

La primavera pasada tuve a un muchacho que metió una barra de acero inoxidable calibre 14 de 10 pies directamente en la matriz como si estuviera aplastando uvas. El carro bajó. Tope duro. Él pensó que más presión significaba una curva más ajustada.
Lo que obtuvo fue una pieza de 92 grados en un plano que pedía 90. En acero inoxidable, eso es chatarra.
Pensaba que el trabajo de la máquina era empujar. No lo es.
Párate frente a una prensa plegadora mientras hace un ciclo. La herramienta superior (el punzón) baja dentro de una matriz inferior en forma de V. La lámina no se pliega porque fue “apretada”. Se dobla porque la fuerza se aplica a una profundidad específica, contra una abertura específica, con una cantidad determinada de recuperación elástica (la tendencia del metal a relajarse después de liberar la presión).
Cambia la fuerza, la herramienta o la profundidad por un pelo, y el ángulo cambia.
Míralo así: una llave dinamométrica no “aprieta pernos”. Entrega una cantidad calibrada de torque. Una prensa plegadora no “dobla metal”. Entrega fuerza calibrada para que el metal alcance un ángulo objetivo.
Si fallas en eso, no estás operando una máquina: estás jugando a la ruleta con acero.
El cambio de mentalidad que quiero que hagas es simple: deja de pensar en el movimiento (carro bajando) y empieza a pensar en el resultado (ángulo logrado).
La palabra “brake” no viene de los frenos de un automóvil. Proviene de un término antiguo para doblar chapa metálica—“braking” significaba plegar a lo largo de una línea recta.
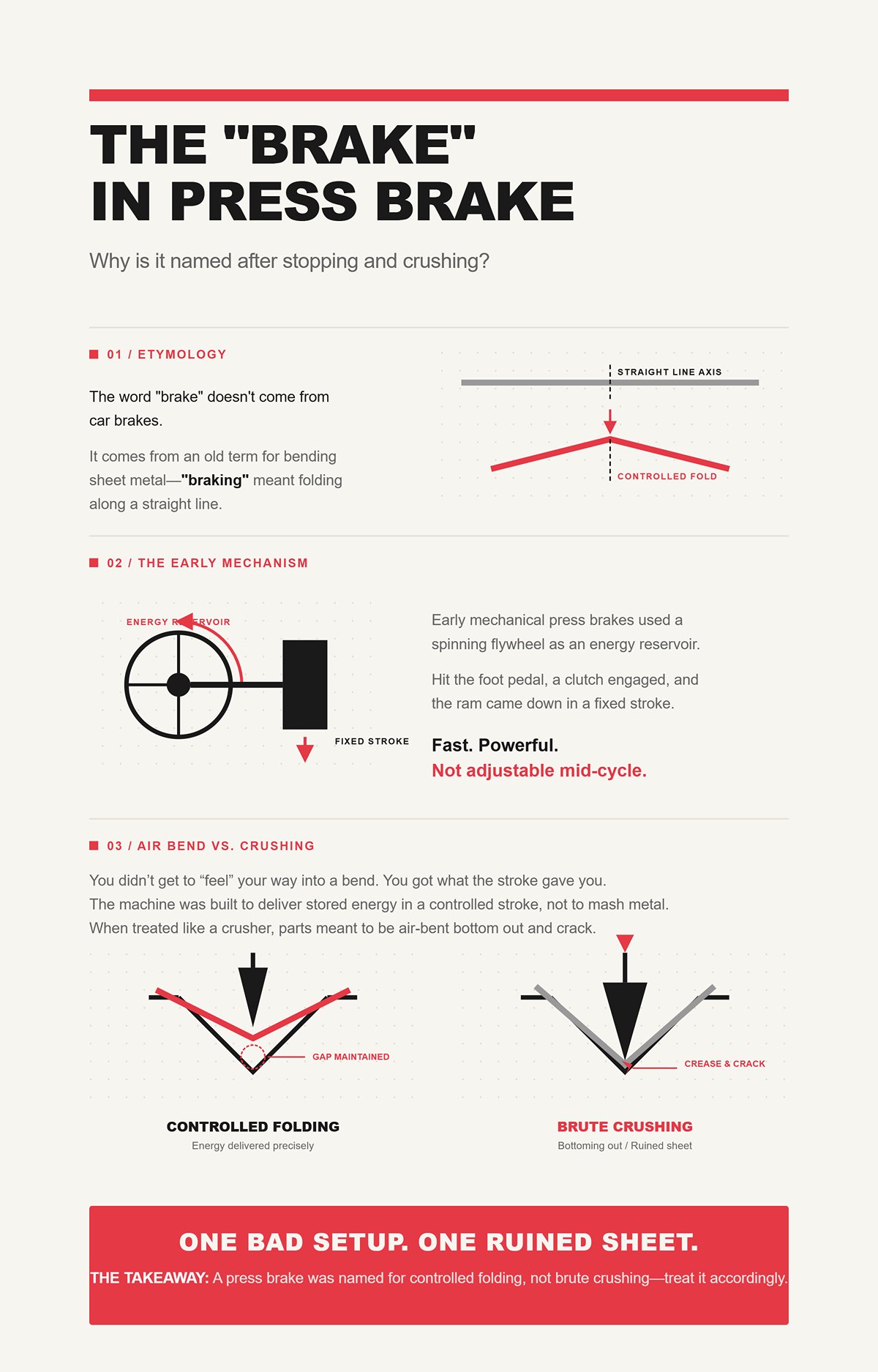
Las primeras prensas plegadoras mecánicas utilizaban un volante giratorio como reserva de energía. Al presionar el pedal, un embrague se activaba y el carro bajaba en una carrera fija. Rápido. Potente. No ajustable a mitad de ciclo.
No podías “sentir” el doblado. Obtenías lo que la carrera te daba.
Ese diseño te dice algo. La máquina estaba hecha para entregar energía almacenada en una carrera controlada, no para aplastar metal hasta que se viera bien. Cuando los aprendices la tratan como una trituradora, llevan las piezas hasta el fondo cuando estaban pensadas para doblado en el aire—y de repente esa lámina de 4×8 tiene una línea brillante que se agrietará en el siguiente paso de formado.
Una mala configuración. Una hoja arruinada.
El nombre se mantuvo, pero el significado se desvió. “Brake” siempre se trató de plegado controlado, no de aplastar.
La conclusión: Una prensa plegadora recibió su nombre por el plegado controlado, no por la fuerza bruta: trátala en consecuencia.
“Prensar” hace que la gente piense que el trabajo consiste en aplicar fuerza hasta que el metal ceda.

Pero en el doblado al aire—el método más común—el punzón nunca llega al fondo de la matriz. Empuja la chapa parcialmente hacia la abertura en V. El ángulo final depende de tres cosas: la profundidad del punzón, el ancho de la abertura de la matriz y el retorno elástico del material.
Si aumentas el tonelaje sin cambiar la profundidad, no obtendrás mágicamente un ángulo diferente. Principalmente estresas las herramientas y el bastidor. He visto a personas intentar corregir errores de ángulo aumentando el tonelaje, y lo único que lograron fue un ariete combado y un hombro de matriz agrietado.
Míralo de esta forma: no estás presionando arcilla en un molde. Estás flexionando una viga (la chapa) sobre dos apoyos (los hombros de la matriz) con una carga controlada en el centro (el punzón). Eso es mecánica básica de materiales.
La fuerza es la entrada. El ángulo es la salida.
Cuando entiendes eso, “prensar” deja de ser el objetivo. Entregar la fuerza correcta, a la profundidad correcta, con la herramienta correcta—ese es el trabajo.
Así que si no se trata de empujar más fuerte, ¿qué es exactamente lo que estás controlando?
Te daré un ejemplo simple de taller. El mismo acero dulce de 0.125 pulgadas. El mismo punzón. Cambia la matriz inferior de una abertura en V de 1 pulgada a una de 1.5 pulgadas. Ejecuta la misma profundidad programada.
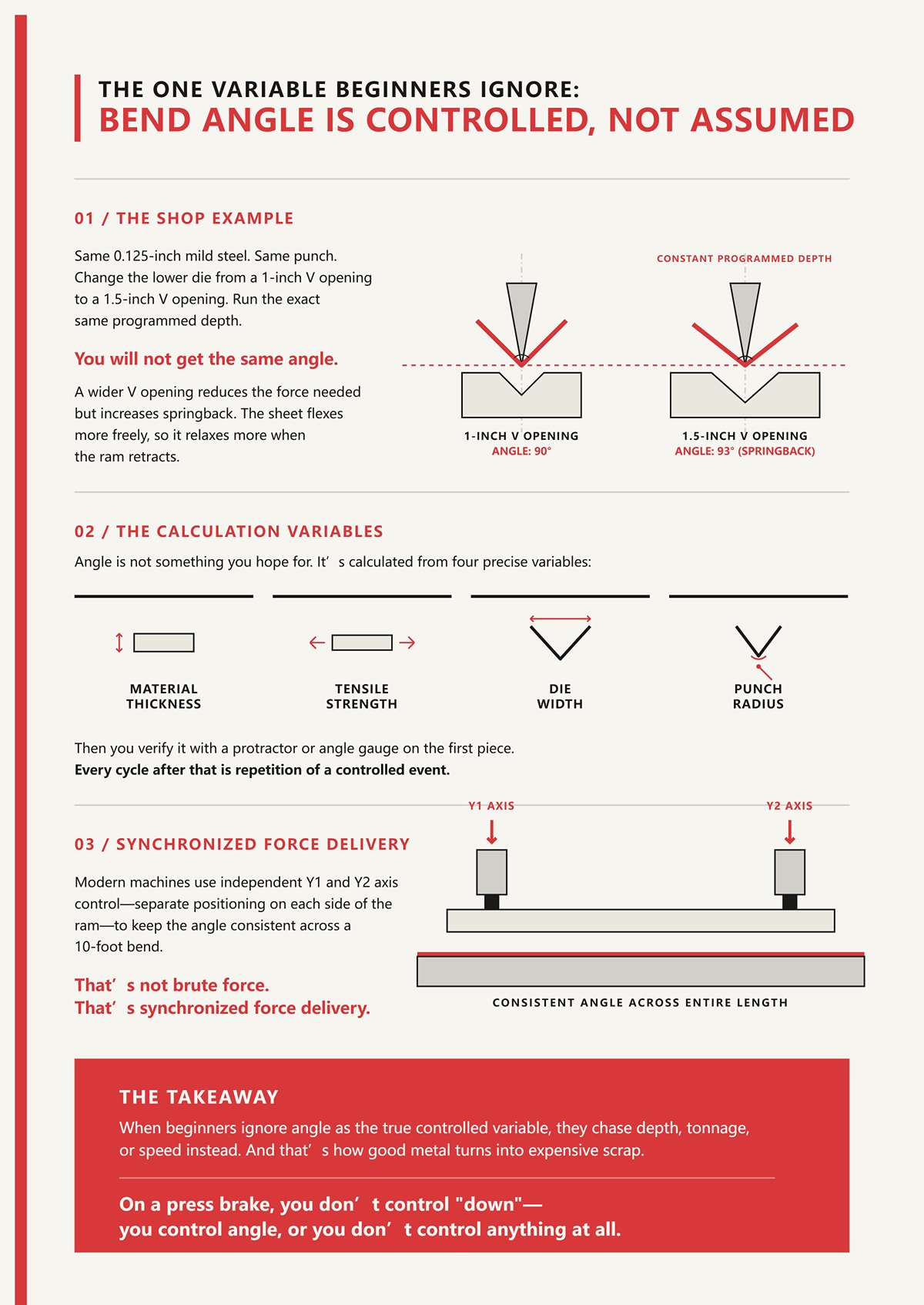
No obtendrás el mismo ángulo.
Una abertura en V más ancha reduce la fuerza necesaria pero aumenta el retorno elástico. La chapa se flexiona más libremente, así que se relaja más cuando el ariete se retrae. Si no calculaste eso, tendrás una pieza de 93 grados en la mano preguntándote qué pasó.
El ángulo no es algo que esperas. Es algo que calculas a partir del espesor del material, la resistencia a la tracción, el ancho de matriz y el radio del punzón. Luego lo verificas con un transportador o medidor de ángulos en la primera pieza. Cada ciclo después de eso es la repetición de un evento controlado.
Las máquinas modernas incluso usan control independiente de los ejes Y1 y Y2—posicionamiento separado en cada lado del ariete—para mantener el ángulo constante a lo largo de un doblado de 10 pies. Eso no es fuerza bruta. Es entrega sincronizada de fuerza.
Cuando los principiantes ignoran el ángulo como la verdadera variable controlada, persiguen la profundidad, el tonelaje o la velocidad en su lugar. Y así es como buen metal se convierte en chatarra costosa.
La conclusión: En una prensa plegadora, no controlas el “abajo”, controlas el ángulo, o no controlas nada en absoluto.
Tienes un plano que pide una pestaña de 90 grados, a 2.000 pulgadas desde el borde hasta la línea de pliegue, en acero dulce de 0.125 pulgadas. Ya elegiste tu punzón y una matriz en V de 1 pulgada. Conoces el espesor del material. Conoces el rango de resistencia a la tracción. Entonces, ¿cómo configuras la máquina para que la primera pieza no sea una suposición?
No comienzas con “cuánto hacia abajo”. Comienzas con la deducción de pliegue y el ángulo objetivo. El control CNC utiliza la abertura de la matriz y los datos del material para calcular una profundidad teórica que debería dar 90 grados después del retorno elástico. Esa profundidad no es arbitraria—está ligada a la geometría. Cambia el ancho de la matriz o la resistencia del material, y la profundidad calculada cambia con ello.
Luego comienza el ciclo.
Cada pliegue es una pila de eventos controlados: posicionar, sujetar, descender, formar, retorno elástico, liberar. Si omites alguna capa, las matemáticas en las que confiaste en la pantalla se desmoronan en las herramientas.
Sigamos una lámina a través del proceso.
Deslice esa lámina sobre la mesa y empújela hacia atrás hasta que toque los dedos del tope trasero CNC. Esos dedos no son solo topes. Son dispositivos de posicionamiento accionados por servomotores, generalmente precisos a unas pocas milésimas de pulgada.
Si su pestaña debe ser de 2.000 pulgadas y su tope trasero está desviado en 0.020, su línea de doblado se moverá 0.020. El ángulo podría ser perfecto y la pieza aún así fallar la inspección porque la longitud de la pata es incorrecta. Los principiantes culpan al doblado. Fue la posición.
Véalo de esta manera: la prensa plegadora forma un ángulo a lo largo de una línea en el espacio. El tope trasero decide dónde existe esa línea. Si la línea está mal, todo lo que viene después estará perfectamente mal.
Ahora añada otra capa. Las prensas modernas usan dos ejes independientes—Y1 y Y2—que controlan los lados izquierdo y derecho del ariete. Si están incluso ligeramente fuera de sincronía, un lado del punzón golpea primero. A lo largo de una pieza de 10 pies, eso se convierte en un ángulo en forma de cuña—89 grados en un extremo, 91 en el otro. El tope trasero asumió que el ariete permanecería paralelo. Si la máquina no está calibrada, su posición “precisa” alimenta un doblez torcido.
Un desajuste de calibración. Un lote de paneles que no se asientan planos en el ensamblaje.
El tope trasero no dobla el metal. Decide dónde sucederá la física.
La conclusión: Si la línea de doblado no está exactamente donde cree que está, la precisión del ángulo no salvará la pieza.
Usted presiona inicio de ciclo. El ariete baja rápido al principio—velocidad de aproximación. Sin carga aún. Solo cerrando la distancia.
Luego reduce la velocidad antes del contacto. Esa reducción no es por dramatismo. Es por control. En el momento en que el punzón toca la lámina, la fuerza aumenta rápidamente. Demasiada velocidad al contacto y la máquina sobrepasa la profundidad programada antes de que el control pueda reaccionar.
En una plegadora servoeléctrica, ese movimiento lo impulsan husillos de bolas. Son precisos, eficientes y excelentes para material delgado a mediano. Pero tienen límites de torque. Llévelos al territorio de chapa gruesa y alcanzará su techo. Los sistemas hidráulicos, en cambio, pueden entregar gran tonelaje todo el día, pero en lugar de accionamiento mecánico directo, hay que controlar la compresión del fluido y la respuesta de las válvulas.
Diferentes tipos de accionamiento, diferente comportamiento bajo carga.
Y la carga cambia la propia máquina. Bajo gran tonelaje, la mesa y el ariete se curvan ligeramente. Sin camber ajustable—una compensación regulable que pre-curva la mesa—obtiene lo que llamamos el efecto canoa: ángulo más cerrado en los extremos y más abierto en el centro. El ariete hizo exactamente lo que se le indicó en términos de profundidad. El bastidor se movió de todos modos.
La velocidad importa porque el sistema de control necesita tiempo para medir la resistencia y detenerse en la profundidad de conformado correcta. Demasiado rápido, y sobrepasa el punto calculado. Demasiado lento, y se desperdicia tiempo de ciclo sin ganar precisión.
Lo que realmente sucede aquí no es “ariete abajo”. Es una fuerza controlada que sube hasta un umbral calculado, a través de una estructura que se flexiona bajo carga, compensada en tiempo real.
Si pierde ese equilibrio, no está doblando—está probando la resistencia del bastidor con el material del cliente en la matriz.
La conclusión: La velocidad del ariete no tiene que ver con prisa o cautela—tiene que ver con dar a la máquina el tiempo para alcanzar con exactitud la fuerza y profundidad que exige su cálculo de ángulo.
El punzón alcanza la profundidad programada. En la pantalla, dice que has alcanzado el número que debería producir 90 grados.
Retraes el ariete.
La pieza se abre a 92.
Eso es el retroceso elástico: la recuperación elástica del metal después de retirar la carga. Cada material tiene una resistencia de fluencia (donde se deforma permanentemente) y un rango elástico (donde tiende a volver). El doblado al aire vive en el equilibrio entre ambos. Empujas más allá del punto de fluencia lo justo para obtener deformación permanente, sabiendo que ocurrirá cierta recuperación elástica.
El acero dulce puede recuperar entre 1 y 2 grados en espesores comunes. El acero inoxidable puede saltar entre 2 y 5 grados dependiendo del grado y el temple. Incluso dentro del mismo grado, distintos lotes de calor se comportan de manera diferente. Puedes ejecutar 20 piezas buenas, cargar una nueva plancha de un lote diferente, y de repente vuelves a estar persiguiendo el ángulo.
Entonces, ¿qué hacemos? Sobredoblamos. Si esperamos 2 grados de retroceso elástico, programamos para 88 para terminar en 90 después de liberar. Los controles modernos pueden usar sistemas de medición de ángulo para ajustar automáticamente, pero el principio no cambia: nunca obtienes exactamente lo que formaste bajo carga.
Aquí es donde la idea de entrega de fuerza demuestra su valor. No estás formando a un objetivo visual. Estás aplicando un sobredoblado calculado basado en el comportamiento conocido del material, verificándolo en la primera pieza y luego fijándolo.
Ignora el retroceso elástico y tu ajuste “perfecto” de profundidad se convierte en una pila de piezas todas con 2 grados de apertura. En inoxidable, eso es chatarra.
La conclusión: Programa siempre para donde el metal quedará después de relajarse, no donde está bajo el punzón.
El ariete se retrae. El tope trasero se mueve a la siguiente posición. Giras o volteas la pieza para el siguiente doblez.
Un ciclo puede tardar 10 segundos en una escuadra pequeña. Eso suena trivial hasta que estás fabricando 3,000 piezas. Si ahorras un segundo de forma segura, ahorras casi una hora de tiempo de máquina. Si añades un segundo de duda o corrección, lo pagas toda la semana.
Pero aquí está la trampa: perseguir la velocidad antes de que la primera pieza esté bien.
Si apresuras la configuración, saltas la inspección de la primera pieza o ignoras una ligera variación de ángulo a lo largo de la cama, no solo pierdes segundos. Pierdes lotes. El costo de producción no sube en incrementos ordenados: se dispara cuando descubres 200 piezas con un error de 1 grado que no encajan en el conjunto correspondiente.
El tiempo de ciclo es acumulativo. El error también.
Una operación bien llevada de prensa plegadora parece casi aburrida: velocidad de aproximación constante, velocidad de conformado controlada, ángulo verificado, posicionamiento repetible del tope posterior. La máquina no se esfuerza. El operador no adivina. Los números en la pantalla coinciden con la geometría en tu mano.
Eso no es fuerza bruta. Es repetición calibrada.
Y una vez que ves el ciclo completo—posicionamiento, descenso controlado, fuerza compensada, sobredoblado calculado, repetir—empiezas a notar algo: el propio método de doblado cambia cuánto retroceso elástico debes combatir, cuánta tonelada necesitas y cuánto se flexiona el bastidor.
Lo que plantea la siguiente pregunta: si el ciclo se mantiene igual, ¿cómo cambia el resultado al cambiar el método de doblado?
La conclusión: En producción, un segundo ahorrado de la manera correcta genera ganancias; un grado perdido genera chatarra.
| Paso | Título | Contenido | Conclusión |
|---|---|---|---|
| Paso 1 | Posicionamiento: Por qué el tope trasero CNC es el héroe olvidado de la precisión | El tope trasero CNC posiciona la lámina con dedos accionados por servomotores con precisión de milésimas de pulgada. Si el tope está desajustado, la línea de doblado se desplaza—aunque el ángulo sea perfecto—causando fallos en la pieza debido a la longitud incorrecta de la pata. La prensa plegadora forma el ángulo, pero el tope trasero determina dónde existe ese ángulo en el espacio. Las prensas modernas usan ejes Y1 y Y2 independientes; si están fuera de sincronización, crean ángulos cónicos a lo largo de piezas largas. La calibración de la máquina y la alineación estructural afectan directamente la precisión del doblado. El tope trasero determina dónde ocurren las fuerzas físicas del doblado. | Si la línea de doblado no está exactamente donde cree que está, la precisión del ángulo no salvará la pieza. |
| Paso 2 | Sujeción y Descenso: Qué hace el carnero y por qué la velocidad importa aquí | El carnero desciende rápidamente a velocidad de aproximación, luego desacelera antes del contacto para tener control. Un exceso de velocidad al contacto puede provocar un sobrepaso antes de que el control reaccione. Las prensas servoeléctricas usan husillos de bolas—precisos pero con par limitado—mientras que los sistemas hidráulicos proporcionan gran tonelaje pero gestionan la dinámica de fluidos. Bajo carga, la bancada y el carnero se flexionan; la compensación (crowning) corrige esto para evitar ángulos desiguales (el “efecto canoa”). La velocidad adecuada permite que el sistema de control mida la resistencia y se detenga a la profundidad de conformado correcta. El proceso es una fuerza controlada que se eleva hasta un umbral calculado dentro de una estructura en flexión. | La velocidad del ariete no tiene que ver con prisa o cautela—tiene que ver con dar a la máquina el tiempo para alcanzar con exactitud la fuerza y profundidad que exige su cálculo de ángulo. |
| Paso 3 | El dilema del retroceso elástico: Por qué el metal nunca se queda exactamente donde lo pones | Después de conformar y soltar, el metal retrocede debido a la recuperación elástica. Diferentes materiales y lotes varían en su comportamiento de retroceso. Los operadores compensan sobre-doblado en base a la recuperación esperada (por ejemplo, programar 88° para lograr 90°). Los sistemas modernos pueden autoajustar con medición de ángulo, pero el principio sigue siendo: debes tener en cuenta la relajación posterior a la carga. El doblado exitoso requiere un sobre-doblado calculado verificado en la primera pieza. | Programa siempre para donde el metal quedará después de relajarse, no donde está bajo el punzón. |
| Paso 4 | Liberar y Repetir: Cómo el tiempo de ciclo se acumula en el costo de producción | Cada ciclo de doblado incluye retraer el carnero, reposicionar el tope trasero y manipular la pieza. Pequeños ahorros de tiempo se acumulan significativamente en producciones grandes. Sin embargo, priorizar la velocidad antes de validar la primera pieza implica el riesgo de errores costosos en el lote. La consistencia en velocidad, posicionamiento y verificación de ángulo garantiza repetibilidad. La eficiencia de producción depende de la repetición calibrada, no de la fuerza bruta. | En producción, un segundo ahorrado de la manera correcta genera ganancias; un grado perdido genera chatarra. |
Usas la misma máquina. El mismo operador. La misma lámina. Lo único que cambias es la configuración del utillaje y qué tan profundo lo llevas.
Un trabajo requiere 40 toneladas y retrocede 2 grados. Otro necesita el triple de tonelaje y apenas se mueve tras soltarse. Un tercero da siempre justo 90 grados, pero la máquina gime al hacerlo.
Nada del ciclo del carnero cambió. Lo que cambió fue la relación entre punzón, matriz y material. Esa relación es el método de doblado.
Si no sabes qué método estás usando realmente, no estás “formando”. Estás apostando con la tonelada de presión, el retroceso elástico y la deflexión del bastidor, todo al mismo tiempo.
Imagina una lámina de acero dulce de 0.125 pulgadas colocada sobre una matriz en V de 1 pulgada. Bajas un punzón estándar de 88 grados y te detienes antes de que la punta del punzón toque el fondo de la matriz.
La lámina solo toca en tres puntos: la punta del punzón y los dos hombros de la matriz. Está literalmente suspendida en el aire entre ellos. Eso es doblado en el aire.
Ahora no cambies nada del punzón. Cambia la matriz por una en V de 0.75 pulgadas. Ejecuta la misma profundidad programada.
No obtendrás el mismo ángulo.
¿Por qué? Porque en el doblado en el aire, el radio interior del doblez se forma en función de la abertura de la matriz —aproximadamente 1/6 de la abertura en V para acero dulce—. Una V más estrecha, radio más ajustado. Un radio más ajustado significa que el material se estira más en el exterior y se comprime más en el interior. Eso cambia cuánto debes sobre-doblar para llegar a 90 después del retroceso elástico.
El punzón está empujando hacia abajo. Pero la abertura de la matriz define la geometría en la que se permite fluir al material.
Ahora empuja más profundo—hasta que el material toque completamente las caras de la matriz. Ya no estás suspendido entre tres puntos. La lámina está siendo presionada contra el ángulo de la matriz en sí. Eso es doblado al fondo. El ángulo de la matriz ahora define físicamente el ángulo final del doblez porque el material se ve obligado a ajustarse a él bajo carga.
Ve más profundo aún—más allá del simple contacto—y comienzas a deformar plásticamente el material a lo largo de todo el espesor en la línea de doblez. Eso es acuñado. No solo estás doblando alrededor de un radio; estás comprimiendo el metal en la cavidad de la matriz y adelgazándolo ligeramente en el ápice.
Míralo de esta manera: la matriz no es solo un bloque de apoyo. Es la condición de contorno. Decide cuánta libertad tiene el metal para formar su propio radio y cuánta debe obedecer la geometría de la herramienta.
Si te equivocas, pasarás todo el turno corrigiendo ángulos, preguntándote por qué el mismo ajuste de profundidad da tres resultados diferentes.
La conclusión: La abertura y el ángulo de la matriz definen cómo se permite que el material se deforme: la profundidad por sí sola no significa nada sin esa geometría.
En la mayoría de los trabajos que pasan por mi taller—soportes, cubiertas, marcos—doblamos en el aire. Es rápido. Es flexible. Un punzón y un puñado de matrices en V pueden manejar un amplio rango de espesores.
¿Quieres 90 grados? No necesitas una matriz de 90 grados. Usas, digamos, un punzón de 88 grados y controlas la profundidad. Te detienes más alto, obtienes 100. Vas más profundo, obtienes 85. Un juego de herramientas, ángulos infinitos.
Esa flexibilidad es la razón por la que el doblado en el aire usa la menor tonelada de presión de los tres métodos. Solo estás formando un radio, no aplastando el material en una cavidad. Menor tonelada significa menos deflexión del bastidor, menos desgaste y ciclos más rápidos.
Pero aquí está el límite.
Debido a que la pieza solo contacta tres puntos, el ángulo final depende de:
Dobla una pieza de 6 pies sin un correcto arqueado y lo verás: 90 en los extremos, 92 en el centro. El ariete alcanzó la profundidad programada en todas partes. El bastidor se flexionó de todos modos.
Las prensas plegadoras CNC modernas con sensores de ángulo pueden medir y corregir automáticamente en tiempo real. Eso ayuda. No cambia la física. El doblado al aire siempre te deja equilibrando el retroceso elástico contra el control de profundidad.
He visto a un operador nuevo asumir que el número en la pantalla garantiza el ángulo. Lo que obtuvo fue una pieza de 92 grados en un plano que pedía 90.
La conclusión: El doblado al aire ofrece flexibilidad y bajo tonelaje, pero la precisión del ángulo vive y muere según la consistencia del material y la compensación de la máquina.
Ahora toma ese mismo acero dulce de 0,125 pulgadas y colócalo sobre una matriz de 90 grados. Esta vez, conduces el punzón hasta que el material se asiente completamente contra las caras de la matriz.
Ya no estás adivinando cuánto retroceso elástico abrirá el ángulo. El ángulo de la matriz es 90. El material se presiona firmemente hasta 90. El retroceso elástico aún existe, pero se reduce drásticamente porque ha cedido una mayor parte de la sección transversal.
El tonelaje aumenta—normalmente varias veces más alto que el doblado al aire para el mismo material y espesor. ¿Por qué? Porque estás forzando toda la zona de doblado a conformarse con las paredes de la matriz, no solo formando un radio flotante.
Ese mayor tonelaje significa más deflexión de la cama y del ariete si la máquina no está construida o arqueada para ello. En una prensa plegadora liviana, doblar hasta el fondo material grueso puede exagerar el efecto de canoa en lugar de corregir la variación del ángulo.
Pero cuando igualas la herramienta exactamente al espesor del material—y eso es clave—el doblado en el fondo proporciona repetibilidad lote tras lote. Menos dependencia de sutiles ajustes de sobre-doblado. Menos sensibilidad a pequeñas variaciones de límite elástico.
¿La contraprestación? Cada espesor de material necesita su propio conjunto de matriz. Cambias el espesor, cambias la herramienta.
Ignora eso e intenta doblar hasta el fondo aluminio delgado en una matriz destinada a acero más grueso, y marcarás la línea de doblado fuera de especificación. Solo ese daño estético puede arruinar una pieza visible.
La conclusión: El doblado en el fondo sacrifica flexibilidad y exige más tonelaje a cambio de menor retroceso elástico y repetibilidad más estricta del ángulo.
El coinado es donde los aprendices piensan que están siendo “extra precisos”.”
Tomas un punzón afilado—a menudo con un pequeño radio en la punta—y lo presionas con fuerza contra el material hasta que el metal cede casi en todo el espesor en la línea de doblado. El radio interior se vuelve casi igual al radio de la punta del punzón. El material se comprime y adelgaza literalmente en el vértice.
¿Retroceso elástico? Mínimo. A veces menos de medio grado.
¿Suena perfecto?.
Ahora observa la tabla de tonelaje. El acuñado puede requerir de cinco a diez veces el tonelaje del doblado al aire para el mismo material. Esa fuerza no desaparece. Se transmite al bastidor, a las herramientas y a la chapa.
En una máquina que no está clasificada para ello, corres el riesgo de una deflexión permanente de la cama. En acero inoxidable endurecido con un punzón afilado, corres el riesgo de microfisuras a lo largo de la línea de plegado. En aluminio decorativo, puedes dejar una marca visible que ningún proceso de acabado podrá ocultar.
En acero inoxidable, eso es chatarra.
El acuñado ofrece absolutamente precisión cuando la máquina, las herramientas y el material están correctamente combinados. Es común en piezas de alto volumen donde la tolerancia de ángulo es estricta y la variación es inaceptable.
Pero es el método menos tolerante. Los errores de profundidad no se corrigen con un toque al pedal. El desgaste de la herramienta se refleja de inmediato en el ángulo. Y la demanda de tonelaje lleva tu máquina hacia sus límites estructurales.
Ya no solo estás doblando. Estás forjando en frío una línea en la chapa.
Lo que lleva a la siguiente pregunta difícil: si cada método cambia la demanda de tonelaje de forma tan drástica, ¿qué tan seguro estás de que la capacidad nominal de tu máquina realmente cubre la forma en que estás doblando, y no solo el espesor que indica el plano?
Una vez entró en mi taller un chico, orgulloso como nadie, con su nueva prensa plegadora de 175 toneladas. “Puede doblar cualquier cosa que necesitemos”, dijo.
El primer trabajo que hizo fue acero inoxidable de 3/16, doblado al fondo, a lo largo de 10 pies completos. La máquina no se detuvo. Gimió. Seis meses después, la cama tenía una curvatura permanente. No visible a simple vista. Visible en cada verificación de ángulo.
Compró la máquina más grande que podía permitirse.
Nunca se preguntó si era la correcta.
La pregunta que deberías hacer es más simple y más difícil: ¿cómo calculas si el tonelaje nominal de tu plegadora realmente cubre el método de doblado que estás usando, a lo largo de toda la longitud que planeas doblar, sin deformar la máquina que se supone debe generarte ganancias?
Vamos a desglosarlo como se lo explico a los aprendices que piensan que el tonelaje es solo un número para presumir.
Acércate a una tabla de tonelaje y verás algo así: acero dulce de 4 mm sobre una matriz en V de 32 mm requiere aproximadamente 330 kN por metro. No es la fuerza total. Es fuerza por metro de longitud de plegado.
Ya puedes ver la trampa. Un soporte de 2 pies y un panel de 10 pies son cargas completamente distintas para la misma máquina.
La mayoría de los talleres usan una fórmula para el doblado al aire de acero dulce con una resistencia a la tracción de alrededor de 60,000 psi:
P = 650 × S² × L / V
Donde:
Ese término S² es la parte que los principiantes pasan por alto. El espesor está al cuadrado. Si duplicas el espesor, la tonelada no se duplica: se cuadruplica.
Tomemos un ejemplo sencillo.
Doblar al aire acero dulce de 0,125 pulgadas sobre una V de 1 pulgada durante 4 pies podría situarte en torno a 20–25 toneladas. Manejable en una prensa de 60 toneladas.
Ahora no cambies nada excepto el espesor a 0,250 pulgadas.
El mismo tipo de matriz. La misma longitud.
No estás en 40–50 toneladas. Estás aproximadamente en 80–100. Esa es la ley cuadrática actuando.
Ahora cambia el acero dulce por acero inoxidable. La práctica estándar es multiplicar por aproximadamente 1,5 debido a su mayor resistencia a la tracción. ¿Cromo molibdeno? Más cerca de 2,0.
Míralo así: el espesor es la gasolina, la resistencia del material es el oxígeno y el método de doblado es la chispa. Cuando cambias los tres a la vez—acero inoxidable más grueso, doblado en fondo en lugar de al aire—no estás empujando un poco la fuerza. La estás multiplicando.
Y recuerda lo que establecimos antes: el doblado en fondo puede requerir aproximadamente cuatro veces la tonelada del doblado al aire. El acuñado puede exigir de cinco a diez veces más.
Así que si tu cálculo de doblado al aire dice 25 toneladas, doblar en fondo la misma pieza podría acercarte a 100. El acuñado podría empujarte hacia 200.
Esa máquina de “175 toneladas” de repente no está sobredimensionada. Está infradimensionada.
La conclusión: La tonelada es la fuerza por longitud bajo supuestos específicos: cambia el espesor, el material o el método y la carga se multiplica rápido.
Ahora hablemos de algo que no aparece en la placa de identificación: la carga concentrada.
Una prensa de 100 toneladas normalmente significa 100 toneladas distribuidas uniformemente a lo largo de toda la longitud nominal de la bancada. No 100 toneladas concentradas en el medio de 12 pulgadas.
Vi a un tipo intentar acuñar un soporte corto y pesado justo en el centro de una máquina de 100 toneladas. Las cuentas decían 85 toneladas en total. Él pensó que estaba seguro.
Lo que él pasó por alto fue la distribución.
Si esas 85 toneladas se aplican sobre 12 pulgadas en una bancada de 10 pies, la sección central está soportando una carga localizada masiva mientras el resto del bastidor contribuye muy poco a resistir la deflexión. La bancada y el ariete son vigas. Las vigas odian las cargas puntuales.
Los fabricantes suelen recomendar una desclasificación—a veces del 20 al 50 por ciento—cuando se trabaja cerca de la capacidad total a lo largo de toda la longitud. Se necesita aún más precaución al aplicar una fuerza alta sobre un segmento corto.
Así es como se rompen los hombros de las herramientas o se introduce una deformación permanente en la cama. No en un chasquido dramático. En pequeños eventos de fluencia que no notas hasta que tus ángulos se desvían en cada pieza larga que trabajas.
En acero inoxidable, eso es chatarra.
No sientes la deflexión del bastidor en el pedal. La ves en ángulos inconsistentes y piezas que solo encajan cuando las giras de un extremo al otro.
La conclusión: La capacidad nominal de una prensa plegadora supone una distribución uniforme; una fuerza concentrada en una sección corta puede sobrecargar una máquina que “debería” estar dentro de los límites.
Las calculadoras industriales suelen recomendar comprar alrededor de un 20 por ciento más de capacidad que la necesidad calculada. Ese margen cubre la fricción, la resistencia real a la tracción más alta que la especificada y la variación de espesor.
Eso es inteligente.
El tonnelaje crónicamente insuficiente es peor que una compra moderadamente superior. Una máquina subdimensionada te obliga a cerrar completamente cuando querías hacer un doblado al aire, a usar matrices más estrechas de lo ideal, a trabajar más cerca del límite elástico del bastidor en cada ciclo. Así es como quemas los sellos de la hidráulica y persigues ángulos todo el día.
Pero aquí es donde los principiantes se exceden.
Piensan: “Está bien. Simplemente compraré una enorme.”
Las máquinas sobredimensionadas no son automáticamente más seguras. Una prensa plegadora de 300 toneladas doblando al aire una chapa fina de calibre 16 sobre una matriz ancha puede ser más difícil de controlar porque la máquina está diseñada para operar eficientemente bajo carga más alta. Estás trabajando en la franja más baja de su rango de fuerza. Cambios pequeños de presión provocan variaciones de ángulo mayores.
Míralo de esta manera: una llave dinamométrica es más precisa en la parte media de su rango, no al 5 por ciento de su capacidad. Las prensas plegadoras se comportan de la misma forma. El control proviene de hacer coincidir la ventana de fuerza con el trabajo.
El exceso de tonnelaje también tienta a los operadores a acuñar todo “porque podemos”. Así es como acortas la vida de las herramientas y adelgazas innecesariamente el material en el vértice de la curva.
El tonnelaje insuficiente deja sin recursos al trabajo. El tonnelaje excesivo puede maltratarlo.
La conclusión: Compra suficiente capacidad con margen, pero dimensiona la máquina de modo que tus trabajos más comunes se realicen en su rango medio controlado, no en los extremos.
Una prensa plegadora de 10 pies con capacidad de 150 toneladas no significa que puedas aplicar 150 toneladas en cualquier punto a lo largo de esos 10 pies sin consecuencia.
Las camas más largas son más propensas a la deflexión bajo carga. Por eso existen los sistemas de coronado: para contrarrestar la curvatura natural que ocurre cuando el ariete empuja hacia abajo en el centro.
Ahora combina la longitud con el tonnelaje por pie.
Si tu cálculo indica que necesitas 30 toneladas por pie para un trabajo y estás doblando 8 pies, eso son 240 toneladas requeridas distribuidas uniformemente a lo largo. Una prensa plegadora de 150 toneladas y 10 pies no es “casi suficiente”. Está dramáticamente por debajo.
Dale la vuelta.
Si solo doblas piezas de 3 pies, una máquina más corta y rígida de 80 toneladas podría superar a una prensa plegadora más larga de 150 toneladas en consistencia de ángulo porque el bastidor se comba menos bajo cargas proporcionalmente similares.
La hoja de especificaciones te dice la fuerza máxima y la longitud máxima. No te dice cómo la rigidez, la distribución y la reducción de capacidad en condiciones reales interactúan en tu combinación típica de trabajos.
Y esa es la verdadera trampa.
Comprar la máquina más grande que puedas permitirte parece seguro. Comprar la combinación correcta de tonelaje por pie y longitud de bancada para tu método de doblado principal es más seguro.
Lo que plantea la siguiente pregunta: una vez que sabes cuánta fuerza controlada realmente necesitas, ¿cómo cambia la forma en que esa fuerza se genera —hidráulica, mecánica, servoeléctrica— la precisión con la que puedes aplicarla?
Tuve dos máquinas en el taller durante años: una hidráulica de 200 toneladas y una prensa plegadora mecánica antigua de volante de inercia de 90 toneladas. Misma bancada de 10 pies. Mismo bastidor de herramientas. Mismos operarios rotando entre ellas.
Sobre el papel, ambas podían doblar acero dulce calibre 10 en longitudes cortas. En la práctica, una te permitía acercarte al ángulo en incrementos de medio grado; la otra golpeaba el fondo como un martillo que cae. Una te dejaba corregir a mitad de carrera; la otra se comprometía al instante en que el embrague se engranaba.
Esa diferencia no se trata de tonelaje bruto. Se trata de cómo la máquina genera y dosifica la fuerza a través de la carrera: cómo acelera, cómo desacelera y si puede ajustarse una vez que el punzón está en contacto con el material.
Porque aquí está lo que la mayoría de las hojas de venta pasan por alto: incluso las máquinas de gama alta, sin importar el tipo de accionamiento, normalmente mantienen alrededor de ±0,5° de ángulo de doblado en producción real sin complementos. Y una variación en el espesor del material de solo unas milésimas entre piezas puede desviarte 2–3° sin importar qué marca esté en el lateral.
Así que el tipo de accionamiento no crea mágicamente precisión. Determina cuán controlable y repetible es tu fuerza calculada cuando la realidad —recuperación elástica, variación de espesor, fricción— empieza a oponerse.
Ese es un problema completamente diferente.
La conclusión: El tipo de accionamiento no cambia la matemática del tonelaje; cambia cuán precisa y seguramente puedes aplicar ese tonelaje en condiciones reales.
Imagina un volante girando a velocidad constante. Pisas el pedal, un embrague se acopla y la energía rotacional almacenada se convierte en fuerza lineal cuando el cigüeñal impulsa el ariete hacia abajo a través de una carrera fija.
Esa es una prensa plegadora mecánica.
La curva de tonelaje en una máquina mecánica alcanza su pico cerca de la parte inferior de la carrera. Por encima de ese punto, la fuerza disponible cae rápidamente. Así que si tu cálculo de doblado dice que necesitas la capacidad total, te ves obligado a trabajar cerca del punto muerto inferior, sea o no lo ideal para el método.
No “dosificas” una plegadora mecánica para lograr el ángulo. La sincronizas.
Si tu selección de matriz o estimación de recuperación elástica es incorrecta, no puedes reducir la velocidad a mitad de carrera y corregir. La máquina se compromete una vez engranada. Eso hace posible la producción a alta velocidad de piezas repetitivas —tiempos de ciclo rápidos, mecánica simple— pero castiga los errores de configuración.
Vi a un nuevo operador intentar realizar un doblado inferior de acero inoxidable de 3/16 en una prensa mecánica que ya estaba cerca de su capacidad nominal. Su estimación de sobre-doblado fue dos grados menor. Lo que obtuvo fue una pieza de 92 grados en un plano que pedía 90. En acero inoxidable, eso es chatarra.
Míralo de esta manera: una prensa mecánica es como una prensa de punzonado adaptada para doblar: excelente cuando el proceso está ajustado, implacable cuando no lo está.
Súmale a eso la realidad de la seguridad. Las máquinas de carrera completa no se detienen naturalmente a mitad de recorrido; existen adaptaciones, pero el diseño proviene de una época en la que las normas de resguardo eran diferentes. Esa es una razón por la cual hoy se venden menos modelos nuevos.
Resuelven el problema de la velocidad y la simplicidad. Tienen dificultades con el problema hacia el que hemos estado trabajando: entrega de fuerza controlada y ajustable para trabajos variables.
Entonces, si la velocidad es su punto fuerte, ¿qué hace que las hidráulicas dominen la mayoría de los talleres de fabricación?
Colócate junto a una prensa hidráulica moderna durante un doblado pesado. Escuchas las bombas cargarse mientras aumenta la presión. El ariete desciende con flujo controlado desde los cilindros hidráulicos—fuerza generada por la presión del fluido actuando sobre el área del pistón.
Presión por área es igual a fuerza. Física simple.
Pero aquí está la parte crítica: la presión se puede modular de forma continua a lo largo de la carrera. Se puede ralentizar la aproximación, entrar en contacto lentamente, aumentar la presión progresivamente e incluso mantenerla en el fondo para dejar que el material se relaje antes de regresar.
Ese control es importante cuando estás haciendo doblado al aire en un trabajo, doblado al fondo en el siguiente, y casi acuñando después del almuerzo.
La hidráulica también escala. ¿Necesitas 300 toneladas en 12 pies? ¿600 en 20? La energía hidráulica lo maneja sin un volante tan grande como la llanta de un camión. Por eso el trabajo con chapa gruesa se hace con hidráulicas.
Ahora, pongamos a prueba la afirmación de que “las hidráulicas son más precisas”.
Las máquinas modernas de todo tipo de accionamiento pueden lograr una repetibilidad de posicionamiento extremadamente alta—del orden de milésimas de milímetro—gracias a marcos rígidos y control sincronizado del ariete. Pero la repetibilidad de posicionamiento no es lo mismo que la precisión del ángulo de doblado en producción.
El ángulo depende del espesor del material, la dirección del grano, el ancho de la matriz y el retroceso elástico. Una prensa hidráulica destaca porque puede integrar control basado en presión y sistemas de medición de ángulo en tiempo real. Puede ajustar la profundidad del ariete dinámicamente de una pieza a otra cuando varía el espesor.
Eso no elimina la variación. Te da una herramienta para gestionarla.
¿La desventaja? Energía. Los sistemas hidráulicos tradicionales suelen mantener las bombas en funcionamiento continuo, generando calor y consumiendo energía incluso en reposo. El mantenimiento implica sellos, válvulas y el estado del fluido. Ignora eso, y perseguirás ángulos variables a medida que la temperatura del aceite cambie su viscosidad.
Si cocinas los sellos durante suficiente tiempo, estarás reconstruyendo cilindros en lugar de enviar piezas.
Las hidráulicas dominan porque resuelven la más amplia gama de problemas de entrega de fuerza—alto tonelaje, trabajos variables, control ajustable—sin encerrarte en una ventana de operación estrecha.
Pero, ¿y si tu trabajo nunca sale del calibre fino y medio grado te parece impreciso?
Ahora imagina reemplazar cilindros hidráulicos con husillos de bolas accionados por servomotores. Sin aceite. Sin ruido de bomba. Solo motores eléctricos convirtiendo el movimiento rotatorio directamente en movimiento lineal del émbolo.
Un freno servoeléctrico de calidad puede posicionar el émbolo con una precisión de unas pocas diezmilésimas de pulgada. El par del motor se controla digitalmente, por lo que la aceleración y la deceleración son precisas. Cuando el émbolo se detiene, mantiene la posición sin la compresibilidad de fluidos en el sistema.
En material delgado—digamos chapa de 1 a 4 mm—esto es un sueño. Carreras cortas. Menor tonelaje. Alta repetibilidad. Consumo de energía solo al moverse.
Míralo así: un freno servoeléctrico se comporta más como una llave dinamométrica calibrada que como un gato hidráulico. Estás ordenando fuerza a través del par del motor y la geometría del husillo, no por medio de fluido presurizado.
Pero existen límites de par.
La mayoría de las máquinas servoeléctricas alcanzan un máximo muy por debajo de los tonelajes extremos comunes en trabajos estructurales pesados. Si las llevas cerca de su capacidad máxima repetidamente, estarás poniendo a prueba los componentes mecánicos—husillos, rodamientos, sistemas de transmisión—que no soportan sobrecargas del mismo modo que lo hacen los grandes cilindros hidráulicos.
Y aquí está el detalle que los principiantes pasan por alto: si el espesor de tu material varía lo suficiente como para desviar el ángulo 2°, la precisión de microposicionamiento no corrige la pieza. Sin medición y compensación de ángulo en línea, aún estás adivinando el retroceso elástico.
El hardware de precisión no anula la física del material.
Así que lo servoeléctrico resuelve el problema del plegado de alta velocidad y alta precisión en calibres más delgados con menor consumo de energía. No es una mejora universal para todos los talleres.
Lo que nos lleva a las máquinas que intentan encontrar un punto intermedio.
Los híbridos suelen combinar una bomba accionada por servo con cilindros hidráulicos. En lugar de tener un motor de velocidad constante agitando aceite todo el día, el servomotor hace girar la bomba solo cuando se requiere presión.
En trabajos ligeros, el consumo de energía disminuye porque el motor no está en ralentí bajo carga. En dobleces más pesados, aún obtienes la densidad de fuerza y la robustez de la hidráulica.
Suena perfecto.
Pero el ahorro de energía depende del ciclo de trabajo. Si tu taller realiza dobleces pesados constantes cerca de la capacidad, la bomba accionada por servo estará trabajando la mayor parte del tiempo de todos modos. El ahorro disminuye. Si trabajas de forma intermitente y con trabajos más ligeros, la diferencia es real.
Desde el punto de vista de entrega de fuerza, los híbridos se comportan como hidráulicos refinados. Todavía obtienes control basado en presión y alta capacidad de tonelaje, con mayor eficiencia y, a menudo, un movimiento del émbolo más suave.
No superan mágicamente a la hidráulica pura en precisión; mejoran la eficiencia con la que se genera y gestiona esa fuerza.
Así que no, el punto intermedio no ahorra automáticamente dinero. Depende de cómo luzca tu perfil de tonelaje calculado a lo largo de un turno completo.
Y ahí es donde debemos cambiar la perspectiva.
Porque una vez que entiendes cómo cada tipo de transmisión entrega fuerza—rápida y comprometida, fluida y ajustable, medida digitalmente—dejas de preguntar cuál máquina es la “mejor” y empiezas a preguntar cuál se ajusta a la ventana de fuerza en la que realmente viven tus piezas.
La conclusión: Elija el sistema de accionamiento que coincida con su rango típico de tonelaje y necesidades de control: el método de entrega de fuerza debe ajustarse al trabajo, no a su orgullo.
Ahora está haciendo la pregunta correcta: dado mi material, mi rango de espesores, mi combinación de trabajos únicos y producción, ¿qué sistema de accionamiento realmente encaja?
Bien. Porque si empieza con marcas o folletos, terminará comprando una personalidad en lugar de una máquina.
Una plegadora no es una “dobladora de metal.” Es un sistema calibrado de entrega de fuerza, como una llave dinamométrica con una bancada y tope trasero incorporados. La chapa en sus manos—su espesor, resistencia a la tracción, dirección del grano, requisito de radio interior—eso es la orden de trabajo. La máquina es solo el medio para aplicar fuerza controlada y lograr esa geometría.
Mírelo de esta manera: si no ajustaría una llave dinamométrica adivinando qué tan fuerte “parece” el perno, ¿por qué elegiría una plegadora porque “parece lo suficientemente pesada”?
El cambio no obvio es este: no se elige primero una máquina para luego ver qué trabajos encajan en ella. Se define la ventana de fuerza en la que viven sus piezas, y luego se elige el sistema de accionamiento que mejor se comporte dentro de esa ventana.
Si se salta ese orden hará lo que he visto cientos de veces: comprar 175 toneladas de orgullo para un taller que mayormente dobla soportes de calibre 16.
La conclusión: La pieza define la ventana de fuerza; la máquina debe vivir cómodamente dentro de ella.
Tome un ejemplo real. Digamos que su trabajo principal son soportes de acero al carbono calibre 10, de 48 pulgadas de largo, doblados al aire a 90° con un radio interior de 0,125 pulgadas.
Antes de siquiera pensar en “hidráulica” o “servoeléctrica”, calcule el tonelaje por pie, multiplíquelo por la longitud, y verifique la apertura de la matriz en V requerida para obtener ese radio. El espesor determina el tonelaje al cuadrado. Doble el espesor y no duplicará la fuerza—la cuadruplicará. Eso no es trivial. Esa es la diferencia entre trabajar con holgura y trabajar al límite.
Ahora sume la mezcla de producción. Si el 80 % de su trabajo es chapa fina —1 a 3 mm— con tolerancia de ángulo estrecha y recorridos cortos, una máquina servoeléctrica vive en su zona de confort: ciclos rápidos, bajo consumo de energía, alto control posicional. Pero si el 30 % de su mes incluye placa de 3/8 o pliegues largos de 12 pies cerca de la capacidad, esa misma máquina está operando en su techo, no en su punto óptimo.
Los techos son donde los componentes se desgastan y las piezas se desvían.
Y aquí es donde se queman los principiantes: miran el tonelaje máximo en el manual y asumen que están a salvo. Pero el tonelaje se distribuye a lo largo de la longitud. Una máquina de 100 toneladas no es realmente de 100 toneladas si su pliegue requiere 85 toneladas en 12 pies y el bastidor se deforma sin el abombado correcto. Así es como obtiene una pieza ajustada en los extremos y abierta en el centro.
En acero inoxidable, eso es chatarra.
Así que debe trazar tres cosas antes de llamar a un distribuidor: su material común más grueso, su pliegue común más largo y su tolerancia de ángulo más estricta. Ese triángulo define su rango operativo real.
Todo lo demás es ruido.
La conclusión: Calcule primero su tonelaje real, su longitud y rango de tolerancia—luego vea qué máquinas operan ahí sin esfuerzo excesivo.
Ahora probemos la idea de que una plegadora siempre es la respuesta.
Si estás formando un tubo o una tubería, no estás doblando lámina sobre una matriz en V; estás controlando la ovalización, el adelgazamiento de la pared y el radio de la línea central alrededor de una forma. Eso es territorio de doblado por tracción rotativa. Mecánicas diferentes. Ruta de fuerza diferente.
Si intentas improvisar en una prensa plegadora con herramientas caseras, aplastarás el perfil o deformarás la sección. He visto a un aprendiz novato aplastar un tubo cuadrado porque pensaba que “presión es presión”.”
Esa pieza nunca pasó la inspección.
Lo mismo ocurre con paneles grandes y recubrimientos cosméticos. Si tu trabajo es principalmente paneles delgados de aluminio con pestañas amplias y superficies estéticas, una máquina de plegado puede darte mejor control con menos marcas porque sujeta y pliega en lugar de forzar el material dentro de una matriz.
Míralo de esta forma: una prensa plegadora concentra la fuerza a lo largo de una línea de contacto estrecha. Una plegadora distribuye la fuerza a lo largo de un borde sujeto. Si el acabado superficial y el marcado mínimo son cruciales para tu negocio, la geometría de entrega de fuerza importa más que la fuerza bruta.
¿La parte no obvia? A veces la compra más inteligente de una prensa plegadora es no comprar ninguna.
La conclusión: Si la ruta de fuerza de una prensa plegadora choca con tu geometría, estás usando la máquina incorrecta—ningún sistema de accionamiento corrige eso.
A estas alturas ya ves el patrón. El material define la fuerza. La longitud define la distribución. La geometría define la herramienta. La mezcla de producción define el ciclo de trabajo. Solo después de eso hablas de sistemas de accionamiento.
Aquí tienes el marco que enseño a los aprendices que piensan que “más grande es más seguro”:
Si tu 10% máximo alcanza el 80–90% de la capacidad de un servoeléctrico, eso no es margen—es estrés. Si tu 70% diario nunca sale del calibre delgado, una hidráulica grande funcionando casi en vacío todo el día es músculo y energía desperdiciados.
¿Máquinas mecánicas? Si tu mezcla es repetitiva e idéntica—mismo material, mismo recorrido, miles de piezas—pueden ser brutalmente eficientes. Pero no se detienen a mitad de ciclo. En trabajos variables de taller, así es como te pasas y persigues ángulos toda la tarde. Lo que obtuvo fue una pieza de 92 grados en un plano que pedía 90.
La confianza no viene de un logotipo en el panel lateral. Viene de saber que tus piezas están, digamos, entre 15 y 60 toneladas la mayor parte del tiempo, con picos ocasionales a 120—y de elegir una máquina cuyo comportamiento de entrega de fuerza sea estable, controlable y no esté al límite en ese rango.
Así que, cuando preguntas qué sistema de accionamiento se adapta a tu taller, la respuesta no es hidráulico, servoeléctrico, híbrido o mecánico.
La respuesta es: el que tenga un rango de fuerza controlable que se superponga con tu rango de trabajo real con un margen de sobra.
Y una vez que lo ves así, dejas de comprar máquinas.
Empiezas a emparejar sistemas de fuerza con geometría.


















