

Na primavera passada, tive um miúdo que enfiou uma barra de 14-gauge em aço inoxidável com 3 metros diretamente na matriz como se estivesse a esmagar uvas. Carro para baixo. Paragem brusca. Ele achava que mais pressão significava uma dobra mais apertada.
O que ele conseguiu foi uma peça de 92 graus num desenho que pedia 90. Em inox, isso é sucata.
Ele pensava que o trabalho da máquina era empurrar. Não é.
Fique em frente a uma prensa dobradeira enquanto ela faz um ciclo. A ferramenta superior (o punção) desce para dentro de uma matriz inferior em forma de V. A chapa não dobra porque foi “espremida”. Dobra porque a força é aplicada a uma profundidade específica, contra uma abertura específica, com uma quantidade específica de recuperação elástica (a tendência do metal de relaxar após libertar a pressão).
Mude a força, a ferramenta ou a profundidade por um fio de cabelo, e o ângulo muda.
Veja desta forma: uma chave de torque não “aperta parafusos”. Ela entrega uma quantidade calibrada de torque. Uma prensa dobradeira não “dobra metal”. Ela entrega força calibrada para que o metal atinja um ângulo alvo.
Falhe nisso, e não está a operar uma máquina — está a apostar com aço.
A mudança cognitiva que quero que faça é simples: pare de pensar no movimento (carro a descer) e comece a pensar no resultado (ângulo alcançado).
A palavra “brake” não vem dos travões de carro. Vem de um termo antigo para dobrar chapa metálica — “braking” significava dobrar ao longo de uma linha reta.
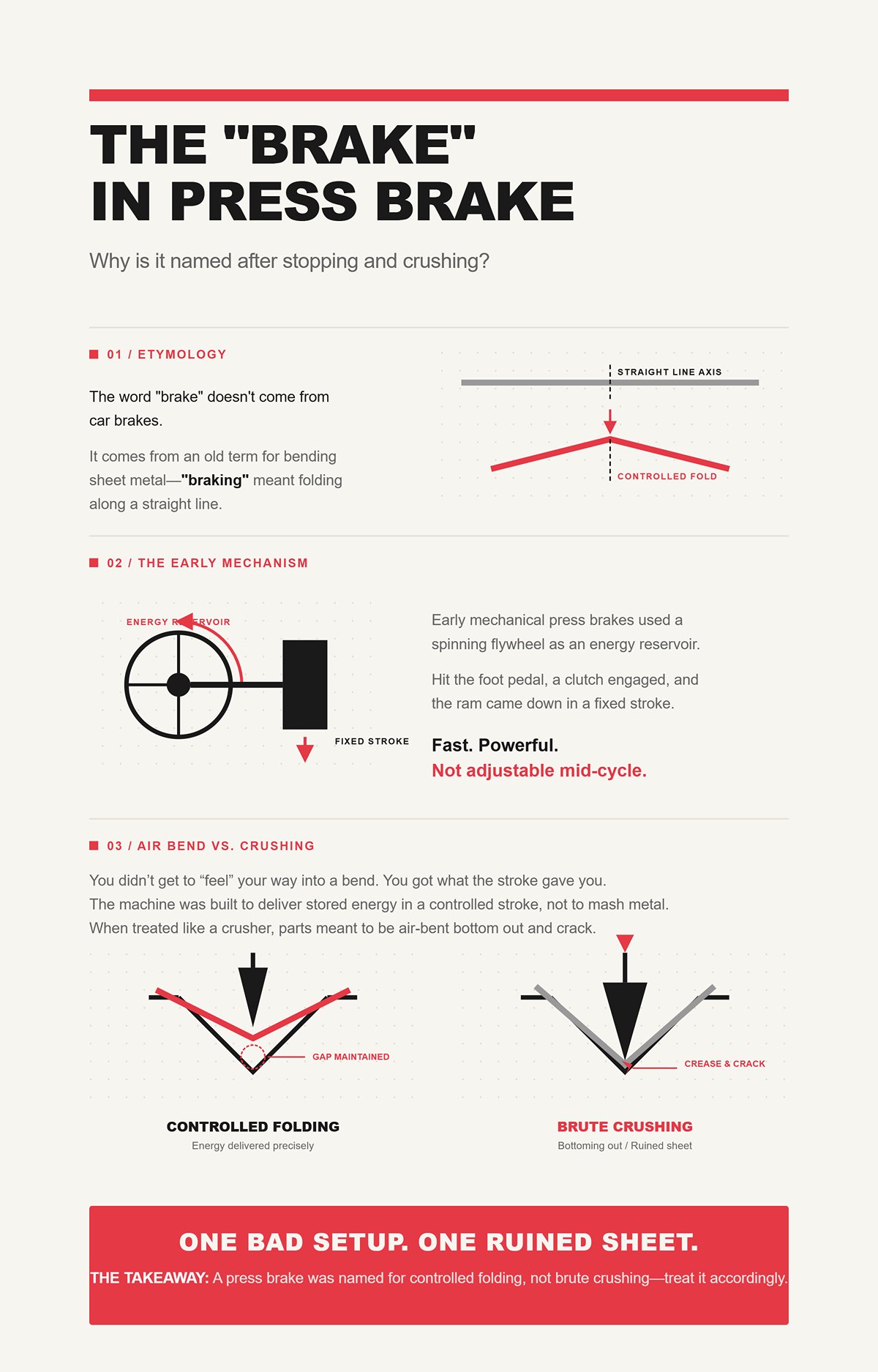
As primeiras prensas dobradeiras mecânicas usavam uma roda de inércia giratória como reservatório de energia. Ao carregar no pedal, uma embraiagem engatava e o carro descia num curso fixo. Rápido. Potente. Não ajustável a meio do ciclo.
Não podia “sentir” o caminho até à dobra. Recebia o que o curso lhe dava.
Esse design diz-lhe algo. A máquina foi construída para entregar energia armazenada num curso controlado, não para esmagar metal até parecer certo. Quando os aprendizes a tratam como um esmagador, encostam peças que deveriam ser dobradas no ar — e de repente aquela chapa de 1,22×2,44 m tem uma linha brilhante que irá rachar na próxima etapa de conformação.
Uma má configuração. Uma chapa arruinada.
O nome ficou, mas o significado derivou. “Brake” sempre foi sobre dobragem controlada, não esmagamento.
A conclusão: Uma prensa dobradeira foi nomeada pela dobragem controlada, não pelo esmagamento bruto — trate-a em conformidade.
“Pressionar” faz as pessoas pensar que o trabalho é aplicar força até que o metal ceda.

Mas, no air bending — o método mais comum — o punção nunca chega ao fundo da matriz. Empurra a chapa parcialmente para dentro da abertura em V. O ângulo final depende de três coisas: profundidade do punção, largura da abertura da matriz e o retorno elástico do material.
Se aumentar a tonelagem sem alterar a profundidade, não obtém magicamente um ângulo diferente. Está principalmente a sobrecarregar as ferramentas e a estrutura. Já vi pessoas tentarem corrigir erros de ângulo aumentando a tonelagem, e a única coisa que conseguiram foi um cabeçote arqueado e uma fratura no ombro da matriz.
Veja desta forma: não está a pressionar barro num molde. Está a flexionar uma viga (a chapa) sobre dois apoios (os ombros da matriz) com uma carga controlada no centro (o punção). Isso é mecânica básica dos materiais.
A força é a entrada. O ângulo é a saída.
Quando percebe isso, “pressionar” deixa de ser o objetivo. Entregar a força certa, à profundidade certa, com a ferramenta certa — esse é o trabalho.
Então, se não se trata de empurrar mais forte, o que exatamente está a controlar?
Dou-lhe um exemplo simples de oficina. O mesmo aço macio de 0,125 polegadas. O mesmo punção. Mude a matriz inferior de uma abertura em V de 1 polegada para uma abertura em V de 1,5 polegadas. Execute exatamente a mesma profundidade programada.
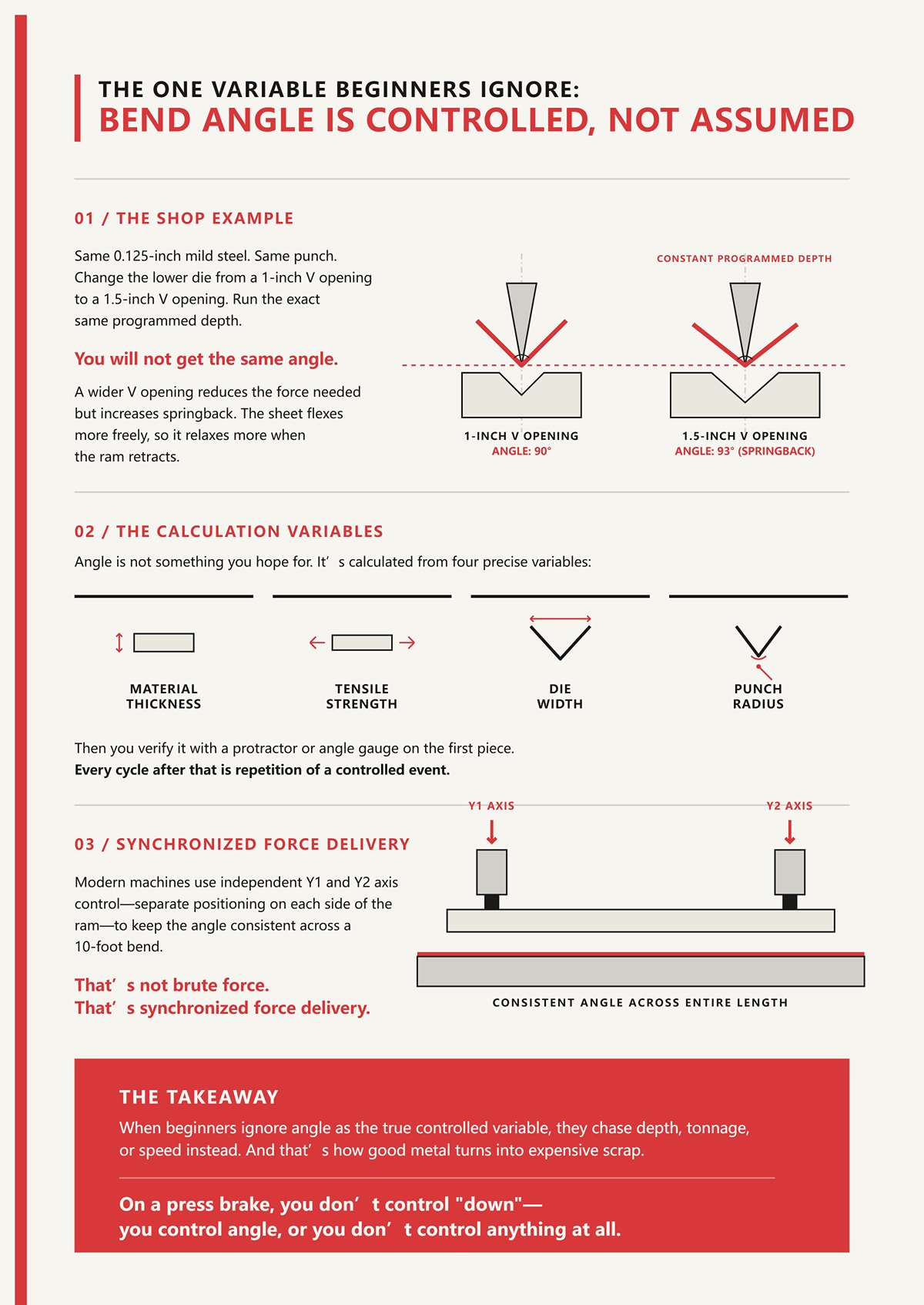
Não vai obter o mesmo ângulo.
Uma abertura em V mais larga reduz a força necessária mas aumenta o retorno elástico. A chapa flexiona mais livremente, por isso relaxa mais quando o cabeçote recua. Se não calculou isso, vai estar a segurar uma peça de 93 graus na mão a perguntar-se o que aconteceu.
O ângulo não é algo que se espera. É algo que se calcula a partir da espessura do material, resistência à tração, largura da matriz e raio do punção. Depois verifica-se com um transferidor ou medidor de ângulo na primeira peça. Cada ciclo depois disso é a repetição de um evento controlado.
As máquinas modernas até usam controlo independente dos eixos Y1 e Y2 — posicionamento separado em cada lado do cabeçote — para manter o ângulo consistente ao longo de uma dobra de 10 pés. Isso não é força bruta. É entrega de força sincronizada.
Quando os principiantes ignoram o ângulo como a verdadeira variável controlada, perseguem profundidade, tonelagem ou velocidade. E é assim que bom metal se transforma em sucata cara.
A conclusão: Num prensa dobradeira, não controla o “para baixo” — controla o ângulo, ou não controla nada.
Tem um desenho que pede uma aba de 90 graus, a 2,000 polegadas da borda à linha de dobra, em aço macio de 0,125 polegadas. Já escolheu o punção e uma matriz em V de 1 polegada. Conhece a espessura do material. Conhece a gama de resistência à tração. Então, como configura a máquina para que a primeira peça não seja um palpite?
Não começa com “quanto para baixo”. Começa com a dedução de dobra e o ângulo alvo. O controlo CNC usa a abertura da matriz e os dados do material para calcular uma profundidade teórica que deve resultar em 90 graus após o retorno elástico. Essa profundidade não é arbitrária — está ligada à geometria. Mude a largura da matriz ou a resistência do material, e a profundidade calculada muda com isso.
Depois o ciclo começa.
Cada dobra é um conjunto de eventos controlados: posicionar, fixar, descer, formar, retorno elástico, libertar. Falhe qualquer camada e a matemática em que confiou no ecrã desmorona-se nas ferramentas.
Vamos seguir uma chapa através disso.
Deslize a chapa sobre a mesa e empurre-a para trás até tocar nos dedos do batente CNC. Esses dedos não são apenas paragens. São dispositivos de posicionamento acionados por servo, normalmente precisos até alguns milésimos de polegada.
Se a sua aba deveria ter 2,000 polegadas e o batente está desviado em 0,020, a linha de dobra desloca-se 0,020. O ângulo pode estar perfeito e a peça ainda falhar na inspeção porque o comprimento da perna está errado. Os principiantes culpam a dobra. Foi o posicionamento.
Veja desta forma: a prensa dobra um ângulo ao longo de uma linha no espaço. O batente decide onde essa linha existe. Se a linha estiver errada, tudo o que vem depois estará perfeitamente errado.
Agora adicione outra camada. As prensas modernas usam dois eixos independentes—Y1 e Y2—controlando os lados esquerdo e direito do carro. Se estiverem ligeiramente fora de sincronização, um lado do punção toca primeiro. Ao longo de uma peça de 10 pés, isso torna-se num ângulo em cunha—89 graus numa extremidade, 91 na outra. O batente assumiu que o carro permaneceria paralelo. Se a máquina não estiver calibrada, o seu posicionamento “preciso” alimenta uma dobra torcida.
Uma deriva de calibração. Um lote de painéis que não assentam planos na montagem.
O batente não dobra metal. Decide onde a física vai acontecer.
A conclusão: Se a linha de dobra não estiver exatamente onde pensa que está, a precisão do ângulo não salvará a peça.
Carrega no botão de início de ciclo. O carro desce rápido no início—velocidade de aproximação. Sem carga ainda. Apenas a fechar distância.
Depois abranda antes do contacto. Essa desaceleração não é para efeito dramático. É para controlo. No momento em que o punção toca na chapa, a força aumenta rapidamente. Velocidade excessiva no contacto e a máquina ultrapassa a profundidade programada antes que o controlo possa reagir.
Numa prensa servo-elétrica, esse movimento é acionado por fusos de esferas. São precisos, eficientes e excelentes para material fino a médio. Mas têm limites de binário. Empurre-os para o território de chapa pesada e atinge o seu teto. Os hidráulicos, por outro lado, podem fornecer alta tonelagem todo o dia, mas está a gerir a compressão do fluido e a resposta das válvulas em vez de uma transmissão mecânica direta.
Diferentes tipos de acionamento, comportamento diferente sob carga.
E a carga altera a própria máquina. Sob alta tonelagem, a mesa e o carro defletem ligeiramente. Sem compensação—uma correção ajustável que pré-curva a mesa—obtém-se o que chamamos de efeito canoa: ângulo mais fechado nas extremidades, aberto no centro. O carro fez exatamente o que lhe foi ordenado em termos de profundidade. A estrutura mexeu-se na mesma.
A velocidade importa porque o sistema de controlo precisa de tempo para medir a resistência e parar na profundidade de conformação correta. Demasiado rápido, e ultrapassa o ponto calculado. Demasiado lento, e desperdiça tempo de ciclo sem ganhar precisão.
O que realmente acontece aqui não é “carro para baixo”. É força controlada a subir até um limite calculado, numa estrutura que flexiona sob carga, compensada em tempo real.
Falhe esse equilíbrio e não está a dobrar—está a testar a resistência da estrutura com material do cliente na matriz.
A conclusão: A velocidade do carro não é sobre pressa ou cautela—é sobre dar tempo à máquina para atingir exatamente a força e profundidade que o cálculo do ângulo exige.
O punção atinge a profundidade programada. No ecrã, diz que atingiu o número que deveria produzir 90 graus.
Você retrai o êmbolo.
A peça abre para 92.
Isso é o retorno elástico — a recuperação elástica do metal após remover a carga. Cada material tem um limite de escoamento (onde se deforma permanentemente) e uma faixa elástica (onde tende a voltar). O dobramento ao ar vive no equilíbrio entre os dois. Empurra-se além do limite de escoamento apenas o suficiente para obter deformação permanente, sabendo que ocorrerá alguma recuperação elástica.
O aço macio pode recuperar de 1 a 2 graus em espessuras comuns. O inox pode recuperar de 2 a 5 graus, dependendo da liga e do têmpero. Mesmo dentro da mesma liga, diferentes lotes de aquecimento comportam-se de forma diferente. Pode-se produzir 20 peças boas, carregar uma nova chapa de um lote diferente e, de repente, estar novamente a tentar acertar o ângulo.
Então, o que fazemos? Dobramos em excesso. Se esperamos 2 graus de retorno elástico, programamos para 88 para chegar a 90 após a libertação. Os controlos modernos podem usar sistemas de medição de ângulo para ajustar automaticamente, mas o princípio não muda: nunca se obtém exatamente o que se formou sob carga.
É aqui que a ideia de entrega de força mostra o seu valor. Não se está a formar para um alvo visual. Está-se a aplicar uma dobra calculada em excesso com base no comportamento conhecido do material, verificando-a na primeira peça e depois mantendo-a.
Ignorar o retorno elástico, e a sua definição de profundidade “perfeita” transforma-se numa pilha de peças todas com 2 graus a mais de abertura. No inox, isso é sucata.
A conclusão: Programe sempre para onde o metal ficará depois de relaxar, não para onde está sob o punção.
O êmbolo retrai. O batente traseiro move-se para a posição seguinte. Roda-se ou vira-se a peça para a próxima dobra.
Um ciclo pode levar 10 segundos numa pequena peça de suporte. Isso parece trivial até estar a produzir 3.000 peças. Retire um segundo de forma segura e poupa quase uma hora de tempo de máquina. Acrescente um segundo de hesitação ou correção, e paga por isso a semana inteira.
Mas aqui está a armadilha: tentar ganhar velocidade antes de acertar a primeira peça.
Se apressar a configuração, saltar a inspeção da primeira peça ou ignorar pequenas variações de ângulo ao longo da mesa, não perde apenas segundos. Perde lotes. O custo de produção não sobe em incrementos regulares — dispara quando descobre 200 peças com um erro de 1 grau que não encaixam no conjunto correspondente.
O tempo de ciclo é cumulativo. O erro também.
Uma operação de quinadeira bem gerida parece quase aborrecida: velocidade de aproximação consistente, velocidade de conformação controlada, ângulo verificado, posicionamento repetível do batente traseiro. A máquina não está a forçar. O operador não está a adivinhar. Os números no ecrã correspondem à geometria na sua mão.
Isso não é força bruta. É repetição calibrada.
E quando vê o ciclo completo — posicionar, descida controlada, força compensada, dobra calculada em excesso, repetir — começa a notar algo: o próprio método de dobragem altera a quantidade de retorno elástico que enfrenta, a quantidade de tonelagem necessária e o quanto o quadro flete.
O que levanta a próxima questão: se o ciclo permanece o mesmo, como é que mudar o método de dobragem altera o resultado?
A conclusão: Na produção, um segundo ganho da forma certa gera lucro; um grau perdido gera sucata.
| Passo | Título | Conteúdo | Conclusão |
|---|---|---|---|
| Passo 1 | Posicionamento: Porque o batente CNC é o herói silencioso da precisão | O batente CNC posiciona a chapa com dedos acionados por servo, precisos até milésimos de polegada. Se o batente estiver desalinhado, a linha de dobra desloca-se — mesmo que o ângulo esteja perfeito — causando falha da peça devido ao comprimento incorreto da aba. A prensa dobradeira forma o ângulo, mas o batente determina onde esse ângulo existe no espaço. Dobradeiras modernas usam eixos independentes Y1 e Y2; se estiverem fora de sincronização, criam ângulos afunilados em peças longas. A calibração da máquina e o alinhamento estrutural afetam diretamente a precisão da dobra. O batente determina onde a física da dobra ocorre. | Se a linha de dobra não estiver exatamente onde pensa que está, a precisão do ângulo não salvará a peça. |
| Passo 2 | Fixação e Descida: O que o carro faz e porque a velocidade importa aqui | O carro desce rapidamente à velocidade de aproximação e depois abranda antes do contacto para controlo. Velocidade excessiva no contacto pode causar ultrapassagem antes que o controlo reaja. Dobradeiras servo-elétricas usam fusos de esferas — precisos mas limitados em torque — enquanto sistemas hidráulicos fornecem alta tonelagem mas gerem a dinâmica dos fluidos. Sob carga, a mesa e o carro flectem; o arqueamento compensa isto para evitar ângulos irregulares (o “efeito canoa”). A velocidade adequada permite ao sistema de controlo medir a resistência e parar na profundidade correta de conformação. O processo é uma força controlada que aumenta até um limite calculado numa estrutura flexível. | A velocidade do carro não é sobre pressa ou cautela—é sobre dar tempo à máquina para atingir exatamente a força e profundidade que o cálculo do ângulo exige. |
| Passo 3 | O Dilema do Retorno Elástico: Porque o metal nunca fica exatamente onde o colocas | Após conformar e libertar, o metal retorna devido à recuperação elástica. Diferentes materiais e lotes variam no comportamento de retorno elástico. Os operadores compensam dobrando em excesso com base na recuperação esperada (por exemplo, programar 88° para obter 90°). Sistemas modernos podem ajustar automaticamente com medição de ângulo, mas o princípio mantém-se: é preciso contabilizar a relaxação pós-carga. Dobrar com sucesso requer um excesso calculado verificado na primeira peça. | Programe sempre para onde o metal ficará depois de relaxar, não para onde está sob o punção. |
| Passo 4 | Libertar e Repetir: Como o tempo de ciclo se acumula no custo de produção | Cada ciclo de dobra inclui retração do carro, reposicionamento do batente e manuseamento da peça. Pequenas poupanças de tempo acumulam-se significativamente em grandes séries de produção. No entanto, priorizar a velocidade antes de validar a primeira peça arrisca erros dispendiosos em todo o lote. A consistência na velocidade, posicionamento e verificação do ângulo garante repetibilidade. A eficiência de produção depende de repetição calibrada, não de força bruta. | Na produção, um segundo ganho da forma certa gera lucro; um grau perdido gera sucata. |
Usas a mesma máquina. O mesmo operador. A mesma chapa. A única coisa que mudas é a configuração da ferramenta e a profundidade a que a aplicas.
Um trabalho requer 40 toneladas e retorna 2 graus. Outro precisa de tripla tonelagem e mal se move após libertação. Um terceiro acerta exatamente nos 90 graus todas as vezes — mas a máquina geme ao fazê-lo.
Nada no ciclo do carro mudou. O que mudou foi a relação entre punção, matriz e material. Essa relação é o método de dobra.
Se não sabes qual método estás realmente a usar, não estás a “conformar”. Estás a apostar com tonelagem, retorno elástico e deflexão da estrutura ao mesmo tempo.
Imagine uma chapa de aço macio de 0,125 polegadas colocada sobre uma matriz em V de 1 polegada. Baixa-se um punção padrão de 88 graus e para-se antes que a ponta do punção toque no fundo da matriz.
A chapa só toca em três pontos: a ponta do punção e os dois ombros da matriz. Está literalmente suspensa no ar entre eles. Isso é dobra no ar.
Agora não mude nada no punção. Troque a matriz por uma em V de 0,75 polegadas. Execute a mesma profundidade programada.
Não vai obter o mesmo ângulo.
Porquê? Porque na dobra no ar, o raio interno da dobra forma-se como função da abertura da matriz—aproximadamente 1/16 da abertura em V para aço macio. V mais estreito, raio mais apertado. Raio mais apertado significa que o material estica mais no exterior e comprime mais no interior. Isso altera o quanto é necessário dobrar em excesso para chegar aos 90 graus após o retorno elástico.
O punção está a empurrar para baixo. Mas a abertura da matriz define a geometria em que o material pode fluir.
Agora pressione mais fundo—até que o material toque totalmente nas faces da matriz. Já não está suspenso entre três pontos. A chapa está a ser pressionada para dentro do ângulo da matriz. Isso é encosto. O ângulo da matriz passa a definir fisicamente o ângulo final da dobra porque o material é forçado a conformar-se a ele sob carga.
Pressione ainda mais—para além do simples contacto—e começa a deformar plasticamente o material através de toda a espessura na linha de dobra. Isso é cunhagem. Não está apenas a dobrar em torno de um raio; está a comprimir o metal na cavidade da matriz e a afiná-lo ligeiramente no ápice.
Veja desta forma: a matriz não é apenas um bloco de suporte. É a condição de contorno. Decide quanta liberdade o metal tem para formar o seu próprio raio versus quanto deve obedecer à geometria da ferramenta.
Se errar nisso, vai passar o turno todo a tentar acertar ângulos, perguntando-se porque é que a mesma profundidade dá três resultados diferentes.
A conclusão: A abertura e o ângulo da matriz definem como o material pode deformar—profundidade por si só não significa nada sem essa geometria.
Na maioria dos trabalhos que passam pela minha oficina—suportes, tampas, armações—fazemos dobra no ar. É rápido. É flexível. Um punção e um punhado de matrizes em V podem lidar com uma ampla gama de espessuras.
Quer 90 graus? Não precisa de uma matriz de 90 graus. Usa, por exemplo, um punção de 88 graus e controla a profundidade. Para mais alto, obtém 100. Vai mais fundo, obtém 85. Um conjunto de ferramentas, ângulos infinitos.
Essa flexibilidade é a razão pela qual a dobra no ar usa a menor tonelagem dos três métodos. Está apenas a formar um raio, não a esmagar o material numa cavidade. Menor tonelagem significa menos deflexão da estrutura, menos desgaste e ciclos mais rápidos.
Mas aqui está o teto.
Porque a peça só toca em três pontos, o ângulo final depende de:
Execute uma peça de 6 pés sem a curvatura adequada e verá: 90 nas extremidades, 92 no centro. O carro atingiu a profundidade programada em toda a parte. A estrutura flexionou mesmo assim.
As prensas CNC modernas com sensores de ângulo podem medir e corrigir automaticamente em tempo real. Isso ajuda. Não altera a física. A curvatura ao ar deixa sempre a equilibrar o retorno elástico com o controlo da profundidade.
Já vi um operador novo assumir que o número no ecrã garante o ângulo. O que ele obteve foi uma peça de 92 graus num desenho que pedia 90.
A conclusão: A curvatura ao ar oferece flexibilidade e baixa tonelagem, mas a precisão do ângulo depende totalmente da consistência do material e da compensação da máquina.
Agora pegue nesse mesmo aço macio de 0,125 polegadas e coloque-o sobre uma matriz de 90 graus. Desta vez, conduz o punção até que o material assente totalmente contra as faces da matriz.
Já não está a adivinhar quanto retorno elástico irá abrir o ângulo. O ângulo da matriz é 90. O material é pressionado firmemente para 90. O retorno elástico ainda existe, mas é dramaticamente reduzido porque mais da secção transversal foi cedida.
A tonelagem aumenta — normalmente várias vezes superior à curvatura ao ar para o mesmo material e espessura. Porquê? Porque está a forçar toda a zona de curvatura a conformar-se com as paredes da matriz, e não apenas a formar um raio suspenso.
Essa tonelagem mais elevada significa mais deflexão da bancada e do carro se a máquina não estiver construída ou curvada para isso. Numa prensa de baixa capacidade, assentar material espesso pode exagerar o efeito de canoa em vez de corrigir a variação de ângulo.
Mas quando se combina a ferramenta precisamente com a espessura do material — e isso é fundamental — o assentamento oferece repetibilidade lote após lote. Menos dependência de ajustes subtis de sobrecurvatura. Menos sensibilidade a pequenas variações de cedência.
A troca? Cada espessura de material precisa do seu próprio par de matrizes. Muda a espessura, muda a ferramenta.
Ignore isso e tente assentar alumínio fino numa matriz destinada a aço mais espesso, e irá marcar a linha de curvatura além da especificação. Esse dano estético por si só pode arruinar uma peça visível.
A conclusão: A curvatura por assentamento sacrifica flexibilidade e exige mais tonelagem em troca de menor retorno elástico e repetibilidade de ângulo mais apertada.
Moeda é onde os aprendizes pensam que estão a ser “extra precisos”.”
Pega-se num punção afiado — frequentemente com um pequeno raio na ponta — e aplica-se força intensa no material até que o metal ceda quase por toda a espessura na linha de curvatura. O raio interior torna-se quase igual ao raio da ponta do punção. O material é literalmente comprimido e afinado no ápice.
Retorno elástico? Mínimo. Por vezes menos de meio grau.
Parece perfeito.
Agora olhe para o gráfico de tonelagem. Moeda pode exigir de cinco a dez vezes a tonelagem da curvatura ao ar para o mesmo material. Essa força não desaparece. Vai para a estrutura, para a ferramenta e para a chapa.
Numa máquina não classificada para isso, arriscas-te a provocar uma deflexão permanente da mesa. Em aço inox endurecido com um punção afiado, arriscas microfissuras ao longo da linha de dobra. Em alumínio de acabamento estético, podes deixar uma marca visível que nenhum processo de acabamento conseguirá esconder.
Em inox, isso é sucata.
O cunhagem oferece absolutamente precisão quando a máquina, a ferramenta e o material estão corretamente combinados. É comum em peças de alto volume onde a tolerância de ângulo é apertada e a variação é inaceitável.
Mas é o método menos tolerante. Erros de profundidade não são corrigidos com um toque no pedal. O desgaste da ferramenta aparece imediatamente no ângulo. E a exigência de tonelagem leva a tua máquina aos seus limites estruturais.
Já não estás apenas a dobrar. Estás a forjar a frio uma linha na chapa.
O que leva à próxima questão difícil: se cada método altera a exigência de tonelagem de forma tão dramática, quão certo estás de que a capacidade nominal da tua máquina realmente cobre a forma como estás a dobrar — e não apenas a espessura indicada no desenho?
Um rapaz entrou na minha oficina orgulhoso como tudo da sua nova prensa dobradeira de 175 toneladas. “Consegue dobrar qualquer coisa que alguma vez precisemos”, disse ele.
O primeiro trabalho que fez foi inox de 3/16, dobra inferior, comprimento total de 10 pés. A máquina não parou. Gemeu. Seis meses depois, a mesa tinha um sorriso permanente. Não visível a olho nu. Visível em cada verificação de ângulo.
Comprou a maior máquina que podia pagar.
Nunca perguntou se era a certa.
A questão que deverias colocar é mais simples e mais difícil: como calcular se a tonelagem nominal da tua dobradeira realmente cobre o método de dobra que estás a usar — ao longo do comprimento total que planeias dobrar — sem empenar a máquina que supostamente te deve gerar lucro?
Vamos analisar da forma como explico aos aprendizes que pensam que a tonelagem é apenas um número para se gabar.
Se fores a um quadro de tonelagem vais ver algo como isto: aço macio de 4 mm sobre uma matriz em V de 32 mm requer cerca de 330 kN por metro. Isso não é força total. É força por metro de comprimento de dobra.
Já consegues ver a armadilha. Um suporte de 2 pés e um painel de 10 pés são cargas completamente diferentes na mesma máquina.
A maioria das oficinas usa uma fórmula para dobra ao ar de aço macio com resistência à tração de cerca de 60.000 psi:
P = 650 × S² × L / V
Onde:
Esse termo S² é a parte que os principiantes esquecem. A espessura é elevada ao quadrado. Duplicar a espessura não duplica a tonelagem — aumenta para quatro vezes.
Vamos pegar um exemplo simples.
Curvar ao ar aço macio de 0,125 polegadas sobre um V de 1 polegada durante 4 pés pode situar-se algures entre 20–25 toneladas. Gerível numa prensa de 60 toneladas.
Agora não mude nada exceto a espessura para 0,250 polegadas.
Mesmo estilo de matriz. Mesmo comprimento.
Não está nas 40–50 toneladas. Está aproximadamente nas 80–100. É a lei do quadrado a atuar.
Agora troque o aço macio por aço inoxidável. A prática padrão é multiplicar por cerca de 1,5 devido à maior resistência à tração. Crómio-molibdénio? Mais perto de 2,0.
Veja desta forma: a espessura é a gasolina, a resistência do material é o oxigénio e o método de curvatura é a faísca. Quando muda os três de uma vez — inox mais espesso, curvatura de fundo em vez de ao ar — não está a ajustar a força, está a multiplicá-la.
E lembre-se do que estabelecemos antes: a curvatura de fundo pode exigir aproximadamente quatro vezes a tonelagem da curvatura ao ar. A cunhagem pode exigir de cinco a dez vezes.
Assim, se o seu cálculo de curvatura ao ar diz 25 toneladas, curvar de fundo a mesma peça pode levá-lo perto de 100. Cunhar pode empurrá-lo para perto de 200.
Essa máquina de “175 toneladas” de repente não está sobredimensionada. Está subdimensionada.
A conclusão: A tonelagem é força por comprimento sob pressupostos específicos — mude a espessura, o material ou o método e a carga multiplica-se rapidamente.
Agora vamos falar de algo que não aparece na placa de identificação: carga concentrada.
Uma prensa com classificação de 100 toneladas normalmente significa 100 toneladas distribuídas uniformemente ao longo de todo o comprimento nominal da cama. Não 100 toneladas focadas nos 12 polegadas centrais.
Vi um homem tentar cunhar um suporte curto e pesado bem ao centro de uma máquina de 100 toneladas. A matemática dizia 85 toneladas no total. Ele achou que estava seguro.
O que ele não percebeu foi a distribuição.
Se essas 85 toneladas são aplicadas ao longo de 12 polegadas numa cama de 10 pés, a secção central está a sofrer uma carga localizada massiva enquanto o resto da estrutura contribui muito pouco para resistir à deflexão. A cama e o carro são vigas. As vigas detestam cargas pontuais.
Os fabricantes frequentemente recomendam reduzir a classificação — às vezes de 20 a 50 por cento — quando se trabalha próximo da capacidade máxima ao longo de todo o comprimento. É necessário ainda mais cautela quando se aplica força elevada sobre um segmento curto.
É assim que se danificam os ombros das ferramentas ou se introduz uma curvatura permanente na mesa. Não num estalo dramático. Em pequenos eventos de cedência que não se nota até que os ângulos se desviem em todas as peças longas que se produzem.
Em inox, isso é sucata.
Não se sente a deflexão da estrutura no pedal. Vê-se em ângulos inconsistentes e peças que só encaixam quando se viram de ponta a ponta.
A conclusão: A tonelagem nominal de uma prensa assume distribuição uniforme — força concentrada numa secção curta pode sobrecarregar uma máquina que “deveria” estar dentro dos limites.
Os calculadores da indústria recomendam frequentemente comprar cerca de 20 por cento mais capacidade do que o requisito calculado. Essa margem compensa o atrito, a resistência à tração real mais elevada do que a especificada e a variação de espessura.
Isso é inteligente.
A sub‑tonelagem crónica é pior do que uma compra ligeiramente excessiva. Uma máquina subdimensionada obriga a encostar quando se queria fazer uma dobra no ar, a usar matrizes mais estreitas do que o ideal, a trabalhar mais próximo do limite elástico da estrutura em cada ciclo. É assim que se queimam vedantes nos sistemas hidráulicos e se passam o dia a corrigir ângulos.
Mas é aqui que os principiantes exageram.
Pensam: “Está bem. Vou comprar uma enorme.”
Máquinas sobredimensionadas não são automaticamente mais seguras. Uma prensa de 300 toneladas a dobrar no ar chapa fina de calibre 16 sobre uma matriz larga pode ser mais difícil de controlar porque a máquina foi concebida para operar eficientemente sob carga mais elevada. Está-se a trabalhar na faixa inferior da sua gama de força. Pequenas alterações de pressão provocam maiores variações de ângulo.
Veja desta forma: uma chave dinamométrica é mais precisa no meio da sua gama, não a 5 por cento da capacidade. As prensas comportam-se da mesma maneira. O controlo vem de ajustar a janela de força ao trabalho.
A sobre‑tonelagem também tenta os operadores a cunhar tudo “porque podemos”. É assim que se encurta a vida das ferramentas e se afina desnecessariamente o material no ápice da dobra.
A sub‑tonelagem prejudica o trabalho. A sobre‑tonelagem excessiva pode intimidá‑lo.
A conclusão: Compre capacidade suficiente com margem, mas dimensione a máquina para que os trabalhos comuns funcionem na sua gama média controlada — não nos extremos.
Uma prensa de 10 pés com capacidade de 150 toneladas não significa que possa aplicar 150 toneladas em qualquer ponto desses 10 pés sem consequências.
Mesas mais longas são mais propensas a deflexão sob carga. É por isso que existem sistemas de compensação — para contrariar a curvatura natural que ocorre quando o martelo pressiona no centro.
Agora combine comprimento com tonelagem por pé.
Se o seu cálculo indicar que precisa de 30 toneladas por pé para um trabalho e estiver a dobrar 8 pés, isso significa 240 toneladas necessárias distribuídas uniformemente ao longo da extensão. Uma prensa de 150 toneladas e 10 pés não é “quase suficiente”. Está dramaticamente aquém.
Vire ao contrário.
Se só dobra peças de 3 pés, uma máquina mais curta e rígida de 80 toneladas pode superar uma prensa mais longa de 150 toneladas na consistência do ângulo, porque a estrutura flete menos sob cargas proporcionalmente semelhantes.
A ficha técnica indica a força máxima e o comprimento máximo. Não indica como a rigidez, a distribuição e a redução de capacidade no mundo real interagem no seu tipo de trabalho habitual.
E esse é o verdadeiro perigo.
Comprar a maior máquina que pode pagar parece seguro. Comprar a combinação certa de tonelagem por pé e comprimento da mesa para o seu método de dobra dominante é mais seguro.
O que levanta a próxima questão: uma vez que sabe quanta força controlada realmente precisa, como é que a forma como essa força é gerada — hidráulica, mecânica, servo-elétrica — altera a precisão com que a pode aplicar?
Tive duas máquinas no chão durante anos: uma hidráulica de 200 toneladas e uma prensa mecânica de volante de 90 toneladas mais antiga. Mesma mesa de 10 pés. Mesmo conjunto de ferramentas. Os mesmos operadores alternando entre elas.
No papel, ambas podiam dobrar aço macio de calibre 10 em comprimentos curtos. Na prática, uma permitia aproximar-se do ângulo em passos de meio grau; a outra batia no fundo como um martelo deixado cair. Uma permitia corrigir a meio do curso; a outra comprometia-se no instante em que a embraiagem era acionada.
Essa diferença não tem a ver com a tonelagem bruta. Tem a ver com a forma como a máquina gera e dosa a força ao longo do curso — como acelera, como desacelera e se consegue ajustar uma vez que o punção está em contacto com o material.
Porque aqui está a parte que a maioria das fichas de venda omite: mesmo máquinas topo de gama, seja qual for o tipo de acionamento, normalmente mantêm cerca de ±0,5° de ângulo de dobra na produção real sem extras. E variações na espessura do material de apenas alguns milésimos ao longo das chapas podem alterar o ângulo em 2–3°, independentemente da marca na lateral.
Portanto, o tipo de acionamento não cria precisão de forma mágica. Determina quão controlável e repetível é a sua força calculada quando a realidade — retorno elástico, variação de espessura, fricção — começa a contrariar.
Esse é um problema completamente diferente.
A conclusão: O tipo de acionamento não altera a matemática da tonelagem — altera quão precisamente e com segurança pode aplicar essa tonelagem em condições reais.
Imagine um volante a girar a velocidade constante. Carrega no pedal, uma embraiagem engata, e a energia rotacional armazenada converte-se em força linear à medida que a manivela conduz o carro para baixo através de um curso fixo.
Essa é uma prensa mecânica.
A curva de tonelagem numa máquina mecânica atinge o pico perto do fundo do curso. Acima desse ponto, a força disponível cai rapidamente. Portanto, se o seu cálculo de dobra indica que precisa da capacidade total, é obrigado a trabalhar perto do ponto morto inferior, quer isso seja ideal para o método ou não.
Não “doseia” uma prensa mecânica até ao ângulo. Cronometra-a.
Se a sua seleção de matriz ou estimativa de retorno elástico estiver errada, não pode abrandar a meio do curso e corrigir. A máquina está comprometida assim que é acionada. Isso torna possível a produção em alta velocidade de peças repetidas — tempos de ciclo rápidos, mecânica simples — mas penaliza erros de configuração.
Vi um operador novo tentar fazer uma dobra de fundo em aço inoxidável de 3/16 numa máquina mecânica que já estava perto da sua capacidade nominal. A sua estimativa de sobre-dobra ficou dois graus aquém. O que obteve foi uma peça de 92 graus num desenho que pedia 90. Em inox, isso é sucata.
Veja desta forma: um travão mecânico é como uma prensa adaptada para dobrar — excelente quando o processo está afinado, implacável quando não está.
Acrescente a isso a realidade da segurança. Máquinas de curso completo não pausam naturalmente no ar; existem adaptações, mas as raízes do design vêm de uma época em que as normas de proteção eram diferentes. É uma das razões pelas quais hoje se vendem menos novas.
Elas resolvem o problema da velocidade e simplicidade. Lutam com o problema para o qual temos vindo a trabalhar: entrega de força controlada e ajustável em trabalhos variáveis.
Então, se a velocidade é a sua força, o que faz com que as hidráulicas dominem a maioria das oficinas de fabrico?
Fique ao lado de um travão hidráulico moderno durante uma dobra pesada. Ouve-se as bombas carregarem à medida que a pressão aumenta. O êmbolo desce sob fluxo controlado de cilindros hidráulicos — força gerada pela pressão do fluido atuando sobre a área do pistão.
Pressão vezes área é igual a força. Física simples.
Mas aqui está a parte crítica: a pressão pode ser modulada continuamente ao longo do curso. Pode-se abrandar a aproximação, entrar em contacto lentamente, aumentar a pressão progressivamente e até manter no fundo para deixar o material relaxar antes de regressar.
Esse controlo é importante quando se está a fazer dobra ao ar num trabalho, a encostar no seguinte e a flertar com cunhagem depois do almoço.
As hidráulicas também escalam. Precisa de 300 toneladas em 3,6 metros? 600 em 6 metros? A potência hidráulica trata disso sem uma roda de inércia do tamanho de um pneu de camião. É por isso que o trabalho com chapa pesada vive nas hidráulicas.
Agora vamos testar a afirmação “as hidráulicas são mais precisas”.
Máquinas modernas de todos os tipos de acionamento podem alcançar repetibilidade de posicionamento extremamente apertada — na ordem de milésimos de milímetro — devido a estruturas rígidas e controlo sincronizado do êmbolo. Mas repetibilidade de posicionamento não é o mesmo que precisão do ângulo de dobra na produção.
O ângulo depende da espessura do material, direção do grão, largura da matriz e recuperação elástica. Um travão hidráulico destaca-se porque pode integrar controlo baseado na pressão e sistemas de medição de ângulo em tempo real. Pode ajustar a profundidade do êmbolo dinamicamente de peça para peça quando a espessura varia.
Isso não elimina a variação. Dá-lhe uma ferramenta para a gerir.
A troca? Energia. Sistemas hidráulicos tradicionais muitas vezes mantêm as bombas a funcionar continuamente, gerando calor e consumindo energia mesmo quando inativos. A manutenção implica vedantes, válvulas e saúde do fluido. Ignorar isso, e estará a perseguir ângulos instáveis à medida que a temperatura do óleo altera a viscosidade.
Queime os vedantes tempo suficiente e estará a reconstruir cilindros em vez de expedir peças.
As hidráulicas dominam porque resolvem a mais ampla gama de problemas de entrega de força — alta tonelagem, trabalhos variáveis, controlo ajustável — sem o limitar a uma janela operacional estreita.
Mas e se o seu trabalho nunca sair da chapa fina, e meio grau parecer descuidado?
Agora imagine substituir cilindros hidráulicos por fusos de esferas acionados por motores servo. Sem óleo. Sem ruído de bomba. Apenas motores elétricos a converter movimento rotativo diretamente em movimento linear do êmbolo.
Um travão servo-elétrico de qualidade pode posicionar o êmbolo com uma precisão de alguns centésimos de milímetro. O binário do motor é controlado digitalmente, pelo que a aceleração e a desaceleração são precisas. Quando o êmbolo para, mantém a posição sem compressibilidade de fluido no sistema.
Em material fino — digamos chapa de 1 a 4 mm — isto é um sonho. Cursos curtos. Menor tonelagem. Alta repetibilidade. Consumo de energia apenas quando em movimento.
Veja desta forma: um travão servo-elétrico comporta-se mais como uma chave dinamométrica calibrada do que como um macaco hidráulico. Está a comandar a força através do binário do motor e da geometria do fuso, não através de fluido pressurizado.
Mas existem limites de binário.
A maioria das máquinas servo-elétricas atinge valores muito abaixo das tonelagens extremas comuns em trabalhos estruturais pesados. Se as levar repetidamente perto da capacidade máxima, estará a sobrecarregar componentes mecânicos — fusos, rolamentos, sistemas de acionamento — que não suportam sobrecarga da mesma forma que grandes cilindros hidráulicos conseguem.
E aqui está o ponto que os principiantes ignoram: se a espessura do material variar o suficiente para alterar o ângulo em 2°, a precisão de microposicionamento não corrige a peça. Sem medição e compensação de ângulo em linha, continua a adivinhar o retorno elástico.
Hardware de precisão não anula a física do material.
Assim, o servo-elétrico resolve o problema de dobragem de alta velocidade e alta precisão em espessuras mais finas com menor consumo de energia. Não é uma atualização universal para todas as oficinas.
O que nos leva às máquinas que tentam encontrar um meio-termo.
Os híbridos normalmente combinam uma bomba acionada por servo com cilindros hidráulicos. Em vez de manter um motor a velocidade constante a bombear óleo o dia todo, o motor servo faz girar a bomba apenas quando é necessária pressão.
Em trabalhos leves, o consumo de energia diminui porque o motor não está em carga enquanto parado. Em dobras mais pesadas, continua a obter a densidade de força e a robustez dos hidráulicos.
Parece perfeito.
Mas as poupanças de energia dependem do ciclo de trabalho. Se a sua oficina realizar constantemente dobras pesadas perto da capacidade, a bomba acionada por servo estará a trabalhar a maior parte do tempo. As poupanças diminuem. Se fizer trabalhos mais leves e intermitentes, a diferença é real.
Do ponto de vista da entrega de força, os híbridos comportam-se como hidráulicos refinados. Continua a ter controlo baseado na pressão e capacidade de alta tonelagem, com eficiência melhorada e, muitas vezes, movimento do êmbolo mais suave.
Não superam magicamente os hidráulicos puros em precisão; melhoram a forma como essa força é gerada e gerida.
Portanto, não, encontrar o meio-termo não poupa automaticamente dinheiro. Depende de como o seu perfil de tonelagem calculado se distribui ao longo de um turno completo.
E é aí que temos de inverter a perspetiva.
Porque, uma vez que compreenda como cada tipo de acionamento fornece força — rápido e decidido, fluido e ajustável, medido digitalmente — deixa de perguntar qual máquina é “melhor” e começa a perguntar qual corresponde à janela de força em que as suas peças realmente se enquadram.
A conclusão: Escolha o sistema de acionamento que corresponda ao seu intervalo típico de tonelagem e necessidades de controlo — o método de entrega de força deve adequar-se ao trabalho, não ao seu orgulho.
Está agora a fazer a pergunta certa: dado o meu material, a minha gama de espessuras, a minha mistura de peças únicas e produção, que sistema de acionamento realmente se adequa?
Bom. Porque se começar com marcas ou brochuras, acabará por comprar uma personalidade em vez de uma máquina.
Uma quinadora não é um “dobrador de metal”. É um sistema calibrado de entrega de força, como uma chave de torque com uma mesa e um batente traseiro anexados. A chapa nas suas mãos — a sua espessura, resistência à tração, direção do grão, requisito de raio interno — isso é o bilhete de trabalho. A máquina é apenas a forma de aplicar força controlada para satisfazer essa geometria.
Veja desta forma: se não ajustaria uma chave de torque adivinhando quão forte o parafuso “parece”, porque escolheria uma quinadora porque “parece suficientemente pesada”?
A mudança não óbvia é esta: não escolhe primeiro a máquina e depois vê que trabalho se adapta a ela. Define a janela de força em que as suas peças vivem e depois escolhe o sistema de acionamento que se comporta melhor dentro dessa janela.
Se falhar essa ordem, fará o que já vi centenas de vezes — comprar 175 toneladas de orgulho para uma oficina que principalmente dobra suportes de chapa de 16 gauge.
A conclusão: A peça define a janela de força; a máquina deve viver confortavelmente dentro dela.
Pegue num exemplo real. Digamos que o seu trabalho principal são suportes de aço macio de 10 gauge, 48 polegadas de comprimento, dobrados ao ar a 90 graus com um raio interno de 0,125 polegadas.
Antes de sequer pensar em “hidráulica” ou “servo-elétrica”, calcula a tonelagem por pé, multiplica pelo comprimento e verifica a abertura de matriz em V necessária para atingir esse raio. A espessura determina a tonelagem ao quadrado. Duplicar a espessura não duplica a força — quadruplica-a. Isso não é trivial. É a diferença entre trabalhar sem esforço e trabalhar com dificuldade.
Agora adicione a mistura de produção. Se 80% do seu trabalho é chapa fina — 1 a 3 mm — com tolerância de ângulo apertada e cursos curtos, uma máquina servo-elétrica vive na sua zona de conforto: ciclos rápidos, baixo consumo de energia, elevado controlo posicional. Mas se 30% do seu mês inclui chapa de 3/8 ou longas dobras de 12 pés perto da capacidade, essa mesma máquina está a operar no seu limite, não no seu ponto ideal.
Os limites são onde os componentes se desgastam e as peças perdem precisão.
E é aqui que os principiantes se queimam: olham para a tonelagem máxima no manual e assumem que estão seguros. Mas a tonelagem é distribuída ao longo do comprimento. Uma máquina de 100 toneladas não é uma máquina de 100 toneladas se a sua dobra requer 85 toneladas ao longo de 12 pés e a estrutura flete sem compensação adequada. É assim que se obtém uma peça apertada nas extremidades e aberta no meio.
Em inox, isso é sucata.
Portanto, mapeie três coisas antes de ligar a um vendedor: o material mais espesso comum, a dobra mais longa comum e a tolerância de ângulo mais apertada. Esse triângulo define o seu verdadeiro intervalo de operação.
Tudo o resto é ruído.
A conclusão: Calcule primeiro a sua tonelagem real, comprimento e intervalo de tolerância — depois veja quais máquinas operam aí sem esforço.
Agora vamos testar a ideia de que uma quinadora é sempre a resposta.
Se está a conformar tubo ou cano, não está a dobrar chapa sobre uma matriz em V — está a controlar ovalização, afinamento da parede e raio da linha central em torno de uma forma. Isso é território de dobragem por tração rotativa. Mecânica diferente. Caminho de força diferente.
Tentar improvisar numa prensa dobradeira com ferramentas improvisadas e vais esmagar o perfil ou distorcer a secção. Já vi um aprendiz inexperiente achatar um tubo quadrado porque pensou que “pressão é pressão”.”
Essa peça nunca passou na inspeção.
O mesmo acontece com painéis grandes e superfícies cosméticas. Se o teu trabalho é principalmente painéis finos de alumínio com abas largas e superfícies cosméticas, uma máquina de dobrar pode dar-te melhor controlo com menos marcas porque prende e dobra em vez de forçar o material para dentro de uma matriz.
Olha desta forma: uma prensa dobradeira concentra a força ao longo de uma linha de contacto estreita. Uma dobradora distribui-a ao longo de uma borda presa. Se o acabamento superficial e a marcação mínima são o que impulsiona o teu negócio, a geometria de entrega de força importa mais do que a tonelagem bruta.
A parte não óbvia? Por vezes, a compra mais inteligente de uma prensa dobradeira é não comprar nenhuma.
A conclusão: Se o caminho da força de uma prensa dobradeira entra em conflito com a tua geometria, estás a usar a máquina errada — nenhum sistema de acionamento resolve isso.
Agora já vês o padrão. O material define a tonelagem. O comprimento define a distribuição. A geometria define a ferramenta. A mistura de produção define o ciclo de trabalho. Só depois disso é que falas de sistemas de acionamento.
Aqui está a estrutura que ensino aos aprendizes que pensam que “maior é mais seguro”:
Se o teu topo 10% empurra 80–90% da capacidade de um servo-elétrico, isso não é margem — é stress. Se o teu 70% diário nunca sai da chapa fina, uma grande hidráulica a trabalhar quase em vazio o dia todo é músculo desperdiçado e energia desperdiçada.
Máquinas mecânicas? Se a tua mistura é repetitiva e idêntica — mesmo material, mesmo curso, milhares de peças — podem ser brutalmente eficientes. Mas não param a meio do ciclo. Em trabalho variável de oficina, é assim que ultrapassas e passas a tarde a corrigir ângulos. O que ele conseguiu foi uma peça de 92 graus num desenho que pedia 90.
A confiança não vem de um logótipo na lateral. Vem de saber que as tuas peças vivem entre, digamos, 15 e 60 toneladas na maior parte do tempo, com picos ocasionais até 120 — e escolher uma máquina cujo comportamento de entrega de força seja estável, controlável e não esteja no limite nesse intervalo.
Então, quando perguntas qual sistema de acionamento se adapta à tua oficina, a resposta não é hidráulico, servo-elétrico, híbrido ou mecânico.
A resposta é: aquele cujo intervalo de força controlável sobrepõe-se ao teu intervalo de trabalho real com margem de sobra.
E quando o vês dessa forma, deixas de procurar máquinas.
Começas a combinar sistemas de força com geometria.


















