

昨春、子どもが14ゲージのステンレスを10フィートの棒のまま、まるで葡萄を踏みつけるようにダイにまっすぐ突っ込んできたことがありました。ラムを下げる。ハードストップ。彼は圧力をかければ曲がりが締まると思ったのです。.
彼が得たのは印刷図面で90度を求められていた部品の92度。ステンレスではそれは廃棄品です。.
彼は機械の役割は押すことだと思っていました。そうではありません。.
プレスブレーキがサイクルする間、その前に立ってみてください。上側の工具(パンチ)がV字型の下側ダイに下降します。板が折れ曲がるのは「押し潰された」からではありません。特定の深さ、特定の開口幅、特定のスプリングバック(圧力を解放した後に金属が戻ろうとする性質)に対して力が届けられるから曲がるのです。.
力、工具、あるいは深さをほんのわずか変えるだけで角度は変わります。.
こう考えてみましょう:トルクレンチは「ボルトを締める」ものではありません。校正されたトルクを伝えるものです。プレスブレーキは「金属を曲げる」ものではありません。金属が目標角度に達するよう、校正された力を伝えるのです。.
それを逃すと、機械を操作しているのではなく—鋼材でギャンブルしていることになります。.
私があなたに求める認知の変化は簡単です:動作(ラムの下降)ではなく結果(達成される角度)を考えることです。.
「ブレーキ」という言葉は車のブレーキから来たものではありません。古い板金曲げの用語から来ており、「ブレーキング」とは真っ直ぐな線に沿って折り曲げることを意味していました。.
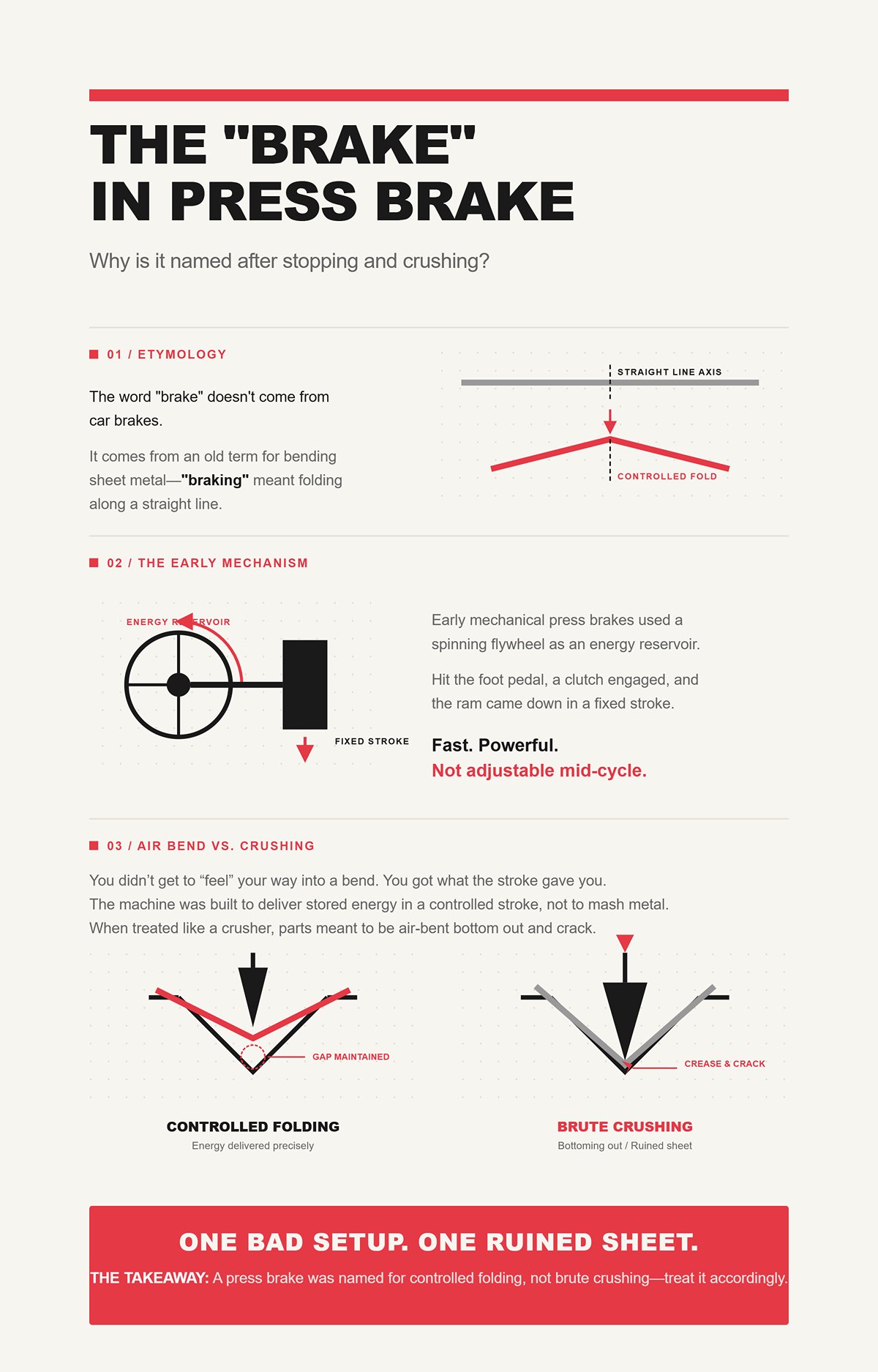
初期の機械式プレスブレーキは、回転するフライホイールをエネルギーの貯蔵庫として使用していました。フットペダルを踏むとクラッチがかかり、ラムが固定ストロークで高速に、強力に下降します。サイクル途中で調整することはできません。.
曲げを「手で感じながら」行うことはできません。ストロークが与えるものを得るだけです。.
この設計は何かを示しています。機械は、蓄えられたエネルギーを制御されたストロークで届けるために作られており、見た目が正しいと感じるまで金属を潰すためのものではありません。見習いがそれを粉砕機のように扱うと、本来空曲げされるべき部品が底付きされ、突然その4×8の板に次の成形工程で割れる光沢のある折り線ができてしまいます。.
一度の悪いセットアップ。一枚の台無しになったシート。.
名前は残りましたが意味は変わりました。「ブレーキ」は常に制御された折り曲げのことであり、潰すことではありません。.
要点: プレスブレーキは制御された折り曲げのために名付けられたのであり、力任せの潰し作業のためではありません—そう扱いましょう。.
“「プレス」というと、仕事は金属が屈服するまで力を加えることだと思わせるのです。.

しかし、エアベンディング—最も一般的な方法—では、パンチはダイに最後まで押し込まれません。V字の開口部にシートを途中まで押し込みます。最終的な角度は、パンチの深さ、ダイ開口幅、そして素材のスプリングバックの3つによって決まります。.
深さを変えずにトン数を増やしても、魔法のように別の角度が得られるわけではありません。ほとんどの場合、工具やフレームを過剰に負荷するだけです。角度の誤差を力任せに修正しようとして、結果としてラムが反ってしまったり、ダイの肩が割れてしまった例を見たことがあります。.
こう考えてみてください:粘土を型に押し込んでいるわけではありません。中央に制御された荷重をかけて、2つの支点(ダイの肩)上で梁(シート)をたわませているのです。これが材料力学の基本です。.
力は入力であり、角度は出力です。.
そのことを理解すれば、「押す」ことが目的ではなくなります。適切な力を、適切な深さで、適切な工具を使って与えること—それが仕事です。.
では、「強く押す」ことが目的でないなら、一体何を制御しているのでしょうか?
簡単な作業現場の例を挙げましょう。同じ0.125インチの軟鋼。同じパンチ。下側のダイを1インチのV開口から1.5インチのV開口に変更します。そして全く同じプログラムされた深さで実行します。.
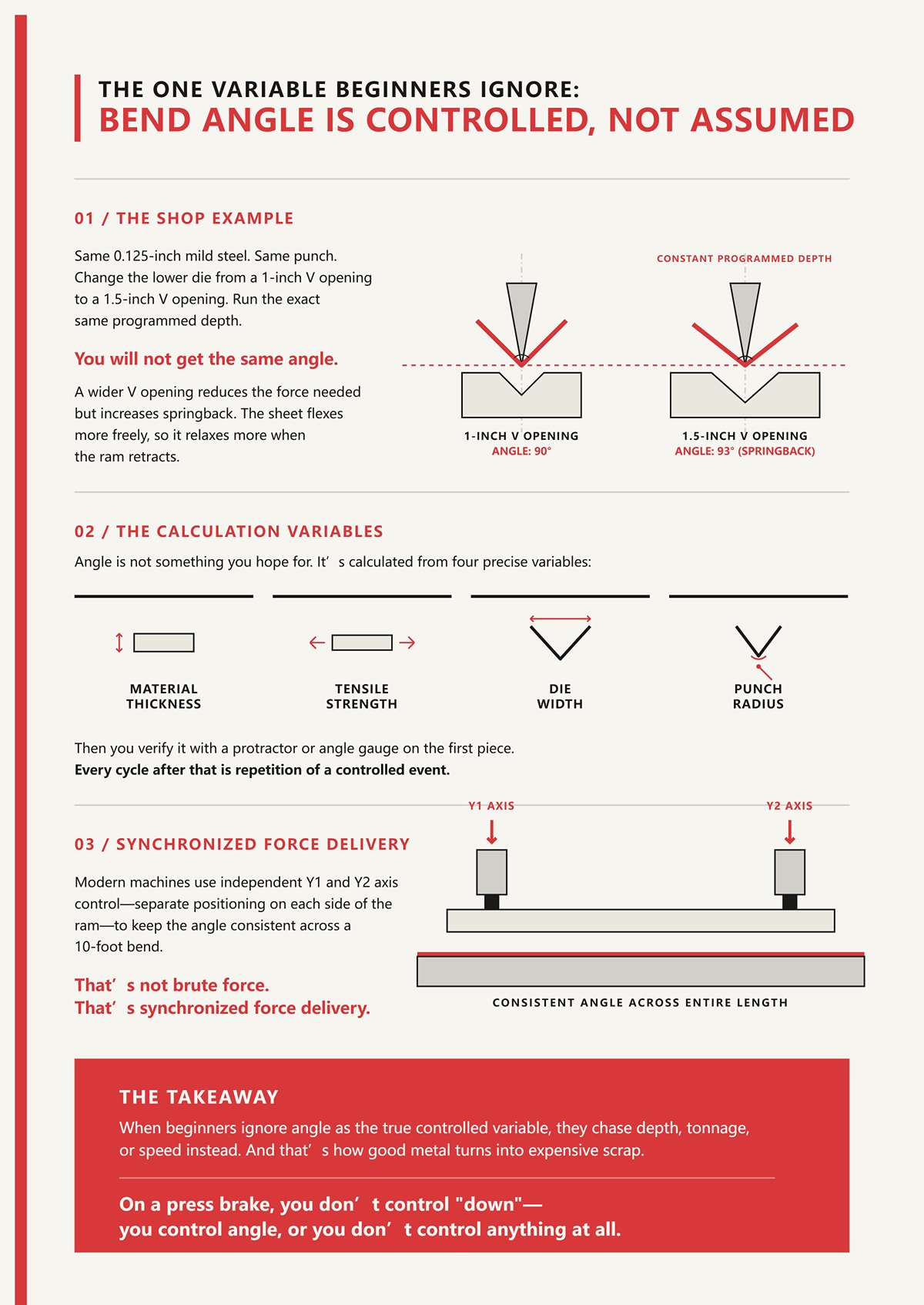
同じ角度は得られません。.
V開口が広がると必要な力は減りますが、スプリングバックは増えます。シートがより自由にたわむため、ラムが戻る際により多く緩みます。計算していなければ、手にしている部品は93度で、「何が起きたんだ?」となります。.
角度は「期待する」ものではありません。素材の厚み、引張強度、ダイ幅、パンチの半径から計算するものです。そして1枚目で分度器や角度ゲージを使って確認します。その後のサイクルは、制御されたイベントの繰り返しです。.
現代の機械では、独立したY1とY2軸制御—ラムの両側を別々に位置決め—を用いて、10フィートに及ぶ曲げでも角度を一定に保ちます。これは力任せではなく、同期した力の供給です。.
初心者が角度という真の制御変数を無視すると、代わりに深さやトン数、速度を追いかけてしまいます。そして、それが良い金属を高価なスクラップに変えてしまう原因です。.
要点: プレスブレーキでは「下げる」ことを制御するのではありません—角度を制御するか、何も制御していないか、のどちらかです。.
図面には、0.125インチの軟鋼で、90度のフランジを曲げ線から2.000インチの位置に作ると記載されています。パンチと1インチのVダイはすでに選びました。素材の厚さも引張強度範囲もわかっています。では、最初の部品が当てずっぽうにならないように機械をどう設定するのでしょうか?
「どれだけ下げるか」から始めるのではなく、曲げ減算と目標角度から始めます。CNC制御は、ダイ開口と素材データを用いて、スプリングバック後に90度になる理論的な深さを計算します。この深さは任意ではなく、幾何学に基づいています。ダイ幅や素材強度を変えれば、計算される深さもそれに伴って変わります。.
そしてサイクルが始まります。.
すべての曲げは制御されたイベントの積み重ねです:位置決め、クランプ、下降、成形、スプリングバック、解放。どの層を欠いても、画面上で信頼した計算は工具上で崩れます。.
では、その1枚のシートを追ってみましょう。.
シートをベッドに載せ、CNCバックゲージのフィンガーに触れるまで奥に押し込みます。そのフィンガーは単なるストッパーではありません。サーボ駆動の位置決め装置であり、通常は数千分の1インチの精度を持っています。.
もしフランジが2.000インチであるべきなのに、バックゲージが0.020インチずれていたら、曲げ線は0.020インチ移動します。角度が完璧でも、脚の長さが間違っているため検査に落ちることがあります。初心者は曲げを疑いますが、原因は位置です。.
こう考えてください:プレスブレーキは空間の線に沿って角度を成形します。バックゲージはその線の位置を決めます。その線が間違っていれば、その後の工程はすべて完璧に間違っています。.
さらにもう一層加えます。現代のブレーキは左右のラムを制御する独立した2軸—Y1とY2—を使います。これらがわずかに同期していないと、片側のパンチが先に当たります。10フィートの部品全体では、これはテーパー角—片端が89度、もう片端が91度—になります。バックゲージはラムが平行を保つと想定していました。機械が校正されていなければ、「正確」な位置がねじれた曲げを導きます。.
1回の校正ずれ。組立てで平らに座らないパネルの1バッチ。.
バックゲージは金属を曲げません。物理が起こる場所を決めるのです。.
要点: 曲げ線が正確に自分の思う位置にない場合、角度精度では部品を救えません。.
サイクルスタートを押します。ラムは最初高速で下降します—接近速度です。まだ負荷はありません。単に距離を縮めているだけです。.
そして接触前に速度を落とします。この減速は演出のためではなく、制御のためです。パンチがシートに触れた瞬間、力は急速に増加します。接触時の速度が過剰だと、制御が反応する前に機械がプログラムされた深さを超えてしまいます。.
サーボ電動ブレーキでは、その動きはボールねじによって駆動されます。精密で効率的で、薄から中程度の材料に最適です。しかしトルクに限界があります。厚板の領域に押し込むと、その上限に達します。一方、油圧式は高いトン数を終日届けられますが、直接的な機械駆動ではなく、流体の圧縮とバルブ応答を管理します。.
駆動方式が異なれば、負荷下での挙動も異なります。.
そして負荷は機械自身を変化させます。高トン数ではベッドとラムがわずかにたわみます。クラウニング—ベッドを事前に湾曲させる調整補償—がなければ、「カヌー効果」が発生します:端部の角度がきつく中央が開いてしまうのです。深さ自体はラムが指示された通りに実行しましたが、フレームはそれでも動きました。.
速度が重要なのは、制御システムが抵抗を測定し、正しい成形深さで停止する時間を必要とするからです。速すぎれば計算されたポイントを通り過ぎ、遅すぎれば精度を得ずにサイクル時間を浪費します。.
ここで本当に起こっているのは単なる「ラム下降」ではありません。負荷によってたわむ構造全体において、計算された閾値まで力を制御して上昇させ、リアルタイムで補償するのです。.
そのバランスを逃すと、曲げているのではなく、顧客の材料を金型で使ってフレームの耐久試験をしていることになります。.
要点: ラム速度は急ぎや慎重さではなく、角度計算が要求する正確な力と深さに達するための時間を機械に与えることなのです。.
パンチがプログラムされた深さに達します。画面には90度を生み出すはずの数値を達成したと表示されています。.
ラムを後退させる。.
部品は92まで開く。.
それがスプリングバック―荷重を取り除いた後の金属の弾性回復だ。すべての素材には降伏強さ(永久変形する限界)と弾性範囲(元の形に戻ろうとする範囲)がある。エアベンディングはその二つのバランスの上に成り立つ。永久変形を得るために降伏点をほんの少し超えるよう押し込み、その後に多少の弾性回復が起こることを想定している。.
普通の板厚の軟鋼では1〜2度のスプリングバックが起こることがある。ステンレスはグレードと焼き入れ状態によって2〜5度跳ねることがある。同じグレード内でも熱処理ロットの違いで挙動が変わる。20個は良品を作れたのに、新しいロットの板を載せた途端、再び角度を追いかける羽目になる。.
ではどうするか?過曲げする。2度のスプリングバックが予想されるなら、88度に曲げて解放後に90度になるようにプログラムする。現代の制御では角度測定システムを使って自動的に調整できるが、原理は変わらない。荷重下で形成された角度がそのまま得られることはない。.
ここで力の供給という考え方が有効になる。視覚的な目標に向けて成形しているわけではない。既知の素材の挙動に基づいた計算済みの過曲げを与え、最初の一つで確認して、それを固定する。.
スプリングバックを無視すると、“完璧”な深さ設定がすべて2度開いた部品の束になる。ステンレスではそれは廃棄だ。.
要点: 金属がパンチ下でどこにあるかではなく、荷重解放後にどこに落ち着くかを常にプログラムする。.
ラムが後退する。バックゲージが次の位置に移動する。部品を回転させるか裏返して次の曲げに備える。.
小さなブラケットでは1サイクルは10秒ほどかかる。3,000個作るとなると些細な時間ではない。安全に1秒短縮できれば機械稼働時間をほぼ1時間節約できる。1秒のためらいや修正を加えれば、その週ずっとその支払いをすることになる。.
しかし、ここに落とし穴がある:最初の部品が正しくできる前に速度を追求することだ。.
セットアップを急ぎ、最初の部品の検査を省き、ベッド全体でのわずかな角度のずれを無視すれば、失うのは秒数だけではない。ロット全体を失うことになる。生産コストはきれいに増えるのではなく、200個の部品が1度ずれて相手の組み立てに入らないと分かった瞬間に急増する。.
サイクルタイムは累積する。誤差も同じだ。.
よく運営されたプレスブレーキ作業はほとんど退屈に見える:一貫したアプローチ速度、制御された成形速度、確認済みの角度、再現可能なバックゲージ位置。機械は無理をしていない。オペレーターは推測していない。画面上の数値が手にした形状と一致する。.
それは単なる力任せではない。それは校正された反復だ。.
そして全サイクル―位置決め、制御された下降、補正された力、計算済みの過曲げ、繰り返し―を見ていくと、気づくことがある。曲げ方法そのものが、どれだけスプリングバックと戦うか、必要なトン数、フレームのたわみ量に影響を与える。.
そこで次の疑問が生まれる:サイクルが同じであれば、曲げ方法を変えることで結果はどう変わるのか?
要点: 生産において、正しい方法で1秒短縮すれば利益を生み、1度見逃せば廃棄になる。.
| ステップ | タイトル | 内容 | 要点 |
|---|---|---|---|
| ステップ1 | 位置決め:CNCバックゲージが精度の隠れた立役者である理由 | CNCバックゲージは、サーボ駆動のフィンガーでシートを千分の一インチ単位の精度で位置決めします。バックゲージがずれると、角度が完璧でも曲げ線が移動し、脚の長さが不正確になることで部品が不良となります。プレスブレーキは角度を形成しますが、その角度が空間的にどこに存在するかを決めるのはバックゲージです。現代のブレーキは独立したY1軸とY2軸を使用しており、同期が取れないと長尺部品にわたって先細りの角度を作ります。機械のキャリブレーションや構造の整列は曲げの精度に直接影響します。バックゲージは曲げの物理現象が発生する位置を決定します。. | 曲げ線が正確に自分の思う位置にない場合、角度精度では部品を救えません。. |
| ステップ2 | クランプと下降:ラムの作動と速度が重要な理由 | ラムは接近速度で迅速に下降し、接触前に減速して制御します。接触時に速度が過剰だと、制御が反応する前にオーバーシュートが発生する可能性があります。サーボ電動式ブレーキはボールねじを使用し、精密ですがトルクが制限されます。一方、油圧式は高トン数を提供しますが、流体力学を管理します。負荷がかかるとベッドとラムはたわみ、クラウニングでこれを補正して不均一な角度(「カヌー効果」)を防ぎます。適切な速度は制御システムが抵抗を測定し、正しい成形深さで停止することを可能にします。このプロセスは、計算された閾値まで上昇する制御された力を、たわむ構造の中で適用するものです。. | ラム速度は急ぎや慎重さではなく、角度計算が要求する正確な力と深さに達するための時間を機械に与えることなのです。. |
| ステップ3 | スプリングバックのジレンマ:金属が完全に元の位置に留まらない理由 | 成形して解放すると、金属は弾性回復によってスプリングバックします。異なる素材やロットによってスプリングバックの挙動は異なります。オペレーターは予想される回復に基づき、過曲げで補正します(例:88°を設定して90°に仕上げる)。現代のシステムでは角度測定によって自動調整する場合もありますが、原則は変わりません。荷重を解除した後の緩みを考慮しなければなりません。成功する曲げには、最初の部品で確認された計算された過曲げが必要です。. | 金属がパンチ下でどこにあるかではなく、荷重解放後にどこに落ち着くかを常にプログラムする。. |
| ステップ4 | 解放と繰り返し:サイクルタイムが生産コストに積み重なる仕組み | 各曲げサイクルには、ラムの引き上げ、バックゲージの再位置決め、部品の取り扱いが含まれます。小さな時間節約も大量生産では大きな積み重なりとなります。しかし、最初の部品を検証する前に速度を優先すると、高額なバッチエラーのリスクがあります。速度、位置決め、角度検証の一貫性が再現性を保証します。生産効率は、力任せではなく、校正された繰り返しに依存します。. | 生産において、正しい方法で1秒短縮すれば利益を生み、1度見逃せば廃棄になる。. |
同じ機械を使い、同じオペレーターが操作し、同じシートを加工します。唯一交換するのは工具のセットアップと押し込みの深さです。.
ある作業は40トン必要で、2度スプリングバックします。別の作業は3倍のトン数が必要で、解放後ほとんど動きません。第三の作業は毎回正確に90度を達成しますが、機械はきしみながら作業します。.
ラムのサイクルは何も変わっていません。変わったのはパンチ、ダイ、素材の関係です。その関係が曲げ方法です。.
使用している方法を把握していないなら、それは「成形」ではありません。トン数、スプリングバック、フレームのたわみを同時に賭けているようなものです。.
0.125インチの軟鋼板が1インチのVダイの上に置かれていると想像してください。標準の88度パンチを下ろして、パンチの先端がダイの底に当たる前で止めます。.
板はパンチの先端とダイの両肩、合計3点しか接触していません。文字通り、それらの間で宙に浮いています。これがエアベンディングです。.
パンチには何も変更を加えずに、ダイを0.75インチのVに交換します。同じプログラム深さを実行します。.
同じ角度は得られません。.
なぜでしょう?エアベンディングでは、内側の曲げ半径はダイの開口幅に応じて形成されます—軟鋼の場合はおおよそV開口の16%程度です。狭いVでは半径が小さくなります。半径が小さいと、外側はより引き延ばされ、内側はより圧縮されます。これにより、スプリングバック後に90度に仕上げるためのオーバーベンド量が変わります。.
パンチは下方向に押しています。しかし、ダイの開口が材料の流れ込む形状を決定します。.
さらに深く押し、材料がダイの面に完全に接触するまで進めます。もはや3点間に浮いている状態ではありません。板はダイの角度そのものに押し付けられています。これがボトミングです。ダイの角度が物理的に最終的な曲げ角度を定めるのは、材料が負荷の下でそれに従わざるを得ないからです。.
さらに深く押し込み、単なる接触を越えると、曲げ線の材料全体が塑性変形します。これがコイニングです。単に半径の周りで曲げるだけでなく、金属をダイの空洞に圧縮し、頂点部分をわずかに薄くします。.
こう考えてください:ダイは単なる支えブロックではありません。それは境界条件です。金属が自身の半径を形成する自由度と、工具の形状に従う必要がどれほどあるかを決めるものです。.
これを間違えると、一日の作業で角度を追い続けることになり、同じ深さ設定なのに結果が三通りになる理由を不思議に思うことになります。.
要点: ダイの開口と角度が、材料がどのように変形するかを決定します—深さだけでは、その形状なしには意味がありません。.
私の工場を通るほとんどの仕事—ブラケット、カバー、フレーム—はエアベンディングです。速くて柔軟です。1つのパンチと数種類のVダイで幅広い板厚を処理できます。.
90度が欲しいですか?90度ダイは必要ありません。例えば88度のパンチを使い、深さを制御します。高めで止めれば100度、深く行けば85度。1つの工具セットで無限の角度が可能です。.
その柔軟性が、エアベンディングが3つの方法の中で最も少ないトン数を使用する理由です。材料を空洞に押し潰すわけではなく、半径に形成するだけです。低トン数はフレームのたわみが少なく、摩耗も少なく、サイクルも速くなります。.
しかし、これが限界です。.
部品が3点だけに接触しているため、最終角度は以下に依存します:
適切なクラウニングを行わずに6フィートの部品を加工するとこうなる:端は90度、中央は92度。ラムは全ての位置でプログラムされた深さに到達した。それでもフレームはたわんだ。.
角度センサー付きの最新CNCブレーキはリアルタイムで測定・自動補正が可能だ。それは助けになるが、物理法則は変わらない。エアベンディングでは常にスプリングバックと深さ制御のバランスを取ることになる。.
私は新しいオペレーターが、画面の数値が角度を保証すると思い込むのを見た。彼が得たのは、図面で90度を要求されているのに92度の部品だった。.
要点: エアベンディングは柔軟性と低トン数をもたらすが、角度精度は材料の一貫性と機械の補正に依存する。.
同じ0.125インチの軟鋼を90度のダイに置いてみよう。今回はパンチを材料がダイ面に完全に密着するまで押し込む。.
もはやスプリングバックがどれだけ角度を開くかを推測する必要はない。ダイの角度は90度。材料は90度にしっかり押し込まれている。スプリングバックは依然存在するが、断面のより多くが降伏しているため大幅に減少する。.
トン数は跳ね上がる—同じ材料と厚さの場合、エアベンディングの数倍になるのが一般的だ。なぜか?それは、浮いた半径を形成するのではなく、曲げゾーン全体をダイ壁に合わせるからだ。.
高いトン数は、機械がその仕様に合っていないかクラウニングされていない場合、ベッドやラムのたわみを増やす。軽量ブレーキでは、厚い材料をボトム加工すると角度のばらつきを修正するどころかカヌー効果を悪化させることもある。.
しかし、工具を材料の厚さに正確に合わせれば—これが重要だ—ボトム加工はバッチごとの再現性を実現する。微妙なオーバーベンド調整への依存が減り、降伏の小さな変動への感度も低くなる。.
欠点は?材料の厚さごとに専用のダイの組み合わせが必要になる。厚さを変えれば工具も変える必要がある。.
それを無視して、厚い鋼用のダイで薄いアルミをボトム加工すると、曲げ線を規格外に傷つけることになる。その外観上の損傷だけで、見える部品としては致命的だ。.
要点: ボトムベンディングは柔軟性を犠牲にし、スプリングバックを減らし、角度の再現性を高める代わりにより多くのトン数を要求する。.
コイニングは、見習いが「より正確にやっている」と思う加工だ。“
鋭いパンチ—しばしば小さな先端半径を持つ—を材料に強く押し込み、曲げ線付近のほぼ全厚にわたって金属を降伏させる。内側の半径はパンチ先端半径とほぼ等しくなる。材料は頂点で文字通り圧縮され、薄くなる。.
スプリングバック?最小限。時には半度以下。.
完璧に聞こえる。.
ではトン数表を見てみよう。コイニングは同じ材料でエアベンディングの5〜10倍のトン数を必要とすることがある。その力は消えない。フレーム、工具、そして板材に伝わる。.
その仕様に満たない機械では、ベッドの永久たわみを招く危険がある。硬化ステンレスに鋭いパンチを使えば、曲げ線に沿って微細な亀裂が入る危険がある。外観用アルミでは、どんな仕上げ加工でも隠せない痕跡を残すことがある。.
ステンレスの場合、それはスクラップです。.
コイニングは、機械、工具、材料が正しく適合している場合、確実に精度を実現します。角度公差が厳しく、変動が許されない大量生産部品では一般的です。.
しかし、これは最も融通の利かない方法です。深さの誤差はフットペダルを軽く踏んでも修正されません。工具の摩耗は角度にすぐ現れます。そして必要なトン数が機械を構造的限界に押しやります。.
あなたはもう単に曲げているだけではありません。シートに線を冷間鍛造しているのです。.
これが次の難しい質問につながります。もし各方法がトン数の要求をこれほど劇的に変えるなら、あなたの機械の定格容量が、図面上の板厚だけでなく、実際の曲げ方を確実にカバーしているとどれほど確信できますか?
ある若者が私の工房に来て、自慢げに新しい175トンのプレスブレーキを見せました。「必要なものは何でも曲げられる」と彼は言いました。.
彼が最初に扱った仕事は、3/16インチのステンレスを底曲げで、全長10フィートでした。機械は止まりませんでしたが、うめき声を上げました。6か月後、ベッドには永久的な「笑顔」が刻まれていました。目には見えませんが、角度チェックでははっきり見えます。.
彼は買える中で最大の機械を購入しました。.
しかし、それが正しい機械かどうかは一度も尋ねませんでした。.
あなたが尋ねるべき質問は、もっと単純で難しいものです。あなたのブレーキの定格トン数が、使用している曲げ方法を、曲げる予定の全長にわたって、機械を歪ませることなく実際にカバーしているかどうかを、どう計算するのか?
トン数がただの自慢の数字だと思っている見習いに説明する方法で、これを分解してみましょう。.
トン数表を見れば、例えばこんな表示があります:4 mmの軟鋼を32 mmのVダイで曲げるには、1メートルあたり約330 kNが必要です。これは総力ではありません。曲げ長さ1メートルあたりの力です。.
すでに罠が見えます。2フィートのブラケットと10フィートのパネルでは、同じ機械でも全く異なる負荷になります。.
ほとんどの工房では、引張強度60,000 psiの軟鋼をエアベンドするために次の式を使います:
P = 650 × S² × L / V
次のとき:
初心者が見落とすのはその S² 項です。板厚は二乗されます。板厚を倍にしてもトン数は倍にならず、4倍に跳ね上がります。.
簡単な例を挙げましょう。.
0.125インチの軟鋼を1インチのVダイで4フィート曲げるエアベンドでは、およそ20〜25トン程度になるでしょう。60トンのブレーキなら扱える範囲です。.
ここで板厚だけを0.250インチに変えます。.
同じダイの形状。同じ長さ。.
40〜50トンではありません。およそ80〜100トンです。これが二乗則の威力です。.
次に軟鋼をステンレスに変えます。標準的な計算では引張強度が高いため、約1.5倍します。クロムモリなら2.0倍に近くなります。.
こう考えてください:板厚はガソリン、材料強度は酸素、曲げ方法は火花です。この3つを同時に変えると—厚いステンレス、エアベンドではなくボトムベンド—力を少し増やすのではなく、倍増させることになります。.
そして以前説明した通り、ボトムベンドはエアベンドの約4倍のトン数が必要になることがあります。コイニングでは5〜10倍になることもあります。.
つまり、エアベンドの計算で25トンと出た場合、同じ部品をボトムベンドすると100トン近くになります。コイニングでは200トンに迫る可能性があります。.
「175トン」の機械は突然、大きすぎるどころか小さすぎるものになります。.
要点: トン数は特定の条件下での長さあたりの力です—板厚、材料、方法を変えると負荷は急速に増加します。.
次に、銘板には表示されない集中荷重について話しましょう。.
100トンと表示されたブレーキは通常、定格ベッド長全体に均等に分布した100トンを意味します。中央12インチに集中した100トンではありません。.
私はある人が、短く重いブラケットを100トンの機械の中央でコイニングしようとするのを見たことがあります。計算では合計85トンと出ました。彼は安全だと思っていました。.
彼が見落としたのは分布です。.
その85トンが10フィートのベッドの中央12インチにかかると、中央部分は巨大な局所荷重を受け、残りのフレームはたわみを防ぐためにほとんど寄与しません。ベッドとラムは梁です。梁は点荷重を嫌います。.
メーカーは、全長に近い容量で運転する場合、20〜50%の定格低減を推奨することが多いです。短い区間に高い力をかける場合はさらに注意が必要です。.
これが、工具の肩を割ったり、ベッドに永久的な反りを生じさせる原因です。一度の劇的な破損ではなく、気づかない小さな降伏が積み重なり、長尺部品全体の角度がずれていくようになります。.
ステンレスの場合、それはスクラップです。.
フットペダルではフレームのたわみを感じることはありません。それは角度の不一致や、端を反対にして初めて合う部品の中に現れます。.
要点: ブレーキの定格トン数は均等な荷重分布を前提としています。短い区間に集中した力は、限界内であるはずの機械を過負荷にすることがあります。.
業界の計算ツールは、計算された必要容量より約20%多く購入することを推奨することが多いです。その余裕は摩擦、仕様より高い実際の引張強度、そして厚さの変動を考慮しています。.
それは賢明です。.
慢性的な不足トン数は、控えめな過剰購入よりも悪いです。小さい機械は、本来エアベンドするつもりだったのに底打ちを強いられ、理想より狭いダイを使い、毎サイクルでフレームの弾性限界に近づく運転を強要します。そうして油圧のシールを焼き、角度を一日中追いかけることになります。.
しかし、ここで初心者は行き過ぎてしまいます。.
彼らは「よし、じゃあ巨大なのを買えばいい」と考えます。“
大型機械が自動的に安全というわけではありません。300トンのブレーキで薄い16ゲージを広いダイでエアベンドすると、機械は高負荷で効率的に動作するよう設計されているため、制御が難しくなることがあります。あなたはその力範囲の底のわずかな部分で作業しているのです。小さな圧力変化が大きな角度変動を引き起こします。.
こう考えてください:トルクレンチは容量の5%ではなく、範囲の中間で最も正確です。プレスブレーキも同じように振る舞います。制御は、力の範囲を作業に合わせることで得られます。.
過剰トン数は、オペレーターに「できるから」とすべてをコイニングしたくなる誘惑を与えます。それが工具寿命を短くし、曲げ頂点で材料を不必要に薄くする原因になります。.
不足トン数は作業を飢えさせ、過剰トン数は作業を力で押しつぶします。.
要点: 余裕を持って十分な容量を購入しつつ、一般的な作業が機械の制御された中間範囲で行えるようにサイズを決めましょう—極端ではなく。.
150トン定格の10フィートブレーキは、その10フィートのどこでも150トンを無影響に加えられるという意味ではありません。.
長いベッドは荷重下でたわみやすくなります。これがクラウニングシステムの存在理由です—ラムが中央を押すときに自然に発生する反りを補正するためです。.
では、長さとフィートあたりのトン数を組み合わせてみましょう。.
計算で作業に30トン/フィートが必要で、8フィートを曲げる場合、それは均等に240トンが必要です。150トンの10フィートブレーキは「ほぼ十分」ではありません。大幅に不足しています。.
逆にしてみましょう。.
もし常に3フィートの部品しか曲げないなら、短くて剛性の高い80トンの機械は、比例的に似た荷重下でフレームのたわみが少ないため、角度の一貫性において長い150トンブレーキより優れるかもしれません。.
仕様書には最大の力と最大の長さが記載されています。しかし、剛性、分布、そして実際の使用環境での定格低下が、あなたの典型的な作業内容においてどのように相互作用するかは記載されていません。.
そして、それこそが本当の落とし穴です。.
買える中で一番大きな機械を購入するのは安全に感じます。しかし、あなたの主要な曲げ方法に合った、フィートあたりのトン数とベッド長の適切な組み合わせを選ぶ方がより安全です。.
次の疑問が浮かびます。必要な制御された力の量が分かったら、その力の生成方法—油圧、機械式、サーボ電動—によって、どれほど正確に力を届けられるかがどう変わるのでしょうか?
私は何年も床に二台の機械を置いていました。200トンの油圧式と、古い90トンの機械式フライホイールブレーキ。同じ10フィートのベッド。同じ工具ラック。同じオペレーターが交代で使用。.
理論上は、どちらも短尺の10ゲージ軟鋼を曲げられます。実際には、一方は半度刻みで角度を詰められ、もう一方は落としたハンマーのように底打ちします。一方はストローク途中で修正でき、もう一方はクラッチが入った瞬間に動作が確定します。.
その違いは生のトン数の問題ではありません。機械がストローク中に力を生成し、計測する方法—加速の仕方、減速の仕方、パンチが材料に接触した後に調整できるかどうか—の違いです。.
ここで、多くの販売資料が見落としている部分があります。駆動方式に関わらず、高級機でも通常は付加装置なしでは実際の生産で±0.5°程度の曲げ角度を保持します。そして、ブランク間で数千分の数インチの厚みの変動があるだけで、どんなメーカーの機械でも2〜3°の角度変化が起こります。.
つまり、駆動方式が精度を魔法のように生み出すわけではありません。現実—スプリングバック、厚みの変動、摩擦—が抵抗し始めたときに、計算された力をどれだけ制御し、再現できるかを決定するのです。.
それはまったく別の問題です。.
要点: 駆動方式はトン数の計算を変えるものではありません。それは、実際の条件下でそのトン数をどれほど正確かつ安全に届けられるかを変えるものです。.
一定速度で回転するフライホイールを想像してください。ペダルを踏むとクラッチが入り、蓄えられた回転エネルギーがクランクによってラムを固定ストロークで下げ、線形の力に変換されます。.
それが機械式プレスブレーキです。.
機械式のトン数曲線はストロークの下端付近でピークに達します。それより上では利用可能な力は急速に低下します。したがって、曲げ計算で最大能力が必要と出た場合、方法に適しているかどうかに関わらず、下死点付近で作業せざるを得ません。.
機械式ブレーキで角度を「フェザー」することはありません。タイミングを合わせるのです。.
ダイの選択やスプリングバックの見積もりが間違っていると、ストローク途中で減速して修正することはできません。機械は一度作動すると動作が確定します。これにより、繰り返し部品の高速生産が可能になります—短いサイクルタイム、単純な機構—しかし、セットアップの誤りには厳しい罰が待っています。.
私は、新人オペレーターが定格容量に近い機械式で3/16インチのステンレスを底曲げしようとするのを見ました。彼のオーバーベンドの予測は2度足りませんでした。結果は、図面で90度を要求されているのに92度の部品になりました。ステンレスでは、それは廃棄です。.
こう考えてください。機械式ブレーキは、曲げ用に改造されたパンチプレスのようなもので、プロセスが調整されているときは優れていますが、そうでないときは容赦ありません。.
それに安全面の現実を加えてください。フルストローク機は自然に空中で一時停止することはありません。後付け改造は存在しますが、その設計の起源はガード基準が異なる時代にあります。これが、今日では新しい機種があまり販売されない理由の一つです。.
彼らは速度と単純さの問題を解決します。しかし、私たちが目指してきた問題、つまり可変作業における制御可能で調整可能な力の供給には苦戦します。.
では、速度が彼らの強みだとしたら、なぜ油圧がほとんどの製作工場を席巻するのでしょうか?
重い曲げ作業中の最新の油圧ブレーキの横に立ってみてください。圧力が高まるにつれてポンプが負荷をかける音が聞こえます。ラムは油圧シリンダーからの制御された流れで下降します—ピストン面積に作用する流体圧力によって力が生成されます。.
圧力×面積=力。単純な物理です。.
しかしここが重要な部分です:圧力はストローク全体で連続的に調整できます。接近を遅くしたり、接触にゆっくり入ったり、圧力を段階的に高めたり、さらには材料が戻るのを待つために底部で滞留することもできます。.
この制御は、午前中はエアベンディング、次はボトミング、昼食後はコイニングに近づくような作業において重要です。.
油圧はまた拡張性があります。12フィートで300トンが必要ですか?20フィートで600トン?流体パワーはトラックのタイヤほどのフライホイールなしでそれをこなします。だから重板加工は油圧に頼るのです。.
では、「油圧はより精密」という主張をストレステストしてみましょう。.
最新のあらゆる駆動タイプの機械は、剛性の高いフレームと同期したラム制御のおかげで、ミリメートルの千分の数オーダーという非常に厳しい位置決め再現性を達成できます。しかし、位置決め再現性は生産における曲げ角度精度と同じではありません。.
角度は材料の厚さ、繊維方向、ダイ幅、そしてスプリングバックに依存します。油圧ブレーキは、圧力ベースの制御やリアルタイムの角度測定システムを統合できるため優れています。厚さが変わるとき、部品ごとにラムの深さを動的に調整できます。.
それは変動を排除するものではありません。それを管理するためのツールを与えるのです。.
トレードオフは?エネルギーです。従来の油圧システムはポンプを常時稼働させることが多く、アイドル時でも熱を発生させ、電力を消費します。メンテナンスにはシール、バルブ、流体の状態が必要です。それを無視すると、油温による粘度変化で角度がずれていくのを追いかけることになります。.
シールを長時間加熱すると、部品を出荷する代わりにシリンダーを再構築することになります。.
油圧が支配するのは、高トン数、可変作業、調整可能な制御という最も幅広い力供給の問題を、狭い操作範囲に縛られることなく解決するからです。.
しかし、もしあなたの作業が薄板から離れることがなく、半度の誤差が雑に感じられるなら?
油圧シリンダーをボールねじとサーボモーターに置き換えることを想像してください。油なし。ポンプの騒音なし。ただ電動モーターが回転運動を直接ラムの直線運動に変換するだけです。.
高品質なサーボ電動ブレーキは、ラムを数十万分の一インチ単位で位置決めできます。モーターのトルクはデジタル制御されるため、加速と減速が正確です。ラムが停止すると、システム内に流体の圧縮性がないため位置を保持します。.
薄い素材――例えば1〜4mmの板――では、これは夢のようだ。短いストローク。低いトン数。高い再現性。動作時のみのエネルギー消費。.
こう考えてみてほしい:サーボ電動ブレーキは油圧ジャッキというより、校正済みのトルクレンチに近い動きをする。圧力をかけた流体ではなく、モーターのトルクとネジの構造によって力を指示するのだ。.
しかし、トルクには限界がある。.
ほとんどのサーボ電動機は、重構造作業で一般的な極端なトン数よりはるかに低いところで上限に達する。最大容量近くで繰り返し使用すると、ネジ、ベアリング、駆動系などの機械部品に負荷がかかり、大型油圧シリンダーのように過負荷を容易に受け流すことはできない。.
そして初心者が見落とすポイントがこれだ:素材の厚さが十分に変動して角度が2°変わる場合、マイクロポジショニングの精度では部品は修正されない。インライン角度測定と補正がなければ、スプリングバックを推測しているに過ぎない。.
精密なハードウェアは素材の物理特性を打ち消すことはできない。.
だからサーボ電動は、薄板での高速・高精度曲げを低エネルギー消費で実現する問題を解決する。しかし、すべての工場にとっての万能アップグレードではない。.
そこで、折衷を試みる機械の話になる。.
ハイブリッドは通常、サーボ駆動ポンプと油圧シリンダーを組み合わせる。一定速度で油をかき回すモーターを一日中回す代わりに、圧力が必要な時だけサーボモーターがポンプを回す。.
軽作業では、モーターが負荷下でアイドリングしないため、エネルギー消費が減る。重い曲げでは、依然として油圧の力密度と堅牢性を得られる。.
完璧に聞こえる。.
しかし、エネルギー節約は稼働サイクルに依存する。工場が常に最大容量近くの重い曲げを行うなら、サーボ駆動ポンプはほとんど常時稼働していることになる。節約は縮小する。断続的で軽い作業なら、違いは本物だ。.
力の伝達という観点では、ハイブリッドは洗練された油圧のように振る舞う。依然として圧力ベースの制御と高トン数能力を得られ、効率が向上し、ラムの動きもより滑らかになることが多い。.
精度で純粋な油圧を魔法のように上回るわけではない。力をどれだけ効率的に生成・管理するかを改善するのだ。.
だから、折衷が自動的にお金を節約するわけではない。シフト全体の計算されたトン数プロファイルによって決まる。.
そしてここで視点を変える必要がある。.
各駆動タイプがどのように力を伝達するか――高速で確実、流体的で調整可能、デジタルで計測――を理解すれば、「どの機械がベストか」ではなく、「どの機械が部品の実際の力の範囲に合っているか」を問うようになる。.
要点: 典型的なトン数範囲と制御ニーズに合った駆動システムを選べ――力の伝達方法は仕事に合うべきであり、プライドに合うべきではない。.
今あなたがしている質問は正しいです。つまり、私の材料、厚さの範囲、単発と量産の組み合わせを踏まえて、どの駆動システムが本当に適しているのか?
いいですね。ブランドやパンフレットから始めると、機械ではなく「性格」を買うことになってしまいます。.
プレスブレーキは「金属曲げ機」ではありません。ベッドとバックゲージが付いたトルクレンチのような、力を精密に伝えるシステムです。手に持っている板—その厚さ、引張強度、繊維方向、内側半径の要求—それが作業指示書です。機械は、その形状を満たすために制御された力を加える手段に過ぎません。.
こう考えてみてください。ボルトの強さを「見た目」で推測してトルクレンチを設定しないのと同じように、「重そうだから」という理由でプレスブレーキを選びますか?
重要なのはこうです。まず機械を選んでから作業を合わせるのではなく、部品が必要とする力の範囲を定義し、その範囲内で最も適した動作をする駆動システムを選ぶのです。.
この順序を間違えると、私が何度も見てきたように、16ゲージのブラケットばかり曲げる工場が175トンの誇りを買ってしまうことになります。.
要点: 部品が力の範囲を定義し、機械はその範囲内で快適に動作しなければなりません。.
具体例を挙げましょう。例えば、あなたの主力作業が10ゲージの軟鋼ブラケットで、長さ48インチ、内側半径0.125インチで90度のエアベンドだとします。.
「油圧」や「サーボ電動」と考える前に、まず1フィートあたりの必要トン数を計算し、それを長さで掛け、半径を達成するために必要なVダイ開口を確認します。厚さはトン数を二乗で増やします。厚さを倍にしても力は倍ではなく4倍になります。これは豆知識ではありません。楽に作業できるか、苦しむかの違いです。.
次に生産の組み合わせを考えます。もしあなたの作業の80%が1〜3mmの薄板で、角度公差が厳しく、ストロークが短い場合、サーボ電動機は快適な領域にあります。高速サイクル、低エネルギー消費、高い位置制御。しかし、月の30%が3/8インチのプレートや12フィートの長い曲げで能力の限界に近い場合、その機械は快適な領域ではなく天井で動作していることになります。.
天井は部品が摩耗し、精度がずれる場所です。.
初心者が失敗するのはここです。マニュアルの最大トン数を見て安全だと思い込む。しかしトン数は長さに分配されます。100トンの機械は、12フィートに85トン必要な曲げを行う場合、適切なクラウニングがなければフレームがたわみます。その結果、端はきつく中央は開いた部品が出来上がります。.
ステンレスの場合、それはスクラップです。.
だから、販売店に電話する前に3つを把握します。最も厚い一般的な材料、最も長い一般的な曲げ、最も厳しい角度公差。この三角形が実際の作業範囲を定義します。.
その他は雑音です。.
要点: 実際のトン数、長さ、公差範囲をまず計算し、その範囲で無理なく動作する機械を探しましょう。.
では、「プレスブレーキは常に答え」という考えを試してみましょう。.
チューブやパイプを成形する場合、Vダイで板を曲げるのではなく、楕円化、肉厚減少、中心半径を型に沿って制御します。これは回転引き曲げの領域です。力の伝わり方も機構も異なります。.
即席の工具でブレーキ上で無理にやろうとすると、断面を潰したり形状を歪めたりします。私は新人が「圧力は圧力だ」と思って角チューブを平らにしてしまったのを見たことがあります。“
その部品は検査を通過できなかった。.
大型パネルや化粧用スキンも同じことだ。もしあなたの作業が主に広いフランジと化粧面を持つ薄いアルミパネルであれば、フォルディングマシンは材料を金型に押し込むのではなく、クランプして折り曲げるため、マーキングが少なく、より良いコントロールを提供する可能性がある。.
こう考えてみてほしい。プレスブレーキは狭い線接触に力を集中させる。一方フォルダーはクランプされた縁に沿って力を分散させる。表面仕上げや最小限のマーキングがビジネスの要であるなら、力の伝達形状は生のトン数よりも重要だ。.
意外な部分は?時には最も賢いプレスブレーキの購入は、プレスブレーキを買わないことだ。.
要点: プレスブレーキの力の経路があなたの形状と対立するなら、あなたは間違った機械を使っている—どんな駆動システムでもそれは解決できない。.
もうパターンが見えてきただろう。材料がトン数を決める。長さが分布を決める。形状が工具を決める。生産の組み合わせがデューティサイクルを決める。その後になって初めて駆動システムの話をする。.
これが「大きい方が安全」と考える見習いに教える枠組みだ:
もし上限の10%がサーボ電動機の容量の80〜90%を押すなら、それは余裕ではなくストレスだ。日常の70%が薄板から離れないなら、大型油圧機が一日中アイドル状態で動くのは筋肉とエネルギーの無駄だ。.
機械式の機械?もしあなたの作業が繰り返しで同一—同じ材料、同じストローク、何千もの部品—であれば、彼らは驚くほど効率的だ。しかし途中で止まることはない。可変のジョブショップ作業では、それが一日中角度を追いかける原因になる。彼が得たのは、図面で90度を要求されているのに92度の部品だった。.
自信は側面パネルのロゴから生まれるのではない。ほとんどの時間で例えば15〜60トンの範囲に部品が収まり、時折120トンに急上昇することを知り、その範囲で力の伝達挙動が安定し、制御可能で、最大限に達していない機械を選ぶことから生まれる。.
だから、どの駆動システムがあなたの工場に合うかと尋ねられたとき、答えは油圧、サーボ電動、ハイブリッド、または機械式ではない。.
答えはこうだ:制御可能な力の範囲があなたの実際の作業範囲と重なり、余裕があるもの。.
そして一度そう見えるようになると、機械を探すのをやめる。.
力のシステムを形状に合わせ始める。.


















