

Le printemps dernier, un gamin a introduit une barre de 3 mètres en acier inoxydable de calibre 14 directement dans la matrice comme s’il écrasait des raisins. Le coulisseau vers le bas. Arrêt brutal. Il pensait que plus de pression signifiait un pli plus serré.
Ce qu’il a obtenu, c’est une pièce à 92 degrés sur un plan qui demandait 90. Sur de l’inox, c’est de la ferraille.
Il pensait que le travail de la machine était de pousser. Ce n’est pas le cas.
Tenez-vous devant une presse plieuse pendant son cycle. L’outil supérieur (le poinçon) descend dans une matrice inférieure en forme de V. La tôle ne se plie pas parce qu’elle est “ pressée ”. Elle se plie parce que la force est appliquée à une profondeur spécifique, contre une ouverture spécifique, avec un certain ressort de rappel (la tendance du métal à se détendre après que vous relâchiez la pression).
Changez la force, l’outillage, ou la profondeur d’un cheveu, et l’angle change.
Voyez-le ainsi : une clé dynamométrique ne “ serre pas les boulons ” ; elle délivre une quantité calibrée de couple. Une presse plieuse ne “ plie pas le métal ” ; elle délivre une force calibrée pour que le métal atteigne un angle cible.
Si vous manquez cela, vous n’opérez pas une machine—vous jouez aux dés avec l’acier.
Le changement de perception que je veux que vous fassiez est simple : arrêtez de penser au mouvement (coulisseau qui descend) et commencez à penser au résultat (angle obtenu).
Le mot “ frein ” ne vient pas des freins de voiture. Il vient d’un ancien terme pour le pliage de tôle—“ braker ” signifiait plier le long d’une ligne droite.
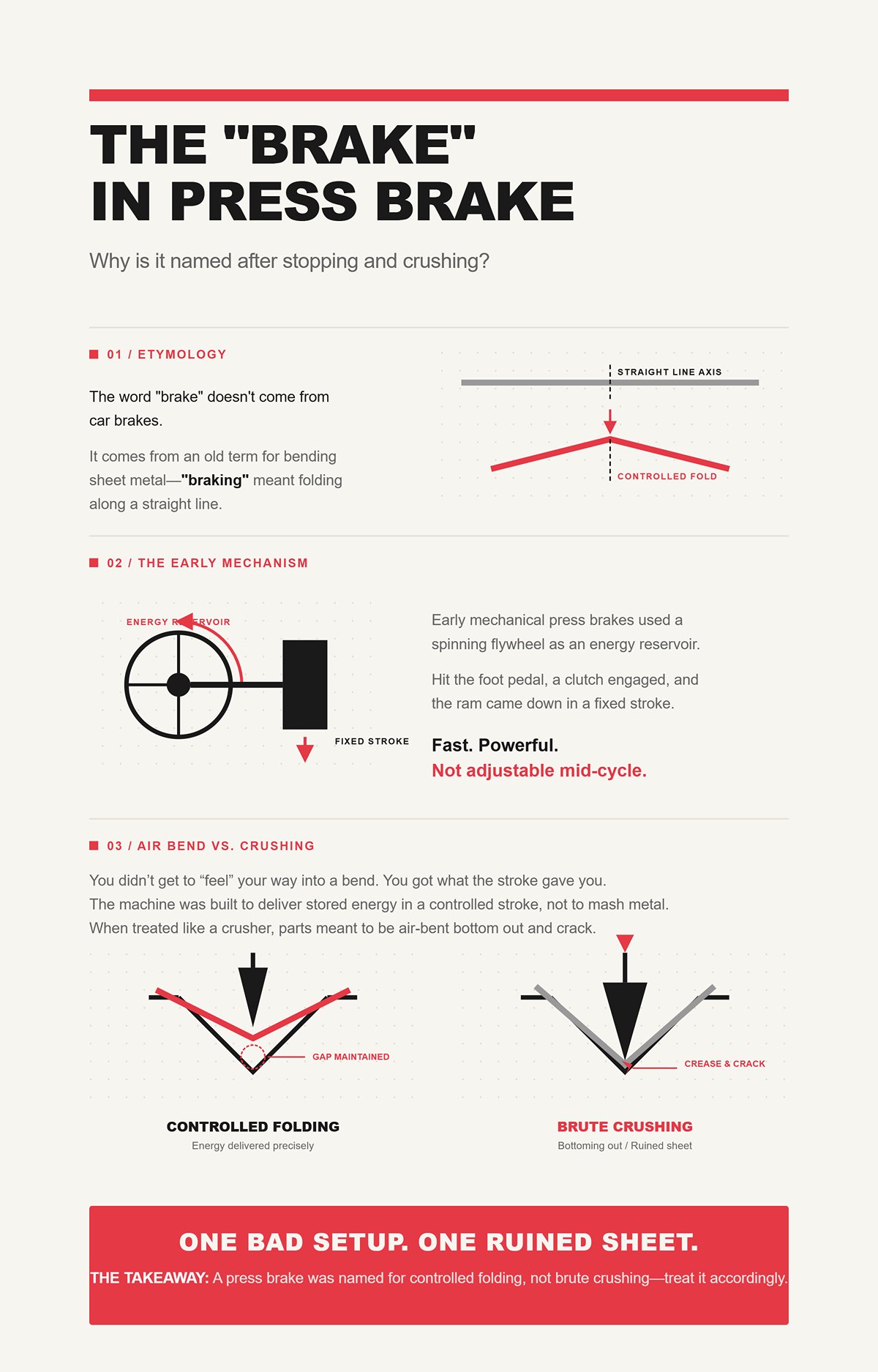
Les premières presses plieuses mécaniques utilisaient un volant tournant comme réservoir d’énergie. En appuyant sur la pédale, un embrayage s’enclenchait et le coulisseau descendait en une course fixe. Rapide. Puissant. Non ajustable en cours de cycle.
Vous ne pouviez pas “ sentir ” votre pli au fur et à mesure. Vous obteniez ce que la course vous donnait.
Cette conception vous dit quelque chose : la machine était conçue pour délivrer l’énergie stockée en une course contrôlée, pas pour écraser le métal jusqu’à ce qu’il ait l’air correct. Lorsque les apprentis la traitent comme un broyeur, ils fondent les pièces qui devaient être pliées à l’air—et soudain, cette plaque de 1,2 × 2,4 m a une ligne brillante qui se fissurera à la prochaine étape de formage.
Un mauvais réglage. Une feuille ruinée.
Le nom est resté, mais le sens a dérivé. “ Frein ” a toujours concerné le pliage contrôlé, pas l’écrasement.
La conclusion : Une presse plieuse a été nommée pour le pliage contrôlé, pas l’écrasement brutal—traitez-la en conséquence.
“ Presser ” fait penser que le travail consiste à appliquer de la force jusqu’à ce que le métal cède.

Mais en pliage à l’air libre — la méthode la plus courante — le poinçon n’atteint jamais le fond de la matrice. Il pousse la tôle partiellement dans l’ouverture en V. L’angle final dépend de trois choses : la profondeur du poinçon, la largeur d’ouverture de la matrice et le retour élastique du matériau.
Si vous augmentez la force sans changer la profondeur, vous n’obtenez pas magiquement un angle différent. Vous sollicitez surtout l’outillage et le bâti. J’ai vu des gars essayer de corriger des erreurs d’angle en augmentant la force, et la seule chose qu’ils ont obtenue, c’est un coulisseau bombé et une épaule de matrice fissurée.
Voyez les choses ainsi : vous ne pressez pas de l’argile dans un moule. Vous fléchissez une poutre (la tôle) sur deux appuis (les épaules de la matrice) avec une charge contrôlée au centre (le poinçon). C’est la mécanique élémentaire des matériaux.
La force est l’entrée. L’angle est la sortie.
Quand vous comprenez cela, “ presser ” cesse d’être l’objectif. Fournir la bonne force, à la bonne profondeur, avec le bon outillage — voilà le travail.
Alors si ce n’est pas une question de pousser plus fort, qu’est-ce que vous contrôlez exactement ?
Je vais vous donner un exemple simple d’atelier. Même acier doux de 0,125 pouce. Même poinçon. Changez la matrice inférieure d’une ouverture en V de 1 pouce à une ouverture en V de 1,5 pouce. Utilisez exactement la même profondeur programmée.
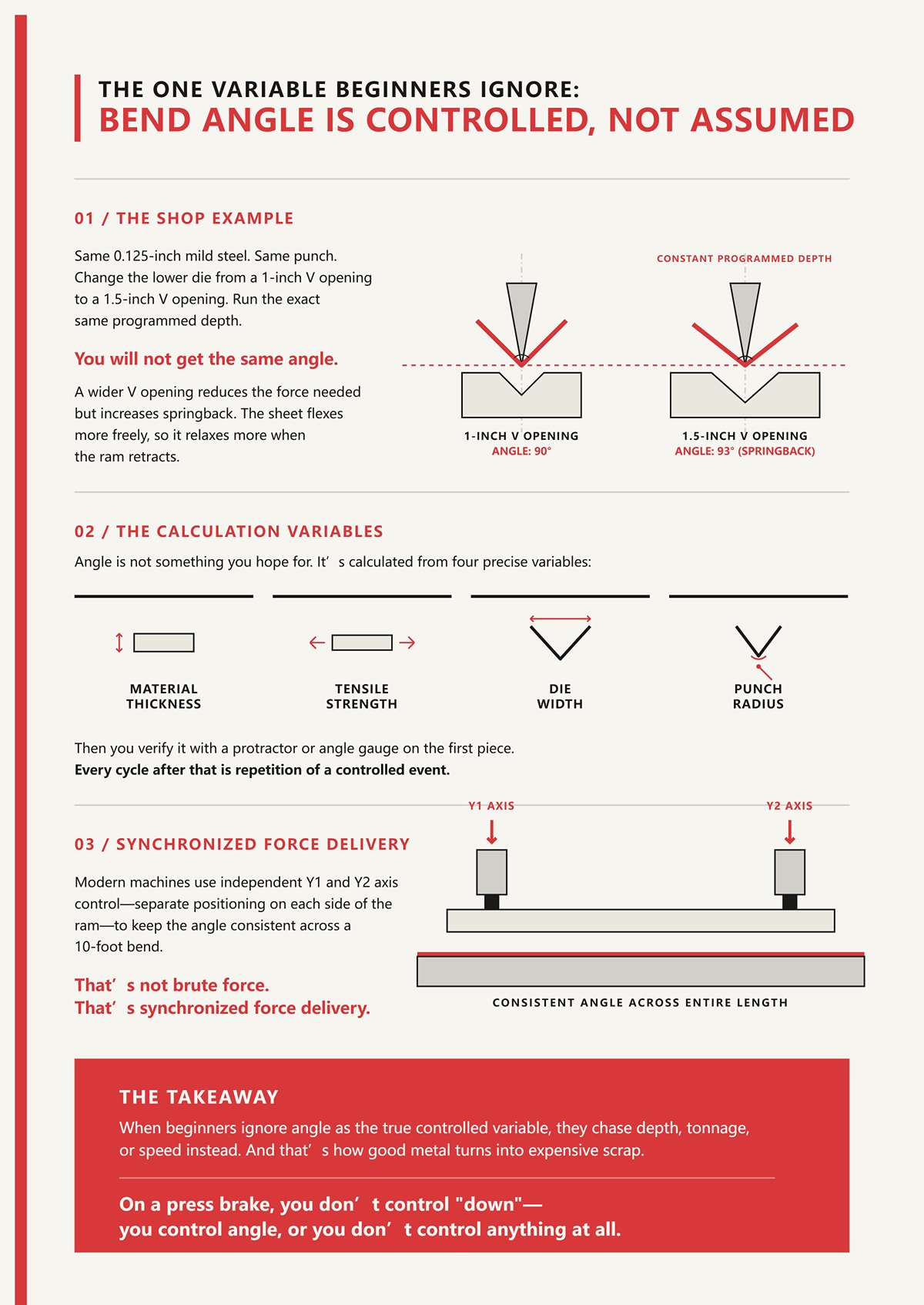
Vous n’obtiendrez pas le même angle.
Une ouverture en V plus large réduit la force nécessaire mais augmente le retour élastique. La tôle se fléchit plus librement, donc elle se détend davantage lorsque le coulisseau se rétracte. Si vous n’avez pas calculé cela, vous tenez une pièce à 93 degrés dans votre main en vous demandant ce qui s’est passé.
L’angle n’est pas quelque chose que l’on espère. C’est quelque chose que l’on calcule à partir de l’épaisseur du matériau, de la résistance à la traction, de la largeur de la matrice et du rayon du poinçon. Ensuite, on le vérifie avec un rapporteur ou un jauge d’angle sur la première pièce. Chaque cycle après cela est la répétition d’un événement contrôlé.
Les machines modernes utilisent même un contrôle indépendant des axes Y1 et Y2 — positionnement séparé de chaque côté du coulisseau — pour maintenir l’angle constant sur un pli de 10 pieds. Ce n’est pas de la force brute. C’est une livraison synchronisée de la force.
Quand les débutants ignorent l’angle comme véritable variable contrôlée, ils poursuivent la profondeur, la force ou la vitesse à la place. Et c’est ainsi que du bon métal devient de la ferraille coûteuse.
La conclusion : Sur une presse plieuse, vous ne contrôlez pas le “ bas ” — vous contrôlez l’angle, ou vous ne contrôlez rien du tout.
Vous avez un plan demandant un rebord à 90 degrés, à 2,000 pouces du bord à la ligne de pliage, sur de l’acier doux de 0,125 pouce. Vous avez déjà choisi votre poinçon et une matrice en V de 1 pouce. Vous connaissez l’épaisseur du matériau. Vous connaissez la plage de résistance à la traction. Alors comment régler la machine pour que la première pièce ne soit pas un coup de hasard ?
Vous ne commencez pas par “ jusqu’où descendre ”. Vous commencez par la déduction de pliage et l’angle cible. Le contrôle CNC utilise l’ouverture de la matrice et les données du matériau pour calculer une profondeur théorique qui devrait donner 90 degrés après le retour élastique. Cette profondeur n’est pas arbitraire — elle est liée à la géométrie. Changez la largeur de la matrice ou la résistance du matériau, et la profondeur calculée change en conséquence.
Puis le cycle commence.
Chaque pliage est un empilement d’événements contrôlés : positionner, serrer, descendre, former, retour élastique, relâcher. Manquez une étape et les calculs auxquels vous faisiez confiance à l’écran s’effondrent à l’outillage.
Suivons une tôle à travers ce processus.
Faites glisser cette feuille sur la table et poussez-la vers l’arrière jusqu’à ce qu’elle touche les doigts de la butée arrière CNC. Ces doigts ne sont pas seulement des butées. Ce sont des dispositifs de positionnement à servo, généralement précis à quelques millièmes de pouce.
Si votre bride doit mesurer 2,000 pouces et que votre butée arrière est décalée de 0,020, votre ligne de pliage se déplace de 0,020. L’angle pourrait être parfait et la pièce échouer quand même à l’inspection parce que la longueur du pied est incorrecte. Les débutants blâment le pliage. C’était le positionnement.
Voyez les choses ainsi : la presse plieuse forme un angle le long d’une ligne dans l’espace. La butée arrière décide où cette ligne se trouve. Si la ligne est incorrecte, tout ce qui suit est parfaitement faux.
Ajoutez maintenant une autre couche. Les presses modernes utilisent deux axes indépendants — Y1 et Y2 — contrôlant les côtés gauche et droit du coulisseau. S’ils sont même légèrement désynchronisés, un côté du poinçon frappe en premier. Sur une pièce de 10 pieds, cela devient un angle en biais — 89 degrés d’un côté, 91 de l’autre. La butée arrière supposait que le coulisseau resterait parallèle. Si la machine n’est pas calibrée, votre position “précise” alimente un pliage tordu.
Un décalage de calibration. Un lot de panneaux qui ne s’assemblent pas à plat.
La butée arrière ne plie pas le métal. Elle décide où la physique va se produire.
La conclusion : Si la ligne de pliage n’est pas exactement là où vous pensez qu’elle est, la précision de l’angle ne sauvera pas la pièce.
Vous appuyez sur le démarrage du cycle. Le coulisseau descend rapidement au début — vitesse d’approche. Pas encore de charge. Juste réduire la distance.
Puis il ralentit avant le contact. Ce ralentissement n’est pas pour le spectacle. C’est pour le contrôle. Au moment où le poinçon touche la feuille, la force augmente rapidement. Trop de vitesse au contact et la machine dépasse la profondeur programmée avant que le contrôle puisse réagir.
Sur une presse plieuse servo-électrique, ce mouvement est entraîné par des vis à billes. Elles sont précises, efficaces et excellentes pour les matériaux fins à moyens. Mais elles ont des limites de couple. Poussez-les dans le domaine des plaques lourdes et vous atteignez leur plafond. Les systèmes hydrauliques, en revanche, peuvent fournir un tonnage élevé toute la journée, mais vous gérez la compression du fluide et la réponse des valves plutôt qu’un entraînement mécanique direct.
Différents types d’entraînement, comportement différent sous charge.
Et la charge change la machine elle-même. Sous un tonnage élevé, la table et le coulisseau fléchissent légèrement. Sans compensation de cambrage — un ajustement qui pré-courbe la table — vous obtenez ce que nous appelons l’effet canoë : angle plus serré aux extrémités, ouvert au centre. Le coulisseau a fait exactement ce qu’on lui a demandé en termes de profondeur. Le bâti a bougé quand même.
La vitesse compte parce que le système de contrôle a besoin de temps pour mesurer la résistance et s’arrêter à la profondeur de formage correcte. Trop rapide, et vous dépassez le point calculé. Trop lent, et vous perdez du temps de cycle sans gagner en précision.
Ce qui se passe réellement ici n’est pas “coulisseau en bas”. C’est une force contrôlée qui monte jusqu’à un seuil calculé, sur une structure qui fléchit sous la charge, compensée en temps réel.
Manquez cet équilibre et vous ne pliez pas — vous testez la résistance du bâti avec le matériau du client dans la matrice.
La conclusion : La vitesse du coulisseau n’est pas une question de précipitation ou de prudence — c’est une question de donner à la machine le temps d’atteindre exactement la force et la profondeur que votre calcul d’angle exige.
Le poinçon atteint la profondeur programmée. Sur l’écran, il indique que vous avez atteint le chiffre censé produire 90 degrés.
Vous rétractez le vérin.
La pièce s’ouvre à 92.
C’est le retour élastique — la récupération élastique du métal après que vous avez retiré la charge. Chaque matériau a une limite d’élasticité (où il se déforme de façon permanente) et une plage élastique (où il tend à revenir). Le pliage à l’air se situe dans l’équilibre entre les deux. Vous poussez au-delà de la limite d’élasticité juste assez pour obtenir une déformation permanente, sachant qu’un certain retour élastique se produira.
L’acier doux peut revenir de 1 à 2 degrés dans les épaisseurs courantes. L’inox peut revenir de 2 à 5 degrés selon la nuance et le revenu. Même au sein de la même nuance, différents lots de chauffage se comportent différemment. Vous pouvez réaliser 20 bonnes pièces, charger une nouvelle feuille provenant d’un autre lot, et soudain, vous recommencez à courir après l’angle.
Alors, que faisons-nous ? Nous surplions. Si nous prévoyons 2 degrés de retour élastique, nous programmons pour 88 afin d’obtenir 90 après relâchement. Les commandes modernes peuvent utiliser des systèmes de mesure d’angle pour ajuster automatiquement, mais le principe reste inchangé : vous n’obtenez jamais exactement ce que vous avez formé sous charge.
C’est là que l’idée de la délivrance de force prend tout son sens. Vous ne formez pas en visant un objectif visuel. Vous réalisez un surpli calculé basé sur un comportement connu du matériau, vous le vérifiez sur la première pièce, puis vous le verrouillez.
Ignorez le retour élastique, et votre réglage de profondeur “parfait” se transforme en une pile de pièces toutes ouvertes de 2 degrés. Sur de l’inox, c’est de la ferraille.
La conclusion : Programmez toujours en fonction de l’endroit où le métal se retrouvera après avoir relâché, pas de l’endroit où il se trouve sous le poinçon.
Le vérin se rétracte. La butée arrière se déplace à la position suivante. Vous faites pivoter ou retournez la pièce pour le pli suivant.
Un cycle peut prendre 10 secondes sur un petit support. Cela semble insignifiant jusqu’à ce que vous produisiez 3 000 pièces. Gagner une seconde en toute sécurité vous fait économiser presque une heure de temps machine. Ajouter une seconde d’hésitation ou de correction, et vous le payez toute la semaine.
Mais voici le piège : courir après la vitesse avant que la première pièce ne soit correcte.
Si vous précipitez la configuration, ignorez l’inspection de la première pièce ou négligez un léger décalage d’angle sur toute la longueur, vous ne perdez pas seulement des secondes. Vous perdez des lots. Le coût de production ne grimpe pas par incréments réguliers — il explose lorsque vous découvrez 200 pièces avec une erreur d’un degré qui ne s’adaptent pas à l’assemblage correspondant.
Le temps de cycle est cumulatif. L’erreur aussi.
Une opération de presse plieuse bien menée semble presque ennuyeuse : vitesse d’approche constante, vitesse de formage contrôlée, angle vérifié, positionnement répétable de la butée arrière. La machine ne force pas. L’opérateur ne devine pas. Les chiffres à l’écran correspondent à la géométrie dans votre main.
Ce n’est pas de la force brute. C’est de la répétition calibrée.
Et une fois que vous voyez le cycle complet — position, descente contrôlée, force compensée, surpli calculé, répétition — vous commencez à remarquer quelque chose : la méthode de pliage elle-même change la quantité de retour élastique que vous combattez, la force nécessaire, et la déformation du châssis.
Ce qui soulève la question suivante : si le cycle reste le même, comment le changement de méthode de pliage modifie-t-il le résultat ?
La conclusion : En production, une seconde gagnée de la bonne façon génère du profit ; un degré manqué génère de la ferraille.
| Étape | Titre | Contenu | À retenir |
|---|---|---|---|
| Étape 1 | Positionnement : Pourquoi la butée arrière CNC est le héros méconnu de la précision | La butée arrière CNC positionne la tôle grâce à des doigts entraînés par servo, précis au millième de pouce. Si la butée arrière est mal réglée, la ligne de pli se déplace — même si l’angle est parfait — entraînant un défaut de pièce dû à une longueur de patte incorrecte. La presse plieuse forme l’angle, mais la butée arrière détermine où cet angle existe dans l’espace. Les plieuses modernes utilisent des axes Y1 et Y2 indépendants ; si ceux-ci ne sont pas synchronisés, ils créent des angles en biais sur des pièces longues. L’étalonnage de la machine et l’alignement structurel affectent directement la précision du pliage. La butée arrière détermine où se produit la physique du pliage. | Si la ligne de pliage n’est pas exactement là où vous pensez qu’elle est, la précision de l’angle ne sauvera pas la pièce. |
| Étape 2 | Serrage et descente : Ce que fait le coulisseau et pourquoi la vitesse est importante ici | Le coulisseau descend rapidement à la vitesse d’approche, puis ralentit avant le contact pour un meilleur contrôle. Une vitesse excessive au moment du contact peut provoquer un dépassement avant que le système de commande ne réagisse. Les plieuses servo-électriques utilisent des vis à billes — précises mais limitées en couple — tandis que les systèmes hydrauliques offrent une haute capacité de tonnage mais doivent gérer la dynamique des fluides. Sous charge, le banc et le coulisseau fléchissent ; le bombage compense cela pour éviter des angles inégaux (l“” effet canoë »). Une vitesse adéquate permet au système de contrôle de mesurer la résistance et de s’arrêter à la profondeur de formage correcte. Le processus consiste en une force contrôlée qui atteint un seuil calculé sur une structure flexible. | La vitesse du coulisseau n’est pas une question de précipitation ou de prudence — c’est une question de donner à la machine le temps d’atteindre exactement la force et la profondeur que votre calcul d’angle exige. |
| Étape 3 | Le dilemme du retour élastique : Pourquoi le métal ne reste jamais exactement là où vous le mettez | Après formage et relâchement, le métal revient en arrière en raison de la récupération élastique. Les différents matériaux et lots varient dans leur comportement de retour élastique. Les opérateurs compensent en surpliant selon la récupération attendue (par ex., programmer 88° pour obtenir 90°). Les systèmes modernes peuvent s’ajuster automatiquement avec une mesure d’angle, mais le principe reste : il faut prendre en compte la relaxation après charge. Un pliage réussi nécessite un surpli calculé, vérifié sur la première pièce. | Programmez toujours en fonction de l’endroit où le métal se retrouvera après avoir relâché, pas de l’endroit où il se trouve sous le poinçon. |
| Étape 4 | Relâcher et répéter : Comment le temps de cycle se transforme en coût de production | Chaque cycle de pliage comprend le retrait du coulisseau, le repositionnement de la butée arrière et la manipulation de la pièce. De petites économies de temps se cumulent de manière significative lors de grandes séries de production. Cependant, prioriser la vitesse avant de valider la première pièce risque de provoquer des erreurs coûteuses sur tout le lot. La cohérence en vitesse, positionnement et vérification des angles garantit la répétabilité. L’efficacité de production repose sur la répétition calibrée, pas sur la force brute. | En production, une seconde gagnée de la bonne façon génère du profit ; un degré manqué génère de la ferraille. |
Vous utilisez la même machine. Le même opérateur. La même tôle. La seule chose que vous changez est la configuration de l’outillage et la profondeur à laquelle vous le poussez.
Un travail nécessite 40 tonnes et revient en arrière de 2 degrés. Un autre requiert trois fois le tonnage et bouge à peine après relâchement. Un troisième atteint le 90° précis à chaque fois — mais la machine grince en le faisant.
Rien n’a changé dans le cycle du coulisseau. Ce qui a changé, c’est la relation entre le poinçon, la matrice et le matériau. Cette relation est la méthode de pliage.
Si vous ne savez pas quelle méthode vous utilisez réellement, vous ne “ formez ” pas. Vous jouez à un pari avec le tonnage, le retour élastique et la flexion du bâti simultanément.
Imaginez une tôle en acier doux de 0,125 pouce posée sur une matrice en V de 1 pouce. Vous amenez un poinçon standard de 88 degrés vers le bas et vous arrêtez avant que la pointe du poinçon ne touche le fond de la matrice.
La tôle ne touche qu’en trois points : la pointe du poinçon et les deux épaules de la matrice. Elle est littéralement suspendue dans l’air entre eux. C’est ce qu’on appelle le pliage à l’air.
Ne changez rien au poinçon. Remplacez la matrice par un V de 0,75 pouce. Exécutez la même profondeur programmée.
Vous n’obtiendrez pas le même angle.
Pourquoi ? Parce qu’en pliage à l’air, le rayon intérieur de pli se forme en fonction de l’ouverture de la matrice — environ 1/16 de l’ouverture en V pour l’acier doux. Plus la matrice est étroite, plus le rayon est serré. Un rayon plus serré signifie que le matériau s’étire davantage à l’extérieur et se comprime davantage à l’intérieur. Cela change la mesure de surpliage nécessaire pour atteindre 90 degrés après le retour élastique.
Le poinçon pousse vers le bas. Mais l’ouverture de la matrice détermine la géométrie que le matériau est autorisé à épouser.
Maintenant, poussez plus profond — jusqu’à ce que le matériau touche complètement les faces de la matrice. Vous n’êtes plus suspendu entre trois points. La tôle est pressée dans l’angle même de la matrice. C’est le matriçage. L’angle de la matrice définit physiquement l’angle final parce que le matériau est forcé de s’y conformer sous charge.
Poussez encore plus profond — au-delà du simple contact — et vous commencez à déformer plastiquement le matériau sur toute son épaisseur à la ligne de pliage. C’est le poinçonnage (coining). Vous ne vous contentez pas de plier autour d’un rayon ; vous comprimez le métal dans la cavité de la matrice et l’amincissez légèrement au sommet.
Voyez les choses ainsi : la matrice n’est pas seulement un bloc de support. C’est la condition limite. Elle décide de la liberté qu’a le métal de former son propre rayon par rapport à l’obligation de suivre la géométrie de l’outil.
Si vous vous trompez, vous passerez tout le quart à courir après les angles, vous demandant pourquoi le même réglage de profondeur donne trois résultats différents.
La conclusion : L’ouverture et l’angle de la matrice définissent la façon dont le matériau est autorisé à se déformer — la profondeur seule ne signifie rien sans cette géométrie.
Pour la plupart des travaux qui passent dans mon atelier — supports, capots, cadres — nous plions à l’air. C’est rapide. C’est flexible. Un poinçon et quelques matrices en V peuvent gérer une large gamme d’épaisseurs.
Vous voulez 90 degrés ? Vous n’avez pas besoin d’une matrice à 90 degrés. Vous utilisez, disons, un poinçon de 88 degrés et contrôlez la profondeur. Arrêtez plus haut, vous obtenez 100. Allez plus bas, vous obtenez 85. Un seul jeu d’outils, angles infinis.
Cette flexibilité explique pourquoi le pliage à l’air utilise le moins de tonnage des trois méthodes. Vous ne formez qu’un rayon, vous ne frappez pas le matériau dans une cavité. Un tonnage plus faible signifie moins de flexion du bâti, moins d’usure et des cycles plus rapides.
Mais voici le plafond.
Parce que la pièce ne touche que trois points, l’angle final dépend de :
Exécutez une pièce de 6 pieds sans un couronnement adéquat et vous le verrez : 90 aux extrémités, 92 au centre. Le vérin a atteint la profondeur programmée partout. Le bâti a tout de même fléchi.
Les presses plieuses CNC modernes avec capteurs d’angle peuvent mesurer et corriger automatiquement en temps réel. Cela aide. Mais cela ne change pas la physique. Le pliage en l’air vous laisse toujours équilibrer le retour élastique avec le contrôle de profondeur.
J’ai vu un nouvel opérateur supposer que le chiffre affiché à l’écran garantissait l’angle. Ce qu’il a obtenu, c’est une pièce à 92 degrés alors que le plan demandait 90.
La conclusion : Le pliage en l’air offre de la flexibilité et nécessite une faible tonnage, mais la précision de l’angle dépend entièrement de la constance du matériau et de la compensation de la machine.
Prenez maintenant ce même acier doux de 0,125 pouce et placez-le sur une matrice à 90 degrés. Cette fois, vous enfoncez le poinçon jusqu’à ce que le matériau soit entièrement calé contre les faces de la matrice.
Vous ne devinez plus combien le retour élastique ouvrira l’angle. L’angle de la matrice est de 90. Le matériau est pressé fermement dans cet angle de 90. Le retour élastique existe toujours, mais il est fortement réduit car davantage de section transversale a atteint sa limite élastique.
La tonnage grimpe — généralement plusieurs fois supérieure au pliage en l’air pour le même matériau et la même épaisseur. Pourquoi ? Parce que vous forcez toute la zone de pliage à épouser les parois de la matrice, et non pas simplement à former un rayon flottant.
Cette tonnage plus élevée entraîne plus de flexion du lit et du vérin si la machine n’est pas conçue ou couronnée pour cela. Sur une plieuse légère, le pliage en fond de matrice d’un matériau épais peut accentuer l’effet de canoë au lieu de corriger la variation d’angle.
Mais lorsque vous associez précisément l’outillage à l’épaisseur du matériau — et c’est la clé — le pliage en fond de matrice offre une répétabilité lot après lot. Moins de dépendance aux réglages subtils de sur-pliage. Moins de sensibilité aux petites variations de limite élastique.
L’inconvénient ? Chaque épaisseur de matériau nécessite sa propre paire de matrices. Changez d’épaisseur, changez d’outillage.
Ignorez cela et essayez de plier en fond de matrice de l’aluminium mince dans une matrice prévue pour de l’acier plus épais, et vous marquerez la ligne de pliage au-delà des spécifications. Ce défaut esthétique peut suffire à éliminer une pièce visible.
La conclusion : Le pliage en fond de matrice sacrifie la flexibilité et exige plus de tonnage en échange d’un retour élastique réduit et d’une répétabilité d’angle plus serrée.
Le pliage par écrasement est là où les apprentis pensent qu’ils sont “ particulièrement précis ”.”
Vous prenez un poinçon affûté — souvent avec un petit rayon de pointe — et vous l’enfoncez fortement dans le matériau jusqu’à ce que le métal cède sur presque toute l’épaisseur au niveau de la ligne de pliage. Le rayon intérieur devient presque égal au rayon de la pointe du poinçon. Le matériau est littéralement comprimé et aminci au sommet.
Retour élastique ? Minime. Parfois inférieur à un demi-degré.
Ça semble parfait.
Maintenant, regardez le tableau de tonnage. Le pliage par écrasement peut nécessiter cinq à dix fois le tonnage du pliage en l’air pour le même matériau. Cette force ne disparaît pas. Elle se transmet au bâti, à l’outillage et à la tôle.
Sur une machine non conçue pour cela, vous risquez une déformation permanente du lit. Sur de l’acier inoxydable trempé avec un poinçon affûté, vous risquez des micro-fissures le long de la ligne de pliage. Sur de l’aluminium destiné à l’esthétique, vous pouvez laisser une marque visible qu’aucun procédé de finition ne pourra masquer.
Sur l’inox, c’est de la ferraille.
Le matriçage fournit absolument de la précision lorsque la machine, l’outillage et le matériau sont correctement assortis. C’est courant dans les pièces à grand volume où la tolérance d’angle est stricte et la variation inacceptable.
Mais c’est la méthode la moins tolérante. Les erreurs de profondeur ne se corrigent pas d’un coup de pédale. L’usure de l’outil se manifeste immédiatement dans l’angle. Et la demande de tonnage pousse votre machine vers ses limites structurelles.
Vous ne faites plus simplement du pliage. Vous forgez à froid une ligne dans la tôle.
Ce qui mène à la prochaine question difficile : si chaque méthode change la demande de tonnage de façon aussi radicale, à quel point êtes-vous sûr que la capacité nominale de votre machine couvre réellement la façon dont vous pliez — et pas seulement l’épaisseur indiquée sur le plan ?
Un jeune est venu dans mon atelier, fier comme tout de sa nouvelle presse plieuse de 175 tonnes. “ On peut plier tout ce dont on aura jamais besoin ”, disait-il.
Le premier travail qu’il a réalisé était de l’inox 3/16, pliage en fond de matrice, sur toute la longueur de 10 pieds. La machine ne s’est pas arrêtée. Elle a gémi. Six mois plus tard, le banc avait un sourire permanent. Invisible à l’œil nu. Visible à chaque contrôle d’angle.
Il a acheté la plus grosse machine qu’il pouvait se permettre.
Il ne s’est jamais demandé si c’était la bonne.
La question que vous devriez poser est plus simple et plus difficile : comment calculer si le tonnage nominal de votre plieuse couvre réellement la méthode de pliage que vous utilisez — sur toute la longueur que vous prévoyez de plier — sans déformer la machine censée vous rapporter de l’argent ?
Décomposons cela comme je l’explique aux apprentis qui pensent que le tonnage n’est qu’un chiffre pour se vanter.
Approchez-vous d’un tableau de tonnage et vous verrez quelque chose comme ceci : acier doux de 4 mm sur une matrice en V de 32 mm nécessite environ 330 kN par mètre. Ce n’est pas la force totale. C’est la force par mètre de longueur de pli.
Vous voyez déjà le piège. Un support de 2 pieds et un panneau de 10 pieds représentent deux charges complètement différentes sur la même machine.
La plupart des ateliers utilisent une formule pour le pliage en l’air de l’acier doux d’une résistance à la traction d’environ 60 000 psi :
P = 650 × S² × L / V
Où :
Ce terme S² est la partie que les débutants oublient. L’épaisseur est au carré. Doublez l’épaisseur et votre tonnage ne double pas — il quadruple.
Prenons un exemple simple.
Le pliage à l’air de l’acier doux de 0,125 pouce sur une matrice en V de 1 pouce sur 4 pieds peut vous amener à environ 20–25 tonnes. Gérable sur une presse plieuse de 60 tonnes.
Maintenant, ne changez rien sauf l’épaisseur à 0,250 pouce.
Même style de matrice. Même longueur.
Vous n’êtes pas à 40–50 tonnes. Vous êtes plutôt autour de 80–100. C’est la loi du carré qui vous frappe.
Maintenant, remplacez l’acier doux par de l’acier inoxydable. La pratique standard consiste à multiplier par environ 1,5 en raison de la résistance à la traction plus élevée. Chrome-moly ? Plus proche de 2,0.
Voyez les choses ainsi : l’épaisseur est l’essence, la résistance du matériau est l’oxygène, et la méthode de pliage est l’étincelle. Lorsque vous changez les trois à la fois — inox plus épais, pliage en fond au lieu du pliage à l’air — vous ne poussez pas simplement la force, vous la multipliez.
Et souvenez-vous de ce que nous avons établi plus tôt : le pliage en fond peut nécessiter environ quatre fois le tonnage du pliage à l’air. Le matriçage peut demander cinq à dix fois plus.
Ainsi, si votre calcul de pliage à l’air indique 25 tonnes, plier en fond la même pièce pourrait vous rapprocher de 100. Le matriçage pourrait vous pousser vers 200.
Cette machine “ 175 tonnes ” n’est soudainement plus surdimensionnée. Elle est sous-dimensionnée.
La conclusion : Le tonnage est la force par longueur sous des hypothèses spécifiques — changez l’épaisseur, le matériau ou la méthode et la charge se multiplie rapidement.
Parlons maintenant de quelque chose qui n’apparaît pas sur la plaque signalétique : la charge concentrée.
Une presse plieuse donnée pour 100 tonnes signifie généralement 100 tonnes réparties uniformément sur toute la longueur nominale du banc. Pas 100 tonnes concentrées sur les 12 pouces du milieu.
J’ai vu un gars essayer de matriçer un support court et lourd en plein centre d’une machine de 100 tonnes. Les calculs indiquaient un total de 85 tonnes. Il pensait être en sécurité.
Ce qu’il a manqué, c’est la répartition.
Si ces 85 tonnes sont appliquées sur 12 pouces d’un banc de 10 pieds, la section centrale subit une charge localisée massive tandis que le reste du bâti contribue très peu à résister à la déflexion. Le banc et le coulisseau sont des poutres. Les poutres détestent les charges ponctuelles.
Les fabricants recommandent souvent de réduire la capacité — parfois de 20 à 50 % — lorsqu’on fonctionne près de la pleine capacité sur toute la longueur. Encore plus de prudence est nécessaire lorsqu’on applique une force élevée sur un segment court.
C’est ainsi que l’on fissure les épaulements des outils ou que l’on introduit une courbure permanente dans le banc. Pas en un claquement dramatique. En de minuscules événements de déformation que vous ne remarquez pas jusqu’à ce que vos angles dérivent sur chaque pièce longue que vous pliez.
Sur l’inox, c’est de la ferraille.
Vous ne ressentez pas la déflexion du châssis dans la pédale. Vous la voyez dans des angles incohérents et des pièces qui ne s’emboîtent que si vous les retournez d’un bout à l’autre.
La conclusion : La capacité nominale d’une presse plieuse suppose une répartition uniforme — une force concentrée sur une courte section peut surcharger une machine qui “ devrait ” être dans les limites.
Les calculateurs industriels recommandent souvent d’acheter environ 20 % de capacité en plus que votre besoin calculé. Cette marge tient compte du frottement, de la résistance à la traction réelle souvent supérieure à la spécification, et des variations d’épaisseur.
C’est malin.
Un sous-tonnage chronique est pire qu’un léger surdimensionnement. Une machine sous-dimensionnée vous oblige à plier en fond alors que vous vouliez plier à l’air, à utiliser des matrices plus étroites que l’idéal, à travailler plus près de la limite élastique du châssis à chaque cycle. C’est ainsi que l’on grille les joints hydrauliques et que l’on passe la journée à courir après les angles.
Mais c’est là que les débutants vont trop loin.
Ils se disent : “ Très bien. Je vais juste acheter énorme. ”
Les machines surdimensionnées ne sont pas automatiquement plus sûres. Une presse plieuse de 300 tonnes pliant à l’air une tôle fine de 16 gauge sur une matrice large peut être plus difficile à contrôler car la machine est conçue pour fonctionner efficacement sous charge plus élevée. Vous travaillez dans la tranche inférieure de sa plage de force. De petits changements de pression entraînent de plus grands écarts d’angle.
Voyez les choses ainsi : une clé dynamométrique est plus précise au milieu de sa plage, pas à 5 % de sa capacité. Les presses plieuses se comportent de la même façon. Le contrôle vient du fait de faire correspondre la plage de force au travail.
Le sur-tonnage incite aussi les opérateurs à tout marquer “ parce qu’on peut ”. C’est ainsi que l’on réduit la durée de vie des outils et que l’on amincit inutilement le matériau au sommet du pli.
Le sous-tonnage affame le travail. Un sur-tonnage excessif peut l’intimider.
La conclusion : Achetez suffisamment de capacité avec une marge, mais dimensionnez la machine pour que vos travaux courants se situent dans sa plage contrôlée médiane — pas aux extrêmes.
Une presse plieuse de 10 pieds, donnée pour 150 tonnes, ne signifie pas que vous pouvez appliquer 150 tonnes n’importe où le long de ces 10 pieds sans conséquence.
Les lits plus longs sont plus sujets à la déflexion sous charge. C’est pourquoi les systèmes de compensation existent — pour contrer la courbure naturelle qui se produit lorsque le coulisseau pousse vers le bas au centre.
Combinez maintenant la longueur avec le tonnage par pied.
Si votre calcul indique que vous avez besoin de 30 tonnes par pied pour un travail et que vous pliez 8 pieds, cela représente 240 tonnes requises uniformément sur la portée. Une presse plieuse de 150 tonnes et 10 pieds n’est pas “ presque suffisante ”. Elle est dramatiquement insuffisante.
Inversez la situation.
Si vous pliez toujours uniquement des pièces de 3 pieds, une machine plus courte et plus rigide de 80 tonnes pourrait surpasser une presse plieuse plus longue de 150 tonnes en régularité d’angle car le châssis se déforme moins sous des charges proportionnellement similaires.
La fiche technique vous indique la force maximale et la longueur maximale. Elle ne vous dit pas comment la rigidité, la répartition et la réduction en conditions réelles interagissent dans votre mélange de travaux habituel.
Et c’est là le véritable piège.
Acheter la plus grosse machine que vous pouvez vous permettre semble sûr. Acheter la bonne combinaison de tonnage par pied et de longueur de table pour votre méthode de pliage dominante est plus sûr.
Ce qui soulève la question suivante : une fois que vous savez combien de force contrôlée vous avez réellement besoin, comment la manière dont cette force est générée — hydraulique, mécanique, servo-électrique — change-t-elle la précision avec laquelle vous pouvez la délivrer ?
J’ai eu deux machines sur le plancher pendant des années : une hydraulique de 200 tonnes et une ancienne presse mécanique à volant de 90 tonnes. Même table de 10 pieds. Même rack d’outillage. Les mêmes opérateurs alternant entre elles.
Sur le papier, les deux pouvaient plier de l’acier doux de calibre 10 en petites longueurs. En pratique, l’une vous permettait d’approcher un angle par incréments d’un demi-degré ; l’autre frappait le fond comme un marteau lâché. L’une vous permettait de corriger en cours de course ; l’autre s’engageait dès que l’embrayage était enclenché.
Cette différence n’est pas une question de tonnage brut. Il s’agit de la manière dont la machine génère et dose la force tout au long de la course — comment elle accélère, comment elle ralentit, et si elle peut s’ajuster une fois que le poinçon est en contact avec le matériau.
Parce que voici la partie que la plupart des fiches commerciales passent sous silence : même les machines haut de gamme, quel que soit le type d’entraînement, tiennent généralement autour de ±0,5° d’angle de pliage en production réelle sans accessoires. Et une variation d’épaisseur de matériau de seulement quelques millièmes sur les pièces peut vous faire varier de 2 à 3° peu importe le logo sur le côté.
Ainsi, le type d’entraînement ne crée pas magiquement la précision. Il détermine à quel point votre force calculée est contrôlable et reproductible lorsque la réalité — retour élastique, dérive d’épaisseur, friction — commence à s’opposer.
C’est un problème totalement différent.
La conclusion : Le type d’entraînement ne change pas les calculs de tonnage — il change la précision et la sécurité avec lesquelles vous pouvez délivrer ce tonnage dans des conditions réelles.
Imaginez un volant tournant à vitesse constante. Vous appuyez sur la pédale, un embrayage s’engage, et l’énergie de rotation stockée se transforme en force linéaire lorsque le vilebrequin entraîne le coulisseau vers le bas à travers une course fixe.
C’est une presse plieuse mécanique.
La courbe de tonnage sur une machine mécanique atteint son pic près du bas de la course. Au-dessus de ce point, la force disponible chute rapidement. Donc si votre calcul de pliage indique que vous avez besoin de la pleine capacité, vous êtes obligé de travailler près du point mort bas, que ce soit idéal pour la méthode ou non.
On ne “ dose ” pas une presse mécanique pour atteindre l’angle. On la synchronise.
Si votre choix de matrice ou votre estimation du retour élastique est erroné, vous ne pouvez pas ralentir en cours de course et corriger. La machine est engagée une fois enclenchée. Cela rend possible la production à grande vitesse de pièces répétitives — cycles rapides, mécanique simple — mais cela sanctionne les erreurs de réglage.
J’ai vu un nouvel opérateur essayer de plier à fond de l’inox de 3/16 sur une mécanique déjà proche de sa capacité nominale. Son estimation de surpliage était inférieure de deux degrés. Ce qu’il a obtenu, c’est une pièce à 92 degrés sur un plan qui en demandait 90. Sur de l’inox, c’est de la ferraille.
Voyez les choses ainsi : une presse mécanique est comme une presse à poinçon adaptée au pliage — excellente lorsque le processus est réglé, impitoyable lorsqu’il ne l’est pas.
Ajoutez à cela la réalité en matière de sécurité. Les machines à course complète ne s’arrêtent pas naturellement en plein air ; des adaptations existent, mais leur conception remonte à une époque où les normes de protection étaient différentes. C’est l’une des raisons pour lesquelles on en vend moins de neuves aujourd’hui.
Elles résolvent le problème de la vitesse et de la simplicité. Elles peinent avec le problème vers lequel nous avons travaillé : la délivrance de force contrôlée et ajustable sur des travaux variables.
Donc, si la vitesse est leur point fort, qu’est-ce qui fait que l’hydraulique domine la plupart des ateliers de fabrication ?
Tenez-vous à côté d’une presse plieuse hydraulique moderne lors d’un pliage lourd. Vous entendez les pompes se charger à mesure que la pression monte. Le coulisseau descend sous un débit contrôlé provenant de cylindres hydrauliques — force générée par la pression du fluide agissant sur la surface du piston.
Pression multipliée par surface égale force. Physique simple.
Mais voici la partie essentielle : la pression peut être modulée en continu tout au long de la course. Vous pouvez ralentir l’approche, avancer lentement jusqu’au contact, augmenter la pression progressivement, et même maintenir en bas pour laisser le matériau se détendre avant de remonter.
Ce contrôle est important lorsque vous pliez à l’air un travail, que vous effectuez un pliage en fond le suivant, et que vous frôlez le matriçage après le déjeuner.
L’hydraulique se dimensionne aussi facilement. Besoin de 300 tonnes sur 3,6 m ? De 600 sur 6 m ? La puissance fluide gère cela sans volant d’inertie de la taille d’un pneu de camion. C’est pourquoi le travail sur plaques épaisses repose sur l’hydraulique.
Voyons maintenant si l’affirmation “ l’hydraulique est plus précise ” résiste à l’épreuve.
Les machines modernes, quel que soit le type d’entraînement, peuvent atteindre une répétabilité de position extrêmement serrée — de l’ordre du millième de millimètre — grâce à des châssis rigides et un contrôle synchronisé du coulisseau. Mais la répétabilité de position n’est pas la même chose que la précision de l’angle de pliage en production.
L’angle dépend de l’épaisseur du matériau, de la direction du grain, de la largeur de la matrice et du retour élastique. Une presse plieuse hydraulique se distingue car elle peut intégrer un contrôle basé sur la pression et des systèmes de mesure d’angle en temps réel. Elle peut ajuster la profondeur du coulisseau dynamiquement d’une pièce à l’autre lorsque l’épaisseur varie.
Cela n’élimine pas la variation. Cela vous donne un outil pour la gérer.
Le compromis ? L’énergie. Les systèmes hydrauliques traditionnels font souvent tourner les pompes en continu, générant de la chaleur et consommant de l’énergie même à l’arrêt. L’entretien implique joints, valves et état du fluide. Ignorez cela, et vous poursuivrez des angles qui dérivent à mesure que la température de l’huile modifie sa viscosité.
Faites cuire les joints assez longtemps et vous reconstruirez les cylindres au lieu d’expédier des pièces.
L’hydraulique domine parce qu’elle résout la plus large gamme de problèmes de délivrance de force — haute tonnage, travaux variables, contrôle ajustable — sans vous enfermer dans une fenêtre d’exploitation étroite.
Mais que se passe-t-il si votre travail ne dépasse jamais les faibles épaisseurs, et qu’un demi-degré vous paraît approximatif ?
Imaginez maintenant remplacer les cylindres hydrauliques par des vis à billes entraînées par des moteurs servo. Pas d’huile. Pas de bruit de pompe. Juste des moteurs électriques convertissant le mouvement rotatif directement en mouvement linéaire du coulisseau.
Une presse plieuse servo-électrique de qualité peut positionner le coulisseau à quelques dix-millièmes de pouce près. Le couple moteur est contrôlé numériquement, donc l’accélération et la décélération sont précises. Lorsque le coulisseau s’arrête, il maintient sa position sans compressibilité de fluide dans le système.
Sur du matériau fin — disons une tôle de 1 à 4 mm — c’est un rêve. Courses courtes. Tonnage réduit. Haute répétabilité. Consommation d’énergie uniquement lors du mouvement.
Voyez les choses ainsi : un frein servo-électrique se comporte davantage comme une clé dynamométrique calibrée que comme un vérin hydraulique. Vous commandez la force via le couple moteur et la géométrie de la vis, et non via un fluide pressurisé.
Mais des limites de couple existent.
La plupart des machines servo-électriques plafonnent bien en dessous des tonnages extrêmes courants dans les travaux structurels lourds. Les pousser près de leur capacité maximale de façon répétée sollicite les composants mécaniques — vis, roulements, systèmes d’entraînement — qui ne supportent pas la surcharge comme le font les gros cylindres hydrauliques.
Et voici le point que les débutants manquent : si l’épaisseur de votre matériau varie suffisamment pour modifier l’angle de 2°, la précision de micro-positionnement ne corrige pas la pièce. Sans mesure et compensation de l’angle en ligne, vous devinez toujours le retour élastique.
Le matériel de précision n’annule pas la physique du matériau.
Ainsi, le servo-électrique résout le problème du pliage à grande vitesse et haute précision dans des épaisseurs plus fines avec une consommation d’énergie réduite. Ce n’est pas une amélioration universelle pour tous les ateliers.
Ce qui nous amène aux machines qui essaient de trouver un compromis.
Les hybrides associent généralement une pompe entraînée par servo à des cylindres hydrauliques. Au lieu de faire tourner un moteur à vitesse constante qui brasse de l’huile toute la journée, le moteur servo fait tourner la pompe uniquement lorsque la pression est nécessaire.
Pour les travaux légers, la consommation d’énergie baisse car le moteur ne tourne pas à vide sous charge. Pour les pliages plus lourds, vous obtenez toujours la densité de force et la robustesse de l’hydraulique.
Ça semble parfait.
Mais les économies d’énergie dépendent du cycle de travail. Si votre atelier effectue en continu des pliages lourds proches de la capacité, la pompe entraînée par servo fonctionne la plupart du temps de toute façon. Les économies diminuent. Si vous effectuez des travaux plus légers et intermittents, la différence est réelle.
Du point de vue de la délivrance de force, les hybrides se comportent comme des hydrauliques raffinés. Vous obtenez toujours un contrôle basé sur la pression et une capacité de tonnage élevée, avec une efficacité améliorée et souvent un mouvement de coulisse plus fluide.
Ils ne surpassent pas magiquement les hydrauliques purs en précision ; ils améliorent la façon dont cette force est générée et gérée.
Donc non, partager la différence ne permet pas automatiquement d’économiser de l’argent. Cela dépend de la façon dont votre profil de tonnage calculé se présente sur un poste complet.
Et c’est là que nous devons inverser la perspective.
Car une fois que vous comprenez comment chaque type d’entraînement délivre la force — rapide et engagé, fluide et ajustable, mesuré numériquement — vous cessez de demander quelle machine est “ la meilleure ” et commencez à demander laquelle correspond à la plage de force dans laquelle vos pièces se trouvent réellement.
La conclusion : Choisissez le système d’entraînement qui correspond à votre plage de tonnage typique et à vos besoins de contrôle — la méthode de délivrance de force doit correspondre au travail, pas à votre fierté.
Vous posez maintenant la bonne question : étant donné mon matériau, ma plage d’épaisseur, mon mélange de pièces uniques et de production, quel système d’entraînement correspond réellement ?
Bien. Parce que si vous commencez par les marques ou les brochures, vous finirez par acheter une personnalité plutôt qu’une machine.
Une presse plieuse n’est pas un “ plieur de métal ”. C’est un système calibré de délivrance de force, comme une clé dynamométrique avec un banc et un butoir arrière attachés. La tôle dans vos mains — son épaisseur, sa résistance à la traction, la direction du grain, l’exigence de rayon intérieur — voilà le ticket de travail. La machine n’est que le moyen d’appliquer une force contrôlée pour satisfaire cette géométrie.
Voyez les choses ainsi : si vous ne régleriez pas une clé dynamométrique en devinant à quel point le boulon “ semble ” solide, pourquoi choisiriez-vous une presse plieuse parce qu’elle “ paraît assez lourde ” ?
Le changement non évident est celui-ci : vous ne choisissez pas d’abord une machine puis voyez quel travail lui convient. Vous définissez la fenêtre de force dans laquelle vos pièces se situent, puis vous choisissez le système d’entraînement qui se comporte le mieux dans cette fenêtre.
Manquez cet ordre et vous ferez ce que j’ai vu cent fois — acheter 175 tonnes de fierté pour un atelier qui plie principalement des équerres en tôle de 16-gauge.
La conclusion : La pièce définit la fenêtre de force ; la machine doit y vivre confortablement.
Prenez un exemple concret. Supposons que votre travail principal soit des équerres en acier doux de 10-gauge, longues de 48 pouces, pliées à l’air à 90° avec un rayon intérieur de 0,125 pouce.
Avant même de penser “ hydraulique ” ou “ servo-électrique ”, vous calculez le tonnage par pied, multipliez par la longueur, et vérifiez l’ouverture de matrice en V nécessaire pour atteindre ce rayon. L’épaisseur détermine le tonnage au carré. Doublez l’épaisseur et vous ne doublez pas la force — vous la quadruplez. Ce n’est pas une anecdote. C’est la différence entre travailler sans effort et peiner.
Ajoutez maintenant le mélange de production. Si 80 % de votre travail est de faible épaisseur — 1 à 3 mm — avec une tolérance d’angle stricte et des courses courtes, une machine servo-électrique se trouve dans sa zone de confort : cycles rapides, faible consommation d’énergie, contrôle de position élevé. Mais si 30 % de votre mois inclut des plaques de 3/8 ou de longs plis de 12 pieds proches de la capacité, cette même machine fonctionne à son plafond, pas dans son point idéal.
Les plafonds sont là où les composants s’usent et où les pièces dérivent.
Et c’est là que les débutants se font avoir : ils regardent le tonnage maximal dans le manuel et supposent qu’ils sont en sécurité. Mais le tonnage est réparti sur la longueur. Une machine de 100 tonnes n’est pas une machine de 100 tonnes si votre pli nécessite 85 tonnes sur 12 pieds et que le bâti fléchit sans un bombage approprié. C’est ainsi que vous obtenez une pièce serrée aux extrémités et ouverte au milieu.
Sur l’inox, c’est de la ferraille.
Vous cartographiez donc trois choses avant même d’appeler un vendeur : votre matériau le plus épais courant, votre pli le plus long courant, et votre tolérance d’angle la plus stricte. Ce triangle définit votre véritable plage de fonctionnement.
Tout le reste est du bruit.
La conclusion : Calculez d’abord votre tonnage, longueur et plage de tolérance réels — puis voyez quelles machines y opèrent sans contrainte.
Testons maintenant l’idée qu’une presse plieuse est toujours la réponse.
Si vous formez du tube ou du tuyau, vous ne pliez pas une tôle sur une matrice en V — vous contrôlez l’ovalisation, l’amincissement des parois et le rayon de ligne centrale autour d’un gabarit. C’est le domaine du cintrage par enroulement rotatif. Mécanique différente. Chemin de force différent.
Essayez de simuler cela sur une presse plieuse avec un outillage improvisé et vous écraserez le profil ou déformerez la section. J’ai vu un apprenti inexpérimenté aplatir un tube carré parce qu’il pensait que “ pression égale pression ”.”
Cette pièce n’a jamais passé l’inspection.
Même chose pour les grands panneaux et les revêtements esthétiques. Si votre travail consiste principalement en panneaux d’aluminium fins avec de larges brides et des surfaces esthétiques, une plieuse peut vous offrir un meilleur contrôle avec moins de marques, car elle serre et plie plutôt que de forcer le matériau dans une matrice.
Voyez-le de cette façon : une presse plieuse concentre la force le long d’une ligne de contact étroite. Une plieuse la répartit le long d’un bord serré. Si la finition de surface et les marques minimales dirigent votre activité, la géométrie de la livraison de force compte plus que le tonnage brut.
La partie non évidente ? Parfois, l’achat de presse plieuse le plus intelligent est de ne pas en acheter du tout.
La conclusion : Si le chemin de force d’une presse plieuse s’oppose à votre géométrie, vous utilisez la mauvaise machine — aucun système d’entraînement ne corrige cela.
À présent, vous voyez le schéma. Le matériau définit le tonnage. La longueur définit la distribution. La géométrie définit les outils. Le mélange de production définit le cycle de service. Ce n’est qu’après cela que vous parlez des systèmes d’entraînement.
Voici le cadre que j’enseigne aux apprentis qui pensent que “ plus grand, c’est plus sûr ” :
Si votre maximum 10% utilise 80–90% de la capacité d’un servo-électrique, ce n’est pas une marge — c’est du stress. Si votre quotidien 70% ne quitte jamais le petit calibre, une grosse hydraulique tournant presque au ralenti toute la journée est un muscle et une énergie gaspillés.
Machines mécaniques ? Si votre mélange est répétitif et identique — même matériau, même course, milliers de pièces — elles peuvent être d’une efficacité redoutable. Mais elles ne s’arrêtent pas en milieu de cycle. Dans un travail variable en atelier, c’est ainsi que vous dépassez le pli et que vous passez l’après-midi à courir après les angles. Ce qu’il a obtenu, c’est une pièce à 92 degrés sur un plan qui en demandait 90.
La confiance ne vient pas d’un logo sur le panneau latéral. Elle vient du fait de savoir que vos pièces se situent entre, disons, 15 et 60 tonnes la plupart du temps, avec des pointes occasionnelles à 120 — et de choisir une machine dont le comportement de livraison de force est stable, contrôlable, et non saturé dans cette plage.
Alors, lorsque vous demandez quel système d’entraînement convient à votre atelier, la réponse n’est pas hydraulique, servo-électrique, hybride ou mécanique.
La réponse est : celui dont la plage de force contrôlable chevauche votre vraie plage de travail avec une marge suffisante.
Et une fois que vous le voyez ainsi, vous cessez d’acheter des machines.
Vous commencez à associer les systèmes de force à la géométrie.


















