

La scorsa primavera ho avuto un ragazzo che ha infilato una barra di acciaio inossidabile da 10 piedi, calibro 14, dritta nello stampo come se stesse pestando l’uva. Pistone giù. Fine corsa. Pensava che più pressione significasse una piega più stretta.
Quello che ha ottenuto è stato un pezzo da 92 gradi su un disegno che ne richiedeva 90. Sull’inox, quello è scarto.
Pensava che il compito della macchina fosse spingere. Non lo è.
Mettiti davanti a una pressa piegatrice mentre è in ciclo. L’utensile superiore (il punzone) scende in una matrice inferiore a forma di V. Il foglio non si piega perché è stato “spremuto”. Si piega perché la forza viene applicata a una profondità specifica, contro un’apertura specifica, con una quantità specifica di ritorno elastico (la tendenza del metallo a rilassarsi dopo il rilascio della pressione).
Cambia di un capello la forza, l’attrezzatura o la profondità, e l’angolo cambia.
Guardala così: una chiave dinamometrica non “stringe i bulloni”. Fornisce una quantità calibrata di coppia. Una pressa piegatrice non “piega il metallo”. Fornisce forza calibrata in modo che il metallo raggiunga un angolo preciso.
Se perdi di vista questo, non stai facendo funzionare una macchina—stai giocando d’azzardo con l’acciaio.
Il cambiamento cognitivo che voglio che tu faccia è semplice: smetti di pensare al movimento (il pistone che scende) e inizia a pensare al risultato (l’angolo ottenuto).
La parola “brake” non deriva dai freni delle automobili. Deriva da un vecchio termine per la piegatura della lamiera—“braking” significava piegare lungo una linea retta.
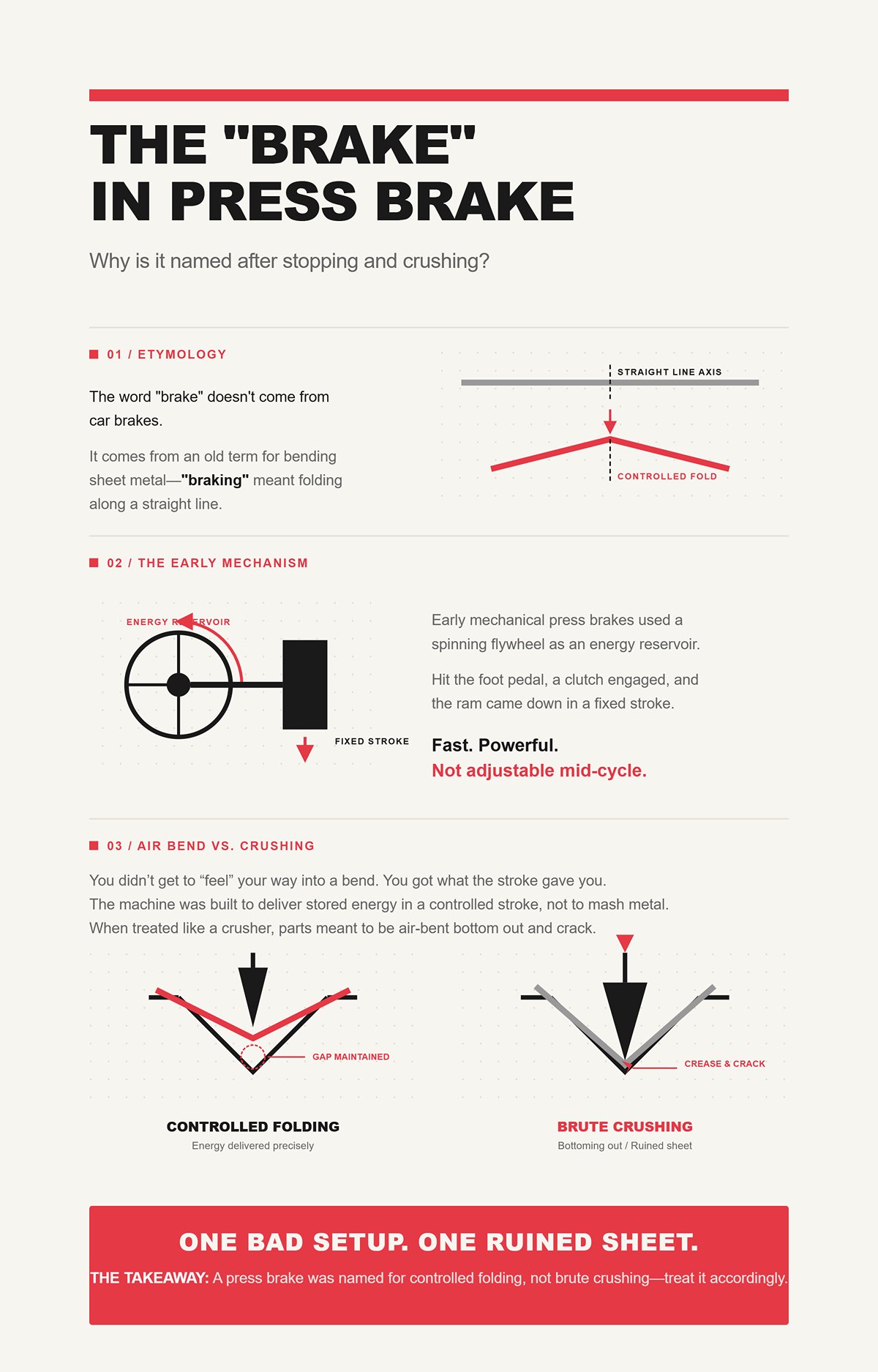
Le prime presse piegatrici meccaniche usavano un volano rotante come serbatoio di energia. Premendo il pedale, si innestava una frizione e il pistone scendeva con una corsa fissa. Veloce. Potente. Non regolabile a ciclo in corso.
Non potevi “sentire” la piega. Ottenevi ciò che la corsa ti dava.
Quel progetto ti dice qualcosa. La macchina era costruita per erogare energia immagazzinata in una corsa controllata, non per schiacciare il metallo finché non appariva giusto. Quando gli apprendisti la trattano come un frantumatore, spingono fino al fondo pezzi che dovevano essere piegati in aria—e all’improvviso quel foglio 4×8 ha una linea lucida che si spezzerà alla prossima fase di formatura.
Un solo montaggio errato. Un solo foglio rovinato.
Il nome è rimasto, ma il significato si è spostato. “Brake” è sempre stato sinonimo di piegatura controllata, non di schiacciamento.
Il punto chiave: Una pressa piegatrice è stata chiamata così per la piegatura controllata, non per la forza bruta—trattala di conseguenza.
“Press” fa pensare che il compito sia applicare forza finché il metallo non cede.

Ma nella piegatura in aria—il metodo più comune—il punzone non arriva mai a fondo corsa nello stampo. Spinge il foglio parzialmente dentro l’apertura a V. L’angolo finale dipende da tre fattori: profondità del punzone, larghezza dell’apertura dello stampo e il ritorno elastico del materiale.
Se aumenti la tonnellata senza cambiare la profondità, non ottieni magicamente un angolo diverso. Soltanto sottoponi a stress l’attrezzatura e il telaio. Ho visto persone inseguire errori di angolo aumentando la tonnellata, e l’unica cosa che hanno ottenuto è stata una traversa incurvata e una spalla dello stampo crepata.
Guardala così: non stai premendo argilla in uno stampo. Stai flettendo una trave (il foglio) sopra due supporti (le spalle dello stampo) con un carico controllato al centro (il punzone). È la meccanica dei materiali di base.
La forza è l’input. L’angolo è l’output.
Quando lo capisci, “premere” smette di essere l’obiettivo. Fornire la giusta forza, alla giusta profondità, con l’attrezzatura giusta—questo è il lavoro.
Quindi, se non si tratta di spingere più forte, cosa stai controllando esattamente?
Ti faccio un esempio semplice da officina. Stesso acciaio dolce da 0,125 pollici. Stesso punzone. Cambia lo stampo inferiore da un’apertura a V di 1 pollice a una di 1,5 pollici. Esegui la stessa profondità programmata.
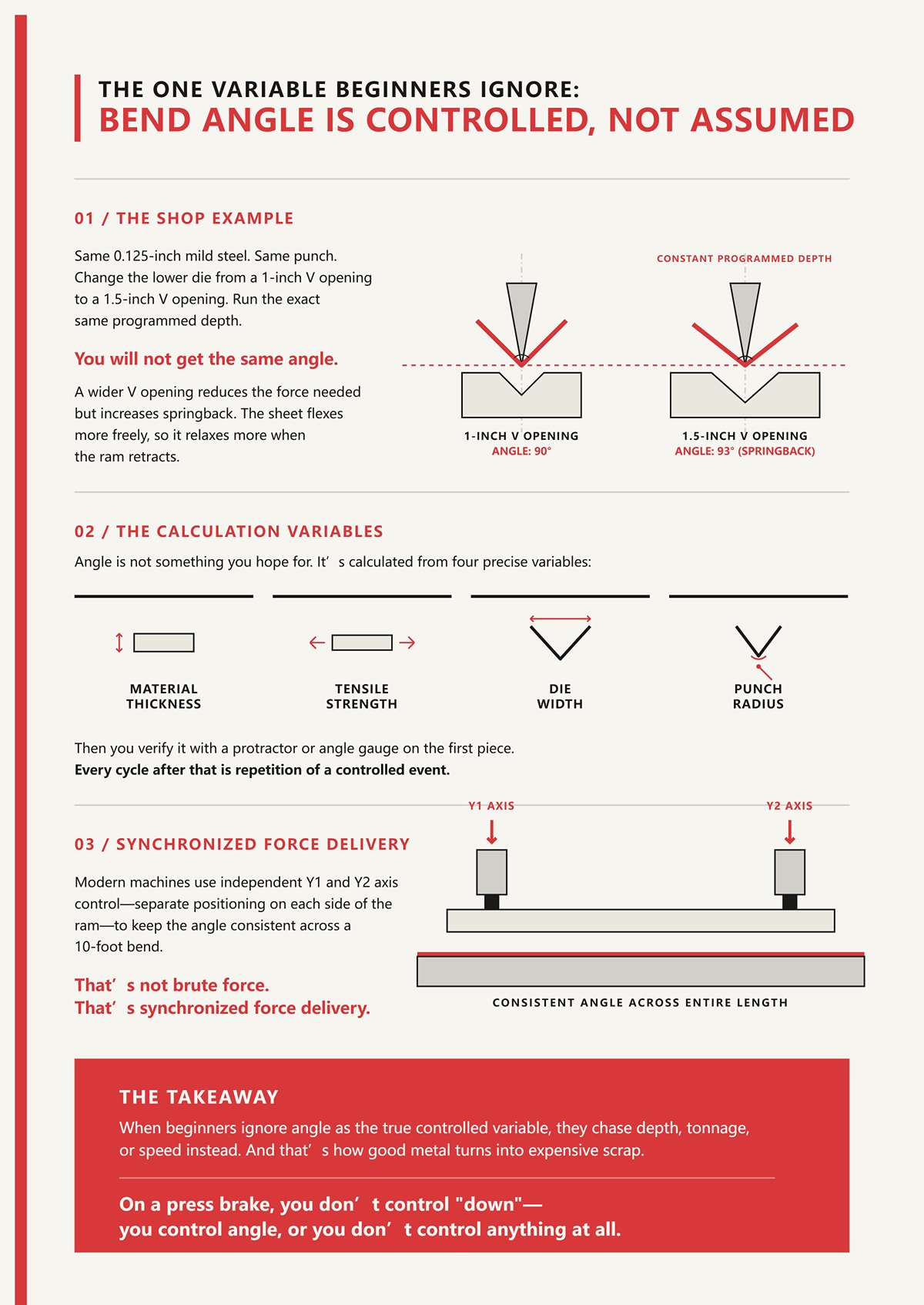
Non otterrai lo stesso angolo.
Un’apertura a V più ampia riduce la forza necessaria ma aumenta il ritorno elastico. Il foglio si flette più liberamente, quindi si rilassa di più quando il martinetto si ritrae. Se non l’hai calcolato, ti ritrovi in mano un pezzo da 93 gradi chiedendoti cosa sia successo.
L’angolo non è qualcosa che speri di ottenere. È qualcosa che si calcola in base allo spessore del materiale, alla resistenza a trazione, alla larghezza dello stampo e al raggio del punzone. Poi lo verifichi con un goniometro o una scala angolare sul primo pezzo. Ogni ciclo successivo è la ripetizione di un evento controllato.
Le macchine moderne usano persino un controllo indipendente degli assi Y1 e Y2—posizionamento separato su ciascun lato della traversa—per mantenere l’angolo costante lungo una piega di 10 piedi. Non è forza bruta. È distribuzione sincronizzata della forza.
Quando i principianti ignorano l’angolo come vera variabile controllata, inseguono invece la profondità, la tonnellata o la velocità. Ed è così che il buon metallo si trasforma in costoso scarto.
Il punto chiave: Su una pressa piegatrice non controlli il “basso”—controlli l’angolo, oppure non controlli nulla affatto.
Hai un disegno che richiede una flangia a 90 gradi, a 2,000 pollici dal bordo alla linea di piega, su acciaio dolce da 0,125 pollici. Hai già scelto il tuo punzone e uno stampo a V da 1 pollice. Conosci lo spessore del materiale. Conosci l’intervallo di trazione. Quindi come si imposta la macchina affinché il primo pezzo non sia un tentativo a indovinare?
Non inizi con “quanto in basso”. Inizi con la deduzione di piega e l’angolo obiettivo. Il controllo CNC utilizza l’apertura dello stampo e i dati del materiale per calcolare una profondità teorica che dovrebbe produrre 90 gradi dopo il ritorno elastico. Quella profondità non è arbitraria—è legata alla geometria. Cambia la larghezza dello stampo o la resistenza del materiale, e la profondità calcolata cambia di conseguenza.
Poi il ciclo inizia.
Ogni piega è una sequenza di eventi controllati: posizionamento, bloccaggio, discesa, formatura, ritorno elastico, rilascio. Se salti uno di questi livelli, la matematica di cui ti fidavi sullo schermo si sfalda sull’attrezzatura.
Seguiamo un foglio passo dopo passo.
Fai scivolare la lamiera sul piano e spingila all’indietro finché non tocca le dita del riscontro CNC. Quelle dita non sono solo dei fermi. Sono dispositivi di posizionamento azionati da servomotori, solitamente precisi al livello di pochi millesimi di pollice.
Se la tua flangia deve essere di 2,000 pollici e il riscontro è fuori di 0,020, la linea di piega si sposta di 0,020. L’angolo potrebbe essere perfetto e il pezzo comunque non supera l’ispezione perché la lunghezza della gamba è sbagliata. I principianti danno la colpa alla piega. Era il posizionamento.
Guardala così: la pressa piegatrice forma un angolo lungo una linea nello spazio. Il riscontro decide dove si trova quella linea. Se la linea è sbagliata, tutto ciò che segue è perfettamente sbagliato.
Ora aggiungi un altro livello. Le presse moderne utilizzano due assi indipendenti—Y1 e Y2—che controllano i lati sinistro e destro del martinetto. Se sono anche minimamente fuori sincronia, un lato del punzone colpisce per primo. Su un pezzo di 10 piedi, questo diventa un angolo rastremato—89 gradi da un’estremità, 91 dall’altra. Il riscontro ha presunto che il martinetto rimanesse parallelo. Se la macchina non è calibrata, la tua posizione “precisa” genera una piega deformata.
Una deriva di calibrazione. Un lotto di pannelli che non si adattano piatti nell’assemblaggio.
Il riscontro non piega il metallo. Decide dove avverrà la fisica.
Il punto chiave: Se la linea di piega non è esattamente dove pensi che sia, la precisione dell’angolo non salverà il pezzo.
Premi avvio ciclo. Il martinetto scende velocemente all’inizio—velocità di avvicinamento. Nessun carico ancora. Solo riduzione della distanza.
Poi rallenta prima del contatto. Quel rallentamento non serve a fare scena. Serve al controllo. Nel momento in cui il punzone tocca la lamiera, la forza aumenta rapidamente. Troppa velocità al contatto e la macchina supera la profondità programmata prima che il controllo possa reagire.
Su una pressa servo-elettrica, il movimento è azionato da viti a ricircolo di sfere. Sono precise, efficienti e ottime per materiali sottili o medi. Ma hanno limiti di coppia. Spingile nel territorio delle lamiere spesse e raggiungi il loro limite. Le idrauliche, invece, possono fornire alta tonnellaggio tutto il giorno, ma gestisci la compressione dei fluidi e la risposta delle valvole invece della trasmissione meccanica diretta.
Tipi di azionamento diversi, comportamento diverso sotto carico.
E il carico modifica la macchina stessa. Sotto alto tonnellaggio, il piano e il martinetto si flettono leggermente. Senza bombatura—una compensazione regolabile che pre-incurva il piano—si ottiene quello che chiamiamo effetto canoa: angolo più stretto alle estremità, aperto al centro. Il martinetto ha fatto esattamente ciò che gli era stato ordinato in termini di profondità. La struttura si è comunque mossa.
La velocità è importante perché il sistema di controllo ha bisogno di tempo per misurare la resistenza e fermarsi alla profondità corretta di formatura. Troppo veloce, e superi il punto calcolato. Troppo lento, e sprechi tempo ciclo senza guadagnare precisione.
Ciò che realmente accade qui non è “martinetto giù”. È forza controllata che aumenta fino a una soglia calcolata, attraverso una struttura che si flette sotto carico, compensata in tempo reale.
Se perdi quell’equilibrio, non stai piegando—stai testando la resistenza del telaio con il materiale del cliente nello stampo.
Il punto chiave: La velocità del martinetto non riguarda la fretta o la cautela—riguarda dare alla macchina il tempo di raggiungere esattamente la forza e la profondità che il tuo calcolo dell’angolo richiede.
Il punzone raggiunge la profondità programmata. Sullo schermo appare che hai raggiunto il valore che dovrebbe produrre 90 gradi.
Ritiri il cilindro.
Il pezzo si apre a 92.
Questo è il ritorno elastico: il recupero elastico del metallo dopo la rimozione del carico. Ogni materiale ha un limite di snervamento (dove si deforma permanentemente) e un intervallo elastico (dove tende a ritornare). La piegatura ad aria vive nell’equilibrio tra i due. Spingi oltre il limite di snervamento quanto basta per ottenere una deformazione permanente, sapendo che si verificherà un certo recupero elastico.
L’acciaio dolce può ritornare di 1 o 2 gradi nelle spessori comuni. L’inossidabile può variare da 2 a 5 gradi a seconda della qualità e della tempra. Anche all’interno dello stesso grado, lotti di calore diversi si comportano in modo differente. Puoi produrre 20 pezzi perfetti, caricare un nuovo foglio da un lotto diverso e improvvisamente stai inseguendo di nuovo l’angolo corretto.
Allora cosa facciamo? Sovrapieghiamo. Se ci aspettiamo 2 gradi di ritorno elastico, programmiamo per 88 in modo da arrivare a 90 dopo il rilascio. I controlli moderni possono utilizzare sistemi di misurazione dell’angolo per regolare automaticamente, ma il principio non cambia: non ottieni mai esattamente ciò che hai formato sotto carico.
È qui che l’idea della distribuzione della forza dimostra il suo valore. Non stai formando per ottenere un obiettivo visivo. Stai eseguendo una sovrapiegatura calcolata basata sul comportamento noto del materiale, la verifichi sul primo pezzo e poi la blocchi.
Ignora il ritorno elastico e la tua impostazione di profondità “perfetta” si trasforma in una pila di pezzi tutti aperti di 2 gradi. Sull’inossidabile, è scarto.
Il punto chiave: Programma sempre in base a dove finirà il metallo dopo che si sarà rilassato, non a dove si trova sotto la punzonatura.
Il cilindro si ritrae. Il riscontro posteriore si sposta nella posizione successiva. Ruoti o capovolgi il pezzo per la piega seguente.
Un ciclo può richiedere 10 secondi su una piccola staffa. Sembra banale finché non stai producendo 3.000 pezzi. Se riduci in sicurezza un secondo, risparmi quasi un’ora di tempo macchina. Se aggiungi un secondo di esitazione o correzione, lo paghi per tutta la settimana.
Ma ecco la trappola: inseguire la velocità prima che il primo pezzo sia corretto.
Se affretti la configurazione, salti il controllo del primo pezzo o ignori una leggera variazione d’angolo lungo il piano, non perdi solo secondi. Perdi lotti. Il costo di produzione non aumenta in piccoli incrementi: esplode quando scopri 200 pezzi con un errore di 1 grado che non si adattano all’assemblaggio corrispondente.
Il tempo di ciclo è cumulativo. Così lo è l’errore.
Un’operazione ben gestita di piegatura su pressa appare quasi noiosa: velocità di avvicinamento costante, velocità di formatura controllata, angolo verificato, posizionamento del riscontro posteriore ripetibile. La macchina non è sotto sforzo. L’operatore non sta indovinando. I numeri sullo schermo corrispondono alla geometria che hai in mano.
Non è forza bruta. È ripetizione calibrata.
E una volta che vedi l’intero ciclo—posizionamento, discesa controllata, forza compensata, sovrapiegatura calcolata, ripetizione—inizi a notare qualcosa: il metodo di piegatura stesso cambia quanto ritorno elastico devi contrastare, quanta tonnellaggio ti serve e quanto si flette la struttura.
Il che porta alla domanda successiva: se il ciclo rimane lo stesso, in che modo il cambio del metodo di piegatura modifica il risultato?
Il punto chiave: In produzione, un secondo risparmiato nel modo giusto genera profitto; un grado mancato genera scarto.
| Passo | Titolo | Contenuto | Conclusione |
|---|---|---|---|
| Fase 1 | Posizionamento: Perché il riscontro CNC è l’eroe silenzioso della precisione | Il riscontro CNC posiziona la lamiera con dita azionate da servomotori precise al millesimo di pollice. Se il riscontro è fuori posizione, la linea di piega si sposta—anche se l’angolo è perfetto—causando il fallimento del pezzo per lunghezza errata della gamba. La pressa piegatrice forma l’angolo, ma il riscontro determina dove quell’angolo si posiziona nello spazio. Le piegatrici moderne utilizzano assi indipendenti Y1 e Y2; se non sono sincronizzati, creano angoli conici su pezzi lunghi. La calibrazione della macchina e l’allineamento strutturale influenzano direttamente la precisione della piega. Il riscontro determina dove avviene la fisica della piegatura. | Se la linea di piega non è esattamente dove pensi che sia, la precisione dell’angolo non salverà il pezzo. |
| Fase 2 | Bloccaggio e Discesa: Cosa fa il martinetto e perché la velocità conta in questa fase | Il martinetto scende velocemente a velocità di avvicinamento, poi rallenta prima del contatto per mantenere il controllo. Una velocità eccessiva al contatto può causare un superamento prima che il controllo reagisca. Le piegatrici servo-elettriche utilizzano viti a ricircolo di sfere—precise ma con coppia limitata—mentre i sistemi idraulici forniscono alta tonnellata ma gestiscono la dinamica dei fluidi. Sotto carico, il banco e il martinetto si flettono; la bombatura (crowning) compensa questo per evitare angoli irregolari (il cosiddetto “effetto canoa”). Una velocità adeguata consente al sistema di controllo di misurare la resistenza e fermarsi alla profondità di formatura corretta. Il processo è una forza controllata che cresce fino a una soglia calcolata su una struttura flessibile. | La velocità del martinetto non riguarda la fretta o la cautela—riguarda dare alla macchina il tempo di raggiungere esattamente la forza e la profondità che il tuo calcolo dell’angolo richiede. |
| Fase 3 | Il Dilemma del Ritorno Elastico: Perché il metallo non resta mai esattamente dove lo metti | Dopo la formatura e il rilascio, il metallo torna indietro a causa del recupero elastico. Materiali e lotti diversi variano nel comportamento di ritorno elastico. Gli operatori compensano piegando oltre l’angolo previsto in base al recupero atteso (ad esempio, programmando 88° per ottenere 90°). I sistemi moderni possono autoregolarsi con la misurazione dell’angolo, ma il principio resta: bisogna tenere conto del rilassamento dopo il carico. Una piegatura di successo richiede una sovrapiega calcolata, verificata sul primo pezzo. | Programma sempre in base a dove finirà il metallo dopo che si sarà rilassato, non a dove si trova sotto la punzonatura. |
| Fase 4 | Rilascio e Ripetizione: Come il tempo del ciclo incide sui costi di produzione | Ogni ciclo di piegatura include la risalita del martinetto, il riposizionamento del riscontro e la movimentazione del pezzo. Piccoli risparmi di tempo si accumulano in modo significativo nelle grandi produzioni. Tuttavia, dare priorità alla velocità prima di convalidare il primo pezzo comporta il rischio di errori costosi in tutto il lotto. La coerenza in velocità, posizionamento e verifica dell’angolo garantisce la ripetibilità. L’efficienza produttiva dipende dalla ripetizione calibrata, non dalla forza bruta. | In produzione, un secondo risparmiato nel modo giusto genera profitto; un grado mancato genera scarto. |
Utilizzi la stessa macchina. Lo stesso operatore. La stessa lamiera. L’unica cosa che cambi è la configurazione dell’utensile e la profondità di penetrazione.
Un lavoro richiede 40 tonnellate e torna indietro di 2 gradi. Un altro necessita del triplo della tonnellata e si muove a malapena dopo il rilascio. Un terzo raggiunge esattamente 90 gradi ogni volta—ma la macchina geme per farlo.
Nulla è cambiato nel ciclo del martinetto. Ciò che è cambiato è la relazione tra punzone, matrice e materiale. Quella relazione è il metodo di piegatura.
Se non sai quale metodo stai effettivamente utilizzando, non stai “formando”. Stai scommettendo contemporaneamente su tonnellata, ritorno elastico e flessione del telaio.
Immagina una lamiera di acciaio dolce da 0,125 pollici appoggiata su una matrice a V da 1 pollice. Porti un punzone standard da 88 gradi verso il basso e ti fermi prima che la punta del punzone tocchi il fondo della matrice.
La lamiera tocca solo in tre punti: la punta del punzone e le due spalle della matrice. È letteralmente sospesa in aria tra questi punti. Questa è la piegatura in aria.
Ora non cambiare nulla del punzone. Sostituisci la matrice con una V da 0,75 pollici. Esegui la stessa profondità programmata.
Non otterrai lo stesso angolo.
Perché? Perché nella piegatura in aria, il raggio interno di piegatura si forma in funzione dell’apertura della matrice — all’incirca 1/6 dell’apertura a V per l’acciaio dolce. V più stretta, raggio più stretto. Un raggio più stretto significa che il materiale si allunga di più all’esterno e si comprime di più all’interno. Questo cambia di quanto devi piegare oltre il necessario per arrivare a 90 gradi dopo il ritorno elastico.
Il punzone spinge verso il basso. Ma è l’apertura della matrice che definisce la geometria in cui il materiale può fluire.
Ora spingi più a fondo—finché il materiale non entra completamente in contatto con le facce della matrice. Non stai più fluttuando tra tre punti. Il foglio viene premuto direttamente nell’angolo della matrice stessa. Questo è l’appoggio completo (bottoming). L’angolo della matrice ora definisce fisicamente l’angolo finale di piegatura perché il materiale è costretto a conformarsi ad esso sotto carico.
Spingi ancora più in profondità—oltre il semplice contatto—e inizi a deformare plasticamente il materiale lungo tutto lo spessore sulla linea di piegatura. Questo è il coniaggio. Non stai solo piegando attorno a un raggio; stai comprimendo il metallo nella cavità della matrice e assottigliandolo leggermente all’apice.
Guardala così: la matrice non è solo un blocco di supporto. È la condizione al contorno. Decide quanta libertà ha il metallo di formare il proprio raggio rispetto a quanto deve conformarsi alla geometria dell’attrezzo.
Se sbagli questo, passerai tutto il turno a rincorrere gli angoli, chiedendoti perché la stessa impostazione di profondità produce tre risultati diversi.
Il punto chiave: L’apertura e l’angolo della matrice definiscono come il materiale può deformarsi—la profondità da sola non significa nulla senza quella geometria.
Nella maggior parte dei lavori che passano dalla mia officina—staffe, coperture, telai—usiamo la piegatura in aria. È veloce. È flessibile. Un solo punzone e una manciata di matrici a V possono gestire un’ampia gamma di spessori.
Vuoi 90 gradi? Non ti serve una matrice da 90 gradi. Usi, diciamo, un punzone da 88 gradi e controlli la profondità. Ti fermi più in alto, ottieni 100. Vai più in profondità, ottieni 85. Un solo set di utensili, infiniti angoli.
Quella flessibilità è il motivo per cui la piegatura in aria utilizza la minor tonnellata delle tre metodologie. Stai solo formando un raggio, non schiacciando il materiale in una cavità. Meno tonnellata significa meno flessione del telaio, meno usura e cicli più rapidi.
Ma ecco il limite.
Poiché il pezzo tocca solo tre punti, l’angolo finale dipende da:
Piega un pezzo da 1,8 metri senza una corretta compensazione di curvatura e lo vedrai: 90 agli estremi, 92 al centro. Il montante ha colpito la profondità programmata ovunque. Il telaio si è comunque flesso.
Le presse piegatrici CNC moderne con sensori d’angolo possono misurare e correggere automaticamente in tempo reale. Questo aiuta. Ma non cambia la fisica. La piegatura in aria ti lascia sempre bilanciare il ritorno elastico con il controllo della profondità.
Ho visto un nuovo operatore presumere che il numero sullo schermo garantisca l’angolo. Quello che ha ottenuto è stato un pezzo da 92 gradi su un disegno che richiedeva 90.
Il punto chiave: La piegatura ad aria offre flessibilità e bassa tonnellata, ma la precisione dell’angolo vive e muore in base alla consistenza del materiale e alla compensazione della macchina.
Ora prendi quello stesso acciaio dolce da 0,125 pollici e posizionalo su una matrice da 90 gradi. Questa volta, spingi il punzone finché il materiale non si adagia completamente contro le facce della matrice.
Non stai più indovinando quanto il rimbalzo elastico aprirà l’angolo. L’angolo della matrice è 90. Il materiale è premuto saldamente fino a 90. Il rimbalzo esiste ancora, ma è drasticamente ridotto perché più sezione trasversale è stata snervata.
La tonnellata aumenta—tipicamente diverse volte superiore rispetto alla piegatura ad aria per lo stesso materiale e spessore. Perché? Perché stai forzando l’intera zona di piega a conformarsi alle pareti della matrice, non semplicemente a formare un raggio flottante.
Quella tonnellata più alta significa maggiore flessione del banco e del pistone se la macchina non è costruita o incoronata per gestirla. Su una pressa leggera, la piegatura di fondo di materiale spesso può accentuare l’effetto canoa invece di correggere la variazione dell’angolo.
Ma quando abbini l’attrezzatura in modo preciso allo spessore del materiale—ed è la chiave—la piegatura di fondo offre ripetibilità lotto dopo lotto. Meno dipendenza da sottili regolazioni di sovrapiega. Meno sensibilità a piccole variazioni di snervamento.
Il compromesso? Ogni spessore di materiale necessita della propria coppia di matrici. Cambia lo spessore, cambia l’attrezzatura.
Ignora questo e prova a piegare di fondo alluminio sottile in una matrice destinata ad acciaio più spesso, e rovinerai la linea di piega oltre le specifiche. Quel danno estetico da solo può compromettere un pezzo visibile.
Il punto chiave: La piegatura di fondo sacrifica la flessibilità e richiede più tonnellaggio in cambio di minor rimbalzo e maggiore ripetibilità dell’angolo.
La coniatura è dove gli apprendisti pensano di essere “extra precisi”.”
Si prende un punzone affilato—spesso con un piccolo raggio di punta—e lo si spinge con forza nel materiale finché il metallo non snerva quasi per tutto lo spessore lungo la linea di piega. Il raggio interno diventa quasi uguale al raggio di punta del punzone. Il materiale è letteralmente compresso e assottigliato all’apice.
Rimbalzo elastico? Minimo. A volte meno di mezzo grado.
Sembra perfetto.
Ora guarda il grafico delle tonnellate. La coniatura può richiedere da cinque a dieci volte la tonnellata della piegatura ad aria per lo stesso materiale. Quella forza non scompare. Va nel telaio, nell’attrezzatura e nel foglio.
Su una macchina non classificata per ciò, rischi una deformazione permanente del banco. Su acciaio inox temprato con un punzone affilato, rischi microfessure lungo la linea di piega. Su alluminio estetico, puoi lasciare un segno evidente che nessun processo di finitura potrà nascondere.
Su acciaio inox, è scarto.
La coniatura offre assolutamente precisione quando macchina, attrezzatura e materiale sono correttamente abbinati. È comune in parti ad alto volume dove la tolleranza dell’angolo è stretta e la variazione è inaccettabile.
Ma è il metodo meno tollerante. Gli errori di profondità non si correggono con un colpo sul pedale. L’usura dell’utensile si manifesta subito nell’angolo. E la richiesta di tonnellaggio spinge la macchina verso i suoi limiti strutturali.
Non stai solo piegando ormai. Stai forgiando a freddo una linea nel foglio.
Il che porta alla prossima domanda difficile: se ogni metodo cambia la richiesta di tonnellaggio in modo così drastico, quanto sei sicuro che la capacità nominale della tua macchina copra davvero il modo in cui stai piegando — e non solo lo spessore riportato sul progetto?
Un ragazzo entrò una volta nella mia officina, orgoglioso come non mai della sua nuova pressa piegatrice da 175 tonnellate. “Può piegare qualunque cosa ci serva,” disse.
Il primo lavoro che fece fu acciaio inox da 3/16, piegatura dal basso, lunghezza totale di 10 piedi. La macchina non si fermò. Gemette. Sei mesi dopo il banco aveva un sorriso permanente. Non visibile a occhio nudo. Visibile in ogni controllo dell’angolo.
Comprò la macchina più grande che poteva permettersi.
Non si chiese mai se fosse quella giusta.
La domanda che dovresti porti è più semplice e più difficile: come calcoli se il tonnellaggio nominale della tua pressa copre realmente il metodo di piegatura che stai usando—su tutta la lunghezza che prevedi di piegare—senza deformare la macchina che dovrebbe farti guadagnare?
Analizziamolo come lo spiego agli apprendisti che pensano che il tonnellaggio sia solo un numero da vantarsi.
Avvicinati a una tabella del tonnellaggio e vedrai qualcosa di questo tipo: acciaio dolce da 4 mm su una matrice a V da 32 mm richiede circa 330 kN per metro. Non è la forza totale. È la forza per metro di lunghezza di piega.
Già qui si vede la trappola. Un supporto da 2 piedi e un pannello da 10 piedi sono due carichi completamente diversi sulla stessa macchina.
La maggior parte delle officine utilizza una formula per la piegatura in aria dell’acciaio dolce con resistenza alla trazione di circa 60.000 psi:
P = 650 × S² × L / V
Dove:
Quel termine S² è la parte che i principianti trascurano. Lo spessore è al quadrato. Raddoppia lo spessore e il tonnellaggio non raddoppia—salta di quattro volte.
Prendiamo un esempio semplice.
La piegatura in aria di acciaio dolce da 0,125 pollici su una matrice a V da 1 pollice per 4 piedi potrebbe richiedere circa 20–25 tonnellate. Gestibile su una pressa da 60 tonnellate.
Ora cambia solo lo spessore in 0,250 pollici.
Stesso tipo di matrice. Stessa lunghezza.
Non sei a 40–50 tonnellate. Sei più vicino a 80–100. È la legge quadratica che morde.
Ora sostituisci l’acciaio dolce con l’acciaio inossidabile. La prassi standard è moltiplicare per circa 1,5 a causa della maggiore resistenza alla trazione. Cromo‑molibdeno? Più vicino a 2,0.
Guarda la cosa in questo modo: lo spessore è la benzina, la resistenza del materiale è l’ossigeno e il metodo di piegatura è la scintilla. Quando cambi tutti e tre contemporaneamente—acciaio inox più spesso, piegatura in fondo invece che in aria—non stai solo aumentando un po’ la forza. La stai moltiplicando.
E ricorda ciò che abbiamo stabilito prima: la piegatura in fondo può richiedere circa quattro volte la tonnellata della piegatura in aria. La coniatura può richiederne da cinque a dieci volte tanto.
Quindi, se il tuo calcolo di piegatura in aria indica 25 tonnellate, la piegatura in fondo dello stesso pezzo potrebbe portarti vicino a 100. La coniatura potrebbe spingerti verso 200.
Quella macchina da “175 tonnellate” all’improvviso non è sovradimensionata. È sottodimensionata.
Il punto chiave: La tonnellata è la forza per lunghezza sotto specifiche condizioni—cambia spessore, materiale o metodo e il carico si moltiplica rapidamente.
Ora parliamo di qualcosa che non appare sulla targhetta: il carico concentrato.
Una pressa piegatrice da 100 tonnellate di solito significa 100 tonnellate distribuite uniformemente lungo tutta la lunghezza nominale del banco. Non 100 tonnellate concentrate nei 12 pollici centrali.
Ho visto un tipo cercare di coniare una staffa corta e pesante esattamente al centro di una macchina da 100 tonnellate. I calcoli indicavano 85 tonnellate totali. Pensava di essere al sicuro.
Ciò che gli è sfuggito è stata la distribuzione.
Se quelle 85 tonnellate vengono applicate su 12 pollici di un banco lungo 10 piedi, la sezione centrale subisce un carico localizzato enorme mentre il resto del telaio contribuisce molto poco a contrastare la flessione. Il banco e il punzone sono travi. Le travi odiano i carichi concentrati.
I produttori raccomandano spesso una riduzione del carico—talvolta dal 20 al 50 percento—quando si lavora vicino alla capacità massima per tutta la lunghezza. È necessaria ancora più cautela quando si applica un’elevata forza su un tratto corto.
È così che si rompe la spalla delle attrezzature o si introduce una curvatura permanente nel banco. Non con uno schiocco drammatico. Con piccoli eventi di snervamento che non noti finché gli angoli non derivano su ogni pezzo lungo che produci.
Su acciaio inox, è scarto.
Non senti la flessione del telaio sul pedale. La vedi negli angoli incoerenti e nei pezzi che si assemblano solo se li capovolgi.
Il punto chiave: La tonnellata nominale di una pressa presume una distribuzione uniforme—una forza concentrata su una sezione breve può sovraccaricare una macchina che “dovrebbe” essere entro i limiti.
I calcolatori industriali raccomandano spesso di acquistare circa il 20 percento di capacità in più rispetto al fabbisogno calcolato. Quel margine tiene conto dell’attrito, della resistenza a trazione reale solitamente superiore alle specifiche e delle variazioni di spessore.
È un approccio intelligente.
Un sotto-tonnellaggio cronico è peggiore di un modesto eccesso di acquisto. Una macchina sottodimensionata ti costringe ad andare a fondo quando volevi piegare in aria, a usare matrici più strette del necessario, a lavorare vicino al limite elastico del telaio a ogni ciclo. È così che bruci le guarnizioni dell’impianto idraulico e inseguirai gli angoli tutto il giorno.
Ma è qui che i principianti spesso esagerano.
Pensano: “Va bene. Comprerò una macchina enorme.”
Le macchine sovradimensionate non sono automaticamente più sicure. Una pressa piegatrice da 300 tonnellate che piega in aria una lamiera sottile da 16 gauge su una matrice larga può essere più difficile da controllare, perché la macchina è progettata per operare in modo efficiente sotto carichi più elevati. Stai lavorando nella parte inferiore della sua gamma di forza. Piccole variazioni di pressione provocano grandi variazioni d’angolo.
Guardala così: una chiave dinamometrica è più precisa nella parte centrale della sua gamma, non al 5 percento della capacità. Le presse piegatrici si comportano allo stesso modo. Il controllo deriva dall’adattare la finestra di forza al lavoro da eseguire.
Il sovra-tonnellaggio inoltre induce gli operatori a coniare tutto “perché possiamo farlo.” È così che si accorcia la vita degli utensili e si assottiglia inutilmente il materiale all’apice della piega.
Il sotto-tonnellaggio affama il lavoro. Un sovra-tonnellaggio eccessivo lo maltratta.
Il punto chiave: Acquista abbastanza capacità con un margine, ma dimensiona la macchina in modo che i tuoi lavori più comuni operino nella sua gamma controllata intermedia — non agli estremi.
Una piegatrice da 10 piedi con una portata di 150 tonnellate non significa che puoi applicare 150 tonnellate in qualsiasi punto di quei 10 piedi senza conseguenze.
I banchi più lunghi sono più soggetti a inflessione sotto carico. Ecco perché esistono i sistemi di bombatura: per contrastare la naturale curvatura che si verifica quando il punzone preme verso il basso al centro.
Ora combina la lunghezza con la tonnellata per piede.
Se il tuo calcolo indica che servono 30 tonnellate per piede per un lavoro e stai piegando 8 piedi, servono 240 tonnellate distribuite uniformemente lungo la campata. Una piegatrice da 150 tonnellate e 10 piedi non è “quasi sufficiente”. È drammaticamente insufficiente.
Capovolgi la prospettiva.
Se pieghi solo pezzi da 3 piedi, una macchina più corta e rigida da 80 tonnellate potrebbe offrire una migliore coerenza angolare rispetto a una piegatrice più lunga da 150 tonnellate, perché il telaio si flette meno sotto carichi proporzionalmente simili.
La scheda tecnica ti indica la forza massima e la lunghezza massima. Non ti dice come rigidità, distribuzione e declassamento reale interagiscano nel tuo mix di lavori tipico.
Ed è proprio questa la vera trappola.
Comprare la macchina più grande che puoi permetterti sembra sicuro. Comprare la giusta combinazione di tonnellaggio per piede e lunghezza del letto per il tuo metodo di piegatura principale è più sicuro.
Il che porta alla domanda successiva: una volta che sai quanta forza controllata ti serve davvero, in che modo il tipo di generazione di quella forza – idraulica, meccanica, servo-elettrica – cambia la precisione con cui puoi applicarla?
Ho avuto due macchine sul pavimento per anni: una idraulica da 200 tonnellate e una più vecchia meccanica a volano da 90 tonnellate. Stesso letto da 10 piedi. Stesso portautensili. Stessi operatori che si alternavano tra le due.
Sulla carta, entrambe potevano piegare acciaio dolce da 10 gauge in lunghezze corte. In pratica, una ti permetteva di avvicinarti gradualmente all’angolo con incrementi di mezzo grado; l’altra colpiva il fondo come un martello caduto. Una ti permetteva di correggere a metà corsa; l’altra si impegnava definitivamente nel momento in cui la frizione si innestava.
Quella differenza non riguarda il tonnellaggio puro. Riguarda il modo in cui la macchina genera e dosa la forza attraverso la corsa – come accelera, come decelera e se può adattarsi una volta che il punzone è a contatto con il materiale.
Perché qui c’è la parte che la maggior parte delle schede di vendita sorvola: anche le macchine di fascia alta, indipendentemente dal tipo di azionamento, di solito mantengono un angolo di piega intorno a ±0,5° nella produzione reale senza accessori aggiuntivi. E una variazione di spessore del materiale di solo qualche millesimo tra i pezzi può far oscillare l’angolo di 2–3°, indipendentemente dalla marca sul lato.
Quindi il tipo di azionamento non crea automaticamente precisione. Determina quanto sia controllabile e ripetibile la forza calcolata quando la realtà – ritorno elastico, variazione di spessore, attrito – inizia a contrastarti.
È un problema completamente diverso.
Il punto chiave: Il tipo di azionamento non cambia la matematica del tonnellaggio – cambia quanto precisamente e in sicurezza puoi fornire quel tonnellaggio in condizioni reali.
Immagina un volano che gira a velocità costante. Premi il pedale, una frizione si innesta e l’energia rotazionale accumulata si converte in forza lineare mentre il manovellismo spinge il martinetto verso il basso attraverso una corsa fissa.
Questa è una pressa piegatrice meccanica.
La curva di tonnellaggio di una macchina meccanica raggiunge il picco vicino al fondo della corsa. Al di sopra di quel punto, la forza disponibile cala rapidamente. Quindi, se il tuo calcolo di piegatura indica che ti serve la piena capacità, sei costretto a lavorare vicino al punto morto inferiore, che sia ideale per il metodo oppure no.
Non “moduli” una pressa meccanica per ottenere l’angolo. La temporizzi.
Se la tua scelta della matrice o la stima del ritorno elastico sono sbagliate, non puoi rallentare a metà corsa e correggere. La macchina è impegnata una volta innestata. Questo rende possibile una produzione ad alta velocità di pezzi ripetitivi – cicli rapidi, meccanica semplice – ma punisce gli errori di impostazione.
Ho visto un nuovo operatore provare a eseguire una piegatura a fondo su acciaio inox da 3/16 con una macchina meccanica già vicina alla sua capacità nominale. La sua stima di sovrapiegatura era troppo leggera di due gradi. Quello che ottenne fu un pezzo da 92 gradi su un disegno che richiedeva 90. Con l’acciaio inox, quello è scarto.
Guardala così: una pressa meccanica è come una pressa a punzone adattata per la piegatura — ottima quando il processo è perfettamente regolato, implacabile quando non lo è.
Aggiungi a ciò la realtà della sicurezza. Le macchine a corsa completa non si fermano naturalmente a mezz’aria; esistono retrofit, ma le radici del design provengono da un’epoca con standard di protezione differenti. È uno dei motivi per cui oggi se ne vendono sempre meno di nuove.
Risolvono il problema della velocità e della semplicità. Faticano con il problema verso cui stavamo andando: la distribuzione della forza controllata e regolabile su lavori variabili.
Quindi, se la velocità è la loro forza, cosa fa sì che l’idraulica domini la maggior parte delle officine di fabbricazione?
Stai accanto a una moderna pressa piegatrice idraulica durante una piegatura pesante. Senti le pompe caricare mentre la pressione aumenta. Il pistone scende grazie al flusso controllato dei cilindri idraulici—una forza generata dalla pressione del fluido che agisce sull’area del pistone.
Pressione per area uguale forza. Fisica semplice.
Ma ecco la parte fondamentale: la pressione può essere modulata in modo continuo lungo tutta la corsa. Puoi rallentare l’avvicinamento, arrivare a contatto con lentezza, aumentare progressivamente la pressione e persino fermarti sul fondo per permettere al materiale di rilassarsi prima del ritorno.
Quell’aspetto del controllo conta quando stai piegando “in aria” un pezzo, stampando a fondo il successivo e sfiorando la coniatura dopo pranzo.
L’idraulica è anche scalabile. Hai bisogno di 300 tonnellate su 12 piedi? 600 su 20? La potenza fluida gestisce tutto ciò senza una volano grande quanto una ruota di camion. Ecco perché il lavoro su lamiere pesanti si affida all’idraulica.
Ora mettiamo alla prova l’affermazione “l’idraulica è più precisa”.
Le macchine moderne di tutti i tipi di azionamento possono ottenere ripetibilità di posizionamento estremamente elevate—dell’ordine di millesimi di millimetro—grazie a telai rigidi e al controllo sincronizzato del pistone. Ma la ripetibilità di posizionamento non è la stessa cosa dell’accuratezza dell’angolo di piegatura in produzione.
L’angolo dipende dallo spessore del materiale, dalla direzione della fibra, dalla larghezza della matrice e dal ritorno elastico. Una pressa piegatrice idraulica eccelle perché può integrare il controllo basato sulla pressione e sistemi di misurazione dell’angolo in tempo reale. Può regolare dinamicamente la profondità del pistone da un pezzo all’altro quando lo spessore varia.
Questo non elimina le variazioni. Ti offre uno strumento per gestirle.
Il compromesso? L’energia. I sistemi idraulici tradizionali spesso mantengono le pompe in funzione continua, generando calore e consumando energia anche a macchina ferma. La manutenzione include guarnizioni, valvole e la salute del fluido. Ignora questi aspetti, e ti ritroverai a inseguire angoli che variano mentre la temperatura dell’olio ne cambia la viscosità.
Cuoci le guarnizioni abbastanza a lungo e finirai per ricostruire cilindri invece di spedire pezzi.
L’idraulica domina perché risolve la più ampia gamma di problemi di erogazione della forza—alta tonnellaggio, lavori variabili, controllo regolabile—senza rinchiuderti in una finestra operativa ristretta.
Ma cosa succede se il tuo lavoro non esce mai dal sottile spessore, e mezzo grado ti sembra già approssimativo?
Ora immagina di sostituire i cilindri idraulici con viti a ricircolo di sfere azionate da servomotori. Nessun olio. Nessun rumore di pompe. Solo motori elettrici che convertono il moto rotatorio direttamente in movimento lineare del pistone.
Una pressa piegatrice servo-elettrica di qualità può posizionare il pistone entro pochi diecimillesimi di pollice. La coppia del motore è controllata digitalmente, quindi accelerazione e decelerazione sono precise. Quando il pistone si ferma, mantiene la posizione senza la comprimibilità del fluido nel sistema.
Su materiali sottili—diciamo da 1 a 4 mm di lamiera—è un sogno. Corse corte. Bassa tonnellaggio. Alta ripetibilità. Consumo energetico solo durante il movimento.
Guarda così la cosa: una pressa piegatrice servo-elettrica si comporta più come una chiave dinamometrica calibrata che come un martinetto idraulico. Comandi la forza attraverso la coppia del motore e la geometria della vite, non tramite un fluido in pressione.
Ma i limiti di coppia esistono.
La maggior parte delle macchine servo-elettriche si ferma ben al di sotto delle tonnellate estreme comuni nei lavori strutturali pesanti. Se le si spinge vicino alla capacità massima ripetutamente, si sollecitano componenti meccanici—viti, cuscinetti, sistemi di trasmissione—che non sopportano il sovraccarico come possono fare i grandi cilindri idraulici.
Ed ecco il punto che i principianti ignorano: se lo spessore del materiale varia abbastanza da cambiare l’angolo di 2°, la precisione di micro-posizionamento non corregge il pezzo. Senza misurazione e compensazione angolare in linea, si sta ancora indovinando il ritorno elastico.
L’hardware di precisione non annulla la fisica del materiale.
Quindi il servo-elettrico risolve il problema della piegatura ad alta velocità e alta precisione in spessori sottili con un consumo energetico ridotto. Non è un aggiornamento universale per ogni officina.
Il che ci porta alle macchine che cercano di trovare un compromesso.
Gli ibridi in genere abbinano una pompa azionata da servo-motore a cilindri idraulici. Invece di far girare un motore a velocità costante che muove olio tutto il giorno, il servo-motore fa girare la pompa solo quando è necessaria la pressione.
Nei lavori leggeri, il consumo energetico diminuisce perché il motore non è in funzione sotto carico. Nelle piegature più pesanti, si ottiene comunque la densità di forza e la robustezza dell’idraulica.
Sembra perfetto.
Ma il risparmio energetico dipende dal ciclo operativo. Se la tua officina esegue piegature pesanti costanti vicino alla capacità, la pompa servo-azionata lavora la maggior parte del tempo comunque. I risparmi si riducono. Se esegui lavori intermittenti e più leggeri, la differenza è reale.
Dal punto di vista dell’erogazione di forza, gli ibridi si comportano come idrauliche raffinate. Si ottiene ancora un controllo basato sulla pressione e un’elevata capacità di tonnellaggio, con efficienza migliorata e spesso un movimento del martinetto più fluido.
Non superano magicamente le idrauliche pure in precisione; migliorano l’efficienza con cui quella forza viene generata e gestita.
Quindi no, dividere la differenza non fa automaticamente risparmiare denaro. Dipende da come si presenta il profilo di tonnellaggio calcolato durante un intero turno.
Ed è qui che bisogna cambiare prospettiva.
Perché una volta che si capisce come ogni tipo di azionamento eroga la forza—veloce e decisa, fluida e regolabile, digitalmente dosata—si smette di chiedere quale macchina sia la “migliore” e si inizia a chiedere quale corrisponda alla finestra di forza in cui vivono realmente i propri pezzi.
Il punto chiave: Scegli il sistema di azionamento che corrisponde alla tua gamma di tonnellaggio tipica e alle tue esigenze di controllo—il metodo di erogazione della forza deve adattarsi al lavoro, non all’orgoglio.
Ora stai ponendo la domanda giusta: dato il mio materiale, la mia gamma di spessore, la mia combinazione di pezzi singoli e produzione, quale sistema di azionamento si adatta realmente?
Bene. Perché se parti dai marchi o dalle brochure, finirai per comprare una personalità invece di una macchina.
Una pressa piegatrice non è un “piegametalli”. È un sistema calibrato di erogazione della forza, come una chiave dinamometrica con un banco e un riscontro posteriore aggiunti. Il foglio tra le tue mani — il suo spessore, la resistenza alla trazione, la direzione della fibra, il raggio interno richiesto — è la scheda di lavoro. La macchina è solo il mezzo con cui applichi la forza controllata per soddisfare quella geometria.
Guardala così: se non imposteresti una chiave dinamometrica basandoti su quanto “sembra resistente” il bullone, perché sceglieresti una pressa piegatrice solo perché “sembra abbastanza pesante”?
Il cambiamento non ovvio è questo: non si sceglie prima la macchina per poi vedere quale lavoro vi si adatta. Si definisce la finestra di forza in cui vivono i propri pezzi, poi si sceglie il sistema di azionamento che si comporta meglio all’interno di quella finestra.
Sbaglia quell’ordine e farai ciò che ho visto cento volte — comprare 175 tonnellate di orgoglio per un’officina che piega per lo più staffe da lamiera da 16 gauge.
Il punto chiave: Il pezzo definisce la finestra di forza; la macchina deve viverci comodamente dentro.
Prendi un esempio reale. Diciamo che il tuo lavoro principale siano staffe in acciaio dolce da 10 gauge, lunghe 48 pollici, piegate “in aria” a 90° con un raggio interno di 0,125 pollici.
Prima ancora di pensare “idraulica” o “servoelettrica”, calcoli la tonnellatura per piede, la moltiplichi per la lunghezza e controlli la larghezza di apertura della matrice a V necessaria per ottenere quel raggio. Lo spessore determina la tonnellatura in modo quadratico. Raddoppiare lo spessore non significa raddoppiare la forza — la quadrupli. Non è un dettaglio. È la differenza tra lavorare in scioltezza e sforzarsi.
Ora aggiungi la miscela di produzione. Se l’80 % del tuo lavoro è lamiera sottile — da 1 a 3 mm — con tolleranze strette sugli angoli e corse brevi, una macchina servoelettrica opera nella sua zona di comfort: cicli rapidi, basso consumo energetico, alto controllo di posizione. Ma se il 30 % del mese include piastre da 3/8 di pollice o lunghe pieghe da 12 piedi vicine alla capacità, quella stessa macchina lavora al limite superiore, non nel punto ideale.
I limiti superiori sono dove i componenti si usurano e i pezzi si deformano.
Ed è qui che i principianti si bruciano: guardano la tonnellatura massima nel manuale e pensano di essere al sicuro. Ma la tonnellatura è distribuita lungo la lunghezza. Una macchina da 100 tonnellate non è davvero da 100 tonnellate se la tua piega richiede 85 tonnellate su 12 piedi e il telaio flette senza una compensazione adeguata. È così che ottieni un pezzo stretto alle estremità e aperto al centro.
Su acciaio inox, è scarto.
Quindi mappa tre cose prima di chiamare un rivenditore: il materiale più spesso comunemente lavorato, la piega più lunga comune e la tolleranza angolare più stretta. Quel triangolo definisce il tuo vero campo operativo.
Tutto il resto è rumore.
Il punto chiave: Calcola prima la tua reale tonnellatura, la lunghezza e il campo di tolleranza — poi verifica quali macchine operano lì senza sforzo.
Ora mettiamo alla prova l’idea che una pressa piegatrice sia sempre la soluzione.
Se stai formando tubi o condotte, non stai piegando lamiera sopra una matrice a V — stai controllando l’ovalizzazione, l’assottigliamento della parete e il raggio sulla linea centrale attorno a una forma. È il territorio della piegatura a raggio rotativo. Meccanismi diversi. Percorso della forza diverso.
Provare a improvvisare su una piegatrice con utensili adattati ti farà schiacciare il profilo o deformare la sezione. Ho visto un apprendista alle prime armi appiattire un tubo quadrato perché pensava che “pressione è pressione”.”
Quel pezzo non ha mai superato il controllo qualità.
Lo stesso vale per grandi pannelli e superfici estetiche. Se il tuo lavoro consiste principalmente in pannelli di alluminio sottili con ampie flange e superfici estetiche, una piegatrice a pannello può offrirti un controllo migliore con minori segni, perché blocca e piega invece di forzare il materiale in una matrice.
Guardala così: una pressa piegatrice concentra la forza lungo un contatto lineare stretto. Una piegatrice distribuisce la forza lungo un bordo bloccato. Se la finitura superficiale e il minimo segno sono la base del tuo business, la geometria di consegna della forza conta più della tonnellaggio grezzo.
La parte non ovvia? A volte l’acquisto più intelligente di una pressa piegatrice è nessuna pressa piegatrice.
Il punto chiave: Se il percorso della forza di una pressa piegatrice contrasta con la tua geometria, stai usando la macchina sbagliata—nessun sistema di azionamento può correggerlo.
Ormai vedi lo schema. Il materiale definisce il tonnellaggio. La lunghezza definisce la distribuzione. La geometria definisce l’attrezzatura. Il mix produttivo definisce il ciclo di lavoro. Solo dopo parli di sistemi di azionamento.
Ecco il quadro che insegno agli apprendisti che pensano “più grande è più sicuro”:
Se il tuo 10% massimo spinge l’80–90% della capacità di un servo-elettrico, quello non è margine—è stress. Se il tuo 70% quotidiano non esce mai dal lamierino sottile, una grande idraulica che lavora quasi inattiva tutto il giorno è muscolo sprecato ed energia sprecata.
Macchine meccaniche? Se il tuo mix è ripetitivo e identico—stesso materiale, stessa corsa, migliaia di pezzi—possono essere brutalmente efficienti. Ma non si fermano a metà ciclo. In lavori variabili da officina, così è che si supera e si inseguono gli angoli tutto il pomeriggio. Quello che ottenne fu un pezzo da 92 gradi su un disegno che richiedeva 90.
La fiducia non deriva da un logo sul pannello laterale. Nasce dal sapere che i tuoi pezzi si collocano tra, diciamo, 15 e 60 ton la maggior parte del tempo, con occasionali picchi fino a 120—e scegliendo una macchina il cui comportamento di consegna della forza sia stabile, controllabile e non al limite in quella banda.
Quindi, quando chiedi quale sistema di azionamento si adatta alla tua officina, la risposta non è idraulico, servo-elettrico, ibrido o meccanico.
La risposta è: quello il cui intervallo di forza controllabile si sovrappone al tuo vero intervallo di lavoro con margine a disposizione.
E una volta che lo vedi così, smetti di fare shopping per macchine.
Inizi a abbinare sistemi di forza alla geometria.


















