

Прошлой весной у меня один парень загнал 10-футовую палку из нержавейки толщиной 14 калибра прямо в матрицу, как будто давил виноград. Ползун вниз. Жёсткая остановка. Он решил, что большее давление даст более тугой изгиб.
В итоге он получил деталь с углом 92 градуса по чертежу, где требовалось 90. Для нержавейки это — брак.
Он думал, что задача станка — толкать. Это не так.
Встаньте перед листогибом во время цикла. Верхний инструмент (пуансон) опускается в V-образную нижнюю матрицу. Лист сгибается не потому, что его “сжали”. Он сгибается потому, что сила подаётся на определённую глубину, в определённое отверстие, с учётом определённого возврата упругости (склонности металла расслабляться после снятия давления).
Измените силу, оснастку или глубину хоть на волос — и угол изменится.
Посмотрите на это так: динамометрический ключ не “затягивает болты”. Он подаёт откалиброванное количество крутящего момента. Листогиб не “гнёт металл”. Он подаёт откалиброванную силу, чтобы металл достиг целевого угла.
Если вы упустите это, вы не управляете станком — вы играете в азартную игру с металлом.
Сдвиг мышления, который я хочу, чтобы вы сделали, прост: перестаньте думать о движении (ползун идёт вниз) и начните думать о результате (достигнутый угол).
Слово “brake” происходит не от тормозов автомобиля. Оно идёт от старого термина для сгибания листового металла — “braking” означало сгибание вдоль прямой линии.
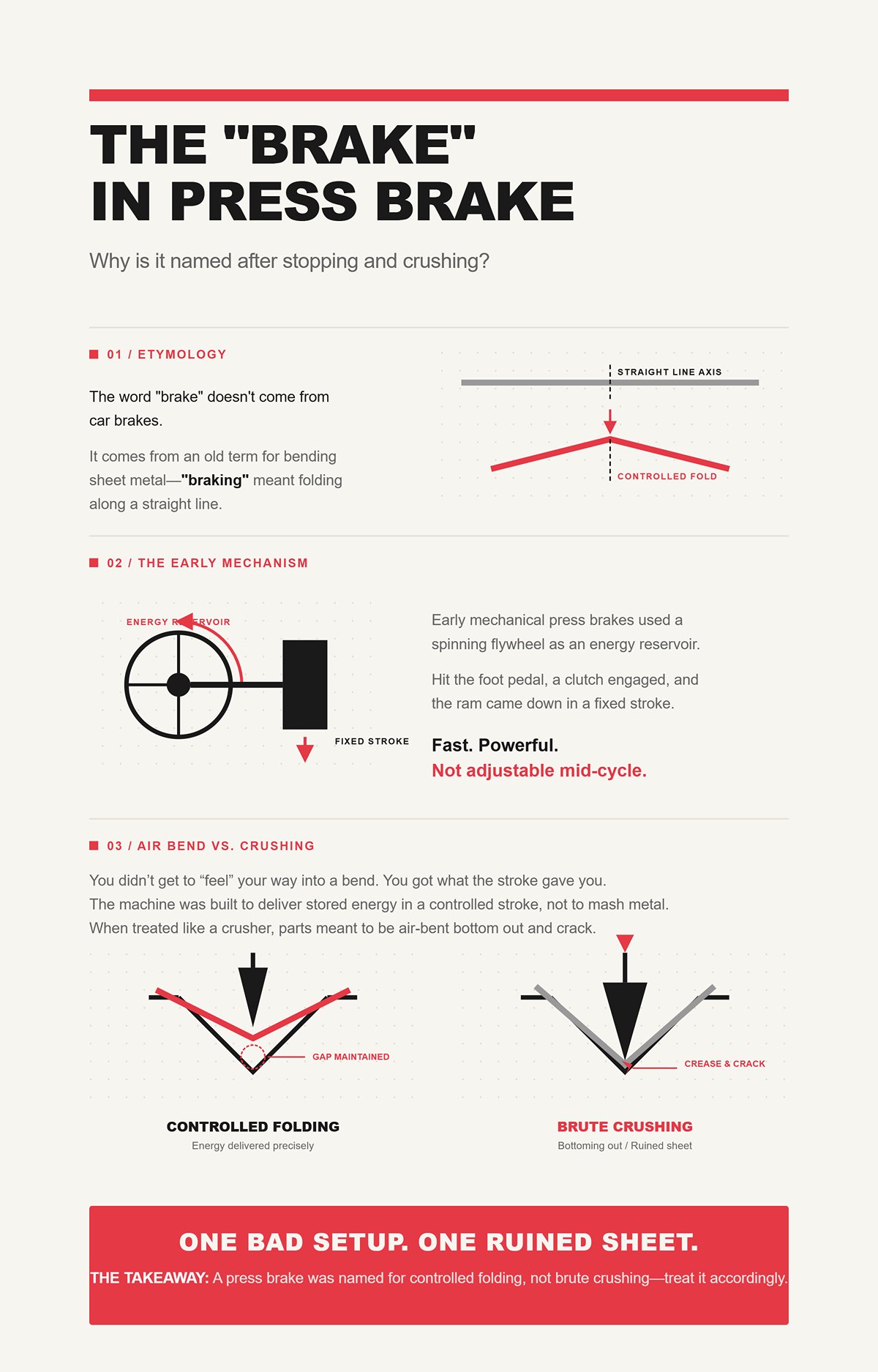
Ранние механические листогибы использовали вращающийся маховик как резервуар энергии. Нажимаете педаль, включается сцепление, и ползун опускается фиксированным ходом. Быстро. Мощно. Не регулируется в процессе цикла.
Вы не могли “нащупать” изгиб. Вы получали то, что давал ход.
Эта конструкция говорит о многом. Станок был создан для подачи накопленной энергии в контролируемом ходе, а не для того, чтобы мять металл, пока он не станет «правильным». Когда ученики обращаются с ним как с дробилкой, они упирают детали, которые должны были гнуться в воздухе — и вдруг на листе 4×8 появляется блестящая линия сгиба, которая треснет на следующем этапе формовки.
Одна плохая настройка. Один испорченный лист.
Название осталось, но смысл изменился. “Brake” всегда означало контролируемое сгибание, а не smashing.
Вывод: Листогиб назван в честь контролируемого сгибания, а не грубого раздавливания — относитесь к нему соответственно.
“Слово ”press» заставляет людей думать, что задача — приложить силу, пока металл не подчинится.

Но при гибке в воздухе — самом распространённом методе — пуансон никогда не доходит до дна матрицы. Он проталкивает лист частично в V-образное отверстие. Конечный угол зависит от трёх вещей: глубины хода пуансона, ширины раскрытия матрицы и упругого возврата материала.
Если вы увеличите усилие, не изменяя глубину, вы не получите волшебным образом другой угол. Вы в основном нагружаете инструмент и раму. Я видел, как ребята пытались исправить ошибки угла, увеличивая усилие, и единственное, чего они добились — это изогранный ползун и трещина на плече матрицы.
Посмотрите на это так: вы не вдавливаете глину в форму. Вы изгибаете балку (лист) на двух опорах (плечи матрицы) с контролируемой нагрузкой в центре (пуансон). Это основы сопротивления материалов.
Сила — это вход. Угол — это выход.
Когда вы это понимаете, “нажим” перестаёт быть целью. Доставка правильной силы, на правильную глубину, с правильным инструментом — вот задача.
Так если дело не в том, чтобы давить сильнее, что именно вы контролируете?
Приведу простой пример из цеха. Та же мягкая сталь толщиной 0,125 дюйма. Тот же пуансон. Меняем нижнюю матрицу с 1-дюймового V-отверстия на 1,5-дюймовое V-отверстие. Запускаем тот же запрограммированный ход.
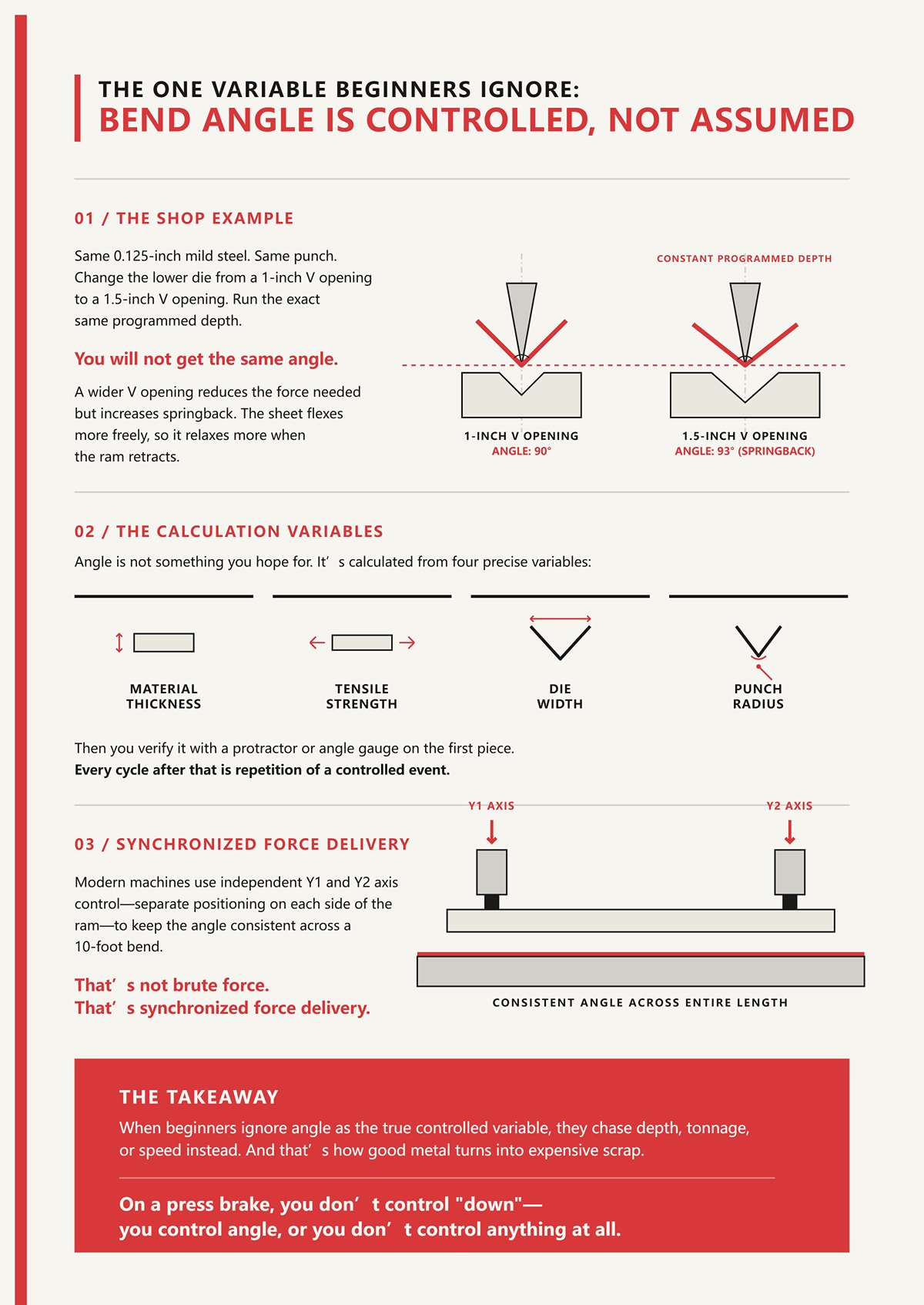
Вы не получите тот же угол.
Более широкое V-отверстие уменьшает требуемое усилие, но увеличивает упругий возврат. Лист изгибается свободнее, поэтому он больше расслабляется, когда ползун поднимается. Если вы это не рассчитали, вы держите в руках деталь с углом 93 градуса и думаете, что произошло.
Угол — это не то, на что надеются. Это то, что рассчитывают, исходя из толщины материала, прочности на растяжение, ширины матрицы и радиуса пуансона. Затем проверяют его транспортиром или угломером на первой детали. Каждый следующий цикл — это повтор контролируемого события.
Современные машины даже используют независимое управление осями Y1 и Y2 — отдельное позиционирование с каждой стороны ползуна — чтобы сохранять угол одинаковым по всей длине гиба в 10 футов. Это не грубая сила. Это синхронизированная подача усилия.
Когда новички игнорируют угол как истинную контролируемую переменную, они гонятся за глубиной, усилием или скоростью. И так хороший металл превращается в дорогостоящий брак.
Вывод: На листогибе вы не контролируете “вниз” — вы контролируете угол, или не контролируете вообще ничего.
У вас есть чертёж, требующий фланец под 90 градусов, на расстоянии 2,000 дюйма от края до линии гиба, на мягкой стали толщиной 0,125 дюйма. Вы уже выбрали пуансон и 1-дюймовую V-матрицу. Вы знаете толщину материала. Вы знаете диапазон прочности на растяжение. Так как настроить машину, чтобы первая деталь не была догадкой?
Вы не начинаете с “насколько вниз”. Вы начинаете с вычета гиба и целевого угла. ЧПУ использует раскрытие матрицы и данные материала, чтобы рассчитать теоретическую глубину, которая должна дать 90 градусов после упругого возврата. Эта глубина не случайна — она связана с геометрией. Измените ширину матрицы или прочность материала — и рассчитанная глубина изменится вместе с ними.
Затем начинается цикл.
Каждый гиб — это набор контролируемых событий: позиционирование, зажим, опускание, формовка, упругий возврат, освобождение. Пропустите любой слой — и расчёты, на которые вы полагались на экране, развалятся на инструменте.
Давайте проследим за одним листом через этот процесс.
Сдвиньте лист на стол и толкните его назад, пока он не коснётся пальцев ЧПУ-заднего упора. Эти пальцы — не просто стопоры. Это сервоприводные устройства позиционирования, обычно точные до нескольких тысячных дюйма.
Если ваш фланец должен быть 2.000 дюйма, а задний упор смещён на 0.020, линия сгиба смещается на 0.020. Угол может быть идеальным, но деталь всё равно не пройдёт проверку, потому что длина ножки неверна. Новички винят сгиб. На самом деле это было позиционирование.
Посмотрите на это так: листогиб формирует угол вдоль линии в пространстве. Задний упор решает, где эта линия находится. Если линия неверна, всё, что следует за ней, будет идеально неверным.
Теперь добавим ещё один слой. Современные листогибы используют две независимые оси — Y1 и Y2 — управляющие левой и правой сторонами ползуна. Если они даже немного не синхронизированы, одна сторона пуансона ударяет первой. На детали длиной 10 футов это превращается в конусообразный угол — 89 градусов на одном конце, 91 на другом. Задний упор предполагал, что ползун останется параллельным. Если машина не откалибрована, ваше “точное” позиционирование приводит к перекошенному сгибу.
Один дрейф калибровки. Одна партия панелей, которые не лягут ровно при сборке.
Задний упор не гнёт металл. Он решает, где произойдут физические процессы.
Вывод: Если линия сгиба находится не там, где вы думаете, точность угла не спасёт деталь.
Вы нажимаете старт цикла. Ползун сначала движется вниз быстро — скорость подхода. Нагрузки ещё нет. Просто сокращение расстояния.
Затем он замедляется перед контактом. Это замедление — не для драматического эффекта. Оно для контроля. В момент, когда пуансон касается листа, сила быстро возрастает. Слишком высокая скорость при контакте — и машина пройдёт глубину, заданную в программе, прежде чем управление успеет среагировать.
На сервоприводном электрическом листогибе движение осуществляется шарико-винтовыми передачами. Они точные, эффективные и отлично подходят для тонких и средних материалов. Но у них есть предел по крутящему моменту. Попробуйте работать с тяжёлой плитой — и вы достигнете потолка возможностей. Гидравлика, напротив, может выдавать высокий тоннаж весь день, но вы управляете сжатием жидкости и реакцией клапанов, а не прямым механическим приводом.
Разные типы привода — разное поведение под нагрузкой.
И нагрузка изменяет саму машину. При высоком тоннаже стол и ползун слегка прогибаются. Без компенсации прогиба (crowning) — регулируемой настройки, которая заранее изгибает стол — вы получите так называемый эффект каноэ: угол более острый на концах, открытый в центре. Ползун выполнил команду по глубине точно. Рама всё равно сместилась.
Скорость важна, потому что системе управления нужно время, чтобы измерить сопротивление и остановиться на правильной глубине формовки. Слишком быстро — и вы пройдёте рассчитанную точку. Слишком медленно — и вы потеряете время цикла без прироста точности.
На самом деле здесь происходит не просто “опускание ползуна”. Это контролируемое нарастание силы до рассчитанного порога, в конструкции, которая прогибается под нагрузкой, с компенсацией в реальном времени.
Пропустите этот баланс — и вы не гнёте, а испытываете раму на прочность с материалом заказчика в штампе.
Вывод: Скорость ползуна — это не про спешку или осторожность, а про то, чтобы дать машине время достичь точной силы и глубины, которые требует ваш расчёт угла.
Пуансон достигает запрограммированной глубины. На экране указано, что вы достигли значения, которое должно дать 90 градусов.
Вы убираете ползун.
Деталь раскрывается до 92.
Это пружинение — упругая деформация металла после снятия нагрузки. У каждого материала есть предел текучести (при котором он деформируется необратимо) и упругий диапазон (в котором он стремится вернуться). Гибка на воздухе находится в балансе между этими двумя состояниями. Вы превышаете предел текучести ровно настолько, чтобы получить постоянную деформацию, понимая, что произойдёт некоторая упругая обратная деформация.
Мягкая сталь может пружинить на 1–2 градуса при обычных толщинах. Нержавейка может отскочить на 2–5 градусов в зависимости от марки и состояния. Даже в одной и той же марке разные партии после термообработки ведут себя по-разному. Вы можете сделать 20 хороших деталей, загрузить новый лист из другой партии — и вдруг снова гоняться за углом.
Так что же мы делаем? Мы перегибаем. Если ожидаем пружинение в 2 градуса, мы программируем на 88, чтобы после отпускания получить 90. Современные системы управления могут использовать измерение угла для автоматической корректировки, но принцип остаётся прежним: вы никогда не получите точно то, что сформировали под нагрузкой.
Вот здесь идея подачи усилия оправдывает себя. Вы формируете не по визуальной цели. Вы задаёте рассчитанный перегиб, исходя из известного поведения материала, проверяете его на первой детали, а затем фиксируете.
Игнорируйте пружинение — и ваша “идеальная” настройка глубины превратится в стопку деталей, открытых на 2 градуса. Для нержавейки это — брак.
Вывод: Всегда программируйте на то положение, в котором металл окажется после расслабления, а не на то, где он находится под пуансоном.
Ползун поднимается. Задний упор перемещается в следующую позицию. Вы поворачиваете или переворачиваете деталь для следующего изгиба.
Один цикл может занять 10 секунд на маленьком кронштейне. Это звучит незначительно, пока вы не выполняете 3 000 штук. Сократите одну секунду безопасно — и сэкономите почти час машинного времени. Добавьте одну секунду колебания или исправления — и будете расплачиваться за это всю неделю.
Но вот ловушка: гнаться за скоростью до того, как первая деталь будет правильной.
Если вы торопитесь с настройкой, пропускаете проверку первой детали или игнорируете небольшой дрейф угла по всей длине станины, вы теряете не просто секунды. Вы теряете партии. Себестоимость производства растёт не плавно — она скачет, когда вы обнаруживаете 200 деталей с ошибкой в 1 градус, которые не подходят к сопрягаемому узлу.
Время цикла накапливается. Ошибка — тоже.
Хорошо организованная работа на листогибе выглядит почти скучно: постоянная скорость подхода, контролируемая скорость гибки, проверенный угол, повторяемое позиционирование заднего упора. Машина не напрягается. Оператор не гадает. Цифры на экране совпадают с геометрией в руках.
Это не грубая сила. Это откалиброванное повторение.
И когда вы видите весь цикл — позиционирование, контролируемое опускание, компенсированное усилие, рассчитанный перегиб, повтор — вы начинаете замечать кое-что: сам метод гибки меняет, сколько пружинения вы преодолеваете, сколько усилия требуется и насколько прогибается рама.
Что поднимает следующий вопрос: если цикл остаётся тем же, как изменение метода гибки меняет результат?
Вывод: В производстве одна секунда, сэкономленная правильным способом, приносит прибыль; один градус, пропущенный — приносит брак.
| Шаг | Заголовок | Содержание | Вывод |
|---|---|---|---|
| Шаг 1 | Позиционирование: Почему ЧПУ-задний упор — незаметный герой точности | ЧПУ-задний упор позиционирует лист при помощи сервоприводных пальцев с точностью до тысячных долей дюйма. Если задний упор сбит, линия гиба смещается — даже если угол идеален — что приводит к браку из-за неправильной длины полки. Листогиб формирует угол, но именно задний упор определяет, где в пространстве этот угол будет находиться. Современные прессы используют независимые оси Y1 и Y2; если они рассинхронизированы, образуются конусообразные углы на длинных деталях. Калибровка машины и структурная настройка напрямую влияют на точность гиба. Задний упор определяет, где именно в пространстве происходят физические процессы гибки. | Если линия сгиба находится не там, где вы думаете, точность угла не спасёт деталь. |
| Шаг 2 | Зажим и спуск: Что делает ползун и почему скорость здесь имеет значение | Ползун опускается быстро на скорости подхода, затем перед контактом замедляется для контроля. Чрезмерная скорость в момент касания может вызвать переразгиб до того, как сработает управление. Сервоэлектрические прессы используют шарико-винтовые пары — точные, но с ограниченным крутящим моментом — в то время как гидравлические системы обеспечивают большой тоннаж, но требуют управления гидродинамикой. Под нагрузкой стол и ползун прогибаются; система компенсации прогиба предотвращает неравномерные углы (“эффект каноэ”). Правильная скорость позволяет системе управления измерить сопротивление и остановиться на нужной глубине формовки. Процесс представляет собой контролируемое нарастание усилия до рассчитанного порога в условиях гибкой конструкции. | Скорость ползуна — это не про спешку или осторожность, а про то, чтобы дать машине время достичь точной силы и глубины, которые требует ваш расчёт угла. |
| Шаг 3 | Дилемма упругого возврата: Почему металл никогда не остаётся точно там, куда вы его поставили | После гиба и разгрузки металл выпрямляется из-за упругого восстановления. Разные материалы и партии отличаются по поведению возврата. Операторы компенсируют это, перегибая на величину предполагаемого возврата (например, программируя 88°, чтобы получить 90°). Современные системы могут автоматически корректировать угол с помощью измерения, но принцип остаётся прежним: нужно учитывать расслабление после снятия нагрузки. Успешная гибка требует рассчитанного перегиба, проверенного на первой детали. | Всегда программируйте на то положение, в котором металл окажется после расслабления, а не на то, где он находится под пуансоном. |
| Шаг 4 | Освобождение и повтор: Как время цикла складывается в себестоимость производства | Каждый цикл гибки включает подъем ползуна, перестановку заднего упора и обработку детали. Небольшая экономия времени значительно накапливается при массовом производстве. Однако стремление к скорости до проверки первой детали чревато дорогостоящим браком целой партии. Последовательность в скорости, позиционировании и проверке угла обеспечивает повторяемость. Эффективность производства зависит от откалиброванного повторения, а не от грубой силы. | В производстве одна секунда, сэкономленная правильным способом, приносит прибыль; один градус, пропущенный — приносит брак. |
Вы используете ту же машину. Того же оператора. Тот же лист. Единственное, что вы меняете, — это настройка инструмента и глубина подачи.
Одна операция требует 40 тонн и даёт упругий возврат на 2 градуса. Другая требует втрое большего тоннажа и почти не меняется после разгрузки. Третья каждый раз даёт чёткие 90°, но машина стонет от нагрузки.
Ползун работал в том же режиме. Изменилась только взаимосвязь между пуансоном, матрицей и материалом. Эта взаимосвязь и есть метод гибки.
Если вы не знаете, каким методом на самом деле пользуетесь, вы не “гнёте”. Вы играете в азартную игру с тоннажем, упругим возвратом и прогибом рамы одновременно.
Представьте лист мягкой стали толщиной 0,125 дюйма, лежащий на V-образном штампе с открытием 1 дюйм. Вы опускаете стандартный пуансон с углом 88 градусов и останавливаетесь до того, как его кончик достигнет дна штампа.
Лист касается только в трех точках: кончика пуансона и двух плеч штампа. Он буквально висит в воздухе между ними. Это — гибка в воздухе.
Теперь ничего не меняйте в пуансоне. Замените штамп на V-образный с открытием 0,75 дюйма. Выполните ту же запрограммированную глубину.
Вы не получите тот же угол.
Почему? Потому что при гибке в воздухе внутренний радиус изгиба формируется как функция ширины открытия штампа — примерно 1/6 ширины V-открытия для мягкой стали. Более узкий V — более малый радиус. Меньший радиус означает, что материал сильнее растягивается снаружи и больше сжимается внутри. Это меняет, насколько нужно перегнуть, чтобы получить 90 градусов после упругого возврата.
Пуансон давит вниз. Но ширина открытия штампа задает геометрию, в которую материал может течь.
Теперь давите глубже — пока материал полностью не коснется граней штампа. Вы больше не висите между тремя точками. Лист вдавливается в угол штампа. Это — осадка. Угол штампа теперь физически определяет окончательный угол изгиба, потому что материал вынужден принять его форму под нагрузкой.
Давите еще глубже — за пределы простого контакта — и вы начинаете пластически деформировать материал по всей толщине в линии изгиба. Это — чеканка. Вы не просто гнете вокруг радиуса; вы сжимаете металл в полость штампа и слегка истончаете его на вершине.
Посмотрите на это так: штамп — это не просто опорный блок. Это граничное условие. Он решает, сколько свободы металл имеет для формирования собственного радиуса и насколько он должен подчиняться геометрии инструмента.
Ошибитесь в этом — и вы будете весь день гоняться за углами, удивляясь, почему одна и та же настройка глубины дает три разных результата.
Вывод: Ширина открытия и угол штампа определяют, как материал может деформироваться — сама глубина ничего не значит без этой геометрии.
В большинстве работ, которые проходят через мою мастерскую — кронштейны, крышки, рамы — мы гнем в воздухе. Это быстро. Это гибко. Один пуансон и несколько V-штампов могут работать с широким диапазоном толщин.
Хотите 90 градусов? Вам не нужен штамп с углом 90 градусов. Вы используете, скажем, пуансон с углом 88 градусов и контролируете глубину. Остановитесь выше — получите 100. Давите глубже — получите 85. Один комплект инструмента — бесконечное количество углов.
Эта гибкость — причина, по которой гибка в воздухе требует наименьшего усилия из трех методов. Вы формируете только радиус, а не вдавливаете материал в полость. Меньшее усилие означает меньше прогиба рамы, меньше износа и более быстрые циклы.
Но вот предел.
Поскольку деталь касается только в трех точках, окончательный угол зависит от:
Если запустить деталь длиной 6 футов без правильной компенсации прогиба (crowning), вы это увидите: 90 градусов на концах, 92 градуса в центре. Ползун ударил по заданной глубине везде. Рама всё равно прогнулась.
Современные гибочные прессы с ЧПУ и датчиками угла могут измерять и автоматически корректировать угол в реальном времени. Это помогает. Но физику это не меняет. При гибке «на воздухе» вам всегда приходится балансировать между упругим восстановлением и контролем глубины.
Я наблюдал, как новый оператор предполагал, что число на экране гарантирует угол. А получил он деталь с углом 92 градуса при чертеже, требующем 90.
Вывод: Гибка «на воздухе» обеспечивает гибкость и низкое усилие, но точность угла полностью зависит от стабильности материала и компенсации машины.
Теперь возьмите ту же мягкую сталь толщиной 0,125 дюйма и поместите её на матрицу с углом 90 градусов. На этот раз вы опускаете пуансон, пока материал полностью не уляжется на грани матрицы.
Вы больше не гадаете, насколько упругое восстановление откроет угол. Угол матрицы — 90. Материал прижат прочно в 90. Упругое восстановление всё ещё есть, но оно значительно уменьшено, потому что большая часть поперечного сечения уже перешла в пластическую деформацию.
Требуемое усилие возрастает — обычно в несколько раз выше, чем при гибке «на воздухе» для того же материала и толщины. Почему? Потому что вы заставляете всю зону изгиба принять форму стенок матрицы, а не просто формируете свободный радиус.
Это большее усилие означает больший прогиб стола и ползуна, если машина не рассчитана или не имеет компенсации прогиба. На лёгком прессе гибка толстого материала в дне матрицы может усилить эффект «каноэ» вместо устранения разницы углов.
Но когда инструмент точно соответствует толщине материала — и это ключевой момент — гибка в дне матрицы обеспечивает повторяемость от партии к партии. Меньше зависимости от тонких регулировок угла. Меньше чувствительности к небольшим изменениям предела текучести.
Компромисс? Для каждой толщины материала нужна своя пара матрица–пуансон. Меняете толщину — меняете инструмент.
Игнорируйте это и попробуйте гибку тонкого алюминия в матрице, предназначенной для более толстой стали — и вы повредите линию изгиба сверх допуска. Этот косметический дефект сам по себе может испортить видимую деталь.
Вывод: Гибка в дне матрицы жертвует гибкостью и требует большего усилия, но взамен снижает упругое восстановление и даёт более стабильный угол.
Осадка — это то, где ученики думают, что они делают всё “сверх точно”.”
Вы берёте острый пуансон — часто с малым радиусом на вершине — и с большим усилием вдавливаете его в материал, пока металл не деформируется почти на всю толщину в зоне изгиба. Внутренний радиус становится практически равным радиусу вершины пуансона. Материал буквально сжимается и истончается в вершине изгиба.
Упругое восстановление? Минимальное. Иногда менее чем на полградуса.
Звучит идеально.
Теперь посмотрите на таблицу усилий. Осадка может потребовать в пять-десять раз большее усилие, чем гибка «на воздухе» для того же материала. Это усилие никуда не исчезает. Оно передаётся на раму, инструмент и лист.
Если машина не рассчитана на такие нагрузки, вы рискуете получить постоянный прогиб стола. При работе с закалённой нержавеющей сталью и острым пуансоном — микротрещины вдоль линии изгиба. При работе с декоративным алюминием — след от пуансона, который не скроет ни одна отделочная обработка.
На нержавейке — это лом.
Чеканка абсолютно обеспечивает точность, когда станок, инструмент и материал правильно подобраны. Это распространено в массовом производстве деталей, где допуск по углу очень строгий, а вариации недопустимы.
Но это наименее прощающий метод. Ошибки по глубине не исправляются лёгким нажатием на педаль. Износ инструмента сразу проявляется в угле. А требуемое усилие приближает ваш станок к его структурным пределам.
Вы уже не просто гнёте. Вы холодно куетe линию в лист.
Что приводит к следующему сложному вопросу: если каждый метод так сильно меняет требуемое усилие, насколько вы уверены, что номинальная мощность вашего станка действительно соответствует способу гибки, который вы используете — а не только толщине, указанной на чертеже?
Однажды в мою мастерскую пришёл парень, гордый до предела своим новым 175‑тонным листогибом. “Сможем гнуть всё, что когда-либо понадобится”, — сказал он.
Первая работа, которую он запустил — нержавейка 3/16, гибка в нижней точке, полная длина 10 футов. Станок не остановился. Он застонал. Через шесть месяцев стол приобрёл постоянную «улыбку». Незаметную для глаза. Заметную при каждой проверке угла.
Он купил самый большой станок, который мог себе позволить.
Он никогда не спросил, был ли он правильным выбором.
Вопрос, который вам стоит задать, проще и сложнее: как рассчитать, покрывает ли номинальный тоннаж вашего листогиба метод гибки, который вы используете — по всей длине, которую планируете гнуть — без деформации станка, который должен приносить вам деньги?
Давайте разберём это так, как я объясняю ученикам, которые думают, что тоннаж — это просто число для хвастовства.
Подойдите к таблице тоннажа, и вы увидите что-то вроде этого: 4 мм мягкой стали на V‑матрице с раскрытием 32 мм требует около 330 кН на метр. Это не общее усилие. Это усилие на метр длины гиба.
Уже можно увидеть ловушку. Кронштейн длиной 2 фута и панель длиной 10 футов — это два совершенно разных нагрузки на один и тот же станок.
Большинство мастерских используют формулу для воздушной гибки мягкой стали с прочностью на разрыв около 60 000 psi:
P = 650 × S² × L / V
Где:
Этот член S² — та часть, которую новички упускают. Толщина возводится в квадрат. Удвоите толщину, и ваш тоннаж не удвоится — он вырастет в четыре раза.
Возьмём простой пример.
Воздушный изгиб мягкой стали толщиной 0,125 дюйма на V-образной матрице шириной 1 дюйм и длиной 4 фута может дать вам примерно 20–25 тонн. Управляемо на 60‑тонном прессе.
Теперь измените только толщину на 0,250 дюйма.
Та же форма матрицы. Та же длина.
Вы не получите 40–50 тонн. Вы будете примерно на уровне 80–100. Это закон квадрата кусает вас.
Теперь замените мягкую сталь на нержавеющую. Стандартная практика — умножать примерно на 1,5 из-за более высокой прочности на разрыв. Хромомолибден? Ближе к 2,0.
Посмотрите на это так: толщина — это бензин, прочность материала — кислород, а метод изгиба — искра. Когда вы меняете все три сразу — более толстая нержавейка, нижний изгиб вместо воздушного — вы не слегка увеличиваете усилие. Вы его умножаете.
И помните, что мы установили ранее: нижний изгиб может требовать примерно в четыре раза больше тоннажа, чем воздушный. Ковка может требовать в пять-десять раз больше.
Так что если ваш расчёт для воздушного изгиба говорит 25 тонн, нижний изгиб той же детали может приблизить вас к 100. Ковка может подтолкнуть вас к 200.
Та “175‑тонная” машина внезапно оказывается не слишком большой. Она слишком маленькая.
Вывод: Тоннаж — это сила на единицу длины при определённых предположениях — измените толщину, материал или метод, и нагрузка быстро умножится.
Теперь поговорим о том, что не указано на табличке: сосредоточенная нагрузка.
Пресс, рассчитанный на 100 тонн, обычно означает 100 тонн, распределённых равномерно по всей длине рабочей поверхности. Не 100 тонн, сосредоточенных в центральных 12 дюймах.
Я видел, как один парень пытался ковать короткий тяжёлый кронштейн прямо по центру 100‑тонного станка. Математика показывала 85 тонн всего. Он решил, что в безопасности.
Что он упустил — это распределение.
Если эти 85 тонн приложены на участке длиной 12 дюймов на станине длиной 10 футов, центральная часть испытывает огромную локализованную нагрузку, в то время как остальная рама почти не помогает сопротивляться прогибу. Станина и ползун — это балки. Балки ненавидят точечные нагрузки.
Производители часто рекомендуют снижать номинальную нагрузку — иногда на 20–50 процентов — при работе близко к полной мощности по всей длине. Ещё больше осторожности требуется при приложении высокой силы на коротком участке.
Так вы трескаете плечи инструмента или вводите постоянный прогиб в станину. Не одним драматичным щелчком. А в виде маленьких событий текучести, которые вы не замечаете, пока ваши углы не начнут отклоняться на каждой длинной детали, которую вы обрабатываете.
На нержавейке — это лом.
Вы не чувствуете прогиб рамы в ножной педали. Вы видите его в непостоянных углах и деталях, которые подходят только тогда, когда их переворачиваешь наоборот.
Вывод: Номинальная тоннажность пресса предполагает равномерное распределение — концентрированная сила на коротком участке может перегрузить машину, которая “должна” быть в пределах допустимых значений.
Промышленные калькуляторы часто рекомендуют покупать примерно на 20 процентов больше мощности, чем рассчитано по вашим требованиям. Этот запас учитывает трение, фактическую прочность на растяжение, превышающую спецификацию, и вариации толщины.
Это разумно.
Хроническая недостаточная тоннажность хуже, чем умеренная перепокупка. Машина с недостаточной мощностью заставляет вас работать в режиме осадки, когда вы хотели выполнять воздушный изгиб, использовать более узкие пуансоны, чем желательно, работать ближе к пределу упругости рамы на каждом цикле. Так вы «сжигаете» уплотнения гидравлики и целый день гоняетесь за углами.
Но вот где новички заходят слишком далеко.
Они думают: “Хорошо. Просто куплю огромную”.”
Переизбыточные машины не автоматически безопаснее. Пресс на 300 тонн, выполняющий воздушный изгиб тонкого листа 16-го калибра на широком пуансоне, может быть сложнее контролировать, потому что машина рассчитана на эффективную работу при более высокой нагрузке. Вы работаете в нижней части диапазона её силы. Малые изменения давления вызывают большие колебания угла.
Посмотрите на это так: динамометрический ключ наиболее точен в середине своего диапазона, а не на 5 процентах мощности. Листогибы ведут себя так же. Контроль достигается за счёт соответствия диапазона силы задаче.
Избыточная тоннажность также соблазняет операторов чеканить всё подряд “потому что можем”. Так вы сокращаете срок службы инструмента и ненужно истончаете материал в вершине изгиба.
Недостаточная тоннажность «голодает» работу. Грубая избыточная тоннажность может её «запугать».
Вывод: Покупайте достаточно мощности с запасом, но выбирайте машину так, чтобы ваши обычные задачи выполнялись в её контролируемом среднем диапазоне — а не на крайних значениях.
Пресс длиной 10 футов с номиналом 150 тонн не означает, что вы можете приложить 150 тонн в любой точке этих 10 футов без последствий.
Более длинные столы более подвержены прогибу под нагрузкой. Вот почему существуют системы компенсации — чтобы противодействовать естественному изгибу, который возникает, когда ползун давит вниз в центре.
Теперь совместите длину с тоннажностью на фут.
Если ваш расчёт показывает, что для работы требуется 30 тонн на фут, а вы гнёте 8 футов, то требуется 240 тонн, равномерно распределённых по всей длине. Пресс на 150 тонн длиной 10 футов — это не “почти достаточно”. Это катастрофически мало.
Перевернём ситуацию.
Если вы всегда гнёте только детали длиной 3 фута, более короткая и жёсткая машина на 80 тонн может обеспечить лучшую стабильность углов, чем длинный пресс на 150 тонн, потому что рама прогибается меньше при пропорционально схожих нагрузках.
Техническая спецификация сообщает вам максимальную силу и максимальную длину. Она не говорит о том, как жесткость, распределение и реальное снижение мощности взаимодействуют при вашем типичном рабочем наборе.
И вот в этом заключается настоящая ловушка.
Покупка самой большой машины, которую вы можете себе позволить, кажется безопасной. Покупка правильной комбинации тоннажа на фут и длины стола для вашего основного метода гибки — безопаснее.
Это поднимает следующий вопрос: как только вы знаете, сколько контролируемой силы вам действительно нужно, как способ её генерации — гидравлический, механический, сервоэлектрический — влияет на то, насколько точно вы можете её подать?
У меня на производстве годами стояли две машины: гидравлическая на 200 тонн и старый механический фрикционный пресс на 90 тонн. Один и тот же 10‑футовый стол. Один и тот же набор инструментов. Те же операторы, работающие по очереди на обеих.
На бумаге обе могли гнуть 10‑го калибра мягкую сталь на коротких участках. На практике одна позволяла постепенно подойти к углу с шагом в полградуса; другая ударяла в нижнюю точку, как упавший молот. Одна позволяла корректировать ход в середине; другая фиксировалась в момент включения сцепления.
Эта разница не в чистом тоннаже. Она в том, как машина генерирует и дозирует силу на протяжении хода — как она ускоряется, как замедляется и может ли корректировать усилие, когда пуансон уже касается материала.
Потому что вот что большинство рекламных листовок упускают: даже высококлассные машины, независимо от типа привода, обычно держат около ±0,5° угла гиба в реальном производстве без дополнительных устройств. А вариация толщины материала всего на несколько тысячных дюйма по заготовкам может изменить угол на 2–3°, независимо от того, какая марка указана на корпусе.
Таким образом, тип привода не создаёт точность магическим образом. Он определяет, насколько управляемой и повторяемой будет ваша рассчитанная сила, когда реальность — упругий возврат, колебания толщины, трение — начинает сопротивляться.
Это совершенно другая задача.
Вывод: Тип привода не меняет расчёт тоннажа — он меняет то, насколько точно и безопасно вы можете подать этот тоннаж в реальных условиях.
Представьте маховик, вращающийся с постоянной скоростью. Вы нажимаете на педаль, включается сцепление, и накопленная вращательная энергия преобразуется в линейную силу, когда кривошип опускает ползун вниз через фиксированный ход.
Это и есть механический листогиб.
Кривая тоннажа на механической машине достигает пика возле нижней точки хода. Выше этой точки доступная сила быстро падает. Поэтому, если ваш расчёт гибки говорит, что вам нужна полная мощность, вы вынуждены работать близко к нижней мёртвой точке, независимо от того, подходит ли это методу или нет.
Вы не “подводите” механический листогиб к углу — вы рассчитываете момент.
Если ваш выбор матрицы или оценка упругого возврата ошибочны, вы не сможете замедлиться в середине хода и исправить. Машина фиксируется в момент включения. Это делает возможным высокоскоростное производство повторяющихся деталей — быстрые циклы, простая механика — но наказывает за ошибки настройки.
Я видел, как новый оператор пытался выполнить гибку с упором на 3/16 нержавейки на механическом листогибе, который уже был близок к своей номинальной мощности. Его оценка перегиба была на два градуса меньше необходимого. В результате он получил деталь с углом 92 градуса при требуемых 90. Для нержавейки это — брак.
Посмотрите на это так: механический листогиб — это как пресс-штамп, адаптированный для гибки — отлично работает, когда процесс настроен, и безжалостен, когда нет.
Добавьте к этому реальность безопасности. Машины с полным ходом не останавливаются в воздухе естественным образом; существуют модернизации, но их конструкция берет начало в эпохе, когда стандарты ограждения были другими. Это одна из причин, почему сегодня продается меньше новых таких машин.
Они решают проблему скорости и простоты. Они испытывают трудности с проблемой, к которой мы стремились: контролируемая, регулируемая подача усилия для различных задач.
Так если скорость — их сильная сторона, что заставляет гидравлику занять большинство цехов по металлообработке?
Встаньте рядом с современным гидравлическим листогибом во время тяжелого гиба. Вы слышите, как насосы нагружаются по мере роста давления. Ползун опускается под контролируемым потоком из гидроцилиндров — сила создается давлением жидкости, действующим на площадь поршня.
Давление, умноженное на площадь, равно силе. Простая физика.
Но вот критический момент: давление можно непрерывно регулировать на протяжении всего хода. Можно замедлить подход, медленно войти в контакт, постепенно наращивать давление и даже задержаться в нижней точке, чтобы материал расслабился перед возвратом.
Этот контроль важен, когда вы выполняете гиб в воздухе для одной детали, осадку — для следующей, а после обеда — почти чеканку.
Гидравлика также масштабируется. Нужно 300 тонн на 12 футов? 600 на 20? Силовая гидравлика справится с этим без маховика размером с колесо грузовика. Поэтому тяжелая работа с листами выполняется на гидравлике.
Теперь давайте проверим на прочность утверждение “гидравлика более точная”.
Современные машины любого типа привода могут достигать крайне высокой повторяемости позиционирования — порядка тысячных долей миллиметра — благодаря жестким рамам и синхронизированному управлению ползуном. Но повторяемость позиционирования — это не то же самое, что точность угла гиба в производстве.
Угол зависит от толщины материала, направления волокон, ширины матрицы и упругого восстановления. Гидравлический листогиб выделяется тем, что может интегрировать управление на основе давления и системы измерения угла в реальном времени. Он может динамически регулировать глубину хода ползуна от детали к детали при изменении толщины.
Это не устраняет вариации. Это дает вам инструмент для их управления.
Компромисс? Энергия. Традиционные гидравлические системы часто работают с непрерывной работой насосов, создавая тепло и потребляя энергию даже в режиме ожидания. Обслуживание включает уплотнения, клапаны и состояние жидкости. Игнорируйте это — и будете бороться с плавающими углами по мере того, как температура масла изменяет его вязкость.
Долго перегревайте уплотнения — и будете ремонтировать цилиндры вместо отправки деталей.
Гидравлика доминирует, потому что она решает самый широкий спектр задач по подаче усилия — высокая тоннажность, разные работы, регулируемый контроль — без ограничения вас узким рабочим диапазоном.
А что, если ваша работа никогда не выходит за пределы тонкого листа, и полградуса кажутся грубой погрешностью?
Теперь представьте замену гидроцилиндров на шариковые винты, приводимые в движение сервомоторами. Никакого масла. Никакого шума насосов. Только электродвигатели, преобразующие вращательное движение напрямую в линейное перемещение ползуна.
Качественный сервоэлектрический листогиб может позиционировать ползун с точностью до нескольких десятитысячных долей дюйма. Крутящий момент двигателя контролируется цифровым способом, поэтому ускорение и замедление точны. Когда ползун останавливается, он удерживает позицию без сжимаемости жидкости в системе.
На тонком материале — скажем, лист толщиной от 1 до 4 мм — это мечта. Короткие ходы. Меньший тоннаж. Высокая повторяемость. Потребление энергии только при движении.
Посмотрите на это так: сервоприводный электрический пресс-брейк ведёт себя скорее как калиброванный динамометрический ключ, чем как гидравлический домкрат. Вы задаёте усилие через крутящий момент двигателя и геометрию винта, а не через давление жидкости.
Но существуют ограничения по крутящему моменту.
Большинство сервоприводных электрических машин имеют предел значительно ниже экстремальных тоннажей, характерных для тяжёлых конструкционных работ. Если постоянно работать близко к максимальной мощности, вы нагружаете механические компоненты — винты, подшипники, приводные системы — которые не выдерживают перегрузки так же легко, как большие гидравлические цилиндры.
И вот ключевой момент, который новички упускают: если толщина материала изменяется настолько, что угол колеблется на 2°, точность микропозиционирования не исправит деталь. Без встроенного измерения угла и компенсации вы всё ещё угадываете пружинение.
Точная механика не отменяет физику материала.
Таким образом, сервоприводный электрический пресс решает задачу высокоскоростного и высокоточного гиба тонких листов с меньшим потреблением энергии. Это не универсальное улучшение для каждой мастерской.
А теперь перейдём к машинам, которые пытаются найти золотую середину.
Гибриды обычно сочетают сервоприводный насос с гидравлическими цилиндрами. Вместо того чтобы постоянно вращать мотор, гонящий масло весь день, сервомотор запускает насос только тогда, когда требуется давление.
При лёгких работах потребление энергии снижается, потому что мотор не простаивает под нагрузкой. При тяжёлых гибах вы всё равно получаете плотность усилия и надёжность гидравлики.
Звучит идеально.
Но экономия энергии зависит от рабочего цикла. Если ваша мастерская постоянно выполняет тяжёлые гибы близко к пределу, сервоприводный насос работает большую часть времени. Экономия уменьшается. Если же вы выполняете прерывистые, более лёгкие работы, разница ощутима.
С точки зрения подачи усилия гибриды ведут себя как усовершенствованная гидравлика. Вы всё ещё получаете управление на основе давления и высокую способность к тоннажу, но с улучшенной эффективностью и зачастую более плавным движением ползуна.
Они не превосходят чистую гидравлику в точности; они улучшают то, насколько эффективно это усилие создаётся и управляется.
Так что нет, поиск середины не автоматически экономит деньги. Всё зависит от того, как выглядит ваш рассчитанный профиль тоннажа на протяжении всей смены.
И вот здесь нужно изменить точку зрения.
Потому что, как только вы понимаете, как каждый тип привода подаёт усилие — быстро и решительно, плавно и регулируемо, цифрово дозировано — вы перестаёте спрашивать, какая машина “лучше”, и начинаете спрашивать, какая соответствует диапазону усилий, в котором реально находятся ваши детали.
Вывод: Выбирайте систему привода, которая соответствует вашему типичному диапазону тоннажа и требованиям к управлению — метод подачи усилия должен соответствовать работе, а не вашей гордости.
Теперь вы задаёте правильный вопрос: учитывая мой материал, диапазон толщин, сочетание единичных заказов и серийного производства, какая система привода действительно подходит?
Отлично. Потому что если начать с брендов или рекламных буклетов, в итоге вы купите личность, а не машину.
Гибочный пресс — это не “гибщик металла”. Это откалиброванная система подачи усилия, как динамометрический ключ с установленными столом и задним упором. Лист в ваших руках — его толщина, предел прочности на растяжение, направление волокон, требуемый внутренний радиус — это и есть задание. Машина — лишь способ приложить контролируемое усилие, чтобы добиться нужной геометрии.
Посмотрите на это так: если вы не стали бы устанавливать динамометрический ключ, угадывая, насколько “сильным” выглядит болт, то почему вы выбрали бы гибочный пресс, потому что он “кажется достаточно тяжёлым”?
Незаметный, но важный сдвиг заключается в следующем: вы не выбираете машину сначала, а потом смотрите, какая работа ей подходит. Вы определяете диапазон усилий, в котором находятся ваши детали, а затем выбираете систему привода, которая лучше всего работает в этом диапазоне.
Если перепутать этот порядок, вы сделаете то, что я видел сотни раз — купите 175 тонн гордости для мастерской, которая в основном гнёт кронштейны из металла толщиной 16 калибра.
Вывод: Деталь определяет диапазон усилий; машина должна комфортно работать в этом диапазоне.
Возьмите реальный пример. Допустим, ваша основная работа — кронштейны из мягкой стали толщиной 10 калибра, длиной 48 дюймов, гнутые в воздухе под 90° с внутренним радиусом 0,125 дюйма.
Прежде чем даже подумать “гидравлический” или “сервоэлектрический”, вы рассчитываете усилие на фут, умножаете на длину и проверяете необходимое раскрытие V-матрицы для достижения этого радиуса. Толщина влияет на усилие по квадрату. Удвоите толщину — и вы не удвоите усилие, а увеличите его в четыре раза. Это не мелочь. Это разница между лёгкой работой и тяжёлым натягом.
Теперь добавьте в расчёт производственный микс. Если 80% вашей работы — тонкий лист толщиной 1–3 мм с жёсткими допусками по углу и короткими ходами, сервоэлектрическая машина будет в своей зоне комфорта: быстрые циклы, низкое энергопотребление, высокая точность позиционирования. Но если 30% вашего месяца включает лист толщиной 3/8 дюйма или длинные 12-футовые гибы близко к максимальной нагрузке, та же машина будет работать на пределе, а не в своей оптимальной зоне.
Пределы — это места, где изнашиваются компоненты и уходят размеры деталей.
И вот где новички обжигаются: они смотрят на максимальное усилие в паспорте и думают, что в безопасности. Но усилие распределяется по длине. Машина на 100 тонн — это не машина на 100 тонн, если ваш гиб требует 85 тонн на 12 футов, а рама прогибается без правильной компенсации. Так получается деталь, которая плотная на концах и открытая в середине.
На нержавейке — это лом.
Поэтому вы определяете три вещи, прежде чем звонить дилеру: ваш самый толстый распространённый материал, ваш самый длинный распространённый гиб и ваш самый жёсткий допуск по углу. Этот треугольник определяет ваш реальный рабочий диапазон.
Всё остальное — шум.
Вывод: Сначала рассчитайте ваш реальный диапазон усилий, длины и допусков — затем смотрите, какие машины работают там без напряжения.
Теперь давайте проверим на прочность идею, что гибочный пресс всегда является ответом.
Если вы формируете трубу или профиль, вы не гнёте лист через V-матрицу — вы контролируете овальность, утонение стенки и радиус по центру вокруг формы. Это область работы ротационных трубогибов. Другая механика. Другой путь передачи усилия.
Попробуйте имитировать это на прессе с импровизированным инструментом — и вы раздавите профиль или исказите сечение. Я видел, как неопытный ученик сплющил квадратную трубу, потому что думал, что “давление есть давление”.”
Эта деталь так и не прошла проверку.
То же самое с крупными панелями и декоративными покрытиями. Если ваша работа в основном связана с тонкими алюминиевыми панелями с широкими фланцами и декоративными поверхностями, машина для гибки может дать вам лучший контроль с меньшими следами, потому что она зажимает и сгибает, а не вдавливает материал в матрицу.
Посмотрите на это так: листогибочный пресс концентрирует усилие вдоль узкой линии контакта. Гибочный станок распределяет его вдоль зажатого края. Если качество поверхности и минимальные следы являются ключевыми для вашего бизнеса, геометрия передачи усилия важнее, чем просто тоннаж.
Неочевидная часть? Иногда самая разумная покупка листогибочного пресса — это вовсе не листогибочный пресс.
Вывод: Если путь передачи усилия листогибочного пресса противоречит вашей геометрии, вы используете неправильную машину — никакая система привода это не исправит.
Теперь вы видите закономерность. Материал определяет тоннаж. Длина определяет распределение. Геометрия определяет оснастку. Производственный микс определяет рабочий цикл. И только после этого вы говорите о системах привода.
Вот схема, которую я обучаю учеников, думающих, что “больше — значит безопаснее”:
Если ваши верхние 10% используют 80–90% от мощности сервоприводного станка, это не запас — это нагрузка. Если ваши ежедневные 70% никогда не выходят за пределы тонкого листа, большой гидравлический пресс, работающий почти вхолостую весь день, — это впустую потраченные мышцы и энергия.
Механические машины? Если ваш набор работ повторяющийся и одинаковый — тот же материал, тот же ход, тысячи деталей — они могут быть крайне эффективными. Но они не останавливаются в середине цикла. В переменной, ремонтно-изготовительной работе это приводит к тому, что вы превышаете угол и потом весь день гоняетесь за точным значением. Он получил деталь с углом 92 градуса при чертеже, требующем 90.
Уверенность не приходит от логотипа на боковой панели. Она приходит от знания, что ваши детали находятся, скажем, между 15 и 60 тоннами большую часть времени, с редкими скачками до 120 — и выбора машины, чьё поведение по передаче усилия стабильно, контролируемо и не находится на пределе в этом диапазоне.
Так что, когда вы спрашиваете, какая система привода подходит вашему цеху, ответ — не гидравлическая, сервоприводная, гибридная или механическая.
Ответ: та, чей диапазон контролируемого усилия перекрывает ваш реальный рабочий диапазон с запасом.
И как только вы начинаете смотреть на это так, вы перестаёте покупать машины.
Вы начинаете подбирать системы передачи усилия под геометрию.


















