

Letzten Frühling hat ein Junge einen 10-Fuß-Stab aus 14-Gauge-Edelstahl direkt in das Werkzeug gefahren, als würde er Trauben stampfen. Stößel runter. Harte Sperre. Er dachte, mehr Druck bedeute einen engeren Biegeradius.
Was er bekam, war ein Teil mit 92 Grad, obwohl der Plan 90 vorsah. Bei Edelstahl ist das Ausschuss.
Er dachte, die Aufgabe der Maschine sei zu drücken. Das ist sie nicht.
Stellen Sie sich vor eine Abkantpresse, während sie arbeitet. Das obere Werkzeug (der Stempel) fährt in eine V-förmige untere Matrize. Das Blech faltet sich nicht, weil es “gequetscht” wurde. Es biegt sich, weil die Kraft in einer bestimmten Tiefe, gegen eine bestimmte Öffnung, mit einer bestimmten Menge an Rückfederung (die Tendenz des Metalls, sich nach dem Druckabbau zu entspannen) aufgebracht wird.
Ändern Sie Kraft, Werkzeug oder Tiefe um einen Hauch, und der Winkel verändert sich.
Sehen Sie es so: Ein Drehmomentschlüssel “zieht keine Schrauben fest”. Er liefert eine kalibrierte Menge Drehmoment. Eine Abkantpresse “biegt kein Metall”. Sie liefert kalibrierte Kraft, damit das Metall einen Zielwinkel erreicht.
Verpassen Sie das, und Sie bedienen keine Maschine – Sie spielen mit Stahl.
Der kognitive Wandel, den ich möchte, ist einfach: Hören Sie auf, über Bewegung (Stößel fährt herunter) nachzudenken, und beginnen Sie, über das Ergebnis (erreichter Winkel) nachzudenken.
Das Wort “Brake” kommt nicht von Bremsen im Auto. Es stammt aus einem alten Begriff für das Biegen von Blech – “Braking” bedeutete das Falten entlang einer geraden Linie.
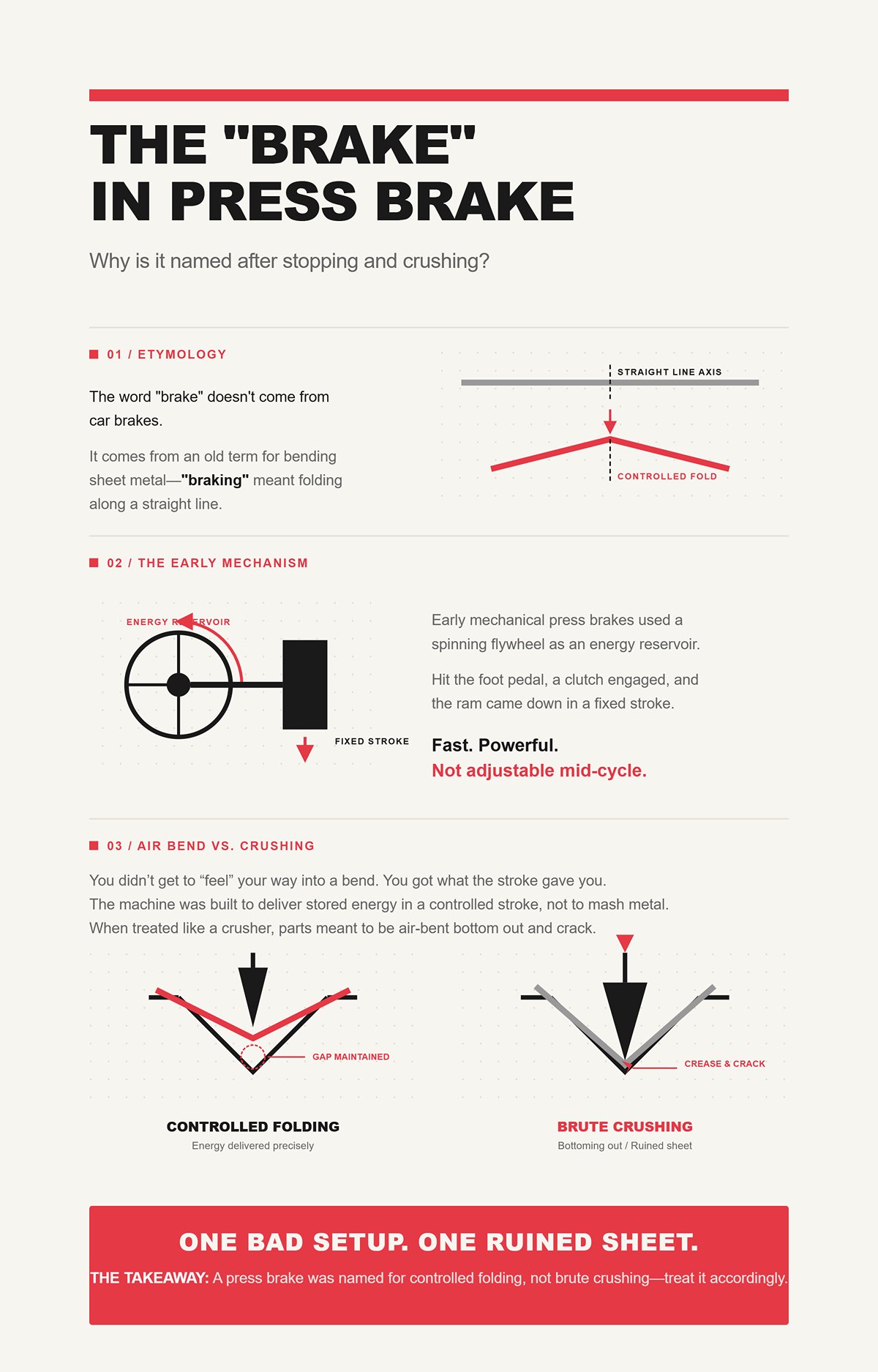
Frühe mechanische Abkantpressen nutzten ein rotierendes Schwungrad als Energiereservoir. Tritt man das Fußpedal, griff eine Kupplung, und der Stößel fuhr in einem festen Hub herunter. Schnell. Kraftvoll. Nicht während des Zyklus verstellbar.
Man konnte sich nicht “in den Bogen hineinfühlen”. Man bekam, was der Hub hergab.
Dieses Design sagt Ihnen etwas. Die Maschine wurde gebaut, um gespeicherte Energie in einem kontrollierten Hub abzugeben, nicht um Metall zu zerquetschen, bis es richtig aussah. Wenn Auszubildende sie wie einen Zermalmer behandeln, drücken sie Teile bis zum Anschlag, die eigentlich luftgebogen werden sollten – und plötzlich hat das 4×8-Blech eine glänzende Knicklinie, die beim nächsten Umformschritt reißen wird.
Ein schlechter Aufbau. Ein ruinierter Bogen.
Der Name blieb, aber die Bedeutung driftete. “Brake” stand immer für kontrolliertes Falten, nicht für Zermalmen.
Das Fazit: Eine Abkantpresse wurde für kontrolliertes Falten benannt, nicht für brutales Zermalmen – behandeln Sie sie entsprechend.
“Pressen” lässt die Leute denken, dass die Aufgabe darin besteht, Kraft anzuwenden, bis das Metall nachgibt.

Aber beim Luftbiegen – der gebräuchlichsten Methode – fährt der Stempel niemals bis zum Boden der Matrize. Er drückt das Blech nur teilweise in die V-Öffnung. Der endgültige Winkel hängt von drei Dingen ab: Stempeltiefe, Breite der Matrizenöffnung und Rückfederung des Materials.
Wenn Sie die Tonnage erhöhen, ohne die Tiefe zu ändern, erhalten Sie nicht magisch einen anderen Winkel. Sie belasten hauptsächlich das Werkzeug und den Rahmen. Ich habe Leute gesehen, die Winkelabweichungen dadurch ausgleichen wollten, dass sie die Tonnage hochdrehten – das einzige, was sie erreichten, war ein gekrönter Stößel und eine gebrochene Matrizen-Schulter.
Sehen Sie es so: Sie pressen keinen Ton in eine Form. Sie biegen einen Balken (das Blech) über zwei Auflager (die Matrizen-Schultern) mit einer kontrollierten Last in der Mitte (der Stempel). Das ist einfache Werkstoffmechanik.
Kraft ist der Input. Winkel ist der Output.
Wenn Sie das verstehen, hört “Pressen” auf, das Ziel zu sein. Die richtige Kraft, in der richtigen Tiefe, mit dem richtigen Werkzeug zu liefern – das ist die Aufgabe.
Wenn es also nicht darum geht, härter zu drücken, was genau steuern Sie dann?
Ich gebe Ihnen ein einfaches Werkstattbeispiel. Gleicher 0,125-Zoll-Mildstahl. Gleicher Stempel. Ändern Sie die untere Matrize von einer 1-Zoll-V-Öffnung zu einer 1,5-Zoll-V-Öffnung. Fahren Sie exakt dieselbe programmierte Tiefe.
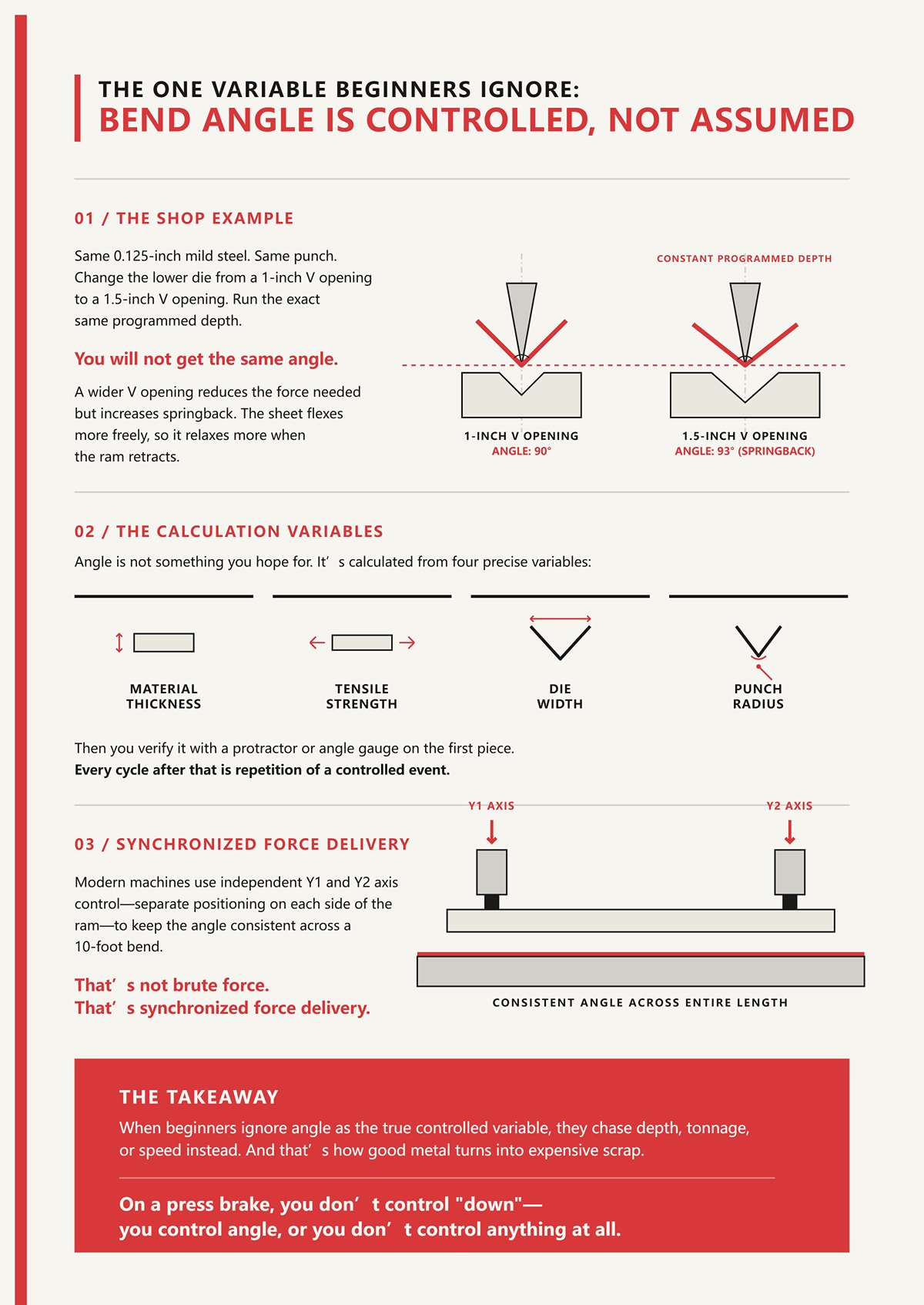
Sie werden nicht denselben Winkel erhalten.
Eine breitere V-Öffnung reduziert die benötigte Kraft, erhöht aber die Rückfederung. Das Blech biegt sich freier und entspannt sich daher stärker, wenn der Stößel zurückfährt. Wenn Sie das nicht berechnet haben, halten Sie ein 93-Grad-Teil in der Hand und fragen sich, was passiert ist.
Winkel ist nichts, worauf man hofft. Er ist etwas, das man aus Materialstärke, Zugfestigkeit, Matrizenbreite und Stempelradius berechnet. Dann überprüft man ihn mit einem Winkelmesser oder einer Winkellehre am ersten Stück. Jeder Zyklus danach ist die Wiederholung eines kontrollierten Vorgangs.
Moderne Maschinen nutzen sogar unabhängige Y1- und Y2-Achsensteuerung – separate Positionierung auf jeder Seite des Stößels – um den Winkel über eine 10-Fuß-Biegung hinweg konstant zu halten. Das ist keine rohe Gewalt. Das ist synchronisierte Kraftübertragung.
Wenn Anfänger den Winkel als die tatsächlich gesteuerte Variable ignorieren, jagen sie stattdessen Tiefe, Tonnage oder Geschwindigkeit. Und so wird gutes Metall zu teurem Ausschuss.
Das Fazit: An einer Abkantpresse steuern Sie nicht “nach unten” – Sie steuern den Winkel, oder Sie steuern überhaupt nichts.
Sie haben eine Zeichnung, die eine 90-Grad-Kante, 2,000 Zoll von der Kante bis zur Biegelinie, auf 0,125-Zoll-Mildstahl verlangt. Sie haben bereits Ihren Stempel und eine 1-Zoll-V-Matrize ausgewählt. Sie kennen die Materialstärke. Sie kennen den Zugfestigkeitsbereich. Also, wie stellen Sie die Maschine so ein, dass das erste Teil kein Ratespiel ist?
Sie beginnen nicht mit “wie weit nach unten”. Sie beginnen mit Biegeabzug und Zielwinkel. Die CNC-Steuerung nutzt die Matrizenöffnung und Materialdaten, um eine theoretische Tiefe zu berechnen, die nach der Rückfederung 90 Grad ergeben sollte. Diese Tiefe ist nicht willkürlich – sie ist an die Geometrie gebunden. Ändern Sie die Matrizenbreite oder die Materialfestigkeit, und die berechnete Tiefe ändert sich entsprechend.
Dann beginnt der Zyklus.
Jede Biegung ist ein Stapel kontrollierter Vorgänge: Positionieren, klemmen, absenken, formen, Rückfederung, lösen. Fehlt eine Schicht, fällt die Mathematik, der Sie am Bildschirm vertraut haben, am Werkzeug auseinander.
Lass uns ein Blech durch den Prozess verfolgen.
Schiebe dieses Blech auf das Bett und drücke es zurück, bis es die Finger des CNC-Hinteranschlags berührt. Diese Finger sind nicht nur Anschläge. Sie sind servogesteuerte Positioniergeräte, normalerweise genau bis auf wenige Tausendstel Zoll.
Wenn dein Flansch 2,000 Zoll lang sein soll und dein Hinteranschlag um 0,020 abweicht, verschiebt sich deine Biegelinie um 0,020. Der Winkel könnte perfekt sein und das Teil fällt trotzdem durch die Inspektion, weil die Schenkellänge falsch ist. Anfänger geben der Biegung die Schuld. Es war die Position.
Sieh es so: Die Abkantpresse formt einen Winkel entlang einer Linie im Raum. Der Hinteranschlag entscheidet, wo diese Linie liegt. Wenn die Linie falsch ist, ist alles danach perfekt falsch.
Füge eine weitere Ebene hinzu. Moderne Pressen verwenden zwei unabhängige Achsen – Y1 und Y2 – die die linke und rechte Seite des Stößels steuern. Wenn sie auch nur leicht asynchron sind, trifft eine Seite des Stempels zuerst. Über ein 10-Fuß-Teil hinweg wird daraus ein konischer Winkel – 89 Grad am einen Ende, 91 am anderen. Der Hinteranschlag ging davon aus, dass der Stößel parallel bleibt. Wenn die Maschine nicht kalibriert ist, liefert deine “genaue” Position eine verdrehte Biegung.
Eine Kalibrierungsabweichung. Eine Charge von Paneelen, die sich in der Montage nicht flach setzen lassen.
Der Hinteranschlag biegt kein Metall. Er entscheidet, wo die Physik stattfinden wird.
Das Fazit: Wenn die Biegelinie nicht genau dort ist, wo du denkst, wird die Winkelgenauigkeit das Teil nicht retten.
Du drückst Zyklusstart. Der Stößel bewegt sich zunächst schnell nach unten – Annäherungsgeschwindigkeit. Noch keine Belastung. Nur Abstand schließen.
Dann verlangsamt er sich vor dem Kontakt. Diese Verlangsamung ist nicht für die Show. Sie dient der Kontrolle. In dem Moment, in dem der Stempel das Blech berührt, steigt die Kraft schnell an. Zu viel Geschwindigkeit beim Kontakt und die Maschine überschreitet die programmierte Tiefe, bevor die Steuerung reagieren kann.
Bei einer servomotorischen Abkantpresse wird diese Bewegung von Kugelgewindespindeln angetrieben. Sie sind präzise, effizient und hervorragend für dünne bis mittlere Materialien. Aber sie haben Drehmomentgrenzen. Drückst du sie in den Bereich von schweren Platten, erreichst du ihre Obergrenze. Hydraulik hingegen kann den ganzen Tag hohe Tonnagen liefern, aber du steuerst Flüssigkeitskompression und Ventilreaktion statt direkten mechanischen Antriebs.
Unterschiedliche Antriebsarten, unterschiedliches Verhalten unter Last.
Und die Last verändert die Maschine selbst. Bei hoher Tonnage biegen sich Bett und Stößel leicht durch. Ohne Bombierung – eine einstellbare Kompensation, die das Bett vorwölbt – bekommst du den sogenannten Kanueffekt: engerer Winkel an den Enden, offen in der Mitte. Der Stößel hat genau die Tiefe ausgeführt, die ihm vorgegeben wurde. Der Rahmen hat sich trotzdem bewegt.
Geschwindigkeit ist wichtig, weil das Steuerungssystem Zeit braucht, um den Widerstand zu messen und an der richtigen Formtiefe zu stoppen. Zu schnell, und du überschreitest den berechneten Punkt. Zu langsam, und du verschwendest Zykluszeit ohne Genauigkeitsgewinn.
Was hier wirklich passiert, ist nicht “Stößel runter”. Es ist kontrollierte Kraft, die auf einen berechneten Schwellenwert steigt, über eine Struktur, die sich unter Last biegt, in Echtzeit kompensiert.
Verpasst du dieses Gleichgewicht, biegst du nicht – du testest den Rahmen mit Kundenmaterial im Werkzeug auf Belastung.
Das Fazit: Die Stößelgeschwindigkeit geht nicht um Eile oder Vorsicht – es geht darum, der Maschine Zeit zu geben, die exakte Kraft und Tiefe zu erreichen, die deine Winkelberechnung erfordert.
Der Stempel erreicht die programmierte Tiefe. Auf dem Bildschirm steht, dass Sie die Zahl erreicht haben, die 90 Grad ergeben sollte.
Sie fahren den Stößel zurück.
Das Teil öffnet sich auf 92.
Das ist Rückfederung – die elastische Rückkehr des Metalls, nachdem Sie die Belastung entfernt haben. Jedes Material hat eine Streckgrenze (wo es sich dauerhaft verformt) und einen elastischen Bereich (wo es zurückkehren möchte). Luftbiegen bewegt sich im Gleichgewicht zwischen beiden. Sie drücken gerade so weit über die Streckgrenze hinaus, um eine dauerhafte Verformung zu erreichen, in dem Wissen, dass eine gewisse elastische Rückkehr stattfinden wird.
Weicher Stahl kann bei üblichen Dicken um 1 bis 2 Grad zurückfedern. Edelstahl kann je nach Güte und Härte um 2 bis 5 Grad springen. Selbst innerhalb derselben Güte verhalten sich unterschiedliche Chargen anders. Sie können 20 gute Teile fertigen, ein neues Blech aus einer anderen Charge einlegen, und plötzlich jagen Sie wieder dem Winkel hinterher.
Was tun wir also? Wir überbiegen. Wenn wir mit 2 Grad Rückfederung rechnen, programmieren wir auf 88, um nach dem Entspannen bei 90 zu landen. Moderne Steuerungen können Winkelmesssysteme nutzen, um automatisch anzupassen, aber das Prinzip bleibt gleich: Sie erhalten nie genau das, was Sie unter Last geformt haben.
Hier zahlt sich die Idee der Kraftübertragung aus. Sie formen nicht nach einem visuellen Ziel. Sie liefern eine berechnete Überbiegung basierend auf bekanntem Materialverhalten, überprüfen sie am ersten Stück und fixieren sie dann.
Ignorieren Sie die Rückfederung, und Ihre “perfekte” Tiefeneinstellung verwandelt sich in einen Stapel Teile, die alle 2 Grad offen sind. Bei Edelstahl ist das Ausschuss.
Das Fazit: Programmieren Sie immer für den Zustand, in dem sich das Metall nach dem Entspannen befindet, nicht für den Zustand unter dem Stempel.
Der Stößel fährt zurück. Der Hinteranschlag bewegt sich zur nächsten Position. Sie drehen oder wenden das Teil für den nächsten Biegevorgang.
Ein Zyklus kann bei einer kleinen Halterung 10 Sekunden dauern. Das klingt trivial, bis Sie 3.000 Stück fertigen. Sparen Sie sicher eine Sekunde, und Sie gewinnen fast eine Stunde Maschinenzeit. Fügen Sie eine Sekunde Zögern oder Korrigieren hinzu, und Sie zahlen die ganze Woche dafür.
Aber hier liegt die Falle: Geschwindigkeit jagen, bevor das erste Stück korrekt ist.
Wenn Sie das Einrichten überstürzen, die Erststückprüfung überspringen oder leichte Winkelabweichungen über das Bett ignorieren, verlieren Sie nicht nur Sekunden. Sie verlieren ganze Chargen. Produktionskosten steigen nicht in sauberen Schritten – sie schnellen in die Höhe, wenn Sie 200 Teile mit einem Fehler von 1 Grad entdecken, die nicht in die passende Baugruppe passen.
Zykluszeit ist kumulativ. Fehler ebenso.
Ein gut geführter Abkantpressenbetrieb wirkt fast langweilig: gleichmäßige Annäherungsgeschwindigkeit, kontrollierte Biegeschwindigkeit, geprüfter Winkel, wiederholbare Hinteranschlagpositionierung. Die Maschine arbeitet nicht am Limit. Der Bediener rät nicht. Die Zahlen auf dem Bildschirm stimmen mit der Geometrie in Ihrer Hand überein.
Das ist keine rohe Gewalt. Das ist kalibrierte Wiederholung.
Und sobald Sie den gesamten Zyklus sehen – Positionieren, kontrolliertes Absenken, kompensierte Kraft, berechnete Überbiegung, Wiederholen – fällt Ihnen etwas auf: Die Biegemethode selbst verändert, wie viel Rückfederung Sie bekämpfen, wie viel Tonnage Sie benötigen und wie stark sich der Rahmen durchbiegt.
Das wirft die nächste Frage auf: Wenn der Zyklus gleich bleibt, wie verändert das Ändern der Biegemethode das Ergebnis?
Das Fazit: In der Produktion bringt eine richtig gesparte Sekunde Gewinn; ein verfehlter Grad bringt Ausschuss.
| Schritt | Titel | Inhalt | Erkenntnis |
|---|---|---|---|
| Schritt 1 | Positionierung: Warum der CNC-Hinteranschlag der unbesungene Held der Genauigkeit ist | Der CNC-Hinteranschlag positioniert das Blech mit servogesteuerten Fingern, genau bis auf Tausendstel eines Zolls. Ist der Hinteranschlag falsch eingestellt, verschiebt sich die Biegelinie – selbst wenn der Winkel perfekt ist – und verursacht einen Teilefehler aufgrund falscher Schenkellänge. Die Abkantpresse formt den Winkel, aber der Hinteranschlag bestimmt, wo dieser Winkel im Raum liegt. Moderne Pressen verwenden unabhängige Y1- und Y2-Achsen; wenn diese nicht synchron sind, entstehen konische Winkel über lange Teile. Maschinenkalibrierung und strukturelle Ausrichtung beeinflussen direkt die Biegegenauigkeit. Der Hinteranschlag bestimmt, wo die Physik des Biegens stattfindet. | Wenn die Biegelinie nicht genau dort ist, wo du denkst, wird die Winkelgenauigkeit das Teil nicht retten. |
| Schritt 2 | Spannen und Absenken: Was der Stößel tut und warum Geschwindigkeit hier wichtig ist | Der Stößel fährt schnell mit Annäherungsgeschwindigkeit herunter und verlangsamt dann vor dem Kontakt zur besseren Kontrolle. Zu hohe Geschwindigkeit beim Kontakt kann zu einem Überschießen führen, bevor die Steuerung reagiert. Servo-elektrische Pressen verwenden Kugelgewindetriebe – präzise, aber drehmomentbegrenzt – während hydraulische Systeme hohe Presskraft liefern, aber die Fluiddynamik steuern müssen. Unter Last biegen sich Bett und Stößel; eine Ausgleichsvorrichtung (“Crowning”) kompensiert dies, um ungleichmäßige Winkel (den „Kanu-Effekt“) zu vermeiden. Die richtige Geschwindigkeit ermöglicht es dem Steuerungssystem, den Widerstand zu messen und in der korrekten Formtiefe zu stoppen. Der Prozess ist kontrollierte Kraft, die bis zu einem berechneten Schwellenwert in einer flexiblen Struktur ansteigt. | Die Stößelgeschwindigkeit geht nicht um Eile oder Vorsicht – es geht darum, der Maschine Zeit zu geben, die exakte Kraft und Tiefe zu erreichen, die deine Winkelberechnung erfordert. |
| Schritt 3 | Das Rückfederungs-Dilemma: Warum das Metall nie genau dort bleibt, wo man es platziert | Nach dem Formen und Lösen federt das Metall aufgrund der elastischen Rückstellung zurück. Unterschiedliche Materialien und Chargen weisen verschiedenes Rückfederungsverhalten auf. Bediener gleichen dies aus, indem sie überbiegen, basierend auf der erwarteten Rückstellung (z. B. Programmieren von 88°, um 90° zu erreichen). Moderne Systeme können mit Winkelmessung automatisch nachjustieren, doch das Prinzip bleibt: Man muss die Nachlast-Entspannung einkalkulieren. Erfolgreiches Biegen erfordert ein berechnetes Überbiegen, verifiziert am ersten Werkstück. | Programmieren Sie immer für den Zustand, in dem sich das Metall nach dem Entspannen befindet, nicht für den Zustand unter dem Stempel. |
| Schritt 4 | Freigabe und Wiederholung: Wie die Zykluszeit sich zu Produktionskosten summiert | Jeder Biegezyklus umfasst das Zurückfahren des Stößels, das Umpositionieren des Hinteranschlags und das Handling des Werkstücks. Kleine Zeitersparnisse summieren sich erheblich bei großen Produktionsläufen. Allerdings birgt die Priorisierung von Geschwindigkeit vor der Validierung des ersten Werkstücks das Risiko kostspieliger Chargenfehler. Konsistenz in Geschwindigkeit, Positionierung und Winkelüberprüfung sichert die Wiederholbarkeit. Produktionseffizienz beruht auf kalibrierten Wiederholungen, nicht auf roher Gewalt. | In der Produktion bringt eine richtig gesparte Sekunde Gewinn; ein verfehlter Grad bringt Ausschuss. |
Sie bedienen die gleiche Maschine. Gleicher Bediener. Gleiches Blech. Das Einzige, was Sie ändern, ist der Werkzeugaufbau und wie tief Sie ihn treiben.
Ein Auftrag benötigt 40 Tonnen und federt um 2 Grad zurück. Ein anderer braucht die dreifache Presskraft und bewegt sich nach dem Lösen kaum. Ein dritter erreicht jedes Mal exakt 90° – aber die Maschine ächzt dabei.
Am Stößelzyklus hat sich nichts geändert. Geändert hat sich die Beziehung zwischen Stempel, Matrize und Material. Diese Beziehung ist die Biegemethode.
Wenn Sie nicht wissen, welche Methode Sie tatsächlich verwenden, formen Sie nicht. Sie spielen gleichzeitig mit Tonnage, Rückfederung und Rahmenverformung.
Stellen Sie sich ein 0,125-Zoll-Blech aus Weichstahl vor, das auf einer 1-Zoll-V-Matrize liegt. Sie bringen einen Standard-88-Grad-Stempel herunter und stoppen, bevor die Stempelspitze den Boden der Matrize erreicht.
Das Blech berührt nur an drei Punkten: die Stempelspitze und die beiden Schultern der Matrize. Es hängt buchstäblich in der Luft zwischen ihnen. Das ist Luftbiegen.
Ändern Sie nun nichts am Stempel. Tauschen Sie die Matrize gegen eine 0,75-Zoll-V-Matrize aus. Führen Sie die gleiche programmierte Tiefe aus.
Sie werden nicht denselben Winkel erhalten.
Warum? Weil beim Luftbiegen der innere Biegeradius als Funktion der Öffnung der Matrize entsteht – ungefähr 16% der V-Öffnung für Weichstahl. Schmalere V-Öffnung, engerer Radius. Engerer Radius bedeutet, dass sich das Material außen stärker dehnt und innen stärker zusammendrückt. Das verändert, wie weit Sie überbiegen müssen, um nach der Rückfederung bei 90 Grad zu landen.
Der Stempel drückt nach unten. Aber die Öffnung der Matrize bestimmt die Geometrie, in die das Material fließen darf.
Drücken Sie nun tiefer – bis das Material vollständig die Flächen der Matrize berührt. Sie schweben nicht mehr zwischen drei Punkten. Das Blech wird in den Winkel der Matrize selbst gepresst. Das ist das Setzen. Der Winkel der Matrize definiert nun physisch den endgültigen Biegewinkel, weil das Material gezwungen wird, sich unter Last an ihn anzupassen.
Drücken Sie noch tiefer – über einfachen Kontakt hinaus – und Sie beginnen, das Material entlang der Biegelinie durch die gesamte Dicke plastisch zu verformen. Das ist Prägen. Sie biegen nicht nur um einen Radius; Sie pressen das Metall in den Matrizenhohlraum und dünnen es leicht am Scheitelpunkt aus.
Sehen Sie es so: Die Matrize ist nicht nur ein Stützblock. Sie ist die Randbedingung. Sie entscheidet, wie viel Freiheit das Metall hat, seinen eigenen Radius zu formen, und wie sehr es der Werkzeuggeometrie folgen muss.
Wenn Sie das falsch machen, jagen Sie den ganzen Schichtwinkel hinterher und fragen sich, warum die gleiche Tiefeneinstellung drei verschiedene Ergebnisse liefert.
Das Fazit: Die Öffnung und der Winkel der Matrize definieren, wie das Material sich verformen darf – Tiefe allein bedeutet nichts ohne diese Geometrie.
Bei den meisten Aufträgen, die durch meine Werkstatt laufen – Halterungen, Abdeckungen, Rahmen – biegen wir in der Luft. Es ist schnell. Es ist flexibel. Ein Stempel und eine Handvoll V-Matrizen können einen großen Dickenbereich abdecken.
Sie wollen 90 Grad? Sie brauchen keine 90-Grad-Matrize. Sie verwenden zum Beispiel einen 88-Grad-Stempel und steuern die Tiefe. Stoppen Sie höher, erhalten Sie 100. Gehen Sie tiefer, erhalten Sie 85. Ein Werkzeugsatz, unendliche Winkel.
Diese Flexibilität ist der Grund, warum Luftbiegen von den drei Methoden die geringste Tonnage benötigt. Sie formen nur zu einem Radius, nicht indem Sie das Material in einen Hohlraum schlagen. Geringere Tonnage bedeutet weniger Rahmenverformung, weniger Verschleiß und schnellere Zyklen.
Aber hier ist die Grenze.
Da das Teil nur an drei Punkten Kontakt hat, hängt der Endwinkel ab von:
Führen Sie ein 6-Fuß-Teil ohne ordnungsgemäße Bombierung und Sie werden es sehen: 90 an den Enden, 92 in der Mitte. Der Stößel erreichte überall die programmierte Tiefe. Der Rahmen hat sich trotzdem verbogen.
Moderne CNC-Abkantpressen mit Winkelsensoren können in Echtzeit messen und automatisch korrigieren. Das hilft. Es ändert jedoch nicht die Physik. Luftbiegen bedeutet immer, dass Sie Rückfederung gegen Tiefenkontrolle ausbalancieren müssen.
Ich habe gesehen, wie ein neuer Bediener annahm, die Zahl auf dem Bildschirm garantiere den Winkel. Was er bekam, war ein 92-Grad-Teil bei einer Zeichnung, die 90 verlangte.
Das Fazit: Luftbiegen bietet Flexibilität und niedrige Tonnage, aber die Winkelgenauigkeit hängt vollständig von der Materialkonsistenz und der Maschinenkompensation ab.
Nehmen Sie nun dasselbe 0,125-Zoll-Weichstahl und legen Sie ihn über eine 90-Grad-Matrize. Diesmal treiben Sie den Stempel, bis das Material vollständig an den Matrizenflächen anliegt.
Sie raten nicht mehr, wie viel Rückfederung den Winkel öffnen wird. Der Matrizenwinkel beträgt 90. Das Material wird fest in 90 gepresst. Rückfederung existiert immer noch, ist aber stark reduziert, weil mehr vom Querschnitt plastisch verformt wurde.
Die Tonnage steigt – typischerweise um ein Mehrfaches höher als beim Luftbiegen für dasselbe Material und dieselbe Dicke. Warum? Weil Sie die gesamte Biegezonenfläche in Übereinstimmung mit den Matrizenwänden zwingen, anstatt nur einen schwebenden Radius zu formen.
Diese höhere Tonnage bedeutet mehr Bett- und Stößelverformung, wenn die Maschine nicht dafür gebaut oder gebombiert ist. Bei einer leichten Abkantpresse kann das Bodenbiegen von dickem Material den Kanueffekt verstärken, anstatt die Winkelabweichung zu beheben.
Aber wenn Sie das Werkzeug genau auf die Materialdicke abstimmen – und das ist entscheidend – liefert Bodenbiegen Wiederholbarkeit Charge für Charge. Weniger Abhängigkeit von subtilen Überbiegungsanpassungen. Weniger Empfindlichkeit gegenüber kleinen Streuungen der Streckgrenze.
Der Kompromiss? Jede Materialdicke benötigt ihr eigenes Matrizenpaar. Dicke ändern, Werkzeug ändern.
Ignorieren Sie das und versuchen Sie, dünnes Aluminium in einer Matrize zu bodenbiegen, die für dickeren Stahl gedacht ist, und Sie werden die Biegelinie über die Spezifikation hinaus beschädigen. Dieser kosmetische Schaden allein kann ein sichtbares Teil unbrauchbar machen.
Das Fazit: Bodenbiegen opfert Flexibilität und erfordert mehr Tonnage im Austausch für reduzierte Rückfederung und engere Winkelwiederholbarkeit.
Prägen ist der Punkt, an dem Auszubildende denken, sie seien “besonders genau”.”
Sie nehmen einen scharfen Stempel – oft mit kleinem Spitzenradius – und treiben ihn kräftig in das Material, bis das Metall nahezu über die gesamte Dicke an der Biegelinie plastisch verformt ist. Der Innenradius wird fast gleich dem Spitzenradius des Stempels. Das Material wird buchstäblich am Scheitelpunkt komprimiert und verdünnt.
Rückfederung? Minimal. Manchmal weniger als ein halbes Grad.
Klingt perfekt.
Schauen Sie sich jetzt das Tonnagediagramm an. Beim Prägen kann die benötigte Tonnage fünf- bis zehnmal so hoch sein wie beim Luftbiegen für dasselbe Material. Diese Kraft verschwindet nicht. Sie geht in den Rahmen, das Werkzeug und das Blech.
Bei einer Maschine, die dafür nicht ausgelegt ist, riskieren Sie eine dauerhafte Durchbiegung des Betts. Bei gehärtetem Edelstahl mit einem scharfen Stempel riskieren Sie Mikrorisse entlang der Biegelinie. Bei optischem Aluminium können Sie eine Abdrückspur hinterlassen, die kein Nachbearbeitungsprozess verdecken kann.
Bei Edelstahl ist das Ausschuss.
Prägen liefert absolut Präzision, wenn Maschine, Werkzeug und Material korrekt aufeinander abgestimmt sind. Es ist üblich bei Teilen mit hoher Stückzahl, bei denen die Winkeltoleranz eng ist und Abweichungen inakzeptabel sind.
Aber es ist die am wenigsten verzeihende Methode. Tiefenfehler werden nicht mit einem Tritt auf das Fußpedal korrigiert. Werkzeugverschleiß zeigt sich sofort im Winkel. Und der Tonnagebedarf treibt Ihre Maschine an ihre strukturellen Grenzen.
Sie biegen nicht mehr nur. Sie schmieden kalt eine Linie ins Blech.
Was zur nächsten schwierigen Frage führt: Wenn jede Methode den Tonnagebedarf so drastisch verändert, wie sicher sind Sie, dass die Nennkapazität Ihrer Maschine tatsächlich die Art des Biegens abdeckt, die Sie verwenden – und nicht nur die Dicke auf der Zeichnung?
Ein Junge kam einmal stolz wie sonst was in meine Werkstatt mit seiner neuen 175‑Tonnen-Abkantpresse. “Kann alles biegen, was wir jemals brauchen werden”, sagte er.
Der erste Auftrag, den er ausführte, war 3/16 Edelstahl, Bodenbiegen, volle 10‑Fuß‑Länge. Die Maschine blieb nicht stehen. Sie stöhnte. Sechs Monate später hatte das Bett ein dauerhaftes Lächeln. Nicht mit dem Auge sichtbar. Sichtbar bei jeder Winkelprüfung.
Er kaufte die größte Maschine, die er sich leisten konnte.
Er fragte nie, ob es die richtige war.
Die Frage, die Sie stellen sollten, ist einfacher und schwieriger: Wie berechnen Sie, ob die Nenn-Tonnage Ihrer Presse tatsächlich die Biegemethode abdeckt, die Sie verwenden – über die volle Länge, die Sie biegen wollen – ohne die Maschine zu verziehen, die Ihnen Geld einbringen soll?
Lassen Sie uns das so aufschlüsseln, wie ich es Auszubildenden erkläre, die denken, Tonnage sei nur eine Angeberei-Zahl.
Gehen Sie zu einem Tonnagediagramm und Sie sehen etwas wie dies: 4 mm Baustahl über einer 32 mm V‑Matrize erfordert etwa 330 kN pro Meter. Das ist nicht die Gesamtkraft. Das ist die Kraft pro Meter Biegelänge.
Schon hier sehen Sie die Falle. Eine 2‑Fuß‑Halterung und ein 10‑Fuß‑Paneel sind zwei völlig unterschiedliche Belastungen für dieselbe Maschine.
Die meisten Werkstätten verwenden eine Formel für das Luftbiegen von Baustahl mit einer Zugfestigkeit von etwa 60.000 psi:
P = 650 × S² × L / V
Wo:
Dieser S²‑Term ist der Teil, den Anfänger übersehen. Die Dicke wird quadriert. Verdoppeln Sie die Dicke und Ihre Tonnage verdoppelt sich nicht – sie springt auf das Vierfache.
Nehmen wir ein einfaches Beispiel.
Luftbiegen von 0,125‑Zoll Baustahl über eine 1‑Zoll‑V‑Öffnung für 4 Fuß könnte Sie irgendwo bei etwa 20–25 Tonnen landen. Handhabbar auf einer 60‑Tonnen‑Presse.
Ändern Sie nun nichts außer der Dicke auf 0,250 Zoll.
Gleicher Matrizenstil. Gleiche Länge.
Sie liegen nicht bei 40–50 Tonnen. Sie liegen ungefähr bei 80–100. Das ist das Quadratgesetz, das zuschlägt.
Tauschen Sie nun Baustahl gegen Edelstahl. Standardpraxis ist, wegen der höheren Zugfestigkeit etwa mit 1,5 zu multiplizieren. Chrom‑Moly? Näher bei 2,0.
Sehen Sie es so: Dicke ist Benzin, Materialfestigkeit ist Sauerstoff, und die Biegemethode ist der Funke. Wenn Sie alle drei gleichzeitig ändern – dickerer Edelstahl, Bodenbiegen statt Luftbiegen – erhöhen Sie die Kraft nicht nur leicht, Sie multiplizieren sie.
Und denken Sie daran, was wir zuvor festgestellt haben: Bodenbiegen kann etwa die vierfache Tonnage des Luftbiegens erfordern. Prägen kann fünf‑ bis zehnmal so viel verlangen.
Wenn Ihre Luftbiegeberechnung 25 Tonnen ergibt, könnte das Bodenbiegen desselben Teils Sie nahe an 100 bringen. Prägen könnte Sie in Richtung 200 treiben.
Diese “175‑Tonnen”‑Maschine ist plötzlich nicht überdimensioniert. Sie ist unterdimensioniert.
Das Fazit: Tonnage ist Kraft pro Länge unter bestimmten Annahmen – ändern Sie Dicke, Material oder Methode, und die Last multipliziert sich schnell.
Sprechen wir nun über etwas, das nicht auf dem Typenschild steht: konzentrierte Last.
Eine Presse mit 100‑Tonnen‑Bewertung bedeutet normalerweise 100 Tonnen gleichmäßig über die gesamte bewertete Bettlänge verteilt. Nicht 100 Tonnen, die auf die mittleren 12 Zoll fokussiert sind.
Ich habe gesehen, wie jemand versuchte, einen kurzen, schweren Halter mittig auf einer 100‑Tonnen‑Maschine zu prägen. Die Berechnung ergab insgesamt 85 Tonnen. Er dachte, er sei sicher.
Was er übersah, war die Verteilung.
Wenn diese 85 Tonnen über 12 Zoll auf einem 10‑Fuß‑Bett aufgebracht werden, sieht der mittlere Abschnitt eine massive lokale Belastung, während der Rest des Rahmens nur wenig zur Widerstandsfähigkeit gegen Durchbiegung beiträgt. Bett und Stößel sind Träger. Träger hassen Punktlasten.
Hersteller empfehlen oft eine Leistungsreduzierung – manchmal um 20 bis 50 Prozent – wenn man nahe der vollen Kapazität über die gesamte Länge arbeitet. Noch mehr Vorsicht ist geboten, wenn hohe Kräfte über einen kurzen Abschnitt angewendet werden.
So entstehen Risse an Werkzeugschultern oder ein dauerhafter Bogen im Bett. Nicht in einem dramatischen Knall. In winzigen Streckereignissen, die man nicht bemerkt, bis die Winkel bei jedem langen Teil, das man bearbeitet, abdriften.
Bei Edelstahl ist das Ausschuss.
Man spürt die Rahmenverformung nicht im Fußpedal. Man sieht sie in inkonsistenten Winkeln und in Teilen, die nur passen, wenn man sie umdreht.
Das Fazit: Die Nennleistung einer Abkantpresse geht von einer gleichmäßigen Verteilung aus – konzentrierte Kraft auf einem kurzen Abschnitt kann eine Maschine überlasten, die “eigentlich” innerhalb der Grenzen liegen sollte.
Branchenspezifische Rechner empfehlen oft, etwa 20 Prozent mehr Kapazität zu kaufen, als der errechnete Bedarf. Dieser Puffer berücksichtigt Reibung, im realen Betrieb höhere Zugfestigkeit als spezifiziert sowie Dickenvariationen.
Das ist klug.
Chronische Unter‑Tonnage ist schlimmer als maßvolles Überkaufen. Eine zu kleine Maschine zwingt einen dazu, zu grundieren, wenn man eigentlich luftbiegen wollte, schmalere Matrizen als ideal zu verwenden und bei jedem Zyklus näher an die elastische Grenze des Rahmens zu gehen. So verbrennt man Dichtungen in Hydraulikanlagen und jagt den ganzen Tag Winkel.
Aber hier gehen Anfänger oft zu weit.
Sie denken: “Gut. Dann kaufe ich einfach riesig.”
Übergroße Maschinen sind nicht automatisch sicherer. Eine 300‑Tonnen‑Presse, die dünnes 16‑Gauge‑Blech über eine breite Matrize luftbiegt, kann schwerer zu kontrollieren sein, weil die Maschine darauf ausgelegt ist, unter höherer Last effizient zu arbeiten. Man arbeitet im unteren Bereich ihrer Kraftspanne. Kleine Druckänderungen bewirken größere Winkelschwankungen.
Sehen Sie es so: Ein Drehmomentschlüssel ist im mittleren Bereich seiner Skala am genauesten, nicht bei 5 Prozent seiner Kapazität. Abkantpressen verhalten sich genauso. Kontrolle entsteht, wenn man den Kraftbereich auf den Auftrag abstimmt.
Über-Tonnage verleitet Bediener auch dazu, alles zu prägen “weil wir es können”. So verkürzt man die Werkzeuglebensdauer und dünnt das Material am Biegebereich unnötig aus.
Unter‑Tonnage hungert den Auftrag aus. Grobe Über‑Tonnage kann ihn schikanieren.
Das Fazit: Kaufen Sie genügend Kapazität mit Reserve, aber dimensionieren Sie die Maschine so, dass Ihre üblichen Aufträge im kontrollierten Mittelbereich laufen – nicht an den Extremen.
Eine 10‑Fuß‑Presse mit einer Nennleistung von 150 Tonnen bedeutet nicht, dass man überall entlang dieser 10 Fuß ohne Folgen 150 Tonnen anwenden kann.
Längere Betten sind unter Last anfälliger für Verformung. Deshalb gibt es Wölbungsausgleichssysteme – um den natürlichen Bogen auszugleichen, der entsteht, wenn der Stößel in der Mitte nach unten drückt.
Nun kombinieren Sie Länge mit Tonnen pro Fuß.
Wenn Ihre Berechnung sagt, dass Sie 30 Tonnen pro Fuß für einen Auftrag benötigen und Sie 8 Fuß biegen, sind gleichmäßig über die Spannweite verteilt 240 Tonnen erforderlich. Eine 150‑Tonnen‑10‑Fuß‑Presse ist nicht “fast genug”. Sie ist dramatisch zu schwach.
Dreh es um.
Wenn Sie ausschließlich 3‑Fuß‑Teile biegen, könnte eine kürzere, steifere 80‑Tonnen‑Maschine in der Winkelkonstanz besser abschneiden als eine längere 150‑Tonnen‑Bremse, weil der Rahmen unter proportional ähnlichen Lasten weniger durchbiegt.
Das Datenblatt nennt Ihnen die maximale Kraft und die maximale Länge. Es sagt Ihnen nicht, wie Steifigkeit, Verteilung und reale Leistungsreduzierung unter Ihrem typischen Arbeitsmix zusammenwirken.
Und das ist die eigentliche Falle.
Die größte Maschine zu kaufen, die Sie sich leisten können, fühlt sich sicher an. Die richtige Kombination aus Tonnage pro Fuß und Bettlänge für Ihre dominante Biegemethode zu kaufen, ist sicherer.
Das wirft die nächste Frage auf: Sobald Sie wissen, wie viel kontrollierte Kraft Sie wirklich benötigen, wie verändert die Art, wie diese Kraft erzeugt wird – hydraulisch, mechanisch, servo‑elektrisch – die Präzision, mit der Sie sie liefern können?
Ich hatte jahrelang zwei Maschinen auf dem Boden: eine 200‑Tonnen‑Hydraulik und eine ältere 90‑Tonnen‑mechanische Schwungradbremse. Gleiche 10‑Fuß‑Bettlänge. Gleicher Werkzeugständer. Gleiche Bediener, die zwischen ihnen wechselten.
Auf dem Papier konnten beide 10‑Gauge‑Weichstahl in kurzen Längen biegen. In der Praxis erlaubte die eine, sich in halben Gradschritten an einen Winkel heranzutasten; die andere schlug wie ein fallender Hammer auf. Die eine erlaubte Korrekturen während des Hubs; die andere war festgelegt, sobald die Kupplung eingriff.
Dieser Unterschied hat nichts mit der reinen Tonnage zu tun. Es geht darum, wie die Maschine Kraft während des Hubs erzeugt und dosiert – wie sie beschleunigt, wie sie abbremst und ob sie sich anpassen kann, sobald der Stempel mit dem Material in Kontakt ist.
Denn hier ist der Teil, den die meisten Verkaufsunterlagen übergehen: Selbst High‑End‑Maschinen, egal welcher Antriebsart, halten im realen Produktionsbetrieb typischerweise irgendwo um ±0,5° Biegewinkel ohne Zusatzgeräte. Und eine Materialdickenvariation von nur wenigen Tausendstel über die Rohlinge kann Sie um 2–3° schwanken lassen, egal welches Logo an der Seite steht.
Der Antriebstyp erzeugt nicht magisch Präzision. Er bestimmt, wie kontrollierbar und wiederholbar Ihre berechnete Kraft ist, wenn die Realität – Rückfederung, Dickenabweichung, Reibung – zurückdrängt.
Das ist ein völlig anderes Problem.
Das Fazit: Der Antriebstyp ändert nicht die Mathematik der Tonnage – er ändert, wie präzise und sicher Sie diese Tonnage unter realen Bedingungen liefern können.
Stellen Sie sich ein Schwungrad vor, das mit konstanter Geschwindigkeit rotiert. Sie treten auf das Pedal, eine Kupplung greift, und gespeicherte Rotationsenergie wird in lineare Kraft umgewandelt, während die Kurbel den Schlitten durch einen festen Hub nach unten treibt.
Das ist eine mechanische Abkantpresse.
Die Tonnagekurve einer mechanischen Maschine erreicht ihren Höhepunkt nahe dem unteren Totpunkt des Hubs. Oberhalb dieses Punktes fällt die verfügbare Kraft schnell ab. Wenn Ihre Biegeberechnung sagt, dass Sie die volle Kapazität benötigen, sind Sie gezwungen, nahe dem unteren Totpunkt zu arbeiten, egal ob das für die Methode ideal ist oder nicht.
Sie “tasten” sich nicht mit einer mechanischen Bremse in den Winkel. Sie timen ihn.
Wenn Ihre Matrizenwahl oder Rückfederungsschätzung falsch ist, können Sie nicht mitten im Hub verlangsamen und korrigieren. Die Maschine ist festgelegt, sobald sie eingreift. Das ermöglicht die Hochgeschwindigkeitsproduktion von wiederholten Teilen – schnelle Zykluszeiten, einfache Mechanik – aber es bestraft Einrichtungsfehler.
Ich habe beobachtet, wie ein neuer Bediener versuchte, 3/16 Edelstahl auf einer mechanischen Presse zu biegen, die bereits nahe ihrer Nennkapazität war. Sein Überbiege-Schätzwert lag zwei Grad zu niedrig. Heraus kam ein Teil mit 92 Grad, obwohl der Plan 90 Grad verlangte. Bei Edelstahl ist das Ausschuss.
Sehen Sie es so: Eine mechanische Abkantpresse ist wie eine Stanzpresse, die zum Biegen angepasst wurde – großartig, wenn der Prozess abgestimmt ist, unversöhnlich, wenn er es nicht ist.
Fügen Sie dazu die Sicherheitsrealität hinzu. Maschinen mit vollem Hub halten nicht von Natur aus in der Luft an; Nachrüstungen gibt es, aber die Konstruktionswurzeln stammen aus einer Zeit, in der die Schutzstandards anders waren. Das ist ein Grund, warum heute weniger neue verkauft werden.
Sie lösen das Problem von Geschwindigkeit und Einfachheit. Sie kämpfen mit dem Problem, auf das wir hingearbeitet haben: kontrollierte, einstellbare Kraftabgabe über variable Aufträge hinweg.
Wenn Geschwindigkeit ihre Stärke ist, was lässt Hydraulik die meisten Fertigungsbetriebe übernehmen?
Stellen Sie sich neben eine moderne hydraulische Presse während eines schweren Biegevorgangs. Sie hören, wie die Pumpen unter Last gehen, während der Druck steigt. Der Stößel fährt unter kontrolliertem Fluss aus Hydraulikzylindern herunter – Kraft erzeugt durch Fluiddruck, der auf die Kolbenfläche wirkt.
Druck mal Fläche ergibt Kraft. Einfache Physik.
Aber hier ist der entscheidende Teil: Der Druck kann während des gesamten Hubs kontinuierlich moduliert werden. Sie können den Anfahrweg verlangsamen, sanft in Kontakt gehen, den Druck schrittweise aufbauen und sogar unten verweilen, damit sich das Material entspannen kann, bevor Sie zurückfahren.
Diese Kontrolle ist wichtig, wenn Sie einen Auftrag luftbiegen, den nächsten auf Anschlag biegen und nach dem Mittagessen mit dem Prägen flirten.
Hydraulik ist auch skalierbar. Brauchen Sie 300 Tonnen über 12 Fuß? 600 über 20? Fluidkraft bewältigt das ohne ein Schwungrad in der Größe eines LKW-Reifens. Deshalb findet schwere Blechbearbeitung auf Hydraulik statt.
Jetzt wollen wir die Behauptung “Hydraulik ist präziser” einem Belastungstest unterziehen.
Moderne Maschinen aller Antriebsarten können extrem enge Positionier-Wiederholgenauigkeit erreichen – im Bereich von Tausendstel Millimetern – dank starrer Rahmen und synchronisierter Stößelsteuerung. Aber Positionier-Wiederholgenauigkeit ist nicht dasselbe wie Biegewinkelgenauigkeit in der Produktion.
Der Winkel hängt von Materialstärke, Faserrichtung, Matrizenbreite und Rückfederung ab. Eine hydraulische Presse glänzt, weil sie druckbasierte Steuerung und Echtzeit-Winkelmesssysteme integrieren kann. Sie kann die Stößeltiefe dynamisch von Teil zu Teil anpassen, wenn die Dicke variiert.
Das beseitigt keine Abweichungen. Es gibt Ihnen ein Werkzeug, um sie zu steuern.
Der Kompromiss? Energie. Traditionelle Hydrauliksysteme lassen Pumpen oft kontinuierlich laufen, erzeugen Wärme und verbrauchen Strom, selbst im Leerlauf. Wartung bedeutet Dichtungen, Ventile und Fluidzustand. Ignorieren Sie das, und Sie jagen driftende Winkel, wenn sich die Öltemperatur und damit die Viskosität verändert.
Kochen Sie die Dichtungen lange genug, und Sie bauen Zylinder neu auf, statt Teile zu versenden.
Hydraulik dominiert, weil sie das breiteste Spektrum an Kraftabgabeproblemen löst – hohe Tonnage, variable Aufträge, einstellbare Steuerung – ohne Sie in ein enges Betriebsfenster zu zwängen.
Aber was, wenn Ihre Arbeit nie über dünnes Blech hinausgeht und ein halbes Grad schon ungenau wirkt?
Stellen Sie sich nun vor, hydraulische Zylinder durch Kugelgewindetriebe zu ersetzen, die von Servomotoren angetrieben werden. Kein Öl. Kein Pumpengeräusch. Nur Elektromotoren, die Rotationsbewegung direkt in lineare Kolbenbewegung umwandeln.
Eine hochwertige servo-elektrische Presse kann den Kolben auf wenige Hundertstel Millimeter genau positionieren. Das Motordrehmoment wird digital gesteuert, sodass Beschleunigung und Verzögerung präzise sind. Wenn der Kolben stoppt, hält er die Position ohne die Kompressibilität von Flüssigkeit im System.
Bei dünnem Material – sagen wir 1 bis 4 mm Blech – ist das ein Traum. Kurze Hübe. Geringere Tonnage. Hohe Wiederholgenauigkeit. Energieverbrauch nur beim Bewegen.
Sehen Sie es so: Eine servo-elektrische Presse verhält sich eher wie ein kalibrierter Drehmomentschlüssel als wie ein hydraulischer Wagenheber. Sie steuern die Kraft über Motordrehmoment und Schraubengeometrie, nicht über unter Druck stehende Flüssigkeit.
Aber es gibt Drehmomentbegrenzungen.
Die meisten servo-elektrischen Maschinen erreichen deutlich weniger als die extremen Tonnagen, die bei schwerer Strukturarbeit üblich sind. Wenn Sie sie wiederholt nahe der maximalen Kapazität betreiben, belasten Sie mechanische Komponenten – Schrauben, Lager, Antriebssysteme – die Überlast nicht so leicht wegstecken wie große Hydraulikzylinder.
Und hier ist der Punkt, den Anfänger übersehen: Wenn Ihre Materialstärke genug variiert, um den Winkel um 2° zu verändern, behebt Mikropositionierungsgenauigkeit das Teil nicht. Ohne Inline-Winkelmessung und -kompensation raten Sie immer noch beim Rückfederungsverhalten.
Präzisionshardware hebt die Materialphysik nicht auf.
Servo-elektrisch löst also das Problem des schnellen, hochpräzisen Biegens bei dünneren Blechstärken mit geringerem Energieverbrauch. Es ist kein universelles Upgrade für jede Werkstatt.
Und damit kommen wir zu den Maschinen, die versuchen, den Mittelweg zu gehen.
Hybride kombinieren typischerweise eine servogesteuerte Pumpe mit Hydraulikzylindern. Anstatt einen Motor mit konstanter Drehzahl den ganzen Tag Öl pumpen zu lassen, dreht der Servomotor die Pumpe nur, wenn Druck benötigt wird.
Bei leichter Arbeit sinkt der Energieverbrauch, weil der Motor nicht unter Last im Leerlauf läuft. Bei schwereren Biegungen erhalten Sie dennoch die Kraftdichte und Robustheit der Hydraulik.
Es klingt perfekt.
Aber die Energieeinsparung hängt vom Arbeitszyklus ab. Wenn Ihre Werkstatt ständig schwere Biegungen nahe der Kapazität ausführt, arbeitet die servogesteuerte Pumpe ohnehin die meiste Zeit. Die Einsparung schrumpft. Wenn Sie intermittierende, leichtere Arbeiten ausführen, ist der Unterschied real.
Aus Sicht der Kraftübertragung verhalten sich Hybride wie verfeinerte Hydrauliksysteme. Sie erhalten weiterhin druckbasierte Steuerung und hohe Tonnagefähigkeit, mit verbesserter Effizienz und oft sanfterer Kolbenbewegung.
Sie übertreffen reine Hydraulik nicht magisch in der Genauigkeit; sie verbessern, wie effizient diese Kraft erzeugt und gesteuert wird.
Also nein, der Mittelweg spart nicht automatisch Geld. Es hängt davon ab, wie Ihr berechnetes Tonnageprofil über eine volle Schicht aussieht.
Und hier müssen wir die Perspektive umdrehen.
Denn sobald Sie verstehen, wie jeder Antriebstyp Kraft liefert – schnell und entschlossen, flüssig und anpassbar, digital dosiert – hören Sie auf zu fragen, welche Maschine “die beste” ist, und beginnen zu fragen, welche zu dem Kraftbereich passt, in dem Ihre Teile tatsächlich liegen.
Das Fazit: Wählen Sie das Antriebssystem, das zu Ihrem typischen Tonnagebereich und Ihren Steuerungsanforderungen passt – die Kraftübertragungsmethode muss zur Arbeit passen, nicht zu Ihrem Stolz.
Sie stellen jetzt die richtige Frage: Angesichts meines Materials, meines Dickenbereichs, meines Mixes aus Einzelstücken und Serienproduktion – welches Antriebssystem passt tatsächlich?
Gut. Denn wenn Sie mit Marken oder Broschüren anfangen, kaufen Sie am Ende eine Persönlichkeit statt einer Maschine.
Eine Abkantpresse ist kein “Metallbieger”. Sie ist ein kalibriertes Kraftübertragungssystem, wie ein Drehmomentschlüssel mit angebautem Tisch und Hinteranschlag. Das Blech in Ihren Händen – seine Dicke, Zugfestigkeit, Faserrichtung, Anforderung an den Innenradius – das ist der Arbeitsauftrag. Die Maschine ist nur der Weg, kontrollierte Kraft anzuwenden, um diese Geometrie zu erfüllen.
Sehen Sie es so: Wenn Sie einen Drehmomentschlüssel nicht nach dem Aussehen der Schraube einstellen würden, warum würden Sie eine Abkantpresse wählen, nur weil sie “schwer genug zu sein scheint”?
Der nicht offensichtliche Wechsel ist dieser: Sie wählen nicht zuerst eine Maschine und sehen dann, welche Arbeit dazu passt. Sie definieren das Kraftfenster, in dem Ihre Teile liegen, und wählen dann das Antriebssystem, das sich innerhalb dieses Fensters am besten verhält.
Verpassen Sie diese Reihenfolge, und Sie tun, was ich schon hundertmal gesehen habe – Sie kaufen 175 Tonnen Stolz für eine Werkstatt, die hauptsächlich 16-Gauge-Halterungen biegt.
Das Fazit: Das Teil definiert das Kraftfenster; die Maschine muss sich darin wohlfühlen.
Nehmen Sie ein echtes Beispiel. Angenommen, Ihr Brot-und-Butter-Auftrag sind Halterungen aus 10-Gauge-Mildstahl, 48 Zoll lang, luftgebogen auf 90 Grad mit einem Innenradius von 0,125 Zoll.
Bevor Sie überhaupt an “hydraulisch” oder “servo-elektrisch” denken, berechnen Sie die Tonnage pro Fuß, multiplizieren mit der Länge und prüfen die erforderliche V-Matrizenöffnung, um diesen Radius zu erreichen. Die Dicke bestimmt die Tonnage im Quadrat. Verdoppeln Sie die Dicke und Sie verdoppeln nicht die Kraft – Sie vervierfachen sie. Das ist kein Trivia. Das ist der Unterschied zwischen Gleiten und Stöhnen.
Jetzt berücksichtigen Sie den Produktionsmix. Wenn 80% Ihrer Arbeit dünnes Blech – 1 bis 3 mm – mit enger Winkeltoleranz und kurzen Hüben ist, lebt eine servo-elektrische Maschine in ihrem Komfortbereich: schnelle Zyklen, geringer Energieverbrauch, hohe Positionskontrolle. Aber wenn 30% Ihres Monats 3/8-Platten oder lange 12-Fuß-Biegungen nahe der Kapazität umfasst, arbeitet diese Maschine am Limit, nicht im Sweet Spot.
Limits sind die Orte, an denen Komponenten verschleißen und Teile abweichen.
Und hier werden Anfänger verbrannt: Sie sehen die maximale Tonnage im Handbuch und nehmen an, dass sie sicher sind. Aber die Tonnage verteilt sich über die Länge. Eine 100-Tonnen-Maschine ist keine 100-Tonnen-Maschine, wenn Ihre Biegung 85 Tonnen über 12 Fuß erfordert und der Rahmen ohne ordnungsgemäßes Bombieren nachgibt. So bekommen Sie ein Teil, das an den Enden fest und in der Mitte offen ist.
Bei Edelstahl ist das Ausschuss.
Also kartieren Sie drei Dinge, bevor Sie jemals einen Händler anrufen: Ihr dickstes häufiges Material, Ihre längste häufige Biegung und Ihre engste Winkeltoleranz. Dieses Dreieck definiert Ihren realen Arbeitsbereich.
Alles andere ist Lärm.
Das Fazit: Berechnen Sie zuerst Ihre reale Tonnage-, Längen- und Toleranzspanne – und sehen Sie dann, welche Maschinen dort ohne Belastung arbeiten.
Lassen Sie uns nun die Idee auf den Prüfstand stellen, dass eine Abkantpresse immer die Antwort ist.
Wenn Sie Rohr oder Leitung formen, biegen Sie kein Blech über eine V-Matrize – Sie kontrollieren die Ovalisierung, die Wanddünnung und den Radius der Mittellinie um eine Form herum. Das ist das Gebiet des Rotationszugbiegens. Andere Mechanik. Anderer Kraftverlauf.
Versuchen Sie, es auf einer Abkantpresse mit improvisiertem Werkzeug zu imitieren, und Sie werden das Profil zerquetschen oder den Querschnitt verzerren. Ich habe gesehen, wie ein unerfahrener Lehrling ein quadratisches Rohr plattgedrückt hat, weil er dachte: “Druck ist Druck.”
Dieses Werkstück hat die Prüfung nie bestanden.
Gleiches gilt für große Paneele und dekorative Oberflächen. Wenn Ihre Arbeit hauptsächlich aus dünnen Aluminiumplatten mit breiten Flanschen und dekorativen Oberflächen besteht, kann eine Falzmaschine Ihnen bessere Kontrolle mit weniger Markierungen geben, weil sie klemmt und faltet, anstatt das Material in eine Matrize zu zwingen.
Sehen Sie es so: Eine Abkantpresse konzentriert die Kraft entlang einer schmalen Linienkontaktfläche. Eine Falzmaschine verteilt sie entlang einer geklemmten Kante. Wenn Oberflächenfinish und minimale Markierungen Ihr Geschäft antreiben, ist die Geometrie der Kraftübertragung wichtiger als die reine Tonnage.
Der nicht offensichtliche Teil? Manchmal ist der klügste Kauf einer Abkantpresse gar keine Abkantpresse.
Das Fazit: Wenn der Kraftverlauf einer Abkantpresse Ihrer Geometrie entgegenwirkt, verwenden Sie die falsche Maschine – kein Antriebssystem kann das beheben.
Inzwischen erkennen Sie das Muster. Material bestimmt die Tonnage. Länge bestimmt die Verteilung. Geometrie bestimmt das Werkzeug. Produktionsmix bestimmt den Arbeitszyklus. Erst danach sprechen Sie über Antriebssysteme.
Hier ist das Rahmenwerk, das ich Lehrlingen beibringe, die denken “größer ist sicherer”:
Wenn Ihre oberen 10% 80–90% der Kapazität einer Servo-Elektro-Maschine beanspruchen, ist das kein Spielraum – das ist Stress. Wenn Ihre täglichen 70% nie aus dem Dünnblechbereich herauskommen, ist eine große Hydraulik, die den ganzen Tag im Leerlauf läuft, verschwendete Muskelkraft und verschwendete Energie.
Mechanische Maschinen? Wenn Ihr Mix repetitiv und identisch ist – gleiches Material, gleicher Hub, tausende Teile – können sie brutal effizient sein. Aber sie stoppen nicht mitten im Zyklus. Bei variabler Werkstattarbeit ist das der Grund, warum Sie den Winkel überschreiten und den ganzen Nachmittag hinterherjagen. Er bekam ein Teil mit 92 Grad, obwohl der Plan 90 vorsah.
Sicherheit kommt nicht von einem Logo auf der Seitenwand. Sie kommt davon, zu wissen, dass Ihre Teile die meiste Zeit zwischen, sagen wir, 15 und 60 Tonnen liegen, mit gelegentlichen Spitzen bis 120 – und eine Maschine zu wählen, deren Kraftübertragungsverhalten in diesem Bereich stabil, kontrollierbar und nicht ausgelastet ist.
Wenn Sie also fragen, welches Antriebssystem zu Ihrer Werkstatt passt, lautet die Antwort nicht hydraulisch, servo-elektrisch, hybrid oder mechanisch.
Die Antwort lautet: dasjenige, dessen kontrollierbarer Kraftbereich sich mit Ihrem tatsächlichen Arbeitsbereich überschneidet und Spielraum bietet.
Und sobald Sie es so sehen, hören Sie auf, Maschinen zu kaufen.
Sie beginnen, Kraftsysteme mit Geometrie abzugleichen.


















