

Letzten Frühling stellte sich ein Junge mit sauberem Hoodie und frisch erworbenem “Präzisions-Abkantpressen-Zertifikat” vor eine 3-Meter-Edelstahlplatte, tippte auf das Pedal und trieb einen $4.800 segmentierten Stempel direkt in die Schulter der Matrize.
Der Plan stimmte. Seine Zahlen stimmten. Das Material brach trotzdem, weil er nie die Faserrichtung überprüft hatte.
Das ist der Moment, den Stellenanzeigen dir nicht zeigen.
Lies dir zehn Anzeigen durch. Du wirst Formulierungen sehen wie “Metall nach Plan biegen”, “CNC-Abkantpresse bedienen”, “keine formale Ausbildung erforderlich”. Vielleicht OSHA-Sicherheitstraining. Vielleicht “Einarbeitung am Arbeitsplatz”.”
Klingt einfach. Teil laden. Zyklus starten. Wiederholen.
Aber Metall ist nicht gehorsam. Es federt zurück. Es verfestigt sich. Es erinnert sich daran, in welche Richtung es gewalzt wurde. Ein Plan ist ein Ziel; die Presse ist eine 60-Tonnen-Verhandlung zwischen Physik und Werkzeug. Der Bediener steht in der Mitte, allein, mit Tausenden von Dollar und zehn Fingern auf dem Spiel.
Die Anzeige lässt es so aussehen, als wärst du ein Kassierer, der Knöpfe drückt. In Wirklichkeit bist du der letzte Risikofilter, bevor Stahl zu Ausschuss – oder zu Schrapnell – wird.
Anfängerfalle: Wenn du denkst, “kein Abschluss erforderlich” bedeutet “kein unabhängiges Urteilsvermögen erforderlich”, meldest du dich freiwillig, um Physik zu lernen, indem du Werkzeuge zerstörst.
Ich habe Dutzende Bewerber interviewt, die mir stolz sagen: “Ich kann Pläne lesen und CNC bedienen.”
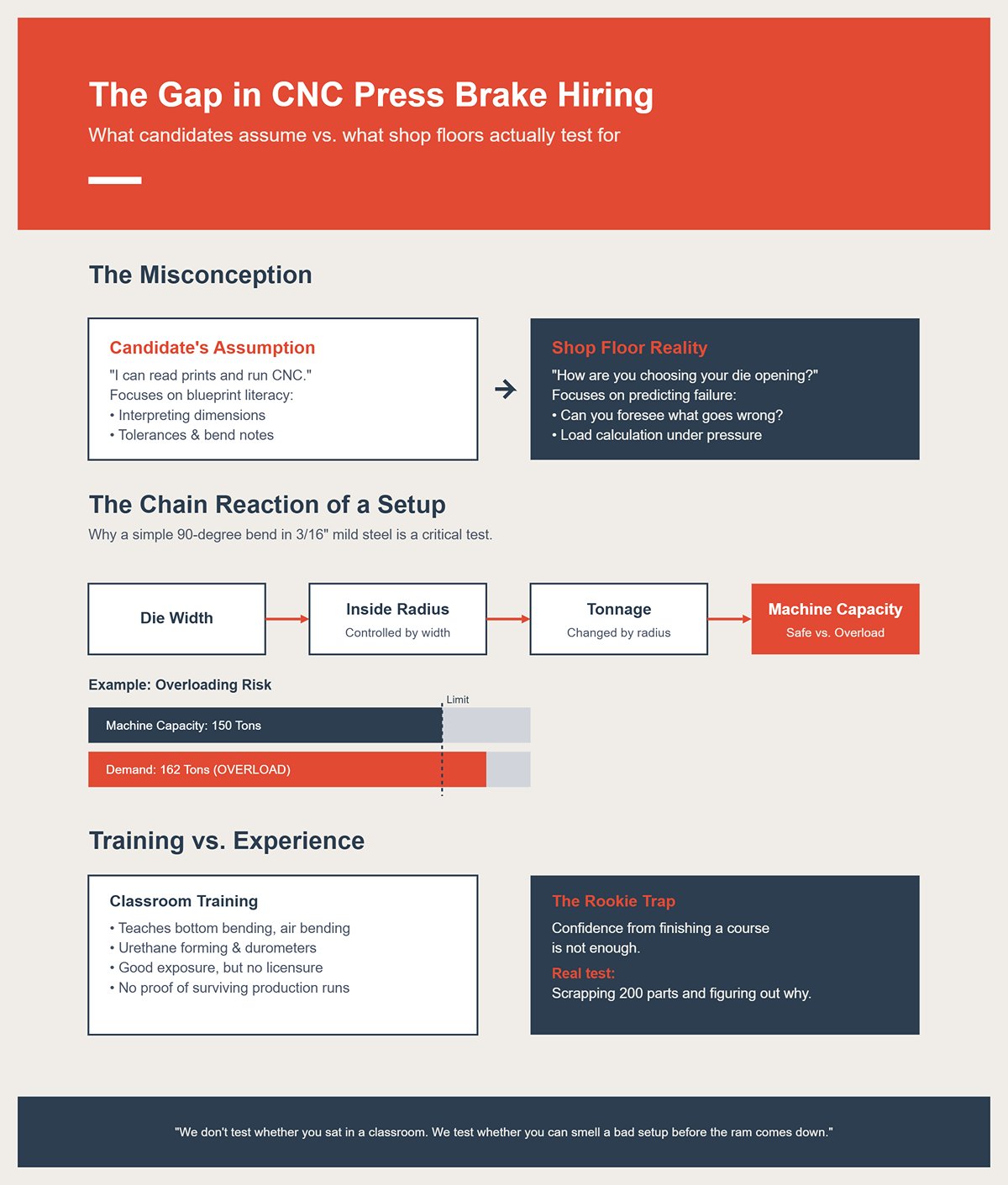
Also schiebe ich ein einfaches Teil über den Tisch. 90-Grad-Biegung. Baustahl. 4,8 mm. Dann stelle ich eine Frage:
“Wie wählen Sie Ihre Matrizenöffnung?”
Der Raum wird still.
Siehst du, Kandidaten nehmen an, der Test sei Planlesekompetenz – kannst du Maße, Toleranzen, Biegevermerke interpretieren. Werkstätten prüfen tatsächlich etwas Unangenehmeres: Kannst du vorhersagen, was schiefgehen wird, bevor es passiert?
Die Breite der Matrize bestimmt den Innenradius. Der Innenradius verändert die Tonnage. Die Tonnage bestimmt, ob du innerhalb der Maschinenkapazität bist oder dabei bist, eine 150-Tonnen-Presse mit einer 162-Tonnen-Anforderung zu überlasten. Das ist kein Knopfdrücken. Das ist Lastberechnung unter Druck.
Schulungsprogramme lehren Bodenbiegen, Luftbiegen, vielleicht sogar ausgefallene Dinge wie Urethanformen mit unterschiedlichen Härtegraden – das ist nur Härte, wie der Vergleich eines Autoreifens mit einem Hockey-Puck. Gute Erfahrung. Aber selbst diese Zertifikate sagen, dass sie keine professionelle Zulassung darstellen. Keine Erneuerung. Kein Beweis, dass du echte Produktionsläufe überstanden hast.
Auf dem Werkboden testen wir nicht, ob du im Klassenzimmer gesessen hast. Wir testen, ob du einen schlechten Aufbau riechen kannst, bevor der Stößel herunterkommt.
Anfängerfalle: Wenn dein Selbstvertrauen daraus stammt, einen Kurs abgeschlossen zu haben, statt 200 Teile verschrottet und herausgefunden zu haben, warum, bist du nicht bereit für die Fragen, die wirklich zählen.
So verlieren Sie den Job in weniger als fünf Minuten.
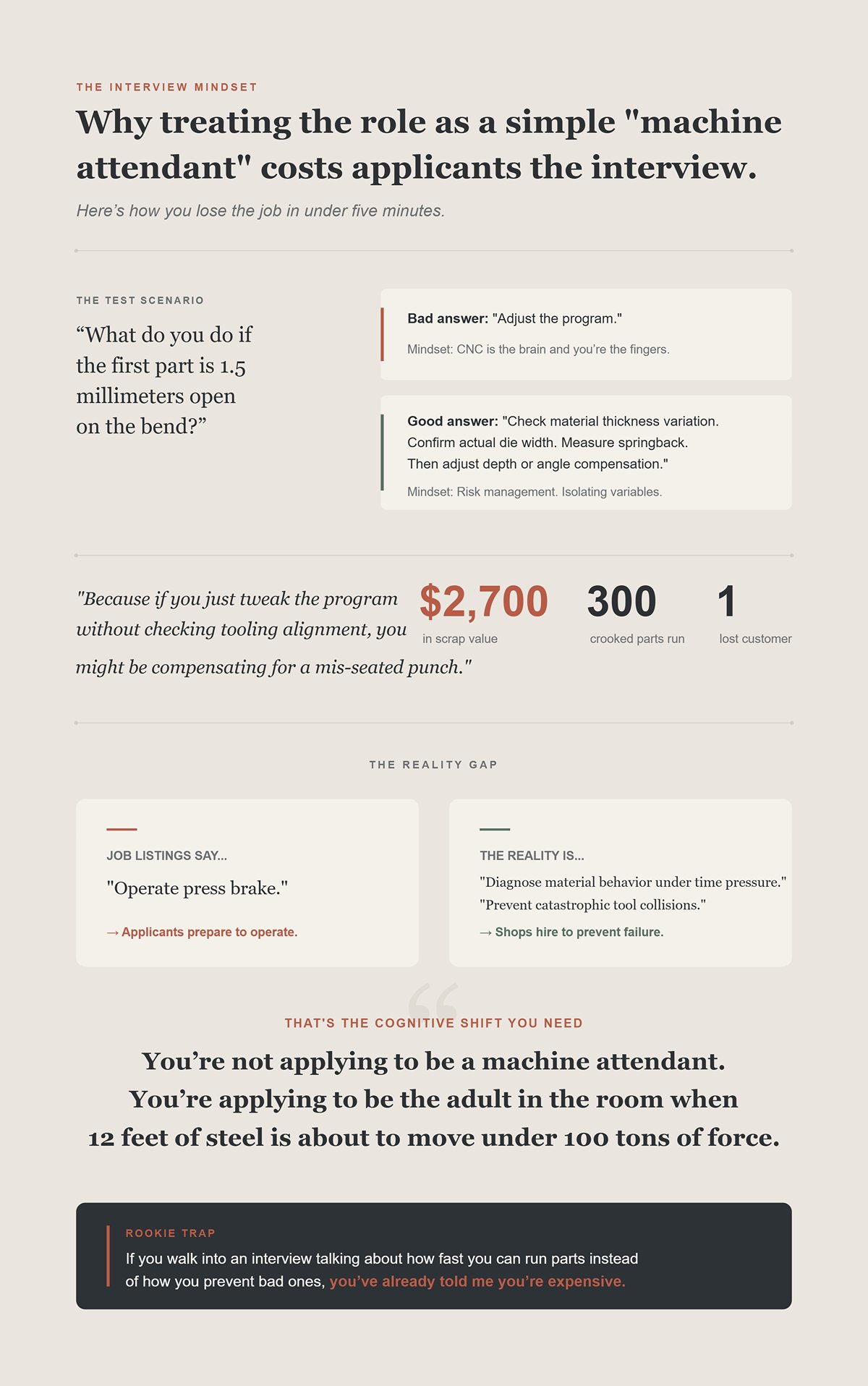
Ich frage: “Was machen Sie, wenn das erste Teil beim Biegen 1,5 Millimeter offen ist?”
Schlechte Antwort: “Das Programm anpassen.”
Das sagt mir, dass Sie denken, die CNC ist das Gehirn und Sie sind die Finger.
Gute Antwort klingt eher so: “Materialdickenabweichung prüfen. Tatsächliche Matrizenbreite bestätigen. Rückfederung messen. Dann Tiefe oder Winkelkompensation anpassen.”
Das ist Risikomanagement. Sie isolieren Variablen, bevor Sie den Bildschirm berühren.
Denn wenn Sie einfach das Programm ändern, ohne die Werkzeugausrichtung zu überprüfen, kompensieren Sie möglicherweise für einen falsch eingesetzten Stempel. Fahren Sie 300 Teile so, und Sie haben eine schiefe Charge im Wert von $2.700 als Ausschuss und einen Kunden, der nicht mehr zurückruft.
Stellenanzeigen sagen nicht: “Muss selbstständig das Materialverhalten unter Zeitdruck diagnostizieren können.” Sie sagen nicht: “Verantwortlich für die Verhinderung katastrophaler Werkzeugkollisionen.” Sie sagen: “Bediene Abkantpresse.”
Also bereiten sich Bewerber darauf vor, zu bedienen.
Werkstätten stellen ein, um Fehler zu verhindern.
Das ist der kognitive Wandel, den Sie brauchen: Sie bewerben sich nicht als Maschinenbediener. Sie bewerben sich als die erwachsene Person im Raum, wenn 12 Fuß Stahl sich unter 100 Tonnen Kraft bewegen.
Anfängerfalle: Wenn Sie ins Vorstellungsgespräch gehen und darüber sprechen, wie schnell Sie Teile fertigen können, statt wie Sie schlechte verhindern, haben Sie mir bereits gesagt, dass Sie teuer sind.
Sie wollen beweisen, dass Sie Katastrophen verhindern können, bevor Sie eingestellt werden?
Gut. Dann hören Sie auf, darüber zu reden, wie Sie Zyklen fahren, und fangen Sie an, darüber zu sprechen, was Sie prüfen, bevor der Stößel sich überhaupt bewegt.
Letztes Jahr sah ich einen neuen Mitarbeiter 1/4-Zoll A36, 8 Fuß lang, laden. Er nahm eine 1-Zoll-V-Matrize, weil “das benutzen wir immer für Viertelzoll”. Hat nicht die Tonnagetabelle geprüft. Hat nicht die Biegelänge geprüft. Bei 120 Tonnen über einen kurzen 12-Zoll-Testabschnitt trieb er die Last so hoch, dass es ein dauerhaftes Lächeln im Unterbalken hinterließ. Maschine war zwei Tage außer Betrieb. Serviceeinsatz: $3.200. Produktionsausfall: etwa $6.000.
Der Biegevorgang scheiterte nicht, als der Stößel herunterkam – er scheiterte, als er die Matrize auswählte und sich sagte, dass es nah genug sei.
Darauf höre ich im Vorstellungsgespräch. Nicht darauf, ob Sie eine Zeichnung lesen können. Sondern darauf, ob Sie verstehen, dass die Einrichtung der Ort ist, an dem das Risiko lebt.
Anfängerfalle: Wenn Sie Werkzeug wie austauschbare Legosteine behandeln statt als tragende Entscheidungen, werden Sie die Tonnagegrenzen aus einer Reparaturrechnung lernen.

Ich habe einmal einen Edelstahlhalter über die Werkbank geschoben. 90-Grad-Biegung, enger Innenradius, die Faserrichtung parallel zur Biegekante.
Der Plan war korrekt. Die Maße waren sauber. Die Toleranzen waren fair.
Aber Metall ist nicht gehorsam.
Blech wird im Walzwerk gewalzt. Dieses Walzen dehnt die Fasern wie das Ziehen von Karamell in eine Richtung. Biegt man quer zur Faser, werden die Fasern gleichmäßig gestaucht und gedehnt. Biegt man mit der Faser, versucht man, Holz entlang der Maserung statt quer dazu zu falten. Dann hört man das kleine “Tick”, das zu einem Riss wird.
Ich habe gesehen, wie 14-Gauge 304 Edelstahl sauber durchriss, weil jemand den Pfeil auf dem Materialetikett ignorierte. Vierzig Teile verschrottet vor dem Mittagessen. Ungefähr $18 pro Rohling. Das sind $720 in Edelstahl plus einen halben Tag Arbeit. Alles nur, weil der Bediener annahm, die Flachzeichnung erzähle die ganze Geschichte.
Ein Bauplan ist 2D-Tinte. Die Faserrichtung ist 3D-Realität. Wenn sie einander widersprechen, läuft man nicht einfach “trotzdem”. Man ruft die Konstruktion an. Man passt den Biegeradius an. Man dreht das Rohteil, wenn die Geometrie es erlaubt. Das ist Urteilsvermögen unter Druck.
Wenn ich einen Bewerber frage: “Was tun Sie, wenn die Faser in die falsche Richtung läuft?”, teste ich nicht den Wortschatz. Ich teste, ob er versteht, dass Pläne Absichten beschreiben, aber das Materialverhalten das Ergebnis bestimmt.
Also sagen Sie mir — wenn Papier und Stahl nicht übereinstimmen, wer gewinnt?
Anfängerfalle: Wenn Ihre Antwort “der Plan” lautet, melden Sie sich freiwillig, teuren Edelstahl zu verschrotten, um Ihr Ego zu schützen.
Nehmen Sie 3/16-Zoll Baustahl. Luftbiegen mit einem passenden Werkzeug. Ihr Programm sagt 90 Grad bei einer bestimmten Tiefe.
Sie ziehen das erste Teil und es misst 92.
Diese zwei Grad sind Rückfederung — elastische Rückstellung. Der Stahl wurde unter Last gedehnt und entspannte sich, als der Druck weggenommen wurde. Denken Sie daran wie beim Biegen eines Sprungbretts und Loslassen. Es bleibt nicht dort, wo Sie es gedrückt haben.
Hier zeigen sich die Anfänger.
Schlechter Bediener: “Der Winkel ist offen. Ich füge einfach zwei Grad im Steuergerät hinzu.”
Vielleicht. Aber was hat sich geändert? Ist das Material tatsächlich 0,1875 dick, oder kam diese Charge mit 0,195? Dickeres Material erhöht die benötigte Tonnage und verschiebt die neutrale Achse — das ist die imaginäre Linie im Bogen, bei der das Material weder gedehnt noch gestaucht wird. Verschiebt man diese Linie, verändert sich die Rückfederung.
Hochfester Stahl federt stärker zurück als Baustahl. Aluminium federt wieder anders zurück. Gleiche 90 auf dem Bildschirm, drei verschiedene Realitäten am Werkzeug.
Ich habe Aufträge gefahren, bei denen die Kompensation des ersten Teils 1,5 Grad betrug. Nächstes Blech aus einem anderen Schmelzlos? Brauchte 3 Grad. Wenn Sie nicht verstehen, warum, werden Sie den Winkel die ganze Schicht über jagen und Zahlen einstellen, als würden Sie ein Radio im Sturm abstimmen.
Werkstätten brauchen nicht jemanden, der “das Programm anpassen” kann. Sie brauchen jemanden, der weiß, wann eine Anpassung die richtige Lösung ist und wann sie eine Werkzeug- oder Materialvariable kaschiert.
Wenn die Berechnung 90 ergibt und der Stahl 92 zeigt, was misst du noch, bevor du den Bildschirm berührst?
Anfängerfalle: Wenn dein einziges Werkzeug zur Winkelkorrektur die CNC-Tastatur ist, steuerst du den Prozess nicht – du reagierst nur darauf.
Hast du schon einmal eine Biegung gesehen, die auf der linken Seite perfekt ist und auf der rechten um 1 Millimeter offen steht?
Erste Reaktion ist, den Hinteranschlag oder das Programm zu beschuldigen.
Manchmal ist es keines von beiden.
Ich habe Stempel ausgebaut, die auf den ersten Blick gut aussahen, aber auf einer Schulter 0,010 Zoll Verschleiß hatten. Das ist dünner als eine Visitenkarte. Über eine 10‑Fuß‑Biegung verändert dieser winzige Verschleißfleck, wie sich die Kraft verteilt. Eine Seite dringt tiefer ein. Die andere schwebt. Du kompensierst das im Programm – und hast damit den mechanischen Fehler in die digitale Korrektur eingebaut.
Lauf 300 Teile so und du hast eine schiefe Charge im Wert von $2.700 als Ausschuss – und einen Kunden, der nicht mehr zurückruft.
Und fang gar nicht erst mit kurzen Probebiegungen an. Bediener legen ein 2‑Zoll‑breites Reststück in die Mitte einer 10‑Fuß‑Matrize, um den “Winkel zu prüfen”. All diese Tonnage konzentriert sich auf einen winzigen Abschnitt. So verbeult man Matrizen und staucht Stempel. Der häufigste Rammschaden, den ich gesehen habe, kam nicht vom langsamen Verschleiß, sondern vom Überlasten kurzer Abschnitte bei Probeschlägen. Ein unachtsamer Test kann mehr kosten als ein Monat sorgfältiger Produktion.
Ausrichtung, Lastverteilung, Verschleißmuster – das ist nicht glamourös. Niemand prahlt damit, Matrizenschultern zu reinigen oder Grate vom Werkzeug zu entfernen. Aber dort entsteht die Konstanz.
Das Einrichten ist wie das Entschärfen einer scharfen Sprengladung. Gespeicherte Energie, gesteuert durch Geometrie und Stahl. Jede Abkürzung – fehlausgerichtete Matrize, abgenutzter Stempel, überlasteter Probehub – ist, als würdest du das falsche Kabel durchtrennen und hoffen, dass kein Funke überspringt.
Und wenn 90% der Biegefehler hier beginnen, bevor das erste gute Teil überhaupt gefertigt ist – was sagt das über den Bediener aus, der glaubt, seine Arbeit beginne erst, wenn er Cycle Start drückt?
Anfängerfalle: Wenn du nur Teile prüfst, aber nie das Werkzeug inspizierst, misst du den Rauch, anstatt nach dem Feuer zu suchen.
Stell dir das vor. Montagmorgen. Neuer Auftrag, acht Biegungen, 10‑Gauge A36, enge Rückflansche, die dich einsperren, wenn du die Reihenfolge falsch wählst. Der Bildschirm leuchtet mit einer hübschen 3D‑Simulation auf. Werkzeugauswahl automatisch. Biegesequenz automatisch generiert.
Du könntest jetzt schon Cycle Start drücken.
Oder du könntest fragen, warum die Steuerung zuerst die innere Lasche formen will, bevor die äußere Rückbiegung, die sie physisch blockiert.
Das ist der Unterschied zwischen Pedale treten und das Gehirn der Maschine programmieren.
Ein disziplinierter Vor‑Biege‑Prozess an der CNC beginnt nicht mit dem Fuß. Er beginnt damit, dass du das Programm verhörst, als schulde es dir Geld. Du überprüfst die Materialstärke mit den Angaben in der Datei. Du bestätigst, dass die Matrizenbreite zu deiner Tonnagetabelle passt. Du prüfst, dass die Hinteranschlagsfinger nicht mit einem gebogenen Schenkel bei Biegung vier kollidieren. Du simulierst jeden Schritt und suchst nach unmöglicher Geometrie, die die Software höflich ignoriert.
Denn die Steuerung nimmt an, dass das Modell perfekt ist.
Aber Metall ist nicht gehorsam.
Und Software ist es noch weniger.
Anfängerfalle: Wenn du die CNC wie einen Automaten behandelst – Zeichnung einlegen, Teile erhalten – bist du nur eine schlechte Auto-Sequenz davon entfernt, eine ganze Palette zu verschrotten.
Einmal hat mir ein Junge gesagt: “Ich kenne CNC. Ich kann Programme laden und Nullen setzen.”
Das ist, als würdest du sagen, du kannst ein Flugzeug fliegen, weil du das Zündschloss gefunden hast.
An einer modernen Abkantpresse bedeutet “grundlegend”, dass du drei Koordinatensysteme verstehst, bevor du überhaupt Metall biegst: Maschinen-Null (wo der Stößel denkt, dass “Home” ist), Programm-Null (wo der Ursprung des Teils in der Datei liegt) und Anschlagposition (wo das Blech tatsächlich liegt). Wenn diese drei nicht übereinstimmen, kann dein erster Biegung 0,125 Zoll von der Position abweichen. Bei einer Halterung mit ±0,030 Toleranz ist das nicht „nah dran“. Das ist Ausschuss.
Es bedeutet auch, dass du die Biegeabzug verstehst – die Mathematik, die das Materialstrecken berücksichtigt, damit das Flachmuster richtig herauskommt. Der Biegeabzug ist einfach der Betrag, den du von der flachen Länge abziehst, um die Endmaße zu erreichen. Ignorierst du ihn, summiert sich jeder Fehler an jeder Lasche. Bei einer Box mit acht Biegungen wirkt ein Fehler von 0,020 pro Biegung nicht bedrohlich. Multipliziere ihn mit sieben internen Merkmalen und plötzlich passt der Deckel nicht. Jetzt starrst du auf eine Palette lasergeschnittener Teile im Wert von $1,900, die sich physisch nicht montieren lassen.
Und “grundlegend” umfasst auch das Bewusstsein für die Tonnage. Die Steuerung berechnet die Kraft, klar. Aber wenn du eine V-Matrize von 1,000 Zoll auf 0,500 Zoll wechselst und vergisst, das Programm zu aktualisieren, verdoppelt sich die benötigte Tonnage ungefähr. So überschreitest du die Maschinenkapazität, ohne dass der Stößel dich jemals warnt – bis etwas knirscht.
Schulungsprogramme dauern Wochen, manchmal Monate – und das nur, um dich davon abzuhalten, dich selbst zu verletzen. Meisterschaft dauert Jahre, weil jedes neue Material, jede neue Geometrie die Regeln ein wenig verändert.
Wenn also in einer Stellenanzeige steht “grundlegendes CNC-Wissen erforderlich”, meinen sie: Lass meine $180,000 Maschine nicht crashen.
Anfängerfalle: Wenn deine Definition von CNC-Fähigkeit bei “Ich kann eine Datei laden” endet, bist du kein Bediener – du bist ein Risiko mit Login.
Ein gespeichertes Programm zu laden fühlt sich sicher an. Jemand anderes hat den Kampf schon geführt. Werkzeuge sind aufgelistet. Sequenz ist vorhanden. Winkel sind eingestellt.
Bis sich das Material ändert.
Angenommen, der ursprüngliche Auftrag lief auf 0,125 Weichstahl. Heute hat der Einkauf 0,134 hochfesten Stahl eingesetzt, weil das auf Lager war. Gleiche Teilenummer. Anderes Material. Rückfederung nimmt zu. Erforderliche Tonnage steigt. Das gespeicherte Programm denkt immer noch, es biegt Butter.
Wenn du es einfach laufen lässt, öffnen sich deine 90er auf 94. Du passt die Winkelkorrektur an. Jetzt stößt die innere Lasche bei Biegung sechs gegen den Anschlag, weil das hochfestere Material nicht so eng geformt wurde und deine Freigabe verschwunden ist. Du jagst Fehlern hinterher, die mit einer falschen Annahme in Zeile eins des Codes begonnen haben.
Eine Sequenz von Grund auf zu schreiben zwingt dich, in der Reihenfolge der physikalischen Einschränkungen zu denken. Welche Biegungen sperren dich aus? Wo wächst das Teil? Wann musst du es wenden? Du ordnest keine Codezeilen an – du choreografierst gespeicherte Energie, damit das Blech nie gegen die Maschine kämpft.
Ich habe komplexe Teile programmiert, bei denen die ersten drei Biegungen ausschließlich dazu dienten, Freigabe für die vierte zu schaffen. Die Software schlug die umgekehrte Reihenfolge vor, weil sie für Werkzeugwechsel optimierte, nicht für die Realität. Wenn ich ihr vertraut hätte, hätte ich das Teil bei Biegung zwei eingekastet.
Ein Programm zu laden macht dich zu einem Bediener.
Eines unter Termindruck umzuschreiben, während ein LKW wartet, macht dich beschäftigungsfähig.
Anfängerfalle: Wenn du ein gespeichertes Programm für unantastbar hältst, schützt du die Datei statt das Teil – und nur das Teil bringt Geld ein.
Du triffst auf den ersten Biegevorgang. Er kommt mit 1,5 Grad zu offen heraus.
Du hast zwei Möglichkeiten.
Manuelle Übersteuerung: passe die Winkelkorrektur nur für diesen Schlag an und mach weiter.
Programmbearbeitung: anhalten, Materialstärke messen, Gesenkbreite bestätigen, die Materialbibliothek aktualisieren, den Rückfederungsfaktor in der eigentlichen Datei anpassen, damit jede folgende Biegung der Realität entspricht.
Manuelle Übersteuerung ist ein Pflaster. Programmbearbeitung ist eine Operation.
Jetzt bloß nicht überheblich werden – manuelle Pressen gibt es immer noch, und erfahrene Hände an einer mechanischen Abkantpresse können mit Gefühl und Wiederholgenauigkeit wunderschöne Teile fertigen. Das ist echtes Können. Aber auf einer CNC-Maschine, die 200 Teile produziert, führt das Verstecken von Korrekturen in temporären Übersteuerungen dazu, dass Abweichungen einschleichen. Die Nachtschicht lädt morgen dasselbe Programm, kennt dein geheimes +1,5 nicht – und plötzlich weichen die Teile ab.
Die Steuerung ist das Gedächtnis der Maschine. Wenn du ihr nicht beibringst, was du beim ersten Versuch gelernt hast, vergisst sie es, sobald du ausstempelst.
Und hier kommt der Zusammenhang mit Risiko ins Spiel.
Wenn du Übersteuerung statt Programmbearbeitung wählst, sagst du: “Dieses Problem gehört zu diesem Moment.” Wenn du den Code bearbeitest, sagst du: “Dieses Problem gehört zum Prozess.”
Eine Denkweise verhindert heute Ausschuss.
Die andere verhindert ihn das ganze Jahr über.
Also, wenn das erste Teil vom Band kommt und nicht perfekt ist, greifst du zur schnellen Korrektur – oder öffnest du das Gehirn und machst es klüger?
Denn sobald das Programm sauber läuft, geht die nächste Frage gar nicht mehr um Tasten.
Es geht darum, wem das Ergebnis gehört, wenn 200 fertige Teile zur Prüfung kommen.
Anfängerfalle: Wenn du Korrekturen in Übersteuerungen versteckst, managst du kein Risiko – du verschiebst es, bis es jemand anderem gehört.
| Aspekt | Manuelle Übersteuerung | Programmbearbeitung |
|---|---|---|
| Kernaktion | Den Winkel nur für diesen Schlag korrigieren und weitermachen | Anhalten, Materialstärke messen, Matrizenbreite bestätigen, Materialbibliothek aktualisieren, Rückfederungsfaktor in der aktuellen Datei anpassen |
| Art der Korrektur | Vorübergehende Anpassung | Dauerhafte Prozesskorrektur |
| Metapher | Ein Pflaster | Eine Operation |
| Fähigkeitskontext | Beruht auf dem Gefühl des Bedieners und Wiederholbarkeit; wertvoll bei manuellen Pressen | Beruht auf Prozesskontrolle und Systemgenauigkeit in der CNC-Produktion |
| Auswirkung bei Serienfertigung (200 Teile) | Verborgene Korrekturen können zu Abweichungen führen, besonders über Schichten hinweg | Stellt sicher, dass jede nachfolgende Biegung die Realität berücksichtigt |
| Wissensspeicherung | Korrektur wird nicht gespeichert; die Maschine “vergisst” | Steuerung wird aktualisiert; die Maschine “erinnert sich” |
| Risikoeinstellung | “Dieses Problem gehört zu diesem Moment.” | “Dieses Problem gehört zum Prozess.” |
| Kurzfristiges Ergebnis | Verhindert heute Ausschuss | Verhindert wiederkehrenden Ausschuss langfristig |
| Verantwortlichkeit | Die Lösung ist persönlich und vorübergehend | Die Lösung ist systemisch und übertragbar |
| Anfängerfalle | Das Verstecken von Lösungen in Übersteuerungen verschiebt das Risiko, bis es zum Problem eines anderen wird | Das Bearbeiten des Programms steuert das Risiko an der Quelle |
Die erste Halterung kommt um 9:17 Uhr von der Presse. Es ist eine einfache L‑Form, 10 Zoll mal 6 Zoll, 0,125 dick, ±0,030 am Flansch. Der Plan war korrekt. Das Programm lief sauber. Der Winkel zeigt 90,2 auf dem Bildschirm.
Es ist mir egal, was der Bildschirm sagt.
Ich lege die Schieblehre an das Außmaß: 9,968. Das ist 0,032 zu kurz. Noch ein Teil wie dieses und wir sind außerhalb der Toleranz. Wenn du 200 Teile so produzierst, hast du nicht “knapp verfehlt”. Du hast eine schiefe Charge im Wert von $3.200 Ausschuss hergestellt und einen Kunden verloren, der nicht zurückrufen wird.
Willst du wissen, wer das Ergebnis verantwortet, wenn dieses Programm 200 Stück produziert? Die Person, die entscheidet, ob Teil Nummer eins zu Teil Nummer zwei werden darf.
Dieser Engpass ist der Bediener. Nicht der Ingenieur, der die Zeichnung erstellt hat. Nicht der Programmierer, der die Datei gepostet hat. Sondern derjenige, der mit Metall in den Händen und einer laufenden Uhr dort steht.
Und hier kommt der schwierige Teil: Die meisten Stellenbeschreibungen sagen “Erstmusterprüfung durchführen und den Vorgesetzten über nicht konforme Produkte informieren.” Klingt nach geteilter Verantwortung.
Aber Metall ist nicht gehorsam.
Wenn ich darauf warte, dass jemand anderes das erste Teil absegnet, während die Maschine mit einem belasteten Stundensatz von $95 stillsteht, habe ich Qualität gerade zu einem Planungsproblem gemacht. Wenn ich weiter produziere, während ich warte, habe ich Planung zu einem Glücksspiel gemacht. So oder so bin ich derjenige, der den Hebel zieht.
Anfängerfalle: Zu denken, QA sei eine Abteilung, der man Teile übergibt, statt eine Entscheidung, die man trifft, bevor der zweite Zyklus startet.
Ich habe gesehen, wie ein neuer Kollege 50 Teile produziert hat, bevor er den Winkel erneut überprüfte. Das erste war 90,0. Das fünfzigste war 92,3. Gleiches Programm. Gleiches Werkzeug.
Was hat sich geändert?
Hitze.
Hydrauliköl erwärmt sich. Die Wiederholgenauigkeit des Stößels verschiebt sich um ein paar Tausendstel. Das Material von der nächsten Palette ist 0,007 dicker. Rückfederung nimmt zu, weil diese Spule aus einem anderen Werk stammt. Winzige Verschiebungen. Reale Konsequenzen.
Bei einer Abkantpresse kann eine Materialdicke von 0,010 den Winkel um ein ganzes Grad verändern, abhängig von der Matrizenbreite. Ein ganzes Grad bei einem 6-Zoll-Flansch bewegt die Spitze um etwa 0,105 Zoll. Das ist nicht kosmetisch. Das ist ein Montagefehler.
Messung während des Prozesses ist kein Papierkram. Es ist Regelung durch Rückmeldung. Du biegst. Du misst. Du korrigierst das Programm. Du bringst der Maschine bei, was das Material heute tatsächlich macht, nicht was die Datenbank sagt, dass es tun sollte.
Wenn du mit der Messung bis zum Ende des Laufs wartest, hast du bereits jeden Fehler übernommen, den die Maschine gemacht hat, während du nicht hingesehen hast. Bei Teil fünfzig hast du keinen Fehler gemacht – du hast ihn absichtlich produziert.
Und hier wird Verantwortung real: Manche Werkstätten sagen, du darfst ohne Genehmigung des Vorgesetzten nichts verschrotten. Gut. Aber du bist trotzdem derjenige, der die Abweichung zuerst sieht. Du bist derjenige, der entscheidet, ob du bei Teil drei stoppst oder das Biest weiter fütterst.
Eine Abkantpresse zu bedienen ist wie das Entschärfen einer scharfen Sprengladung. Jeder Biegevorgang speichert Energie. Jede Korrektur entlädt diese Energie entweder sicher oder packt sie fester. Prüfungen während des Prozesses sind der Weg, die Ladung stabil zu halten.
Anfängerfalle: Dem ersten guten Teil zu vertrauen, als wäre er ein Versprechen statt ein Warnschuss.
Auf dem Prüfblatt gibt es eine Zeile, die “Erstmuster freigegeben” sagt. Manchmal ist es ein grüner Aufkleber. Manchmal sind es deine Initialen in blauer Tinte.
Diese Markierung ist ein Auslöser.
Denn sobald du unterschreibst, beschleunigt sich die Produktion. Der Gabelstapler stellt Rohlinge bereit. Der Vorgesetzte plant das Schweißen für morgen. Der Versand verspricht Lieferung am Freitag. Dein kleines Gekritzel hat gerade $12.000 nachgelagerte Arbeitsstunden in Bewegung gesetzt.
Du prüfst die Flanschlänge mit dem Messschieber. Du prüfst den Winkel mit einem Winkelmesser oder digitalen Messgerät. Du überprüfst die Loch-zu-Biegung-Position anhand der Zeichnung. Du vergleichst mit der Toleranz.
Alles mechanische Schritte.
Aber der Druck ist nicht mechanisch.
Du weißt, dass die Maschine im Moment eingestellt ist. Du weißt auch, dass sich die Materialcharge mitten im Stapel ändern könnte. Du weißt, dass die Wartung immer noch von dir verlangt, das Werkzeug zu wischen und die Schmiernippel vor dem Mittag zu fetten. Die Zeit drückt von beiden Seiten.
Zu früh unterschreiben und du segnest Abweichungen, die du noch nicht gesehen hast. Zu lange warten und du würgst die Produktion ab.
Hier hört Kompetenz auf, sich um Knöpfe zu drehen, und beginnt, um Urteilsvermögen unter Belastung zu gehen. Das “Grüne Licht” ist keine Erlaubnis, Teile zu fertigen. Es ist die Aussage, dass du bereit bist, die Verantwortung zu übernehmen, wenn sie falsch sind.
Anfängerfalle: Die Unterschrift wie eine Formalität behandeln statt wie eine persönliche Garantie, die durch Ausschusskosten abgesichert ist.
Nehmen wir an, Teil sieben ist am Rückflansch 0,040 zu lang. Toleranz ist ±0,030. Sie liegen um 0,010 daneben.
Technisch gesehen Ausschuss.
Aber schauen Sie genauer hin. Dieser Flansch passt in eine Schweißbaugruppe mit 0,125 Spiel. Funktional wird er passen. Der Plan ist eng, weil der Konstrukteur vom schlimmsten Fall beim Toleranzstapel ausgegangen ist.
Und jetzt?
Wenn Sie ihn automatisch verschrotten, landen $18 an Material und Laserzeit im Müll. Wenn dies ein Auftrag über 300 Stück ist und die Abweichung anhält, sind das $5.400 verloren. Wenn Sie es dokumentieren, als Abweichung kennzeichnen und die Technik anrufen, könnten Sie den Lauf retten – oder Sie verzögern ihn einen Tag, während Sie auf eine Entscheidung warten.
Hier beeinflussen Bediener die Rentabilität, ohne jemals die Bilanz zu sehen.
Sie messen die Abweichung. Sie dokumentieren das tatsächliche Maß. Sie bewerten den Trend – laufen die Teile weiter aus dem Maß oder bleiben sie stabil? Sie passen das Programm an, wenn es prozessbedingt ist. Sie eskalieren, wenn es konstruktionsbedingt ist.
Der schlimmste Schritt ist, so zu tun, als hätten Sie es nicht gesehen.
Denn wenn Sie grenzwertige Teile aufstapeln lassen und die Prüfung sie am Ende entdeckt, haben Sie nichts “übersehen”. Sie haben Arbeitszeit, Maschinenzeit und Gemeinkosten absichtlich in garantierten Ausschuss verwandelt.
Verantwortung bedeutet hier nicht, dass Sie Verfahren ignorieren und eigenmächtig Entscheidungen treffen. Es bedeutet, dass Sie saubere Daten sammeln, den Lauf stoppen, wenn der Trend hässlich wird, und eine Entscheidung erzwingen, bevor das Volumen den Schaden vervielfacht.
Deshalb ist der Engpass beim Erstmuster wichtig. Es ist das schmale Tor, bei dem das Risiko am günstigsten zu kontrollieren ist. Danach verstärkt jeder Zyklus, was Sie entschieden haben.
Und wenn Sie das verstanden haben, geht die nächste Frage nicht um Messschieber oder Papierkram.
Es geht um die Kraft hinter dem Stößel, die Tonnage, die Sie anfordern, und darum, was passiert, wenn gespeicherte Energie nicht nur Teile zerstört – sondern Werkzeuge, Maschinen und Hände.
Vor zwei Sommern lud ein Junge in der zweiten Schicht 3/8-Zoll A36 in eine 10-Fuß-Abkantpresse mit einer Nennleistung von 150 Tonnen. Laut Tabelle brauchte er 138 Tonnen für die gewählte Biegelänge. Knapp, aber innerhalb der Zahl. Der Plan war korrekt.
Aber Metall ist nicht gehorsam.
Das Material kam härter als der Buchwert. Der tatsächliche Bedarf lag wahrscheinlich bei 155. Er startete den Zyklus. Die Maschine explodierte nicht. Sie ächzte. Der Stößel wich gerade so weit aus, dass die Mitte zu stark und die Enden zu schwach gebogen wurden. Teile waren Ausschuss. Schlimmer noch: Der Stempel entwickelte einen Haarriss an der Schulter. Wir bemerkten ihn erst, als er drei Tage später brach und einen $4.800 segmentierten Stempel mit sich nahm.
Kein Drama. Nur gespeicherte Energie, die nach einer Schwachstelle sucht.
Folgendes müssen Sie verstehen: Tonnage ist Kraft pro Fuß. Verdoppeln Sie die Dicke, verdoppeln Sie nicht die Kraft – Sie multiplizieren sie etwa mit acht. Das liegt daran, dass die Biegekraft ungefähr mit dem Quadrat der Dicke steigt. Wenn der Einkauf also 0,125 Weichstahl gegen 0,134 hochfesten Stahl austauscht “weil es nah dran ist”, wird Ihr 60-Tonnen-Job stillschweigend zu einem 85-Tonnen-Job. Gleiches Programm. Gleiche Einrichtung. Andere Physik.
Überschreiten Sie die Nennleistung einer Abkantpresse um 10%, bekommen Sie keine höfliche Warnung. Sie bekommen Stößelverformung, Rahmenstreckung, Werkzeugschäden oder eine plötzliche Freisetzung von Energie, die Stahl schneller bewegt, als Ihre Hände reagieren können. Das Arbeitsministerium verzeichnet über 360 Amputationen pro Jahr durch Abkantpressen in den USA, und fast die Hälfte sind Finger. Das kommt nicht von dramatischen Explosionen. Das kommt von Routinezyklen, bei denen die Kraft unterschätzt und die Kontrolle vorausgesetzt wurde.
Moderne Laserschutzsysteme reduzieren diese Zahlen erheblich. Ich habe mit ihnen gearbeitet. Man kann wenige Zentimeter vom Stempel entfernt arbeiten, und der Strahl stoppt den Hub. In Betrieben, die investieren, sinken die Unfallraten drastisch. Aber 80% der Orte, in die Sie gehen werden, arbeiten mit älteren hydraulischen Bremsen und Lichtschranken, die älter sind als Sie. In diesen Werkstätten ist der einzige Sensor zwischen Ihrer Hand und 120 Tonnen Ihr Urteilsvermögen.
Man “fährt” keine Tonnage. Man verwaltet gespeicherte Energie, als würde man etwas entschärfen, das Rechenfehler nicht verzeiht.
Anfängerfalle: Die Tonnagetabelle wie ein Evangelium zu behandeln, statt als Ausgangsschätzung, die für echtes Material, echte Länge und echten Maschinenzustand angepasst werden muss.
Ich habe einmal einen Span in einer 1-Zoll-V-Matrize gefunden, der wie nichts aussah. Vielleicht 0,015 tief am Rand. Man konnte ihn kaum mit einem Fingernagel fühlen.
Wir haben 11-Gauge-Mildstahl gebogen. Jedes Teil hatte eine feine Linie am Außenradius. Zunächst nur kosmetisch. Dann begannen die Winkel bei längeren Flanschen um ein halbes Grad zu driften. Warum? Weil dieser Span die Kraft konzentriert. Statt gleichmäßigen Druck entlang der Matrizen-Schulter bekommt man einen Druckspike an diesem Defekt. Stahl fließt dort anders. Der Rückfederungseffekt ändert sich lokal. Über eine 6-Fuß-Biegung summiert sich diese Inkonsistenz.
Lauf 300 Teile so und du hast eine schiefe Charge im Wert von $2.700 als Ausschuss – und einen Kunden, der nicht mehr zurückruft.
Schlimmer noch: Dieser winzige Span ist ein Rissstarter. Jeder Zyklus hämmert darauf. Mikrofrakturen breiten sich durch gehärtetes Werkzeug aus. Eines Tages bricht die Matrizen-Kante unter Last aus. Jetzt tritt das Teil, der Stempel verschiebt sich, und Ihre Hände – die “nur die Ausrichtung gehalten” haben – befinden sich in einer neuen Geometrie, die Sie nicht geplant haben.
Vorausschauende Wartung ist kein Papierkram. Es bedeutet, mit einem Schleifstein über die Matrize zu gehen, Schultern unter Licht zu prüfen, Verschleiß zu protokollieren, bevor er zur Geometrie wird. Werkzeugstahl ist wie eine Kette. Er bricht am schwächsten Glied, und das schwächste Glied ist meist der Defekt, den alle für zu klein hielten, um zu zählen.
Wenn Sie es nicht melden, weil “es funktioniert noch”, haben Sie das Risiko nur in die nächste Schicht verschoben.
Anfängerfalle: Werkzeugverschleiß wie ein kosmetisches Problem zu behandeln, statt als Kraftverstärker, der sowohl die Biegegenauigkeit als auch das Ausfallrisiko verändert.
Sehen Sie sich Zeitlupenaufnahmen eines Abkantpressenzyklus an, und Sie werden etwas erkennen, das Lehrlinge übersehen. Der Stößel fährt gleichmäßig herunter. Kontrolliert. Vorhersehbar.
Das Blech nicht.
Während der Stempel das Material in die V-Matrize drückt, baut sich elastische Energie in der Platte auf. Wenn der Stößel umkehrt, wird diese Energie freigesetzt. Lange Flansche können in einem Augenblick mehrere Zentimeter hochschnellen. Bei dünnem Edelstahl mit hoher Rückfederung ist es schlimmer. Ich habe gesehen, wie ein 48-Zoll-Flansch hochschnellte und jemanden unter dem Kinn traf, weil er sich nach vorne beugte, um “die Linie zu sehen”.”
Die meisten Verletzungen passieren nicht während des dramatischen Abwärtsgangs. Sie passieren während Mikrointerventionen: Durch die Lichtschranke greifen, um die Hinteranschläge zu justieren, ein Blechstück ausrichten, während das Pedal noch aktiv ist, einen kleinen Abschnitt entfernen, ohne den Zyklus zu stoppen. Selbstzufriedenheit, nicht Katastrophe.
Die OSHA führt unzureichende Schutzvorrichtungen aus gutem Grund unter ihren Top-Verstößen. Produktionsdruck bringt Menschen dazu, Schutzmaßnahmen zu umgehen. Klebeband über eine Lichtschranke. Umgehen einer Zweihandsteuerung. “Nur dieses eine Teil.” Die Maschine läuft in Millisekunden. Ihr Nervensystem nicht.
Bei älteren Bremsen ohne Laser-AOPD (aktives optoelektronisches Schutzgerät — ein schickes Wort für ein Scanning-Lichtsystem) ist Ihr Sicherheitsabstand mechanisch. Halten Sie die Hände außerhalb des Matrizenraums. Verwenden Sie Haltewerkzeuge oder Magnete für kleine Teile. Stehen Sie seitlich zu langen Flanschen, damit sie Sie verfehlen, wenn sie hochschnellen.
Der Stößel ist offensichtlich. Die gespeicherte Energie im Blech ist die Überraschung.
Anfängerfalle: Den Stempel anzustarren, als wäre er das einzige bewegliche Teil, während man das Blech ignoriert, das sich wie eine Feder auflädt.
Stell dir das vor. Die Wartung tauscht einen Hydraulikschlauch aus. Dir wird gesagt: “Warte mal kurz.” Der Vorgesetzte wird weggerufen. Du siehst die Arbeit vorbereitet, Werkzeuge an Ort und Stelle, Pedal auf dem Boden. Du hast die Reparatur nicht begonnen. Du hast keine Verbindung gelöst.
Du trittst ein, fährst den Zylinder, um die Ausrichtung zu prüfen.
Wenn jemand seine Hand im Rahmen hat und die Maschine sich bewegt, ist es OSHA egal, wer die Aufgabe begonnen hat. Die Person, die die Maschine ohne ordnungsgemäßes Lockout/Tagout eingeschaltet hat, trägt den Verstoß.
Lockout/Tagout bedeutet, Energiequellen — elektrisch, hydraulisch, pneumatisch — zu isolieren und ein physisches Schloss anzubringen, damit die Maschine sich nicht bewegen kann. Kein mündliches Versprechen. Kein Haftzettel. Ein Schloss mit deinem Namen darauf. Denn hydraulische Systeme speichern Druck. Selbst bei ausgeschaltetem Strom kann ein Ventil Druck abbauen und den Zylinder verschieben, wenn er nicht richtig blockiert ist.
Und erinnerst du dich an die explosive Metapher? Eine Abkantpresse im Ruhezustand speichert immer noch Energie in komprimierter Flüssigkeit und erhöhter Masse. Wenn du sie nicht entlüftest und blockierst, gehst du davon aus, dass sie sich wie erwartet verhält.
Wenn du dein Schloss anbringst, bist du nicht schwierig. Du dokumentierst die Kontrolle über Energie, die Finger schneller entfernen kann, als es dauert, “Moment mal” zu sagen.”
Hier lügt die Stellenbeschreibung dich an. “Maschine bedienen.” Nein. Du verwaltest Kraft, Verschleiß, gespeicherte Energie und rechtliche Risiken. Du bist die letzte Barriere zwischen 120 Tonnen und einem menschlichen Körper.
Und wenn du das klar erklären kannst — nicht mit Angst, sondern mit Zahlen, Mechanismen und Narben — was macht dich das in deinem nächsten Vorstellungsgespräch wert?
Anfängerfalle: Zu glauben, dass Sicherheit allein die Verantwortung des Unternehmens ist, statt zu verstehen, dass in dem Moment, in dem du die Maschine einschaltest, die Verantwortung deine Fingerabdrücke trägt.
Willst du mehr Geld?
Dann hör auf, dich als Knopfdrücker zu bezeichnen.
Wenn in deinem Lebenslauf steht “CNC-Abkantpresse bedient, um Teile gemäß Zeichnung zu biegen”, hast du dem Personalchef gerade gesagt, dass du durch den nächsten warmen Körper ersetzt werden kannst, der den grünen Cycle-Start-Knopf findet. Diese Zeile liest sich, als hättest du eine Maschine beaufsichtigt.
Aber Metall ist nicht gehorsam.
Was du tatsächlich getan hast, war, die Tonnage zu berechnen, damit ein 120-Tonnen-Zylinder einen $4,800-Stempel nicht überlastet. Du hast V-Matrizen ausgewählt, um den Rückfederungseffekt zu kontrollieren, sodass eine Dickenabweichung von 0,010 nicht zu einer Winkeldrift von einem Grad über 200 Teile führte. Du hast das Werkzeug inspiziert, damit ein 0,015-Absplitterung nicht zu $2,700 Ausschuss und einer peinlichen Produktionsbesprechung führte.
Das ist nicht “bedienen”. Das ist gespeicherte Energie kontrollieren und fünfstellige Fehler verhindern.
Also übersetze es.
Siehst du den Unterschied? Eine Version sagt, du hast Anweisungen befolgt. Die andere sagt, du hast Risiken gemanagt.
Einstellungsmanager zahlen nicht mehr für Bewegung. Sie zahlen für Urteilsvermögen.
Anfängerfalle: Den Lebenslauf wie die Stellenbeschreibung schreiben, statt wie einen Bericht nach einem Vorfall, der beweist, dass Sie verhindert haben, dass schlechte Dinge passieren.
Hier ist die Wahrheit, die niemand in die Broschüre schreibt.
Ein Zertifikat besagt, dass Sie eine strukturierte Prüfung zu Einstellgenauigkeit, Programmierlogik und Prozesskontrolle bestanden haben. Das ist wichtig. Es zeigt einem Arbeitgeber, dass Sie die Fachsprache und die Mathematik verstehen.
Es beweist nicht, dass Sie um 2 Uhr morgens gesehen haben, wie 14-Gauge-Edelstahl entlang der Maserung reißt, und spontan angepasst haben.
Die meisten echten Fähigkeiten in diesem Handwerk entstehen durch Monate – meist Jahre – des Stehens neben jemandem, der bereits die teuren Fehler gemacht hat. Sie lernen, wie sich Material anfühlt, wenn es kurz davor ist zu verrutschen. Sie lernen den Klang, den ein Werkzeug macht, wenn es leicht überlastet ist. Sie lernen, dass “Der Plan war korrekt” nicht bedeutet, dass die Biegefolge es auch ist.
Also, was wiegt schwerer?
Um durch die Tür zu kommen, können Zertifikate helfen. Sie sind tragbarer Beweis, dass Sie nicht raten.
Um mit Hochtonnage-Arbeiten und komplexen Aufbauten betraut zu werden, zählt Werkstatterfahrung – denn dort entsteht das Risiko-Instinkt.
Der kluge Schritt ist nicht, eines auszuwählen. Sondern beide richtig darzustellen.
Wenn Sie Zertifikate haben, listen Sie diese nicht wie Trophäen auf. Verknüpfen Sie sie mit Risikokontrolle: “NIMS Level II – angewendet zur Reduzierung von Einstellfehlern und Ausschuss beim ersten Teil.” Wenn Sie viel Werkstatterfahrung, aber keine Papiere haben, zeigen Sie messbares Urteilsvermögen: “Leitete Werkzeugprüfungen, die wiederkehrende Winkeldrift bei 3/16 A36 Läufen eliminierten.”
Papier beweist Erfahrung. Praxis beweist Überleben.
Anfängerfalle: Anzunehmen, dass ein Zertifikat Narbengewebe ersetzt – oder dass Narbengewebe Sie zu gut für strukturiertes Lernen macht.
Hier werden die meisten “Bediener” entlarvt.
Ein Manager schiebt einen Plan über den Schreibtisch. Keine Maschine, die im Hintergrund summt. Kein Hinteranschlag, hinter dem man sich verstecken kann.
“Erklären Sie mir, wie Sie das biegen würden.”
Wenn Sie nur sagen: “Ich würde das Programm laden und es laufen lassen”, sind Sie erledigt.
Sie wollen die Logik der Sequenz hören. Welche Flansche zuerst, um Kollisionen zu vermeiden? Wo ist das längste ungestützte Bein, das ausschlagen könnte? Brauchen Sie eine größere V-Öffnung, um die Tonnage zu kontrollieren? Wie wird die Maserungsrichtung das Reißen beeinflussen? Wo wird Rückfederung die Toleranz stapeln?
Mit anderen Worten: Kannst du in Kraft und Ausfall denken, nicht in Knöpfen?
Wenn du eine Biegefolge so erklären kannst, als würdest du etwas entschärfen, das Energie speichert — Schritt für Schritt, vorausschauend, wo es schiefgehen könnte — hörst du auf, wie Arbeit zu klingen, und beginnst, wie Kontrolle zu klingen.
Dann verändert sich die Diskussion über die Bezahlung.
Denn jetzt bist du nicht der Typ, der Teile laufen lässt. Du bist der Typ, der verhindert, dass sie zu Ausschuss werden.
Anfängerfalle: Beschreiben, was die Maschine tut, statt was du entscheidest.
Vielleicht bist du auf Einstiegsniveau. Vielleicht lädst du Rohlinge und drückst Zyklusstart.
Gut. Dann ist dein Job jetzt, Bewusstsein zu stehlen.
Beobachte Rüstungen. Frag, warum dieses Werkzeug gewählt wurde. Frag, wie die Tonnage berechnet wurde. Wenn Winkel abdriften, justiere nicht einfach — frag, welche Variable sich verändert hat: Dicke, Kornrichtung, Werkzeugverschleiß, Programmversatz?
Schreib es auf. Erstelle dein eigenes mentales Fehlerprotokoll.
Wenn du bereits erfahren bist, aber feststeckst, schau, was du vermeidest. Komplexe Mehrfachbiegeteile? Programmieren von Grund auf? Gespräche mit Ingenieuren über Toleranzstapelung? Dieses Unbehagen zeigt dir deine Gehaltsobergrenze.
Überbrücke es bewusst. Übernimm die hässlichen Rüstungen. Melde dich freiwillig für Erstmusterprüfungen. Setz dich bei der Abschaltung zu den Wartungstechnikern, damit du hydraulische und mechanische Grenzen verstehst. Zertifizierungen können hier helfen — nicht als Abzeichen, sondern als strukturierte Wege, blinde Flecken zu füllen.
Karrierebeweglichkeit in diesem Handwerk kommt nicht durch abgeleistete Zeit. Sie kommt davon, wie viel Risiko du eigenständig ohne Aufsicht kontrollieren kannst.
Das ist der nicht offensichtliche Teil.
Du wirst nicht besser bezahlt, weil du härteres Material biegst. Du wirst besser bezahlt, weil du Unsicherheit reduzierst.
Beginne, jede Schicht als Übung in Energiekontrolle, Fehlerprognose und Kostenvermeidung zu sehen. Sprich dann über deine Arbeit in diesen Begriffen.
Mach das lange genug, und du wirst dich nicht als “Abkantpressenbediener” bewerben.”
Du wirst dich als die Person vorstellen, der die Werkstätten 120 Tonnen gespeicherte Kraft — und ihren Ruf — anvertrauen.
Anfängerfalle: Auf eine Titeländerung warten, bevor du anfängst, wie der Entscheider zu handeln.


















