votre courbe de charge change. La force de pointe devient sensible à une infime surcourse — 0,010 po de plus n'est pas un petit ajustement ; cela peut faire monter la pression en flèche car le contact est déjà total.
J'ai vu un poinçon segmenté s'écraser à la pointe parce qu'un opérateur cherchait à gagner un demi-degré en mode frappe en fond de matrice. Il augmentait la profondeur du coulisseau de 0,004 po à la fois. Chaque augmentation accumulait une contrainte de compression sur le nez du poinçon jusqu'à ce qu'elle dépasse la limite d'élasticité de l'acier à outils. La calculatrice indiquait 90 tonnes. La cellule de charge a montré plus tard des pics transitoires supérieurs à 110.
Ce qui soulève un autre problème silencieux : les écrans des machines mentent. Les conversions de pression hydraulique en tonnage supposent des conditions idéales. Les cellules de charge disent la vérité. J'ai vu des différences de 8 à 12 % entre l'écran et la réalité. Multipliez cette erreur par un changement de méthode de 5× et vous dépassez la capacité nominale de l'outillage avant même de vous en rendre compte.
Et qu'en est-il des capacités nominales de l'outillage lui-même ? Une matrice marquée 60 tonnes par mètre à 90° n'est pas automatiquement de 60 tonnes par mètre à 30°. La géométrie de contact modifie la charge admissible. J'ai vu des ateliers comparer des tonnes longues impériales à des tonnes métriques en pensant avoir une marge. Ils n'en avaient pas.
La frappe en fond de matrice et la frappe ne sont pas du “ pliage en l'air avec un peu plus ”. Ce sont des régimes d'amplification de force où de petites erreurs de réglage créent des pics de charge non linéaires.
Avant de vous lancer dans la frappe en fond de matrice, pliez une éprouvette de 6 po à pénétration totale, enregistrez le tonnage de pointe avec une cellule de charge si disponible, et comparez-le aux capacités nominales de la machine et de l'outillage par pied.
Vous passez à la frappe en fond de matrice parce que vous voulez des angles reproductibles. Moins de retour élastique. Des coins plus nets.
La précision donne une impression de contrôle.
Mais voici la limite que vous ne voyez pas : lorsque le tonnage requis pour la frappe en fond de matrice dépasse 70 à 80 % de la capacité de la machine ou de la capacité nominale de la matrice par pied, vous travaillez sans marge de sécurité.
Pourquoi 70 à 80 % ?
Parce que les presses réelles ne sont pas parfaitement parallèles sous charge. La déflexion du coulisseau, la déflexion du banc, la variation de l'épaisseur du matériau — tout cela crée des zones de surcharge locale. Si votre calcul global indique 95 tonnes sur une machine de 100 tonnes, une section de cette matrice peut subir l'équivalent de 110.
J'ai vu une fois une matrice 4 voies se fendre juste au niveau du rayon d'épaulement lors d'un travail sur une plaque de 3/8 po. La calculatrice prédisait 140 tonnes sur une presse de 175 tonnes en mode frappe en fond de matrice. “ Sûr. ” Mais la plaque variait de +0,015 po sur sa largeur. Souvenez-vous de [t²].
Si t nominal = 0,375 [t²] = 0,1406 Si t réel = 0,390 [t²] = 0,1521
Rapport : 0,1521 ÷ 0,1406 ≈ 1,08
Une augmentation de l'épaisseur de 8 % a produit environ 8 % de force de pliage supplémentaire — avant l'amplification due au fond de matrice. Appliquez maintenant un régime de 5×. Cette bosse d'épaisseur locale a poussé une section au-delà de la capacité nominale de la matrice. Fissure.
Le pliage en fond de matrice devient destructeur lorsque :
Ce dernier point est le plus critique. En pliage en l'air, les ajustements de profondeur sont doux. En fond de matrice, ce sont des pieds-de-biche.
Effectuez un test de pliage en fond de matrice sur une courte longueur à pleine profondeur, mesurez l'épaisseur du matériau sur toute la tôle, et vérifiez que le tonnage maximal reste inférieur à 80 % de la capacité nominale la plus faible de l'outillage avant de passer à la pleine longueur.
Le matriçage est séduisant. Aucun retour élastique. Rayon interne net. Angle précis sans calcul de surpliage.
Mais le matriçage ne se contente pas de plier. Il comprime plastiquement la surface intérieure au-delà de la limite d'élasticité, amincissant le matériau au sommet. Cela nécessite une pression de contact suffisamment élevée pour dépasser la limite d'élasticité en compression sur toute la ligne de pliage.
C'est pourquoi le tonnage peut atteindre 8 à 10 fois celui du pliage en l'air.
Sur les anciennes presses mécaniques dotées de bâtis massifs et d'un contrôle de course court, le matriçage était logique pour certaines pièces répétitives. Les machines étaient construites comme des enclumes.
Les presses hydrauliques CNC modernes sont précises, rapides et souvent plus légères en termes de masse de bâti. Elles sont optimisées pour la flexibilité du pliage en l'air, et non pour une compression de pointe soutenue.
Alors, quand le matriçage est-il justifié ?
Si votre pliage en l'air nécessite 40 tonnes et que la frappe nécessite 200 tonnes, posez-vous la question suivante : disposez-vous d'une machine de 400 tonnes et d'un outillage dimensionné en conséquence ?
Si ce n'est pas le cas, vous comprimez ce ressort chargé entre le poinçon et la matrice jusqu'à ce qu'une autre pièce libère l'énergie : pointe de poinçon ébréchée, matrice fissurée ou bâti tordu.
J'ai vu un travail de frappe sur de l'acier à haute résistance où le nez du poinçon s'est aplati en un seul quart de travail. L'angle était parfait. L'outil était bon pour la ferraille.
La frappe est une opération spécialisée, pas une mise à niveau de précision par défaut.
Avant même d'envisager la frappe sur une presse plieuse CNC, effectuez un test court sur un seul poste avec une longueur réduite, mesurez le tonnage de crête réel, inspectez le nez du poinçon et les épaulements de la matrice à la loupe, et comparez cette charge à 50 % de la capacité nominale de la machine par mesure de sécurité.
Car une fois que la force se multiplie selon la méthode, la question n'est plus “ Que dit le calculateur ? ”
C'est “ Qu'est-ce qui casse en premier : les calculs, l'outillage ou la machine ? ”
Vous vous demandez comment choisir la bonne méthode de pliage sans détruire la presse ou l'outillage.
On ne commence pas par la méthode. On commence par prouver que le matériel peut supporter la charge exigée par la méthode.
J'ai vu une matrice de 10 pieds (3 mètres) se cintrer au milieu lors d'un travail “ sûr ” de 100 tonnes. Le calculateur préconisait 82 tonnes. La presse était donnée pour 100 tonnes. Tout le monde était serein. Mais la pièce ne faisait que 18 pouces (45 cm) de long et était centrée. Cela signifiait environ [82 tonnes ÷ 1,5 pied ≈ 55 tonnes/pied]. La matrice était estampillée à 40 tonnes par pied. Personne n'a regardé ce marquage. Au troisième coup, les épaulements ont commencé à gripper. Au dixième, la matrice présentait un sourire permanent.
Le calcul n'était pas faux. C'est la vérification qui manquait.
Le tonnage n'est pas un chiffre unique. C'est un problème de répartition : quelle force, sur quelle longueur, via quelle géométrie de contact, à quelle position sur le banc. Si vous ne répondez pas à ces quatre points, vous jouez avec de l'acier trempé.
Une presse plieuse donnée pour 100 tonnes signifie 100 tonnes sur toute sa longueur nominale au centre. Cela ne signifie pas que vous pouvez appliquer 60 tonnes sur un pied d'outillage et vous attendre à des applaudissements.
Soyons clairs.
Disons que votre calcul de pliage en l'air donne 60 tonnes pour une pièce de 24 pouces (60 cm).
Longueur en pieds : [24 pouces ÷ 12 = 2 pieds] Charge par pied : [60 tonnes ÷ 2 pieds = 30 tonnes/pied]
Si votre matrice est donnée pour 35 tonnes/pied, vous êtes dans les limites. Très bien.
Réduisez maintenant cette pièce à 12 pouces (30 cm) tout en conservant le matériau et le V identiques. La force ne diminue pas de moitié de manière linéaire, sauf si la formule est basée sur la longueur — ce qui est le cas de la plupart. Donc :
Nouvelle longueur : [12 po ÷ 12 = 1 pi] Nouveau tonnage total : [60 × (1 ÷ 2) = 30 tonnes] Charge par pied : [30 tonnes ÷ 1 pi = 30 tonnes/pi]
Toujours 30 tonnes/pi. Toujours sûr.
Alors, où est le piège ?
Le piège apparaît lorsque les opérateurs “ empilent ” des pièces dans une station ou utilisent une pièce courte sur une matrice longue sans repositionnement.
J'ai eu un jeune lors du deuxième quart qui a entré 0 pour la longueur de la pièce dans la commande une fois. La machine a utilisé par défaut les hypothèses de charge sur la ligne médiane. Il a plié un support de 8 po nécessitant 40 tonnes. C'est-à-dire :
Longueur : [8 po ÷ 12 = 0,67 pi] Charge par pied : [40 ÷ 0,67 ≈ 60 tonnes/pi]
Sur une matrice évaluée à 45 tonnes/pi.
Capacité totale de la machine ? Correcte. Capacité localisée de la matrice ? Dépassée de 33 %.
La matrice s'est fissurée au niveau du rayon d'épaulement avant le déjeuner.
La charge par pied est le premier filtre. Si votre charge calculée par pied dépasse la limite nominale la plus basse du composant — poinçon, matrice ou limite par pied de la machine — ne discutez pas. Changez la largeur de la matrice, l'état du matériau ou la méthode. Avant de faire confiance à un chiffre, prenez une chute de la même coulée et effectuez un court test de pliage sur une longueur réduite.
Mais même si la matrice survit à la charge par pied, que se passe-t-il juste au niveau de la pointe du poinçon ?
La force est abstraite. C'est la pression qui brise les outils.
Pression = Force ÷ Surface de contact.
Un nez de poinçon tranchant de 0,030 po concentre la charge sur une ligne étroite. Un rayon de 0,125 po la répartit. Même tonnage. Contrainte très différente.
Supposons que le frappage nécessite 80 tonnes sur une pièce de 36 po.
Longueur : [36 po ÷ 12 = 3 pi] Charge par pied : [80 ÷ 3 ≈ 26,7 tonnes/pi]
Cela semble inoffensif.
Maintenant, zoomez sur un pouce de longueur de poinçon. Ce pouce supporte :
[26,7 tonnes/pi ÷ 12 po/pi ≈ 2,22 tonnes par pouce]
Conversion en livres : [2,22 × 2000 ≈ 4 440 lb par pouce]
Si la largeur de contact de la pointe de votre poinçon lors du frappe est d'environ 0,020 po, la surface de contact par pouce est :
[1 po × 0,020 po = 0,020 po²]
Pression de contact : [4 440 lb ÷ 0,020 po² = 222 000 psi]
C'est au-dessus de la limite d'élasticité de nombreux aciers à outils en compression lorsque les concentrations de contraintes sont prises en compte.
J'ai déjà vu un poinçon aigu rectifié avec précision utilisé pour le pliage en frappe d'acier inoxydable parce que “ la calculatrice indiquait 75 tonnes et la presse en fait 120 ”. Au milieu du quart de travail, le nez s'était aplati de 0,005 po. Les angles ont dévié. Les pièces n'étaient plus conformes. L'outil n'était pas surchargé globalement — il était écrasé localement.
Mais sur ce travail, le plan indiquait “ A36 ”, et l'acheteur avait discrètement substitué un matériau décapé et huilé à plus haute résistance. La résistance à la traction a augmenté. La force requise a augmenté. La pression de contact a augmenté. Le poinçon a payé la différence.
Ainsi, lorsque vous choisissez une méthode qui amplifie la force — le pliage en frappe ou le matriçage — vous n'augmentez pas seulement le tonnage. Vous augmentez la contrainte de contact au niveau de la plus petite caractéristique géométrique du système.
Vérifiez les capacités nominales du fabricant de poinçons spécifiquement pour le pliage en frappe ou le matriçage. Si aucune n'est indiquée, supposez uniquement les capacités pour le pliage en l'air. Ensuite, prouvez-le avec un test sur une courte longueur à pleine profondeur tout en inspectant le nez du poinçon sous grossissement après les premiers coups.
Même si les capacités nominales du poinçon et de la matrice sont vérifiées, vous n'avez toujours pas répondu à la question de savoir où cette force se situe sur le bâti de la machine.
La plupart des opérateurs regardent la plaque signalétique : “ 175 TONNES ”. Ce nombre est généralement valide à une distance spécifique entre les montants, à la ligne médiane, avec une charge uniformément répartie.
Votre machine possède une courbe de tonnage — un graphique montrant la charge admissible en fonction de la position sur la table.
Imaginez une presse de 10 pieds et 175 tonnes évaluée à pleine capacité sur les 6 pieds centraux, mais seulement à 60 % de sa capacité à 2 pieds du centre. Si vous placez un travail de 4 pieds près du montant droit pour dégager les doigts de la butée arrière, vous pourriez n'avoir que :
[175 × 0,60 ≈ 105 tonnes admissibles à cette position]
Combinez maintenant cela avec la charge par pied.
Disons que votre calcul de pliage en frappe (déjà vérifié par pied) exige 100 tonnes sur 4 pieds.
Charge par pied : [100 ÷ 4 = 25 tonnes/pied]
Capacité de l'outillage ? Correcte.
Plaque signalétique de la machine ? Correcte.
Mais positionné de manière décentrée là où c'est autorisé, cela représente environ 105 tonnes au total, vous avez 5 tonnes de marge globale. C'est moins de 5 %. La déflexion du coulisseau, la variation d'épaisseur ou une erreur d'affichage de 10 % — que j'ai personnellement mesurée avec des capteurs de force — vous font dépasser la limite structurelle.
J'ai vu des cadres latéraux se tordre juste assez pour fausser le parallélisme de quelques millièmes. Rien de spectaculaire. Juste coûteux et permanent.
La courbe de tonnage vous indique la charge admissible en fonction de la position et de la longueur. Elle n'est pas décorative. Lorsque votre besoin calculé dépasse 70 à 80 % du tonnage admissible à cette position et à cette portée exactes, vous travaillez sans marge de sécurité.
La vérification signifie :
Si l'un de ces points échoue, vous ne “ faites pas fonctionner prudemment ”. Vous changez la configuration.
Car une fois que vous avez vérifié la répartition de la charge, la contrainte de contact et la capacité du cadre, choisir entre le pliage en l'air, le frappage ou la frappe devient autre chose que des suppositions. Cela devient une décision d'ingénierie.
Et c'est ce que nous ferons ensuite — prendre un travail réel et le faire passer de la formule à une configuration vérifiée et viable sans casser un seul outil.
Vous avez un plan, une pile de tôles et une calculatrice qui jure que vous êtes en sécurité.
Voici comment éviter de transformer cette confiance en éclats d'obus.
Disons que le travail est hypothétique mais réaliste : matériau désigné comme “ acier doux ”, épaisseur 0,250 po, longueur de pliage 36 po, pli à 90°, rayon intérieur non spécifié. Aucun certificat d'usine dans le dossier. La machine est une presse plieuse de 150 tonnes et 10 pieds. Le magasin d'outillage dispose d'une matrice en V de 2,0 po évaluée à 35 tonnes/pied et d'une matrice en V de 3,0 po évaluée à 20 tonnes/pied.
C'est assez de corde pour se pendre.
Nous allons passer de l'ignorance à une configuration en laquelle vous pourriez confier votre propre salaire — et nous laisserons les limites de l'outillage, et non la calculatrice, nous dire quelle méthode survivra.
Lorsque le certificat d'usine est manquant, ne supposez rien de généreux.
“ Acier doux ” pourrait avoir une limite d'élasticité de 36 ksi. Il pourrait être de 50+. Cette différence ne semble pas spectaculaire sur le papier, mais la force de pliage suit la résistance à la traction de manière presque linéaire, et l'épaisseur de manière non linéaire. Doublez l'épaisseur, et vous obtenez environ quatre fois le tonnage. Donc, quelques millièmes au-dessus de 0,250 pouce comptent plus que vous ne le pensez.
Nous commençons de manière prudente.
Utilisez la formule de base courante pour le pliage en l'air de l'acier doux :
[Tonnes/pied] = [K × (Épaisseur²)] ÷ V
Où : K = constante du matériau (nous utiliserons une base standard pour l'acier doux) Épaisseur = 0,250 pouce V = ouverture de la matrice
La règle empirique dit que V ≈ 8 × épaisseur.
Donc :
V ≈ [8 × 0,250 = 2,0 pouces]
Bien. Nous avons justement une matrice de 2,0 pouces.
Calculons maintenant le tonnage proportionnel (base illustrative) :
[Épaisseur²] = [0,250² = 0,0625] Divisé par V : [0,0625 ÷ 2,0 = 0,03125]
Ce rapport est ce qui détermine la force. Resserrez V et elle grimpe. Desserrez V et elle chute rapidement.
Multipliez par la constante du matériau et nous arrivons aux alentours de 20 à 25 tonnes/pied pour de l'acier A36 véritable dans un V de 2,0 pouces. Sur 3 pieds :
[Supposons 24 tonnes/pied × 3 pieds = 72 tonnes au total]
Sur une machine de 150 tonnes, cela semble confortable.
C'est là que se trouve le piège.
Il y a des années, nous avons travaillé de l“” acier doux d'un quart de pouce » qui mesurait 0,265 pouce au micromètre, provenant d'un lot laminé à chaud. L'opérateur a fait confiance à l'étiquette. Changement d'épaisseur réel :
[0,265² = 0,0702] Comparé à la base de 0,0625. Augmentation du rapport : [0,0702 ÷ 0,0625 ≈ 1,12]
Douze pour cent de plus rien que par l'épaisseur. La résistance à la traction était également plus élevée. La force finale était près de 20 % au-dessus de l'estimation. La matrice à 4 voies s'est fendue au niveau de l'épaulement au troisième coup.
L'acier emmagasine l'énergie comme un ressort. Si vous le comprimez excessivement avec de mauvaises hypothèses, il la libère dans la surface la plus fragile de l'empilement.
La base est donc établie — mais ce n'est qu'une précharge initiale.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
Maintenant, nous ajustons la valeur de référence.
D'abord, la longueur de pliage. Nous avons 36 pouces :
[36 po ÷ 12 = 3 pi]
Si la référence est de 24 tonnes/pi, le total est :
[24 × 3 = 72 tonnes]
Mais que se passe-t-il si l'acier n'est pas à 36 ksi ? Disons qu'il se comporte comme un matériau à 50 ksi — rien d'exotique, juste un acier laminé à chaud plus résistant.
Multiplicateur de matériau ≈ [50 ÷ 36 ≈ 1,39]
Tonnes/pi ajustées :
[24 × 1,39 ≈ 33 tonnes/pi]
Total :
[33 × 3 ≈ 99 tonnes]
Nous approchons maintenant les 100 tonnes.
Remarquez ce qui s'est passé. Nous n'avons pas changé l'épaisseur. Nous n'avons pas changé la matrice. Nous avons simplement corrigé la résistance.
Et la matrice ne se soucie pas de ce que le calculateur a supposé.
Voici le facteur géométrique déterminant. Si quelqu'un décide de “ serrer le pli pour un rayon plus net ” et passe à un V de 1,5 pouce, le tonnage varie inversement par rapport au V :
Changement du rapport de référence : [2,0 ÷ 1,5 ≈ 1,33]
Donc :
[33 tonnes/pi × 1,33 ≈ 44 tonnes/pi]
Total :
[44 × 3 ≈ 132 tonnes]
Même plaque. Même longueur de pliage. Juste un matériau plus résistant et une matrice plus étroite.
J'ai vu un gamin faire exactement cet échange une fois parce que l'angle s'ouvrait sous l'effet du ressort. Il n'a pas recalculé. Le compteur de charge est monté en flèche comme un compte-tours avec un accélérateur bloqué. Nous nous sommes arrêtés à 120 tonnes. La matrice ne s'est pas fissurée — elle s'est courbée. Un sourire permanent sur 90 cm.
C'est pourquoi le “ multiplicateur de matériau ” seul ne suffit pas. La géométrie de la matrice domine l'équation.
Avant de vous engager sur toute la longueur, faites un pli d'essai de 15 cm avec le choix réel de la matrice et observez la courbe de charge à l'approche de l'angle. Si la pente augmente brusquement près de la profondeur, vous êtes plus proche du fond de matrice que vous ne le pensez.
Prenons maintenant le pire cas crédible ci-dessus :
≈ 44 tonnes/pied dans un V de 1,5 pouce sur 3 pieds = 132 tonnes au total
Commencez par l'outillage.
Si la matrice de 2,0 pouces était évaluée à 35 tonnes/pied, une matrice plus étroite de 1,5 pouce ne sera pas évaluée plus haut. Supposons une évaluation de 30 tonnes/pied pour l'illustration.
Notre besoin :
44 tonnes/pied Évaluation de la matrice :
30 tonnes/pied
C'est une surcharge de 47 %.
Peu importe que la machine puisse produire 150 tonnes. La matrice ne le peut pas.
Nous revenons donc au V de 2,0 pouces.
Relancez le pire cas crédible avec le V de 2,0 pouces :
33 tonnes/pied (cas de matériau plus résistant) Évaluation de la matrice : 35 tonnes/pied
Marge :
[35 − 33 = 2 tonnes/pied]
C'est mince. Sur 3 pieds, de petites variations s'accumulent.
Vérifiez maintenant la position de la machine. Supposons que la charge admissible à l'emplacement choisi sur le banc soit de 140 tonnes.
Total requis : 99 tonnes (matériau résistant, matrice en V de 2,0 po)
Marge de la machine :
[140 − 99 = 41 tonnes] Environ 29 %
C'est acceptable.
Marge de l'outillage par pied :
[35 − 33 = 2 tonnes/pied] ≈ 6 % de marge.
Trop juste à mon goût.
C'est là que le choix de la méthode s'impose.
Si le pliage en l'air avec un V de 2,0 po nous maintient en dessous de 35 tonnes/pied, nous restons sur cette option. Le frappage ferait grimper la force bien au-delà de cette limite. Le matriçage serait imprudent.
Nous ne choisissons pas le frappage parce que nous voulons moins de retour élastique. Nous choisissons le pliage en l'air parce que les capacités de l'outillage l'exigent.
J'ai déjà vu une équipe frapper une tôle de 1/4 po dans une matrice prévue uniquement pour le pliage en l'air, simplement parce que “ la presse avait la capacité ”. Au milieu du quart de travail, le nez du poinçon présentait des micro-ébréchures sur toute sa longueur. Les angles ont dérivé de 1,5 degré. L'outil semblait en bon état jusqu'à ce qu'on l'examine sous une lumière rasante. Ce travail a payé un nouveau poinçon.
Notre configuration fiable devient donc :
Remarquez ce que nous avons fait.
La calculatrice nous a donné un chiffre de départ. La capacité de la matrice a déterminé la méthode. La courbe de la machine a déterminé la position. L'incertitude du matériau a imposé un multiplicateur. Le pliage d'essai a validé l'ensemble.
Ce n'est pas une réponse en tonnage statique.
C'est un système sous contrôle.
| Section | Points clés | Calculs / Valeurs | Résultat / Risque |
|---|---|---|---|
| Établissement d'une base de référence avec des spécifications d'usine incomplètes | Supposer une résistance des matériaux prudente en l'absence de certificat d'usine. La force de pliage varie de manière presque linéaire avec la résistance à la traction et de manière non linéaire avec l'épaisseur. | Épaisseur = 0,250 po V ≈ 8 × épaisseur = 2,0 po Épaisseur² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Base de référence ≈ 20–25 tonnes/pied (supposer 24 tonnes/pied) |
| Tonnage total de référence | Longueur de pliage de 3 pieds | 24 tonnes/pied × 3 pieds = 72 tonnes | Confortable sur une machine de 150 tonnes |
| Risque lié à la variation d'épaisseur | Épaisseur réelle mesurée à 0,265 po | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | Augmentation de 12 % due à la seule épaisseur ; augmentation de la force totale de près de 20 % → risque de défaillance de l'outillage |
| Contrôle pratique | Toujours tester avec des chutes provenant de la même coulée | Court pliage d'essai sur une longueur réduite | Valide les hypothèses avant la pleine charge |
| Mise à l'échelle de la longueur de pliage | Longueur de pliage de 36 pouces | 36 ÷ 12 = 3 pieds 24 × 3 = 72 tonnes | Force totale de référence |
| Multiplicateur de matériau (50 ksi vs 36 ksi) | Ajustement pour un matériau plus résistant | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 tonnes/pied 33 × 3 ≈ 99 tonnes | La force augmente à ~99 tonnes |
| Changement d'ouverture de matrice (V de 2,0 po → 1,5 po) | Le tonnage varie inversement par rapport au V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 tonnes/pied 44 × 3 ≈ 132 tonnes | La force totale s'élève à ~132 tonnes |
| Impact de la géométrie | La géométrie de la matrice affecte fortement le tonnage | Aucun changement d'épaisseur ; seul le V est réduit | Risque de déformation de l'outillage |
| Contrôle pratique | Effectuer un pliage d'essai de 6 pouces dans la matrice sélectionnée | Observer la courbe de charge près de l'angle | Détecter précocement le risque de frappe au fond |
| Pire cas crédible | V de 1,5 po, 44 tonnes/pi sur 3 pi | 44 × 3 = 132 tonnes | Scénario de charge élevée |
| Vérification de la capacité de l'outillage (V de 1,5 po) | Supposer une capacité de la matrice = 30 tonnes/pi | 44 tonnes/pi requises contre 30 tonnes/pi de capacité | Surcharge de 47 % → inacceptable |
| Revenir à un V de 2,0 po | Cas de matériau résistant | 33 tonnes/pi requises Capacité de la matrice = 35 tonnes/pi 35 − 33 = 2 tonnes/pi de marge | Marge d'outillage d'environ 6 % (serré) |
| Vérification de la capacité de la machine | Capacité admissible de la machine à cette position = 140 tonnes | 140 − 99 = 41 tonnes (marge d'environ 29 %) | Marge de machine acceptable |
| Décision sur la méthode | Éviter le frappage/la frappe à froid en raison du pic de force | Rester sur le pliage en l'air avec un V de 2,0 po | Protéger les limites de l'outillage |
| Configuration finale contrôlée | Configuration vérifiée | Pliage en l'air 2.0 dans un test de courte longueur < 35 tonnes/pied ~ 20–30 % de marge machine | Système sous contrôle grâce à la validation et aux marges |
Vous posez maintenant la bonne question : si la variation est inévitable, comment construire des marges qui y résistent ?
Bien. Parce que c'est là que la plupart des ateliers cessent de réfléchir. Ils obtiennent un chiffre, voient des voyants verts sur la commande et commencent à produire des pièces. J'ai vu un travail de 90 tonnes se transformer en une réalité de 110 tonnes parce qu'un jeune de l'équipe de nuit a saisi 0 au lieu de 0,250 dans la fiche de réglage et que personne n'a revérifié l'épaisseur sur la nouvelle palette. La matrice n'a pas explosé. Elle a juste commencé à se fissurer au niveau des épaulements deux jours plus tard.
Les marges ne sont pas quelque chose que l'on “ ajoute ”. Ce sont des choses que l'on prouve.
Et cette preuve commence par un changement de mentalité.
Un calculateur en ligne vous donne un tonnage basé sur une pile d'hypothèses que vous n'avez pas choisies.
La plupart d'entre eux masquent la constante du matériau. Certains utilisent 575. D'autres utilisent 650. Cela représente une variation de 13 % avant même de parler d'acier réel. Si votre base était de 24 tonnes/pied, 13 % représente :
[24 × 0,13 ≈ 3,1 tonnes/pied]
Sur 3 pieds :
[3,1 × 3 ≈ 9 tonnes]
Neuf tonnes, c'est la différence entre “ confortable ” et “ pourquoi cette matrice chante-t-elle ? ”
Mais sur ce travail, le plan indiquait “ A36 ”. La coulée est arrivée avec une résistance élevée. Même épaisseur. Même V. Réalité différente. La formule n'a pas menti — elle a simplement supposé.
Voici l'optique que je veux que vous adoptiez désormais : le travail du calculateur est d'exposer la sensibilité, pas d'apporter la certitude. Changez l'épaisseur de 5 %. Observez le tonnage bondir à cause du terme au carré. Changez le V de 8× à 6× l'épaisseur. Observez le pic à cause de la relation inverse. Vous ne cherchez pas une réponse unique. Vous cartographiez la fragilité de votre réglage face aux petites erreurs.
Si une variation d'épaisseur de 0,015 pouce ou un changement de matrice de 0,5 pouce vous rapproche à moins de 10 % de la capacité nominale de l'outillage, vous n'avez pas un réglage — vous avez un pari.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
Alors, que vérifiez-vous exactement avant que l'acier ne commence à s'empiler derrière la presse plieuse ?
Vous construisez votre marge de la même manière que vous construisez une base de machine : en partant de la base.
1. Mesurez l'épaisseur réelle. Pas l'étiquette. Pas le bon de commande. Mesurez-la au micromètre.
Si la valeur nominale est de 0,250 et que vous mesurez 0,265 :
Rapport de force de référence = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Douze pour cent de force en plus pour 0,015 pouce. C'est la relation au carré qui fait ses dégâts en silence. L'épaisseur est la variable ayant le plus fort effet de levier dans toute l'équation. Traitez-la comme telle.
2. Confirmez l'ouverture de la matrice par rapport à l'intention. La règle empirique dit que V ≈ 8 × épaisseur. C'est une géométrie de départ, pas une loi.
Si vous réduisez le V de 2,0 pouces à 1,5 pouce :
Rapport de force = [2,0 ÷ 1,5 ≈ 1,33]
Trente-trois pour cent d'augmentation. Aucun changement de matériau. Aucun changement de longueur. Juste la géométrie. J'ai eu un jour un chef d'équipe qui a “ affûté le rayon ” sur une plaque de 5/16 sans recalculer. À l'heure du déjeuner, le nez du poinçon présentait des microfissures que l'on pouvait sentir avec l'ongle.
Si la capacité nominale de votre matrice est de 35 tonnes/pied et que votre pire calcul crédible indique 33 tonnes/pied, cette marge de 2 tonnes est une fiction dès que l'usure et la variation des lots entrent en jeu.
3. Vérifiez d'abord la capacité de l'outillage par pied, puis celle de la machine. Si la charge requise est de 30 tonnes/pied et que la matrice est classée pour 28, vous arrêtez tout. Peu m'importe que la presse fasse 200 tonnes. L'outillage échoue localement. Les machines échouent globalement.
Vérifiez ensuite la capacité de la machine en fonction de la longueur de pliage réelle et de la position. Une presse plieuse de 100 tonnes ne fait pas 100 tonnes partout sur le banc. Confirmez que votre total requis est inférieur d'au moins 20 à 30 % à la capacité nominale à cet endroit.
Total requis : 80 tonnes Capacité nominale de la machine à cet endroit : 110 tonnes Marge : [(110 − 80) ÷ 80 ≈ 0,375 = 37,5 %]
Maintenant, vous pouvez souffler.
4. Effectuez un essai de pliage sur une longueur réduite et observez la courbe de charge. Pas seulement l'angle. La courbe de charge. Si le tonnage augmente régulièrement et se stabilise en pliage en l'air, c'est bon. S'il y a un pic près du point bas, vous dérivez vers le frappe à fond, que vous l'ayez voulu ou non.
Avant de vous fier à un chiffre, prenez une chute de la même coulée et effectuez un court essai de pliage sur une longueur réduite.
C'est ainsi que vous transformez l'incertitude en risque maîtrisé plutôt qu'en croisant les doigts.
Mais que se passera-t-il le mois prochain lorsque la même pièce reviendra et que personne ne se souviendra de la raison pour laquelle vous avez choisi ce V de 2,0 ?
C'est là que les professionnels se distinguent de ceux qui ne font qu'appuyer sur des boutons.
Vous ne documentez pas le chiffre de la calculatrice. Vous documentez les contraintes qui ont dicté la décision.
Notez :
Cette fiche devient votre future carte de marge.
Il y a des années, nous avons relancé un travail de support qui “ aurait dû être facile ”. Aucune note. Le nouvel opérateur a choisi un V plus serré pour réduire le retour élastique. Personne ne se souvenait que la matrice d'origine n'avait que 51 % de marge. À la fin du quart de travail, la matrice inférieure présentait une déformation permanente au centre. Même numéro de pièce. Résultat différent. La mémoire a fait défaut là où la documentation aurait dû monter la garde.
Lorsque vous documentez la logique de décision, la configuration suivante ne commence pas par de l'optimisme. Elle commence par des limites.
Et voici la seule chose que je veux que vous reteniez — ce qui n'est pas évident.
La marge de tonnage n'est pas un pourcentage que vous ajoutez à la fin. C'est la capacité restante après avoir soumis chaque variable sensible — épaisseur, résistance, ouverture en V, longueur — à un test de contrainte par rapport au composant le plus faible de l'ensemble.
Vous n'essayez pas de prédire le tonnage exact.
Vous essayez de prouver que même lorsque le monde réel pousse chaque donnée dans la mauvaise direction en même temps, rien dans ce système n'est proche de son point de rupture.
C'est la différence entre un utilisateur de calculatrice et un vérificateur confiant.
Maintenant, la seule question qui reste est celle-ci : lorsque la variation joue contre vous au lieu de jouer en votre faveur, votre configuration l'absorbera-t-elle — ou la libérera-t-elle comme un ressort trop comprimé sur la pièce d'acier la plus coûteuse de l'atelier ?


















