

Musim semi lalu, saya punya anak yang menjalankan batang baja tahan karat 14-gauge sepanjang 10 kaki langsung ke cetakan seperti sedang menginjak anggur. Ram turun. Berhenti keras. Dia pikir makin besar tekanan berarti lengkungan makin rapat.
Yang dia dapat adalah bagian dengan sudut 92 derajat pada gambar cetak yang meminta 90 derajat. Pada baja tahan karat, itu berarti barang rongsokan.
Dia pikir tugas mesin adalah untuk mendorong. Bukan begitu.
Berdirilah di depan sebuah press brake saat mesin bekerja. Alat bagian atas (punch) turun ke dalam cetakan bawah berbentuk V. Lembaran logam tidak melipat karena “ditekan.” Ia melengkung karena gaya diberikan pada kedalaman tertentu, terhadap bukaan tertentu, dengan jumlah springback tertentu (kecenderungan logam untuk kembali rileks setelah tekanan dilepaskan).
Ubah gaya, alat, atau kedalaman sedikit saja, sudutnya akan berubah.
Lihat seperti ini: kunci torsi tidak “mengencangkan baut.” Ia memberikan jumlah torsi yang terkalibrasi. Press brake tidak “menekuk logam.” Ia memberikan gaya terkalibrasi agar logam mencapai sudut yang ditargetkan.
Jika meleset dari itu, Anda bukan sedang mengoperasikan mesin—Anda sedang berjudi dengan baja.
Perubahan pola pikir yang saya ingin Anda lakukan sederhana: berhenti berpikir tentang gerakan (ram turun) dan mulailah berpikir tentang hasil (sudut yang dicapai).
Kata “brake” tidak berasal dari rem mobil. Ia berasal dari istilah lama untuk melengkungkan lembaran logam—“braking” berarti melipat di sepanjang garis lurus.
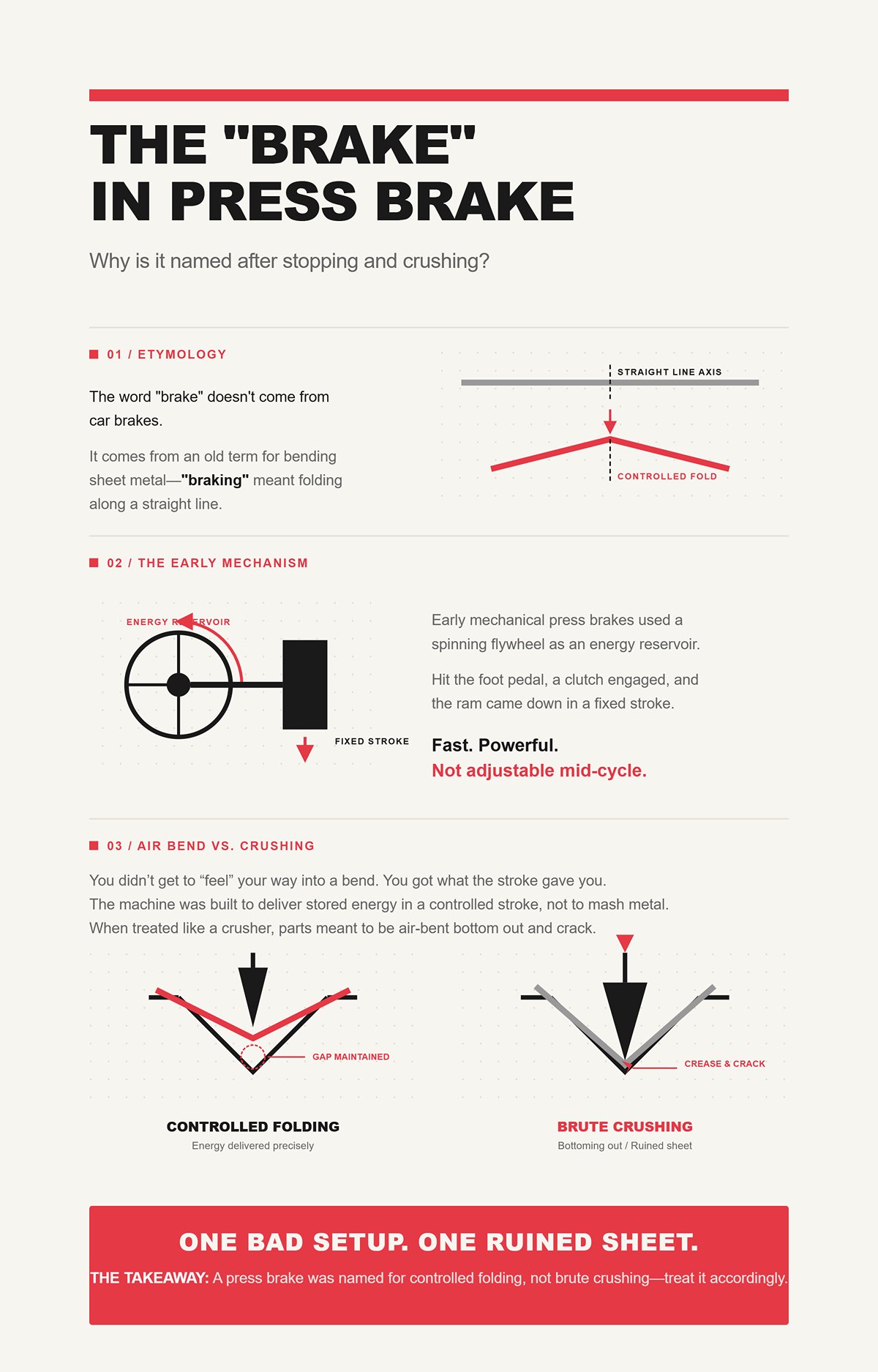
Press brake mekanis awal menggunakan roda gila berputar sebagai wadah energi. Tekan pedal kaki, kopling terhubung, dan ram turun dengan langkah tetap. Cepat. Kuat. Tidak dapat disesuaikan di tengah siklus.
Anda tidak bisa “merasakan” lekukannya perlahan. Anda hanya mendapatkan apa yang diberikan oleh langkah tersebut.
Desain itu memberi tahu Anda sesuatu. Mesin dibuat untuk mengirimkan energi tersimpan dalam satu langkah terkontrol, bukan untuk menumbuk logam sampai terlihat benar. Ketika para murid memperlakukannya seperti penghancur, mereka membuat bagian yang seharusnya di-air-bend menjadi menempel di dasar—dan tiba-tiba lembaran 4×8 itu memiliki garis lipatan mengkilap yang akan retak saat pembentukan berikutnya.
Satu setelan yang salah. Satu lembaran yang rusak.
Nama itu tetap, tapi maknanya bergeser. “Brake” selalu tentang pelipatan terkontrol, bukan penghancuran.
Intinya: Press brake dinamai karena pelipatan terkontrol, bukan penghancuran kasar—perlakukan sesuai maknanya.
“Press” membuat orang berpikir bahwa tugasnya adalah memberi tekanan sampai logam menyerah.

Namun dalam proses penekukan udara—metode yang paling umum—punch tidak pernah menyentuh dasar pada die. Punch mendorong lembaran sebagian ke dalam bukaan berbentuk V. Sudut akhir bergantung pada tiga hal: kedalaman punch, lebar bukaan die, dan sifat springback material.
Jika Anda menambah tonase tanpa mengubah kedalaman, Anda tidak serta-merta mendapatkan sudut yang berbeda. Anda hanya akan memberikan tekanan berlebih pada perkakas dan rangka mesin. Saya pernah melihat orang mencoba memperbaiki kesalahan sudut dengan meningkatkan tonase, dan satu-satunya hasilnya adalah ram yang melengkung dan bahu die yang retak.
Pikirkan seperti ini: Anda tidak sedang menekan tanah liat ke dalam cetakan. Anda sedang menekuk sebuah balok (lembaran) di atas dua tumpuan (bahu die) dengan beban terkontrol di tengah (punch). Itulah dasar dari mekanika bahan.
Gaya adalah input. Sudut adalah output.
Ketika Anda memahami itu, “menekan” bukan lagi tujuannya. Memberikan gaya yang tepat, pada kedalaman yang tepat, dengan perkakas yang tepat—itulah tugasnya.
Jadi jika ini bukan tentang menekan lebih keras, apa sebenarnya yang Anda kendalikan?
Saya beri contoh sederhana dari bengkel. Baja lunak 0,125 inci yang sama. Punch yang sama. Ubah die bawah dari bukaan V 1 inci menjadi bukaan V 1,5 inci. Jalankan kedalaman terprogram yang sama persis.
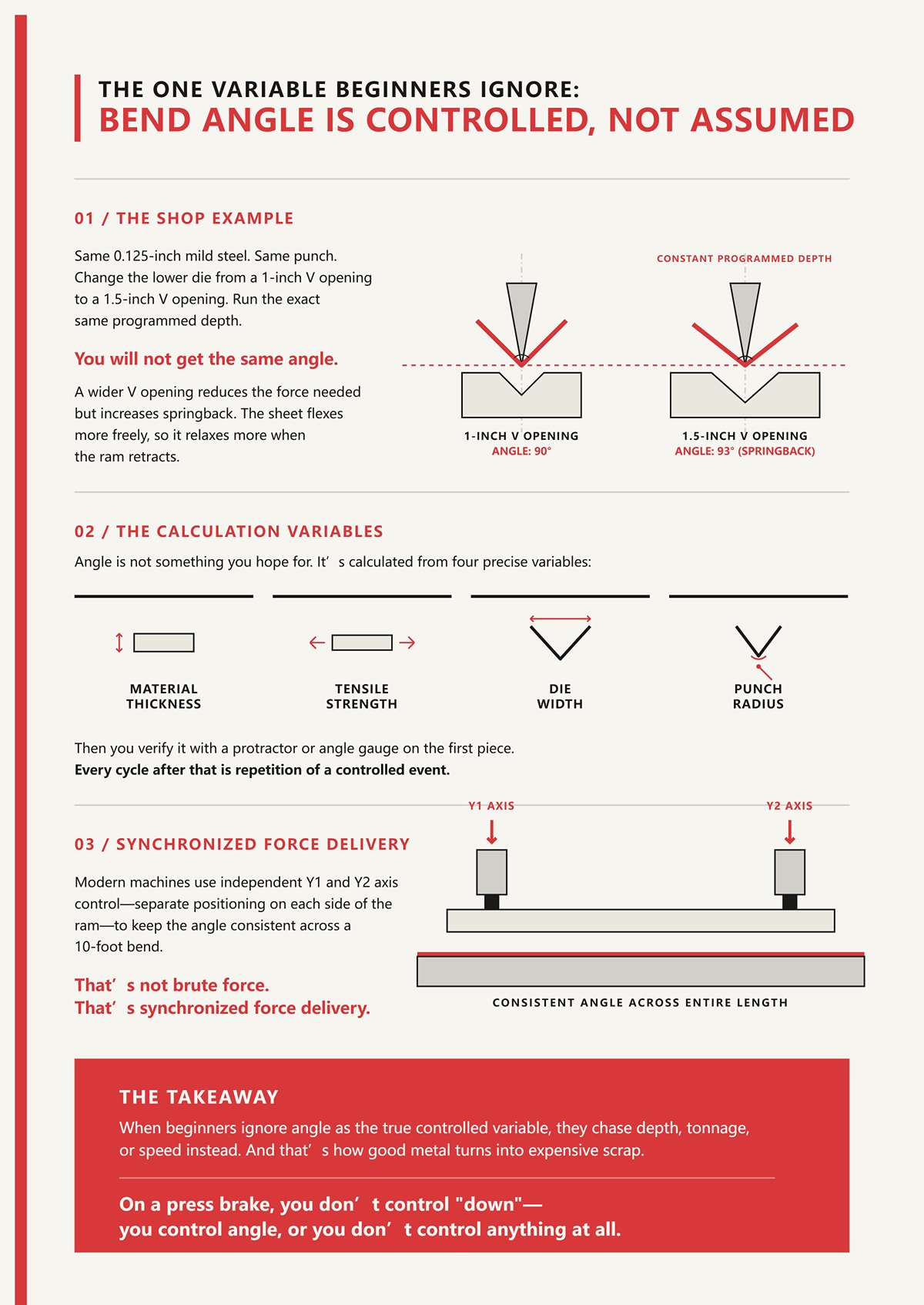
Anda tidak akan mendapatkan sudut yang sama.
Bukaan V yang lebih lebar mengurangi gaya yang dibutuhkan, tetapi meningkatkan springback. Lembaran lebih mudah menekuk, sehingga akan lebih banyak kembali melengkung saat ram ditarik. Jika Anda tidak memperhitungkannya, Anda akan memegang bagian dengan sudut 93 derajat dan bertanya-tanya apa yang terjadi.
Sudut bukan sesuatu yang diharapkan begitu saja. Itu adalah sesuatu yang dihitung berdasarkan ketebalan material, kekuatan tarik, lebar die, dan jari-jari punch. Lalu Anda memverifikasinya dengan busur derajat atau pengukur sudut pada bagian pertama. Setiap siklus setelah itu hanyalah pengulangan dari peristiwa yang terkontrol.
Mesin modern bahkan menggunakan kontrol independen sumbu Y1 dan Y2—posisi terpisah di setiap sisi ram—untuk menjaga konsistensi sudut di sepanjang tekukan 10 kaki. Itu bukan kekuatan brutal. Itu adalah pengaturan gaya yang tersinkronisasi.
Ketika pemula mengabaikan sudut sebagai variabel utama yang dikendalikan, mereka malah mengejar kedalaman, tonase, atau kecepatan. Dan begitulah logam yang bagus berubah menjadi besi bekas yang mahal.
Intinya: Pada mesin press brake, Anda tidak mengendalikan “turun”—Anda mengendalikan sudut, atau Anda tidak mengendalikan apa pun.
Anda memiliki gambar kerja yang meminta flensa 90 derajat, 2,000 inci dari tepi ke garis tekuk, pada baja lunak 0,125 inci. Anda sudah memilih punch dan die berbentuk V 1 inci. Anda tahu ketebalan material. Anda tahu rentang kekuatan tariknya. Jadi bagaimana Anda mengatur mesin agar bagian pertama bukan hasil tebakan?
Anda tidak memulai dengan “seberapa jauh turun.” Anda memulai dengan pengurangan tekukan dan sudut target. Kontrol CNC menggunakan data bukaan die dan material untuk menghitung kedalaman teoritis yang seharusnya menghasilkan 90 derajat setelah springback. Kedalaman itu tidak sembarangan—itu terikat dengan geometri. Ubah lebar die atau kekuatan material, dan kedalaman yang dihitung akan ikut berubah.
Lalu siklus dimulai.
Setiap tekukan adalah tumpukan peristiwa terkontrol: posisikan, jepit, turunkan, bentuk, springback, lepaskan. Lewatkan satu langkah saja dan perhitungan yang Anda percayai di layar akan gagal di perkakas.
Mari kita ikuti satu lembaran melalui prosesnya.
Geser pelat itu ke atas meja dan dorong ke belakang sampai menyentuh jari-jari CNC backgauge. Jari-jari itu bukan sekadar penghenti. Mereka adalah perangkat pemosisian yang digerakkan oleh servo, biasanya akurat hingga beberapa seperseribu inci.
Jika flens Anda seharusnya 2,000 inci, dan backgauge Anda meleset 0,020, garis tekukan Anda bergeser 0,020. Sudutnya bisa sempurna dan bagian tersebut tetap gagal dalam inspeksi karena panjang kakinya salah. Pemula menyalahkan tekukan. Padahal posisinya yang salah.
Lihat dengan cara ini: press brake membentuk sudut di sepanjang garis di ruang. Backgauge menentukan di mana garis itu berada. Jika garisnya salah, segala sesuatu setelahnya akan salah dengan sempurna.
Sekarang tambahkan satu lapisan lagi. Press brake modern menggunakan dua sumbu independen—Y1 dan Y2—yang mengontrol sisi kiri dan kanan ram. Jika mereka bahkan sedikit tidak sinkron, satu sisi punch akan mengenai terlebih dahulu. Pada bagian sepanjang 10 kaki, hal itu menjadi sudut meruncing—89 derajat di satu ujung, 91 di ujung lain. Backgauge mengasumsikan ram akan tetap sejajar. Jika mesin tidak dikalibrasi, posisi “akurat” Anda akan menghasilkan tekukan yang terpuntir.
Satu kali kalibrasi bergeser. Satu batch panel yang tidak akan duduk rata saat perakitan.
Backgauge tidak menekuk logam. Ia memutuskan di mana fisika akan terjadi.
Intinya: Jika garis tekukan tidak persis di tempat yang Anda pikirkan, akurasi sudut tidak akan menyelamatkan bagiannya.
Anda menekan tombol start siklus. Ram bergerak turun dengan cepat pada awalnya—kecepatan pendekatan. Belum ada beban. Hanya menutup jarak.
Lalu ram melambat sebelum kontak. Perlambatan itu bukan untuk efek dramatis. Itu untuk kendali. Saat punch menyentuh pelat, gaya meningkat cepat. Terlalu banyak kecepatan saat kontak dan mesin akan melampaui kedalaman yang diprogram sebelum kontrol dapat bereaksi.
Pada press brake servo-elektrik, gerakan itu digerakkan oleh sekrup bola. Mereka presisi, efisien, dan sangat baik untuk bahan tipis hingga sedang. Tetapi mereka memiliki batas torsi. Dorong mereka ke wilayah pelat tebal dan Anda akan mencapai batas atasnya. Hidrolik, di sisi lain, dapat memberikan tonase tinggi sepanjang hari, tetapi Anda mengatur kompresi fluida dan respons katup, bukan penggerak mekanis langsung.
Jenis penggerak berbeda, perilaku berbeda di bawah beban.
Dan beban mengubah mesin itu sendiri. Di bawah tonase tinggi, meja dan ram sedikit melengkung. Tanpa crowning—kompensasi yang dapat disesuaikan yang membuat meja sedikit melengkung sebelumnya—Anda akan mendapatkan apa yang disebut efek kano: sudut lebih rapat di ujung, terbuka di tengah. Ram melakukan persis seperti yang diperintahkan dalam hal kedalaman. Rangkanya tetap bergerak.
Kecepatan penting karena sistem kontrol membutuhkan waktu untuk mengukur resistansi dan berhenti pada kedalaman pembentukan yang benar. Terlalu cepat, dan Anda akan melewati titik yang dihitung. Terlalu lambat, dan Anda membuang waktu siklus tanpa mendapatkan akurasi.
Yang sebenarnya terjadi di sini bukanlah “ram turun.” Ini adalah gaya terkendali yang meningkat hingga ambang batas yang dihitung, di seluruh struktur yang melentur di bawah beban, dikompensasi secara waktu nyata.
Gagal menjaga keseimbangan itu dan Anda bukan sedang menekuk—Anda sedang menguji kekuatan rangka dengan bahan pelanggan di dalam cetakan.
Intinya: Kecepatan ram bukan tentang tergesa-gesa atau berhati-hati—ini tentang memberi mesin waktu untuk mencapai gaya dan kedalaman yang tepat sesuai perhitungan sudut Anda.
Punch mencapai kedalaman yang diprogram. Di layar, tertulis bahwa Anda telah mencapai angka yang seharusnya menghasilkan 90 derajat.
Anda menarik kembali ram.
Bagian tersebut terbuka hingga 92.
Itulah springback—pemulihan elastis logam setelah beban dihilangkan. Setiap material memiliki kekuatan luluh (di mana ia berubah bentuk secara permanen) dan rentang elastis (di mana ia ingin kembali ke bentuk semula). Pembengkokan udara berada di antara kedua hal ini. Anda menekan melewati titik luluh secukupnya untuk mendapatkan deformasi permanen, dengan mengetahui bahwa beberapa pemulihan elastis akan terjadi.
Baja lunak mungkin mengalami springback sebesar 1 hingga 2 derajat pada ketebalan umum. Baja tahan karat bisa melenting kembali 2 hingga 5 derajat tergantung pada jenis dan tempernya. Bahkan dalam jenis yang sama, lot pemanasan yang berbeda dapat berperilaku berbeda. Anda bisa menghasilkan 20 bagian yang bagus, lalu memuat lembaran baru dari batch yang berbeda, dan tiba-tiba Anda harus mengejar sudut kembali.
Jadi apa yang kita lakukan? Kita membengkokkan lebih jauh. Jika kita memperkirakan akan ada springback sebesar 2 derajat, kita memprogram untuk 88 agar setelah dilepas menjadi 90. Kontrol modern dapat menggunakan sistem pengukuran sudut untuk menyesuaikan secara otomatis, tetapi prinsipnya tetap sama: Anda tidak pernah mendapatkan hasil yang persis sama seperti saat beban masih diterapkan.
Di sinilah konsep penyampaian gaya membuktikan manfaatnya. Anda tidak membentuk berdasarkan target visual. Anda memberikan pembengkokan lebih yang telah dihitung berdasarkan perilaku material yang sudah diketahui, memverifikasinya pada bagian pertama, lalu menguncinya.
Abaikan springback, dan pengaturan kedalaman yang “sempurna” berubah menjadi tumpukan bagian yang semuanya terbuka 2 derajat. Pada baja tahan karat, itu artinya limbah.
Intinya: Selalu programkan berdasarkan di mana logam akan berada setelah relaksasi, bukan di mana posisinya saat berada di bawah pukulan.
Ram ditarik kembali. Pengukur belakang bergerak ke posisi berikutnya. Anda memutar atau membalik bagian untuk tekukan berikutnya.
Satu siklus mungkin memakan waktu 10 detik pada braket kecil. Kedengarannya sepele sampai Anda menjalankan 3.000 buah. Hemat satu detik dengan aman dan Anda menghemat hampir satu jam waktu mesin. Tambahkan satu detik karena ragu atau koreksi, dan Anda menanggung biayanya sepanjang minggu.
Namun inilah jebakannya: mengejar kecepatan sebelum bagian pertama benar.
Jika Anda terburu-buru saat penyetelan, melewatkan pemeriksaan bagian pertama, atau mengabaikan sedikit pergeseran sudut di sepanjang meja, Anda tidak hanya kehilangan detik. Anda kehilangan seluruh batch. Biaya produksi tidak naik dalam kenaikan yang rapi—ia melonjak saat Anda menemukan 200 bagian dengan kesalahan 1 derajat yang tidak akan pas pada rakitan pasangannya.
Waktu siklus bersifat kumulatif. Begitu juga dengan kesalahan.
Operasi press brake yang baik terlihat hampir membosankan: kecepatan pendekatan yang konsisten, kecepatan pembentukan yang terkontrol, sudut yang terverifikasi, dan posisi pengukur belakang yang dapat diulang. Mesin tidak terbebani. Operator tidak menebak. Angka di layar sesuai dengan geometri di tangan Anda.
Itu bukan kekuatan kasar. Itu pengulangan yang terkalibrasi.
Dan setelah Anda melihat seluruh siklus—penentuan posisi, penurunan terkontrol, gaya yang dikompensasikan, pembengkokan lebih yang dihitung, pengulangan—Anda mulai menyadari sesuatu: metode pembengkokan itu sendiri memengaruhi seberapa banyak springback yang harus Anda atasi, seberapa besar tonase yang Anda butuhkan, dan seberapa banyak rangka melentur.
Hal ini menimbulkan pertanyaan berikut: jika siklusnya tetap sama, bagaimana perubahan metode pembengkokan bisa mengubah hasilnya?
Intinya: Dalam produksi, satu detik yang dihemat dengan cara yang benar menghasilkan keuntungan; satu derajat yang terlewat menghasilkan limbah.
| Langkah | Judul | Konten | Inti pembelajaran |
|---|---|---|---|
| Langkah 1 | Pemosisian: Mengapa backgauge CNC adalah pahlawan tanpa tanda jasa dalam hal akurasi | Backgauge CNC memposisikan lembaran dengan jari penggerak servo yang akurat hingga seperseribu inci. Jika backgauge melenceng, garis tekukan bergeser—bahkan jika sudutnya sempurna—menyebabkan kegagalan komponen karena panjang kaki yang salah. Press brake membentuk sudut, tetapi backgauge menentukan di mana sudut tersebut berada di ruang. Press brake modern menggunakan sumbu Y1 dan Y2 yang independen; jika tidak sinkron, mereka menciptakan sudut meruncing di sepanjang bagian yang panjang. Kalibrasi mesin dan keselarasan struktur secara langsung memengaruhi akurasi tekukan. Backgauge menentukan di mana fisika dari proses penekukan terjadi. | Jika garis tekukan tidak persis di tempat yang Anda pikirkan, akurasi sudut tidak akan menyelamatkan bagiannya. |
| Langkah 2 | Penjepitan dan Penurunan: Apa yang dilakukan ram dan mengapa kecepatan penting di sini | Ram turun dengan cepat pada kecepatan pendekatan, kemudian melambat sebelum menyentuh material untuk kontrol yang lebih baik. Kecepatan berlebih saat kontak dapat menyebabkan overshoot sebelum sistem kontrol bereaksi. Press brake servo-elektrik menggunakan ball screw—presisi tinggi tetapi dengan torsi terbatas—sementara sistem hidrolik memberikan daya tekan tinggi namun harus mengelola dinamika fluida. Di bawah beban, meja dan ram melentur; sistem crowning mengompensasi hal ini untuk mencegah sudut yang tidak rata (efek “kanu”). Kecepatan yang tepat memungkinkan sistem kontrol mengukur resistansi dan berhenti pada kedalaman pembentukan yang benar. Proses ini adalah gaya terkontrol yang meningkat hingga ambang batas yang dihitung di seluruh struktur yang lentur. | Kecepatan ram bukan tentang tergesa-gesa atau berhati-hati—ini tentang memberi mesin waktu untuk mencapai gaya dan kedalaman yang tepat sesuai perhitungan sudut Anda. |
| Langkah 3 | Dilema Springback: Mengapa logam tidak pernah tetap persis di tempat Anda menekannya | Setelah pembentukan dan pelepasan, logam memantul kembali karena pemulihan elastis. Bahan dan batch yang berbeda memiliki perilaku springback yang bervariasi. Operator mengompensasi dengan menekuk lebih dari yang diperlukan berdasarkan perkiraan pemulihan (misalnya, memprogram 88° untuk mendapatkan 90°). Sistem modern dapat menyesuaikan secara otomatis dengan pengukuran sudut, tetapi prinsipnya tetap sama: Anda harus memperhitungkan relaksasi setelah beban dilepas. Keberhasilan penekukan memerlukan perhitungan overbend yang diverifikasi pada komponen pertama. | Selalu programkan berdasarkan di mana logam akan berada setelah relaksasi, bukan di mana posisinya saat berada di bawah pukulan. |
| Langkah 4 | Pelepasan dan Pengulangan: Bagaimana waktu siklus berlipat ganda menjadi biaya produksi | Setiap siklus tekukan mencakup penarikan ram ke posisi semula, reposisi backgauge, dan penanganan komponen. Penghematan waktu kecil dapat berlipat ganda secara signifikan dalam produksi massal. Namun, memprioritaskan kecepatan sebelum memverifikasi hasil pertama dapat berisiko menghasilkan kesalahan batch yang mahal. Konsistensi dalam kecepatan, posisi, dan verifikasi sudut memastikan keterulangan. Efisiensi produksi bergantung pada pengulangan yang terkalibrasi, bukan kekuatan semata. | Dalam produksi, satu detik yang dihemat dengan cara yang benar menghasilkan keuntungan; satu derajat yang terlewat menghasilkan limbah. |
Anda menggunakan mesin yang sama. Operator yang sama. Lembaran yang sama. Satu-satunya hal yang Anda ubah adalah pengaturan perkakas dan seberapa dalam Anda menekannya.
Satu pekerjaan membutuhkan 40 ton dan memantul kembali 2 derajat. Yang lain memerlukan tiga kali lipat gaya tekan dan hampir tidak bergerak setelah dilepaskan. Yang ketiga menghasilkan sudut 90 derajat sempurna setiap kali—tetapi mesin mengerang saat melakukannya.
Tidak ada yang berubah dari siklus ram. Yang berubah adalah hubungan antara punch, die, dan material. Hubungan itulah yang disebut metode penekukan.
Jika Anda tidak tahu metode mana yang sebenarnya Anda gunakan, Anda tidak sedang “membentuk.” Anda sedang berjudi dengan tonase, springback, dan defleksi rangka secara bersamaan.
Bayangkan lembaran baja ringan setebal 0,125 inci terletak di atas V-die berukuran 1 inci. Anda menurunkan punch standar 88 derajat dan berhenti sebelum ujung punch menyentuh dasar die.
Lembaran hanya menyentuh pada tiga titik: ujung punch dan dua bahu die. Lembaran itu benar-benar menggantung di udara di antara keduanya. Itulah air bending.
Sekarang jangan ubah apa pun pada punch. Ganti die dengan V berdiameter 0,75 inci. Jalankan kedalaman terprogram yang sama.
Anda tidak akan mendapatkan sudut yang sama.
Mengapa? Karena dalam air bending, radius lekukan bagian dalam terbentuk sebagai fungsi dari bukaan die—sekitar 16% dari bukaan V untuk baja lunak. Semakin sempit V, semakin rapat radiusnya. Radius yang lebih rapat berarti material meregang lebih banyak di bagian luar dan lebih tertekan di bagian dalam. Itu mengubah seberapa jauh kamu harus menekuk berlebihan agar mencapai 90 derajat setelah terjadi springback.
Punch menekan ke bawah. Tetapi bukaan die menentukan geometri tempat material diizinkan mengalir ke dalamnya.
Sekarang tekan lebih dalam—hingga material benar-benar menyentuh sisi-sisi die. Kamu tidak lagi mengambang di antara tiga titik. Lembaran kini ditekan ke dalam sudut die itu sendiri. Itulah proses bottoming. Sudut die sekarang secara fisik menentukan sudut lekukan akhir karena material dipaksa mengikuti bentuk die di bawah tekanan.
Tekan lebih dalam lagi—melewati kontak sederhana—dan kamu mulai mendeformasi material secara plastis di seluruh ketebalan pada garis tekukan. Itulah coining. Kamu tidak hanya menekuk di sekitar radius; kamu sedang menekan logam ke dalam rongga die dan sedikit menipiskannya di titik puncak.
Lihat dengan cara ini: die bukan hanya balok penyangga. Ia merupakan kondisi batas. Ia menentukan seberapa bebas logam dapat membentuk radiusnya sendiri versus seberapa besar ia harus mengikuti geometri alat.
Salah menentukan hal itu dan kamu akan terus mengejar sudut sepanjang shift, bertanya-tanya mengapa pengaturan kedalaman yang sama memberi tiga hasil yang berbeda.
Intinya: Bukaan dan sudut die menentukan bagaimana material diizinkan untuk mengalami deformasi—kedalaman saja tidak berarti apa-apa tanpa geometri tersebut.
Pada sebagian besar pekerjaan yang dikerjakan di bengkel saya—braket, penutup, rangka—kami melakukan air bending. Cepat. Fleksibel. Satu punch dan beberapa die berbentuk V dapat menangani berbagai rentang ketebalan.
Kamu ingin 90 derajat? Kamu tidak memerlukan die 90 derajat. Gunakan misalnya punch 88 derajat dan kendalikan kedalamannya. Berhenti lebih tinggi, kamu mendapat 100. Tekan lebih dalam, kamu mendapat 85. Satu set alat, sudut tak terbatas.
Fleksibilitas itulah alasan air bending menggunakan tonase paling kecil dari tiga metode. Kamu hanya membentuk hingga radius, tidak menghancurkan material ke dalam rongga. Tonase yang lebih rendah berarti devleksi rangka lebih sedikit, keausan lebih sedikit, dan siklus lebih cepat.
Tetapi inilah batasnya.
Karena bagian hanya menyentuh tiga titik, sudut akhir tergantung pada:
Jalankan bagian sepanjang 6 kaki tanpa penyesuaian crowning yang tepat dan kamu akan melihatnya: 90 di ujung-ujungnya, 92 di tengah. Ram menekan pada kedalaman yang terprogram di semua bagian. Rangka tetap melengkung.
Mesin press brake CNC modern dengan sensor sudut dapat mengukur dan mengoreksi secara otomatis dalam waktu nyata. Itu membantu. Tapi tidak mengubah fisika. Air bending selalu membuatmu menyeimbangkan antara springback dan kontrol kedalaman.
Saya pernah melihat operator baru mengira bahwa nomor pada layar menjamin sudut yang benar. Yang dia dapatkan adalah bagian dengan sudut 92 derajat, padahal gambar kerja memintanya 90 derajat.
Intinya: Air bending memberi fleksibilitas dan kebutuhan tonase rendah, tetapi akurasi sudut sepenuhnya tergantung pada konsistensi material dan kompensasi mesin.
Sekarang ambil baja lunak 0,125 inci yang sama dan letakkan di atas cetakan 90 derajat. Kali ini, Anda menekan punch hingga material benar-benar menempel pada sisi-sisi cetakan.
Anda tidak lagi menebak seberapa besar springback yang akan membuka sudut. Sudut cetakan adalah 90. Material ditekan kuat ke 90. Springback masih ada, tetapi berkurang secara drastis karena lebih banyak bagian penampang yang mengalami luluh (yield).
Tonase melonjak—biasanya beberapa kali lebih tinggi dibanding air bending untuk material dan ketebalan yang sama. Mengapa? Karena Anda memaksa seluruh zona tekuk agar menyesuaikan dengan dinding cetakan, bukan hanya membentuk radius yang menggantung.
Tonase yang lebih tinggi berarti lebih banyak lendutan pada meja dan ram jika mesin tidak dibangun atau dikompensasi untuk itu. Pada mesin press ringan, melakukan bottoming pada material tebal dapat memperburuk efek “kanu” alih-alih memperbaiki variasi sudut.
Namun ketika Anda mencocokkan tooling dengan tepat terhadap ketebalan material—dan itu kuncinya—bottoming memberikan pengulangan hasil yang konsisten dari batch ke batch. Ketergantungan lebih rendah pada penyesuaian overbend yang halus. Lebih sedikit sensitivitas terhadap variasi luluh kecil.
Konsekuensinya? Setiap ketebalan material membutuhkan pasangan cetakan sendiri. Ganti ketebalan, ganti tooling.
Abaikan hal itu dan coba lakukan bottoming pada aluminium tipis menggunakan cetakan yang dibuat untuk baja lebih tebal, dan Anda akan menimbulkan bekas pada garis tekuk melebihi spesifikasi. Kerusakan kosmetik itu saja dapat menghancurkan bagian yang terlihat.
Intinya: Bottom bending mengorbankan fleksibilitas dan membutuhkan lebih banyak tonase sebagai imbalan untuk mengurangi springback dan mendapatkan pengulangan sudut yang lebih ketat.
Coining adalah proses di mana para magang mengira mereka sedang bekerja “lebih akurat”.”
Anda menggunakan punch tajam—sering kali dengan radius ujung kecil—dan menekannya kuat ke material hingga logam luluh hampir di seluruh ketebalan pada garis tekuk. Radius bagian dalam menjadi hampir sama dengan radius ujung punch. Material secara literal terkompresi dan menipis di titik puncak.
Springback? Minimal. Kadang kurang dari setengah derajat.
Kedengarannya sempurna.
Sekarang lihat bagan tonase. Coining dapat memerlukan lima hingga sepuluh kali tonase air bending untuk material yang sama. Gaya itu tidak hilang. Ia masuk ke rangka, tooling, dan lembaran logam.
Pada mesin yang tidak dirancang untuk itu, Anda berisiko menyebabkan permanen lendutan meja. Pada baja tahan karat yang dikeraskan dengan punch tajam, Anda berisiko menimbulkan retakan mikro di sepanjang garis tekuk. Pada aluminium dekoratif, Anda dapat meninggalkan bekas yang tidak dapat disembunyikan oleh proses finishing mana pun.
Pada stainless steel, itu berarti scrap.
Coining benar-benar memberikan presisi ketika mesin, tooling, dan material dipadukan dengan benar. Ini umum digunakan pada produksi volume tinggi di mana toleransi sudut sangat ketat dan variasi tidak dapat diterima.
Namun ini adalah metode yang paling tidak memaafkan. Kesalahan kedalaman tidak bisa diperbaiki hanya dengan menekan pedal kaki. Keausan alat langsung terlihat pada sudutnya. Dan permintaan tonase mendorong mesin Anda mendekati batas strukturalnya.
Anda tidak hanya menekuk lagi. Anda menempa dingin sebuah garis pada lembaran.
Yang membawa kita ke pertanyaan sulit berikutnya: jika setiap metode mengubah kebutuhan tonase sedrastis ini, seberapa yakin Anda bahwa kapasitas terukur mesin Anda benar-benar mencakup cara Anda menekuk—bukan hanya ketebalan yang tercantum pada gambar?
Suatu kali seorang anak datang ke bengkel saya, bangga sekali dengan press brake 175 ton barunya. “Bisa menekuk apa pun yang kita perlukan,” katanya.
Pekerjaan pertamanya adalah menekuk baja tahan karat 3/16 inci, metode bottom bending, panjang penuh 10 kaki. Mesin tidak berhenti. Mesin mengerang. Enam bulan kemudian, tempat tidur mesin memiliki lengkungan permanen. Tidak terlihat oleh mata. Terlihat pada setiap pemeriksaan sudut.
Dia membeli mesin terbesar yang bisa dia beli.
Dia tidak pernah bertanya apakah itu yang tepat.
Pertanyaan yang seharusnya Anda ajukan lebih sederhana dan lebih sulit: bagaimana Anda menghitung apakah tonase terukur pada press brake Anda benar-benar mencakup metode penekukan yang Anda gunakan—di sepanjang panjang penuh yang Anda rencanakan untuk tekuk—tanpa membengkokkan mesin yang seharusnya menghasilkan uang bagi Anda?
Mari kita uraikan seperti yang saya jelaskan kepada para magang yang berpikir tonase hanyalah angka untuk pamer.
Lihat tabel tonase dan Anda akan melihat sesuatu seperti ini: baja lunak 4 mm di atas V‑die 32 mm membutuhkan sekitar 330 kN per meter. Itu bukan total gaya. Itu adalah gaya per meter panjang tekukan.
Anda sudah bisa melihat jebakannya. Braket 2 kaki dan panel 10 kaki adalah dua beban yang sama sekali berbeda pada mesin yang sama.
Sebagian besar bengkel menggunakan rumus untuk air bending baja lunak dengan kekuatan tarik sekitar 60.000 psi:
P = 650 × S² × L / V
Dimana:
Bagian S² adalah hal yang sering terlewat oleh pemula. Ketebalan dikuadratkan. Lipat gandakan ketebalan dan tonase Anda tidak berlipat dua—melainkan melonjak empat kali.
Ambil contoh sederhana.
Air bending baja lunak 0,125 inci di atas V 1 inci sepanjang 4 kaki menghasilkan sekitar 20–25 ton. Masih bisa ditangani oleh press brake 60 ton.
Sekarang ubah hanya ketebalannya menjadi 0,250 inci.
Gaya cetakan yang sama. Panjang yang sama.
Kamu tidak berada di 40–50 ton. Kamu kira-kira berada di 80–100. Itulah hukum kuadrat yang menyerangmu.
Sekarang ganti baja lunak dengan stainless. Praktik standar adalah mengalikannya sekitar 1,5 karena kekuatan tarik yang lebih tinggi. Kromium moly? Lebih dekat ke 2,0.
Lihatlah dari sudut ini: ketebalan adalah bensin, kekuatan material adalah oksigen, dan metode pembengkokan adalah percikan api. Ketika kamu mengubah ketiganya sekaligus—stainless yang lebih tebal, pembengkokan bawah alih-alih udara—kamu tidak hanya mendorong gaya. Kamu melipatgandakannya.
Dan ingat apa yang kita tetapkan sebelumnya: pembengkokan bawah dapat membutuhkan sekitar empat kali lipat tonase dari pembengkokan udara. Penekanan (coining) bisa membutuhkan lima hingga sepuluh kali lipat.
Jadi jika perhitungan pembengkokan udara mengatakan 25 ton, pembengkokan bawah pada bagian yang sama bisa mendorongmu mendekati 100. Penekanan bisa mendorongmu ke arah 200.
Mesin “175-ton” itu tiba-tiba bukan terlalu besar. Tapi terlalu kecil.
Intinya: Tonase adalah gaya per panjang di bawah asumsi tertentu—ubah ketebalan, material, atau metode dan beban akan meningkat dengan cepat.
Sekarang mari kita bicarakan sesuatu yang tidak muncul di papan nama: beban terkonsentrasi.
Rem dengan nilai 100 ton biasanya berarti 100 ton yang didistribusikan merata di seluruh panjang tempat tidur yang dinilai. Bukan 100 ton yang terfokus di tengah sepanjang 12 inci.
Saya pernah melihat seseorang mencoba menekan koin pada braket pendek dan berat tepat di tengah mesin 100 ton. Perhitungannya menunjukkan total 85 ton. Dia pikir dia aman.
Yang dia lewatkan adalah distribusi.
Jika 85 ton itu diterapkan di sepanjang 12 inci pada tempat tidur sepanjang 10 kaki, bagian tengahnya menerima beban lokal yang besar sedangkan sisa rangka berkontribusi sangat sedikit untuk menahan lendutan. Tempat tidur dan ram adalah balok. Balok benci beban titik.
Produsen sering merekomendasikan penurunan rating—kadang 20 hingga 50 persen—saat beroperasi mendekati kapasitas penuh di sepanjang panjang penuh. Diperlukan kehati-hatian yang lebih besar lagi saat menerapkan gaya tinggi pada segmen pendek.
Begitulah cara kamu bisa meretakkan pundak perkakas atau menyebabkan kelengkungan permanen pada tempat tidur. Bukan dalam satu patahan dramatis. Dalam peristiwa-peristiwa kecil yang tidak kamu sadari sampai sudut-sudutmu bergeser di setiap bagian panjang yang kamu kerjakan.
Pada stainless steel, itu berarti scrap.
Kamu tidak merasakan lendutan rangka di pedal kaki. Kamu melihatnya pada sudut yang tidak konsisten dan bagian yang hanya pas ketika kamu membaliknya dari ujung ke ujung.
Intinya: Tonase yang dinilai pada rem diasumsikan memiliki distribusi merata—gaya terkonsentrasi dalam bagian pendek dapat membebani mesin yang “seharusnya” masih dalam batas.
Kalkulator industri sering merekomendasikan untuk membeli sekitar 20 persen lebih banyak kapasitas daripada kebutuhan yang telah dihitung. Cadangan itu memperhitungkan gesekan, kekuatan tarik di dunia nyata yang lebih tinggi dari spesifikasi, serta variasi ketebalan.
Itu langkah yang cerdas.
Kekurangan tonase kronis lebih buruk daripada sedikit pembelian berlebih. Mesin yang terlalu kecil memaksa Anda untuk menekan sampai bawah saat seharusnya melakukan air bend, menggunakan cetakan yang lebih sempit daripada ideal, dan beroperasi lebih dekat ke batas elastis rangka di setiap siklus. Begitulah cara Anda merusak seal pada sistem hidrolik dan terus mengejar sudut sepanjang hari.
Namun di sinilah pemula sering melangkah terlalu jauh.
Mereka berpikir, “Baiklah. Aku akan membeli yang besar saja.”
Mesin berukuran besar tidak otomatis lebih aman. Rem tekan 300 ton yang melakukan air bending pada pelat tipis 16‑gauge di atas cetakan lebar bisa lebih sulit dikendalikan karena mesin tersebut dirancang untuk beroperasi secara efisien di bawah beban tinggi. Anda bekerja di bagian bawah rentang gaya mesin itu. Perubahan tekanan kecil dapat menghasilkan perubahan sudut yang besar.
Lihat dengan cara ini: kunci torsi paling akurat di tengah rentangnya, bukan pada 5 persen kapasitasnya. Rem tekan berperilaku sama. Kendali berasal dari mencocokkan jendela gaya dengan pekerjaan.
Tonase berlebih juga menggoda operator untuk menekan semua bagian dengan gaya penuh “karena bisa.” Itu cara Anda mempersingkat umur alat dan menipiskan material di puncak tekukan tanpa perlu.
Kekurangan tonase membuat pekerjaan kekurangan daya. Tonase berlebihan yang ekstrem dapat memaksa dan merusak hasilnya.
Intinya: Belilah kapasitas yang cukup dengan margin, tetapi pilih ukuran mesin sehingga pekerjaan umum Anda berjalan di rentang tengah yang terkontrol—bukan di titik ekstrem.
Rem tekan 10 kaki dengan rating 150 ton tidak berarti Anda bisa menerapkan 150 ton di mana saja sepanjang 10 kaki itu tanpa konsekuensi.
Meja yang lebih panjang lebih rentan terhadap pembengkokan di bawah beban. Itulah mengapa sistem crowning ada—untuk menyeimbangkan lengkungan alami yang terjadi ketika pelat tekan mendorong ke bawah di bagian tengah.
Sekarang gabungkan panjang dengan tonase per kaki.
Jika perhitungan Anda menunjukkan perlu 30 ton per kaki untuk suatu pekerjaan dan Anda menekuk sepanjang 8 kaki, berarti dibutuhkan 240 ton secara merata di seluruh rentang. Rem tekan 150 ton berukuran 10 kaki bukan “hampir cukup.” Itu sangat kekurangan.
Balikkan posisinya.
Jika Anda hanya menekuk bagian sepanjang 3 kaki, mesin yang lebih pendek dan lebih kaku dengan kapasitas 80 ton mungkin memberikan konsistensi sudut yang lebih baik dibanding rem tekan 150 ton yang lebih panjang karena rangkanya lebih sedikit melengkung di bawah beban yang proporsional.
Lembar spesifikasi memberi tahu Anda tentang gaya maksimum dan panjang maksimum. Ia tidak memberi tahu bagaimana kekakuan, distribusi, dan penurunan performa di dunia nyata berinteraksi dalam campuran pekerjaan Anda yang khas.
Dan itulah jebakan sebenarnya.
Membeli mesin terbesar yang Anda mampu terasa aman. Membeli kombinasi yang tepat antara tonase per kaki dan panjang meja untuk metode tekukan utama Anda jauh lebih aman.
Yang memunculkan pertanyaan berikutnya: setelah Anda tahu seberapa besar gaya terkendali yang benar-benar Anda butuhkan, bagaimana cara gaya tersebut dihasilkan—hidraulik, mekanis, servo‑elektrik—mengubah seberapa presisi Anda dapat mengantarkannya?
Saya memiliki dua mesin di lantai selama bertahun-tahun: satu hidraulik 200 ton dan satu lagi rem flywheel mekanis 90 ton yang lebih tua. Tempat tidur 10 kaki yang sama. Rak perkakas yang sama. Operator yang sama bergantian di antara keduanya.
Di atas kertas, keduanya dapat menekuk baja ringan 10‑gauge dalam potongan pendek. Dalam praktiknya, yang satu memungkinkan Anda mendekati sudut dalam langkah setengah derajat; yang lain menghantam bagian bawah seperti palu jatuh. Yang satu memungkinkan Anda melakukan koreksi di tengah langkah; yang lain terkunci begitu kopling terhubung.
Perbedaan itu bukan soal tonase mentah. Ini tentang bagaimana mesin menghasilkan dan mengatur gaya sepanjang langkah—bagaimana ia berakselerasi, melambat, dan apakah ia dapat menyesuaikan setelah punch bersentuhan dengan material.
Karena inilah bagian yang sering diabaikan oleh lembar penjualan: bahkan mesin kelas atas, apa pun jenis penggeraknya, biasanya hanya mempertahankan sekitar ±0,5° sudut tekukan dalam produksi nyata tanpa tambahan. Dan variasi ketebalan material hanya beberapa ribu inci di antara lembaran bisa menggeser hasil 2–3°, apa pun merek yang ada di sisinya.
Jadi jenis penggerak tidak secara ajaib menciptakan presisi. Ia menentukan seberapa mudah dikontrol dan diulang gaya perhitungan Anda ketika kenyataan—springback, variasi ketebalan, gesekan—mulai melawan.
Itu masalah yang sepenuhnya berbeda.
Intinya: Jenis penggerak tidak mengubah perhitungan tonase—ia mengubah seberapa presisi dan aman Anda dapat mengantarkan tonase tersebut dalam kondisi dunia nyata.
Bayangkan roda gila berputar dengan kecepatan konstan. Anda menekan pedal, kopling terhubung, dan energi rotasi yang tersimpan diubah menjadi gaya linear saat poros engkol menggerakkan ram turun melalui langkah tetap.
Itulah rem tekuk mekanis.
Kurva tonase pada mesin mekanis mencapai puncaknya di dekat bagian bawah langkah. Di atas titik itu, gaya yang tersedia turun dengan cepat. Jadi jika perhitungan tekukan Anda menunjukkan butuh kapasitas penuh, Anda terpaksa bekerja dekat titik mati bawah, baik itu ideal untuk metodenya atau tidak.
Anda tidak dapat “menghaluskan” rem mekanis ke sudut. Anda harus menghitung waktunya.
Jika pemilihan cetakan atau perkiraan springback Anda meleset, Anda tidak bisa memperlambat langkah di tengah dan memperbaikinya. Mesin sudah berkomitmen begitu terlibat. Hal itu memungkinkan produksi cepat untuk bagian berulang—waktu siklus cepat, mekanika sederhana—namun menghukum kesalahan pengaturan.
Saya pernah melihat operator baru mencoba melakukan bottom bend pada baja tahan karat 3/16 dengan mesin mekanis yang sudah mendekati kapasitas terukur. Tebakan overbend‑nya meleset dua derajat. Hasilnya adalah bagian 92 derajat pada gambar kerja yang meminta 90 derajat. Pada baja tahan karat, itu berarti scrap.
Lihat begini: rem mekanis seperti mesin press punch yang diadaptasi untuk penekukan—hebat ketika prosesnya tepat, tidak memaafkan jika tidak.
Tambahkan kenyataan soal keselamatan. Mesin langkah penuh tidak secara alami berhenti di tengah udara; ada kit retrofit, tetapi desain dasarnya berasal dari era ketika standar pelindung berbeda. Itulah salah satu alasan mengapa Anda semakin jarang melihat mesin baru jenis ini dijual saat ini.
Mereka menyelesaikan masalah kecepatan dan kesederhanaan. Mereka kesulitan dengan masalah yang sedang kita tuju: pengantaran gaya yang terkendali dan dapat disesuaikan di berbagai pekerjaan yang bervariasi.
Jadi jika kecepatan adalah kekuatannya, apa yang membuat sistem hidraulik menguasai sebagian besar bengkel fabrikasi?
Berdirilah di samping rem hidrolik modern saat melakukan pembengkokan berat. Anda mendengar pompa bekerja saat tekanan meningkat. Ram turun di bawah aliran terkontrol dari silinder hidrolik — gaya dihasilkan oleh tekanan fluida yang bekerja pada area piston.
Tekanan dikalikan dengan area sama dengan gaya. Fisika sederhana.
Namun inilah bagian pentingnya: tekanan dapat dimodulasi secara terus-menerus sepanjang langkah. Anda dapat memperlambat pendekatan, merayap hingga menyentuh, membangun tekanan secara progresif, dan bahkan berhenti di bagian bawah untuk membiarkan material rileks sebelum kembali.
Kontrol itu penting ketika Anda melakukan air bending pada satu pekerjaan, bottoming pada yang berikutnya, dan mencoba coining setelah makan siang.
Hidrolik juga dapat diskalakan. Butuh 300 ton untuk panjang 12 kaki? 600 untuk 20 kaki? Tenaga fluida dapat menangani itu tanpa roda gila sebesar ban truk. Itulah mengapa pekerjaan pelat berat bergantung pada hidrolik.
Sekarang mari kita uji klaim “hidrolik lebih presisi”.
Mesin modern dari semua jenis penggerak dapat mencapai pengulangan posisi yang sangat ketat—sekitar seperseribu milimeter—karena rangka yang kaku dan kontrol ram yang tersinkronisasi. Namun pengulangan posisi tidak sama dengan akurasi sudut tekukan dalam produksi.
Sudut bergantung pada ketebalan material, arah serat, lebar cetakan, dan springback. Rem hidrolik unggul karena dapat mengintegrasikan kontrol berbasis tekanan dan sistem pengukuran sudut waktu nyata. Ia dapat menyesuaikan kedalaman ram secara dinamis dari satu bagian ke bagian lain ketika ketebalan bervariasi.
Itu tidak menghilangkan variasi. Itu memberikan Anda alat untuk mengendalikannya.
Komprominya? Energi. Sistem hidrolik tradisional sering menjalankan pompa terus-menerus, menghasilkan panas dan menarik daya bahkan saat idle. Perawatan mencakup seal, katup, dan kondisi fluida. Abaikan hal itu, dan Anda akan mengejar sudut yang bergeser saat suhu oli mengubah viskositasnya.
Masak seal cukup lama dan Anda akan membangun ulang silinder alih-alih mengirimkan komponen.
Hidrolik mendominasi karena mereka menyelesaikan rentang terluas dari masalah penyaluran gaya—tonase tinggi, pekerjaan bervariasi, kontrol yang dapat disesuaikan—tanpa membatasi Anda dalam jendela operasi yang sempit.
Tapi bagaimana jika pekerjaan Anda tidak pernah melampaui pelat tipis, dan setengah derajat terasa berantakan?
Sekarang bayangkan mengganti silinder hidrolik dengan ball screw yang digerakkan oleh motor servo. Tidak ada oli. Tidak ada suara pompa. Hanya motor listrik yang mengubah gerakan rotasi langsung menjadi gerakan linier pada ram.
Rem servo-elektrik berkualitas dapat memposisikan ram dalam beberapa sepuluh ribu inci. Torsi motor dikontrol secara digital, sehingga percepatan dan perlambatan menjadi presisi. Saat ram berhenti, ia mempertahankan posisi tanpa adanya kompresibilitas fluida dalam sistem.
Pada material tipis—katakan lembaran 1 hingga 4 mm—ini adalah impian. Langkah pendek. Tonase rendah. Pengulangan tinggi. Konsumsi energi hanya saat bergerak.
Lihatlah dari sisi ini: rem servo-elektrik berperilaku lebih seperti kunci torsi terkalibrasi daripada dongkrak hidrolik. Anda mengendalikan gaya melalui torsi motor dan geometri screw, bukan melalui fluida bertekanan.
Namun batas torsi tetap ada.
Sebagian besar mesin servo-elektrik memiliki batas jauh di bawah tonase ekstrem yang umum pada pekerjaan struktur berat. Dorong mereka mendekati kapasitas maksimum berulang kali, dan Anda akan memberi tekanan pada komponen mekanis—sekrup, bantalan, sistem penggerak—yang tidak dapat menahan beban berlebih seperti halnya silinder hidrolik besar.
Dan inilah hal penting yang sering dilewatkan pemula: jika ketebalan material Anda bervariasi cukup untuk mengubah sudut sebesar 2°, akurasi posisi mikro tidak akan memperbaiki bagian tersebut. Tanpa pengukuran dan kompensasi sudut langsung, Anda tetap menebak-nebak springback.
Perangkat keras presisi tidak dapat meniadakan hukum fisika material.
Jadi servo-elektrik memecahkan masalah pembengkokan berkecepatan tinggi dan berpresisi tinggi pada pelat yang lebih tipis dengan konsumsi energi lebih rendah. Namun, ini bukan peningkatan universal untuk setiap bengkel.
Yang membawa kita pada mesin-mesin yang mencoba mengambil jalan tengah.
Hibrida biasanya menggabungkan pompa yang digerakkan servo dengan silinder hidrolik. Alih-alih menjalankan motor berkecepatan konstan yang memutar oli sepanjang hari, motor servo memutar pompa hanya saat tekanan diperlukan.
Pada pekerjaan ringan, konsumsi energi menurun karena motor tidak menganggur di bawah beban. Pada pembengkokan yang lebih berat, Anda tetap mendapatkan kepadatan gaya dan ketahanan dari sistem hidrolik.
Kedengarannya sempurna.
Namun penghematan energi bergantung pada siklus kerja. Jika bengkel Anda menjalankan pembengkokan berat secara konstan mendekati kapasitas, pompa servo akan bekerja hampir sepanjang waktu. Penghematan pun menyusut. Jika Anda menjalankan pekerjaan ringan dan berselang, perbedaannya nyata.
Dari sudut pandang pengiriman gaya, hibrida berperilaku seperti versi halus dari sistem hidrolik. Anda masih mendapatkan kontrol berbasis tekanan dan kemampuan tonase tinggi, dengan efisiensi yang meningkat dan gerakan ram yang sering kali lebih halus.
Mereka tidak tiba-tiba mengungguli sistem hidrolik murni dalam hal akurasi; mereka hanya meningkatkan seberapa efisien gaya tersebut dihasilkan dan dikelola.
Jadi tidak, mengambil jalan tengah tidak secara otomatis menghemat uang. Itu bergantung pada profil tonase yang Anda hitung selama satu shift penuh.
Dan di situlah kita harus membalik perspektifnya.
Karena setelah Anda memahami bagaimana setiap tipe penggerak menghasilkan gaya—cepat dan tegas, cair dan dapat disesuaikan, terukur secara digital—Anda akan berhenti menanyakan mesin mana yang “terbaik” dan mulai menanyakan mana yang cocok dengan rentang gaya tempat komponen Anda berada.
Intinya: Pilih sistem penggerak yang sesuai dengan rentang tonase dan kebutuhan kontrol khas Anda—metode pengiriman gaya harus cocok dengan pekerjaan, bukan dengan kebanggaan Anda.
Sekarang Anda menanyakan pertanyaan yang tepat: dengan material saya, rentang ketebalan saya, campuran pekerjaan satuan dan produksi saya, sistem penggerak mana yang benar-benar cocok?
Bagus. Karena jika Anda memulai dari merek atau brosur, Anda akan berakhir membeli kepribadian, bukan mesin.
Press brake bukanlah “pelipat logam.” Ia adalah sistem pengiriman gaya terkalibrasi, seperti kunci torsi dengan meja dan pengatur belakang terpasang. Lembaran di tangan Anda—ketebalannya, kekuatan tariknya, arah seratnya, persyaratan radius dalamnya—itulah tiket pekerjaan. Mesin hanyalah cara Anda menerapkan gaya terkendali untuk memenuhi geometri tersebut.
Lihat dari sisi ini: jika kamu tidak akan mengatur kunci torsi hanya dengan menebak seberapa kuat baut “terlihat,” mengapa kamu memilih press brake hanya karena “terasa cukup berat”?
Perubahan yang tidak tampak jelas adalah ini: kamu tidak memilih mesin terlebih dahulu lalu melihat pekerjaan apa yang cocok dengannya. Kamu mendefinisikan jendela gaya tempat komponenmu beroperasi, kemudian memilih sistem penggerak yang berperilaku paling baik di dalam jendela itu.
Lewatkan urutan itu dan kamu akan melakukan apa yang sudah sering saya lihat—membeli 175 ton kebanggaan untuk bengkel yang sebagian besar hanya membengkokkan braket baja lembaran tebal 16.
Intinya: Komponenlah yang menentukan jendela gaya; mesin harus bekerja dengan nyaman di dalamnya.
Ambil contoh nyata. Katakan pekerjaan utama kamu adalah braket baja lunak tebal 10-gauge, panjang 48 inci, dibengkokkan udara ke sudut 90 dengan radius dalam 0,125 inci.
Sebelum kamu berpikir tentang “hidrolik” atau “servo-elektrik,” kamu hitung tonase per kaki, kalikan dengan panjang, dan periksa bukaan V-die yang dibutuhkan untuk mencapai radius tersebut. Ketebalan menggerakkan tonase secara kuadrat. Lipat gandakan ketebalan dan kamu tidak menggandakan gaya—kamu membuatnya menjadi empat kali lipat. Itu bukan trivia. Itu perbedaan antara bekerja mulus dan penuh derit.
Sekarang tambahkan campuran produksi. Jika 80 % pekerjaanmu adalah logam tipis—1 hingga 3 mm—dengan toleransi sudut ketat dan langkah pendek, mesin servo-elektrik beroperasi di zona nyamannya: siklus cepat, konsumsi energi rendah, kontrol posisi tinggi. Tetapi jika 30 % pekerjaan bulananmu mencakup pelat setebal 3/8 inci atau tekukan panjang 12 kaki mendekati kapasitas, mesin yang sama beroperasi di batas atasnya, bukan di titik terbaiknya.
Batas atas adalah tempat di mana komponen cepat aus dan hasil bengkokan bisa melenceng.
Dan inilah tempat para pemula sering terjebak: mereka melihat tonase maksimum di manual dan mengira mereka aman. Namun tonase terdistribusi di sepanjang panjang kerja. Mesin 100 ton bukan benar-benar mesin 100 ton jika tekukanmu membutuhkan 85 ton di sepanjang 12 kaki dan rangkanya melendut tanpa penyesuaian crowning yang tepat. Begitulah caranya kamu mendapatkan hasil tekukan yang rapat di ujung tapi terbuka di tengah.
Pada stainless steel, itu berarti scrap.
Jadi kamu petakan tiga hal sebelum menelepon dealer: material paling tebal yang biasa kamu kerjakan, panjang tekukan terpanjang yang umum, dan toleransi sudut paling ketat. Segitiga itu mendefinisikan rentang operasi sebenarnya.
Hal lain hanyalah kebisingan.
Intinya: Hitung dulu tonase, panjang, dan rentang toleransi nyata—lalu lihat mesin mana yang beroperasi di area itu tanpa terbebani.
Sekarang mari uji gagasan bahwa press brake selalu menjadi jawabannya.
Jika kamu membentuk tabung atau pipa, kamu tidak sedang membengkokkan lembaran di atas V-die—kamu mengendalikan deformasi oval, penipisan dinding, dan radius garis tengah di sekitar cetakan. Itu wilayah pembengkokan putar (rotary draw). Mekanismenya berbeda. Jalur gaya berbeda.
Coba pura-pura melakukannya di press brake dengan perkakas improvisasi dan kamu akan meremukkan profil atau mendistorsi penampangnya. Saya pernah melihat seorang magang baru memperpipihkan tabung persegi karena ia berpikir “tekanan adalah tekanan.”
Bagian itu tidak pernah lolos inspeksi.
Hal yang sama berlaku untuk panel besar dan permukaan kosmetik. Jika pekerjaanmu sebagian besar adalah panel aluminium tipis dengan flens lebar dan permukaan estetis, mesin folding mungkin memberi kontrol yang lebih baik dengan sedikit tanda karena menjepit dan melipat alih-alih menekan material ke dalam die.
Lihat dari sisi ini: press brake memusatkan gaya di sepanjang garis kontak sempit. Mesin folding mendistribusikannya di sepanjang tepi yang dijepit. Jika hasil akhir permukaan dan seminimal mungkin tanda tekan menjadi hal yang penting bagi bisnismu, geometri penyaluran gaya lebih berarti daripada tonase mentah.
Bagian yang tidak jelas? Terkadang pembelian press brake paling cerdas adalah tidak membeli press brake sama sekali.
Intinya: Jika jalur gaya dari press brake bertentangan dengan geometri Anda, Anda menggunakan mesin yang salah—tidak ada sistem penggerak yang bisa memperbaikinya.
Sekarang Anda melihat polanya. Material menentukan tonase. Panjang menentukan distribusi. Geometri menentukan peralatan. Campuran produksi menentukan siklus kerja. Hanya setelah itu Anda membicarakan sistem penggerak.
Berikut kerangka yang saya ajarkan kepada para magang yang berpikir “lebih besar lebih aman”:
Jika pekerjaan 10% teratas Anda mendorong 80–90% dari kapasitas servo-listrik, itu bukan ruang cadangan—itu tekanan. Jika 70% harian Anda tidak pernah meninggalkan ketebalan tipis, sebuah hidraulik besar yang berjalan hampir diam sepanjang hari adalah otot dan energi yang terbuang.
Mesin mekanis? Jika campuran Anda bersifat repetitif dan identik—bahan sama, langkah sama, ribuan bagian—mereka bisa sangat efisien. Tetapi mereka tidak berhenti di tengah siklus. Dalam pekerjaan variabel seperti bengkel, itu cara Anda melampaui sudut dan terus memburu akurasi sepanjang sore. Hasilnya adalah bagian dengan sudut 92 derajat pada cetakan yang seharusnya 90.
Kepercayaan diri tidak datang dari logo di panel samping. Itu datang dari mengetahui bahwa sebagian besar waktu, bagian Anda membutuhkan gaya antara, misalnya, 15 dan 60 ton, dengan lonjakan sesekali hingga 120—dan memilih mesin dengan perilaku pengiriman gaya yang stabil, dapat dikendalikan, dan tidak mencapai batas maksimum di rentang tersebut.
Jadi ketika Anda bertanya sistem penggerak mana yang cocok untuk bengkel Anda, jawabannya bukan hidraulik, servo-listrik, hibrida, atau mekanis.
Jawabannya adalah: yang rentang gaya terkontrolnya tumpang tindih dengan rentang kerja nyata Anda, dengan margin lebih.
Dan begitu Anda memandangnya seperti itu, Anda berhenti berbelanja mesin.
Anda mulai mencocokkan sistem gaya dengan geometri.


















