

İkinci vardiyadaki bir çocuk, şirketin parlak “tek tıkla” hesaplayıcısına 0,250″ yumuşak çeliği girdi. Geriye 82 ton sonucuyla döndü. Makine 100 ton için derecelendirilmişti. Yeşil ışık.
İlk bükmenin yarısında atölye zemini, sanki biri örs düşürmüş gibi zıpladı. Dört yollu kalıp omzundan yarıldı. Kırılmadı. Yarılma. Beş bin dolarlık karbidi ve iki haftalık teslim süresini süpürüp attık.
Hesaplayıcı yalan söylemedi. Sadece takımınızı hayatta tutan sorudan daha dar bir soruya cevap verdi.
O hesaplayıcının gerçekte yaptığı şey şuydu.
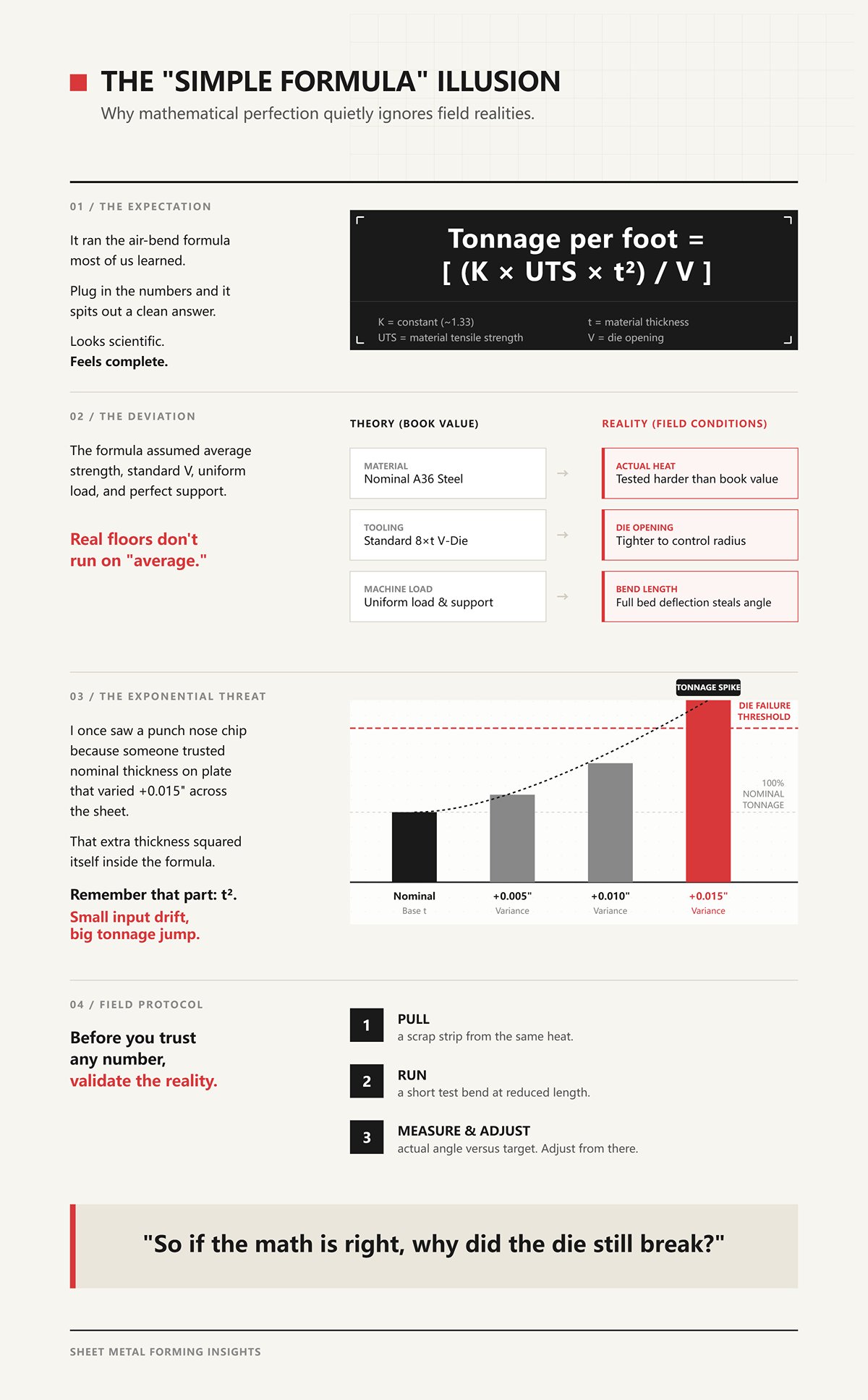
Çoğumuzun öğrendiği hava bükme formülünü çalıştırdı: Ayak başına tonaj = [ (K × UTS × t²) / V ]
Burada:
[K] = sabit (hava bükme için yaklaşık 1,33)
[UTS] = malzeme çekme dayanımı
[t] = malzeme kalınlığı
[V] = kalıp açıklığı
Sayıları girdiğinizde temiz bir sonuç verir. Bilimsel görünür. Tam hissettirir.
Ama o işte, çizimde “A36” yazıyordu. Gelen parti kitap değerinden daha sert çıktı. Kalıp açıklığı nominal 8× kalınlık değildi — yarıçapı kontrol etmek için daha dardı. Ve bükme uzunluğu neredeyse tüm tabla boyunca uzanıyordu; o noktada dinamik taç ayarı yapmadıysanız sehim açınızı çalmaya başlar.
Formül ortalama dayanım, standart V değeri, eş yük dağılımı ve mükemmel destek varsaydı.
Gerçek atölyeler “ortalama”yla çalışmaz.”
Bir keresinde, biri levha üzerindeki ±0,015″ kalınlık farkına rağmen nominal kalınlığa güvendiği için bir kalıp burun ucunun çatladığını gördüm. O fazladan kalınlık formülün içinde kendisini kareye aldı. O kısmı unutmayın: t². Küçük bir giriş hatası, büyük bir tonaj sıçraması.
Herhangi bir sayıya güvenmeden önce, aynı partiden bir hurda şerit alın ve kısaltılmış uzunlukta bir test bükmesi yapın. Gerçek açıyı hedefle karşılaştırın. Oradan ayarlayın.
Yani matematik doğruysa, kalıp neden yine de kırıldı?
Bir hesap makinesi şekillendirme kuvvetini tahmin eder. Güvenli bir kurulum ise makine ve takım sınırlarına saygı duyar.
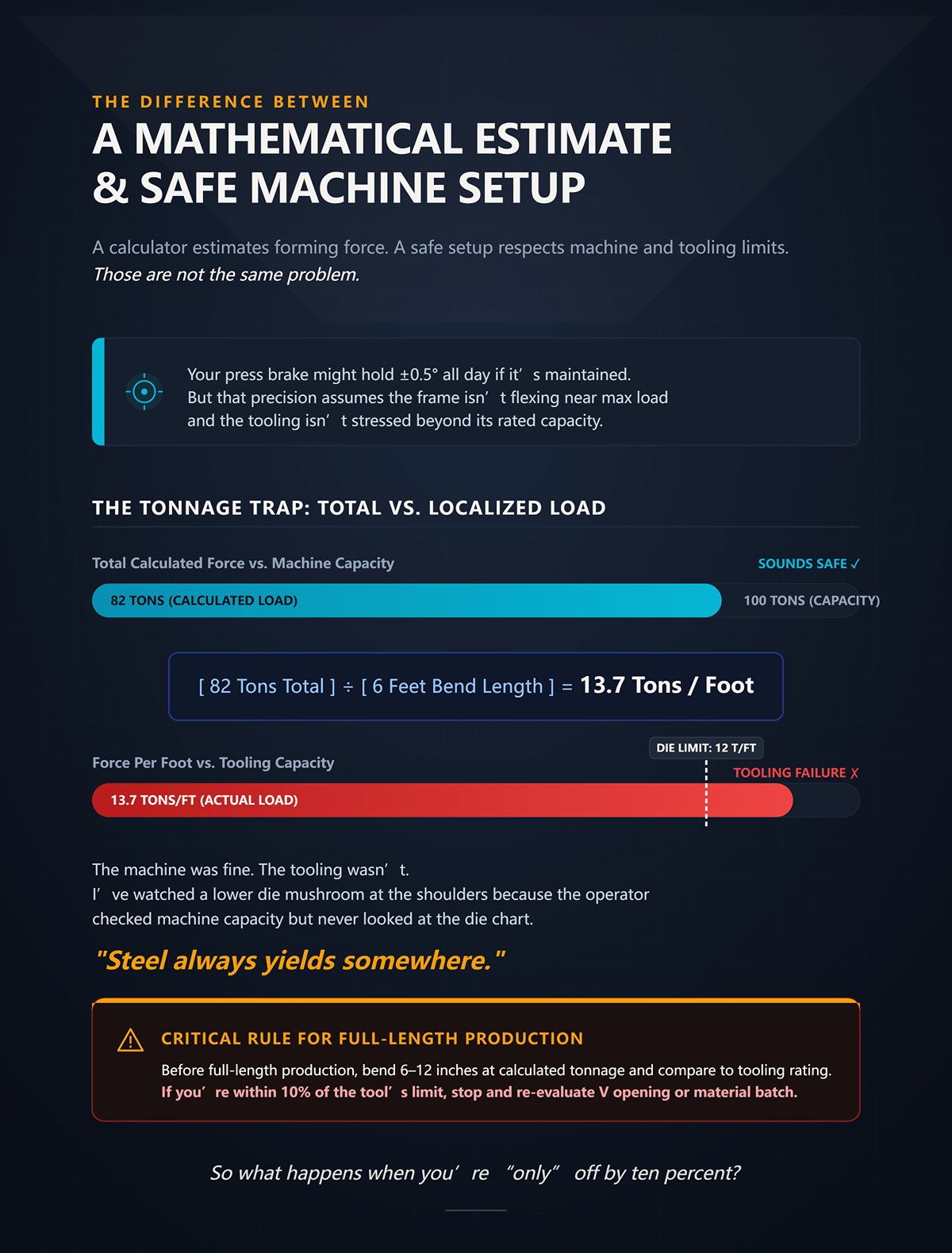
Bunlar aynı problem değildir.
Pres bükme makineniz, bakımı yapılmışsa gün boyu ±0.5° hassasiyetle çalışabilir. Lazer geri bildirimi ve taç ayarı düzgün davranıyorsa belki daha da sıkı. Ancak bu hassasiyet, gövdenin maksimum yüke yakınken esnemediğini ve takımın kendi kapasitesinin ötesinde gerilmediğini varsayar.
Hesap makinesi toplamda bize 82 ton verdi. 100 tonluk bir makinede kulağa güvenli geliyor.
Ama detaya inelim: [Toplam tonaj] ÷ [Bükme uzunluğu (ft)] = [Ayak başına ton]
Eğer 6 fit çalıştıysak: [82 ton] ÷ [6 ft] ≈ [13.7 ton/ft]
O kalıp, ayak başına 12 ton için derecelendirilmişti.
Makine iyiydi. Takım değildi.
Bir operatörün, makine kapasitesini kontrol ederken kalıp tablosuna hiç bakmadığı için alt kalıbın omuzlarda mantarlaşmasını izledim. Pres dayandı. Kalıp dayanmadı. Çelik her zaman bir yerde akma gösterir.
Tam uzunlukta üretime geçmeden önce, hesaplalanan tonajda 6–12 inç bükün ve gereken kuvveti, takımın ayak başına derecesiyle karşılaştırın. Eğer takım sınırının ’u içinde kalıyorsanız, durun ve V açıklığını veya malzeme partisini yeniden değerlendirin.
Peki “yalnızca” yüzde onluk bir fark olduğunda ne olur?
Diyelim ki gerçek gereksinim 90 tondu. Hesap makinesi 82 dedi. Bu yaklaşık ’luk bir sapmadır.

düşükseniz, açılar tutarsız olur. Yaylanma değişir. Parçalar sapar. Sinir bozucu. Hurda kutusu yavaşça dolar.
fazla yükleme yaptığınızda, takım sınırına yakınsa, o ekstra yük kendini nazikçe yaymaz. Yumruk ucu ve kalıp omuzlarında yoğunlaşır — aralarındaki yayı fazla sıkıştırmak gibi. Çelik o enerjiyi depolar. Sonra çatlaklara salıverir.
Farklı arıza biçimleri. Çok farklı faturalar.
Bir seferinde, operatör hafif az bükülme gördükten sonra “emin olmak için” tonajı artırdığı için bölümlü bir zımba tamamen kırıldı. Açıyı düzeltti. Ama tam o bölüm birleşiminde bir gerilim sivrilmesi yarattı. Tek bir yüksek patlama sesi. Üç haftalık gecikme.
Yapmanız gereken zihinsel değişim şu: hesap makinesi “Bu kalıpta bu kalınlığı ideal varsayımlar altında hangi kuvvet büker?” sorusuna yanıt verir. Siz ise “Tam olarak bu makinem, tam olarak bu takımım ve tam olarak bu malzeme, bu kuvveti tam bu uzunluk boyunca kaldırabilir mi?” sorusuna yanıt vermelisiniz.”
Kapasiteye yakın herhangi bir üretim çalışmasından önce, hesaplanan tonajın 'inde kısa bir hurda testi yapın, açı ve makine yük eğrisini izlerken kademeli olarak artırın ve aletin ayak başına ton değeriyle karşılaştırarak doğrulayın.
Hesap makinesi yanlış olduğu için tehlikeli değildir.
Konuştuğunda düşünmeyi bıraktığın için tehlikelidir.
Başka bir “dikkatli ol” dersi değil, sistematik bir süreç istiyorsun.”
Güzel. O halde formülü, sana nerede yalan söylediğini görene kadar parçalara ayırarak başlıyoruz.
Birkaç yıl önceki bir işte 3/16" levha büküyorduk, olağan dışı bir şey yoktu, uzun düz bir flanş. Hesap makinesi toplam 58 ton dedi. Makine 90 yapabiliyordu. Operatör kendini güvende hissetti. Çalışmanın yarısında açı kaymaya başladı, bu yüzden kuvveti yeniden hesaplamadan yarıçapı kontrol etmek için V’yi 1.5"’den 1.25"’e düşürdü. Bu sessiz değişiklik, tonajı punç ucunu çatlatacak kadar artırdı. Büyük bir olay olmadı. Sadece iki gün sonra yırtığa dönüşen ince bir çatlak.
Aynı kalınlık. Aynı malzeme. Farklı kalıp açıklığı.
İşte temel formülün işe yaradığını — ve tembel girdileri cezalandırdığını — gösteren yer burasıdır.
Sektörün büyük kısmının kullandığı standart hava bükme denklemi şöyle görünür:
Tonaj = (K × Çekme Dayanımı × Kalınlık² × Bükme Uzunluğu) ÷ Kalıp Açıklığı
Bunu uzun biçimde yaz. Ekrandaki kutuya güvenme. Değişkenleri gördüğünde tuzakları da görürsün.
Bunu sihirbaz gibi değil, tamirci gibi çalışalım.
Gerçek bir örnek alalım:
Şimdi adım adım ilerleyelim:
Ton cinsine dönüştürün: [9,975 ÷ 2,000] ≈ 5 ton/ft
4 ft boyunca: ≈ toplam 20 ton.
Temiz. Öngörülebilir. Zararsız görünüyor.
Şimdi bir girdi değiştirin.
V değerini 2.0 in’den 1.25 in’e daraltın çünkü daha küçük bir iç yarıçap istiyorsunuz. Diğer her şey aynı kalıyor.
Sadece payda değişiyor:
[19,950 ÷ 1.25] = 15,960 lb/ft ≈ 8 ton/ft Toplam ≈ 32 ton
Kalınlığı değiştirmediniz. Malzemeyi değiştirmediniz. Geometriyi değiştirdiniz — ve kuvvet yaklaşık arttı.
Bir keresinde, birinin “yaylanmayı kontrol etmek” için V’yi yarıya indirmesi ve V’nin paydada bulunduğunu unutması nedeniyle bir dört yönlü kalıbın omzundan tamamen yarıldığını izledim. Paydayı küçülttüğünüzde, tüm kesir kabarır. O kalıp, çeliğin gizemli olmasından değil; birinin geometrinin bir kuvvet çarpanı değil de kozmetik bir tercih olduğunu sanmasından dolayı başarısız oldu.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Şimdi o denkleme geri dönün. Farkına varmadan kayabilecek değişken hangisi?
Ama o işte, çizimde “A36” yazıyordu.”
Bu etiket, kötü matematikten çok daha fazla atölyeyi kandırır.
Çoğu tablo ve hesap makinesi, yaklaşık 60.000 psi çekme dayanımına sahip “yumuşak çelik” varsayar. Bazı A36 partileri bu değere yaklaşır. Bazıları yaklaşmaz. 70.000 psi’nin üzerinde test sertifikaları gördüm. Bu sıradışı değil. Bu, tedarik zincirinin gerçeği.
Aynı örneğe geri dönün ve yalnızca UTS değerini değiştirin:
60.000 psi yerine 72.000 psi kullanın.
Aynı adımları çalıştırın:
≈ 6 ton/ft Toplam ≈ 24 ton
Sadece ısı partisinin gerçek dayanımını değiştirerek işe 4 ton eklediniz.
Ve bu, çekme dayanımı ve yaylanma geri dönüşünün (springback) her ikisinin de arttığı paslanmaz çelikten bahsetmeden önce. Kuvvet artar, gerekli aşırı bükme artar ve “yumuşak çelik referansınız” nazik bir kurguya dönüşür.
Bir keresinde, beklenenden daha sert bir partide operatör yaylanma geri dönüşünü yakalamak için tonajı artırdığından, bölümlü bir zımba tam dikiş yerinde kırılmıştı. Açıyı düzeltti. Aynı zamanda, zımba ile kalıp arasındaki yüklenmiş yayda daha fazla elastik enerji depoladı. Çelik unutmaz. O enerjiyi, en zayıf kesitine geri bırakır.
Formül yanlış değil. Kör. Size doğruluk verildiğini varsayıyor.
Tam boy üretime geçmeden önce, malzeme sertifikasından çekme dayanımını doğrulayın ve varsayımınıza karşı gerçek yaylanma geri dönüşünü doğrulamak için kısaltılmış bir hurda bükme denemesi yapın.
Peki dayanım değişebiliyorsa ve geometrik faktörler kuvveti katlıyorsa, bir de üniteleri sessizce karıştırdığımızda ne olur?
İşte, bir şey kırılana kadar ses çıkarmayan bir örnek.
İkinci vardiyadaki bir çocuk hesap makinesine 0,250 yazdı, ama hesap makinesi metrik moda ayarlıydı. Kalınlık alanında “mm” yazıyordu. Oysa inç demek istemişti. Makine bunu 0,250 mm — yani yaklaşık birkaç milin (yaklaşık on binde bir inç) olarak gördü. Çıkan sonuç gülünç derecede düşüktü. Fark etmedi çünkü toplam tonaj hâlâ “makul” görünüyordu.”
Bu formüldeki K sabiti evrensel değildir. Birim sistemleriyle değişir, çünkü matematik; malzeme dayanımı, geometrik oranlar ve dönüşüm katsayılarını bir araya getirir. Emperyal hava bükmede genellikle K yaklaşık 1,33’tür. Metrik formülasyonlarda sabit 1,42 civarında görünebilir — ancak bu, MPa, milimetre ve metrelerin belirli kombinasyonlarını varsayar.
İnçleri MPa ile veya milimetreleri psi ile karıştırırsanız, küçük bir hata yapmazsınız.
Emin bir şekilde saçmalarsınız.
Basit bir karşılaştırma yapın:
Eğer kalınlık 6 mm (≈0,236 inç) ise ancak birisi inç olduğunu düşünerek “6” girerse, karesi alınan terim şuna dönüşür:
Doğru: [0,236²] ≈ 0,0557
Yanlış (6 inç varsayıldığında): [6²] = 36
Bu bir yuvarlama hatası değildir. Bu, denklemin geri kalanı daha tepki bile vermeden kuvvetin yaklaşık 646 kat artmasıdır.
Birisi metrik bir çizelge değerini, sabiti ayarlamadan emperyal bir çalışma sayfasına kopyaladığı için alt kalıpların mantar gibi ezildiğini gördüm. Makine şikayet etmedi. Takım etti.
Birimler sadece kayıt tutma değildir. Onlar yapısal unsurlardır.
Üretime başlamadan önce birim sistemini doğrulayın, sabiti onaylayın ve gerçek makine yükünü tahmin edilen fit başına ton değeriyle karşılaştırarak kısa bir hurda bükümü yapın.
Artık kalınlığın kendisiyle nasıl çarpıldığını, kalıp açıklığının kuvveti nasıl böldüğünü, çekme dayanımının onu nasıl ölçeklendirdiğini ve sabitlerin birimlerle nasıl değiştiğini gördünüz.
Formül işe yarar; eğer her girdi fiziksel gerçekliği yansıtıyorsa.
Peki, malzeme kalitesi ve kalıp geometrisi temel denklemin yeterince güçlü vurgulamadığı şekillerde etkileşime girdiğinde ne olur?
Birlikte çalıştığım bir atölye, tüm hafta boyunca 3,0 inçlik V kalıpta 3/8 yumuşak çelik işledi. Hesap makinesi 6 fit boyunca 55 ton dedi. Makine 90 tonluktu. Rahattı. Cuma öğleden sonra 3/8 paslanmaz çeliğe geçtiler ve “yarıçapı dar tutmak için” programa dokunmadan 2,0 inçlik V kalıba düştüler. Aynı büküm uzunluğu. Aynı kalınlık. Aynı operatör güveni.
Koç aşağı indi ve yük göstergesi, gaz pedalı takılı kalmış bir takometre gibi yükseldi.
Temel formülün nerede eksik bilgi vererek yanıltmaya başladığını görmeniz için bunu adım adım inceleyelim.
Hava bükme tonajı, basitleştirilmiş haliyle, şu iskelet üzerine kuruludur:
Kuvvet ∝ [Çekme Dayanımı × t² × L] ÷ V
Burada Çekme Dayanımı = çekme dayanımı, t = kalınlık, L = büküm uzunluğu, V = kalıp açıklığı
Şimdi aynı anda iki şeyi değiştirin — tıpkı gerçek üretimde olduğu gibi.
3/8 inç plaka alın: [t = 0.375] [t²] = 0.1406
60.000 psi'de yumuşak çelik, 6 ft büküm, V = 3.0 inç:
[60.000 × 0.1406] = 8.436 Uzunluk faktörü ile çarpın (6 ft): [8.436 × 6] = 50.616 V'ye bölün: [50.616 ÷ 3.0] ≈ ft başına 16.872 lb eşdeğeri. Sabit ve birim faktörleri hesaba katıldıktan sonra toplamda kabaca 51 ton diyelim.
Şimdi 85.000 psi'de paslanmaz çeliğe geçin ve V'yi 2.0 inçe düşürün:
“Biraz ekleme” yapmadınız. Payın etkisini artırırken paydanın etkisini neredeyse ikiye katladınız. 50 tonda boşta çalışan makine, şimdi geri esneme düzeltmesinden önce 80 tonun üzerini zorluyor.
Evrensel hesaplayıcının sizi yanılttığı nokta burasıdır. Tek bir temiz çıktı gösterir; ancak gerçek dünyada malzeme kalitesi ve kalıp geometrisi birbirinden bağımsız hareket etmez. Birikirler.
Ve biriktiklerinde, kalıplar her bir poundu hisseder.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Peki, o rahat 8× kalınlık kuralı bu karmaşanın neresine oturuyor?
Bir keresinde, ft başına tonaj kontrol edilmeden 8× kuralına göre fiyatlandırılmış 1/2 inçlik bir plaka işi görmüştüm. Tahminci, “8× yarım inç” olduğu için 4 inçlik bir V seçmişti. Kağıt üzerinde düzenliydi. Atölyede ise abkant pres strok ortasında emniyete geçti ve durdu. 25 ton eksiktik ve zımba omzu bu iyimserliğin bedelini ödedi.
8× kuralı şunu söyler: V ≈ 8 × t
Bu bir geometri kısayoludur. Kuvvet garantisi değildir.
Neden bu kadar sık işe yarıyor? Çünkü 11 gauge'den 1/4 inçe kadar olan yaygın yumuşak çelikler için 8× V, genellikle iç yarıçapı 1× kalınlık civarında ve tonajı standart tablo varsayımları (tipik olarak 5× ila 19× kalınlık aralıkları) içinde tutar.
Ancak kalınlık nazikçe ölçeklenmez.
Unutmayın: kuvvet [t²] ile büyür.
Kalınlığı ikiye katlayın: Eğer t, 2t olursa, [t²] 4t² olur. Kuvvet kabaca dört katına çıkar.
1/4 inçte: yönetilebilir. 1/2 inçte: yükün dört katı. 3/4 inçte: 1/4 inçteki yükün dokuz katı.
8× kuralı, V'yi doğrusal olarak ölçeklendirir. Kuvvet, kalınlığın karesiyle ölçeklenir.
İşte kırılma noktası bu uyumsuzluktur.
Büyük üreticilerin çizelgeleri de bunu sessizce kabul ediyor; çoğu tonaj hesaplayıcısı yalnızca belirli kalınlık aralıkları ve V oranları için geçerlilik iddia eder. Daha kalın sac veya alışılmadık derecede dar büküm yarıçaplarıyla bu sınırın dışına çıktığınızda, artık varsayımlar dahilinde büküm yapmıyorsunuz demektir. Tahmin yürütüyorsunuz.
Sac işlerini 8× kısayoluna göre onaylamadan önce, 12 inçlik bir hurda numune kesin ve seçilen V değerinde gerçek yükü gözlemleyerek deneme bükümü yapın.
Eğer 8× kutsal değilse, malzeme kendi kendine değiştiğinde nasıl ayarlama yaparsınız?
“Ama o işte teknik resimde A36 yazıyordu.”
Bu ifade, kötü matematikten daha fazla takımı mahvetmiştir.
Temel formül bir çekme mukavemeti varsayar. Bunu değiştirdiğinizde, kuvvet neredeyse doğrudan onunla ölçeklenir.
Eğer yumuşak çelik referans değeri = 60.000 psi ise, basit bir ilk geçiş çarpanı şu şekilde görünür:
Paslanmaz (≈ 85.000 psi): [85.000 ÷ 60.000] ≈ 1,42 → Yumuşak çeliğe göre yaklaşık daha fazla tonaj bekleyin.
Alüminyum 5052-H32 (≈ 33.000 psi çekme): [33.000 ÷ 60.000] ≈ 0,55 → Tonajın yaklaşık yarısı.
100.000 psi'de yüksek mukavemetli düşük alaşımlı çelik: [100.000 ÷ 60.000] ≈ 1,67 → Üçte iki daha fazla kuvvet.
İşte temiz matematik budur.
Gerçeklik sürtünmeyi ekler.
Paslanmaz çelik işleme sırasında sertleşir. Geri yaylanma artar. Operatörler bunu telafi etmek için fazla büküm yapar, bu da penetrasyonu artırır, bu da gerçek temas basıncını basit bir hava bükümü varsayımının öngördüğünden daha fazla artırır. 1,4× çarpan uyguladığınızı düşünürsünüz. Uygulamada, açı düzeltmesi işin içine girdiğinde takımlara 1,5× veya 1,6× değerine daha yakın bir yük bindiriyor olabilirsiniz.
Operatör 304 paslanmazda açıyı tutturmak için tonajı artırmaya devam ettiği için parçalı bir zımbanın birleşim yerinden kırıldığını gördüm. Hesaplayıcı 70 ton diyordu. Makine günlüğü, düzeltme vuruşları sırasında 85'e yakın zirveler gösteriyordu. Zımba, hesap tablosunun ne dediğini umursamadı.
Ve işte tuzak burada: bu çarpanlar, normal V oranları dahilinde hava bükümü yaptığınızı varsayar. Dar V, yüksek mukavemetli alaşım ve derin penetrasyon, niyetiniz olsun ya da olmasın sizi tabana oturtma (bottoming) davranışına iter. Bu tamamen farklı bir kuvvet rejimidir.
Bu yüzden çarpanları izin belgesi olarak değil, kalibrasyon faktörleri olarak değerlendirin.
Yeni bir alaşımı tam uzunlukta bükmeden önce, kısa bir numune bükün, makine göstergesinden gerçek yükü kaydedin ve takımlara başlamadan önce bunu öngörülen ton/ayak değeriyle karşılaştırın.
Eğer mukavemeti artırmak kuvveti katlıyorsa, belki de sadece kalıp ağzını açarak sistemi kandırabiliriz?
Bir süpervizör bana bir keresinde, “V'yi aç. Bu tonajı düşürür,” demişti. Haklıydı ama yine de yanılıyordu.
Denkleme geri dönersek:
Kuvvet ∝ 1 ÷ V
V'yi 2.0 inçten 3.0 inçe çıkarırsanız ve diğer her şey eşit kalırsa:
Eski kuvvet terimi: [÷ 2.0] Yeni kuvvet terimi: [÷ 3.0]
Bu, yükün geometri kısmında 'lük bir azalma demektir.
Kağıt üzerinde, bir rahatlama.
Ancak hava bükmede iç yarıçap, yumuşak çelik için kabaca 0.16 × V civarında seyreder.
Yani:
V = 2.0 → İY ≈ 0.32 inç V = 3.0 → İY ≈ 0.48 inç
Bu, iç yarıçapta 'lik bir artış demektir.
Eğer teknik resim dar bir köşe gerektiriyorsa, makine güvenliğini boyutsal uygunsuzlukla takas etmiş oldunuz. Şimdi birisi yarıçapı küçültmek için kalıbın içine daha derin girerek açıyı “kandırmaya” çalışacaktır. Daha derin penetrasyon temas kuvvetini artırır. Teorik tonaj düşüşü buharlaşmaya başlar.
Ayrıca daha geniş V ağızları, yükü kalıp omuzları üzerinde farklı şekilde yoğunlaştırır. İnce malzemede, çok geniş V aşırı kıvrılmaya ve kontrol kaybına neden olabilir. Kalın plakada ise çok dar V, kalıp kenarlarındaki basıncı zirveye taşır ve çatlama riski yaratır.
Alt kalıbın, tonaj yanlış hesaplandığı için değil, birisi makine kapasitesinin altında kalmak için yüksek mukavemetli bir işte V'yi açtığı ve ardından yarıçapı tutturmak için aşırı penetrasyon yaparak yük yolunu kalıp köşelerine kaydırdığı için ikiye ayrıldığını gördüm. Geometri, gösterge değerini kurtardı. Ancak takımı öldürdü.
Yani evet, V'yi artırmak hesaplanan tonajı düşürür.
Ancak aynı zamanda yarıçapı, geri esneme davranışını, büküm hassasiyetini ve kuvvetin takım çeliğine nasıl dağıldığını da değiştirir.
Daha büyük bir kalıbın bir şeyi “kurtardığını” varsaymadan önce, önerilen V değerinde bir hurda bükümü yapın, iç yarıçapı ölçün, aşırı penetrasyon olmadan açıyı doğrulayın ve gerçek makine yükünü öngörülen ton/ayak değeriyle karşılaştırın.
Artık kalitenin payı nasıl çarptığını ve geometrinin paydayı nasıl böldüğünü ve bunların birleştiğinde gerçek kuvvetinizi evrensel bir hesaplayıcının sessizce varsaydığı değerlerin ne kadar dışına itebileceğini gördünüz.
Bükme yönteminin kendisi tüm kuvvet modelini değiştirdiğinde ne olur?
İkinci vardiyadaki bir çocuk hesap makinesine 0,250 A36, 2,0 inç V kanalı, 10 fit uzunluk girdi. Ekran 62 ton dedi. Makine 100 tonluk bir hidrolik pres idi. Bolca kapasite payı vardı.
İlk iki parça havalı bükümle gayet iyi büküldü. Sonra süpervizör, “Daha keskin açı kontrolüne ihtiyacımız var. Tabana oturtun (bottoming),” dedi.”
Aynı malzeme. Aynı kalıp. Aynı makine. Sadece yöntem değişti.
Üçüncü vuruşta yük göstergesi sorunsuz bir şekilde yükselmedi. Aniden fırladı. Seksen. Doksan. Ram, bir kaldırıma çarpmış gibi duraksadı. Alt kalıbın omuz kısmından çatladığını duyduk. Dramatik bir patlama değildi. Sadece dört yollu bir kalıba ve bir haftalık açıklama yapma sürecine mal olan bir çatlaktı.
Bu, yanan soruya cevabınızdır: Havalı bükmeden tabana oturtmaya veya ezerek bükmeye geçtiğinizde, aynı denklemi ayarlamıyor olursunuz. Çeliğin zımba ve kalıp arasında yaptığı şeyi değiştiriyorsunuz.
Havalı bükme, elastik-plastik şekillendirmedir. Zımba, malzemeyi asla tamamen kalıp boşluğuna zorlamaz. Sac, omuzlar üzerinde yüzer ve açı, giriş derinliği ile kontrol edilir. Klasik formül:
Kuvvet ≈ [K × Çekme Dayanımı × t² × Uzunluk] ÷ V
Bu “÷ V” terimi sizin tahliye vananızdır. Kalıbı açarsanız kuvvet düşer.
Tabana oturtma (bottoming) bu tahliye vanasını öldürür.
Artık zımba, malzemeyi tam kalıp temasına zorlar. Sac, kalıp açısına uymaya zorlanır. Temas alanı artar. Sürtünme yükselir. Artık sadece iki omuz üzerinde büküm yapmıyorsunuz; malzemeyi açılı yüzeylere karşı sıkıştırıyorsunuz.
Üreticiler “yöntem faktörleri” yayınlarlar; tabana oturtma için havalı büküm tonajının yaklaşık 5 katı, ezerek bükme (coining) için ise 10 katına kadar. Bu, sonunda eklediğiniz bir çarpan gibi görünür.
Öyle değildir.
Çünkü fizik, bükülme ağırlıklı stresten basma ağırlıklı strese dönüştü. Ezerek bükmede, zımba ucu nötr ekseni geçer ve büküm hattındaki malzemeyi inceltir. Tüm kesiti yerel olarak akmaya zorluyorsunuz. Bu, [t²] hassasiyetinizin artık sadece dış lifteki gerilme değil, akma sınırına yaklaşan kalınlık boyunca basma gerilmesi ile birleştiği anlamına gelir.
Farklı stres durumu. Farklı hata modu. Farklı risk.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Rakamları bir hesap makinesinin yaptığı gibi, sonra da çeliğin yaptığı gibi çalıştıralım.
Havalı bükme durumu, varsayımsal ama gerçekçi:
Geometri terimini basitleştirin:
Hava_bükme_kuvveti ∝ [60.000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Pay terimi ≈ 60.000 × 0,0625 × 120 = 60.000 × 7,5 = 450.000 (orantılı birimler) 2,0'a bölün → 225.000
Buna “1×” deyin.”
Şimdi 5× bir tabana oturtma (bottoming) faktörü uygulayın. 225.000 × 5 = 1.125.000.
Basit görünüyor. Aynı matematik, sadece ölçeklenmiş hali.
Ancak bunun gizlediği şey şu: hava bükmede kuvvet strokun dibine doğru zirve yapar ve düşer. Tabana oturtmada ise tam yüzey teması geliştikçe kuvvet keskin bir şekilde artmaya devam eder. Yük eğrinizin şekli değişir. Zirve kuvveti, küçük aşırı stroklara karşı hassas hale gelir — 0,010 inç daha derin bir büküm küçük bir ayar değildir; temas zaten tam olduğu için basıncı dramatik bir şekilde fırlatabilir.
Bir operatör tabana oturtma modunda yarım derecenin peşine düştüğü için parçalı bir zımbanın ucunun mantar gibi ezildiğini izledim. Ram derinliğini her seferinde 0,004 inç artırdı. Her dokunuş, zımba burnundaki basınç gerilimini takım çeliğinin akma sınırını aşana kadar biriktirdi. Hesap makinesi 90 ton diyordu. Yük hücresi daha sonra 110'un üzerinde geçici zirveler gösterdi.
Bu da başka bir sessiz sorunu gündeme getiriyor: makine ekranları yalan söyler. Hidrolik basınçtan tonaja dönüşümler ideal koşulları varsayar. Yük hücreleri ise gerçeği söyler. Ekran ile gerçek değer arasında %8–12 fark gördüm. Bu hatayı 5× yöntem değişimiyle çarptığınızda, farkına bile varmadan takım kapasitesini aşarsınız.
Peki ya takım değerleri? 90°'de metre başına 60 ton olarak işaretlenmiş bir kalıp, 30°'de otomatik olarak metre başına 60 ton değildir. Temas geometrisi izin verilen yükü değiştirir. Atölyelerin İngiliz uzun tonlarını metrik tonlarla karşılaştırıp marjları olduğunu düşündüklerini gördüm. Yoktu.
Tabana oturtma ve ezerek bükme (coining), “hava bükme artı biraz daha fazlası” değildir. Bunlar, küçük kurulum hatalarının doğrusal olmayan yük sıçramaları yarattığı kuvvet yükseltme rejimleridir.
Tabana oturtmaya karar vermeden önce, tam penetrasyonda 6 inçlik bir numuneyi bükün, mümkünse bir yük hücresi ile zirve tonajını kaydedin ve bunu hem makine hem de ayak başına takım değerleriyle karşılaştırın.
Tekrarlanabilir açılar istediğiniz için tabana oturtmaya geçersiniz. Daha az geri yaylanma. Daha temiz köşeler.
Hassasiyet kontrollü hissettirir.
Ancak görmediğiniz sınır şudur: gerekli tabana oturtma tonajı, makine kapasitesinin veya ayak başına kalıp değerinin –80'ini aştığında, şok marjı olmadan çalışıyorsunuz demektir.
Neden –80?
Çünkü gerçek presler yük altında mükemmel derecede paralel değildir. Ram esnemesi, tabla esnemesi, malzeme kalınlığı varyasyonu — hepsi yerel aşırı yük bölgeleri yaratır. Genel hesaplamanız 100 tonluk bir makinede 95 ton diyorsa, o kalıbın bir bölümü 110 tona eşdeğer bir yük görüyor olabilir.
Bir keresinde 3/8 inçlik bir plaka işi sırasında 4 yollu bir kalıbın tam omuz yarıçapından ayrıldığını gördüm. Hesap makinesi tabana oturtma modunda 175 tonluk bir preste 140 ton öngörmüştü. “Güvenli.” Ancak plaka genişlik boyunca +0,015 inç değişkenlik gösteriyordu. [t²]'yi unutmayın.
Nominal t = 0,375 ise [t²] = 0,1406; Gerçek t = 0,390 ise [t²] = 0,1521
Oran: 0,1521 ÷ 0,1406 ≈ 1,08
%8'lik bir kalınlık artışı, tabana oturma (bottoming) amplifikasyonundan önce kabaca %8 daha fazla bükme kuvveti üretti. Şimdi 5 katlık bir rejimi uygulayın. Bu yerel kalınlık artışı, bir kesiti kalıp değerinin ötesine itti. Çatlak.
Tabana oturma şu durumlarda yıkıcı hale gelir:
Sonuncusu öldürücü olandır. Hava bükmede derinlik ayarları naziktir. Tabana oturtmada ise levye görevi görürler.
Tam uzunlukta üretime geçmeden önce, tam derinlikte kısa bir tabana oturtma testi yapın, sac boyunca malzeme kalınlığını mikrometre ile ölçün ve tepe tonajının en düşük takım derecesinin 'inin altında kaldığını doğrulayın.
Madeni para basma caziptir. Geri esneme sıfırdır. Keskin iç yarıçap sağlar. Aşırı bükme matematiği olmadan açı tam isabet olur.
Ancak madeni para basma sadece bükmez. İç yüzeyi akma sınırının ötesinde plastik olarak sıkıştırarak malzemenin tepe noktasında incelmesine neden olur. Bu, bükme hattı boyunca basma akma dayanımını aşacak kadar yüksek bir temas basıncı gerektirir.
İşte bu yüzden tonaj, hava bükmenin 8-10 katına çıkabilir.
Büyük gövdelere ve kısa strok kontrolüne sahip eski mekanik preslerde, belirli tekrar eden parçalar için madeni para basma mantıklıydı. Makineler örs gibi inşa edilmişti.
Modern CNC hidrolik presler hassas, hızlı ve genellikle gövde kütlesi olarak daha hafiftir. Sürekli tepe basıncı için değil, hava bükme esnekliği için optimize edilmişlerdir.
Peki madeni para basma ne zaman haklı çıkar?
Eğer hava bükümünüz 40 ton gerektiriyorsa ve sıvama (coining) 200 ton gerektirecekse, kendinize şunu sorun: 400 tonluk bir makineniz ve buna uygun olarak derecelendirilmiş kalıplarınız var mı?
Eğer yoksa, zımba ve kalıp arasındaki o yüklü yayı, başka bir şey enerjiyi serbest bırakana kadar sıkıştırıyorsunuz demektir; zımba ucunun kırılması, kalıbın çatlaması veya gövdenin bükülmesi gibi.
Yüksek mukavemetli çelik üzerinde, zımba ucunun tek bir vardiyada düzleştiği bir sıvama işi gördüm. Açı mükemmeldi. Takım ise çöp olmuştu.
Sıvama, varsayılan bir hassasiyet yükseltmesi değil, uzmanlık gerektiren bir işlemdir.
CNC abkant pres üzerinde sıvama yapmayı düşünmeden önce, kısaltılmış uzunlukta kısa, tek istasyonlu bir test çalıştırın, gerçek tepe tonajını ölçün, zımba ucunu ve kalıp omuzlarını büyüteç altında inceleyin ve bir sağlamlık kontrolü olarak bu yükü makine nominal kapasitesinin 'si ile karşılaştırın.
Çünkü kuvvet yöntemle çarpıldığında soru “Hesap makinesi ne diyor?” değildir.”
Soru şudur: “Önce ne kırılır; matematik mi, takım mı, yoksa makine mi?”
Prese veya takıma zarar vermeden doğru büküm yöntemini nasıl seçeceğinizi soruyorsunuz.
İşe yöntemle başlamazsınız. İşe, donanımın yöntemin gerektirdiği yüke dayanabileceğini kanıtlayarak başlarsınız.
“Güvenli” bir 100 tonluk işte 10 fitlik bir kalıbın ortadan esnediğini izledim. Hesap makinesi 82 ton gerektiriyordu. Pres 100 ton için derecelendirilmişti. Herkes rahattı. Ancak parça sadece 18 inç uzunluğundaydı ve merkezlenmişti. Bu da kabaca [82 ton ÷ 1,5 fit ≈ 55 ton/fit] anlamına geliyordu. Kalıbın üzerinde 40 ton/fit damgası vardı. Kimse o damgaya bakmadı. Üçüncü vuruşta omuzlar aşınmaya başladı. Onuncusunda ise kalıp kalıcı olarak gülümser bir şekil almıştı.
Matematik yanlış değildi. Doğrulama eksikti.
Tonaj tek bir sayı değildir. Bu bir dağılım problemidir; ne kadar uzunluk boyunca, hangi temas geometrisiyle, yatağın hangi konumunda ne kadar kuvvet uygulanacağı. Bu dördünü yanıtlamazsanız, sertleştirilmiş çelikle kumar oynuyorsunuz demektir.
100 tonluk bir abkant pres, merkez hattındaki nominal uzunluğu boyunca 100 ton anlamına gelir. Bu, bir fitlik takıma 60 ton yük bindirip alkış bekleyebileceğiniz anlamına gelmez.
Hadi netleştirelim.
Diyelim ki hava büküm hesabınız 24 inçlik bir parça için 60 ton veriyor.
Fit cinsinden uzunluk: [24 inç ÷ 12 = 2 fit] Fit başına yük: [60 ton ÷ 2 fit = 30 ton/fit]
Eğer kalıbınız 35 ton/fit olarak derecelendirilmişse, sınırlarınız içindesiniz demektir. Sorun yok.
Şimdi bu parçayı 12 inç'e kısaltın ancak malzemeyi ve V değerini aynı tutun. Kuvvet, formül uzunluk tabanlı olmadıkça yarıya inmez — ki çoğu öyledir. Yani:
Yeni uzunluk: [12 inç ÷ 12 = 1 fit] Yeni toplam tonaj: [60 × (1 ÷ 2) = 30 ton] Fit başına yük: [30 ton ÷ 1 fit = 30 ton/fit]
Hala 30 ton/fit. Hala güvenli.
Peki tuzak nerede?
Tuzak, operatörler parçaları tek bir istasyonda “istiflediğinde” veya yeniden konumlandırma yapmadan uzun bir kalıpta kısa bir parça çalıştırdığında ortaya çıkar.
Bir keresinde ikinci vardiyadaki bir çocuk kontrol panelinde parça uzunluğunu 0 olarak girmişti. Makine varsayılan olarak merkez hattı yükü hesaplamalarına döndü. 40 ton gerektiren 8 inçlik bir braket çalıştırdı. Bu da şu demek:
Uzunluk: [8 inç ÷ 12 = 0,67 fit] Fit başına yük: [40 ÷ 0,67 ≈ 60 ton/fit]
45 ton/fit değerinde bir kalıpta.
Toplam makine kapasitesi? Sorun yok. Yerel kalıp kapasitesi? aşıldı.
Kalıp, öğle yemeğinden önce omuz yarıçapından çatladı.
Fit başına yük ilk engeldir. Hesaplanan fit başına yükünüz, en düşük dereceli bileşenin (zımba, kalıp veya makinenin fit başına limiti) üzerindeyse, bununla tartışmazsınız. Kalıp genişliğini, malzeme durumunu veya yöntemi değiştirirsiniz. Herhangi bir sayıya güvenmeden önce, aynı dökümden bir hurda şerit çekin ve azaltılmış uzunlukta kısa bir test bükümü yapın.
Ancak kalıp fit başına yükte hayatta kalsa bile, zımba ucunda tam olarak ne olur?
Kuvvet soyuttur. Takımları kıran şey basınçtır.
Basınç = Kuvvet ÷ Temas Alanı.
Keskin 0,030 inçlik bir zımba burnu, yükü dar bir hatta yoğunlaştırır. 0,125 inçlik bir yarıçap ise yükü yayar. Aynı tonaj. Çok farklı stres.
Dipten bükmenin 36 inçlik bir parçada 80 ton gerektirdiğini varsayalım.
Uzunluk: [36 inç ÷ 12 = 3 fit] Fit başına yük: [80 ÷ 3 ≈ 26,7 ton/fit]
Zararsız görünüyor.
Şimdi zımba uzunluğunun bir inçine odaklanın. O bir inç şunları taşır:
[26,7 ton/ft ÷ 12 in/ft ≈ 2,22 ton/inç]
Pound cinsine dönüştürün: [2,22 × 2000 ≈ 4.440 lb/inç]
Tabana oturtma sırasında zımba ucu temas genişliğiniz yaklaşık 0,020 inç ise, inç başına temas alanı şöyledir:
[1 inç × 0,020 inç = 0,020 inç²]
Temas basıncı: [4.440 lb ÷ 0,020 inç² = 222.000 psi]
Bu, gerilme yığılmaları dikkate alındığında, birçok takım çeliğinin basma altındaki akma dayanımının üzerindedir.
Bir keresinde, paslanmaz çeliği tabana oturtmak için kullanılan hassas taşlanmış keskin bir zımba görmüştüm çünkü “hesap makinesi 75 ton diyordu ve pres 120 ton.” Vardiyanın ortasına gelindiğinde, zımba ucu 0,005 inç düzleşmişti. Açılar kaydı. Parçalar tolerans dışı kaldı. Takım genel olarak aşırı yüklenmemişti; yerel olarak ezilmişti.
Ancak o işte teknik resimde “A36” yazıyordu ve satın almacı sessizce daha yüksek mukavemetli, asitlenmiş ve yağlanmış malzeme ile değiştirmişti. Çekme mukavemeti arttı. Gerekli kuvvet arttı. Temas basıncı arttı. Aradaki farkı zımba ödedi.
Bu yüzden kuvveti artıran bir yöntem (tabana oturtma veya madeni para basma/coining) seçtiğinizde, sadece tonajı artırmış olmazsınız. Sistemdeki en küçük geometrik özellik üzerindeki temas gerilimini de artırırsınız.
Zımba üreticisinin tabana oturtma veya madeni para basma için özel derecelendirmelerini kontrol edin. Eğer hiçbiri listelenmemişse, sadece hava bükme (air-bend) değerlerini esas alın. Ardından, ilk birkaç vuruştan sonra zımba ucunu büyüteç altında inceleyerek kısa boylu, tam derinlikli bir testle bunu kanıtlayın.
Zımba ve kalıp değerleri uygun olsa bile, bu kuvvetin makine gövdesinin neresinde durduğu sorusunu hala yanıtlamış değilsiniz.
Çoğu operatör etikete bakar: “175 TON.” Bu sayı genellikle gövdeler arasındaki belirli bir mesafede, merkez hattında ve yük eşit olarak dağıtıldığında geçerlidir.
Makinenizin bir tonaj eğrisi vardır; bu, tabla üzerindeki konuma göre izin verilen yükü gösteren bir çizelgedir.
10 fitlik, 175 tonluk bir presin merkezdeki 6 fitte tam kapasiteye sahip olduğunu, ancak merkezden 2 fit uzakta sadece kapasiteye sahip olduğunu hayal edin. Eğer arka dayama parmaklarını temizlemek için 4 fitlik bir işi sağ gövdenin yakınına park ederseniz, sadece şuna sahip olabilirsiniz:
[175 × 0,60 ≈ o konumda 105 ton izin verilebilir]
Şimdi bunu fit başına yük ile birleştirin.
Tabana oturtma hesaplamanızın (fit başına doğrulanmış) 4 fit üzerinde 100 ton gerektirdiğini varsayalım.
Fit başına yük: [100 ÷ 4 = 25 ton/ft]
Takım derecelendirmesi? İyi.
Makine etiketi mi? Pekala.
Ancak izin verilenin dışında, merkezden uzak bir konuma yerleştirildiğinde toplam ~105 tonluk bir yük söz konusudur, yani 5 tonluk bir genel marjınız var. Bu, %5'in altındadır. Ram sapması, kalınlık değişimi veya bizzat yük hücreleriyle ölçtüğüm 'luk bir gösterge hatası, sizi yapısal sınırın üzerine iter.
Yan çerçevelerin paralelliği birkaç binde bir oranında bozacak kadar esnediğini gördüm. Dramatik değil. Sadece pahalı ve kalıcı.
Tonaj eğrisi, izin verilen yükü konum ve uzunluğun bir fonksiyonu olarak size söyler. Dekoratif değildir. Hesaplanan gereksiniminiz, o tam konum ve açıklıktaki izin verilen tonajın –80'ini aştığında, şok marjı olmadan çalışıyorsunuz demektir.
Doğrulama şunları ifade eder:
Bunlardan herhangi biri başarısız olursa, “dikkatli çalışırım” demezsiniz. Kurulumu değiştirirsiniz.
Çünkü yük dağılımını, temas gerilimini ve çerçeve kapasitesini doğruladığınızda, hava bükme, tabana oturtma veya ezerek bükme (coining) arasında seçim yapmak tahmin yürütmekten çıkar. Bu bir mühendislik kararı haline gelir.
Ve bir sonraki adımda yapacağımız şey de bu olacak; gerçek bir işi alıp formülden doğrulanmış, hayatta kalabilir bir kuruluma, tek bir takımı bile çatlatmadan götüreceğiz.
Elinizde bir baskı, bir yığın plaka ve size güvende olduğunuzu söyleyen bir hesap makinesi var.
İşte bu güveni şarapnele dönüştürmekten nasıl kaçınacağınız.
İşin varsayımsal ama gerçekçi olduğunu varsayalım: Malzeme “yumuşak çelik” olarak belirtilmiş, kalınlık 0,250 inç, büküm uzunluğu 36 inç, 90° büküm, iç yarıçap belirtilmemiş. Pakette değirmen sertifikası yok. Makine 150 tonluk, 10 fitlik bir abkant pres. Takım odasında 35 ton/fit değerinde 2,0 inçlik bir V kalıp ve 20 ton/fit değerinde 3,0 inçlik bir V kalıp var.
Bu, kendi ipinizi çekmeniz için yeterli halat demektir.
Bunu cehaletten, kendi maaşınızı emanet edebileceğiniz bir kuruluma taşıyacağız ve hesap makinesinin değil, takım sınırlarının hangi yöntemin hayatta kalacağını söylemesine izin vereceğiz.
Değirmen sertifikası eksik olduğunda, hiçbir şeyi iyimser varsaymazsınız.
“Yumuşak çelik” 36 ksi akma dayanımında olabilir. 50+ da olabilir. Bu fark kağıt üzerinde dramatik görünmeyebilir, ancak bükme kuvveti çekme dayanımını neredeyse doğrusal olarak, kalınlığı ise doğrusal olmayan bir şekilde takip eder. Kalınlığı iki katına çıkarmak, tonajı kabaca dört katına çıkarır. Bu yüzden 0,250 inç üzerindeki birkaç binde birlik fark, düşündüğünüzden daha önemlidir.
İşe tedbirli başlarız.
Yumuşak çelik için yaygın hava bükme temel formülünü kullanın:
[Ton/ft] = [K × (Kalınlık²)] ÷ V
Burada: K = malzeme sabiti (standart bir yumuşak çelik temeli kullanacağız) Kalınlık = 0,250 inç V = kalıp açıklığı
Pratik kural V ≈ 8 × kalınlık olduğunu söyler.
Yani:
V ≈ [8 × 0,250 = 2,0 inç]
Güzel. Aslında elimizde 2,0 inçlik bir kalıp var.
Şimdi orantılı tonajı hesaplayın (açıklayıcı temel):
[Kalınlık²] = [0,250² = 0,0625] V'ye bölün: [0,0625 ÷ 2,0 = 0,03125]
Kuvveti belirleyen şey bu orandır. V'yi daraltırsanız kuvvet fırlar. V'yi gevşetirseniz hızla düşer.
Malzeme sabiti ile çarpın ve 2,0 inçlik bir V içinde gerçek A36 için yaklaşık 20–25 ton/ft civarında bir değer elde ederiz. 3 ft üzerinde:
[24 ton/ft × 3 ft = 72 ton toplam varsayalım]
150 tonluk bir makinede bu güvenli hissettirir.
İşte tuzak burada.
Yıllar önce, sıcak bir partiden gelen ve mikrometrede 0,265 inç ölçülen “çeyrek inçlik yumuşak çelik” işlemiştik. Operatör etikete güvendi. Gerçek kalınlık değişimi:
[0,265² = 0,0702] 0,0625 temel değeriyle karşılaştırın. Oran artışı: [0,0702 ÷ 0,0625 ≈ 1,12]
Sadece kalınlıktan dolayı yüzde on iki daha fazla. Çekme dayanımı da daha yüksekti. Nihai kuvvet tahminden neredeyse fazlaydı. 4 yollu kalıp, üçüncü vuruşta omuz kısmından çatladı.
Çelik, enerjiyi bir yay gibi depolar. Yanlış varsayımlarla ona aşırı baskı uygularsanız, bu enerjiyi yığındaki en zayıf yüzeye boşaltır.
Temel değer belirlendi, ancak bu sadece bir başlangıç yay ön yüklemesidir.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Şimdi temel değeri zorlayalım.
Önce büküm uzunluğu. Elimizde 36 inç var:
[36 inç ÷ 12 = 3 fit]
Eğer temel değer fit başına 24 ton ise, toplam:
[24 × 3 = 72 ton]
Peki ya çelik 36 ksi değilse? Diyelim ki 50 ksi malzeme gibi davranıyor; egzotik değil, sadece daha güçlü sıcak haddelenmiş çelik.
Malzeme çarpanı ≈ [50 ÷ 36 ≈ 1,39]
Ayarlanmış fit başına ton:
[24 × 1,39 ≈ 33 ton/fit]
Toplam:
[33 × 3 ≈ 99 ton]
Şu anda 100 tona yaklaşıyoruz.
Ne olduğuna dikkat edin. Kalınlığı değiştirmedik. Kalıbı değiştirmedik. Sadece mukavemeti düzelttik.
Ve kalıp, hesap makinesinin ne varsaydığıyla ilgilenmez.
İşte geometrik püf noktası. Birisi “daha keskin bir yarıçap için sıkılaştırmaya” karar verirse ve 1,5 inçlik bir V kalıbına geçerse, tonaj V ile ters orantılı olarak değişir:
Temel oran değişimi: [2,0 ÷ 1,5 ≈ 1,33]
Yani:
[33 ton/fit × 1,33 ≈ 44 ton/fit]
Toplam:
[44 × 3 ≈ 132 ton]
Aynı plaka. Aynı büküm uzunluğu. Sadece daha güçlü malzeme ve daha dar bir kalıp.
Bir keresinde bir çocuğun, açı geri açıldığı için tam olarak bu değişimi yaptığını izlemiştim. Yeniden hesaplama yapmadı. Yük göstergesi, gaz pedalı takılı kalmış bir takometre gibi yükseldi. 120 tonda durduk. Kalıp çatlamadı; esnedi. 3 fit boyunca kalıcı bir gülümseme oluştu.
İşte bu yüzden sadece “malzeme çarpanı” yeterli değildir. Kalıp geometrisi denkleme hakimdir.
Tam uzunluğa geçmeden önce, seçtiğiniz gerçek kalıpta 6 inçlik bir test bükümü yapın ve açıya yaklaşırken yük eğrisini izleyin. Eğer eğim derinliğe yaklaştıkça keskin bir şekilde dikleşiyorsa, sandığınızdan daha çok tabana yaklaşıyorsunuz demektir.
Şimdi yukarıdaki en kötü olası senaryoyu ele alalım:
≈ 3 fit boyunca 1,5 inç V kalıpta 44 ton/fit = toplam 132 ton
İşe takımlarla başlayın.
Eğer 2,0 inçlik kalıp 35 ton/fit değerindeyse, daha dar olan 1,5 inçlik kalıp daha yüksek bir değere sahip olmayacaktır. Örnek olması açısından 30 ton/fit değerini varsayalım.
Gereken değerimiz:
44 ton/fit Kalıp değeri:
30 ton/fit
Bu 'lik bir aşırı yükleme demektir.
Makinenin 150 ton basabilmesinin bir önemi yok. Kalıp basamaz.
Bu yüzden 2,0 inçlik V kalıba geri dönüyoruz.
2,0 inçlik V kalıp ile en kötü olası senaryoyu tekrar çalıştıralım:
33 ton/fit (daha güçlü malzeme durumu) Kalıp değeri: 35 ton/fit
Pay:
[35 − 33 = 2 ton/fit]
Bu çok ince bir pay. 3 fit boyunca küçük sapmalar birikir.
Şimdi makine konumunu kontrol edin. Seçilen yatak konumunda izin verilebilir yükün 140 ton olduğunu varsayalım.
Gerekli toplam: 99 ton (sağlam malzeme, 2.0 inç V kalıp)
Makine payı:
[140 − 99 = 41 ton] Yaklaşık
Bu kabul edilebilir.
Fit başına takım payı:
[35 − 33 = 2 ton/ft] ≈ %6 pay.
Benim zevkime göre çok dar.
Yöntem kararının zorunlu hale geldiği nokta burasıdır.
Eğer 2.0 inç V kalıpta hava bükümü bizi 35 ton/ft altında tutuyorsa, orada kalırız. Tabana oturtma (bottoming) kuvveti bunun çok üzerine çıkarırdı. Madeni para basar gibi bükme (coining) ise pervasızca olurdu.
Daha az geri esneme istediğimiz için tabana oturtmayı seçmiyoruz. Takım değerleri gerektirdiği için hava bükümünü seçiyoruz.
Bir keresinde, sırf “presin kapasitesi var” diye sadece hava bükümü için derecelendirilmiş bir kalıpta 1/4 inç plakayı tabana oturtan bir ekip görmüştüm. Vardiya ortasına gelindiğinde, zımba burnu boydan boya mikro çatlaklar oluşturmuştu. Açılar 1,5 derece kaymıştı. Takım, eğik ışıkta bakana kadar iyi görünüyordu. O iş, yeni bir zımbanın masrafına mal oldu.
Böylece güvenli kurulumumuz şu şekilde oluyor:
Ne yaptığımıza dikkat edin.
Hesap makinesi bize bir başlangıç sayısı verdi. Kalıp derecesi yöntemi belirledi. Makine eğrisi konumu belirledi. Malzeme belirsizliği bir çarpanı zorunlu kıldı. Test bükümü yığını doğruladı.
Bu statik bir tonaj cevabı değildir.
Bu, kontrol altındaki bir sistemdir.
| Bölüm | Temel Noktalar | Hesaplamalar / Değerler | Sonuç / Risk |
|---|---|---|---|
| Eksik haddehane spesifikasyonları ile temel oluşturma | Haddehane sertifikası eksik olduğunda muhafazakar malzeme mukavemetini varsayın. Bükme kuvveti, çekme mukavemeti ile neredeyse doğrusal, kalınlık ile ise doğrusal olmayan bir şekilde ölçeklenir. | Kalınlık = 0,250 inç V ≈ 8 × kalınlık = 2,0 inç Kalınlık² = 0,250² = 0,0625 0,0625 ÷ 2,0 = 0,03125 | Temel ≈ 20–25 ton/ft (24 ton/ft varsayın) |
| Toplam temel tonajı | 3 ft bükme uzunluğu | 24 ton/ft × 3 ft = 72 ton | 150 tonluk makinede rahat |
| Kalınlık varyasyonu riski | Gerçek kalınlık 0,265 inç olarak ölçüldü | 0,265² = 0,0702 0,0702 ÷ 0,0625 ≈ 1,12 | Sadece kalınlıktan artış; toplam kuvvet artışı neredeyse → takım arızası riski |
| Pratik kontrol | Her zaman aynı dökümden hurda ile test edin | Azaltılmış uzunlukta kısa test bükümü | Tam yüklemeden önce varsayımları doğrular |
| Büküm uzunluğu ölçeklendirmesi | 36 inç büküm uzunluğu | 36 ÷ 12 = 3 ft 24 × 3 = 72 ton | Temel toplam kuvvet |
| Malzeme çarpanı (50 ksi'ye karşı 36 ksi) | Daha güçlü malzeme için ayarlama | 50 ÷ 36 ≈ 1.39 24 × 1.39 ≈ 33 ton/ft 33 × 3 ≈ 99 ton | Kuvvet ~99 tona yükselir |
| Kalıp açıklığı değişimi (2.0 inç → 1.5 inç V) | Tonaj, V ile ters orantılı olarak ölçeklenir | 2.0 ÷ 1.5 ≈ 1.33 33 × 1.33 ≈ 44 ton/ft 44 × 3 ≈ 132 ton | Toplam kuvvet ~132 tona çıkar |
| Geometri etkisi | Kalıp geometrisi tonajı güçlü bir şekilde etkiler | Kalınlık değişimi yok; sadece V azaltıldı | Takım deformasyonu riski |
| Pratik kontrol | Seçilen kalıpta 6 inçlik test bükümü gerçekleştirin | Açı yakınındaki yük eğrisini gözlemleyin | Tabana vurma riskini erken tespit edin |
| En kötü güvenilir durum | 1,5 inç V, 3 fit üzerinde 44 ton/fit | 44 × 3 = 132 ton | Yüksek yük senaryosu |
| Takım derecelendirme kontrolü (1,5 inç V) | Kalıp derecelendirmesini 30 ton/fit olarak varsayalım | Gerekli 44 ton/fit ile 30 ton/fit derecelendirme karşılaştırması | aşırı yük → kabul edilemez |
| 2,0 inç V'ye geri dönün | Güçlü malzeme durumu | 33 ton/fit gerekli Kalıp derecelendirmesi = 35 ton/fit 35 − 33 = 2 ton/fit pay | ~%6 takım payı (sıkı) |
| Makine kapasite kontrolü | Konumdaki makine izin verilen değeri = 140 ton | 140 − 99 = 41 ton (~ pay) | Kabul edilebilir makine payı |
| Yöntem kararı | Kuvvet artışı nedeniyle tabana oturtma/darphane (coining) işleminden kaçının | 2,0 inç V'de hava bükme ile devam edin | Takım sınırlarını koruyun |
| Nihai kontrollü kurulum | Doğrulanmış konfigürasyon | Hava bükümü 2.0, V Kısa uzunluk testi <35 ton/ft ~–30 makine marjı | Doğrulama ve marjlar yoluyla kontrol altındaki sistem |
Artık doğru soruyu soruyorsunuz: Eğer varyasyon kaçınılmazsa, buna dayanacak marjları nasıl oluşturursunuz?
Güzel. Çünkü çoğu atölyenin düşünmeyi bıraktığı nokta burasıdır. Bir sayı alırlar, kontrolde yeşil ışıkları görürler ve parça basmaya başlarlar. 90 tonluk bir işin, ikinci vardiyadaki bir çocuk kurulum sayfasına 0.250 yerine 0 girdiği ve kimse yeni paletteki kalınlığı yeniden doğrulamadığı için 110 tonluk bir gerçeğe dönüştüğünü izledim. Kalıp patlamadı. Sadece iki gün sonra omuz kısımlarından çatlamaya başladı.
Marjlar “eklediğiniz” bir şey değildir. Onlar, kanıtladığınız şeylerdir.
Ve bu kanıt zihinsel bir değişimle başlar.
Çevrimiçi bir hesap makinesi, seçmediğiniz bir varsayım yığınına dayalı bir tonaj verir.
Çoğu malzeme sabitini gizler. Bazıları 575 kullanır. Bazıları 650 kullanır. Bu, gerçek çelikten bahsetmeden önce bile 'lük bir değişim demektir. Temel değeriniz 24 ton/ft ise, şudur:
[24 × 0,13 ≈ 3,1 ton/ft]
3 ft üzerinde:
[3,1 × 3 ≈ 9 ton]
Dokuz ton, “rahat” olmak ile “o kalıp neden ötüyor?” arasındaki farktır.”
Ancak o işte, baskıda “A36” yazıyordu. Sac yüksek mukavemetli geldi. Aynı kalınlık. Aynı V. Farklı gerçeklik. Formül yalan söylemedi; sadece varsayımda bulundu.
İşte ileriye taşımanızı istediğim bakış açısı: hesap makinesinin işi kesinlik sağlamak değil, hassasiyeti ortaya çıkarmaktır. Kalınlığı %5 değiştirin. Karesel terim nedeniyle tonajın fırlayışını izleyin. V'yi 8× kalınlıktan 6× kalınlığa değiştirin. Ters orantı nedeniyle yükselişini izleyin. Tek bir cevap aramıyorsunuz. Kurulumunuzun küçük hatalara karşı ne kadar kırılgan olduğunu haritalandırıyorsunuz.
Eğer 0,015 inçlik bir kalınlık değişimi veya 0,5 inçlik bir kalıp değişimi sizi takım derecesinin yakınına itiyorsa, bir kurulumunuz yok; bir kumarınız var demektir.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Peki, presin arkasında çelik yığılmaya başlamadan önce tam olarak neyi doğrularsınız?
Kâr marjını, bir makine tabanını inşa ettiğiniz gibi inşa edersiniz; yani temelden yukarıya doğru.
1. Gerçek kalınlığı ölçün. Etiketi değil. Satın alma siparişini değil. Mikrometre ile ölçün.
Nominal değer 0,250 ise ve siz 0,265 ölçüyorsanız:
Temel kuvvet oranı = [0,265² ÷ 0,250²] = [0,0702 ÷ 0,0625 ≈ 1,12]
0,015 inçten kaynaklanan yüzde on iki daha fazla kuvvet. Bu, karesel ilişkinin sessizce verdiği zarardır. Kalınlık, tüm denklemdeki en yüksek kaldıraç etkisine sahip değişkendir. Ona hak ettiği değeri verin.
2. Kalıp açıklığını amaçlanan değerle karşılaştırarak doğrulayın. Genel kural, V ≈ 8 × kalınlık olduğunu söyler. Bu bir başlangıç geometrisidir, yasa değil.
Eğer V değerini 2,0 inçten 1,5 inçe düşürürseniz:
Kuvvet oranı = [2,0 ÷ 1,5 ≈ 1,33]
Yüzde otuz üç artış. Malzeme değişimi yok. Uzunluk değişimi yok. Sadece geometri. Bir keresinde bir ustabaşının, yeniden hesaplama yapmadan 5/16 plaka üzerinde “yarıçapı keskinleştirdiğine” şahit oldum. Öğle yemeğine kadar zımba burnunda tırnağınızla hissedebileceğiniz kılcal çatlaklar oluşmuştu.
Eğer kalıp kapasiteniz 35 ton/ft ise ve en kötü ihtimal hesaplamanız 33 ton/ft diyorsa, aşınma ve parti değişkenliği devreye girdiğinde o 2 tonluk marj bir hayalden ibarettir.
3. Önce ayak başına takım kapasitesini, ikinci olarak makine kapasitesini çapraz kontrol edin. Gerekli yük 30 ton/ft ise ve kalıp 28 ton/ft kapasiteye sahipse, durursunuz. Presin 200 ton olması umurumda değil. Takımlar yerel olarak bozulur. Makineler ise genel olarak bozulur.
Ardından, gerçek büküm uzunluğunda ve konumunda makine kapasitesini kontrol edin. 100 tonluk bir abkant pres, tabla boyunca her yerde 100 ton değildir. Toplam gereksiniminizin, o açıklıktaki nominal kapasitenin en az –30 altında olduğunu doğrulayın.
Gerekli toplam: 80 ton Konumdaki makine kapasitesi: 110 ton Marj: [(110 − 80) ÷ 80 ≈ 0,375 = ,5]
Şimdi rahat bir nefes alabilirsiniz.
4. Azaltılmış uzunlukta bir test bükümü yapın ve yük eğrisini izleyin. Sadece açıyı değil. Yük eğrisini. Eğer tonaj hava bükümünde düzgün bir şekilde yükselip dengeleniyorsa, sorun yok. Eğer alt noktaya yakın bir yerde aniden yükseliyorsa, isteseniz de istemeseniz de tabana vurmaya (bottoming) doğru kayıyorsunuz demektir.
Herhangi bir sayıya güvenmeden önce, aynı döküm partisinden bir hurda şerit alın ve kısa bir test bükümü yapın (kısaltılmış uzunlukta).
Belirsizliği, parmaklarınızı çapraz yapıp şans dilemek yerine sınırlandırılmış bir riske dönüştürmenin yolu budur.
Peki ya gelecek ay aynı parça geri geldiğinde ve kimse neden o 2.0 V değerini seçtiğinizi hatırlamadığında ne olacak?
İşte profesyonellerin sadece düğmeye basanlardan ayrıldığı nokta burasıdır.
Hesap makinesindeki sayıyı belgelemezsiniz. Kararı yönlendiren kısıtlamaları belgelersiniz.
Şunları not edin:
Bu sayfa, gelecekteki marj haritanız olur.
Yıllar önce “kolay olması gereken” bir braket işini tekrar yapmıştık. Hiç not yoktu. Yeni operatör geri yaylanmayı azaltmak için daha dar bir V seçti. Kimse orijinal kalıbın sadece marjı olduğunu hatırlamadı. Vardiya sonunda alt kalıbın orta kısmında kalıcı bir çöküntü oluşmuştu. Aynı parça numarası. Farklı sonuç. Belgelemenin nöbet tutması gereken yerde hafıza başarısız oldu.
Karar mantığını belgelediğinizde, bir sonraki kurulum iyimserlikle değil, sınırlarla başlar.
Ve işte yanınıza almanızı istediğim tek bir şey var — bariz olmayan kısım.
Tonaj marjı, sona eklediğiniz bir yüzde değildir. Kalınlık, mukavemet, V açıklığı, uzunluk gibi her hassas değişkeni sistemdeki en zayıf bileşene karşı stres testine tabi tuttuktan sonra kalan kapasitedir.
Tam tonajı tahmin etmeye çalışmıyorsunuz.
Gerçek dünya her girdiyi aynı anda yanlış yöne doğru ittiğinde bile, sistemdeki hiçbir şeyin kırılma noktasına yakın olmadığını kanıtlamaya çalışıyorsunuz.
Hesap makinesi kullanıcısı ile kendine güvenen bir doğrulayıcı arasındaki fark budur.
Geriye kalan tek soru şu: Varyasyon sizin lehinize değil de aleyhinize işlediğinde, kurulumunuz bunu absorbe mi edecek, yoksa aşırı sıkıştırılmış bir yay gibi odadaki en pahalı çelik parçasına mı boşaltacak?


















