

Geçen bahar, bir çocuk 14 kalibrelik paslanmaz çelikten 10 metrelik bir çubuğu sanki üzüm ezer gibi kalıba doğruca soktu. Koç aşağı indi. Sert durdu. Daha fazla baskının daha sıkı bir bükme anlamına geldiğini düşündü.
Elde ettiği ise çizimde 90 derece olarak belirtilen bir parçada 92 derece oldu. Paslanmaz çelikte bu hurda demektir.
Makinenin işinin itmek olduğunu sanıyordu. Değildi.
Pres bükme makinesinin önünde durun ve çalışırken izleyin. Üst takım (zımba) V şekilli alt kalıba iner. Sac, “sıkıldığı” için katlanmaz. Belirli bir derinlikte, belirli bir açıklığa karşı ve belirli bir yaylanma miktarıyla (metalin baskı kalktıktan sonra rahatlama eğilimi) kuvvet uygulandığı için bükülür.
Kuvveti, takımı veya derinliği kıl kadar değiştirin, açı değişir.
Şöyle düşünün: tork anahtarı “civata sıkmaz.” Belirli miktarda kalibre edilmiş tork uygular. Pres bükme makinesi “metal bükmez.” Metalin hedef açıya ulaşmasını sağlayacak şekilde kalibre edilmiş kuvvet uygular.
Bunu kaçırırsanız, makineyi işletmiyorsunuz—çelikle kumar oynuyorsunuz.
Size kazandırmak istediğim bilişsel değişim basit: hareket (koç aşağı iniyor) yerine sonucu (ulaşılan açı) düşünmeye başlayın.
“Brake” kelimesi, araba frenlerinden gelmiyor. Sac metali bükmek için kullanılan eski bir terimden gelir — “braking” düz bir çizgi boyunca katlamak anlamına gelirdi.
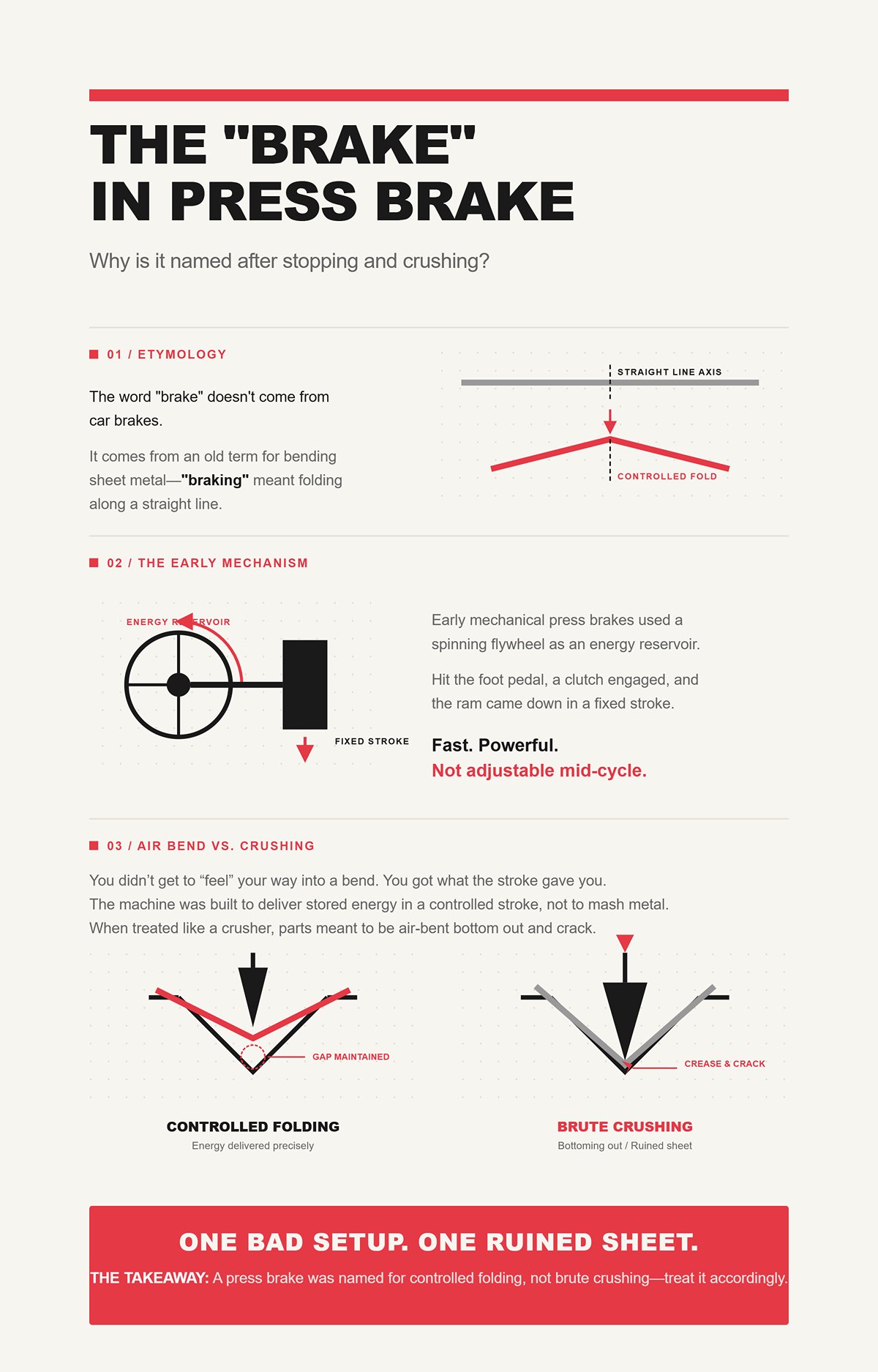
Eski mekanik pres bükme makineleri enerji deposu olarak dönen bir volan kullanırdı. Ayak pedalı basıldığında bir debriyaj devreye girer ve koç sabit bir strokla aşağı inerdi. Hızlı. Güçlü. Döngü ortasında ayarlanamaz.
Bükme işlemini “hissederek” yapma şansınız yoktu. Size strok ne veriyorsa onu alırdınız.
Bu tasarım size bir şey anlatıyor. Makine, depolanmış enerjiyi kontrollü bir strokla iletmek için inşa edilmişti, metali doğru görünene kadar ezmek için değil. Çıraklar onu bir ezici olarak kullandığında, hava bükme yapılması gereken parçaları tamamen dibe indirirler—ve bir anda o 4×8'lik sac, bir sonraki şekillendirme adımında çatlayacak parlak bir kırışıklık çizgisine sahip olur.
Bir kötü ayar. Bir boşa giden sac.
İsim kaldı ama anlam kaydı. “Brake” her zaman kontrollü katlama ile ilgiliydi, ezme ile değil.
Ana Fikir: Bir pres bükme makinesi kontrollü katlama için adlandırılmıştır, kaba ezme için değil—ona göre davranın.
“Pres” kelimesi, işin metalin boyun eğmesine kadar kuvvet uygulamak olduğunu düşündürür.

Ancak hava bükmede—en yaygın yöntem—punç hiçbir zaman kalıbın dibine kadar inmez. Sacı V açıklığının içine kısmen iter. Nihai açı üç şeye bağlıdır: punç derinliği, kalıp açıklık genişliği ve malzemenin geri yaylanması.
Derinliği değiştirmeden tonajı artırırsanız, sihirli bir şekilde farklı bir açı elde etmezsiniz. Çoğunlukla takım ve gövdeyi zorlamış olursunuz. Açıyı tutturamayan bazı kişilerin tonajı artırarak denediğini gördüm, ve başardıkları tek şey bombe yapmış bir koç ve çatlamış bir kalıp omuzu oldu.
Şöyle düşünün: kil bastırmıyorsunuz. İki destek (kalıp omuzları) üzerinden merkezden kontrollü yükle (punç) bir kiriş (sac) eğiyorsunuz. Bu, malzeme mekaniğinin temelidir.
Kuvvet girdidir. Açı çıktıdır.
Bunu anladığınızda, “bastırmak” amacınız olmaktan çıkar. Doğru kuvveti, doğru derinlikte, doğru takımla vermek—iş budur.
Peki konu daha sert bastırmak değilse, tam olarak neyi kontrol ediyorsunuz?
Size basit bir atölye örneği vereyim. Aynı 0.125 inç yumuşak çelik. Aynı punç. Alt kalıbı 1 inç V açıklığından 1.5 inç V açıklığına değiştirin. Aynı programlı derinliği çalıştırın.
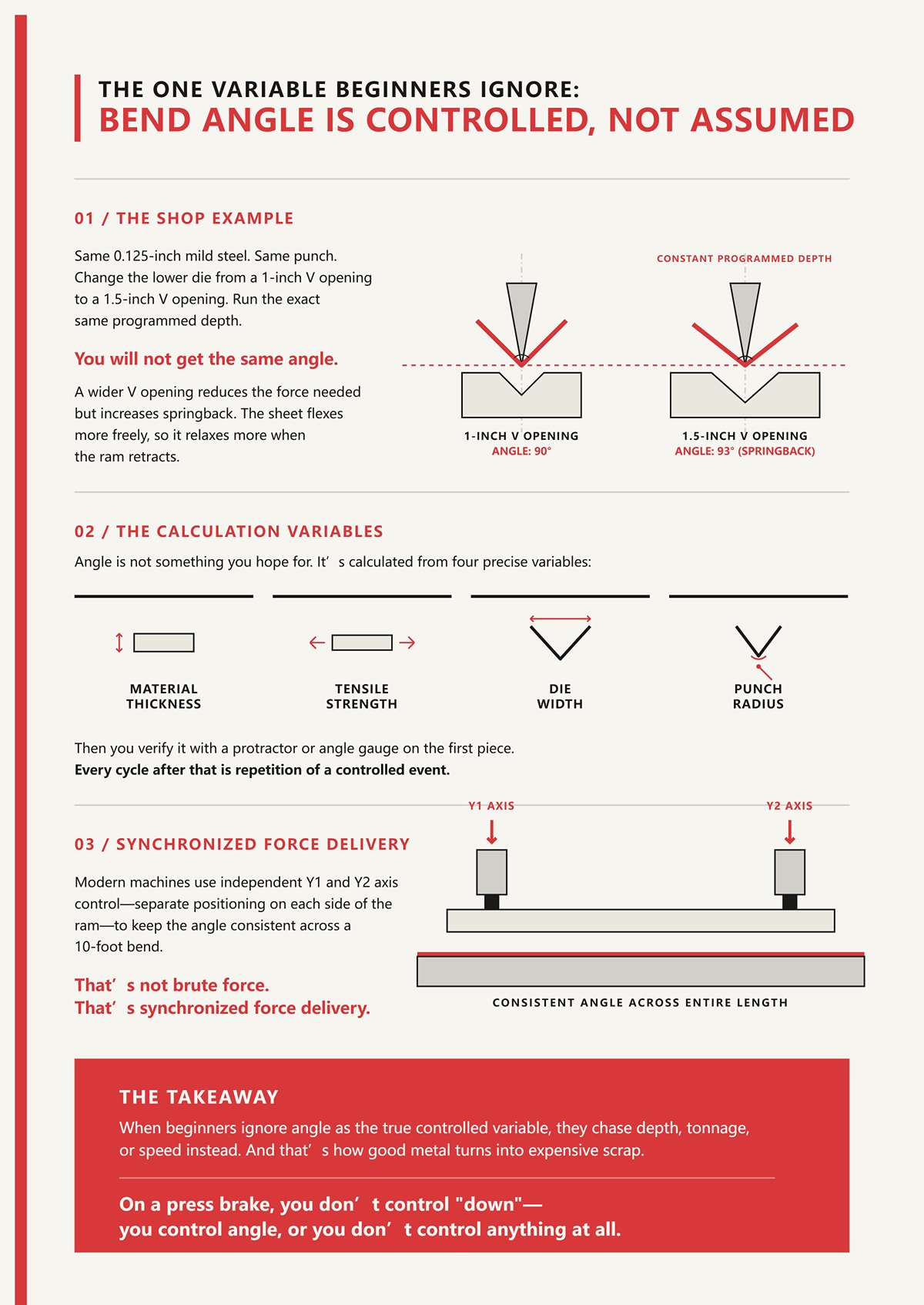
Aynı açıyı elde edemezsiniz.
Daha geniş V açıklığı gerekli kuvveti azaltır ama geri yaylanmayı artırır. Sac daha serbest eğilir, bu nedenle koç geri çekildiğinde daha çok rahatlar. Bunu hesaplamadıysanız, elinizde 93 derecelik bir parçayla “ne oldu” diye düşünürsünüz.
Açı öyle umduğunuz bir şey değildir. Malzeme kalınlığı, çekme dayanımı, kalıp genişliği ve punç yarıçapından hesaplanır. Sonra ilk parçayı bir açıölçer veya açı göstergesi ile doğrularsınız. Ondan sonra her çevrim kontrollü bir olayın tekrarından ibarettir.
Modern makineler, 10 feet’lik bir bükmede açıyı tutarlı tutmak için bağımsız Y1 ve Y2 eksen kontrolü—koçun her iki tarafında ayrı konumlandırma—kullanır. Bu kuvvetle zorlama değildir. Bu, senkronize kuvvet teslimidir.
Başlangıç seviyesindekiler açıyı gerçek kontrol edilen değişken olarak görmezden geldiğinde, bunun yerine derinlik, tonaj veya hızı kovalarlar. Bu da iyi metali pahalı hurdaya çevirir.
Ana Fikir: Bir abkant presinde “aşağı”yı kontrol etmezsiniz—açıyı kontrol edersiniz, yoksa hiçbir şeyi kontrol etmiş olmazsınız.
Elinizde, 0.125 inç yumuşak çelik üzerinde kenardan bükme hattına 2.000 inç mesafede, 90 derecelik bir flanş çağrısı yapan bir çizim var. Punçunuzu ve 1 inç V kalıbınızı zaten seçtiniz. Malzeme kalınlığını biliyorsunuz. Çekme dayanım aralığını biliyorsunuz. Peki makinayı ilk parçanın tahmin olmayacağı şekilde nasıl ayarlarsınız?
“Asağı ne kadar” ile başlamazsınız. Bükme indirimi ve hedef açı ile başlarsınız. CNC kontrolü, die açıklığını ve malzeme verilerini kullanarak, geri yaylanma sonrası 90 derece elde ettirecek teorik bir derinlik hesaplar. Bu derinlik rastgele değildir—geometriye bağlıdır. Kalıp genişliğini veya malzeme dayanımını değiştirirseniz, hesaplanan derinlik de buna bağlı olarak değişir.
Sonra çevrim başlar.
Her bükme, kontrollü olayların bir yığınıdır: konumlandırma, sıkma, inme, şekillendirme, geri yaylanma, serbest bırakma. Herhangi bir katmanı eksik yaparsanız, ekranda güvendiğiniz matematik kalıpta bozulur.
Hadi bu sacı takip edelim.
Levha sacı yatağa yerleştir ve CNC arka dayamanın parmaklarına değene kadar geriye it. Bu parmaklar sadece durak değil. Genellikle birkaç binde bir inç hassasiyetinde olan, servo kontrollü konumlandırma cihazlarıdır.
Flanşın 2.000 inç olması gerekiyorsa ve arka dayaman 0.020 inç hatalıysa, bükme hattın 0.020 inç kayar. Açın mükemmel olabilir ama parça yine de muayeneden geçmez, çünkü bacak boyu yanlış olur. Yeni başlayanlar hatayı bükmede ararlar. Aslında konumdu.
Şöyle düşün: Pres bükme makinesi uzaydaki bir hattın boyunca açı oluşturur. Arka dayama o hattın nerede olacağını belirler. Hat yanlışsa, ondan sonra gelen her şey kusursuz şekilde yanlış olur.
Şimdi bir katman daha ekle. Modern preslerde koçun sol ve sağ tarafını kontrol eden iki bağımsız eksen—Y1 ve Y2—kullanılır. Bunlar az da olsa senkronize olmazsa, zımba bir tarafına önce temas eder. 10 feet’lik bir parçada bu durum konik bir açıya dönüştürür—bir ucunda 89 derece, diğer ucunda 91 derece. Arka dayama koçun paralel kalacağını varsaydı. Makine kalibre edilmemişse, “doğru” konumun bükme hattına bükülmüş bir şekil verir.
Bir kalibrasyon kayması. Bir grup panelin montajda düzgün oturmaması.
Arka dayama metali bükmez. Fiziksel işlemin nerede olacağını belirler.
Ana Fikir: Bükme hattı tam olarak düşündüğün yerde değilse, açı doğruluğu parçayı kurtarmaz.
Döngü başlat tuşuna basarsın. Koç önce hızlı iner—yaklaşma hızı. Henüz yük yok. Sadece mesafeyi kapatma.
Sonra temas öncesinde yavaşlar. Bu yavaşlama dramatik olmak için değil, kontrol içindir. Zımba sacla temas ettiğinde, kuvvet hızla yükselir. Temasta fazla hız olursa, makine kontrol tepkimeye fırsat bulmadan programlanan derinliği aşar.
Servo-elektrikli pres bükmede bu hareket bilyalı vidalarla sağlanır. İnce-orta kalınlıkta malzeme için hassas, verimli ve mükemmeldirler. Ama tork limitleri vardır. Ağır levha işlerine girdiğinde sınırlarına ulaşırlar. Hidrolikler ise, yüksek tonajı gün boyu sağlayabilir, fakat doğrudan mekanik sürüş yerine sıvı sıkışması ve valf tepkisini yönetirsin.
Farklı tahrik tipleri, yük altında farklı davranışlar.
Ve yük, makinenin kendisini değiştirir. Yüksek tonaj altında yatak ve koç hafifçe eğilir. Ön-bombe (yatağın önceden eğilmesini sağlayan ayarlanabilir telafi) olmazsa, kanoya benzer etki olur: uçlarda daha dar açı, ortada açık. Koç derinlik açısından tam olarak söylenen şeyi yaptı. Çerçeve yine hareket etti.
Hız önemlidir çünkü kontrol sistemi direnci ölçmek ve tam şekillendirme derinliğinde durmak için zaman ister. Fazla hızlı olursa hesaplanan noktayı aşarsın. Fazla yavaş olursa, doğruluk artmadan çevrim süresini boşa harcarsın.
Burada gerçek olan “koç aşağı” değil. Yük altında eğilen bir yapı boyunca, hesaplanan eşiğe ulaşan kontrollü bir kuvvet yükselmesi, gerçek zamanlı telafi ile.
Bu dengeyi kaçırırsan bükme yapmıyorsun—müşteri malzemesini kalıpta çerçeveye dayanıklılık testi yapıyorsun.
Ana Fikir: Koç hızı acele veya ihtiyat meselesi değil—makineye açı hesabının istediği tam kuvvet ve derinliği yakalamak için zaman vermekle ilgilidir.
Zımba programlanan derinliğe ulaşır. Ekranda, 90 derece üretmesi gereken sayıya ulaştığın yazıyor.
Piston kolunu geri çekersiniz.
Parça 92’ye açılır.
Bu yaylanmadır—yükü kaldırdığınızda metalin elastik geri kazanımı. Her malzemenin bir akma dayanımı vardır (kalıcı şekilde deformasyona uğradığı nokta) ve bir elastik aralığı vardır (geri dönmek istediği yer). Hava bükme, ikisi arasındaki denge içinde gerçekleşir. Kalıcı deformasyon elde etmek için akma noktasının biraz ötesine itersiniz, bazı elastik geri kazanım gerçekleşeceğini bilerek.
Yumuşak çelik, yaylanmada yaygın kalınlıklarda 1 ila 2 derece geri dönebilir. Paslanmaz çelik, kalite ve sertliğine bağlı olarak 2 ila 5 derece sıçrayabilir. Aynı kalite içinde bile farklı ısıl partiler farklı davranır. 20 iyi parça üretebilir, farklı bir partiden yeni bir sac yükleyebilir ve birdenbire tekrar açı kovalamaya başlayabilirsiniz.
Peki ne yapıyoruz? Fazla büküyoruz. 2 derece yaylanma bekliyorsak, serbest bırakıldıktan sonra 90’a ulaşmak için 88’e program yapıyoruz. Modern kontroller otomatik ayarlama yapabilen açı ölçüm sistemlerini kullanabilir, ancak prensip değişmez: yük altında oluşturduğunuz şey asla tam olarak elde ettiğiniz şey değildir.
İşte kuvvet verme fikrinin değerini gösterdiği yer burasıdır. Görsel bir hedefe göre şekil vermiyorsunuz. Bilinen malzeme davranışına dayanarak hesaplanmış bir fazla bükme yapıyorsunuz, bunu ilk parçada doğruluyorsunuz ve ardından sabitliyorsunuz.
Yaylanmayı görmezden gelirseniz, “mükemmel” derinlik ayarınız, hepsi 2 derece açık olan bir parça yığınına dönüşür. Paslanmazda bu hurdadır.
Ana Fikir: Metal serbest kaldıktan sonra nereye ulaşacağını, punch altında nerede durduğunu değil, her zaman ona göre programlayın.
Piston kolu geri çekilir. Arka dayama bir sonraki pozisyona hareket eder. Parçayı bir sonraki bükme için döndürür veya çevirirsiniz.
Bir döngü, küçük bir bracket üzerinde 10 saniye sürebilir. Bu önemsiz gibi görünebilir, ta ki 3.000 parça çalıştırana kadar. Bir saniyeyi güvenli şekilde kısaltırsanız, neredeyse bir saat makine zamanından tasarruf edersiniz. Bir saniyelik tereddüt veya düzeltme eklediğinizde, bunun bedelini bütün hafta ödersiniz.
Ama işte tuzak: ilk parça doğru olmadan hız kovalamak.
Kurulumu aceleye getirir, ilk parça muayenesini atlar veya yatak boyunca hafif açı kaymasını görmezden gelirseniz, sadece saniyeleri kaybetmezsiniz. Parti kaybedersiniz. Üretim maliyeti düzenli artışlarla yükselmez—eşleşen montajın içine sığmayan 1 derecelik hata ile 200 parçayı keşfettiğinizde fırlar.
Döngü süresi kümülatiftir. Hata da öyle.
İyi yönetilen bir abkant pres operasyonu neredeyse sıkıcı görünür: tutarlı yaklaşma hızı, kontrollü şekil verme hızı, doğrulanmış açı, tekrarlanabilir arka dayama konumlandırması. Makine zorlanmaz. Operatör tahmin yapmaz. Ekrandaki sayılar elinizdeki geometrinin aynasıdır.
Bu kaba kuvvet değildir. Bu kalibre edilmiş tekrar yöntemidir.
Ve tam döngüyü gördüğünüzde—pozisyon, kontrollü iniş, telafi edilmiş kuvvet, hesaplanmış fazla bükme, tekrar—bir şeyi fark etmeye başlarsınız: bükme yöntemi, ne kadar yaylanmayla mücadele ettiğinizi, ne kadar tonaj gerektiğini ve çerçevenin ne kadar saptığını değiştirir.
Bu da şu soruyu gündeme getirir: döngü aynı kalırsa, bükme yöntemini değiştirmek sonucu nasıl değiştirir?
Ana Fikir: Üretimde, doğru şekilde tasarruf edilen bir saniye kâr getirir; kaçırılan bir derece hurda üretir.
| Adım | Başlık | İçerik | Paket Servis |
|---|---|---|---|
| Adım 1 | Konumlandırma: CNC arka dayamanın doğrulukta adı konmamış kahraman olması | CNC arka dayama, levhayı servo kontrollü parmaklarla milimetrenin binde biri hassasiyetle konumlandırır. Arka dayama yanlış hizalanırsa, bükme hattı kayar—açı mükemmel olsa bile—yanlış bacak uzunluğundan dolayı parça hatası meydana gelir. Pres freni açıyı oluşturur, ancak bu açının uzaydaki yerini arka dayama belirler. Modern frenler bağımsız Y1 ve Y2 eksenlerini kullanır; senkron olmadığında uzun parçalar boyunca eğimli açılar oluştururlar. Makine kalibrasyonu ve yapısal hizalama doğrudan bükme doğruluğunu etkiler. Arka dayama, bükme fiziğinin nerede gerçekleştiğini belirler. | Bükme hattı tam olarak düşündüğün yerde değilse, açı doğruluğu parçayı kurtarmaz. |
| Adım 2 | Kıskaçlama ve İniş: Kama (ram) ne yapar ve burada hız neden önemlidir | Kama (ram) yaklaşma hızında hızla iner, sonra temas öncesi kontrol için yavaşlar. Temasta fazla hız, kontrol sistemi tepki vermeden önce aşırı ilerlemeye neden olabilir. Servo-elektrikli frenler hassas ama torku sınırlı bilyalı vidalar kullanırken, hidrolik sistemler yüksek tonaj sağlar ancak sıvı dinamiklerini yönetir. Yük altındayken tabla ve kama esner; bu durumu dengelemek için taçlama (crowning) yapılır, böylece açıların eşitsiz olması (“kanoluk etkisi”) önlenir. Doğru hız, kontrol sisteminin direnci ölçmesini ve doğru biçimlendirme derinliğinde durmasını sağlar. Süreç, esneyen bir yapı üzerinde hesaplanmış bir eşik değerine yükselen kontrollü güçten oluşur. | Koç hızı acele veya ihtiyat meselesi değil—makineye açı hesabının istediği tam kuvvet ve derinliği yakalamak için zaman vermekle ilgilidir. |
| Adım 3 | Geri Yaylanma İkilemi: Metalin neden tam olarak bıraktığınız yerde kalmaması | Bükme ve serbest bırakma sonrası, metal elastik geri kazanım nedeniyle geri yaylanır. Farklı malzemeler ve partiler geri yaylanma davranışında farklılık gösterir. Operatörler, beklenen geri kazanıma göre fazla bükme yaparak bunu telafi eder (örneğin, 90° elde etmek için 88° programlamak). Modern sistemler açı ölçümü ile otomatik ayarlama yapabilir, ancak prensip aynıdır: yük sonrası gevşemeyi hesaba katmak zorundasınız. Başarılı bükme, ilk parçada doğrulanan hesaplanmış fazla bükmeye dayanır. | Metal serbest kaldıktan sonra nereye ulaşacağını, punch altında nerede durduğunu değil, her zaman ona göre programlayın. |
| Adım 4 | Bırak ve Tekrarla: Döngü süresinin üretim maliyetine nasıl etki ettiği | Her bükme döngüsü, kamayı geri çekmeyi, arka dayamayı yeniden konumlandırmayı ve parçayı taşımayı içerir. Küçük zaman tasarrufları, büyük üretim adetlerinde önemli ölçüde birikir. Ancak, ilk parçayı doğrulamadan hıza öncelik vermek, pahalı parti hatalarına yol açar. Hız, konumlandırma ve açı doğrulamasındaki tutarlılık tekrar edilebilirlik sağlar. Üretim verimliliği, kaba kuvvetten değil, kalibre edilmiş tekrar sürecinden gelir. | Üretimde, doğru şekilde tasarruf edilen bir saniye kâr getirir; kaçırılan bir derece hurda üretir. |
Aynı makineyi çalıştırırsınız. Aynı operatör. Aynı levha. Tek değiştirdiğiniz şey takım kurulumudur ve ne kadar derine ittiğinizdir.
Bir iş 40 ton alır ve 2 derece geri yaylanır. Bir diğeri üç kat tonaj gerektirir ve bırakıldığında neredeyse hiç hareket etmez. Üçüncüsü her zaman birebir 90 dereceye ulaşır—ama makine bunu yaparken inler.
Kama döngüsünde hiçbir şey değişmedi. Değişen şey, zımba, kalıp ve malzeme arasındaki ilişkidir. Bu ilişki bükme yöntemidir.
Hangi yöntemi aslında kullandığınızı bilmiyorsanız, “şekillendirme” yapmıyorsunuz demektir. Tonaj, geri yaylanma ve çerçeve esnemesi ile aynı anda kumar oynuyorsunuz.
1 inçlik V-kalıp üzerinde duran 0,125 inç yumuşak çelik levhayı gözünüzde canlandırın. Standart 88 derecelik zımbayı aşağı indirir ve zımba ucu kalıp tabanına oturmadan önce durursunuz.
Levha yalnızca üç noktaya değiyor: zımbanın ucu ve iki kalıp omzu. Aralarında havada asılı duruyor. İşte bu, hava bükmedir.
Şimdi zımbada hiçbir değişiklik yapmayın. Kalıbı 0,75 inç V ile değiştirin. Aynı programlanmış derinlikte çalıştırın.
Aynı açıyı elde edemezsiniz.
Neden? Çünkü hava bükmede, iç bükme yarıçapı kalıp açıklığının bir fonksiyonu olarak oluşur—yumuşak çelik için yaklaşık olarak V-açıklığının 1’i. Daha dar V, daha sıkı yarıçap. Daha sıkı yarıçap malzemenin dışta daha fazla gerilmesi ve içte daha fazla sıkışması demektir. Bu, yaylanma sonrası 90 dereceye ulaşmak için ne kadar fazla bükmeniz gerektiğini değiştirir.
Zımba aşağıya doğru itiyor. Ancak kalıp açıklığı, malzemenin akmasına izin verilen geometrisini belirliyor.
Şimdi daha derine it—malzeme kalıp yüzlerine tamamen temas edene kadar. Artık üç nokta arasında yüzmüyorsun. Levha, kalıp açısının içine bastırılıyor. Bu, oturtmadır. Kalıp açısı artık malzemenin yük altında ona uyum sağlamaya zorlandığı için nihai bükme açısını fiziksel olarak belirler.
Daha da derine git—basit teması aş—ve bükme çizgisinde malzemenin tüm kalınlığı boyunca plastik deformasyona başlarsın. Bu, baskı vererek şekillendirmedir (coining). Yalnızca bir yarıçap etrafında bükmüyorsun; metali kalıp boşluğuna sıkıştırıyor ve zirvede biraz inceltiyorsun.
Şöyle düşünün: kalıp sadece bir destek bloğu değil. O, sınır koşuludur. Metalin kendi yarıçapını oluşturma özgürlüğünü ne kadar belirliyor ve alet geometrisine ne kadar uyması gerektiğine o karar veriyor.
Bunu yanlış yaparsanız bütün vardiya boyunca açıları kovalarsınız, aynı derinlik ayarının neden üç farklı sonuç verdiğini merak edersiniz.
Ana Fikir: Kalıp açıklığı ve açısı, malzemenin nasıl deformasyona uğrayacağına izin verildiğini belirler—geometri olmadan yalnızca derinliğin hiçbir anlamı yoktur.
Atölyemde yapılan çoğu işte—braketler, kapaklar, çerçeveler—hava bükme yaparız. Hızlıdır. Esnektir. Bir zımba ve birkaç V-kalıp geniş bir kalınlık aralığını kaldırabilir.
90 derece mi istiyorsunuz? 90 derecelik kalıba gerek yok. Örneğin 88 derecelik bir zımba kullanır ve derinliği kontrol edersiniz. Daha önce durursanız 100 derece elde edersiniz. Daha derine gider, 85 derece alırsınız. Tek takım seti, sonsuz açı.
Bu esneklik, hava bükmenin üç yöntem arasında en az tonaj kullanmasının nedenidir. Sadece bir yarıçap oluşturuyorsunuz, malzemeyi bir boşluğa gömmüyorsunuz. Daha düşük tonaj, daha az gövde esnemesi, daha az aşınma ve daha hızlı çevrimler demektir.
Ama işte sınır.
Parça yalnızca üç noktaya temas ettiği için nihai açı şuna bağlıdır:
Uygun eğim verilmeden 1,8 metre (6 foot) uzunluğunda bir parçayı çalıştırırsanız şunu görürsünüz: uçlarda 90 derece, ortada 92 derece. Koç her yerde programlanan derinliği vurdu. Gövde yine de esnedi.
Modern CNC frenler, açı sensörleri ile gerçek zamanlı ölçüm ve otomatik düzeltme yapabilir. Bu yardımcı olur. Ancak fiziği değiştirmez. Hava bükme her zaman geri sekme ile derinlik kontrolünü dengelemenizi gerektirir.
Yeni bir operatörün ekrandaki sayının açıyı garanti ettiğini varsaydığını gördüm. Elde ettiği şey, baskıda 90 derece olması gereken bir parçada 92 dereceydi.
Ana Fikir: Hava bükme esneklik ve düşük tonaj sağlar, ancak açı hassasiyeti malzeme tutarlılığı ve makine telafisine bağlıdır.
Şimdi aynı 0.125 inç yumuşak çeliği alıp 90 derecelik bir kalıp üzerine yerleştirin. Bu sefer, zımbayı malzeme tamamen kalıp yüzlerine oturana kadar itersiniz.
Artık açı ne kadar geri sekmeyle açılacak diye tahmin etmiyorsunuz. Kalıp açısı 90. Malzeme sert şekilde 90’a bastırılmış. Geri sekme hâlâ vardır, ancak kesitin daha büyük bir kısmı akma sınırını aştığı için önemli ölçüde azalmıştır.
Tonaj artar—aynı malzeme ve kalınlık için hava bükmeye göre genellikle birkaç kat daha fazladır. Neden? Çünkü sadece serbest bir yarıçap oluşturmaktan öte, tüm bükme bölgesini kalıp duvarlarına uydurmaya zorlarsınız.
Bu yüksek tonaj, eğer makine buna göre üretilmemiş veya taçlandırlmamışsa daha fazla yatak ve koç sapması demektir. Hafif hizmet tipi bir frende, kalın malzemeyi dibe bastırmak, açı değişimlerini düzeltmek yerine kano etkisini artırabilir.
Ancak kalıbı malzeme kalınlığına tam olarak eşleştirdiğinizde—ve bu çok önemlidir—dip bükme parti parti tekrarlanabilirlik sağlar. İnce ayar fazla bükme ayarlamalarına daha az bağımlılık. Küçük akma değişimlerine daha az hassasiyet.
Taviz mi? Her malzeme kalınlığı için kendi kalıp eşleşmesi gerekir. Kalınlığı değiştirin, kalıbı değiştirin.
Bunu göz ardı edip, ince alüminyumu kalın çelik için yapılmış bir kalıpla dibe bastırmaya çalışırsanız, bükme hattını tolerans dışı bir şekilde zedelersiniz. Bu kozmetik hasar, görünür bir parçayı tek başına öldürebilir.
Ana Fikir: Dip bükme, geri sekmeyi azaltmak ve daha sıkı açı tekrarlanabilirliği sağlamak karşılığında esnekliği feda eder ve daha fazla tonaj gerektirir.
Damgalama, çırakların “ekstra hassas” olduklarını düşündükleri yöntemdir.”
Keskin uçlu—genellikle küçük uç yarıçaplı—bir zımbayı alır, malzeme boyunca neredeyse tüm kalınlık boyunca bükme hattında akma sınırını aşacak şekilde sertçe bastırırsınız. İç yarıçap neredeyse zımba ucu yarıçapına eşit olur. Malzeme tepe noktasında adeta sıkışır ve incelir.
Geri sekme? Minimum. Bazen yarım dereceden bile az.
Kulağa mükemmel geliyor.
Şimdi tonaj tablosuna bakın. Damgalama, aynı malzeme için hava bükmeye göre beş ila on kat tonaj gerektirebilir. Bu kuvvet kaybolmaz. Çerçeveye, kalıba ve sac levhaya gider.
Makine bu işlem için uygun değilse, kalıcı yatak sapması riski vardır. Sertleştirilmiş paslanmaz çelikte keskin bir zımbayla çalışıyorsanız, bükme hattı boyunca mikro çatlak riski vardır. Kozmetik alüminyumda ise, hiçbir yüzey işleminden gizlenemeyecek bir iz bırakabilirsiniz.
Paslanmazda bu hurdadır.
Doğru şekilde makine, takım ve malzeme eşleştirildiğinde, baskı yöntemi kesinlikle hassasiyet sağlar. Açı toleransının sıkı olduğu ve değişimin kabul edilemez olduğu yüksek hacimli parçalarda yaygındır.
Ancak bu, en az tolerans gösteren yöntemdir. Derinlik hataları, ayak pedalı ile düzeltilmez. Takım aşınması açıya hemen yansır. Ve tonaj talebi makinenizi yapısal sınırlarına doğru zorlar.
Artık sadece bükmüyorsunuz. Levhaya bir çizgiyi soğuk dövüyorsunuz.
Bu, bir sonraki zor soruya götürür: Eğer her yöntem tonaj talebini bu kadar dramatik şekilde değiştiriyorsa, makinenizin nominal kapasitesinin gerçekten sizin bükme şeklinizi karşıladığından—sadece çizimdeki kalınlığı değil—ne kadar eminsiniz?
Bir çocuk bir keresinde dükkanıma geldi, yeni 175 tonluk abkant presiyle gururdan uçuyordu. “İhtiyacımız olacak her şeyi bükebilir,” dedi.
İlk işi, 3/16 paslanmaz çelik, alt bükme, tam 10 ayak uzunluğuydu. Makine durmadı. İnledi. Altı ay sonra yatağın üzerinde kalıcı bir gülüş oluşmuştu. Gözle görülmezdi. Her açı kontrolünde görünürdü.
Bütçesinin yettiği en büyük makineyi aldı.
Asla bunun doğru makine olup olmadığını sormadı.
Sormanız gereken soru daha basit ve daha zordur: Bükme yönteminizin tonaj talebini, bükmeyi planladığınız tam uzunlukta—para kazandırması gereken makineyi yamultmadan—makinenizin nominal tonajının gerçekten karşıladığını nasıl hesaplarınız?
Tornacıların tonajı sadece bir övünme sayısı sandıkları çıraklara anlattığım şekilde parçalayalım.
Bir tonaj çizelgesine yaklaştığınızda şöyle bir şey görürsünüz: 32 mm V kalıbı üzerinde 4 mm yumuşak çelik, metre başına yaklaşık 330 kN gerektirir. Bu toplam kuvvet değildir. Bu, bükme uzunluğu metre başına kuvvettir.
Tuzak şimdiden görünüyor: 2 ayaklık bir braket ile 10 ayaklık bir panel aynı makinede tamamen farklı yüklerdir.
Çoğu atölye, 60.000 psi çekme dayanımı olan yumuşak çeliği hava bükmek için şu formülü kullanır:
P = 650 × S² × L / V
Burada:
O S² terimi acemilerin kaçırdığı kısımdır. Kalınlık karesidir. Kalınlığı iki katına çıkarırsanız tonaj sadece ikiye katlanmaz—dörde çıkar.
Basit bir örnek alalım.
4 feet uzunluğunda 1 inçlik V üzerinde 0,125 inç hafif çeliği hava bükme, sizi yaklaşık 20–25 ton civarında bir yere getirir. 60 tonluk bir pres frende yönetilebilir.
Şimdi sadece kalınlığı 0,250 inç olarak değiştirin.
Aynı kalıp stili. Aynı uzunluk.
Artık 40–50 ton değil, yaklaşık olarak 80–100 ton. Bu, kare kanunun etkisi.
Şimdi hafif çeliği paslanmaz çelikle değiştirin. Standart uygulama, daha yüksek çekme dayanımı nedeniyle yaklaşık olarak 1,5 ile çarpmaktır. Krom moli? 2,0’a daha yakın.
Şöyle düşünün: kalınlık benzindir, malzeme dayanımı oksijendir, bükme yöntemi ise kıvılcım. Üçünü birden değiştirdiğinizde—daha kalın paslanmaz çelik, hava yerine dip bükme—gücü biraz itmezsiniz, çarparsınız.
Ve daha önce belirlediğimiz şeyi hatırlayın: dip bükme hava bükme tonajının yaklaşık dört katını gerektirebilir. Para basma yöntemi beş ila on katını gerektirebilir.
Yani hava bükme hesabınız 25 ton diyorsa, aynı parçayı dip bükme 100 ton civarına çıkarabilir. Para basma ise sizi 200 tona yaklaştırabilir.
O “175 tonluk” makine birdenbire fazla değil, yetersiz hale gelir.
Ana Fikir: Tonaj, belirli varsayımlar altında uzunluk başına kuvvet demektir—kalınlığı, malzemeyi veya yöntemi değiştirin ve yük hızla katlanır.
Şimdi isim levhasında görünmeyen bir şey hakkında konuşalım: yoğunlaşmış yük.
100 ton olarak derecelendirilmiş bir pres, genellikle 100 tonun tam derecelendirilmiş yatak uzunluğu boyunca eşit olarak dağıtılması anlamına gelir. Orta 12 inçte odaklanmış 100 ton değil.
Birinin 100 tonluk makinede, ortasında ağır bir kısa braketi para basma yöntemiyle yapmaya çalıştığını izledim. Matematik toplamda 85 ton diyordu. Güvende olduğunu düşündü.
Kaçırdığı şey dağılımdı.
Eğer o 85 ton, 10 feet uzunluğundaki bir yatakta 12 inçlik bir alana uygulanıyorsa, orta kısım büyük bir yerel yük görürken çerçevenin geri kalanı sapmaya karşı çok az katkıda bulunuyor demektir. Yatak ve koç kirişlerdir. Kirişler nokta yüklerinden nefret eder.
Üreticiler, tam uzunluk boyunca tam kapasiteye yakın çalışırken genellikle yüzde 20 ila 50 oranında düşürme (derating) önermektedir. Kısa bir segment üzerine yüksek kuvvet uygularken daha da fazla dikkat gerekir.
İşte böyle takım omuzlarını çatlatabilir veya yatakta kalıcı bir eğrilik oluşturabilirsiniz. Tek dramatik bir patlama ile değil. Fark etmediğiniz küçük akma olaylarıyla, her uzun parçayı çalıştırdığınızda açıların kaymasıyla.
Paslanmazda bu hurdadır.
Çerçeve sapmasını ayak pedalında hissetmezsiniz. Bunu tutarsız açılarda ve yalnızca ters çevirdiğinizde uyan parçalarla görürsünüz.
Ana Fikir: Bir frenin nominal tonajı, eşit dağılım varsayar—kısa bir bölümde yoğunlaşan kuvvet, sınırlar içinde olması “gereken” bir makineyi aşırı yükleyebilir.
Sektör hesaplayıcıları, hesaplanan ihtiyacınızın yaklaşık yüzde 20 fazlası kapasite satın almanızı önerir. Bu güvenlik payı, sürtünmeyi, spesifikasyondan daha yüksek çıkan gerçek çekme mukavemetini ve kalınlık değişimini hesaba katar.
Bu akıllıca.
Sürekli yetersiz tonaj, makul düzeyde fazla kapasite alımından daha kötü bir durumdur. Yetersiz boyutlandırılmış bir makine, hava bükme yapmak istediğinizde sizi tabana bastırmaya, idealden daha dar kalıplar kullanmaya, her çevrimde çerçevenin elastik sınırına daha yakın çalışmaya zorlar. İşte bu, hidroliklerdeki contaları yakar ve gün boyu açı kovalamaya neden olur.
Ama işte yeni başlayanların fazla ileri gittiği yer burası.
Şöyle düşünürler: “Tamam. O zaman devasa alırım.”
Aşırı büyük makineler otomatik olarak daha güvenli değildir. 300 tonluk bir frenle geniş bir kalıp üzerinde ince 16 gauge hava bükmek, kontrolü daha zor olabilir; çünkü makine, daha yüksek yük altında verimli çalışmak üzere tasarlanmıştır. Kuvvet aralığının alt diliminde çalışıyorsunuz. Küçük basınç değişiklikleri büyük açı değişimlerine yol açar.
Buna şöyle bakın: Bir tork anahtarı en doğru şekilde aralığının ortasında çalışır, kapasitesinin yüzde 5’inde değil. Pres frenler aynı şekilde davranır. Kontrol, kuvvet aralığını iş ile uyumlu hale getirmekten gelir.
Fazla tonaj, operatörleri her şeyi “basarak şekillendirme” eğilimine sokar çünkü “yapabiliriz.” Bu, takım ömrünü kısaltmanın ve malzemeyi bükme tepesinde gereksiz yere inceltmenin yoludur.
Yetersiz tonaj işi aç bırakır. Aşırı tonaj onu zorbalığa uğratabilir.
Ana Fikir: Yeterli kapasiteyi, güvenlik payıyla birlikte alın; ancak makinenizi, yaygın işlerinizin kontrollü orta aralıkta çalışacağı şekilde boyutlandırın—uç noktalarda değil.
150 tonluk, 10 feet’lik bir fren, bu 10 feet boyunca herhangi bir noktaya 150 ton uygulayabileceğiniz anlamına gelmez.
Daha uzun yataklar yük altında eğilmeye daha yatkındır. İşte bu yüzden yer eğriliği sistemleri vardır—ram ortadan aşağı bastığında oluşan doğal bombeyi dengelemek için.
Şimdi uzunluğu, feet başına tonaj ile birleştirin.
Hesabınız bir iş için feet başına 30 ton gerektiğini ve 8 feet bükme yaptığınızı söylüyorsa, bu, bütün uzunluk boyunca eşit olarak 240 ton gerektiği anlamına gelir. 150 tonluk, 10 feet’lik bir fren “neredeyse yeterli” değildir. Dramatik şekilde yetersizdir.
Tersini düşünün.
Eğer yalnızca 3 feet’lik parçaları büküyorsanız, daha kısa, daha sert 80 tonluk bir makine, açının tutarlılığı açısından daha uzun 150 tonluk frenden üstün olabilir; çünkü benzer oransal yüklerde çerçeve daha az eğilir.
Teknik özellik tablosu size maksimum kuvvet ve maksimum uzunluğu söyler. Size rijitliğin, dağılımın ve gerçek dünya kapasite düşürmenin, tipik iş karışımınızda nasıl etkileştiğini söylemez.
Ve işte gerçek tuzak bu.
Alabileceğiniz en büyük makineyi satın almak güvenli gibi gelir. Baskın bükme yönteminiz için ayak başına tonaj ve tabla uzunluğunun doğru kombinasyonunu almak ise daha güvenlidir.
Bu da şu sonraki soruyu gündeme getirir: Gerçekte ne kadar kontrollü kuvvete ihtiyaç duyduğunuzu bildiğinizde, bu kuvvetin üretilme şekli—hidrolik, mekanik, servo‑elektrik—onu ne kadar hassas şekilde iletebileceğinizi nasıl değiştirir?
Yıllarca yerde iki makinem vardı: 200 tonluk bir hidrolik ve eski tip 90 tonluk mekanik volanlı pres freni. Aynı 10 ayak tabla. Aynı takımlama rafı. Aynı operatörler arasında dönüşümlü kullanım.
Kâğıt üzerinde ikisi de kısa uzunluklarda 10 numara yumuşak çeliği bükebiliyordu. Pratikte, biri size yarım derece adımlarla açıya yaklaşma imkanı tanırken; diğeri düşen bir çekiç gibi tabana vuruyordu. Biri iç stroke sırasında düzeltme yapmanıza izin verirken; diğeri kavrama devreye girer girmez işi bitiriyordu.
Bu fark ham tonaj ile ilgili değil. Bu, makinenin stroku boyunca kuvveti nasıl ürettiği ve ölçümlendirdiği ile ilgili—nasıl hızlandığı, nasıl yavaşladığı ve zımba malzemeye temas ettiğinde ayarlama yapıp yapamayacağı.
Çünkü satış broşürlerinin göz ardı ettiği kısım şu: Tahrik tipi ne olursa olsun, en üst düzey makineler bile ek donanım olmadan gerçek üretimde genellikle ±0,5° bükme açısı tutar. Ve sadece birkaç binde bir kalınlık varyasyonu bile açınızı 2–3° değiştirebilir; yanındaki marka ne olursa olsun.
Yani tahrik tipi sihirli bir şekilde hassasiyet yaratmaz. Gerçeklik—yaylanma, kalınlık sapması, sürtünme—geri itmeye başladığında, hesapladığınız kuvvetin ne kadar kontrol edilebilir ve tekrarlanabilir olduğunu belirler.
Bu tamamen farklı bir problem.
Ana Fikir: Tahrik tipi tonaj matematiğini değiştirmez—gerçek dünya koşullarında o tonajı ne kadar hassas ve güvenli şekilde verebileceğinizi değiştirir.
Sabit hızda dönen bir volanı gözünüzde canlandırın. Pedala bastığınızda bir kavrama devreye girer ve depolanmış dönme enerjisi, krankın koç başını sabit bir strok boyunca aşağıya ittiği anda doğrusal kuvvete dönüşür.
İşte bu bir mekanik pres frenidir.
Mekanik bir makinede tonaj eğrisi stroğun alt kısmına yakın zirveye ulaşır. Bu noktadan yukarıda mevcut kuvvet hızla düşer. Yani bükme hesaplamanız tam kapasite gerektiğini söylüyorsa, yönteme uygun olsa da olmasa da alt ölü noktaya yakın çalışmaya zorlanırsınız.
Mekanik bir freni açıya “yumuşatarak” getirmezsiniz. Onu zamanlarsınız.
Kalıp seçiminiz veya yaylanma tahmininiz yanlışsa, stroğun ortasında yavaşlayıp düzeltme yapamazsınız. Makine, devreye girdiği anda işi bitirir. Bu, tekrar eden parçaların yüksek hızda üretimini mümkün kılar—hızlı çevrim süreleri, basit mekanik—ancak kurulum hatalarını ağır cezalandırır.
Yeni bir operatörün, kapasite sınırına yakın bir mekanikte 3/16 paslanmaz çeliği taban bükmeye çalıştığını izledim. Fazla bükme tahmini iki derece eksikti. Elde ettiği ise baskıda 90 derece olması gereken parçada 92 dereceydi. Paslanmazda bu hurdadır.
Şöyle düşünün: mekanik fren, bükme için uyarlanmış bir zımba presi gibidir—proses ayarlı olduğunda harika, olmadığı zamanda affetmez.
Buna güvenlik gerçeğini ekleyin. Tam strok makineler doğal olarak havada durmaz; tadilatlar mevcuttur, ancak tasarım kökleri koruma standartlarının farklı olduğu bir döneme dayanır. Bugün daha az yeni satılmasının bir nedeni de budur.
Onlar hız ve sadelik sorununu çözüyor. Bizim üzerinde çalıştığımız sorunla mücadele ediyorlar: değişken işlerde kontrollü, ayarlanabilir güç aktarımı.
Yani hız onların güçlü yönüyse, hidroliklerin çoğu imalat atölyesine hâkim olmasını sağlayan şey nedir?
Ağır bir bükme sırasında modern bir hidrolik bükücüye yan yana durun. Basınç oluşurken pompaların yüklenmesini duyarsınız. Ram, hidrolik silindirlerden kontrollü akışla iner—piston yüzeyine etki eden sıvı basıncıyla üretilen kuvvet.
Basınç çarpı alan eşittir kuvvet. Basit fizik.
Ama kritik kısım şu: basınç strok boyunca sürekli olarak ayarlanabilir. Yaklaşmayı yavaşlatabilir, temas noktasına kadar ağır ağır ilerleyebilir, basıncı kademeli olarak artırabilir ve hatta en alt noktada malzemenin rahatlamasına izin vermek için bekleyebilirsiniz.
Bu kontrol, bir işte havada bükme yaparken, sonraki işte temas bükme yaparken ve öğlen sonrası madeni para basmaya yaklaşırken önemlidir.
Hidrolikler ayrıca ölçeklenebilir. 12 feet boyunca 300 ton mu lazım? 20 feet boyunca 600 mü? Akışkan gücü bunu, kamyon lastiği büyüklüğünde bir volan olmadan halleder. Bu yüzden ağır levha işleri hidroliklerle yapılır.
Şimdi “hidrolikler daha hassastır” iddiasını stres testine sokalım.
Günümüzün tüm tahrik tipi makineleri, rijit gövdeler ve senkronize ram kontrolü sayesinde milimetrenin binde biri mertebesinde son derece sıkı konum tekrarı başarabilir. Ancak konum tekrarı, üretimde bükme açısı hassasiyetiyle aynı şey değildir.
Açı, malzeme kalınlığı, lif yönü, kalıp genişliği ve geri yaylanmaya bağlıdır. Hidrolik bükücü, basınca dayalı kontrol ve gerçek zamanlı açı ölçüm sistemlerini entegre edebildiği için öne çıkar. Kalınlık değiştiğinde parça başına ram derinliğini dinamik olarak ayarlayabilir.
Bu varyasyonu ortadan kaldırmaz. Onu yönetmek için size bir araç sağlar.
Takas mı? Enerji. Geleneksel hidrolik sistemler genellikle pompaları sürekli çalıştırır, bu da ısı üretir ve boşta bile güç çeker. Bakım; contalar, valfler ve sıvı sağlığı demektir. Bunları görmezden gelirseniz, yağ sıcaklığı viskoziteyi değiştirdikçe açılar sapmaya başlar.
Contaları yeterince uzun süre aşırı ısıtırsanız, parça göndermek yerine silindirleri yeniden inşa edersiniz.
Hidrolikler, yüksek tonaj, değişken işler, ayarlanabilir kontrol gibi en geniş güç aktarım sorunlarını çözerek sizi dar bir çalışma aralığına sıkıştırmadan hâkimiyet kurar.
Peki ya işiniz hiçbir zaman ince sacdan çıkmıyor ve yarım derece size gevşek geliyorsa?
Şimdi hidrolik silindirleri servo motorlarla çalışan bilyalı vidalarla değiştirdiğinizi hayal edin. Yağ yok. Pompa sesi yok. Sadece elektrik motorlarının döner hareketi doğrudan doğrusal ram hareketine çevirmesi var.
Kaliteli bir servo-elektrikli bükücü, ram’ı birkaç on binde bir inç hassasiyetle konumlandırabilir. Motor torku dijital olarak kontrol edilir, böylece ivmelenme ve yavaşlama hassastır. Ram durduğunda, sistemde sıvı sıkışabilirliği olmadan konumunu korur.
İnce malzemelerde—mesela 1 ila 4 mm sac—bu bir hayaldir. Kısa stroklar. Daha düşük tonaj. Yüksek tekrarlama hassasiyeti. Yalnızca hareket sırasında enerji tüketimi.
Şöyle düşünün: bir servo-elektrikli fren, hidrolik krikodan çok kalibre edilmiş bir tork anahtarına benzer. Kuvveti, basınçlı sıvı yerine motor torku ve vida geometrisi üzerinden komuta edersiniz.
Ama tork limitleri vardır.
Çoğu servo-elektrikli makine, ağır yapısal işlerde yaygın olan aşırı tonajların oldukça altında kalır. Onları maksimum kapasiteye yakın şekilde tekrarlayan biçimde çalıştırırsanız, büyük hidrolik silindirler gibi aşırı yükü tolere etmeyen mekanik bileşenleri—vidalar, rulmanlar, tahrik sistemleri—zorlarsınız.
Ve işte yeni başlayanların kaçırdığı nokta: malzeme kalınlığınız açı 2° oynayacak kadar değişirse, mikro-pozisyonlama hassasiyeti parçayı düzeltmez. Satır içi açı ölçümü ve telafisi olmadan, geri esnemeyi hâlâ tahmin ediyorsunuz.
Hassas donanım malzeme fiziğini ortadan kaldırmaz.
Yani servo-elektrik, daha ince saclarda düşük enerji tüketimiyle yüksek hızlı, yüksek hassasiyetli bükme sorununu çözer. Bu, her atölye için evrensel bir yükseltme değildir.
Ve bu bizi, farkı bölmeye çalışan makinelere getiriyor.
Hibritler genellikle servo tahrikli bir pompayı hidrolik silindirlerle eşleştirir. Yağı gün boyu sürekli karıştıran sabit hızlı bir motor çalıştırmak yerine, servo motor yalnızca basınç gerektiğinde pompayı döndürür.
Hafif işlerde, motor yük altında boşta çalışmadığı için enerji tüketimi düşer. Daha ağır bükmelerde ise hâlâ hidroliklerin güç yoğunluğu ve sağlamlığını elde edersiniz.
Kulağa mükemmel geliyor.
Ama enerji tasarrufu, çalışma döngüsüne bağlıdır. Atölyeniz kapasiteye yakın sürekli ağır bükmeler yapıyorsa, servo tahrikli pompa çoğu zaman çalışıyor demektir. Tasarruf azalır. Aralıklı, hafif işler yapıyorsanız fark gerçektir.
Kuvvet aktarımı açısından hibritler, rafine hidrolikler gibi davranır. Hâlâ basınç tabanlı kontrol ve yüksek tonaj kapasitesi elde edersiniz, fakat daha iyi verimlilik ve genellikle daha pürüzsüz koç hareketi sağlanır.
Saf hidroliklere sihirli bir şekilde üstünlük sağlamazlar; kuvvetin nasıl üretildiği ve yönetildiğini daha verimli hâle getirirler.
Yani hayır, farkı bölmek otomatik olarak para kazandırmaz. Bu, tam vardiya boyunca hesaplanan tonaj profilinizin nasıl göründüğüne bağlıdır.
Ve işte burada bakış açısını ters çevirmemiz gerekir.
Çünkü her tahrik tipinin kuvveti nasıl ilettiğini—hızlı ve kesin, akışkan ve ayarlanabilir, dijital olarak ölçülü—anladığınızda, hangi makinenin “en iyi” olduğu sorusunu bırakır ve parçalarınızın gerçekten bulunduğu kuvvet aralığına hangisinin uyduğunu sorgulamaya başlarsınız.
Ana Fikir: Tahrik sistemini, tipik tonaj aralığınıza ve kontrol ihtiyaçlarınıza uyan şekilde seçin—kuvvet aktarım yöntemi işe uygun olmalı, gururunuza değil.
Artık doğru soruyu soruyorsunuz: malzemem, kalınlık aralığım, tek seferlik ve üretim iş karmam göz önüne alındığında, hangi tahrik sistemi gerçekten uygun?
Güzel. Çünkü markalar veya broşürlerle başlarsanız, sonunda bir makine yerine bir kişilik satın alırsınız.
Bir abkant pres bir “metal bükücü” değildir. O, yatağı ve arka dayaması olan bir tork anahtarı gibi, kalibre edilmiş bir kuvvet iletim sistemidir. Elinizdeki sac—kalınlığı, çekme mukavemeti, lif yönü, iç yarıçap gereksinimi—iş emridir. Makine, kontrollü kuvveti uygulayarak o geometrinin sağlanma yoludur.
Şöyle düşünün: Bir cıvatanın “görünüşüne” bakarak tork anahtarını ayarlamazsanız, neden abkant presi “yeterince ağır görünüyor” diye seçesiniz?
Gizli değişim şudur: Önce bir makine seçip sonra hangi işin ona uyduğuna bakmazsınız. Önce parçalarınızın yaşadığı kuvvet aralığını tanımlar, sonra o aralıkta en iyi davranan tahrik sistemini seçersiniz.
Bu sıralamayı kaçırırsanız, benim yüzlerce kez gördüğüm şeyi yaparsınız—16 kalınlıkta sacdan braket bükülen bir atölyeye 175 tonluk gurur satın almak.
Ana Fikir: Parça kuvvet aralığını tanımlar; makine bu aralıkta rahat çalışabilmelidir.
Gerçek bir örnek alın. Diyelim ki başlıca işiniz 10 kalın mild çelik braketler, 48 inç uzunluğunda, 0,125 inç iç yarıçap ile 90 derece hava bükme.
“hidrolik” veya “servo-elektrik” diye düşünmeden önce, metre başına tonajı hesaplayın, uzunlukla çarpın ve o yarıçapı yakalamak için gereken V kalıbı açıklığını kontrol edin. Kalınlık tonajı kare ile belirler. Kalınlığı iki katına çıkarırsanız kuvveti ikiye katlamazsınız—dört katına çıkarırsınız. Bu önemsiz bilgi değildir. Bu, rahat çalışmak ile zorlanmak arasındaki farktır.
Şimdi üretim karmasını ekleyin. İşinizin ’i ince sac—1 ile 3 mm—dar açı toleransı ve kısa stroklarla ise, bir servo-elektrik makine konfor alanında çalışır: hızlı çevrimler, düşük enerji tüketimi, yüksek konum kontrolü. Ancak ayın ’unda 3/8 plaka veya kapasiteye yakın 12 ft uzun bükmeler varsa, o aynı makine tavanına ulaşır, tatlı noktasına değil.
Tavan noktası, bileşenlerin aşındığı ve parçaların sapma gösterdiği yerdir.
İşte acemilerin yanıldığı nokta: el kitabındaki maksimum tonajı görüp güvende olduklarını sanmaları. Ancak tonaj uzunluğa yayılır. Bükmeniz 12 ft boyunca 85 ton gerektiriyorsa ve çerçeve gerekli bombelenme olmadan esniyorsa, 100 tonluk makine 100 tonluk makine değildir. Bu, uçlarda sıkı ve ortada açık kalan parçaya yol açar.
Paslanmazda bu hurdadır.
Bu yüzden bayiye telefon etmeden önce üç şeyi belirleyin: en kalın yaygın malzemeniz, en uzun yaygın bükmeniz ve en dar açı toleransınız. Bu üçgen gerçek çalışma aralığınızı tanımlar.
Geri kalanı gürültüdür.
Ana Fikir: Gerçek tonajınızı, uzunluğunuzu ve tolerans aralığınızı önce hesaplayın—sonra orada zorlanmadan çalışan makineleri görün.
Şimdi, abkant presin her zaman çözüm olduğu fikrini stres testine tabi tutalım.
Boru veya profil şekillendiriyorsanız, sacı bir V kalıbı boyunca bükmüyorsunuz—ovalleşmeyi, duvar incelmesini ve şekil etrafındaki merkez hattı yarıçapını kontrol ediyorsunuz. Bu, döner çekme bükme alanıdır. Farklı mekanik. Farklı kuvvet yolu.
Doğaçlama takımlarla pres üzerinde bunu taklit etmeye çalışırsanız, profili ezer veya kesiti bozar, yeşil bir çırak “basınç basınçtır” diye düşündüğü için kare boruyu düzleştirdiğini gördüm.”
O parça asla kontrolden geçmedi.
Aynı durum büyük paneller ve dekoratif kaplamalar için de geçerli. Çalışmanızın çoğu geniş flanşlı ve dekoratif yüzeylere sahip ince alüminyum panellerden oluşuyorsa, bir katlama makinesi malzemeyi kalıba zorlamak yerine sıkıştırıp katladığı için daha az iz bırakır ve daha iyi kontrol sağlar.
Şöyle düşünün: bir pres bükme makinesi gücü dar bir çizgi temasına yoğunlaştırır. Bir katlama makinesi ise gücü sıkıştırılmış bir kenar boyunca dağıtır. Yüzey kalitesi ve minimum iz bırakma işinizi yönlendiriyorsa, gücün uygulanma geometrisi ham tonajdan daha önemli hale gelir.
Beklenmedik kısım mı? Bazen en akıllıca pres bükme makinesi satın alma kararı hiç pres bükme makinesi almamaktır.
Ana Fikir: Eğer pres bükme makinesinin güç akışı geometrinizle çatışıyorsa, yanlış makineyi kullanıyorsunuz—hiçbir tahrik sistemi bunu düzeltemez.
Artık desenin farkına vardınız. Malzeme tonajı belirler. Uzunluk dağılımı belirler. Geometri takım setini belirler. Üretim çeşitliliği çalışma döngüsünü belirler. Bunlardan sonra tahrik sistemlerinden bahsedebilirsiniz.
Çıraklara “büyük daha güvenlidir” düşüncesini bırakmaları için öğrettiğim yapı şöyle:
Eğer en üst 10%’niz servo-elektriğin kapasitesinin –90’ını zorluyorsa, bu pay değil—bu stres demektir. Günlük 70%’niz asla ince sacdan çıkmıyorsa, tüm gün neredeyse boşta çalışan büyük bir hidrolik boşa harcanan kas ve boşa giden enerjidir.
Mekanik makineler mi? Eğer üretiminiz tekrarlayan ve aynıysa—aynı malzeme, aynı strok, binlerce parça—oldukça verimli olabilirler. Ancak döngü ortasında durmazlar. Değişken, sipariş üzerine işte bu şekilde hedefi aşıp tüm öğleden sonra açı kovalamak zorunda kalırsınız. O kişi baskı kağıdında 90 derece yazan parçayı 92 derece olarak elde etti.
Güven, yan paneldeki logodan gelmez. Çoğu zaman parçalarınızın 15 ile 60 ton arasında, ara sıra 120 tona çıkarken yaşayan aralıkta olduğunu bilmekten ve bu güç iletim davranışı sabit, kontrol edilebilir ve o bandın içinde maksimuma yaklaşmayan bir makine seçmekten gelir.
Yani hangi tahrik sistemi atölyenize uyar diye sorduğunuzda, cevap hidrolik, servo-elektrik, hibrit veya mekanik değildir.
Cevap şudur: kontrol edilebilir güç aralığı gerçek çalışma aralığınızla çakışan ve fazladan paya sahip olan sistem.
Ve bunu bu şekilde gördüğünüzde, makine alışverişi yapmayı bırakırsınız.
Güç sistemlerini geometrinizle eşleştirmeye başlarsınız.


















