

Un ragazzo del secondo turno ha inserito acciaio dolce da 0,250″ nel brillante calcolatore “one-click” dell'azienda. Il risultato è stato 82 tonnellate. La macchina era tarata per 100. Luce verde.
A metà della prima piega, il pavimento dell'officina ha tremato come se qualcuno avesse fatto cadere un'incudine. La matrice a 4 vie si è spaccata sulla spalla. Non scheggiata. Spaccata. Abbiamo raccolto cinquemila dollari in carburo e due settimane di tempi di consegna.
Il calcolatore non ha mentito. Ha risposto a una domanda più limitata di quella che mantiene intatti i tuoi utensili.
Ecco cosa ha fatto realmente quel calcolatore.
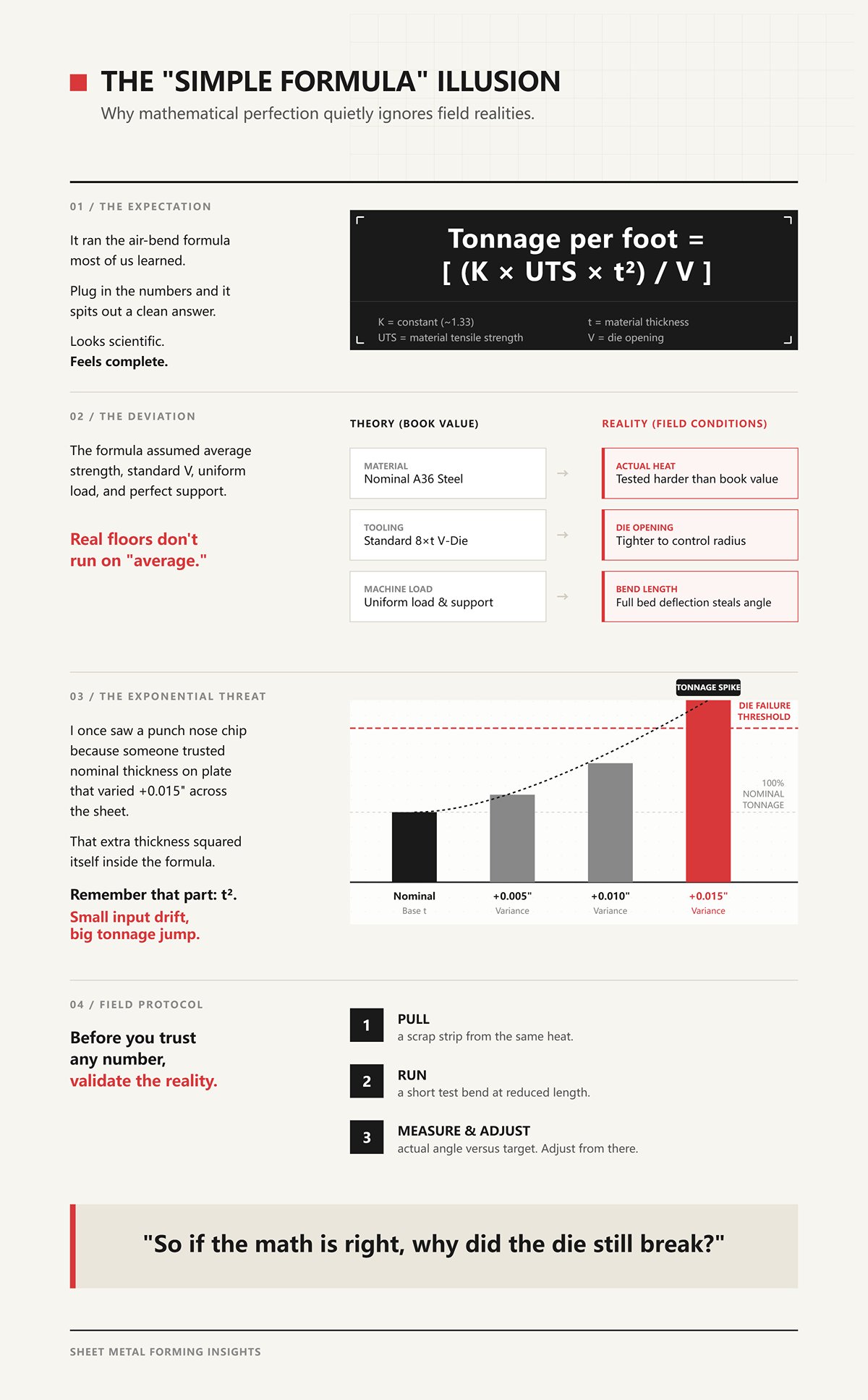
Ha eseguito la formula della piegatura in aria che la maggior parte di noi ha imparato: Tonnellaggio per piede = [ (K × UTS × t²) / V ]
Dove:
[K] = costante (circa 1,33 per la piegatura in aria)
[UTS] = resistenza alla trazione del materiale
[t] = spessore del materiale
[V] = apertura della matrice
Inserisci i numeri e sputa fuori una risposta pulita. Sembra scientifico. Sembra completo.
Ma in quel lavoro, il disegno indicava “A36”. La partita che abbiamo ricevuto era più dura del valore nominale. L'apertura della matrice non era il nominale 8× lo spessore: era più stretta per controllare il raggio. E la lunghezza di piegatura copriva quasi l'intero banco, dove la deflessione inizia a compromettere l'angolo a meno che non si abbia una bombatura dinamica ben regolata.
La formula presupponeva resistenza media, V standard, carico uniforme, supporto perfetto.
Le officine reali non funzionano su “medie”.”
Una volta ho visto la punta di un punzone scheggiarsi perché qualcuno si era fidato dello spessore nominale su una lamiera che variava di +0,015″ su tutto il foglio. quello spessore extra si è elevato al quadrato all'interno della formula. Ricorda quella parte: t². Piccola variazione nell'input, grande salto nel tonnellaggio.
Prima di fidarti di qualsiasi numero, prendi uno scarto dalla stessa partita ed esegui una breve piega di prova a lunghezza ridotta. Misura l'angolo effettivo rispetto a quello target. Regola di conseguenza.
Quindi, se la matematica è corretta, perché la matrice si è comunque rotta?
Un calcolatore stima la forza di piegatura. Un'impostazione sicura rispetta i limiti della macchina e dell'attrezzatura.
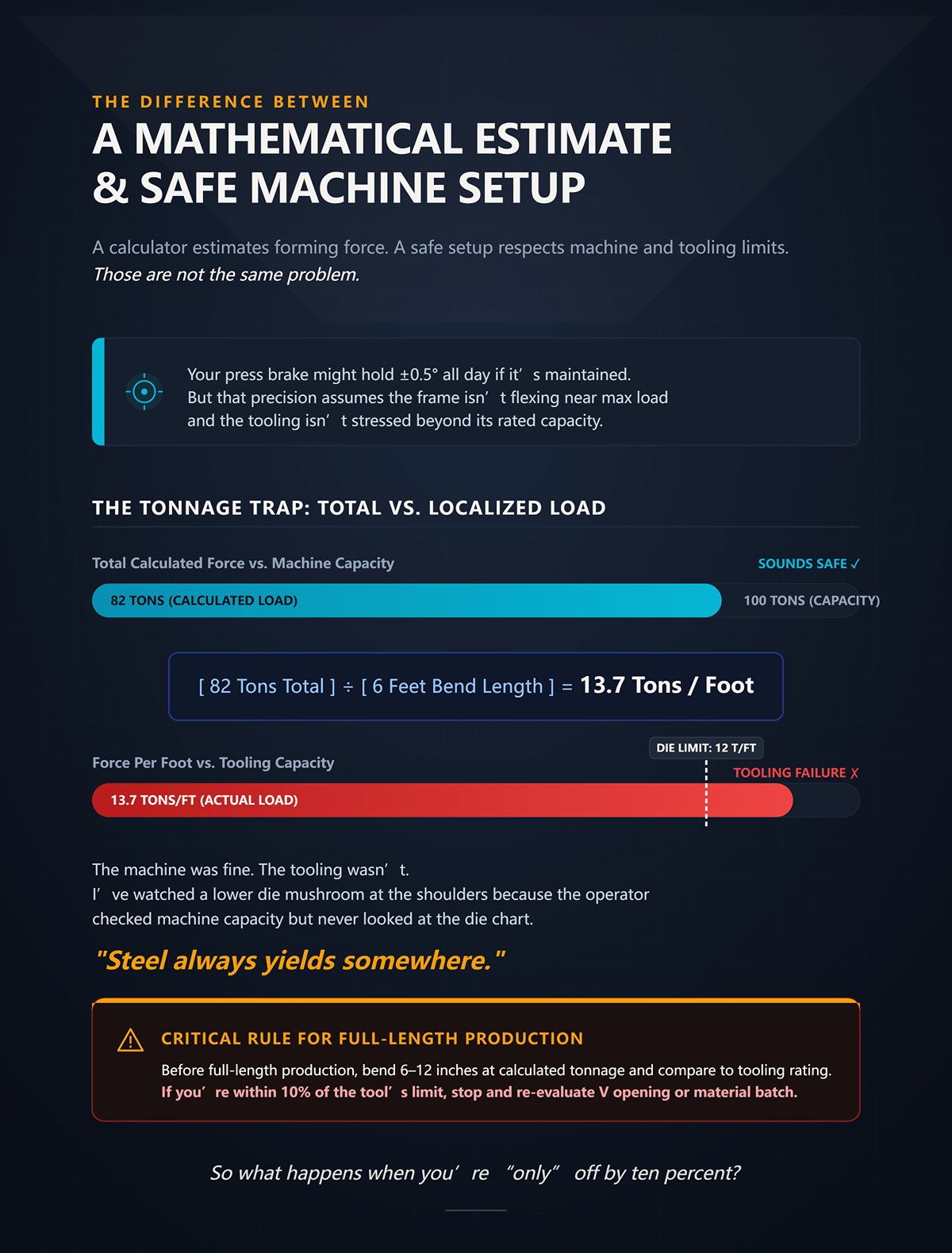
Non sono lo stesso problema.
La tua pressa piegatrice potrebbe mantenere ±0,5° tutto il giorno se sottoposta a manutenzione. Forse anche con maggiore precisione grazie al feedback laser e al corretto funzionamento della bombatura. Ma tale precisione presuppone che il telaio non si fletta vicino al carico massimo e che l'attrezzatura non sia sollecitata oltre la sua capacità nominale.
Il calcolatore ci ha dato 82 tonnellate totali. Sembra sicuro su una macchina da 100 tonnellate.
Ma analizziamolo: [Tonnellaggio totale] ÷ [Lunghezza di piegatura in piedi] = [Tonnellate per piede]
Se lavorassimo su 6 piedi: [82 tonnellate] ÷ [6 piedi] ≈ [13,7 tonnellate/piede]
Quella matrice era classificata per 12 tonnellate per piede.
La macchina andava bene. L'attrezzatura no.
Ho visto una matrice inferiore deformarsi sulle spalle perché l'operatore aveva controllato la capacità della macchina ma non aveva mai guardato la tabella dell'attrezzatura. La pressa è sopravvissuta. La matrice no. L'acciaio cede sempre da qualche parte.
Prima della produzione a piena lunghezza, piega 6–12 pollici al tonnellaggio calcolato e confronta la forza richiesta con la capacità nominale dell'attrezzatura per piede. Se sei entro il 10% del limite dell'utensile, fermati e rivaluta l'apertura a V o il lotto di materiale.
Quindi cosa succede quando sei “solo” fuori del dieci percento?
Diciamo che il requisito reale era di 90 tonnellate. Il calcolatore ne indicava 82. È un errore di circa il 10%.

Se sei sotto del 10%, ottieni un angolo incoerente. Il ritorno elastico varia. I pezzi si spostano. È fastidioso. Il contenitore degli scarti si riempie lentamente.
Se sei sopra del 10% vicino al limite dell'attrezzatura, quel carico extra non si distribuisce gentilmente. Si concentra sulla punta del punzone e sulle spalle della matrice, come se si comprimesse eccessivamente una molla tra di loro. L'acciaio accumula quell'energia. Poi la rilascia sotto forma di crepe.
Diverse modalità di cedimento. Fatture molto diverse.
Una volta ho visto un punzone segmentato fratturarsi di netto perché l'operatore aveva aumentato il tonnellaggio per “stare al sicuro” dopo aver notato una leggera sotto-piegatura. Ha corretto l'angolo. Ma ha anche introdotto un picco di stress proprio in corrispondenza della giunzione della sezione. Un forte boato. Tre settimane di ritardo.
Ecco il cambiamento di mentalità che ti chiedo: il calcolatore risponde a “Quale forza piega questo spessore in questa matrice sotto ipotesi ideali?”. Tu devi rispondere “La mia macchina specifica, la mia attrezzatura specifica e questo materiale specifico possono sopravvivere a quella forza su questa lunghezza specifica?”
Prima di qualsiasi ciclo di produzione vicino alla capacità, esegui un breve test su scarto all'80% del tonnellaggio calcolato, aumenta gradualmente tenendo d'occhio l'angolo e la curva di carico della macchina, e verifica rispetto alla capacità nominale di tonnellate per piede dell'attrezzatura.
La calcolatrice non è pericolosa perché sbaglia.
È pericolosa perché hai smesso di pensare dopo che ha parlato.
Vuoi un processo sistematico, non un'altra lezione sul “fai attenzione”.”
Bene. Allora iniziamo a scomporre la formula finché non riuscirai a vedere dove ti inganna.
In un lavoro di qualche anno fa, stavamo piegando una lamiera da 3/16″, niente di esotico, una lunga flangia dritta. La calcolatrice indicava 58 tonnellate totali. La macchina poteva farne 90. L'operatore si sentiva al sicuro. A metà lavorazione, l'angolo ha iniziato a deviare, così ha ridotto la V da 1,5″ a 1,25″ per controllare il raggio senza ricalcolare la forza. Quel piccolo cambiamento silenzioso ha fatto aumentare il tonnellaggio abbastanza da scheggiare la punta del punzone. Niente di eclatante. Solo una crepa sottile che due giorni dopo si è trasformata in una spaccatura.
Stesso spessore. Stesso materiale. Apertura della matrice diversa.
È qui che la formula di base si rivela utile, ed è qui che punisce gli input pigri.
L'equazione standard per la piegatura in aria usata dalla maggior parte del settore è questa:
Tonnellaggio = (K × Resistenza alla trazione × Spessore² × Lunghezza di piegatura) ÷ Apertura della matrice
Scrivila per esteso. Non fidarti del riquadro sullo schermo. Quando vedi le variabili, vedi le trappole.
Lavoriamoci come un meccanico, non come un mago.
Prendiamo un caso reale:
Ora procediamo passo dopo passo:
Converti in tonnellate: [9.975 ÷ 2.000] ≈ 5 tonnellate/piede
Su 4 piedi: ≈ 20 tonnellate totali.
Pulito. Prevedibile. Sembra innocuo.
Ora cambia un input.
Stringi la V da 2,0 pollici a 1,25 pollici perché vuoi un raggio interno più piccolo. Tutto il resto rimane invariato.
Solo il denominatore cambia:
[19.950 ÷ 1,25] = 15.960 libbre per piede ≈ 8 tonnellate/piede Totale ≈ 32 tonnellate
Non hai cambiato lo spessore. Non hai cambiato il materiale. Hai cambiato la geometria — e la forza è aumentata di circa il 60%.
Una volta ho visto una matrice a quattro vie spaccarsi di netto sulla spalla perché qualcuno aveva dimezzato la V per “controllare il ritorno elastico” e aveva dimenticato che la V si trova al denominatore. Riduci il denominatore, l'intera frazione aumenta. Quella matrice non ha ceduto perché l'acciaio era misterioso. Ha ceduto perché qualcuno ha trattato la geometria come una scelta estetica invece che come un moltiplicatore di forza.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
Ora guarda di nuovo quell'equazione. Quale variabile ha più probabilità di variare senza che tu te ne accorga?
Ma in quel lavoro, il disegno diceva “A36”.”
Quell'etichetta inganna più officine di quanto abbiano mai fatto i calcoli errati.
La maggior parte delle tabelle e dei calcolatori assume un “acciaio dolce” intorno a 60.000 psi di resistenza alla trazione. Alcune colate di A36 si avvicinano. Altre no. Ho visto certificati di prova oltre i 70.000 psi. Non è nulla di esotico. È la realtà della catena di approvvigionamento.
Torna allo stesso esempio e modifica solo l'UTS:
Invece di 60.000 psi, usa 72.000 psi.
Esegui gli stessi passaggi:
≈ 6 tonnellate/ft Totale ≈ 24 tonnellate
Hai appena aggiunto 4 tonnellate al lavoro cambiando solo l'effettiva resistenza della colata.
E questo prima ancora di parlare dell'acciaio inossidabile, dove sia la resistenza alla trazione che il ritorno elastico aumentano. La forza aumenta, il sovrapiegamento richiesto aumenta e la tua “linea di base per acciaio dolce” diventa una cortese finzione.
Una volta ho visto un punzone segmentato fratturarsi proprio in corrispondenza di una giunzione di sezione perché l'operatore aveva aumentato il tonnellaggio per compensare il ritorno elastico su un lotto più duro del previsto. Ha corretto l'angolo. Ha anche accumulato più energia elastica in quella molla caricata tra punzone e matrice. L'acciaio non dimentica. Rilascia quell'energia nella sezione trasversale più debole.
La formula non è sbagliata. È cieca. Presume che tu le abbia fornito la verità.
Prima di impegnarti nella produzione a lunghezza intera, verifica la resistenza alla trazione dal certificato del materiale ed esegui una breve piegatura di prova su scarto a lunghezza ridotta per confermare il ritorno elastico reale rispetto alla tua ipotesi.
Quindi, se la resistenza può variare e la geometria può moltiplicare la forza, cosa succede quando mescoliamo silenziosamente le unità di misura?
Eccone una che non fa rumore finché qualcosa non si rompe.
Un ragazzo del secondo turno ha digitato 0,250 in una calcolatrice impostata in modalità metrica. Il campo dello spessore indicava “mm”. Lui intendeva pollici. La macchina ha letto 0,250 mm, circa dieci millesimi di pollice. Il risultato era ridicolmente basso. Non se n'è accorto perché il tonnellaggio totale sembrava comunque “ragionevole”.”
La costante K in quella formula non è universale. Cambia con i sistemi di unità di misura perché la matematica combina insieme resistenza del materiale, geometria e fattori di conversione. Nella piegatura in aria imperiale, vedrai spesso una K intorno a 1,33. Nelle formulazioni metriche, la costante potrebbe apparire come 1,42, ma ciò presuppone MPa, millimetri e metri in combinazioni specifiche.
Mescola pollici con MPa o millimetri con psi e non otterrai un piccolo errore.
Ottieni spazzatura con sicurezza.
Esegui un semplice confronto:
Se lo spessore è 6 mm (≈0,236 pollici) ma qualcuno inserisce “6” pensando ai pollici, il termine al quadrato diventa:
Corretto: [0,236²] ≈ 0,0557
Errato (assumendo 6 pollici): [6²] = 36
Questo non è un errore di arrotondamento. È un aumento della forza di un fattore di circa 646 prima ancora che il resto dell'equazione reagisca.
Ho visto matrici inferiori deformarsi perché qualcuno ha copiato un valore da una tabella metrica in un foglio di calcolo imperiale senza regolare la costante. La macchina non si è lamentata. L'attrezzatura sì.
Le unità di misura non sono una questione di contabilità. Sono strutturali.
Prima di avviare la produzione, conferma il sistema di unità, conferma la costante ed esegui una breve piegatura di prova su uno scarto a lunghezza ridotta, monitorando il carico effettivo della macchina rispetto alle tonnellate per piede previste.
Ora hai visto come lo spessore si eleva al quadrato, come l'apertura della matrice divide la forza, come la resistenza alla trazione la scala e come le costanti cambiano con le unità di misura.
La formula funziona, se ogni input riflette la realtà fisica.
Quindi cosa succede quando il grado del materiale e la geometria della matrice interagiscono in modi che l'equazione di base non amplifica abbastanza chiaramente?
Un'officina con cui ho lavorato ha lavorato acciaio dolce da 3/8 per tutta la settimana usando una V da 3,0 pollici. Il calcolatore indicava 55 tonnellate su 6 piedi. La macchina era da 90 tonnellate. Comodo. Venerdì pomeriggio passano all'acciaio inossidabile da 3/8 e, per “mantenere il raggio stretto”, passano a una V da 2,0 pollici senza toccare il programma. Stessa lunghezza di piegatura. Stesso spessore. Stessa sicurezza dell'operatore.
Il pistone ha raggiunto il fondo e il misuratore di carico è salito come un contagiri con l'acceleratore bloccato.
Analizziamolo nel dettaglio così vedrai dove l'equazione di base inizia a mentire per omissione.
Il tonnellaggio per la piegatura in aria, semplificato, si basa su questo schema:
Forza ∝ [UTS × t² × L] ÷ V
Dove UTS = resistenza alla trazione, t = spessore, L = lunghezza di piegatura, V = apertura della matrice
Ora cambia due cose contemporaneamente, come accade nella produzione reale.
Prendi una piastra da 3/8 di pollice: [t = 0,375] [t²] = 0,1406
Acciaio dolce a 60.000 psi, piega da 6 piedi, V = 3,0 pollici:
[60.000 × 0,1406] = 8.436 Moltiplica per il fattore di lunghezza (6 piedi): [8.436 × 6] = 50.616 Dividi per V: [50.616 ÷ 3,0] ≈ 16.872 libbre per piede equivalente. Diciamo circa 51 tonnellate totali dopo aver considerato le costanti e i fattori unitari.
Ora passa all'acciaio inossidabile a 85.000 psi e riduci V a 2,0 pollici:
Non hai “aggiunto un po”". Hai quasi raddoppiato l'effetto del denominatore aumentando al contempo il numeratore. La macchina che lavorava tranquillamente a 50 tonnellate ora sta sfiorando le 80 e oltre prima della correzione del ritorno elastico.
È qui che il calcolatore universale ti trae in inganno. Mostra un unico risultato pulito, ma nel mondo reale, il grado del materiale e la geometria della matrice non si muovono in modo indipendente. Si accumulano.
E quando si accumulano, l'attrezzatura sente ogni singola libbra.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
Quindi, dove si inserisce quella comoda regola dello spessore 8× in questo caos?
Una volta ho visto un lavoro su piastra da 1/2 pollice quotato in base alla regola 8× senza che nessuno controllasse il tonnellaggio per piede. Il preventivatore ha scelto una V da 4 pollici perché “8× mezzo pollice”. Sulla carta, tutto in ordine. In officina, la pressa piegatrice ha raggiunto il limite di sicurezza a metà corsa e si è bloccata. Eravamo sotto di 25 tonnellate e la spalla del punzone ha pagato il prezzo di quell'ottimismo.
La regola 8× dice: V ≈ 8 × t
È una scorciatoia geometrica. Non una garanzia di forza.
Perché funziona così spesso? Perché per il comune acciaio dolce — diciamo dall'11 gauge fino a 1/4 di pollice — una V da 8× mantiene solitamente il raggio interno intorno a 1× lo spessore e il tonnellaggio entro le ipotesi standard delle tabelle (tipicamente finestre da 5× a 19× lo spessore).
Ma lo spessore non scala in modo lineare.
Ricorda: la forza cresce con [t²].
Raddoppia lo spessore: se t diventa 2t, allora [t²] diventa 4t². La forza quadruplica approssimativamente.
Quindi a 1/4 di pollice: gestibile. A 1/2 pollice: quattro volte il carico. A 3/4 di pollice: nove volte il carico di 1/4 di pollice.
La regola dell'8× scala la V linearmente. La forza scala con il quadrato dello spessore.
È in quella discrepanza che si rompe tutto.
E i grafici dei principali costruttori lo ammettono tacitamente: la maggior parte dei calcolatori di tonnellaggio dichiara la propria validità solo entro specifici intervalli di spessore e rapporti V. Se si esce da quell'ambito con lamiere più spesse o raggi insolitamente stretti, non si sta più piegando secondo le ipotesi iniziali. Si sta andando a tentativi.
Prima di approvare lavori di piegatura basati sulla scorciatoia dell'8×, taglia un campione di scarto da 12 pollici ed esegui una piega di prova con la V scelta, monitorando il carico effettivo.
Se l'8× non è una regola sacra, come ci si adatta quando il materiale stesso cambia sotto le tue mani?
“Ma per quel lavoro, il disegno indicava A36.”
Quella frase ha distrutto più attrezzature di quanto abbiano fatto i calcoli errati.
La formula di base presuppone una resistenza alla trazione. Cambiala, e la forza scala quasi direttamente con essa.
Se la base di riferimento per l'acciaio dolce è 60.000 psi, allora un semplice moltiplicatore di primo passaggio appare così:
Acciaio inossidabile (≈ 85.000 psi): [85.000 ÷ 60.000] ≈ 1,42 → Aspettati circa il 42% di tonnellaggio in più rispetto all'acciaio dolce.
Alluminio 5052-H32 (≈ 33.000 psi di trazione): [33.000 ÷ 60.000] ≈ 0,55 → Circa la metà del tonnellaggio.
Acciaio basso-legato ad alta resistenza a 100.000 psi: [100.000 ÷ 60.000] ≈ 1,67 → Due terzi di forza in più.
Questa è la matematica pulita.
La realtà aggiunge l'attrito.
L'acciaio inossidabile si incrudisce. Il ritorno elastico aumenta. Gli operatori sovrapiegano per compensare, il che aumenta la penetrazione, aumentando la pressione di contatto effettiva oltre quanto previsto da una semplice ipotesi di piegatura in aria. Pensi di applicare un moltiplicatore di 1,4×. In pratica, potresti sottoporre l'attrezzatura a un carico più vicino a 1,5× o 1,6× una volta che entra in gioco la correzione dell'angolo.
Ho visto un punzone segmentato scheggiarsi in corrispondenza di una giunzione perché l'operatore continuava ad aumentare il tonnellaggio per correggere l'angolo su acciaio 304. Il calcolatore indicava 70 tonnellate. Il registro della macchina mostrava picchi vicini a 85 durante le corse di correzione. Al punzone non importava cosa dicesse il foglio di calcolo.
Ed ecco la trappola: quei moltiplicatori presuppongono che tu stia ancora effettuando una piegatura in aria entro i normali rapporti V. Una V stretta, una lega ad alta resistenza e una penetrazione profonda ti spingono verso un comportamento di coniatura, che tu lo voglia o no. Si tratta di un regime di forza completamente diverso.
Quindi considera i moltiplicatori come fattori di calibrazione, non come permessi.
Prima di lavorare una nuova lega a piena lunghezza, piega un breve campione, registra il carico effettivo dal display della macchina e confrontalo con le tonnellate per piede previste prima di impegnare l'attrezzatura.
Se aumentare la resistenza moltiplica la forza, forse possiamo ingannare il sistema semplicemente aprendo la matrice?
Un supervisore una volta mi disse: “Apri la V. Questo ridurrà il tonnellaggio”. Aveva ragione, eppure sbagliava.
Torniamo all'equazione:
Forza ∝ 1 ÷ V
Aumenta la V da 2,0 pollici a 3,0 pollici e, a parità di condizioni:
Vecchio termine di forza: [÷ 2,0] Nuovo termine di forza: [÷ 3,0]
Si tratta di una riduzione del 33% nella porzione geometrica del carico.
Sulla carta, un sollievo.
Ma il raggio interno nella piegatura in aria oscilla approssimativamente a 0,16 × V per l'acciaio dolce.
Quindi:
V = 2,0 → RI ≈ 0,32 pollici V = 3,0 → RI ≈ 0,48 pollici
Si tratta di un aumento del 50% nel raggio interno.
Se il disegno richiede un angolo stretto, hai appena scambiato la sicurezza della macchina con una non conformità dimensionale. Ora qualcuno proverà a “ingannare” l'angolo spingendo più a fondo nella matrice per restringere il raggio. Una penetrazione più profonda aumenta la forza di contatto. La riduzione teorica del tonnellaggio inizia a evaporare.
Inoltre, aperture a V più ampie concentrano il carico in modo diverso sulle spalle della matrice. Su materiale sottile, una V troppo larga può causare un eccessivo ribaltamento e perdita di controllo. Su lamiera spessa, una V troppo stretta fa impennare la pressione sui bordi della matrice e rischia di causare crepe.
Ho visto una matrice inferiore spaccarsi non perché il tonnellaggio fosse stato calcolato male, ma perché qualcuno aveva aperto la V su un lavoro ad alta resistenza per rimanere entro la capacità della macchina, per poi penetrare eccessivamente per raggiungere il raggio, spostando il percorso del carico negli angoli della matrice. La geometria ha salvato la lettura del manometro. Ha distrutto l'utensile.
Quindi sì, aumentare la V riduce il tonnellaggio calcolato.
Ma cambia anche il raggio, il comportamento del ritorno elastico, la precisione della piega e il modo in cui la forza si distribuisce nell'acciaio dell'utensile.
Prima di dare per scontato che una matrice più grande “salvi” qualcosa, esegui una piega di prova sulla V proposta, misura il raggio interno, conferma l'angolo senza una penetrazione eccessiva e confronta il carico effettivo della macchina con le tonnellate per piede previste.
Ora hai visto come il grado moltiplica il numeratore e la geometria divide il denominatore, e come, in combinazione, possano spingere la tua forza reale ben oltre ciò che un calcolatore universale assume silenziosamente.
Cosa succede quando il metodo di piegatura stesso cambia l'intero modello di forza?
Un ragazzo del secondo turno ha inserito 0,250 A36 nel calcolatore, 2,0 in V, 10 piedi di lunghezza. Lo schermo indicava 62 tonnellate. La macchina era una pressa idraulica da 100 tonnellate. Ampio margine di manovra.
I primi due pezzi piegati in aria sono venuti bene. Poi il supervisore ha detto: “Abbiamo bisogno di un controllo dell'angolo più preciso. Vai a fondo corsa”.”
Stesso materiale. Stessa matrice. Stessa macchina. È cambiato solo il metodo.
Alla terza corsa, il misuratore di carico non è salito in modo fluido. Ha avuto un picco. Ottanta. Novanta. Il pistone ha esitato come se avesse colpito un marciapiede. Abbiamo sentito la matrice inferiore cedere sulla spalla. Non un'esplosione drammatica. Solo una crepa che ci è costata una matrice a quattro vie e una settimana di spiegazioni.
Questa è la risposta alla domanda scottante: quando si passa dalla piegatura in aria al fondo corsa o alla coniatura, non si sta regolando la stessa equazione. Si sta cambiando ciò che l'acciaio fa tra il punzone e la matrice.
La piegatura in aria è una formatura elastico-plastica. Il punzone non forza mai completamente il materiale nella cavità della matrice. La lamiera galleggia sulle spalle e l'angolo è controllato dalla profondità di penetrazione. La formula classica:
Forza ≈ [K × Resistenza alla trazione × t² × Lunghezza] ÷ V
Quel termine “÷ V” è la tua valvola di sfogo. Apri la matrice, la forza diminuisce.
Il fondo corsa elimina quella valvola di sfogo.
Ora il punzone spinge il materiale a contatto completo con la matrice. La lamiera è costretta ad adattarsi all'angolo della matrice. L'area di contatto aumenta. L'attrito aumenta. Non stai più solo piegando su due spalle: stai comprimendo il materiale contro facce angolate.
I produttori pubblicano “fattori di metodo”: fondo corsa a circa 5 volte il tonnellaggio dell'aria, coniatura fino a 10 volte. Sembra un moltiplicatore da aggiungere alla fine.
Non lo è.
Perché la fisica è passata da uno stress dominato dalla flessione a uno stress dominato dalla compressione. Nella coniatura, la punta del punzone penetra oltre l'asse neutro e assottiglia il materiale sulla linea di piegatura. Stai snervando l'intera sezione trasversale localmente. Ciò significa che la tua sensibilità a [t²] è ora affiancata dallo stress di compressione attraverso lo spessore che si avvicina allo snervamento in compressione, non solo alla trazione sulla fibra esterna.
Stato di stress diverso. Modalità di guasto diversa. Rischio diverso.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
Facciamo i calcoli come li farebbe una calcolatrice, poi come li fa l'acciaio.
Caso di piegatura in aria, ipotetico ma realistico:
Semplifica il termine geometrico:
Force_air ∝ [60.000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Termine numeratore ≈ 60.000 × 0,0625 × 120 = 60.000 × 7,5 = 450.000 (unità proporzionali) Dividi per 2,0 → 225.000
Chiamalo “1×.”
Ora applica un fattore di coniatura di 5×. 225.000 × 5 = 1.125.000.
Sembra semplice. Stessa matematica, solo in scala.
Ma ecco cosa nasconde: nella piegatura in aria, la forza raggiunge il picco vicino al fondo della corsa e poi diminuisce. Nella coniatura, la forza continua a salire bruscamente man mano che si sviluppa il contatto totale con la superficie. La forma della curva di carico cambia. Il picco di forza diventa sensibile a una minima sovracorsa: 0,010 pollici in più non è una piccola regolazione; può far aumentare drasticamente la pressione perché il contatto è già completo.
Ho visto un punzone segmentato deformarsi sulla punta perché un operatore cercava di correggere mezzo grado in modalità coniatura. Ha aumentato la profondità del pistone di 0,004 pollici alla volta. Ogni incremento ha accumulato stress di compressione sulla punta del punzone finché non ha superato il limite di snervamento dell'acciaio dell'utensile. Il calcolatore indicava 90 tonnellate. La cella di carico ha poi mostrato picchi transitori superiori a 110.
Il che solleva un altro problema silenzioso: i display delle macchine mentono. Le conversioni da pressione idraulica a tonnellaggio presuppongono condizioni ideali. Le celle di carico dicono la verità. Ho visto differenze dall'8 al 12% tra lo schermo e la realtà. Moltiplica quell'errore per un cambio di metodo di 5× e supererai la portata dell'attrezzatura prima ancora di accorgertene.
E le portate nominali dell'attrezzatura stessa? Una matrice contrassegnata come 60 tonnellate per metro a 90° non è automaticamente da 60 tonnellate per metro a 30°. La geometria di contatto modifica il carico ammissibile. Ho visto officine confrontare tonnellate lunghe imperiali con tonnellate metriche pensando di avere margine. Non era così.
La coniatura e il fondo corsa non sono “piegatura in aria più qualcosa”. Sono regimi di amplificazione della forza in cui piccoli errori di impostazione creano picchi di carico non lineari.
Prima di procedere con la coniatura, piega un campione da 6 pollici a penetrazione totale, registra il tonnellaggio di picco con una cella di carico, se disponibile, e confrontalo con le portate nominali sia della macchina che dell'attrezzatura per piede.
Passi alla coniatura perché vuoi angoli ripetibili. Meno ritorno elastico. Angoli più puliti.
La precisione dà una sensazione di controllo.
Ma ecco il limite che non vedi: quando il tonnellaggio di coniatura richiesto supera il 70–80% della capacità della macchina o della portata nominale della matrice per piede, stai operando senza margine di sicurezza.
Perché 70–80%?
Perché le presse reali non sono perfettamente parallele sotto carico. La deflessione del pistone, la deflessione del banco, la variazione dello spessore del materiale: tutto crea zone di sovraccarico locale. Se il tuo calcolo globale indica 95 tonnellate su una macchina da 100 tonnellate, una sezione di quella matrice potrebbe subire l'equivalente di 110.
Una volta ho visto una matrice a 4 vie spaccarsi proprio in corrispondenza del raggio di spalla durante un lavoro su lamiera da 3/8 di pollice. Il calcolatore prevedeva 140 tonnellate su una pressa da 175 tonnellate in modalità coniatura. “Sicuro”. Ma la lamiera variava di +0,015 pollici lungo la larghezza. Ricorda [t²].
Se t nominale = 0,375 [t²] = 0,1406 Se t reale = 0,390 [t²] = 0,1521
Rapporto: 0,1521 ÷ 0,1406 ≈ 1,08
Un aumento dello spessore dell'8% ha prodotto circa l'8% in più di forza di piegatura, prima dell'amplificazione dovuta alla coniatura (bottoming). Ora applichiamo un regime 5×. Quell'aumento di spessore locale ha spinto una sezione oltre la portata della matrice. Crepa.
La coniatura diventa distruttiva quando:
Quest'ultimo punto è quello fatale. Nella piegatura in aria, le regolazioni della profondità sono delicate. Nella coniatura, sono leve.
Eseguire un test di coniatura su una lunghezza ridotta alla massima profondità, misurare lo spessore del materiale su tutto il foglio con un micrometro e verificare che il tonnellaggio di picco rimanga al di sotto dell'80% della portata nominale più bassa dell'attrezzatura prima di passare alla lunghezza completa.
La coniatura è seducente. Ritorno elastico zero. Raggio interno netto. Angolo preciso senza calcoli di sovrapiegatura.
Ma la coniatura non si limita a piegare. Comprime plasticamente la superficie interna oltre il limite di snervamento, assottigliando il materiale all'apice. Ciò richiede una pressione di contatto sufficientemente elevata da superare la resistenza allo snervamento a compressione lungo la linea di piegatura.
Ecco perché il tonnellaggio può raggiungere 8–10 volte quello della piegatura in aria.
Sulle vecchie presse meccaniche con telai massicci e controllo della corsa breve, la coniatura aveva senso per determinati pezzi ripetitivi. Le macchine erano costruite come incudini.
Le moderne presse idrauliche CNC sono precise, veloci e spesso con una massa del telaio più leggera. Sono ottimizzate per la flessibilità della piegatura in aria, non per una compressione di picco prolungata.
Quindi, quando è giustificata la coniatura?
Se la tua piegatura in aria richiede 40 tonnellate e la coniazione ne richiederebbe 200, chiediti: hai una macchina da 400 tonnellate e attrezzature classificate di conseguenza?
In caso contrario, stai comprimendo quella molla caricata tra punzone e matrice finché qualcos'altro non rilascia l'energia: punta del punzone scheggiata, matrice incrinata, telaio deformato.
Ho visto un lavoro di coniazione su acciaio ad alta resistenza in cui il naso del punzone si è appiattito nel corso di un solo turno. L'angolo era perfetto. L'utensile era da buttare.
La coniazione è un'operazione specializzata, non un aggiornamento di precisione predefinito.
Prima ancora di prendere in considerazione la coniazione su una pressa piegatrice CNC, esegui un breve test a stazione singola su lunghezza ridotta, misura il tonnellaggio di picco effettivo, ispeziona il naso del punzone e le spalle della matrice sotto ingrandimento e confronta quel carico con il 50% della capacità nominale della macchina come controllo di buon senso.
Perché una volta che la forza si moltiplica in base al metodo, la domanda non è “Cosa dice il calcolatore?”.”
È “Cosa si rompe per primo: la matematica, l'attrezzatura o la macchina?”.”
Ti stai chiedendo come scegliere il metodo di piegatura corretto senza distruggere la pressa o l'attrezzatura.
Non si inizia dal metodo. Si inizia dimostrando che l'hardware può sopravvivere al carico richiesto dal metodo.
Ho visto una matrice da 10 piedi (circa 3 metri) flettersi al centro durante un lavoro “sicuro” da 100 tonnellate. Il calcolatore richiedeva 82 tonnellate. La pressa era classificata per 100. Tutti si sono rilassati. Ma il pezzo era lungo solo 18 pollici (circa 45 cm) e centrato. Ciò significava circa [82 tonnellate ÷ 1,5 piedi ≈ 55 tonnellate/piede]. La matrice riportava il marchio di 40 tonnellate per piede. Nessuno ha guardato quel marchio. Al terzo colpo, le spalle hanno iniziato a grippare. Al decimo, la matrice aveva una curvatura permanente.
La matematica non era sbagliata. Mancava la verifica.
Il tonnellaggio non è un numero singolo. È un problema di distribuzione: quanta forza, su quanta lunghezza, attraverso quale geometria di contatto, in quale posizione sul banco. Se non rispondi a tutte e quattro le domande, stai scommettendo con l'acciaio temprato.
Una pressa piegatrice classificata per 100 tonnellate significa 100 tonnellate sulla sua lunghezza nominale alla linea centrale. Non significa che puoi scaricare 60 tonnellate su un piede di attrezzatura e aspettarti applausi.
Facciamo chiarezza.
Supponiamo che il tuo calcolo per la piegatura in aria dia 60 tonnellate per un pezzo da 24 pollici (circa 60 cm).
Lunghezza in piedi: [24 pollici ÷ 12 = 2 piedi] Carico per piede: [60 tonnellate ÷ 2 piedi = 30 tonnellate/piede]
Se la tua matrice è classificata per 35 tonnellate/piede, sei entro i limiti. Bene.
Ora accorcia quel pezzo a 12 pollici (circa 30 cm) ma mantieni invariati materiale e V. La forza non si dimezza linearmente a meno che la formula non sia basata sulla lunghezza — e la maggior parte lo è. Quindi:
Nuova lunghezza: [12 in ÷ 12 = 1 ft] Nuovo tonnellaggio totale: [60 × (1 ÷ 2) = 30 tonnellate] Carico per piede: [30 tonnellate ÷ 1 ft = 30 tonnellate/ft]
Sempre 30 tonnellate/ft. Ancora sicuro.
Quindi dov'è l'inghippo?
L'inghippo si presenta quando gli operatori “impilano” i pezzi in una stazione o lavorano un pezzo corto su una matrice lunga senza riposizionarlo.
Una volta ho avuto un ragazzo al secondo turno che ha inserito 0 come lunghezza del pezzo nel controllo. La macchina ha impostato automaticamente le ipotesi di carico sulla linea centrale. Ha lavorato una staffa da 8 pollici che richiedeva 40 tonnellate. Ovvero:
Lunghezza: [8 in ÷ 12 = 0,67 ft] Carico per piede: [40 ÷ 0,67 ≈ 60 tonnellate/ft]
Su una matrice con portata di 45 tonnellate/ft.
Capacità totale della macchina? A posto. Capacità localizzata della matrice? Superata del 33%.
La matrice si è incrinata sul raggio di raccordo prima di pranzo.
Il carico per piede è il primo filtro. Se il carico per piede calcolato supera il limite del componente con la portata più bassa — punzone, matrice o limite per piede della macchina — non si discute. Si cambia la larghezza della matrice, le condizioni del materiale o il metodo. Prima di fidarsi di qualsiasi numero, prendi uno scarto dalla stessa colata ed esegui una breve piega di prova a lunghezza ridotta.
Ma anche se la matrice sopravvive al carico per piede, cosa succede esattamente sulla punta del punzone?
La forza è astratta. È la pressione che rompe gli utensili.
Pressione = Forza ÷ Area di contatto.
Un naso del punzone affilato da 0,030 pollici concentra il carico su una linea stretta. Un raggio da 0,125 pollici lo distribuisce. Stesso tonnellaggio. Sollecitazione molto diversa.
Supponiamo che la coniatura richieda 80 tonnellate su un pezzo da 36 pollici.
Lunghezza: [36 in ÷ 12 = 3 ft] Carico per piede: [80 ÷ 3 ≈ 26,7 tonnellate/ft]
Sembra innocuo.
Ora ingrandiamo su un pollice di lunghezza del punzone. Quel pollice sopporta:
[26,7 tonnellate/ft ÷ 12 in/ft ≈ 2,22 tonnellate per pollice]
Converti in libbre: [2,22 × 2000 ≈ 4.440 lb per pollice]
Se la larghezza di contatto della punta del punzone durante la coniatura è di circa 0,020 pollici, l'area di contatto per pollice è:
[1 pollice × 0,020 pollici = 0,020 pollici²]
Pressione di contatto: [4.440 lb ÷ 0,020 pollici² = 222.000 psi]
Questo valore è superiore al limite di snervamento di molti acciai per utensili in compressione quando si considerano le concentrazioni di sforzo.
Una volta ho visto un punzone acuto rettificato di precisione usato per la coniatura di acciaio inossidabile perché “il calcolatore diceva 75 tonnellate e la pressa è da 120”. A metà turno, la punta si era appiattita di 0,005 pollici. Gli angoli erano variati. I pezzi erano fuori specifica. L'utensile non era sovraccaricato globalmente: era stato schiacciato localmente.
Ma in quel lavoro, il disegno indicava “A36” e l'acquirente aveva silenziosamente sostituito il materiale con uno decapato e oliato a resistenza superiore. La resistenza alla trazione è aumentata. La forza richiesta è aumentata. La pressione di contatto è aumentata. Il punzone ne ha pagato le conseguenze.
Quindi, quando scegli un metodo che amplifica la forza — coniatura o coniatura a fondo — non stai solo aumentando il tonnellaggio. Stai aumentando lo sforzo di contatto nel punto geometrico più piccolo del sistema.
Controlla le specifiche del produttore del punzone specificamente per la coniatura o la coniatura a fondo. Se non ne sono elencate, assumi solo le portate per la piegatura in aria. Quindi verificalo con un test a lunghezza ridotta e profondità massima, ispezionando la punta del punzone sotto ingrandimento dopo i primi colpi.
Anche se le portate del punzone e della matrice sono corrette, non hai ancora risposto a dove si posiziona quella forza sul telaio della macchina.
La maggior parte degli operatori guarda la targhetta: “175 TONNELLATE”. Quel numero è solitamente valido a una distanza specifica tra le spalle, al centro, con il carico distribuito uniformemente.
La tua macchina ha una curva di tonnellaggio: un grafico che mostra il carico ammissibile rispetto alla posizione lungo il banco.
Immagina una pressa da 10 piedi e 175 tonnellate con capacità massima nominale sui 6 piedi centrali, ma solo al 60% della capacità a 2 piedi dal centro. Se posizioni un lavoro di 4 piedi vicino alla spalla destra per liberare le dita del registro posteriore, potresti avere solo:
[175 × 0,60 ≈ 105 tonnellate ammissibili in quella posizione]
Ora combina questo dato con il carico per piede.
Supponiamo che il tuo calcolo per la coniatura (già verificato per piede) richieda 100 tonnellate su 4 piedi.
Carico per piede: [100 ÷ 4 = 25 tonnellate/piede]
Portata dell'attrezzatura? Bene.
Targhetta della macchina? Bene.
Ma posizionato fuori centro dove consentito è di circa 105 tonnellate totali, hai 5 tonnellate di margine globale. È meno del 5%. La deflessione del pistone, la variazione di spessore o un errore di visualizzazione del 1% — che ho misurato personalmente con celle di carico — ti spingono oltre il limite strutturale.
Ho visto telai laterali torcersi quanto basta per compromettere il parallelismo di alcuni millesimi. Niente di drammatico. Solo costoso e permanente.
La curva di tonnellaggio indica il carico ammissibile in funzione della posizione e della lunghezza. Non è decorativa. Quando il requisito calcolato supera il 70–80% del tonnellaggio ammissibile in quella precisa posizione e campata, stai operando senza margine di sicurezza.
La verifica significa:
Se uno solo di questi punti fallisce, non “lavori con attenzione”. Cambi il setup.
Perché una volta verificata la distribuzione del carico, lo stress da contatto e la capacità del telaio, scegliere tra piegatura in aria, coniatura o fondo corsa smette di essere una congettura. Diventa una decisione ingegneristica.
Ed è quello che faremo dopo: prenderemo un lavoro reale e lo porteremo dalla formula a un setup verificato e sicuro senza rompere un solo utensile.
Hai una stampa, una pila di lamiere e una calcolatrice che giura che sei al sicuro.
Ecco come evitare di trasformare quella sicurezza in schegge.
Diciamo che il lavoro è ipotetico ma realistico: materiale indicato come “acciaio dolce”, spessore 0,250 pollici, lunghezza di piegatura 36 pollici, piega a 90°, raggio interno non specificato. Nessuna certificazione di laminatoio nel pacchetto. La macchina è una pressa piegatrice da 150 tonnellate e 10 piedi. Il magazzino utensili ha una matrice a V da 2,0 pollici con portata di 35 tonnellate/piede e una matrice a V da 3,0 pollici con portata di 20 tonnellate/piede.
È abbastanza corda per impiccarsi.
Passeremo dall'ignoranza a un setup su cui affideresti il tuo stipendio, e lasceremo che siano i limiti dell'attrezzatura, non la calcolatrice, a dirci quale metodo sopravvive.
Quando manca la certificazione del laminatoio, non si assume nulla di generoso.
“L”« acciaio dolce » potrebbe avere uno snervamento di 36 ksi. Potrebbe essere 50+. Questa differenza non sembra drammatica sulla carta, ma la forza di piegatura segue la resistenza alla trazione quasi linearmente, e lo spessore in modo non lineare. Raddoppiare lo spessore significa all'incirca quadruplicare il tonnellaggio. Quindi, qualche millesimo sopra i 0,250 pollici conta più di quanto si pensi.
Iniziamo in modo prudente.
Utilizziamo la formula di base comune per la piegatura in aria per l'acciaio dolce:
[Tonnellate/ft] = [K × (Spessore²)] ÷ V
Dove: K = costante del materiale (useremo una base standard per l'acciaio dolce) Spessore = 0,250 pollici V = apertura della matrice
La regola empirica dice che V ≈ 8 × spessore.
Quindi:
V ≈ [8 × 0,250 = 2,0 pollici]
Bene. Abbiamo effettivamente una matrice da 2,0 pollici.
Ora calcoliamo il tonnellaggio proporzionale (base illustrativa):
[Spessore²] = [0,250² = 0,0625] Dividere per V: [0,0625 ÷ 2,0 = 0,03125]
Questo rapporto è ciò che determina la forza. Stringi V e il valore aumenta. Allenta V e il valore scende rapidamente.
Moltiplichiamo per la costante del materiale e arriviamo nell'ordine di circa 20–25 tonnellate/ft per un vero A36 in una V da 2,0 pollici. Su 3 piedi:
[Ipotizziamo 24 tonnellate/ft × 3 ft = 72 tonnellate totali]
Su una macchina da 150 tonnellate, sembra confortevole.
È qui che sta la trappola.
Anni fa, abbiamo lavorato un “ quarto di pollice dolce ” che misurava 0,265 pollici da un lotto a caldo. L'operatore si è fidato dell'etichetta. Variazione di spessore effettiva:
[0,265² = 0,0702] Confronto con la base di 0,0625. Aumento del rapporto: [0,0702 ÷ 0,0625 ≈ 1,12]
Dodici percento in più solo dallo spessore. Anche la trazione era più alta. La forza finale era quasi il 20% superiore alla stima. La matrice a 4 vie si è spaccata sulla spalla al terzo colpo.
L'acciaio immagazzina energia come una molla. Se lo sovracomprimi con ipotesi errate, la rilascia sulla superficie più debole della pila.
Quindi, base stabilita — ma è solo un precarico iniziale della molla.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
Ora applichiamo lo stress alla linea di base.
Innanzitutto, la lunghezza della piega. Abbiamo 36 pollici:
[36 pollici ÷ 12 = 3 piedi]
Se la linea di base è 24 tonnellate/piede, il totale è:
[24 × 3 = 72 tonnellate]
Ma cosa succede se l'acciaio non è da 36 ksi? Diciamo che si comporta come un materiale da 50 ksi — non esotico, solo un laminato a caldo più resistente.
Moltiplicatore del materiale ≈ [50 ÷ 36 ≈ 1,39]
Tonnellate/piede regolate:
[24 × 1,39 ≈ 33 tonnellate/piede]
Totale:
[33 × 3 ≈ 99 tonnellate]
Ora stiamo sfiorando le 100 tonnellate.
Nota cosa è successo. Non abbiamo cambiato lo spessore. Non abbiamo cambiato la matrice. Abbiamo solo corretto la resistenza.
E alla matrice non importa cosa ha ipotizzato il calcolatore.
Ecco il fattore geometrico determinante. Se qualcuno decide di “stringere per un raggio più acuto” e passa a una V da 1,5 pollici, il tonnellaggio scala inversamente rispetto alla V:
Variazione del rapporto di base: [2,0 ÷ 1,5 ≈ 1,33]
Quindi:
[33 tonnellate/piede × 1,33 ≈ 44 tonnellate/piede]
Totale:
[44 × 3 ≈ 132 tonnellate]
Stessa lamiera. Stessa lunghezza di piega. Solo materiale più resistente e una matrice più stretta.
Ho visto un ragazzo fare esattamente quello scambio una volta perché l'angolo si stava aprendo elasticamente. Non ha ricalcolato. Il misuratore di carico è salito come un contagiri con l'acceleratore bloccato. Ci siamo fermati a 120 tonnellate. La matrice non si è incrinata, si è piegata. Un sorriso permanente su 3 piedi.
Ecco perché il solo “moltiplicatore di materiale” non è sufficiente. La geometria della matrice domina l'equazione.
Prima di impegnarti per l'intera lunghezza, esegui una piegatura di prova di 6 pollici nella matrice scelta e osserva la curva di carico mentre si avvicina all'angolo. Se la pendenza aumenta bruscamente vicino alla profondità, sei più vicino al fondo di quanto pensi.
Ora prendiamo il peggior caso credibile di cui sopra:
≈ 44 tonnellate/piede in una V da 1,5 pollici su 3 piedi = 132 tonnellate totali
Inizia con l'attrezzatura.
Se la matrice da 2,0 pollici era classificata per 35 tonnellate/piede, una matrice più stretta da 1,5 pollici non sarà classificata per un valore superiore. Supponiamo una classificazione di 30 tonnellate/piede a scopo illustrativo.
Il nostro requisito:
44 tonnellate/piede Classificazione della matrice:
30 tonnellate/piede
Si tratta di un sovraccarico del 47%.
Non importa che la macchina possa produrre 150 tonnellate. La matrice non può.
Quindi torniamo alla V da 2,0 pollici.
Riesegui il peggior caso credibile con la V da 2,0 pollici:
33 tonnellate/piede (caso di materiale più resistente) Classificazione della matrice: 35 tonnellate/piede
Margine:
[35 − 33 = 2 tonnellate/piede]
È sottile. Su 3 piedi, piccole variazioni si accumulano.
Ora controlla la posizione della macchina. Supponiamo che il valore consentito nella posizione del banco scelta sia di 140 tonnellate.
Totale richiesto: 99 tonnellate (materiale resistente, cava a V da 2,0)
Margine della macchina:
[140 − 99 = 41 tonnellate] Circa il 29%
È accettabile.
Margine dell'attrezzatura per piede:
[35 − 33 = 2 tonnellate/piede] ≈ 6% di margine.
Troppo risicato per i miei gusti.
È qui che la scelta del metodo diventa obbligata.
Se la piegatura in aria con una V da 2,0 pollici ci mantiene sotto le 35 tonnellate/piede, restiamo su questo metodo. La coniatura farebbe schizzare la forza ben oltre questo limite. La coniazione sarebbe sconsiderata.
Non scegliamo la coniatura perché vogliamo meno ritorno elastico. Scegliamo la piegatura in aria perché le specifiche dell'attrezzatura lo richiedono.
Una volta ho visto una squadra coniare una lamiera da 1/4 di pollice in una matrice progettata solo per la piegatura in aria, solo perché “la pressa aveva capacità”. A metà turno, la punta del punzone presentava micro-scheggiature lungo tutta la sua lunghezza. Gli angoli erano variati di 1,5 gradi. L'attrezzo sembrava a posto finché non lo si guardava con una luce radente. Quel lavoro ha pagato un nuovo punzone.
Quindi il nostro setup definitivo diventa:
Notate cosa abbiamo fatto.
Il calcolatore ci ha fornito un numero di partenza. La specifica della matrice ha deciso il metodo. La curva della macchina ha deciso la posizione. L'incertezza del materiale ha imposto un moltiplicatore. La piega di prova ha convalidato l'intero processo.
Non è una risposta a tonnellaggio statico.
È un sistema sotto controllo.
| Sezione | Punti chiave | Calcoli / Valori | Risultato / Rischio |
|---|---|---|---|
| Definizione della linea di base con specifiche di laminazione incomplete | Assumere una resistenza del materiale conservativa quando manca il certificato di laminazione. La forza di piegatura varia in modo quasi lineare con la resistenza alla trazione e in modo non lineare con lo spessore. | Spessore = 0,250 in V ≈ 8 × spessore = 2,0 in Spessore² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Linea di base ≈ 20–25 tonnellate/piedi (assumere 24 tonnellate/piedi) |
| Tonnellaggio totale di base | Lunghezza di piegatura di 3 piedi | 24 tonnellate/piedi × 3 piedi = 72 tonnellate | Comodo su una macchina da 150 tonnellate |
| Rischio di variazione dello spessore | Spessore effettivo misurato a 0,265 in | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | Aumento del 12% dovuto al solo spessore; aumento della forza totale di quasi il 20% → rischio di guasto dell'attrezzatura |
| Controllo pratico | Testare sempre con scarti della stessa colata | Breve piegatura di prova a lunghezza ridotta | Convalida le ipotesi prima del carico completo |
| Ridimensionamento della lunghezza di piegatura | Lunghezza di piegatura di 36 pollici | 36 ÷ 12 = 3 piedi 24 × 3 = 72 tonnellate | Forza totale di base |
| Moltiplicatore del materiale (50 ksi contro 36 ksi) | Regolazione per materiale più resistente | 50 ÷ 36 ≈ 1,39 24 × 1,39 ≈ 33 tonnellate/piede 33 × 3 ≈ 99 tonnellate | La forza aumenta a ~99 tonnellate |
| Variazione dell'apertura della matrice (da 2,0 pollici a 1,5 pollici a V) | Il tonnellaggio varia inversamente rispetto alla V | 2,0 ÷ 1,5 ≈ 1,33 33 × 1,33 ≈ 44 tonnellate/piede 44 × 3 ≈ 132 tonnellate | La forza totale sale a ~132 tonnellate |
| Impatto della geometria | La geometria della matrice influenza fortemente il tonnellaggio | Nessuna variazione di spessore; solo la V è stata ridotta | Rischio di deformazione dell'attrezzatura |
| Controllo pratico | Eseguire una piegatura di prova di 6 pollici nella matrice selezionata | Osservare la curva di carico vicino all'angolo | Rilevare precocemente il rischio di fondo corsa |
| Caso peggiore verosimile | V da 1,5 pollici, 44 tonnellate/piedi su 3 piedi | 44 × 3 = 132 tonnellate | Scenario ad alto carico |
| Verifica della portata dell'attrezzatura (V da 1,5 pollici) | Si ipotizzi una portata della matrice = 30 tonnellate/piedi | Richieste 44 tonnellate/piedi contro una portata di 30 tonnellate/piedi | Sovraccarico del 47% → inaccettabile |
| Ritornare a V da 2,0 pollici | Caso di materiale resistente | Richieste 33 tonnellate/piedi Portata della matrice = 35 tonnellate/piedi 35 − 33 = 2 tonnellate/piedi di margine | Margine dell'attrezzatura di ~6% (stretto) |
| Verifica della capacità della macchina | Carico consentito della macchina in posizione = 140 tonnellate | 140 − 99 = 41 tonnellate (margine di ~29%) | Margine della macchina accettabile |
| Decisione sul metodo | Evitare la coniatura/fondo corsa a causa del picco di forza | Mantenere la piegatura in aria con V da 2,0 pollici | Proteggere i limiti dell'attrezzatura |
| Configurazione finale controllata | Configurazione verificata | Piegatura in aria 2.0 in V Test su lunghezza ridotta <35 tonnellate/ft ~20–30% di margine macchina | Sistema sotto controllo tramite convalida e margini |
Ora stai ponendo la domanda giusta: se la variazione è inevitabile, come si costruiscono margini che le resistano?
Bene. Perché è qui che la maggior parte delle officine smette di riflettere. Ottengono un numero, vedono le luci verdi sul controllo e iniziano a produrre pezzi. Ho visto un lavoro da 90 tonnellate trasformarsi in una realtà da 110 tonnellate perché un ragazzo del secondo turno ha digitato 0 invece di 0,250 nel foglio di configurazione e nessuno ha riverificato lo spessore sul nuovo lotto. La matrice non è esplosa. Ha solo iniziato a creparsi sulle spalle due giorni dopo.
I margini non sono qualcosa che si “aggiunge”. Sono qualcosa che si dimostra.
E quella prova inizia con un cambiamento di mentalità.
Una calcolatrice online ti fornisce un tonnellaggio basato su una serie di presupposti che non hai scelto tu.
La maggior parte di esse nasconde la costante del materiale. Alcune usano 575. Altre usano 650. Si tratta di un'oscillazione del 13% prima ancora di parlare di acciaio reale. Se la tua base era 24 tonnellate/ft, il 13% è:
[24 × 0,13 ≈ 3,1 tonnellate/ft]
Su 3 ft:
[3,1 × 3 ≈ 9 tonnellate]
Nove tonnellate sono la differenza tra “tranquillità” e “perché quella matrice sta fischiando?”
Ma in quel lavoro, il disegno diceva “A36”. La colata è arrivata ad alta resistenza. Stesso spessore. Stessa V. Realtà diversa. La formula non ha mentito: ha solo ipotizzato.
Ecco la prospettiva che voglio che tu adotti d'ora in poi: il compito della calcolatrice è esporre la sensibilità, non fornire certezza. Cambia lo spessore del 5%. Guarda il tonnellaggio saltare a causa del termine al quadrato. Cambia la V da 8× a 6× lo spessore. Guarda il picco a causa della relazione inversa. Non stai cercando una risposta singola. Stai mappando quanto è fragile la tua configurazione rispetto a piccoli errori.
Se un'oscillazione di 0,015 pollici nello spessore o uno scambio di matrice di 0,5 pollici ti spinge entro il 10% della portata dell'attrezzatura, non hai una configurazione, hai una scommessa.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
Quindi, cosa verifichi esattamente prima che l'acciaio inizi ad accumularsi dietro la pressa piegatrice?
Costruisci il margine nello stesso modo in cui costruisci la base di una macchina: dal basso verso l'alto.
1. Misura lo spessore effettivo. Non l'etichetta. Non l'ordine di acquisto. Misuralo col micrometro.
Se il valore nominale è 0,250 e misuri 0,265:
Rapporto di forza di base = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
Dodici percento di forza in più da 0,015 pollici. È la relazione al quadrato che compie il suo danno silenzioso. Lo spessore è la variabile a più alta leva nell'intera equazione. Trattalo come tale.
2. Conferma l'apertura della matrice rispetto all'intento. La regola empirica dice V ≈ 8 × spessore. È una geometria di partenza, non una legge.
Se restringi la V da 2,0 pollici a 1,5 pollici:
Rapporto di forza = [2,0 ÷ 1,5 ≈ 1,33]
Trentatré percento di aumento. Nessun cambiamento di materiale. Nessun cambiamento di lunghezza. Solo geometria. Una volta un capo squadra “affilò il raggio” su una lamiera da 5/16 senza ricalcolare. All'ora di pranzo il naso del punzone presentava microfratture che si potevano sentire con l'unghia.
Se la portata della tua matrice è 35 tonnellate/piede e il tuo peggior calcolo credibile dice 33 tonnellate/piede, quel margine di 2 tonnellate è pura fantasia una volta che l'usura e la variazione del lotto entrano in gioco.
3. Controlla prima la portata dell'attrezzatura per piede, poi quella della macchina. Se il carico richiesto è 30 tonnellate/piede e la matrice è classificata per 28, ti fermi. Non mi importa se la pressa è da 200 tonnellate. L'attrezzatura cede localmente. Le macchine cedono globalmente.
Poi controlla la capacità della macchina alla lunghezza e posizione di piegatura effettive. Una pressa piegatrice da 100 tonnellate non è da 100 tonnellate ovunque sul banco. Conferma che il tuo totale richiesto sia almeno il 20–30% sotto la capacità nominale in quella campata.
Totale richiesto: 80 tonnellate Capacità macchina nella posizione: 110 tonnellate Margine: [(110 − 80) ÷ 80 ≈ 0,375 = 37,5%]
Ora puoi tirare un sospiro di sollievo.
4. Esegui una piega di prova a lunghezza ridotta e osserva la curva di carico. Non solo l'angolo. La curva di carico. Se il tonnellaggio sale dolcemente e si stabilizza nella piega in aria, bene. Se ha un picco vicino al fondo, stai andando verso la coniatura, che tu lo voglia o no.
Prima di fidarti di qualsiasi numero, prendi una striscia di scarto dalla stessa colata ed esegui una breve piegatura di prova a lunghezza ridotta.
È così che trasformi l'incertezza in rischio limitato invece di incrociare le dita.
Ma cosa succede il mese prossimo quando lo stesso pezzo torna indietro e nessuno ricorda perché hai scelto quel 2.0 nella V?
È qui che i professionisti si distinguono da chi preme solo i pulsanti.
Non si documenta il numero della calcolatrice. Si documentano i vincoli che hanno guidato la decisione.
Annota:
Quel foglio diventa la tua mappa dei margini futura.
Anni fa abbiamo rieseguito un lavoro su una staffa che “sarebbe dovuto essere facile”. Nessuna nota. Il nuovo operatore ha scelto una V più stretta per ridurre il ritorno elastico. Nessuno ricordava che la matrice originale aveva solo il 51% di margine. Alla fine del turno, la matrice inferiore presentava un'impronta permanente usurata nella sezione centrale. Stesso codice pezzo. Risultato diverso. La memoria ha fallito laddove la documentazione avrebbe dovuto fare da guardia.
Quando documenti la logica decisionale, il setup successivo non inizia con ottimismo. Inizia con dei confini.
Ed ecco l'unica cosa che voglio che tu faccia tua: la parte che non è ovvia.
Il margine di tonnellaggio non è una percentuale che aggiungi alla fine. È la capacità residua dopo aver sottoposto a stress ogni variabile sensibile (spessore, resistenza, apertura V, lunghezza) rispetto al componente più debole della catena.
Non stai cercando di prevedere il tonnellaggio esatto.
Stai cercando di dimostrare che, anche quando il mondo reale spinge ogni input nella direzione sbagliata contemporaneamente, nulla in quel sistema è vicino al suo punto di rottura.
Questa è la differenza tra un utente di calcolatrice e un verificatore sicuro.
Ora l'unica domanda rimasta è questa: quando la variazione gioca contro di te invece che a tuo favore, il tuo setup la assorbirà o la rilascerà come una molla troppo compressa sul pezzo di acciaio più costoso nella stanza?


















