

Un chico del segundo turno introdujo acero dulce de 0,250″ en el reluciente calculador “de un clic” de la empresa. Salió con 82 toneladas. La máquina estaba clasificada para 100. Luz verde.
A mitad de la primera curva, el piso del taller saltó como si alguien hubiera dejado caer un yunque. La matriz de 4 vías se partió en el hombro. No astillada. Partida. Barrimos cinco mil dólares en carburo y dos semanas de tiempo de entrega.
El calculador no mintió. Respondió a una pregunta más estrecha que la que mantiene vivas tus herramientas.
Esto es lo que realmente hizo ese calculador.
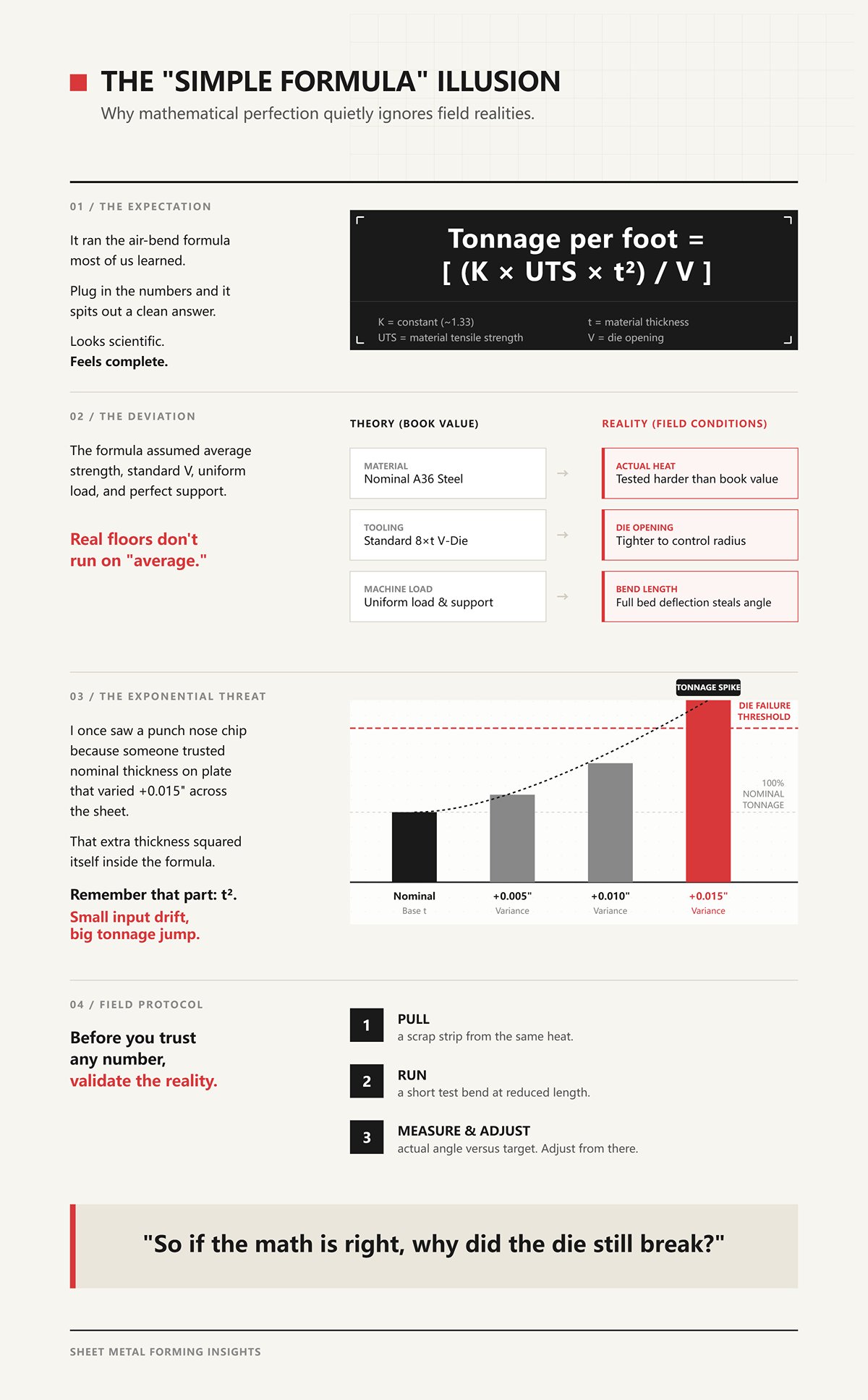
Ejecutó la fórmula de doblado al aire que la mayoría de nosotros aprendimos: Tonelaje por pie = [ (K × UTS × t²) / V ]
Donde:
[K] = constante (aproximadamente 1,33 para doblado al aire)
[UTS] = resistencia a la tracción del material
[t] = espesor del material
[V] = apertura de la matriz
Introduce los números y te da una respuesta limpia. Parece científico. Se siente completo.
Pero en ese trabajo, el plano decía “A36”. El lote que recibimos se probó más duro que el valor de referencia. La apertura de la matriz no era el nominal de 8× el espesor — era más estrecha para controlar el radio. Y la longitud de la curva corría casi a lo largo de toda la cama, donde la deflexión empieza a robar ángulo a menos que tengas el coronado dinámico ajustado.
La fórmula asumía resistencia promedio, V estándar, carga uniforme, soporte perfecto.
Los talleres reales no funcionan con “promedio”.”
Una vez vi que la punta de un punzón se astilló porque alguien confió en el espesor nominal de una placa que variaba +0,015″ a lo largo de la hoja. Ese espesor extra se elevó al cuadrado dentro de la fórmula. Recuerda esa parte: t². Pequeña desviación de entrada, gran salto de tonelaje.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y haz una prueba de doblado corta a longitud reducida. Mide el ángulo real frente al objetivo. Ajusta a partir de ahí.
Entonces, si las matemáticas son correctas, ¿por qué se rompió la matriz?
Una calculadora estima la fuerza de conformado. Una configuración segura respeta los límites de la máquina y de las herramientas.
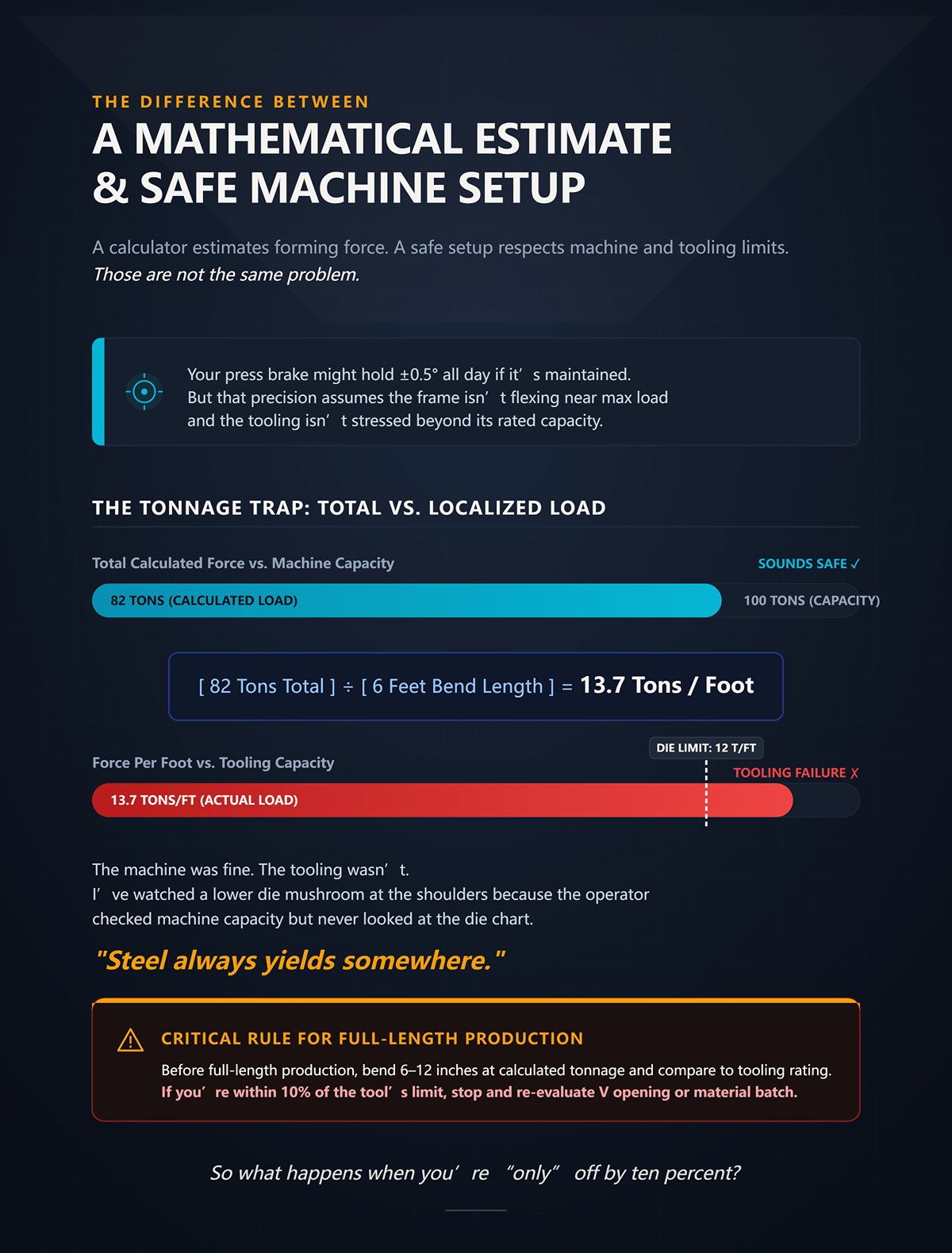
No son el mismo problema.
Tu prensa plegadora podría mantener ±0,5° todo el día si está bien mantenida. Tal vez más precisa con retroalimentación láser y coronado funcionando bien. Pero esa precisión supone que el bastidor no se esté flexionando cerca de la carga máxima y que las herramientas no estén sometidas a esfuerzos más allá de su capacidad nominal.
La calculadora nos dio un total de 82 toneladas. Suena seguro en una máquina de 100 toneladas.
Pero desglósalo: [Tonnelaje total] ÷ [Longitud de doblado en pies] = [Toneladas por pie]
Si trabajamos 6 pies: [82 toneladas] ÷ [6 pies] ≈ [13,7 toneladas/pie]
Esa matriz estaba clasificada para 12 toneladas por pie.
La máquina estaba bien. La herramienta no.
He visto una matriz inferior deformarse en los hombros porque el operador comprobó la capacidad de la máquina pero nunca miró la tabla de la matriz. La prensa sobrevivió. La matriz no. El acero siempre cede en algún punto.
Antes de la producción a longitud completa, dobla de 6 a 12 pulgadas con el tonelaje calculado y compara la fuerza requerida con la clasificación de la herramienta por pie. Si estás dentro de 10% del límite de la herramienta, detente y reevalúa la apertura en V o el lote de material.
Entonces, ¿qué pasa cuando estás “solo” un diez por ciento fuera?
Digamos que el requisito real era de 90 toneladas. La calculadora dijo 82. Eso es aproximadamente un error de 10%.

Si estás por debajo en 10%, obtienes un ángulo inconsistente. El retroceso varía. Las piezas se desvían. Molesto. El contenedor de chatarra se llena lentamente.
Si estás por encima en 10% cerca del límite de la herramienta, esa carga extra no se distribuye educadamente. Se concentra en la punta del punzón y en los hombros de la matriz — como comprimir demasiado un resorte entre ellos. El acero almacena esa energía. Luego la libera en grietas.
Modos de fallo diferentes. Facturas muy diferentes.
Una vez vi un punzón segmentado fracturarse completamente porque el operador aumentó el tonelaje para “estar seguro” después de ver un ligero subdoblado. Corrigió el ángulo. También introdujo un pico de tensión justo en la unión de la sección. Un fuerte estallido. Retraso de tres semanas.
Aquí está el cambio que necesito que hagas: la calculadora responde “¿Qué fuerza dobla este espesor en esta matriz bajo supuestos ideales?” Tú debes responder “¿Puede mi máquina exacta, mi herramienta exacta y este material exacto soportar esa fuerza a lo largo de esta longitud exacta?”
Antes de cualquier producción cercana a la capacidad, realice una breve prueba de chatarra a 80% de la tonelada calculada, aumente gradualmente mientras observa el ángulo y la curva de carga de la máquina, y verifique contra la calificación de toneladas por pie de la herramienta.
La calculadora no es peligrosa porque esté equivocada.
Es peligrosa porque dejaste de pensar después de que habló.
Quieres un proceso sistemático, no otra charla sobre “ten cuidado”.”
Bien. Entonces empezamos desmontando la fórmula hasta que puedas ver dónde te engaña.
En un trabajo hace unos años, estábamos doblando placa de 3/16″, nada exótico, pestaña larga y recta. La calculadora dijo 58 toneladas en total. La máquina podía hacer 90. El operador se sintió seguro. A mitad de la producción, el ángulo se desvió, así que redujo la abertura de la V de 1.5″ a 1.25″ para controlar el radio sin recalcular la fuerza. Ese pequeño cambio silencioso aumentó la tonelada lo suficiente como para astillar la punta del punzón. Sin drama. Solo una fractura capilar que se convirtió en una grieta dos días después.
Mismo espesor. Mismo material. Diferente abertura de matriz.
Ahí es donde la fórmula base demuestra su utilidad — y donde castiga las entradas perezosas.
La ecuación estándar de doblado al aire que la mayoría de la industria utiliza se ve así:
Tonelaje = (K × Resistencia a la tracción × Espesor² × Longitud de doblado) ÷ Abertura de matriz
Escríbelo de forma completa. No confíes en la caja en una pantalla. Cuando ves las variables, ves las trampas.
Vamos a trabajarla como un mecánico, no como un mago.
Tomemos un caso real:
Ahora paso a paso:
Convierte a toneladas: [9,975 ÷ 2,000] ≈ 5 toneladas/pie
En 4 pies: ≈ 20 toneladas en total.
Limpio. Predecible. Parece inofensivo.
Ahora cambia una entrada.
Reduce el V de 2.0 in a 1.25 in porque quieres un radio interior más pequeño. Todo lo demás permanece igual.
Solo el denominador se mueve:
[19,950 ÷ 1.25] = 15,960 lb por pie ≈ 8 toneladas/pie Total ≈ 32 toneladas
No cambiaste el espesor. No cambiaste el material. Cambiaste la geometría — y la fuerza aumentó aproximadamente un 60 %.
Una vez vi una matriz de cuatro vías partirse limpiamente en el hombro porque alguien redujo a la mitad el V para “controlar el retroceso” y olvidó que el V está en el denominador. Si reduces el denominador, toda la fracción crece. Esa matriz no falló porque el acero fuera misterioso. Falló porque alguien trató la geometría como una elección cosmética en lugar de un multiplicador de fuerza.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Ahora vuelve a mirar esa ecuación. ¿Qué variable es más probable que cambie sin que lo notes?
Pero en ese trabajo, el plano decía “A36”.”
Esa etiqueta engaña a más talleres que las matemáticas incorrectas jamás lo hicieron.
La mayoría de las tablas y calculadoras asumen “acero dulce” con una resistencia a la tracción de alrededor de 60,000 psi. Algunos lotes de A36 se acercan. Algunos no. He visto certificados de prueba por encima de 70,000 psi. Eso no es exótico. Esa es la realidad de la cadena de suministro.
Vuelve al mismo ejemplo y cambia solo la resistencia última a la tracción (UTS):
En lugar de 60,000 psi, usa 72,000 psi.
Ejecuta los mismos pasos:
≈ 6 toneladas/ft Total ≈ 24 toneladas
Acabas de añadir 4 toneladas al trabajo cambiando nada más que la resistencia real del lote.
Y eso es antes de hablar del acero inoxidable, donde tanto la resistencia a la tracción como el retroceso aumentan. La fuerza sube, el sobre-doblado requerido sube, y tu “base de acero dulce” se convierte en una ficción educada.
Una vez vi una punzonadora segmentada fracturarse justo en una unión de sección porque el operador aumentó el tonelaje para compensar el retroceso en un lote más duro de lo esperado. Corrigió el ángulo. También almacenó más energía elástica en ese resorte cargado entre el punzón y la matriz. El acero no olvida. Libera esa energía en la sección transversal más débil.
La fórmula no está mal. Está ciega. Asume que le diste la verdad.
Antes de comprometerte a una producción de longitud completa, verifica la resistencia a la tracción en el certificado del material y realiza un doblado corto de descarte a longitud reducida para confirmar el retroceso real frente a tu suposición.
Entonces, si la resistencia puede variar y la geometría puede multiplicar la fuerza, ¿qué pasa cuando mezclamos unidades en silencio?
Aquí hay una que no hace ruido hasta que algo se rompe.
Un chico en el segundo turno introdujo 0.250 en una calculadora configurada en modo métrico. El campo de espesor decía “mm.” Él quiso decir pulgadas. La máquina interpretó 0.250 mm — alrededor de diez milésimas de pulgada. El resultado fue ridículamente bajo. No lo detectó porque el tonelaje total aún parecía “razonable.”
La constante K en esa fórmula no es universal. Cambia con los sistemas de unidades porque las matemáticas combinan resistencia del material, geometría y factores de conversión. En el doblado al aire imperial, a menudo verás K alrededor de 1.33. En formulaciones métricas, la constante podría parecer 1.42 — pero eso asume MPa, milímetros y metros en combinaciones específicas.
Mezclar pulgadas con MPa o milímetros con psi y no obtienes un pequeño error.
Obtienes basura con confianza.
Haz una comparación simple:
Si el espesor es de 6 mm (≈0.236 in) pero alguien ingresa “6” pensando en pulgadas, el término al cuadrado se convierte en:
Correcto: [0.236²] ≈ 0.0557
Incorrecto (suponiendo 6 in): [6²] = 36
Eso no es un error de redondeo. Eso es un aumento de fuerza por un factor de aproximadamente 646 antes de que el resto de la ecuación siquiera reaccione.
He visto matrices inferiores deformarse porque alguien copió un valor de una tabla métrica en una hoja de cálculo imperial sin ajustar la constante. La máquina no se quejó. El utillaje sí.
Las unidades no son contabilidad. Son estructura.
Antes de iniciar la producción, confirma el sistema de unidades, confirma la constante y realiza una breve prueba de doblado en chatarra a longitud reducida mientras observas la carga real de la máquina frente a las toneladas por pie previstas.
Ahora has visto cómo el espesor se eleva al cuadrado, cómo la apertura de la matriz divide la fuerza, cómo la resistencia a la tracción la escala y cómo las constantes cambian con las unidades.
La fórmula funciona — si cada entrada refleja la realidad física.
Entonces, ¿qué sucede cuando la calidad del material y la geometría de la matriz interactúan de maneras que la ecuación base no amplifica lo suficiente?
Un taller con el que trabajé procesó acero dulce de 3/8 toda la semana en una V de 3.0 in. El calculador decía 55 toneladas en 6 pies. La máquina era de 90 toneladas. Cómodo. El viernes por la tarde cambian a acero inoxidable de 3/8 y, para “mantener el radio ajustado”, bajan a una V de 2.0 in sin tocar el programa. Misma longitud de doblado. Mismo espesor. Misma confianza del operador.
El ariete llegó al fondo y el medidor de carga subió como un tacómetro con el acelerador atascado.
Vamos a repasarlo limpio para que veas dónde la base empieza a mentir por omisión.
El tonelaje de doblado al aire, simplificado, se basa en este esqueleto:
Fuerza ∝ [UTS × t² × L] ÷ V
Donde UTS = resistencia a la tracción t = espesor L = longitud de doblado V = apertura de la matriz
Ahora cambia dos cosas a la vez — como hace la producción real.
Toma placa de 3/8 in: [t = 0.375] [t²] = 0.1406
Acero dulce a 60,000 psi, doblez de 6 ft, V = 3.0 in:
[60,000 × 0.1406] = 8,436 Multiplica por el factor de longitud (6 ft): [8,436 × 6] = 50,616 Divide por V: [50,616 ÷ 3.0] ≈ 16,872 lb por ft equivalente. Llámalo aproximadamente 51 toneladas totales después de ajustar constantes y unidades.
Ahora cambia a acero inoxidable a 85,000 psi y reduce V a 2.0 in:
No “añadiste un poco”. Casi duplicaste el efecto del denominador mientras aumentabas el numerador. La máquina que trabajaba relajada a 50 toneladas ahora está coqueteando con más de 80 antes de la corrección por recuperación elástica.
Ahí es donde la calculadora universal te engaña. Muestra una salida limpia — pero en el mundo real, la calidad del material y la geometría de la matriz no se mueven de forma independiente. Se acumulan.
Y cuando se acumulan, la herramienta siente cada libra.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Entonces, ¿dónde encaja esa cómoda regla de 8× el espesor en este lío?
Una vez vi un trabajo con placa de 1/2 in cotizado según la regla de 8× sin que nadie verificara la tonelada por pie. El estimador eligió una V de 4 in porque “8× media pulgada”. En papel, ordenado. En el taller, la prensa plegadora alcanzó el alivio a mitad de carrera y se detuvo. Nos faltaban 25 toneladas — y el hombro del punzón pagó por el optimismo.
La regla de 8× dice: V ≈ 8 × t
Es un atajo geométrico. No una garantía de fuerza.
¿Por qué funciona tan a menudo? Porque para el acero dulce común — digamos de calibre 11 hasta 1/4 in — una V de 8× normalmente mantiene el radio interior alrededor de 1× el espesor y la tonelada dentro de las suposiciones estándar de las tablas (típicamente ventanas de 5× a 19× el espesor).
Pero el espesor no escala de forma educada.
Recuerda: la fuerza crece con [t²].
Doble espesor: Si t se convierte en 2t, entonces [t²] se convierte en 4t². La fuerza se cuadruplica aproximadamente.
Así que a 1/4 pulg.: manejable. A 1/2 pulg.: cuatro veces la carga. A 3/4 pulg.: nueve veces la carga de 1/4 pulg.
La regla de 8× escala V linealmente. La fuerza escala con el cuadrado del espesor.
Ese desajuste es donde se rompe.
Y los gráficos de los principales fabricantes lo admiten discretamente: la mayoría de las calculadoras de tonelaje solo afirman validez dentro de rangos específicos de espesor y relaciones V. Si sales de ese margen con placa más gruesa o radios inusualmente cerrados, ya no estás doblando dentro de las suposiciones. Estás adivinando.
Antes de aprobar trabajos de placa usando el atajo de 8×, corta un cupón de chatarra de 12 pulg y haz una prueba de doblado en el V elegido mientras observas la carga real.
Si 8× no es sagrado, ¿cómo ajustas cuando el propio material cambia bajo tus manos?
“Pero en ese trabajo, el plano decía A36.”
Esa frase ha destruido más herramientas que las matemáticas incorrectas.
La fórmula base asume una resistencia a la tracción. Cámbiala, y la fuerza escala casi directamente con ella.
Si el acero dulce base = 60,000 psi, entonces un multiplicador simple de primera pasada se ve así:
Acero inoxidable (≈ 85,000 psi): [85,000 ÷ 60,000] ≈ 1.42 → Espera aproximadamente un 42 % más de tonelaje que el acero dulce.
Aluminio 5052-H32 (≈ 33,000 psi de tracción): [33,000 ÷ 60,000] ≈ 0.55 → Aproximadamente la mitad del tonelaje.
Aleación de baja aleación de alta resistencia a 100,000 psi: [100,000 ÷ 60,000] ≈ 1.67 → Dos tercios más de fuerza.
Esa es la matemática limpia.
La realidad añade fricción.
El acero inoxidable se endurece con el trabajo. El retroceso aumenta. Los operadores sobre-doblan para compensar, lo que incrementa la penetración, lo que aumenta la presión de contacto real más allá de lo que predice una simple suposición de doblado al aire. Crees que estás aplicando un multiplicador de 1.4×. En la práctica, podrías estar cargando la herramienta más cerca de 1.5× o 1.6× una vez que entra la corrección de ángulo.
Vi cómo un punzón segmentado se astilló en una unión de sección porque el operador seguía aumentando el tonelaje para perseguir el ángulo en 304. La calculadora decía 70 toneladas. El registro de la máquina mostraba picos cercanos a 85 durante los golpes de corrección. Al punzón no le importaba lo que decía la hoja de cálculo.
Y aquí está la trampa: esos multiplicadores asumen que todavía estás doblando al aire dentro de relaciones V normales. V estrecho, aleación de alta resistencia y penetración profunda te empujan hacia un comportamiento de fondo, lo quieras o no. Ese es un régimen de fuerza completamente diferente.
Así que trata los multiplicadores como factores de calibración, no como permisos.
Antes de ejecutar una nueva aleación a toda longitud, dobla un cupón corto, registra la carga real desde la lectura de la máquina y compárala con las toneladas por pie previstas antes de comprometer el utillaje.
Si aumentar la resistencia multiplica la fuerza, ¿quizás podamos engañar al sistema simplemente abriendo la matriz?
Un supervisor me dijo una vez: “Abre la V. Eso reducirá el tonelaje.” Tenía razón — y aún así estaba equivocado.
Volvamos a la ecuación:
Fuerza ∝ 1 ÷ V
Aumenta V de 2,0 in a 3,0 in y, todo lo demás igual:
Término de fuerza antiguo: [÷ 2,0] Término de fuerza nuevo: [÷ 3,0]
Eso es una reducción del 33 % en la parte geométrica de la carga.
En el papel, alivio.
Pero el radio interior en el doblado al aire flota aproximadamente en 0,16 × V para acero dulce.
Así que:
V = 2,0 → RI ≈ 0,32 in V = 3,0 → RI ≈ 0,48 in
Eso es un aumento del 50 % en el radio interior.
Si el plano exige una esquina cerrada, acabas de cambiar la seguridad de la máquina por una no conformidad dimensional. Ahora alguien intentará “engañar” el ángulo penetrando más en la matriz para reducir el radio. Una penetración más profunda aumenta la fuerza de contacto. La reducción teórica de tonelaje empieza a evaporarse.
Y las aperturas de V más grandes concentran la carga de forma diferente en los hombros de la matriz. En material delgado, una V demasiado ancha puede causar un exceso de redondeo y pérdida de control. En placa gruesa, una V demasiado estrecha concentra la presión en los bordes de la matriz y arriesga el agrietamiento.
He visto una matriz inferior romperse no porque el tonelaje se calculó mal, sino porque alguien abrió la V en un trabajo de alta resistencia para mantenerse por debajo de la capacidad de la máquina — luego sobrepenetró para alcanzar el radio, desplazando la trayectoria de carga hacia las esquinas de la matriz. La geometría salvó la lectura del medidor. Mató la herramienta.
Así que sí, aumentar V reduce el tonelaje calculado.
Pero también cambia el radio, el comportamiento de recuperación elástica, la precisión del doblado y cómo se distribuye la fuerza en el acero del utillaje.
Antes de asumir que una matriz más grande “salva” algo, realiza un doblado de prueba con material de descarte en la V propuesta, mide el radio interior, confirma el ángulo sin penetración excesiva y compara la carga real de la máquina con las toneladas por pie previstas.
Ahora has visto cómo el grado multiplica el numerador y la geometría divide el denominador — y cómo, en combinación, pueden empujar tu fuerza real muy lejos de lo que un calculador universal asume silenciosamente.
¿Qué pasa cuando el propio método de doblado cambia todo el modelo de fuerza?
Un chico en el segundo turno introdujo 0.250 A36 en el calculador, 2.0 en V, 10 pies de longitud. La pantalla decía 62 toneladas. La máquina era una hidráulica de 100 toneladas. Suficiente margen.
Las dos primeras piezas se doblaron al aire sin problema. Luego el supervisor dijo: “Necesitamos un control de ángulo más preciso. Aséntalo.”
Mismo material. Mismo dado. Misma máquina. Solo cambió el método.
En el tercer golpe, el medidor de carga no subió suavemente. Se disparó. Ochenta. Noventa. El ariete dudó como si hubiera golpeado un bordillo. Escuchamos el dado inferior estallar en el hombro. No fue una explosión dramática. Solo una grieta que nos costó un dado de cuatro vías y una semana de explicaciones.
Esa es tu respuesta a la pregunta candente: cuando cambias de doblado al aire a asentado o acuñado, no estás ajustando la misma ecuación. Estás cambiando lo que el acero está haciendo entre el punzón y el dado.
El doblado al aire es conformado elástico‑plástico. El punzón nunca obliga al material a entrar completamente en la cavidad del dado. La lámina flota sobre los hombros, y el ángulo se controla por la profundidad de penetración. La fórmula clásica:
Fuerza ≈ [K × Resistencia a la tracción × t² × Longitud] ÷ V
Ese “÷ V” es tu válvula de alivio. Abre el dado, la fuerza baja.
El asentado mata esa válvula de alivio.
Ahora el punzón impulsa el material hasta el contacto total con el dado. La lámina se ve obligada a conformarse al ángulo del dado. El área de contacto aumenta. La fricción sube. Ya no estás solo doblando sobre dos hombros — estás comprimiendo material contra caras anguladas.
Los fabricantes publican “factores de método” — asentado aproximadamente 5× la tonelada al aire, acuñado hasta 10×. Eso suena como un multiplicador que añades al final.
No lo es.
Porque la física cambió de un esfuerzo dominado por el doblado a un esfuerzo dominado por la compresión. En el acuñado, la punta del punzón penetra más allá del eje neutro y adelgaza el material en la línea de doblado. Estás cediendo toda la sección transversal localmente. Eso significa que tu sensibilidad [t²] ahora está acompañada por un esfuerzo compresivo a través del espesor que se acerca al límite elástico en compresión, no solo tensión en la fibra exterior.
Estado de esfuerzo diferente. Modo de falla diferente. Riesgo diferente.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Vamos a ejecutar los números como lo hace un calculador — luego como lo hace el acero.
Caso de doblado al aire, hipotético pero realista:
Simplificar el término geométrico:
Fuerza_aire ∝ [60,000 × (0,25)² × 120] ÷ 2,0 [t²] = 0,0625 Término del numerador ≈ 60,000 × 0,0625 × 120 = 60,000 × 7,5 = 450,000 (unidades proporcionales) Dividir entre 2,0 → 225,000
Llamemos a eso “1×”.”
Ahora aplicar un factor de acuñado de 5×. 225,000 × 5 = 1,125,000.
Parece sencillo. La misma matemática, solo escalada.
Pero esto es lo que oculta: en el doblado al aire, la fuerza alcanza su pico cerca del fondo del recorrido y luego disminuye. En el acuñado, la fuerza sigue aumentando bruscamente a medida que se desarrolla el contacto total de la superficie. La forma de la curva de carga cambia. La fuerza máxima se vuelve sensible a un pequeño sobreviaje: 0,010 in más profundo no es un pequeño ajuste; puede disparar la presión dramáticamente porque el contacto ya es total.
Vi cómo una punzonadora segmentada se deformó en la punta porque un operador buscaba medio grado en modo de acuñado. Aumentó la profundidad del ariete en incrementos de 0,004 in. Cada incremento acumuló tensión de compresión en la punta del punzón hasta que superó el límite elástico del acero para herramientas. La calculadora indicaba 90 toneladas. La celda de carga mostró después picos transitorios de más de 110.
Lo que nos lleva a otro problema silencioso: las pantallas de las máquinas mienten. Las conversiones de presión hidráulica a tonelaje suponen condiciones ideales. Las celdas de carga dicen la verdad. He visto diferencias de 8–12% entre la pantalla y la realidad. Multiplica ese error por un cambio de método de 5× y superarás la capacidad de la herramienta antes de darte cuenta.
¿Y las clasificaciones de las herramientas? Una matriz marcada con 60 toneladas por metro a 90° no es automáticamente 60 toneladas por metro a 30°. La geometría de contacto cambia la carga admisible. He visto talleres comparar toneladas largas imperiales con toneladas métricas y pensar que tenían margen. No lo tenían.
El acuñado y el estampado no son “doblado al aire más fuerza”. Son regímenes de amplificación de fuerza donde pequeños errores de configuración crean picos de carga no lineales.
Antes de comprometerte con el acuñado, dobla una probeta de 6 in a penetración total, registra el tonelaje máximo con una celda de carga si está disponible, y compáralo tanto con la máquina como con las clasificaciones de la herramienta por pie.
Cambias al acuñado porque quieres ángulos repetibles. Menos recuperación elástica. Esquinas más limpias.
La precisión se siente controlada.
Pero aquí está la línea que no ves: cuando el tonelaje requerido para acuñar supera el 70–80% de la capacidad de la máquina o de la clasificación de la matriz por pie, estás operando sin margen de absorción de impactos.
¿Por qué 70–80%?
Porque las prensas reales no son perfectamente paralelas bajo carga. La deflexión del ariete, la deflexión de la cama, la variación del espesor del material — todo crea zonas de sobrecarga local. Si tu cálculo global indica 95 toneladas en una máquina de 100 toneladas, una sección de ese troquel puede estar recibiendo el equivalente a 110.
Una vez vi un troquel de 4 vías partirse justo en el radio del hombro durante un trabajo con placa de 3/8 in. El cálculo predijo 140 toneladas en una prensa de 175 toneladas en modo de fondo. “Seguro.” Pero la placa variaba +0.015 in a lo ancho. Recuerda [t²].
Si el t nominal = 0.375 [t²] = 0.1406 Si el t real = 0.390 [t²] = 0.1521
Relación: 0.1521 ÷ 0.1406 ≈ 1.08
Un aumento de espesor de 8% produjo aproximadamente 8% más fuerza de doblado — antes de la amplificación por fondo. Ahora aplica un régimen de 5×. Ese aumento local de espesor llevó una sección más allá de la capacidad del troquel. Grieta.
El fondo se vuelve destructivo cuando:
Ese último es el letal. En doblado al aire, los ajustes de profundidad son suaves. En fondo, son palancas.
Realiza una prueba de fondo de corta longitud a profundidad completa, mide el espesor del material a lo largo de la hoja, y verifica que el tonelaje máximo se mantenga por debajo de 80% de la calificación más baja de la herramienta antes de escalar a longitud completa.
Acuñar es seductor. Cero recuperación elástica. Radio interno afilado. Ángulo exacto sin cálculos de sobre-doblado.
Pero acuñar no solo dobla. Comprime plásticamente la superficie interior más allá del límite elástico, adelgazando el material en el ápice. Eso requiere una presión de contacto lo suficientemente alta como para superar la resistencia a la compresión en toda la línea de doblado.
Por eso el tonelaje puede alcanzar de 8 a 10× el doblado al aire.
En prensas mecánicas antiguas con marcos masivos y control de carrera corta, acuñar tenía sentido para ciertas piezas repetitivas. Las máquinas estaban construidas como yunques.
Los CNC hidráulicos modernos son precisos, rápidos y a menudo más ligeros en masa de marco. Están optimizados para la flexibilidad del doblado al aire, no para la compresión máxima sostenida.
Entonces, ¿cuándo está justificado acuñar?
Si tu doblado al aire requiere 40 toneladas, y el acuñado requeriría 200, pregúntate: ¿tienes una máquina de 400 toneladas y herramientas clasificadas en consecuencia?
Si no, estás comprimiendo ese resorte cargado entre el punzón y la matriz hasta que algo más libere la energía — punta del punzón astillada, matriz agrietada, bastidor torcido.
He visto un trabajo de acuñado en acero de alta resistencia donde la nariz del punzón se aplanó en un solo turno. El ángulo era perfecto. La herramienta era chatarra.
El acuñado es una operación especializada, no una mejora de precisión por defecto.
Antes de siquiera considerar el acuñado en una prensa plegadora CNC, realiza una prueba corta de una sola estación a longitud reducida, mide la tonelada pico real, inspecciona la nariz del punzón y los hombros de la matriz bajo magnificación, y compara esa carga con 50% de la capacidad nominal de la máquina como comprobación de cordura.
Porque una vez que la fuerza se multiplica por el método, la pregunta no es “¿Qué dice la calculadora?”
Es “¿Qué se rompe primero — las matemáticas, las herramientas o la máquina?”
Estás preguntando cómo elegir el método de doblado correcto sin destrozar la prensa ni las herramientas.
No empiezas con el método. Empiezas demostrando que el hardware puede soportar la carga que el método exige.
Vi una matriz de 10 pies doblarse en el medio en un trabajo “seguro” de 100 toneladas. La calculadora pedía 82 toneladas. La prensa estaba clasificada para 100. Todos se relajaron. Pero la pieza tenía solo 18 pulgadas de largo y estaba centrada. Eso significaba aproximadamente [82 toneladas ÷ 1.5 pies ≈ 55 toneladas/pie]. La matriz estaba estampada con 40 toneladas por pie. Nadie miró ese sello. Para el tercer golpe, los hombros comenzaron a desgastarse. Para el décimo, la matriz tenía una sonrisa permanente.
Las matemáticas no estaban mal. La verificación faltaba.
La tonelada no es un número único. Es un problema de distribución — cuánta fuerza, sobre cuánta longitud, a través de qué geometría de contacto, en qué posición sobre la cama. Si no respondes las cuatro, estás apostando con acero endurecido.
Una prensa plegadora clasificada en 100 toneladas significa 100 toneladas a lo largo de su longitud nominal en la línea central. No significa que puedas colocar 60 toneladas en un pie de herramienta y esperar aplausos.
Vamos a hacerlo limpio.
Supongamos que tu cálculo de doblado al aire da 60 toneladas para una pieza de 24 pulgadas.
Longitud en pies: [24 in ÷ 12 = 2 ft] Carga por pie: [60 toneladas ÷ 2 ft = 30 toneladas/pie]
Si tu matriz está clasificada en 35 toneladas/pie, estás dentro de la clasificación. Bien.
Ahora acorta esa pieza a 12 in pero mantén el material y la V igual. La fuerza no se reduce a la mitad linealmente a menos que la fórmula esté basada en la longitud — y la mayoría lo están. Así que:
Nueva longitud: [12 in ÷ 12 = 1 ft] Nueva tonelada total: [60 × (1 ÷ 2) = 30 toneladas] Carga por pie: [30 toneladas ÷ 1 ft = 30 toneladas/pie]
Todavía 30 toneladas/pie. Todavía seguro.
Entonces, ¿dónde está la trampa?
La trampa aparece cuando los operadores “apilan” piezas en una estación o ejecutan una pieza corta en una matriz larga sin reposicionar.
Una vez tuve un chico en el turno de noche que introdujo 0 para la longitud de la pieza en el control. La máquina asumió por defecto cargas en la línea central. Ejecutó un soporte de 8 in que requería 40 toneladas. Eso es:
Longitud: [8 in ÷ 12 = 0.67 ft] Carga por pie: [40 ÷ 0.67 ≈ 60 toneladas/pie]
En una matriz clasificada en 45 toneladas/pie.
¿Capacidad total de la máquina? Bien. ¿Capacidad localizada de la matriz? Excedida por 33%.
La matriz se rompió en el radio del hombro antes del almuerzo.
La carga por pie es la primera barrera. Si tu carga calculada por pie excede el componente con la clasificación más baja — punzón, matriz o límite por pie de la máquina — no discutes con ello. Cambias el ancho de la matriz, la condición del material o el método. Antes de confiar en cualquier número, saca una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Pero incluso si la matriz sobrevive a la carga por pie, ¿qué sucede justo en la punta del punzón?
La fuerza es abstracta. La presión es lo que rompe las herramientas.
Presión = Fuerza ÷ Área de contacto.
Una punta de punzón afilada de 0.030 in concentra la carga en una línea estrecha. Un radio de 0.125 in la distribuye. Misma tonelada. Estrés muy diferente.
Supongamos que el fondo requiere 80 toneladas sobre una pieza de 36 in.
Longitud: [36 in ÷ 12 = 3 ft] Carga por pie: [80 ÷ 3 ≈ 26.7 toneladas/pie]
Suena inofensivo.
Ahora acerca a una pulgada de longitud de punzón. Esa pulgada soporta:
[26.7 toneladas/pie ÷ 12 pulg/pie ≈ 2.22 toneladas por pulgada]
Convertir a libras: [2.22 × 2000 ≈ 4,440 lb por pulgada]
Si el ancho de contacto de la punta del punzón durante el fondo es aproximadamente 0.020 pulg, el área de contacto por pulgada es:
[1 pulg × 0.020 pulg = 0.020 pulg²]
Presión de contacto: [4,440 lb ÷ 0.020 pulg² = 222,000 psi]
Eso está por encima del límite elástico de muchos aceros para herramientas en compresión cuando se consideran las concentraciones de tensión.
Una vez vi un punzón agudo rectificado de precisión usado para fondo en acero inoxidable porque “la calculadora decía 75 toneladas y la prensa es de 120.” A mitad del turno, la nariz se había aplastado 0.005 pulg. Los ángulos se desviaron. Las piezas quedaron fuera de especificación. La herramienta no estaba sobrecargada globalmente — estaba aplastada localmente.
Pero en ese trabajo, el plano decía “A36”, y el comprador había sustituido silenciosamente material decapado y aceitado de mayor resistencia. La resistencia a la tracción aumentó. La fuerza requerida aumentó. La presión de contacto aumentó. El punzón pagó la diferencia.
Así que cuando eliges un método que amplifica la fuerza — fondo o acuñado — no solo estás aumentando la tonelada. Estás aumentando la tensión de contacto en la característica geométrica más pequeña del sistema.
Verifica las clasificaciones del fabricante del punzón para fondo o acuñado específicamente. Si no hay ninguna listada, asume solo las clasificaciones para doblado al aire. Luego pruébalo con una prueba de longitud corta y profundidad completa mientras inspeccionas la nariz del punzón bajo magnificación después de los primeros golpes.
Incluso si las clasificaciones del punzón y la matriz son correctas, todavía no has respondido dónde se ubica esa fuerza en el marco de la máquina.
La mayoría de los operadores mira la placa: “175 TON.” Ese número suele ser válido a una distancia específica entre los bastidores, en la línea central, con carga distribuida uniformemente.
Tu máquina tiene una curva de tonelaje — un gráfico que muestra la carga permitida versus la posición a lo largo de la cama.
Imagina una prensa de 10 pies y 175 toneladas con capacidad total en el centro de 6 pies, pero solo 60% de capacidad a 2 pies fuera del centro. Si colocas un trabajo de 4 pies cerca del bastidor derecho para despejar los dedos del tope trasero, podrías tener solo:
[175 × 0.60 ≈ 105 toneladas permitidas en esa posición]
Ahora combina eso con la carga por pie.
Supongamos que tu cálculo de fondo (ya verificado por pie) exige 100 toneladas en 4 pies.
Carga por pie: [100 ÷ 4 = 25 toneladas/pie]
¿Calificación de herramientas? Bien.
¿Placa de máquina? Bien.
Pero posicionada fuera del centro donde lo permitido es ~105 toneladas en total, tienes 5 toneladas de margen global. Eso está por debajo de 5%. La deflexión del ariete, la variación de espesor o un error de visualización de 10% — que he medido personalmente con celdas de carga — te empujan por encima del límite estructural.
He visto marcos laterales torcerse lo suficiente como para sacar el paralelismo por unas milésimas. No es dramático. Solo caro y permanente.
La curva de tonelaje te indica la carga permitida en función de la posición y la longitud. No es decorativa. Cuando tu requisito calculado excede el 70–80% del tonelaje permitido en esa posición y tramo exactos, estás operando sin margen de choque.
La verificación significa:
Si cualquiera de esos falla, no “lo ejecutas cuidadosamente”. Cambias la configuración.
Porque una vez que has verificado la distribución de carga, la tensión de contacto y la capacidad del marco, elegir entre doblado al aire, asentado o acuñado deja de ser una suposición. Se convierte en una decisión de ingeniería.
Y eso es lo que haremos a continuación: tomar un trabajo real y llevarlo de la fórmula a una configuración verificada y viable sin romper una sola herramienta.
Tienes un plano, una pila de placas y una calculadora que asegura que estás a salvo.
Aquí está cómo evitar convertir esa confianza en metralla.
Digamos que el trabajo es hipotético pero realista: material indicado como “acero dulce”, espesor de 0.250 pulgadas, longitud de doblado de 36 pulgadas, doblado de 90°, radio interior no especificado. Sin certificado de molino en el paquete. Máquina es una prensa plegadora de 150 toneladas y 10 pies. El almacén de herramientas tiene una matriz en V de 2.0 pulgadas con calificación de 35 toneladas/pie y una matriz en V de 3.0 pulgadas con calificación de 20 toneladas/pie.
Eso es suficiente cuerda para ahorcarte.
Vamos a llevarlo desde la ignorancia hasta una configuración en la que confiarías tu propio sueldo — y vamos a dejar que los límites de las herramientas, no la calculadora, nos digan qué método sobrevive.
Cuando falta el certificado del molino, no asumas nada generoso.
“El acero dulce” podría tener un límite elástico de 36 ksi. Podría ser de 50+. Esa diferencia no parece dramática en papel, pero la fuerza de doblado sigue la resistencia a la tracción casi linealmente, y el espesor de forma no lineal. Duplicar el espesor, aproximadamente cuadruplica el tonelaje. Así que unas milésimas por encima de 0.250 in importan más de lo que piensas.
Comenzamos de manera conservadora.
Usa la fórmula común de doblado al aire como línea base para acero dulce:
[Toneladas/pie] = [K × (Espesor²)] ÷ V
Donde: K = constante del material (usaremos una línea base estándar para acero dulce) Espesor = 0.250 in V = apertura de la matriz
La regla general dice que V ≈ 8 × espesor.
Así que:
V ≈ [8 × 0.250 = 2.0 in]
Bien. De hecho tenemos una matriz de 2.0 in.
Ahora calcula el tonelaje proporcional (línea base ilustrativa):
[Espesor²] = [0.250² = 0.0625] Dividir por V: [0.0625 ÷ 2.0 = 0.03125]
Esa proporción es la que impulsa la fuerza. Ajusta V y sube. Afloja V y baja rápidamente.
Multiplica por la constante del material y llegamos a la zona de aproximadamente 20–25 toneladas/pie para un verdadero A36 en una V de 2.0 in. En 3 pies:
[Asume 24 toneladas/pie × 3 pies = 72 toneladas en total]
En una máquina de 150 toneladas, eso se siente cómodo.
Ahí está la trampa.
Hace años, trabajamos con “un cuarto de pulgada de acero dulce” que medía 0.265 in proveniente de un lote caliente. El operador confió en la etiqueta. Cambio real de espesor:
[0.265² = 0.0702] Comparar con la línea base de 0.0625. Aumento de proporción: [0.0702 ÷ 0.0625 ≈ 1.12]
Doce por ciento más solo por el grosor. La resistencia a la tracción también fue mayor. La fuerza final estuvo casi 20% por encima de la estimación. La matriz de 4 vías se partió en el hombro en el tercer golpe.
El acero almacena energía como un resorte. Si lo sobrecomprimes con suposiciones erróneas, la libera hacia la superficie más débil en la pila.
Así que la línea base está establecida — pero es solo una precarga inicial del resorte.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Ahora sometemos la línea base a tensión.
Primero, longitud de doblado. Tenemos 36 pulgadas:
[36 in ÷ 12 = 3 ft]
Si la línea base es 24 toneladas/pie, el total es:
[24 × 3 = 72 toneladas]
Pero, ¿y si el acero no es de 36 ksi? Digamos que se comporta como material de 50 ksi — no exótico, solo más resistente laminado en caliente.
Multiplicador de material ≈ [50 ÷ 36 ≈ 1.39]
Toneladas/pie ajustadas:
[24 × 1.39 ≈ 33 toneladas/pie]
Total:
[33 × 3 ≈ 99 toneladas]
Ahora estamos rozando las 100 toneladas.
Fíjate en lo que pasó. No cambiamos el grosor. No cambiamos la matriz. Solo corregimos la resistencia.
Y la matriz no se preocupa por lo que asumió la calculadora.
Aquí está el factor geométrico. Si alguien decide “ajustarlo para un radio más agudo” y cambia a una V de 1.5 pulgadas, el tonelaje se escala inversamente con V:
Cambio de relación de línea base: [2.0 ÷ 1.5 ≈ 1.33]
Así que:
[33 toneladas/pie × 1.33 ≈ 44 toneladas/pie]
Total:
[44 × 3 ≈ 132 toneladas]
Misma placa. Misma longitud de doblado. Solo material más resistente y una matriz más estrecha.
Vi a un chico hacer exactamente ese cambio una vez porque el ángulo se estaba abriendo por el resorte. No recalculó. El medidor de carga subió como un tacómetro con el acelerador atascado. Nos detuvimos en 120 toneladas. La matriz no se rompió — se arqueó. Sonrisa permanente a lo largo de 3 pies.
Por eso el “multiplicador de material” por sí solo no es suficiente. La geometría de la matriz domina la ecuación.
Antes de comprometerte a la longitud completa, haz un doblado de prueba de 6 pulgadas en la matriz real elegida y observa la curva de carga a medida que se acerca al ángulo. Si la pendiente se empina bruscamente cerca de la profundidad, estás más cerca de llegar al fondo de lo que piensas.
Ahora tomamos el peor caso creíble de arriba:
≈ 44 toneladas/pie en una V de 1.5 pulgadas sobre 3 pies = 132 toneladas en total
Comenzamos con el utillaje.
Si la matriz de 2.0 pulgadas estaba clasificada para 35 toneladas/pie, una matriz más estrecha de 1.5 pulgadas no tendrá una clasificación más alta. Supongamos una clasificación de 30 toneladas/pie para ilustrar.
Nuestro requisito:
44 toneladas/pie Clasificación de la matriz:
30 toneladas/pie
Eso es una sobrecarga de 47%.
No importa que la máquina pueda producir 150 toneladas. La matriz no puede.
Así que volvemos a la V de 2.0 pulgadas.
Volver a ejecutar el peor caso creíble con la V de 2.0 pulgadas:
33 toneladas/pie (caso de material más resistente) Clasificación de la matriz: 35 toneladas/pie
Margen:
[35 − 33 = 2 toneladas/pie]
Eso es delgado. En más de 3 pies, pequeñas variaciones se acumulan.
Ahora verifica la posición de la máquina. Supongamos que lo permitido en la ubicación de cama elegida es de 140 toneladas.
Total requerido: 99 toneladas (material resistente, caso V de 2.0)
Margen de la máquina:
[140 − 99 = 41 toneladas] Aproximadamente 29%
Eso es aceptable.
Margen de herramientas por pie:
[35 − 33 = 2 toneladas/pie] ≈ 6% de margen.
Demasiado ajustado para mi gusto.
Aquí es donde la decisión del método se ve forzada.
Si el doblado al aire en V de 2.0 in nos mantiene por debajo de 35 toneladas/pie, nos quedamos ahí. El fondo aumentaría la fuerza muy por encima de esto. El acuñado sería imprudente.
No elegimos el fondo porque queramos menos retroceso elástico. Elegimos el doblado al aire porque las clasificaciones de herramientas lo exigen.
Una vez vi a un equipo hacer fondo en placa de 1/4 in en un troquel clasificado solo para doblado al aire porque “la prensa tenía capacidad”. A mitad del turno, la nariz del punzón tenía micro‑astilladuras a lo largo de su longitud. Los ángulos se desviaron 1.5 grados. La herramienta parecía bien hasta que la observabas con luz rasante. Ese trabajo pagó un nuevo punzón.
Así que nuestra configuración segura se convierte en:
Observa lo que hicimos.
La calculadora nos dio un número inicial. La clasificación del troquel decidió el método. La curva de la máquina decidió la posición. La incertidumbre del material obligó a un multiplicador. La prueba de doblado validó la pila.
Eso no es una respuesta de tonelaje estática.
Eso es un sistema bajo control.
| Sección | Puntos clave | Cálculos / Valores | Resultado / Riesgo |
|---|---|---|---|
| Estableciendo la línea base con especificaciones incompletas del molino | Asumir una resistencia conservadora del material cuando falta el certificado del molino. La fuerza de doblado escala casi linealmente con la resistencia a la tracción y de manera no lineal con el espesor. | Espesor = 0.250 in V ≈ 8 × espesor = 2.0 in Espesor² = 0.250² = 0.0625 0.0625 ÷ 2.0 = 0.03125 | Línea base ≈ 20–25 toneladas/pie (asumir 24 toneladas/pie) |
| Tonalaje total de línea base | Longitud de doblado de 3 pies | 24 toneladas/pie × 3 pies = 72 toneladas | Cómodo en máquina de 150 toneladas |
| Riesgo por variación de espesor | Espesor real medido en 0.265 in | 0.265² = 0.0702 0.0702 ÷ 0.0625 ≈ 1.12 | 12% de aumento solo por el espesor; casi 20% de aumento total de fuerza → riesgo de fallo de herramientas |
| Control práctico | Siempre pruebe con material de descarte del mismo lote | Prueba de doblado corta a longitud reducida | Valida las suposiciones antes de la carga completa |
| Escalado de la longitud de doblado | Longitud de doblado de 36 pulgadas | 36 ÷ 12 = 3 pies 24 × 3 = 72 toneladas | Fuerza total de referencia |
| Multiplicador de material (50 ksi vs 36 ksi) | Ajustar para material más resistente | 50 ÷ 36 ≈ 1.39 24 × 1.39 ≈ 33 toneladas/pie 33 × 3 ≈ 99 toneladas | La fuerza aumenta a ~99 toneladas |
| Cambio de apertura de matriz (2.0 in → 1.5 in V) | El tonelaje escala inversamente con V | 2.0 ÷ 1.5 ≈ 1.33 33 × 1.33 ≈ 44 toneladas/pie 44 × 3 ≈ 132 toneladas | La fuerza total aumenta a ~132 toneladas |
| Impacto de la geometría | La geometría de la matriz afecta fuertemente el tonelaje | Sin cambio de espesor; solo se redujo V | Riesgo de deformación de la herramienta |
| Control práctico | Realizar doblado de prueba de 6 pulgadas en la matriz seleccionada | Observar curva de carga cerca del ángulo | Detectar riesgo de fondo temprano |
| Peor caso creíble | 1.5 en V, 44 toneladas/pie sobre 3 pies | 44 × 3 = 132 toneladas | Escenario de alta carga |
| Verificación de clasificación de herramientas (1.5 en V) | Asumir clasificación del dado = 30 toneladas/pie | Requerido 44 toneladas/pie vs clasificación de 30 toneladas/pie | Sobrecarga 47% → inaceptable |
| Volver a 2.0 en V | Caso de material fuerte | 33 toneladas/pie requeridas Clasificación del dado = 35 toneladas/pie 35 − 33 = margen de 2 toneladas/pie | ~6% margen de herramientas (ajustado) |
| Verificación de capacidad de la máquina | Máquina permitida en posición = 140 toneladas | 140 − 99 = 41 toneladas (~29% margen) | Margen de máquina aceptable |
| Decisión de método | Evitar fondo/acuñado debido a pico de fuerza | Mantente con el doblado al aire a 2.0 en V | Proteger los límites de las herramientas |
| Configuración final controlada | Configuración verificada | Prueba de doblado al aire 2.0 en V de longitud corta <35 toneladas/pie ~20–30% margen de máquina | Sistema bajo control mediante validación y márgenes |
Ahora estás haciendo la pregunta correcta: si la variación es inevitable, ¿cómo construyes márgenes que la soporten?
Bien. Porque aquí es donde la mayoría de los talleres dejan de pensar. Obtienen un número, ven luces verdes en el control y comienzan a ciclar piezas. He visto un trabajo de 90 toneladas convertirse en una realidad de 110 toneladas porque un chico en el turno de noche puso 0 en lugar de 0.250 en la hoja de configuración y nadie volvió a verificar el espesor en el nuevo skid. El dado no explotó. Simplemente empezó a agrietarse en los hombros dos días después.
Los márgenes no son algo que “añadas”. Son algo que pruebas.
Y esa prueba comienza con un cambio mental.
Una calculadora en línea te da un tonelaje basado en una pila de suposiciones que tú no elegiste.
La mayoría oculta la constante del material. Algunas usan 575. Otras usan 650. Eso es una variación de 13% antes incluso de hablar del acero real. Si tu línea base era 24 toneladas/pie, 13% es:
[24 × 0.13 ≈ 3.1 toneladas/pie]
En más de 3 pies:
[3.1 × 3 ≈ 9 toneladas]
Nueve toneladas es la diferencia entre “cómodo” y “¿por qué está cantando ese dado?”
Pero en ese trabajo, el plano decía “A36”. El lote llegó con alta resistencia. Mismo espesor. Mismo V. Realidad diferente. La fórmula no mintió — simplemente asumió.
Aquí está la perspectiva que quiero que lleves adelante: el trabajo de la calculadora es exponer la sensibilidad, no entregar certeza. Cambia el espesor en un 5%. Observa cómo el tonelaje salta debido al término al cuadrado. Cambia V de 8× a 6× el espesor. Observa cómo se dispara debido a la relación inversa. No estás buscando una única respuesta. Estás mapeando cuán frágil es tu configuración ante pequeños errores.
Si un cambio de espesor de 0.015 pulgadas o un intercambio de matriz de 0.5 pulgadas te acerca dentro de un 10% de la clasificación de la herramienta, no tienes una configuración — tienes una apuesta.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Entonces, ¿qué verificas exactamente antes de que el acero comience a acumularse detrás de la prensa?
Construyes el margen de la misma manera que construyes la base de una máquina — desde abajo hacia arriba.
1. Medir el espesor real. No la etiqueta. No la orden de compra. Mídelo con micrómetro.
Si el nominal es 0.250 y mides 0.265:
Relación de fuerza base = [0.265² ÷ 0.250²] = [0.0702 ÷ 0.0625 ≈ 1.12]
Doce por ciento más fuerza por 0.015 pulgadas. Esa es la relación al cuadrado haciendo su daño silencioso. El espesor es la variable de mayor influencia en toda la ecuación. Trátalo como tal.
2. Confirmar la apertura de la matriz según lo previsto. La regla general dice V ≈ 8 × espesor. Esa es una geometría inicial, no una ley.
Si ajustas V de 2.0 pulgadas a 1.5 pulgadas:
Relación de fuerza = [2.0 ÷ 1.5 ≈ 1.33]
Incremento del treinta y tres por ciento. Sin cambio de material. Sin cambio de longitud. Solo geometría. Una vez tuve un jefe de turno que “afiló el radio” en placa de 5/16 sin recalcular. Para el almuerzo, la punta del punzón tenía fracturas capilares que podías sentir con una uña.
Si la clasificación de tu matriz es de 35 toneladas/pie y tu peor cálculo creíble dice 33 toneladas/pie, ese margen de 2 toneladas es ficción una vez que el desgaste y la variación de lote entran en juego.
3. Verificar primero la clasificación por pie de la herramienta, luego la máquina. Si la carga requerida es de 30 toneladas/pie y la matriz está clasificada en 28, te detienes. No me importa si la prensa es de 200 toneladas. Las herramientas fallan localmente. Las máquinas fallan globalmente.
Luego verifica la capacidad de la máquina en la longitud y posición reales del doblado. Una prensa de 100 toneladas no es de 100 toneladas en todas partes a lo largo de la cama. Confirma que tu total requerido esté al menos de 20–30% por debajo de la capacidad nominal en ese tramo.
Total requerido: 80 toneladas Máquina clasificada en la ubicación: 110 toneladas Margen: [(110 − 80) ÷ 80 ≈ 0.375 = 37.5%]
Ahora puedes respirar.
4. Realice una prueba de doblado de longitud reducida y observe la curva de carga. No solo el ángulo. La curva de carga. Si el tonelaje aumenta suavemente y se estabiliza en el doblado al aire, bien. Si se dispara cerca del fondo, está derivando hacia el fondo aunque no lo haya pretendido.
Antes de confiar en cualquier número, toma una tira de chatarra del mismo lote y realiza una prueba de doblado corta a longitud reducida.
Así es como convierte la incertidumbre en riesgo limitado en lugar de cruzar los dedos.
Pero, ¿qué pasa el próximo mes cuando la misma pieza regrese y nadie recuerde por qué eligió ese 2.0 en V?
Aquí es donde los profesionales se separan de los que solo presionan botones.
No documenta el número de la calculadora. Documenta las restricciones que impulsaron la decisión.
Anote:
Esa hoja se convierte en su mapa de margen futuro.
Hace años volvimos a ejecutar un trabajo de soporte que “debería haber sido fácil”. Sin notas. El nuevo operador eligió una V más estrecha para reducir la recuperación elástica. Nadie recordaba que la matriz original solo tenía un margen de 5%. Al final del turno, la matriz inferior tenía una deformación permanente en la sección central. Mismo número de pieza. Resultado diferente. La memoria falló donde la documentación debería haber estado de guardia.
Cuando documenta la lógica de decisión, la siguiente configuración no comienza con optimismo. Comienza con límites.
Y aquí está lo único que quiero que lleve consigo — la parte que no es obvia.
El margen de tonelaje no es un porcentaje que se añade al final. Es la capacidad sobrante después de haber puesto a prueba cada variable sensible — espesor, resistencia, apertura en V, longitud — contra el componente más débil de la cadena.
No está intentando predecir el tonelaje exacto.
Estás tratando de demostrar que incluso cuando el mundo real empuja cada entrada en la dirección incorrecta al mismo tiempo, nada en ese sistema está cerca de su punto de ruptura.
Esa es la diferencia entre un usuario de calculadora y un verificador confiado.
Ahora la única pregunta que queda es esta: cuando la variación se apila en tu contra en lugar de a tu favor, ¿tu montaje la absorberá, o la liberará como un resorte sobrecomprimido hacia la pieza de acero más cara de la sala?


















