

في الربيع الماضي، قام أحد الصبية بتشغيل قضيب من الفولاذ المقاوم للصدأ بطول 10 أقدام وعيار 14 مباشرة إلى القالب كما لو كان يدوس على العنب. أنزل الكباس. توقف قوي. ظن أن ضغطًا أكبر يعني انحناءً أكثر إحكامًا.
ما حصل عليه كان قطعة بزاوية 92 درجة في مخطط يطلب 90. على الفولاذ المقاوم للصدأ، هذا يُعتبر خردة.
ظن أن وظيفة الآلة هي الدفع. لكنها ليست كذلك.
قف أمام آلة الثني أثناء دورة التشغيل. الأداة العليا (اللكمة) تنزل إلى القالب السفلي على شكل حرف V. الصفيحة لا تنثني لأنها “ضُغطت”، بل لأنها تنحني نتيجة توصيل القوة عند عمق محدد، مقابل فتحة محددة، وبمقدار محدد من الارتداد (اتجاه المعدن للاسترخاء بعد إزالة الضغط).
غيّر القوة أو الأدوات أو العمق بمقدار شعرة، وسيتغير الزاوية.
انظر للأمر بهذه الطريقة: مفتاح العزم لا “يشد البراغي”، بل يوصل مقدارًا معايرًا من العزم. آلة الثني بالضغط لا “تثني المعدن”، بل توصل قوة معايرة ليصل المعدن إلى الزاوية المطلوبة.
إن لم تدرك ذلك، فأنت لا تشغّل آلة—أنت تراهن بالفولاذ.
التحول الذهني الذي أريده منك بسيط: توقف عن التفكير بالحركة (نزول الكباس) وابدأ التفكير بالنتيجة (الزاوية المحققة).
كلمة “Brake” لا تأتي من مكابح السيارات. إنها مشتقة من مصطلح قديم لثني الصفائح المعدنية—حيث كان “الـ braking” يعني الطي على طول خط مستقيم.
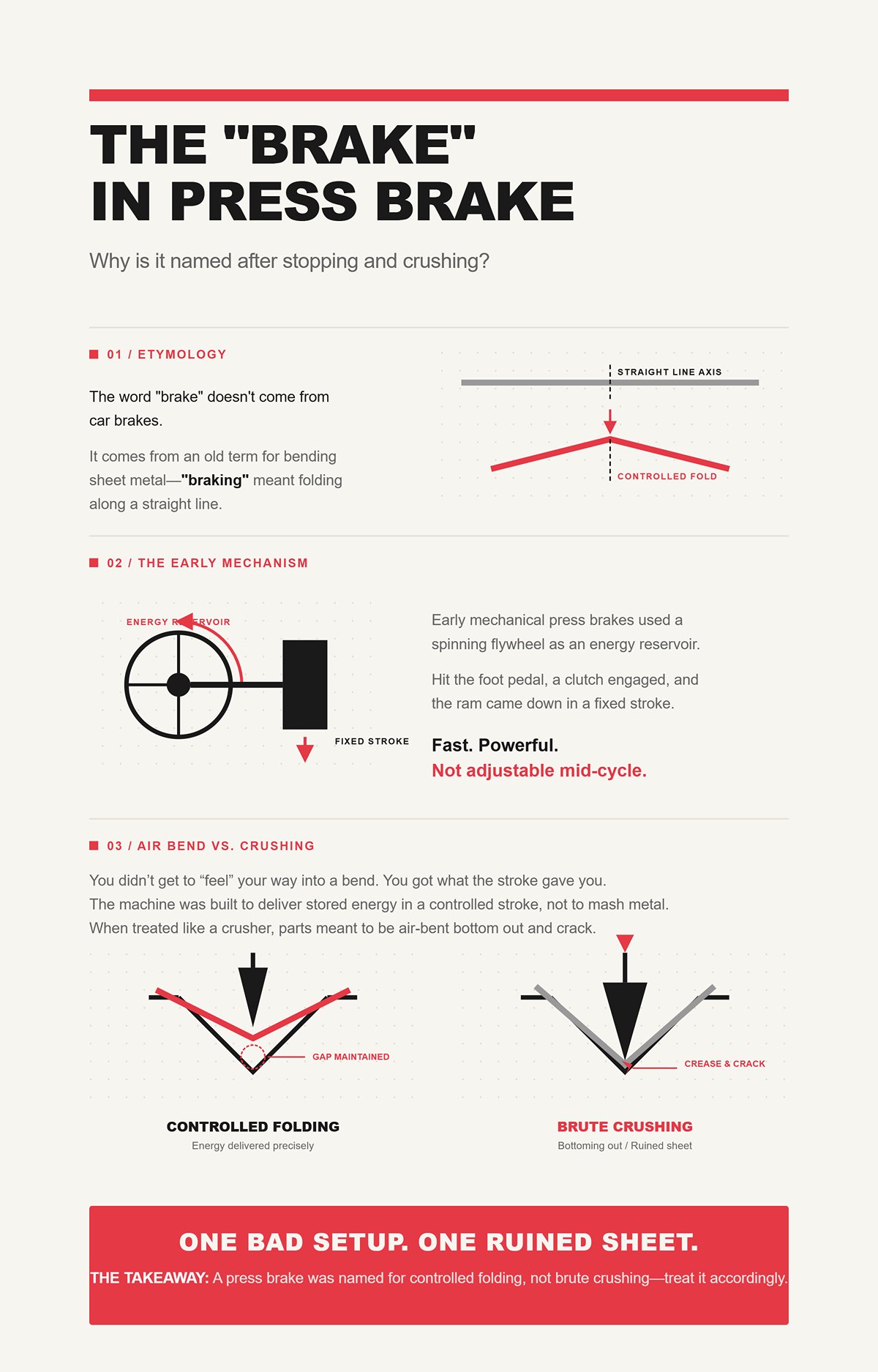
كانت آلات الثني الميكانيكية المبكرة تستخدم دولابًا دوارًا لتخزين الطاقة. عند الضغط على دواسة القدم، يتم تشغيل القابض وينزل الكباس في شوط ثابت. سريع. قوي. غير قابل للتعديل أثناء الدورة.
لم يكن بإمكانك أن “تشعر” بانحناء القطعة تدريجيًا. كنت تحصل فقط على ما يمنحك إياه الشوط.
هذا التصميم يخبرك بشيء. الآلة صُممت لتوصيل طاقة مخزنة ضمن شوط مضبوط، وليس لسحق المعدن حتى يبدو مناسبًا. عندما يتعامل المتدربون معها كآلة سحق، فإنهم يجعلون الأجزاء تصل إلى القاع بينما كان يفترض أن تنثني بالهواء—وفجأة تصبح تلك اللوحة 4×8 ذات خط طي لامع سيتشقق في خطوة التشكيل التالية.
إعداد واحد خاطئ. صفيحة واحدة تالفة.
ظل الاسم، لكن المعنى انحرف. كان “Brake” دائمًا عن الطي المُتحكَّم به، وليس عن السحق.
النتيجة: آلة الثني بالضغط سُمّيت من أجل الطي المُتحكَّم به، وليس السحق بالقوة—فاعمل وفقًا لذلك.
“كلمة ”Press” تجعل الناس يظنون أن المهمة هي تطبيق القوة حتى يستسلم المعدن.

ولكن في عملية الثني الهوائي—وهي الطريقة الأكثر شيوعاً—لا يصل اللكم إلى قاع القالب أبداً. فهو يدفع الصفيحة جزئياً داخل فتحة الـ V. الزاوية النهائية تعتمد على ثلاثة أشياء: عمق اللكم، عرض فتحة القالب، وارتداد المادة (الزنبركي).
إذا زدت الحمولة دون تغيير العمق، فلن تحصل بشكل سحري على زاوية مختلفة. أنت فقط تُجهد أدوات التشكيل والإطار. لقد رأيت أشخاصاً يحاولون تصحيح أخطاء الزاوية بزيادة الحمولة، وكل ما حققوه هو تقوس الكباس وتصدع كتف القالب.
انظر إليها بهذه الطريقة: أنت لا تضغط الطين في قالب. أنت تثني عارضة (الصفيحة) فوق دعامتين (كتفي القالب) مع حمل مضبوط في المركز (اللكم). تلك هي ميكانيكا المواد الأساسية.
القوة هي المدخل. الزاوية هي الناتج.
عندما تفهم ذلك، يتوقف “الضغط” عن كونه الهدف. إيصال القوة المناسبة، إلى العمق المناسب، باستخدام أدوات التشكيل المناسبة—that هو العمل الحقيقي.
إذن، إذا لم يكن الأمر يتعلق بدفع أقوى، فما الذي تتحكم فيه بالضبط؟
سأعطيك مثالاً بسيطاً من الورشة. نفس الفولاذ المعتدل بسماكة 0.125 بوصة. نفس اللكم. غيّر القالب السفلي من فتحة V بعرض 1 بوصة إلى فتحة بعرض 1.5 بوصة. نفّذ نفس العمق المبرمج تماماً.
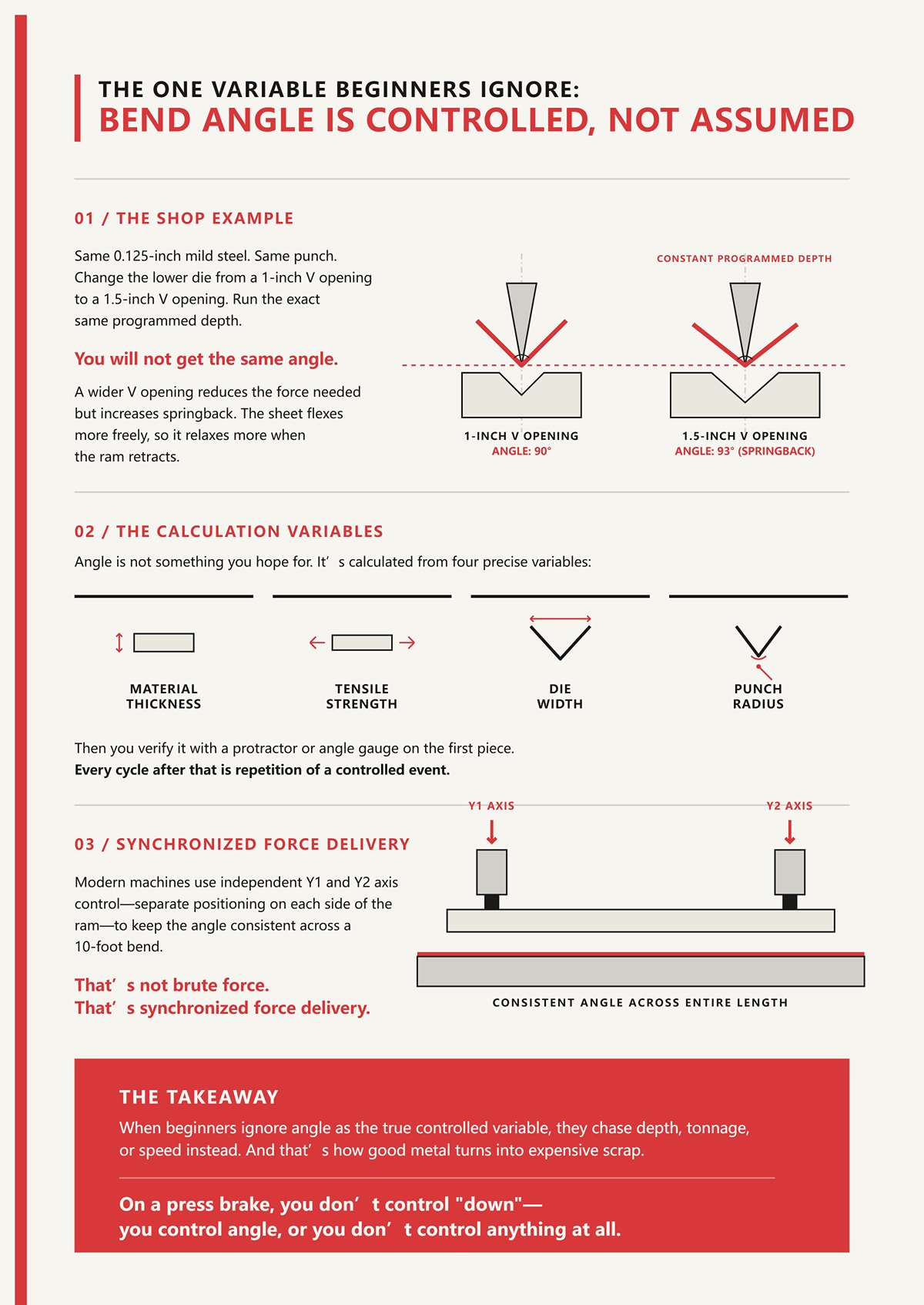
لن تحصل على نفس الزاوية.
إن فتحة الـ V الأوسع تقلل القوة المطلوبة لكنها تزيد من الارتداد الزنبركي. تنحني الصفيحة بحرية أكبر، لذا ترتخي أكثر عند تراجع الكباس. إذا لم تحسب ذلك، فستجد نفسك ممسكاً بقطعة بزاوية 93 درجة وتتساءل عما حدث.
الزاوية ليست أمراً تأمل حدوثه. إنها شيء يتم حسابه بناءً على سماكة المادة، ومقاومة الشد، وعرض القالب، ونصف قطر اللكم. ثم يتم التحقق منها باستخدام منقلة أو مقياس زاوية على القطعة الأولى. وكل دورة بعد ذلك هي تكرار لحدث مضبوط بدقة.
تستخدم الآلات الحديثة حتى تحكم محور Y1 وY2 بشكل مستقل—أي تحديد موضع منفصل لكل جانب من الكباس—للحفاظ على الزاوية متجانسة عبر انحناء بطول 10 أقدام. هذا ليس قوة غاشمة، بل هو توزيع قوة متزامن.
عندما يتجاهل المبتدئون الزاوية بوصفها المتغير الحقيقي الذي يتم التحكم فيه، فإنهم يطاردون العمق أو الحمولة أو السرعة بدلاً منها. وهكذا يتحول المعدن الجيد إلى خردة باهظة الثمن.
النتيجة: في مكبس الثني، أنت لا تتحكم في “الهبوط”—أنت تتحكم في الزاوية، أو لا تتحكم في أي شيء على الإطلاق.
لديك مخطط يطلب حافة بزاوية 90 درجة، تبعد 2.000 بوصة عن حافة خط الثني، في فولاذ معتدل بسماكة 0.125 بوصة. لقد اخترت بالفعل اللكم وقالب V بعرض 1 بوصة. أنت تعرف سماكة المادة. وتعرف نطاق مقاومة الشد. فكيف تضبط الآلة بحيث لا تكون القطعة الأولى مجرد تخمين؟
لا تبدأ بـ “كم إلى الأسفل”. بل تبدأ بخصم الانحناء والزاوية المستهدفة. يستخدم نظام التحكم CNC فتحة القالب وبيانات المادة لحساب عمق نظري يجب أن ينتج زاوية 90 درجة بعد الارتداد الزنبركي. هذا العمق ليس عشوائياً—إنه مرتبط بالهندسة. غيّر عرض القالب أو مقاومة المادة، وسيتغير العمق المحسوب وفقاً لذلك.
ثم تبدأ الدورة.
كل عملية ثني هي مجموعة من الأحداث المضبوطة: تموضع، تثبيت، هبوط، تشكيل، ارتداد، تحرير. إذا فاتتك أي طبقة، فإن الحسابات التي وثقت بها في شاشة التحكم تنهار عند أدوات التشكيل.
دعنا نتابع صفيحة واحدة خلال ذلك.
اسحب الورقة إلى سطح الماكينة وادفعها نحو الخلف حتى تلامس أصابع مقياس الإرجاع CNC. تلك الأصابع ليست مجرد نقاط توقف. إنها أجهزة تموضع مدفوعة بالمحركات المؤازرة، وعادةً ما تكون دقتها في حدود بضعة أجزاء من الألف من البوصة.
إذا كان من المفترض أن يكون طول الحافة 2.000 بوصة، وكان مقياس الإرجاع منحرفًا بمقدار 0.020، فإن خط الثني يتحرك بمقدار 0.020. قد يكون الزاوية صحيحة تمامًا، ومع ذلك يفشل الجزء في الفحص لأن طول الساق غير صحيح. المبتدئون يلقون اللوم على الثني. لكن المشكلة كانت في التموضع.
فكّر بالأمر بهذه الطريقة: مكبس الثني يشكّل زاوية على طول خط في الفضاء. مقياس الإرجاع هو الذي يحدد موقع ذلك الخط. إذا كان الخط خطأ، فكل ما بعده سيكون خطأً بالكامل.
أضف طبقة أخرى. المكابس الحديثة تستخدم محورين مستقلين — Y1 وY2 — يتحكمان في الجانبين الأيسر والأيمن من الكباس. إذا لم يكونا متزامنين تمامًا، فإن أحد جانبي القالب يلامس أولًا. على قطعة بطول 10 أقدام، تتحول الزاوية إلى انحدار — 89 درجة في أحد الطرفين و91 في الآخر. مقياس الإرجاع افترض أن الكباس سيبقى متوازيًا. إذا لم تتم معايرة الماكينة، فإن الموضع “الدقيق” يغذي ثنيًا ملتويًا.
انحراف معايرة واحد. دفعة واحدة من الألواح لن تستقر بشكلٍ مستوٍ في التجميع.
مقياس الإرجاع لا يثني المعدن. هو الذي يقرر أين ستحدث الفيزياء.
النتيجة: إذا لم يكن خط الثني في المكان الذي تعتقد أنه فيه بالضبط، فلن تنقذك دقة الزاوية.
تضغط زر بدء الدورة. يتحرك الكباس إلى الأسفل بسرعة في البداية — سرعة الاقتراب. لا يوجد حمل بعد. فقط تقليل المسافة.
ثم يبطئ قبل التلامس. هذا الإبطاء ليس للعرض. إنه للتحكم. في اللحظة التي يلمس فيها القالب الصاج، ترتفع القوة بسرعة. إذا كانت السرعة عالية جدًا عند التلامس، فإن الماكينة تتجاوز عمق البرمجة قبل أن يتمكن نظام التحكم من الاستجابة.
في مكبس الثني الكهربائي المؤازر، تُحرَّك هذه الحركة بواسطة لوالب كروية. إنها دقيقة وفعالة وممتازة للمواد الرقيقة إلى المتوسطة. لكنها تملك حدودًا في العزم. عند الانتقال إلى صفائح سميكة، تصل إلى أقصاها. أما الهيدروليك، فيمكنه تقديم قوة ضغط عالية طوال اليوم، لكنك تتعامل مع انضغاط السائل واستجابة الصمامات بدلًا من الدفع الميكانيكي المباشر.
أنواع قيادة مختلفة، وسلوك مختلف تحت الحمل.
والحمل يغيّر الماكينة نفسها. تحت ضغط عالٍ، ينحني السرير والكباس جزئيًا. من دون تعويض الانحناء — وهو تصحيح قابل للضبط يُقوِّس السرير مسبقًا — ستحصل على ما يسمى بتأثير الزورق: زاوية أكثر إحكامًا عند الأطراف، ومفتوحة في المنتصف. الكباس نفذ العمق المحدد بدقة. لكن الإطار تحرك على أي حال.
السرعة مهمة لأن نظام التحكم يحتاج وقتًا لقياس المقاومة والتوقف عند عمق التشكيل الصحيح. إذا كانت سريعة جدًا، ستتجاوز النقطة المحسوبة. إذا كانت بطيئة جدًا، ستضيع وقت الدورة دون كسب أي دقة إضافية.
ما يحدث فعليًا هنا ليس “نزول الكباس”، بل ارتفاع قوة متحكم بها إلى حد محسوب، عبر هيكلٍ ينحني تحت الحمل، مع تعويض في الوقت الحقيقي.
إذا أضعت هذا التوازن، فأنت لا تثني المعدن — بل تختبر متانة الإطار باستخدام مادة العميل داخل القالب.
النتيجة: سرعة الكباس ليست مسألة استعجال أو حذر — بل مسألة منح الماكينة الوقت اللازم للوصول إلى القوة والعمق المطلوبين حسب حساب الزاوية.
يصل القالب إلى العمق المبرمج. على الشاشة، يظهر أنك وصلت إلى الرقم الذي من المفترض أن ينتج زاوية قدرها 90 درجة.
أنت تُرجع الكباس.
يفتح الجزء إلى 92.
هذا هو الارتداد المرن—استعادة المعدن المرونة بعد إزالة الحمل. كل مادة لها مقاومة خضوع (حيث تتشوه بشكل دائم) ونطاق مرن (حيث تحاول العودة إلى حالتها الأصلية). يعتمد الثني الهوائي على التوازن بين الاثنين. تدفع المعدن قليلاً بعد نقطة الخضوع للحصول على تشوه دائم، مع العلم أن بعض الاستعادة المرنة ستحدث.
قد يرتد الفولاذ الطري بمقدار 1 إلى 2 درجة في السماكات الشائعة. يمكن للفولاذ المقاوم للصدأ أن يرتد بين 2 إلى 5 درجات اعتماداً على الدرجة والحالة الحرارية. حتى داخل الدرجة الواحدة، تتصرف الدفعات الحرارية المختلفة بشكل مختلف. يمكنك إنتاج 20 قطعة جيدة، ثم تحمل صفيحة جديدة من دفعة مختلفة، وفجأة تجد نفسك تطارد الزاوية من جديد.
فماذا نفعل؟ نقوم بالثني الزائد. إذا توقعنا ارتداداً بمقدار درجتين، نبرمج على زاوية 88 لنصل إلى 90 بعد التحرير. يمكن للتحكمات الحديثة استخدام أنظمة قياس الزاوية للضبط التلقائي، لكن المبدأ لا يتغير: لن تحصل أبداً على الشكل نفسه الذي تكون عليه المادة تحت الحمل.
هنا تكتسب فكرة توصيل القوة أهميتها. أنت لا تُشكل اعتماداً على الهدف المرئي. بل تقدم ثنياً زائداً محسوباً بناءً على السلوك المعروف للمادة، تتحقق منه في أول قطعة، ثم تثبته.
تجاهل الارتداد المرن، وتتحول إعدادات العمق “المثالية” إلى كومة من الأجزاء المفتوحة جميعها بدرجتين. في الفولاذ المقاوم للصدأ، هذا يعني نفايات.
النتيجة: دائماً برمج لتأخذ في الاعتبار المكان الذي ستستقر فيه المادة بعد ارتخائها، وليس مكانها تحت المكبس.
يتراجع الكباس. يتحرك محدد الرجوع إلى الموضع التالي. تقوم بتدوير أو قلب الجزء للثني التالي.
قد تستغرق دورة واحدة 10 ثوانٍ في حامل صغير. يبدو ذلك بسيطاً حتى تُشغل 3,000 قطعة. إذا قللت ثانية واحدة بأمان، توفر قرابة ساعة من وقت تشغيل الماكينة. أضف ثانية واحدة من التردد أو التصحيح، وستدفع ثمنها طوال الأسبوع.
لكن هنا تكمن المشكلة: ملاحقة السرعة قبل أن تكون القطعة الأولى صحيحة.
إذا استعجلت إعداد الماكينة، أو تخطيت فحص القطعة الأولى، أو تجاهلت انحراف الزاوية الطفيف عبر السرير، فلن تخسر مجرد ثوانٍ. ستخسر دفعات كاملة. تكلفة الإنتاج لا ترتفع تدريجياً—بل تقفز عندما تكتشف 200 قطعة بخطأ درجة واحدة لا تناسب التركيب المقابل.
زمن الدورة تراكمي. وكذلك الخطأ.
تبدو عملية تشغيل مكبس الثني المُدارة جيداً مملة تقريباً: سرعة اقتراب ثابتة، سرعة تشكيل مضبوطة، زاوية متحققة، موضع محدد رجوع متكرر. الماكينة لا تُجهد نفسها. والمُشغل لا يُخمن. الأرقام على الشاشة تطابق الهندسة في يدك.
هذا ليس قوةً غاشمة. إنه تكرار مُعاير.
وحين ترى الدورة الكاملة—التموضع، النزول المضبوط، القوة المعوضة، الثني الزائد المحسوب، التكرار—تبدأ بملاحظة شيء ما: طريقة الثني نفسها تغير مقدار الارتداد المرن الذي تواجهه، ومقدار الحمولة المطلوبة، ومقدار انحراف الإطار.
وهذا يثير السؤال التالي: إذا بقيت الدورة نفسها، كيف يؤدي تغيير طريقة الثني إلى اختلاف النتيجة؟
النتيجة: في الإنتاج، الثانية المكتسبة بالطريقة الصحيحة تُولّد ربحاً؛ والدرجة المفقودة تُولّد نفايات.
| خطوة | العنوان | المحتوى | الخلاصة |
|---|---|---|---|
| الخطوة 1 | التموضع: لماذا يعتبر المقياس الخلفي CNC البطل المجهول للدقة | يُحدد المقياس الخلفي CNC موضع الصفيحة بأصابع تعمل بمحركات سيرفو بدقة تصل إلى أجزاء من الألف من البوصة. إذا كان المقياس الخلفي غير مضبوط، ينتقل خط الثني — حتى لو كانت الزاوية مثالية — مما يؤدي إلى فشل القطعة بسبب طول الساق غير الصحيح. مكبس الثني يشكل الزاوية، لكن المقياس الخلفي هو من يحدد أين توجد تلك الزاوية في الفضاء. تستخدم المكابح الحديثة محاور مستقلة Y1 وY2؛ وإذا لم تكن متزامنة، فإنها تُنتج زوايا متدرجة عبر الأجزاء الطويلة. تؤثر معايرة الماكينة والمحاذاة الهيكلية بشكل مباشر على دقة الثني. المقياس الخلفي هو من يحدد المكان الذي تحدث فيه فيزياء الثني. | إذا لم يكن خط الثني في المكان الذي تعتقد أنه فيه بالضبط، فلن تنقذك دقة الزاوية. |
| الخطوة 2 | القبض والنزول: ما الذي يفعله الكباس ولماذا تعتبر السرعة مهمة هنا | ينزل الكباس بسرعة عند سرعة الاقتراب، ثم يُبطئ قبل الملامسة للتحكم. السرعة الزائدة عند الملامسة قد تسبب تجاوزاً قبل أن يتفاعل نظام التحكم. تستخدم مكابح السيرفو الكهربائية لولباً كروياً — دقيقاً لكنه محدود العزم — بينما توفر الأنظمة الهيدروليكية قدرة ضغط عالية ولكنها تتحكم في ديناميكيات السوائل. تحت الحمل، ينحرف السرير والكباس؛ يعوض نظام التعويج عن ذلك لمنع الزوايا غير المتساوية (تأثير “الزورق”). تسمح السرعة المناسبة لنظام التحكم بقياس المقاومة والتوقف عند عمق التشكيل الصحيح. العملية هي قوة محكومة ترتفع إلى حد محسوب عبر بنية مرنة. | سرعة الكباس ليست مسألة استعجال أو حذر — بل مسألة منح الماكينة الوقت اللازم للوصول إلى القوة والعمق المطلوبين حسب حساب الزاوية. |
| الخطوة 3 | مأزق الارتداد الزنبركي: لماذا لا يبقى المعدن أبداً في المكان الذي تضعه فيه تماماً | بعد التشكيل والتحرير، يرتد المعدن بسبب الاسترجاع المرن. تختلف المواد والدفعات في سلوك الارتداد. يعوض المشغلون ذلك من خلال الثني الزائد بناءً على مقدار الارتداد المتوقع (على سبيل المثال، برمجة زاوية 88° للحصول على 90°). قد تقوم الأنظمة الحديثة بالتعديل التلقائي عبر قياس الزاوية، لكن المبدأ يبقى نفسه: يجب أخذ استرخاء الحمل بعد التشكيل في الاعتبار. يتطلب الثني الناجح ثنياً زائداً محسوباً يتم التحقق منه على القطعة الأولى. | دائماً برمج لتأخذ في الاعتبار المكان الذي ستستقر فيه المادة بعد ارتخائها، وليس مكانها تحت المكبس. |
| الخطوة 4 | الإفراج والتكرار: كيف يتضاعف وقت الدورة إلى تكلفة إنتاج | تتضمن كل دورة ثني سحب الكباس، وإعادة تموضع المقياس الخلفي، والتعامل مع القطعة. وفورات الوقت الصغيرة تتراكم بشكل كبير عبر دفعات الإنتاج الكبيرة. ومع ذلك، فإن إعطاء الأولوية للسرعة قبل التحقق من القطعة الأولى يعرضك لأخطاء دفعات مكلفة. يضمن الاتساق في السرعة والتموضع والتحقق من الزوايا إمكانية التكرار. تعتمد كفاءة الإنتاج على التكرار المُعاير، وليس القوة الخام. | في الإنتاج، الثانية المكتسبة بالطريقة الصحيحة تُولّد ربحاً؛ والدرجة المفقودة تُولّد نفايات. |
تستخدم نفس الماكينة. نفس المشغل. نفس الصفيحة. الشيء الوحيد الذي تقوم بتبديله هو إعداد الأدوات وعمق الضغط.
إحدى العمليات تتطلب 40 طن وترتد بزاوية درجتين. عملية أخرى تحتاج إلى ثلاثة أضعاف القدرة تقريباً وتتحرك بالكاد بعد التحرير. وثالثة تصل إلى 90 درجة تماماً في كل مرة — لكن الماكينة تئن أثناء القيام بذلك.
لم يتغير شيء في دورة الكباس. ما تغير هو العلاقة بين سن اللكمة، والقالب، والمادة. تلك العلاقة هي طريقة الثني.
إذا كنت لا تعرف أي طريقة تستخدمها فعلاً، فأنت لا “تُشكل” المعدن. أنت تُقامر بالقوة، والارتداد الزنبركي، وانحراف الإطار في آن واحد.
تخيل صفيحة من الفولاذ الطري بسُمك 0.125 بوصة موضوعة فوق قالب على شكل حرف V بعرض 1 بوصة. تُنزل لكمة قياسية بزاوية 88 درجة وتتوقف قبل أن يصل طرف اللكمة إلى قاع القالب.
تلامس الصفيحة ثلاث نقاط فقط: طرف اللكمة وكتِفَي القالب الاثنين. إنها في الحقيقة معلقة في الهواء بينهما. هذا هو الثني الهوائي.
الآن لا تغيّر أي شيء في اللكمة. بدّل القالب إلى فتحة على شكل حرف V بقطر 0.75 بوصة. شغّل نفس عمق البرمجة.
لن تحصل على نفس الزاوية.
لماذا؟ لأن في عملية الثني بالهواء، يتشكل نصف قطر الانحناء الداخلي كنتيجة لحجم فتحة القالب—تقريباً يعادل 1/16 من عرض فتحة الـV للفولاذ الطري. كلما كانت الفتحة أضيق، كان نصف القطر أكثر إحكاماً. نصف القطر الأضيق يعني أن المادة تتمدد أكثر من الخارج وتنضغط أكثر من الداخل. وهذا يغيّر مقدار الثني الزائد اللازم للوصول إلى زاوية 90 بعد الارتداد.
اللكمة تضغط نحو الأسفل. لكن فتحة القالب هي التي تحدد الشكل الهندسي الذي يُسمح للمادة بالتدفق إليه.
الآن اضغط أعمق—حتى تلامس المادة وجهي القالب تماماً. لم تعد المادة عالقة بين ثلاث نقاط. الصفيحة تُضغط داخل زاوية القالب نفسها. هذه هي عملية التثبيت في القاع. زاوية القالب الآن هي التي تحدد فعلياً زاوية الثني النهائية لأن المادة تُجبر على اتخاذ شكلها تحت الضغط.
اضغط أعمق من ذلك—تجاوز مجرد التلامس—وستبدأ بتشويه المادة بلاستيكياً عبر كامل سمكها عند خط الثني. هذه عملية السكّ. أنت لا تقوم فقط بثني المعدن حول نصف قطر؛ بل تضغط المعدن داخل تجويف القالب وتقلل سماكته قليلاً عند القمة.
انظر إليها بهذه الطريقة: القالب ليس مجرد كتلة دعم. بل هو شرط الحدود. هو الذي يقرر مقدار الحرية التي تملكها المادة لتشكيل نصف قطرها الخاص مقابل مقدار التقيّد بشكل الأداة.
إذا أخطأت في ذلك فستقضي وقتك في مطاردة الزوايا طوال الوردية، متسائلاً لماذا يعطي نفس إعداد العمق ثلاث نتائج مختلفة.
النتيجة: عرض فتحة القالب وزاويته يحددان كيف يُسمح للمادة بالتشوه—أما العمق وحده فلا يعني شيئاً بدون هذه الهندسة.
في معظم الأعمال التي تمر عبر ورشتي—الحوامل، الأغطية، الإطارات—نستخدم الثني بالهواء. إنه سريع. إنه مرن. لكمة واحدة وعدة قوالب V يمكنها التعامل مع مدى واسع من السماكات.
هل تريد زاوية 90 درجة؟ لست بحاجة إلى قالب بزاوية 90. استخدم مثلاً لكمة بزاوية 88 وتحكم في العمق. توقف في الأعلى، تحصل على 100. اضغط أعمق، تحصل على 85. مجموعة أدوات واحدة، زوايا لا حصر لها.
تلك المرونة هي السبب في أن الثني بالهواء يتطلب أقل قوة ضغط بين الطرق الثلاث. فأنت تشكل المادة إلى نصف قطر فقط، لا تقوم بسحقها داخل تجويف. القوة الأقل تعني انحناء إطار أقل، تآكل أقل، ودورات أسرع.
لكن هنا تكمن الحدود.
لأن القطعة تلامس ثلاث نقاط فقط، فالزاوية النهائية تعتمد على:
قم بتشغيل قطعة بطول 6 أقدام بدون تشكيل تقويس مناسب وسترى النتيجة: 90 عند الطرفين، و92 في الوسط. الكباس وصل إلى عمق البرمجة في كل مكان. الإطار انحنى على أي حال.
آلات الكبح الحديثة المزودة بحساسات زاوية يمكنها القياس والتصحيح التلقائي في الوقت الحقيقي. هذا يساعد. لكنه لا يغيّر من فيزياء العملية. فالثني بالهواء سيبقيك دائماً توازن بين الارتداد والتحكم في العمق.
لقد شاهدت مشغلاً جديدًا يعتقد أن رقم الشاشة يضمن الزاوية. ما حصل عليه كان جزءًا بزاوية 92 درجة بينما المخطط يطلب 90 درجة.
النتيجة: الانحناء الهوائي يمنح مرونة ويخفض الحمولة، لكن دقة الزاوية تعتمد كليًا على اتساق المادة وتعويضات الماكينة.
الآن خذ نفس فولاذ معتدل بسماكة 0.125 بوصة وضعه فوق قالب بزاوية 90 درجة. هذه المرة، تدفع الأداة حتى تستقر المادة تمامًا على وجهي القالب.
لم تعد تخمن مقدار الارتداد المرن الذي سيفتح الزاوية. زاوية القالب هي 90. المادة مضغوطة بإحكام في زاوية 90. لا يزال هناك ارتداد مرن، لكنه انخفض بشكل كبير لأن جزءًا أكبر من المقطع العرضي قد وصل إلى حد الخضوع.
الحمولة تقفز—عادة عدة مرات أكثر من الانحناء الهوائي لنفس المادة والسماكة. لماذا؟ لأنك تجبر منطقة الثني بأكملها على التوافق مع جدران القالب، وليس مجرد تشكيل نصف قطر عائم.
تلك الحمولة الأعلى تعني مزيدًا من انحراف السرير والمكبس إذا لم تكن الماكينة مصممة أو مجهزة بتاج لهذا الأمر. في مكابح خفيفة النوعية، قد يؤدي الثني السفلي لمادة سميكة إلى تفاقم تأثير الزورق بدلاً من إصلاح اختلاف الزاوية.
لكن عندما تطابق أدوات الثني بدقة مع سماكة المادة—وهو أمر أساسي—يمنح الثني السفلي قابلية تكرار منتظمة دفعة بعد دفعة. اعتماد أقل على تعديلات الانحناء الدقيقة. حساسية أقل تجاه فروق الخضوع الصغيرة.
المقابل؟ كل سماكة مادة تحتاج إلى اقتران قالب خاص بها. غيّر السماكة، غيّر الأدوات.
تجاهل ذلك وحاول ثني ألومنيوم رقيق في قالب مخصص لفولاذ سميك، وستتلف خط الثني خارج حدود المواصفات. هذا الضرر الجمالي وحده يمكن أن يدمر الجزء المرئي.
النتيجة: الثني السفلي يضحي بالمرونة ويطلب حمولة أكبر مقابل تقليل الارتداد المرن وتحقيق تكرار أكثر إحكامًا في الزاوية.
السَكّ هو المكان الذي يظن فيه المتدربون أنهم أكثر دقة.“
تأخذ أداة حادة—غالبًا ذات نصف قطر صغير عند الطرف—وتدفعها بقوة في المادة حتى يخضع المعدن عبر كامل السماكة تقريبًا عند خط الثني. نصف القطر الداخلي يصبح شبه مساوٍ لنصف قطر طرف الأداة. المادة تُضغط وتُرقّق فعليًا عند القمة.
الارتداد المرن؟ ضئيل للغاية. أحيانًا أقل من نصف درجة.
يبدو مثاليًا.
الآن انظر إلى مخطط الحمولة. يمكن أن يتطلب السَكّ من خمس إلى عشر مرات حمولة الانحناء الهوائي لنفس المادة. تلك القوة لا تختفي. إنها تنتقل إلى الإطار، والأدوات، والورقة المعدنية.
على ماكينة غير مصنفة لذلك، تخاطر بانحراف دائم في السرير. على فولاذ مقاوم للصدأ مقسّى مع أداة حادة، تخاطر بتكوّن شقوق دقيقة على طول خط الثني. على ألومنيوم مخصص للاستخدامات الجمالية، يمكنك ترك أثر لا يخفيه أي تشطيب.
على الفولاذ المقاوم للصدأ، ذلك يعني خردة.
السَكّ يمنح دقة مطلقة عندما تتطابق الماكينة والأدوات والمادة بشكل صحيح. وهو شائع في الأجزاء ذات الإنتاج العالي حيث يكون تحمل الزاوية ضيقًا والتفاوت غير مقبول.
لكنها الطريقة الأقل تسامحًا على الإطلاق. لا يمكن تصحيح أخطاء العمق بنقرة على دواسة القدم. يظهر تآكل الأداة فورًا في الزاوية. ويتسبب طلب الحمولة بالطن في دفع آلتك نحو حدودها الهيكلية.
لم تعد تقوم بالثني فقط. أنت تُشكّل خطًا في الصفيحة بالطرق البارد.
وهذا يقودنا إلى السؤال الصعب التالي: إذا كانت كل طريقة تُغيّر طلب الحمولة بهذه الدراماتيكية، فإلى أي مدى أنت متأكد من أن السعة الاسمية لآلتك تغطي فعلًا الطريقة التي تثني بها — وليس مجرد السماكة المذكورة في المخطط؟
دخل شاب إلى ورشتي ذات مرة فخورًا بآلة الكبس الجديدة ذات قدرة 175 طن. قال: “يمكنها ثني أي شيء سنحتاجه يومًا”.
أول عمل نفّذه كان فولاذًا غير قابل للصدأ بسماكة 3/16، بطريقة الثني السفلي، بطول كامل 10 أقدام. لم تتوقف الآلة، لكنها أنَّت. بعد ستة أشهر كان السرير يحمل "ابتسامة" دائمة فيه. غير مرئية للعين، لكنها تظهر في كل فحص زاوية.
اشترى أكبر آلة استطاع تحمّل ثمنها.
لكنه لم يسأل يومًا إن كانت هي الآلة المناسبة.
السؤال الذي ينبغي أن تطرحه أبسط وأصعب في الوقت ذاته: كيف تحسب ما إذا كانت الحمولة الاسمية لكابستك تغطي بالفعل طريقة الثني التي تستخدمها — على طول القطعة الكامل الذي تخطط لثنيه — من دون أن يتشوّه جسد الآلة التي من المفترض أن تجني لك الأرباح؟
دعنا نحلل الأمر بالطريقة التي أشرحها للمتدربين الذين يعتقدون أن الحمولة بالطن مجرد رقم للتفاخر.
عندما تنظر إلى جدول الحمولة بالطن ستجد شيئًا مثل هذا: الفولاذ المعتدل بسماكة 4 ملم فوق قالب على شكل V بفتحة 32 ملم يتطلب حوالي 330 كيلو نيوتن لكل متر. هذه ليست القوة الكلية، بل القوة لكل متر من طول الثني.
يمكنك بالفعل رؤية الفخ. القوس بطول قدمين واللوح بطول عشرة أقدام يشكلان حملين مختلفين تمامًا على نفس الآلة.
تستخدم معظم الورش صيغة للثني الهوائي للفولاذ المعتدل بقوة شد تبلغ حوالي 60,000 psi:
P = 650 × S² × L / V
حيث:
المصطلح S² هو الجزء الذي يغفل عنه المبتدئون. يتم تربيع السماكة. عندما تضاعف السماكة لا تتضاعف الحمولة بالطن — بل تقفز إلى أربعة أضعاف.
لنأخذ مثالًا بسيطًا.
الانحناء بالهواء لصفائح فولاذية معتدلة بسمك 0.125 بوصة على فتحة على شكل V بعرض 1 بوصة ولطول 4 أقدام قد يتطلب قوة بين 20 و25 طنًا تقريبًا. يمكن التعامل معه بسهولة على مكبح بقدرة 60 طنًا.
الآن لا تغيّر شيئًا سوى السمك إلى 0.250 بوصة.
نفس نوع القالب. نفس الطول.
لن تكون عند 40–50 طنًا. ستكون تقريبًا عند 80–100 طن. هذه هي قاعدة المربع تؤثر عليك.
الآن استبدل الفولاذ المعتدل بالفولاذ المقاوم للصدأ. الممارسة القياسية هي ضرب القيمة بحوالي 1.5 بسبب مقاومة الشد الأعلى. الكروم‑مولي؟ أقرب إلى 2.0.
انظر إليها بهذه الطريقة: السمك هو الوقود، وقوة المادة هي الأوكسجين، وطريقة الانحناء هي الشرارة. عندما تغيّر الثلاثة معًا — فولاذ مقاوم للصدأ أكثر سماكة، وانحناء قاعي بدلًا من هوائي — فأنت لا تزيد القوة قليلًا؛ بل تضاعفها.
وتذكّر ما ناقشناه سابقًا: الانحناء القاعي قد يتطلب ما يقرب من أربعة أضعاف قوة الانحناء الهوائي. أما الكوينينغ فقد يحتاج إلى خمس إلى عشر مرات أكثر.
لذا إذا قال حساب الانحناء الهوائي إنه يتطلب 25 طنًا، فإن الانحناء القاعي للقطعة نفسها قد يدفعك نحو 100 طن. الكوينينغ قد يدفعك قرب 200 طن.
تلك الآلة ذات “175 طنًا” لم تعد فجأة مبالغًا فيها. بل أصبحت غير كافية.
النتيجة: الطنّاج هو القوة لكل وحدة طول تحت افتراضات معينة — غيّر السمك أو المادة أو الطريقة وسيتضاعف الحمل بسرعة.
الآن لنتحدث عن شيء لا يظهر على لوحة المواصفات: الحمولة المركزة.
المكبح المصنّف عند 100 طن يعني عادة 100 طن موزعة بالتساوي على كامل طول السرير المقيم. وليس 100 طن مركزة في منتصف 12 بوصة.
رأيت رجلًا يحاول تنفيذ كوينينغ لحامل صغير وثقيل في منتصف آلة بقدرة 100 طن. الحساب أظهر 85 طنًا إجمالًا. فاعتقد أنه في أمان.
ما فاته هو التوزيع.
إذا تم تطبيق تلك الـ85 طنًا على 12 بوصة من سرير طوله 10 أقدام، فإن الجزء الأوسط يتعرض لحمل موضعي ضخم بينما بقية الإطار تساهم بشكل ضئيل جدًا في مقاومة الانحناء. السرير والكبس مثل العوارض. والعوارض تكره الأحمال النقطية.
غالبًا ما يوصي المصنعون بتخفيض التصنيف — أحيانًا من 20 إلى 50 بالمئة — عند التشغيل بالقرب من السعة الكاملة عبر الطول الكامل. وتحتاج إلى حذر أكبر عند تطبيق قوة عالية على جزء قصير.
هكذا تتشقّق أكتاف الأدوات أو يظهر انحناء دائم في السرير. ليس في لحظة انكسار درامية، بل في أحداث خضوع صغيرة لا تلاحظها حتى تبدأ زواياك بالانحراف عبر كل قطعة طويلة تشغلها.
على الفولاذ المقاوم للصدأ، ذلك يعني خردة.
لن تشعر بانحناء الإطار في دواسة القدم. ستراه في الزوايا غير المتناسقة والقطع التي لا تتطابق إلا عندما تقلبها من طرف إلى آخر.
النتيجة: تصنيف قوة المكبح يفترض توزيعًا متساويًا — فالقوة المركزة في قسم قصير يمكن أن تُحمِّل الآلة أكثر مما “يُفترض” أن تتحمل.
غالبًا ما توصي الحاسبات الصناعية بشراء قدرة تزيد بنحو 20 بالمئة عن متطلباتك المحسوبة. ذلك الهامش يأخذ في الاعتبار الاحتكاك، وقوة الشد الواقعية التي تكون أعلى من المواصفات، وتفاوت السماكة.
هذا تصرف ذكي.
الحمولة الناقصة المزمنة أسوأ من الشراء الزائد المعتدل. الماكينة الصغيرة تجبرك على الوصول إلى القاع عندما كنت تنوي الانحناء الهوائي، وعلى استخدام قوالب أضيق من المثالي، والعمل أقرب إلى حد المرونة للإطار في كل دورة. هكذا تُتلف أختام النظام الهيدروليكي وتقضي يومك في مطاردة الزوايا.
لكن هنا حيث يذهب المبتدئون إلى الطرف الآخر.
يفكرون، “لا بأس. سأشتري آلة ضخمة.”
الآلات كبيرة الحجم ليست آمنة تلقائيًا. مكبس بقدرة 300 طن يقوم بانحناء هوائي لصفيحة رقيقة قياس 16 على قالب عريض يمكن أن يكون أصعب في التحكم لأن الآلة مصممة لتعمل بكفاءة تحت حمل أعلى. أنت تعمل في الجزء السفلي من نطاق قوتها. تغييرات الضغط الصغيرة تحدث اختلافات كبيرة في الزاوية.
انظر إليها بهذه الطريقة: مفتاح العزم أكثر دقة في منتصف نطاقه، وليس عند 5 بالمئة من سعته. مكابس الثني تتصرف بنفس الطريقة. التحكم يأتي من مطابقة نطاق القوة مع المهمة.
الحمولة الزائدة أيضًا تُغري المشغلين بطبع كل شيء “لأننا نستطيع”. هكذا تقصر عمر الأدوات وتُرَقِّق المادة عند قمة الانحناء دون داعٍ.
الحمولة الناقصة تُضعف العمل. والحمولة الزائدة الكبيرة قد تُرهبه.
النتيجة: اشترِ قدرة كافية مع هامش، لكن اختر حجم الآلة بحيث تعمل مهامك الشائعة ضمن نطاقها المتوسط المُتحكم فيه — وليس عند الحدود القصوى.
فرامل بطول 10 أقدام ومصنفة عند 150 طن لا تعني أنه يمكنك تطبيق 150 طنًا في أي مكان على طول تلك الأقدام العشرة دون تبعات.
الأسِرّة الأطول أكثر عرضة للانحناء تحت الحمل. لهذا وُجدت أنظمة التتويج — لمعادلة التقوس الطبيعي الذي يحدث عندما يدفع المكبس لأسفل في المنتصف.
الآن اجمع بين الطول والحمولة لكل قدم.
إذا أظهر حسابك أنك تحتاج إلى 30 طنًا لكل قدم للمهمة وأنك تثني 8 أقدام، فهذا يعني أنك تحتاج إلى 240 طنًا موزعة بالتساوي على الامتداد. مكبس 150 طنًا بطول 10 أقدام ليس “يكاد يكون كافيًا”. إنه ناقص بشكل كبير.
اقلب الأمر.
إذا كنت دائمًا تثني قطعًا بطول 3 أقدام فقط، فقد تتفوق آلة أقصر وأكثر صلابة بقدرة 80 طنًا على مكبس أطول بقدرة 150 طن في اتساق الزاوية لأن الإطار ينحرف بدرجة أقل تحت أحمال متشابهة نسبيًا.
ورقة المواصفات تخبرك بالقوة القصوى والطول الأقصى. لكنها لا تخبرك كيف تتفاعل الصلابة والتوزيع والتخفيض الواقعي مع مزيج أعمالك المعتاد.
وهذا هو الفخ الحقيقي.
شراء أكبر آلة يمكنك تحمل تكلفتها يبدو أمراً آمناً. لكن شراء التركيبة الصحيحة من الحمولة لكل قدم وطول السرير لطريقة الثني الأساسية لديك هو الخيار الأكثر أماناً.
وهذا يثير السؤال التالي: بمجرد أن تعرف مقدار القوة المضبوطة التي تحتاجها فعلاً، كيف يؤثر أسلوب توليد تلك القوة — هيدروليكي، ميكانيكي، أو كهربائي بمحرك سيرفو — على مدى دقة تسليمها؟
كان لديّ على أرض المصنع لسنوات آلتان: آلة هيدروليكية بسعة 200 طن، وأخرى ميكانيكية أقدم بسعة 90 طن تعمل بعجل طاقة. نفس سرير بطول 10 أقدام. نفس رف الأدوات. نفس المشغلين يتناوبون بينهما.
على الورق، كلاهما يستطيع ثني الفولاذ الطري بسمك 10 عيار في أطوال قصيرة. عملياً، إحداهما تتيح لك الاقتراب من الزاوية بخطوات نصف درجة؛ والأخرى تضرب القاع مثل مطرقة ساقطة. إحداهما تتيح لك التصحيح أثناء الشوط؛ والأخرى تلتزم بمجرد اشتباك القابض.
هذا الاختلاف لا يتعلق بالحمولة الخام. إنه يتعلق بكيفية توليد الآلة للقوة وقياسها خلال الشوط — كيف تتسارع، وكيف تتباطأ، وهل يمكنها التعديل بمجرد أن يلامس المكبس المادة.
لأن هذه هي النقطة التي تتجاهلها معظم كتيبات البيع: حتى الآلات عالية الجودة، بغض النظر عن نوع الدفع، عادة ما تحافظ في الإنتاج الفعلي على زاوية ثني تقارب ±0.5° دون إضافات. وتفاوت سماكة المادة بمقدار بضعة أجزاء من الألف عبر القطع يمكن أن يغير الزاوية 2–3 درجات بغض النظر عن الشعار على الجانب.
لذا فإن نوع الدفع لا يخلق الدقة سحرياً. إنه يحدد مدى إمكانية التحكم وتكرار القوة المحسوبة عندما تبدأ الحقائق — مثل الارتداد، وانحراف السماكة، والاحتكاك — في المقاومة.
تلك مشكلة مختلفة تماماً.
النتيجة: نوع الدفع لا يغير حساب الحمولة بالطن — بل يغير مدى دقة وأمان تسليم تلك الحمولة في ظروف العالم الواقعي.
تخيل عجلة طاقة تدور بسرعة ثابتة. تضغط على الدواسة، ينخرط القابض، وتتحول الطاقة الدورانية المخزونة إلى قوة خطية بينما يقود العمود المكبس نزولًا عبر شوط ثابت.
هذه هي فرامل الضغط الميكانيكية.
منحنى الحمولة في الآلة الميكانيكية يبلغ ذروته قرب أسفل الشوط. وفوق تلك النقطة تنخفض القوة المتاحة بسرعة. لذا إذا قالت حسابات الثني إنك تحتاج إلى السعة الكاملة، فأنت مضطر للعمل بالقرب من النقطة السفلى سواء كان ذلك مثالياً للطريقة أم لا.
لا يمكنك “تدرّج” فرامل ميكانيكية إلى الزاوية. أنت تضبط توقيتها.
إذا كان اختيارك للقالب أو تقديرك للارتداد غير صحيح، لا يمكنك الإبطاء في منتصف الشوط والتصحيح. الآلة تكون ملتزمة بمجرد الانخراط. وهذا يجعل إنتاج الأجزاء المتكررة عالي السرعة ممكناً — أوقات دورة سريعة، ميكانيكا بسيطة — لكنه يعاقب أخطاء الإعداد.
رأيت عاملًا جديدًا يحاول ثني الفولاذ المقاوم للصدأ بسمك 3/16 على آلة ميكانيكية كانت بالفعل بالقرب من سعتها المقننة. كان تقديره للزاوية الزائدة ناقص درجتين. ما حصل عليه هو جزء بزاوية 92 درجة وفق المخطط المطلوب 90. وعلى الفولاذ المقاوم للصدأ، هذا يعني خردة.
انظر للأمر بهذه الطريقة: فرامل ميكانيكية تشبه مكبس تثقيب معدّ للثني — رائعة عندما تكون العملية مضبوطة، قاسية عندما لا تكون كذلك.
أضف إلى ذلك جانب السلامة الواقعي. الآلات ذات الشوط الكامل لا تتوقف طبيعياً في الهواء؛ توجد تعديلات لذلك، لكن التصميم الأساسي يعود إلى حقبة كانت فيها معايير الحماية مختلفة. وهذا أحد الأسباب التي تجعلنا نرى بيع عدد أقل من الجديدة منها اليوم.
هي تحل مشكلة السرعة والبساطة. لكنها تعاني في المشكلة التي كنا نبني نحوها: توصيل القوة بشكل مضبوط وقابل للتعديل عبر الأعمال المتغيرة.
إذن، إذا كانت السرعة هي موطن قوتهم، فما الذي يجعل الأنظمة الهيدروليكية تهيمن على معظم ورش التصنيع؟
قف بجانب مكبح هيدروليكي حديث أثناء عملية ثني ثقيلة. ستسمع المضخات تعمل بينما يتزايد الضغط. ينزل المكبس تحت تدفق محكوم من الأسطوانات الهيدروليكية – قوة ناتجة عن ضغط السائل المؤثر على مساحة المكبس.
الضغط مضروبًا في المساحة يساوي القوة. فيزياء بسيطة.
لكن الجزء الحاسم هو أن الضغط يمكن تعديله باستمرار طوال شوط الحركة. يمكنك إبطاء الاقتراب، التسلل إلى نقطة التماس، بناء الضغط تدريجيًا، وحتى البقاء في القاع لبعض الوقت للسماح للمادة أن تسترخي قبل العودة.
ذلك التحكم مهم عندما تكون في طور الثني بالهواء في إحدى المهمات، ثم الثني الكامل في التالية، وتتجه نحو التشكيل الكامل بعد الغداء.
الأنظمة الهيدروليكية قابلة للتوسع أيضًا. هل تحتاج إلى 300 طن على طول 12 قدمًا؟ 600 على 20؟ القوة الهيدروليكية تتعامل مع ذلك من دون الحاجة إلى دولاب موازنة بحجم إطار شاحنة. لهذا السبب تعتمد أعمال الصفائح الثقيلة على الأنظمة الهيدروليكية.
والآن، لنختبر ادعاء “الأنظمة الهيدروليكية أكثر دقة”.
يمكن للآلات الحديثة بجميع أنواع الدفع تحقيق دقة عالية جدًا في تكرار التموضع—بمقدار أجزاء من الألف من المليمتر—بفضل الإطارات الصلبة والتحكم المتزامن في حركة المكبس. لكن تكرار التموضع لا يساوي دقة زاوية الثني أثناء الإنتاج.
تتعلق الزاوية بسماكة المادة، واتجاه الحبيبات، وعرض القالب، وارتداد المادة. يبرز المكبح الهيدروليكي لأنه يمكنه دمج التحكم المعتمد على الضغط وأنظمة قياس الزاوية في الزمن الحقيقي. يمكنه تعديل عمق حركة المكبس ديناميكيًا من قطعة إلى أخرى عندما تختلف السماكة.
هذا لا يلغي التفاوت، لكنه يمنحك أداة لإدارته.
المقايضة؟ الطاقة. غالبًا ما تعمل الأنظمة الهيدروليكية التقليدية بمضخات مستمرة، مما يولّد حرارة ويستهلك طاقة حتى أثناء السكون. الصيانة تشمل الحشوات والصمامات وصحة السائل. تجاهل ذلك، وستبدأ بمطاردة زوايا غير ثابتة مع تغيّر لزوجة الزيت نتيجة الحرارة.
إذا سخّنت الحشوات لفترة كافية ستجد نفسك تعيد بناء الأسطوانات بدلًا من شحن القطع.
تهيمن الأنظمة الهيدروليكية لأنها تحل أوسع مجموعة من مشكلات توصيل القوة — قدرة تحميل عالية، وظائف متغيرة، وتحكم قابل للضبط — دون أن تحصرك في نطاق تشغيل ضيق.
ولكن ماذا لو كان عملك لا يتجاوز الصفائح الرقيقة، ونصف درجة من الانحراف يبدو كثيرًا؟
الآن تخيّل استبدال الأسطوانات الهيدروليكية بمسامير كروية تُدار بواسطة محركات مؤازرة. لا زيت. لا ضجيج مضخات. فقط محركات كهربائية تحول الحركة الدورانية مباشرة إلى حركة خطية للمكبس.
يمكن لمكبح كهربائي مؤازر عالي الجودة تحديد موضع المكبس ضمن بضعة أجزاء من عشرة آلاف من البوصة. يتم التحكم بعزم المحرك رقميًا، لذا تكون التسارع والإبطاء دقيقين. وعندما يتوقف المكبس، يحافظ على موقعه دون ضغط السوائل القابل للانضغاط في النظام.
على المواد الرقيقة — لنقل من 1 إلى 4 مم من الصفائح — هذا مثالي. أشواط قصيرة، حمل منخفض، تكرار عالٍ، واستهلاك طاقة فقط أثناء الحركة.
فكر في الأمر بهذه الطريقة: المكبح الكهربائي المؤازر يشبه مفتاح عزم معاير أكثر من كونه رافعة هيدروليكية. فأنت تتحكم في القوة من خلال عزم المحرك وهندسة المسمار، وليس عبر سائل مضغوط.
لكن حدود العزم موجودة.
تتوقف معظم الآلات المؤازرة الكهربائية عند مستويات أقل بكثير من أطنان الضغط الهائلة الشائعة في الأعمال الهيكلية الثقيلة. إذا دفعتها بالقرب من أقصى سعة مرارًا وتكرارًا، فأنت تجهد المكونات الميكانيكية—البراغي، والمحامل، وأنظمة القيادة—التي لا تتحمل الحمل الزائد بالطريقة التي يمكن أن تتحملها الأسطوانات الهيدروليكية الكبيرة.
وهنا تأتي المفاجأة التي يغفلها المبتدئون: إذا كان سمك المادة يتفاوت بما يكفي لتغيير الزاوية بـ 2°، فإن دقة التحديد المجهري لن تصلح الجزء. من دون قياس الزاوية وتعويضها في الخط، ما زلت تخمن مقدار الارتداد.
الأجهزة الدقيقة لا تلغي فيزياء المادة.
إذن، النظام المؤازر الكهربائي يحل مشكلة الثني عالي السرعة وعالي الدقة في المقاسات الرقيقة مع استهلاك أقل للطاقة. لكنه ليس ترقية شاملة لكل ورشة.
وهذا يقودنا إلى الآلات التي تحاول الموازنة بين الخيارين.
عادةً ما تجمع الأنظمة الهجينة بين مضخة تعمل بالمؤازرة وأسطوانات هيدروليكية. بدلاً من تشغيل محرك بسرعة ثابتة يُدير الزيت طوال اليوم، يقوم المحرك المؤازر بإدارة المضخة فقط عندما تكون هناك حاجة للضغط.
في الأعمال الخفيفة، ينخفض استهلاك الطاقة لأن المحرك لا يكون في وضع الخمول تحت الحمل. في الثنيات الأثقل، ما زلت تحصل على كثافة القوة وصلابة النظام الهيدروليكي.
يبدو هذا مثالياً.
لكن توفير الطاقة يعتمد على دورة التشغيل. إذا كانت ورشتك تنفذ ثنيات ثقيلة بشكل مستمر بالقرب من السعة، فالمضخة المؤازرة تعمل معظم الوقت على أي حال. يقل التوفير. أما إذا كنت تنفذ أعمالاً متقطعة وخفيفة، فالفارق يكون حقيقياً.
من ناحية توصيل القوة، تعمل الأنظمة الهجينة مثل الهيدروليكيات المحسنة. ما زلت تحصل على التحكم القائم على الضغط وقدرة تحمل أطنان عالية، ولكن مع كفاءة أفضل وحركة أكثر سلاسة للمكبس.
هي لا تتفوق سحرياً على الأنظمة الهيدروليكية البحتة في الدقة؛ بل تحسن كفاءة توليد تلك القوة وإدارتها.
إذن، لا، الموازنة لا توفر المال تلقائياً. يعتمد ذلك على شكل ملف قوة الضغط المحسوب عبر كامل وردية العمل.
وهنا علينا أن نبدّل زاوية النظر.
لأنه بمجرد أن تفهم كيف يسلّم كل نوع من أنظمة القيادة القوة—بسرعة وحزم، بسلاسة وقابلية للتعديل، وبقياس رقمي—تتوقف عن سؤال “أي آلة أفضل؟” وتبدأ بسؤال أيها تناسب نطاق القوة الذي تعمل فيه أجزاؤك فعلاً.
النتيجة: اختر نظام القيادة الذي يناسب نطاق الأطنان النموذجي لديك واحتياجاتك في التحكم—طريقة توصيل القوة يجب أن تناسب العمل، لا الكبرياء.
أنت الآن تطرح السؤال الصحيح: بالنظر إلى مادتي، ونطاق السماكة، ومزيج الأعمال الفردية والإنتاجية، أي نظام قيادة يناسب فعلاً؟
جيد. لأنه إذا بدأت بالعلامات التجارية أو الكتيبات، فستنتهي بشراء شخصية وليس آلة.
المكبس القوسي ليس “مثني معدن”. إنه نظام مُعاير لتوصيل القوة، مثل مفتاح عزم مزود بسرير ومقياس خلفي. الصفيحة بين يديك—سُمكها، قوتها الشدّية، اتجاه حبيباتها، متطلبات نصف القطر الداخلي—هذا هو بطاقة العمل. الآلة ليست سوى طريقة لتطبيق قوة مُتحكم بها لتحقيق الهندسة المطلوبة.
انظر للأمر بهذه الطريقة: إذا لم تكن لتضبط مفتاح العزم بناءً على التخمين حول مدى قوة البرغي “في المظهر”، فلماذا تختار مكبس قوسي لأنه “يبدو ثقيلاً بما يكفي”؟
التحول غير الواضح هو هذا: لا تختار الآلة أولاً ثم ترى ما العمل الذي يناسبها. تحدد نطاق القوة الذي تعمل فيه أجزاؤك، ثم تختار نظام التشغيل الذي يعمل بأفضل شكل داخل ذلك النطاق.
تجاهل هذا الترتيب وستفعل ما رأيته مائة مرة—شراء 175 طنًا من الفخر لورشة تعمل غالبًا على ثني أقواس بسماكة 16-gauge.
النتيجة: القطعة هي التي تحدد نطاق القوة؛ ويجب أن تعمل الآلة بشكل مريح داخله.
خذ مثالاً حقيقيًا. لنفرض أن عملك الأساسي هو أقواس من الفولاذ المعتدل بسماكة 10-gauge، طولها 48 بوصة، يتم ثنيها في الهواء بزاوية 90 وبنصف قطر داخلي 0.125 بوصة.
قبل أن تفكر حتى في “هيدروليك” أو “سيرفو كهربائي”، عليك حساب الحمولة لكل قدم، مضاعفتها بالطول، والتحقق من فتحة قالب الـ V المطلوبة لتحقيق ذلك النصف القطر. السُمك يحدد الحمولة بالأس مربع. مضاعفة السُمك لا تضاعف القوة—بل تُربّعها. هذا ليس مجرد معلومة صغيرة. هذا هو الفرق بين العمل بسهولة وبين العمل تحت ضغط شديد.
الآن أضف مزيج الإنتاج. إذا كان 80% من عملك عبارة عن سماكات رقيقة—من 1 إلى 3 مم—مع تحمل زاوية دقيقة ومسافات شوط قصيرة، فإن آلة السيرفو الكهربائية تعمل في مجال راحتها: دورات سريعة، استهلاك طاقة منخفض، تحكم عالي في الوضعية. ولكن إذا كان 30% من شهرك يتضمن ألواحًا بسماكة 3/8 أو انحناءات طويلة بطول 12 قدم بالقرب من القدرة القصوى، فإن نفس الآلة تعمل عند سقف طاقتها وليس في نقطة أدائها المثالية.
السقوف هي أماكن تآكل المكونات وانحراف القطع.
وهنا يتعرض المبتدئون للحرق: ينظرون إلى الحمولة القصوى في الدليل ويفترضون أنهم في أمان. لكن الحمولة موزعة على الطول. آلة 100 طن ليست آلة 100 طن إذا كان انحناؤك يتطلب 85 طنًا على طول 12 قدم ويتقوس الإطار دون تعديل مناسب. هكذا تحصل على قطعة ضيقة على الأطراف ومفتوحة في الوسط.
على الفولاذ المقاوم للصدأ، ذلك يعني خردة.
لذلك عليك أن تحدد ثلاثة أشياء قبل أن تتصل بأي موزع: أكثر مادة سميكة شائعة لديك، أطول انحناء شائع لديك، وأدق تحمل زاوية لديك. هذا المثلث يحدد نطاق التشغيل الفعلي.
كل ما عدا ذلك ضجيج.
النتيجة: احسب نطاق الحمولة والطول والدقة الفعلي أولاً—ثم انظر أي الآلات تعمل هناك بدون إجهاد.
الآن دعنا نختبر فكرة أن المكبس القوسي هو دائمًا الحل.
إذا كنت تشكل أنبوبًا أو ماسورة، فأنت لا تثني صفيحة عبر قالب V—بل تتحكم في التدوير البيضاوي، ترقيق الجدار، ونصف القطر عن خط المركز حول قالب. هذا مجال الثني بالسحب الدوار. ميكانيكيات مختلفة. مسار قوة مختلف.
حاول التلاعب بالأمر على مكبس قوسي باستخدام أدوات مرتجلة وستسحق المقطع أو تشوه الشكل. لقد شاهدت مبتدئًا يسطّح أنبوبًا مربعًا لأنه اعتقد أن “الضغط هو الضغط”.”
ذلك الجزء لم يجتز الفحص.
نفس الأمر مع الألواح الكبيرة والأسطح الجمالية. إذا كان عملك غالبًا من ألواح ألمنيوم رفيعة مع حواف عريضة وأسطح جمالية، فإن آلة الطي قد تمنحك تحكمًا أفضل مع علامات أقل لأنها تثبت وتطوي بدلاً من إجبار المادة على الدخول في قالب.
انظر إلى الأمر بهذه الطريقة: مكبس الثني يركز القوة على خط تماس ضيق. أما آلة الطي فتوزعها على حافة مشدودة. إذا كان التشطيب السطحي وتقليل العلامات يؤثران في عملك التجاري، فإن هندسة توصيل القوة أهم من القوة الخام بالطن.
الجزء غير الواضح؟ أحيانًا يكون أذكى شراء لمكبس الثني هو عدم شراء مكبس ثني على الإطلاق.
النتيجة: إذا كان مسار القوة في مكبس الثني يتعارض مع هندستك، فأنت تستخدم الجهاز الخطأ—ولا يمكن لأي نظام قيادة إصلاح ذلك.
الآن ترى النمط. المادة تحدد القوة بالطن. الطول يحدد التوزيع. الهندسة تحدد أدوات التشغيل. مزيج الإنتاج يحدد دورة العمل. وبعد كل ذلك فقط تتحدث عن أنظمة القيادة.
إليك الإطار الذي أعلّمه للمتدربين الذين يعتقدون أن “الأكبر أكثر أمانًا”:
إذا كانت أعمالك العليا 10% تستهلك 80–90% من قدرة السيرفو الكهربائي، فذلك ليس مجال أمان بل إجهاد. وإذا كانت أعمالك اليومية 70% لا تترك المقاييس الرقيقة أبدًا، فإن جهاز هيدروليكي كبير يعمل بالقرب من وضع الخمول طوال اليوم هو قوة وطاقـة مهدرتان.
الآلات الميكانيكية؟ إذا كان مزيج أعمالك متكررًا ومتطابقًا—نفس المادة، نفس الشوط، آلاف الأجزاء—فيمكن أن تكون فعالة للغاية. لكنها لا تتوقف في منتصف الدورة. في الأعمال المتغيرة ومتاجر التشغيل، هكذا تتجاوز الزوايا وتقضي اليوم كله في تصحيحها. ما حصل عليه كان جزءًا بزاوية 92 درجة في مخطط يطلب 90 درجة.
الثقة لا تأتي من الشعار الموجود على اللوحة الجانبية. إنها تأتي من معرفتك أن قطعك تعمل بين، لنقل، 15 و60 طنًا في معظم الوقت، مع ارتفاعات عرضية إلى 120—واختيارك لجهاز يكون سلوك توصيل القوة فيه مستقرًا، قابلًا للتحكم، وغير مُجهد في ذلك النطاق.
لذا عندما تسأل أي نظام قيادة يناسب ورشتك، فالإجابة ليست هيدروليكيًا أو سيرفو كهربائيًا أو هجينيًا أو ميكانيكيًا.
الإجابة هي: ذلك الذي يتداخل نطاق قوته القابل للتحكم مع نطاق عملك الحقيقي مع وجود هامش إضافي.
وبمجرد أن ترى الأمر بهذه الطريقة، تتوقف عن التسوق لأجل آلات.
وتبدأ بمطابقة أنظمة القوة مع الهندسة.


















