

Last spring a kid with a clean hoodie and a fresh “Precision Press Brake Certificate” lined up a 10-foot stainless sheet, tapped the pedal, and drove a $4,800 segmented punch straight into the die shoulder.
The print was right. His numbers were right. The material cracked anyway because he never checked grain direction.
That’s the moment job listings don’t show you.
Go read ten listings. You’ll see phrases like “bend metal to blueprint,” “operate CNC press brake,” “no formal education required.” Maybe OSHA safety training. Maybe “on-the-job learning.”
Sounds simple. Load part. Hit cycle. Repeat.
But metal isn’t obedient. It springs back. It work-hardens. It remembers which way it was rolled. A blueprint is a target; the brake is a 60-ton negotiation between physics and tooling. The operator stands in the middle, alone, with thousands of dollars and ten fingers on the line.
That listing makes it sound like you’re a cashier pressing buttons. In reality, you’re the last risk filter before steel turns into scrap — or shrapnel.
Rookie Trap: If you think “no degree required” means “no independent judgment required,” you’re volunteering to learn physics by breaking tools.
I’ve interviewed dozens of applicants who proudly tell me, “I can read prints and run CNC.”
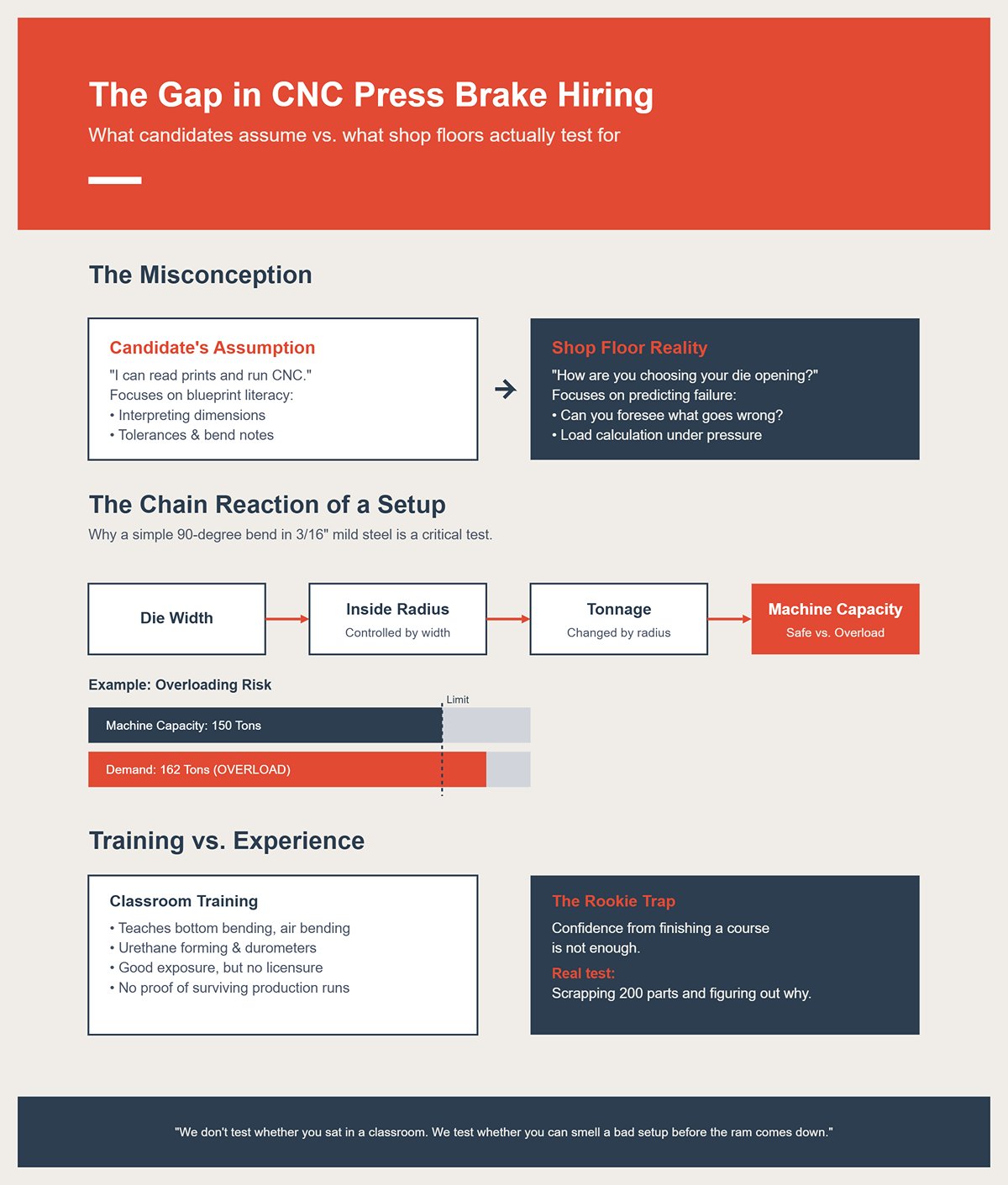
So I slide a simple part across the table. 90-degree bend. Mild steel. 3/16 inch. Then I ask one question:
“How are you choosing your die opening?”
The room goes quiet.
See, candidates assume the test is blueprint literacy — can you interpret dimensions, tolerances, bend notes. Shops actually test for something uglier: can you predict what will go wrong before it does?
Die width controls inside radius. Inside radius changes tonnage. Tonnage determines whether you’re within the machine’s capacity or about to overload a 150-ton brake with a 162-ton demand. That’s not button-pushing. That’s load calculation under pressure.
Training programs teach bottom bending, air bending, maybe even fancy stuff like urethane forming with different durometers — that’s just hardness, like comparing a car tire to a hockey puck. Good exposure. But even those certificates say they’re not professional licensure. No renewal. No proof you’ve survived real production runs.
On the floor, we don’t test whether you sat in a classroom. We test whether you can smell a bad setup before the ram comes down.
Rookie Trap: If your confidence comes from finishing a course instead of scrapping 200 parts and figuring out why, you’re not ready for the questions that matter.
Here’s how you lose the job in under five minutes.
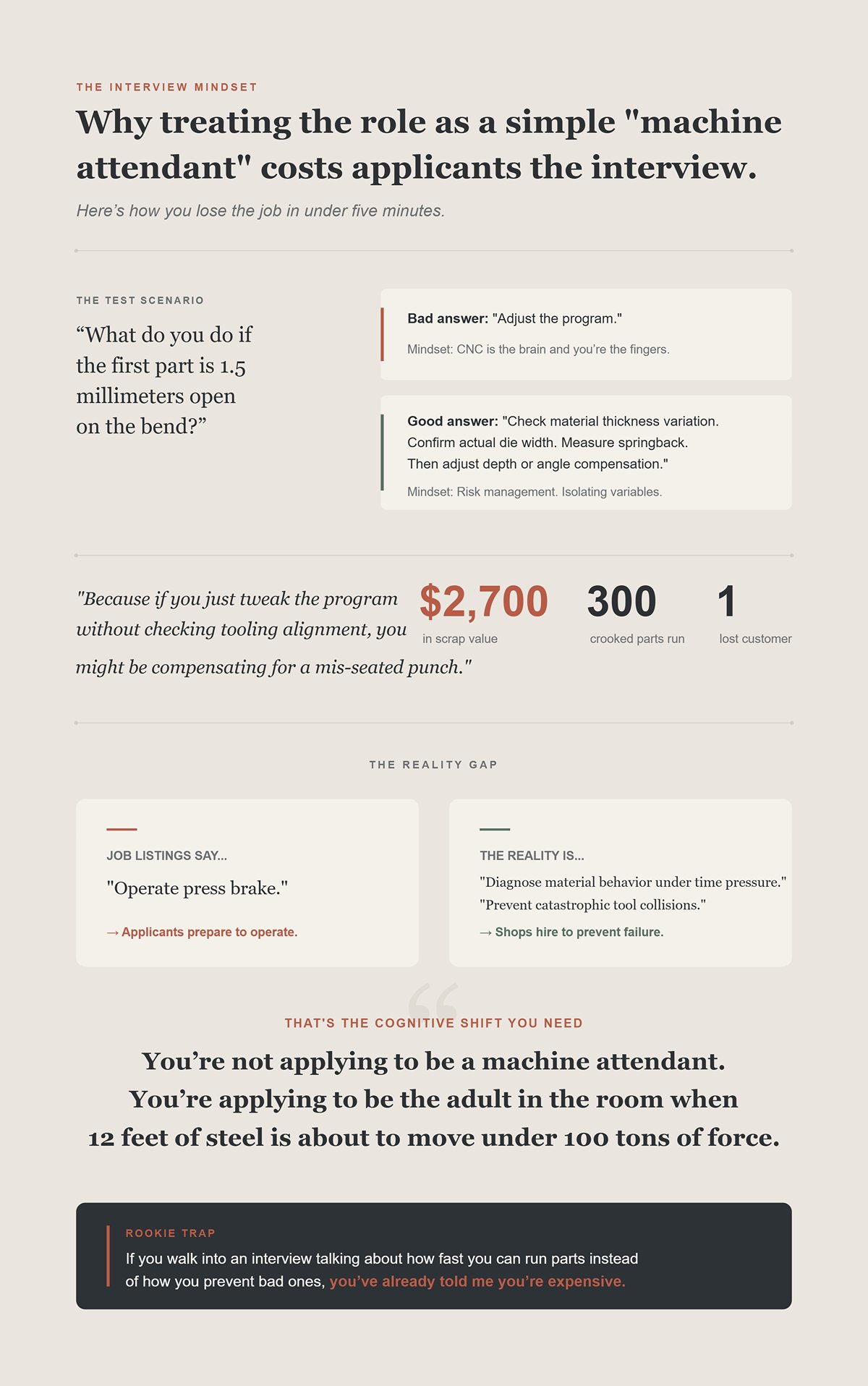
I ask, “What do you do if the first part is 1.5 millimeters open on the bend?”
Bad answer: “Adjust the program.”
That tells me you think the CNC is the brain and you’re the fingers.
Good answer sounds more like: “Check material thickness variation. Confirm actual die width. Measure springback. Then adjust depth or angle compensation.”
That’s risk management. You’re isolating variables before touching the screen.
Because if you just tweak the program without checking tooling alignment, you might be compensating for a mis-seated punch. Run 300 parts like that and you’ve got a crooked batch worth $2,700 in scrap and a customer who won’t call back.
Job listings don’t say, “Must independently diagnose material behavior under time pressure.” They don’t say, “Responsible for preventing catastrophic tool collisions.” They say, “Operate press brake.”
So applicants prepare to operate.
Shops hire to prevent failure.
That’s the cognitive shift you need: you’re not applying to be a machine attendant. You’re applying to be the adult in the room when 12 feet of steel is about to move under 100 tons of force.
Rookie Trap: If you walk into an interview talking about how fast you can run parts instead of how you prevent bad ones, you’ve already told me you’re expensive.
You want to prove you can prevent disasters before you’re hired?
Good. Then stop talking about how you run cycles and start talking about what you check before the ram ever moves.
Last year I watched a new hire load 1/4-inch A36, 8 feet long. He grabbed a 1-inch V-die because “that’s what we always use for quarter-inch.” Didn’t check the tonnage chart. Didn’t check bend length. At 120 tons across a short 12-inch test section, he spiked the load so hard it left a permanent smile in the lower beam. Machine was down two days. Service call: $3,200. Lost production: about $6,000.
The bend didn’t fail when the ram came down—it failed when he picked the die and told himself it was close enough.
That’s what I’m listening for in an interview. Not whether you can read a print. Whether you understand that setup is where risk lives.
Rookie Trap: If you treat tooling like interchangeable Lego blocks instead of load-bearing decisions, you’ll learn about tonnage limits from a repair invoice.

I slid a stainless bracket across the bench once. 90-degree bend, tight inside radius, grain running parallel to the bend line.
The print was right. The dimensions were clean. Tolerances were fair.
But metal isn’t obedient.
Sheet gets rolled at the mill. That rolling stretches the grain like pulling taffy in one direction. Bend across the grain, fibers compress and stretch evenly. Bend with the grain, you’re trying to fold wood along the lines instead of across them. That’s when you hear the little “tick” that turns into a crack.
I’ve seen 14-gauge 304 stainless split clean through because someone ignored that arrow on the material tag. Forty parts scrapped before lunch. Roughly $18 per blank. That’s $720 in stainless plus half a day of labor. All because the operator assumed the flat drawing told the whole story.
A blueprint is 2D ink. Grain direction is 3D reality. If they contradict each other, you don’t just “run it anyway.” You call engineering. You adjust bend radius. You rotate the blank if geometry allows. That’s judgment under pressure.
When I ask a candidate, “What do you do if the grain runs the wrong way?” I’m not testing vocabulary. I’m testing whether they understand that prints describe intent, but material behavior decides outcome.
So tell me — when the paper and the steel disagree, which one wins?
Rookie Trap: If your answer is “the print,” you’re volunteering to scrap expensive stainless to protect your ego.
Take 3/16-inch mild steel. Air bend it with a proper die. Your program says 90 degrees at a certain depth.
You pull the first part and it measures 92.
That two degrees is springback — elastic recovery. The steel stretched under load, then relaxed when pressure released. Think of it like bending a diving board and letting go. It doesn’t stay where you pushed it.
Now here’s where rookies show themselves.
Bad operator: “Angle’s open. I’ll just add two degrees in the control.”
Maybe. But what changed? Is the material actually 0.1875 thick, or did this batch come in at 0.195? Thicker material increases required tonnage and shifts the neutral axis — that’s the imaginary line inside the bend where material neither stretches nor compresses. Move that line, you change springback.
High-strength steel springs back more than mild. Aluminum springs back differently again. Same 90 on the screen, three different realities at the tooling.
I’ve run jobs where first-piece compensation was 1.5 degrees. Next sheet from a different heat lot? Needed 3 degrees. If you don’t understand why, you’ll chase the angle all shift, tweaking numbers like you’re tuning a radio in a storm.
Shops don’t need someone who can “adjust the program.” They need someone who knows when adjustment is the correct fix versus when it’s masking a tooling or material variable.
If the math says 90 and the steel says 92, what else are you measuring before you touch the screen?
Rookie Trap: If your only tool for correcting angle is the CNC keypad, you’re not controlling the process — you’re reacting to it.
You ever see a bend that’s perfect on the left side and open by 1 millimeter on the right?
First instinct is to blame the backgauge. Or the program.
Sometimes it’s neither.
I’ve pulled punches out that looked fine at a glance but had .010 inch wear on one shoulder. That’s thinner than a business card. Over a 10-foot bend, that tiny wear spot changes how force distributes. One side bites deeper. The other floats. You compensate in the program, sure — and now you’ve baked mechanical error into digital correction.
Run 300 parts like that and you’ve got a crooked batch worth $2,700 in scrap and a customer who won’t call back.
And don’t get me started on short test bends. Operators will drop a 2-inch-wide scrap in the center of a 10-foot die to “check angle.” All that tonnage concentrated in one tiny section. That’s how you dent dies and mushroom punches. The most common ram damage I’ve seen wasn’t from slow wear — it was from over-tonnaging short sections during trial hits. One careless test can cost more than a month of careful production.
Alignment, load distribution, wear patterns — that’s not glamorous. Nobody brags about cleaning die shoulders or stoning burrs off tooling. But that’s where consistency lives.
Setup is like defusing a live explosive device. Stored energy, controlled by geometry and steel. Every shortcut — misaligned die, worn punch, overloaded test hit — is you clipping the wrong wire and hoping nothing sparks.
And if 90% of bending errors start here, before the first good part is ever made, what does that say about the operator who thinks their job begins when they press Cycle Start?
Rookie Trap: If you only inspect parts and never inspect tooling, you’re measuring the smoke instead of looking for the fire.
Picture this. Monday morning. New job, eight bends, 10-gauge A36, tight return flanges that’ll box you in if you get the order wrong. The screen lights up with a pretty 3D simulation. Tooling auto-selected. Bend sequence auto-generated.
You can hit Cycle Start right now.
Or you can ask why the control wants to form the inside flange before the outside return that physically blocks it.
That’s the difference between pushing pedals and programming the machine’s brain.
A disciplined pre-bend process at the CNC doesn’t start with your foot. It starts with you interrogating the program like it owes you money. You verify material thickness against what’s in the file. You confirm die width matches your tonnage chart. You check that the backgauge fingers won’t collide with a formed leg on bend four. You simulate each step and look for impossible geometry the software politely ignores.
Because the control assumes the model is perfect.
But metal isn’t obedient.
And software is even less so.
Rookie Trap: If you treat the CNC like a vending machine—insert print, receive parts—you’re one bad auto-sequence away from scrapping a whole skid.
I had a kid tell me once, “I know CNC. I can load programs and set zeros.”
That’s like saying you can fly a plane because you found the ignition.
On a modern press brake, “basic” means you understand three coordinate systems before you ever bend metal: machine zero (where the ram thinks home is), program zero (where the part origin lives in the file), and backgauge position (where the sheet actually sits). If those three don’t agree, your first bend might be 0.125 inch off location. On a bracket with ±0.030 tolerance, that’s not “close.” That’s scrap.
It also means you understand bend deduction—the math that accounts for material stretching so the flat pattern comes out right. Bend deduction is just the amount you subtract from the flat length to hit finished dimensions. Ignore it, and every flange stacks error. On an eight-bend box, being off 0.020 per bend doesn’t look scary. Multiply it by seven internal features and suddenly the lid doesn’t fit. Now you’re staring at a pallet of laser-cut parts worth $1,900 that physically cannot assemble.
And “basic” includes tonnage awareness. The control will calculate force, sure. But if you swap a V-die from 1.000 inch to 0.500 inch and forget to update the program, required tonnage roughly doubles. That’s how you exceed machine capacity without the ram ever warning you until something groans.
Training programs run weeks, sometimes months, and that’s just to stop you from hurting yourself. Mastery takes years because every new material, every new geometry, changes the rules a little.
So when a job posting says “basic CNC knowledge required,” what they mean is: don’t crash my $180,000 machine.
Rookie Trap: If your definition of CNC skill stops at “I can load a file,” you’re not an operator—you’re a liability with a login.
Loading a saved program feels safe. Somebody else already fought the fight. Tooling is listed. Sequence is there. Angles are dialed.
Until the material changes.
Say the original job ran on 0.125 mild steel. Today purchasing subbed in 0.134 high-strength because that’s what was in stock. Same part number. Different animal. Springback increases. Required tonnage jumps. The saved program still thinks it’s bending butter.
If you just run it, your 90s open to 94. You tweak angle correction. Now the inside flange hits the backgauge on bend six because the higher-strength material didn’t form as tight and your clearance vanished. You’re chasing errors that started with a bad assumption in line one of the code.
Writing a sequence from scratch forces you to think in order of physical constraint. Which bends lock you out? Where does the part grow? When do you need to flip? You’re not arranging lines of code. You’re choreographing stored energy so the sheet never fights the machine.
I’ve programmed complex parts where the first three bends exist solely to create clearance for the fourth. The software suggested the opposite order because it optimized for tool changes, not reality. If I had trusted it, I’d have boxed the part in on bend two.
Loading a program makes you an operator.
Rewriting one under deadline, with a truck waiting, makes you employable.
Rookie Trap: If you assume a saved program is gospel, you’ll protect the file instead of the part—and the part is the only thing that pays.
You hit the first bend. It comes out 1.5 degrees open.
You’ve got two choices.
Manual override: bump the angle correction for this hit only and keep rolling.
Program edit: stop, measure material thickness, confirm die width, update the material library, adjust the springback factor in the actual file so every subsequent bend accounts for reality.
Manual override is a bandage. Program edit is surgery.
Now, don’t get cute—manual presses still exist, and good hands on a mechanical brake can make beautiful parts with nothing but feel and repeatability. That’s real skill. But on a CNC machine running 200 parts, hiding correction in temporary overrides is how variation creeps in. The night shift loads the same program tomorrow, doesn’t know about your secret +1.5, and suddenly parts drift.
The control is the machine’s memory. If you don’t teach it what you learned on the first article, it forgets the second you clock out.
And here’s where this ties back to risk.
When you choose override instead of editing the program, you’re saying, “This problem belongs to this moment.” When you edit the code, you’re saying, “This problem belongs to the process.”
One mindset prevents scrap today.
The other prevents it all year.
So when that first article comes off and it’s not perfect, do you reach for the quick correction—or do you open the brain and make it smarter?
Because once the program runs clean, the next question isn’t about buttons at all.
It’s about who owns the result when 200 finished parts hit inspection.
Rookie Trap: If you hide fixes in overrides, you’re not managing risk—you’re postponing it until it’s someone else’s problem.
| Aspect | Manual Override | Program Edit |
|---|---|---|
| Core Action | Bump the angle correction for this hit only and keep rolling | Stop, measure material thickness, confirm die width, update material library, adjust springback factor in the actual file |
| Nature of Fix | Temporary adjustment | Permanent process correction |
| Metaphor | A bandage | Surgery |
| Skill Context | Relies on operator feel and repeatability; valuable on manual presses | Relies on process control and system accuracy in CNC production |
| Impact in High-Volume Runs (200 parts) | Hidden corrections can cause variation, especially across shifts | Ensures every subsequent bend accounts for reality |
| Knowledge Retention | Correction is not stored; machine “forgets” | Control is updated; machine “remembers” |
| Risk Mindset | “This problem belongs to this moment.” | “This problem belongs to the process.” |
| Short-Term Outcome | Prevents scrap today | Prevents recurring scrap long term |
| Accountability | Fix is personal and temporary | Fix is systemic and transferable |
| Rookie Trap | Hiding fixes in overrides postpones risk until it becomes someone else’s problem | Editing the program manages risk at the source |
The first bracket comes off the brake at 9:17 a.m. It’s a simple L‑shape, 10 inches by 6 inches, 0.125 thick, ±0.030 on the flange. The print was right. The program ran clean. Angle reads 90.2 on the screen.
I don’t care what the screen says.
I put calipers on the outside dimension: 9.968. That’s 0.032 short. One more part like that and we’re outside tolerance. Run 200 parts like that and you didn’t “miss by a hair.” You manufactured a crooked batch worth $3,200 in scrap and a customer who won’t call back.
You want to know who owns the result when that program runs 200 pieces? The person who decides whether part number one is allowed to become part number two.
That bottleneck is the operator. Not the engineer who wrote the print. Not the programmer who posted the file. The one standing there with metal in his hands and a clock running.
And here’s the hard part: most job descriptions say “perform first article inspection and notify supervisor of nonconforming product.” Sounds like shared responsibility.
But metal isn’t obedient.
If I wait for someone else to bless that first part while the machine sits idle at $95 an hour burdened shop rate, I’ve just turned quality into a scheduling problem. If I keep running while I wait, I’ve turned scheduling into a gambling problem. Either way, I’m the one pulling the lever.
Rookie Trap: Thinking QA is a department you hand parts to, instead of a decision you make before the second cycle starts.
I’ve watched a new kid run 50 parts before checking the angle again. First one was 90.0. Fiftieth was 92.3. Same program. Same tooling.
What changed?
Heat.
Hydraulic oil warms up. Ram repeatability shifts a few thousandths. Material from the next pallet is 0.007 thicker. Springback increases because this coil came from a different mill. Tiny shifts. Real consequences.
On a press brake, 0.010 in material thickness can swing your angle a full degree depending on die width. A full degree on a 6-inch flange moves the tip about 0.105 inch. That’s not cosmetic. That’s assembly failure.
So in-process measurement isn’t paperwork. It’s feedback control. You bend. You measure. You correct the program. You teach the machine what the material is actually doing today, not what the database says it should do.
If you wait until the end of the run to measure, you’ve already committed to every mistake the machine made while you weren’t looking. By part fifty, you didn’t make an error—you manufactured it on purpose.
And here’s where ownership gets real: some shops say you can’t scrap without supervisor approval. Fine. But you’re still the one who sees the drift first. You’re the one who decides whether to stop at part three or keep feeding the beast.
Operating a press brake is like defusing a live explosive device. Every bend stores energy. Every correction either bleeds that energy off safely or packs it tighter. In-process checks are how you keep the charge stable.
Rookie Trap: Trusting the first good part like it’s a promise instead of a warning shot.
There’s a line on the inspection sheet that says “First Article Approved.” Sometimes it’s a green sticker. Sometimes it’s your initials in blue ink.
That mark is a trigger.
Because once you sign it, production accelerates. Forklift stages raw blanks. The supervisor schedules welding for tomorrow. Shipping promises Friday delivery. Your little scribble just set $12,000 of downstream labor in motion.
You check flange length with calipers. You check angle with a protractor or digital gauge. You verify hole-to-bend location against the print. You compare to tolerance.
All mechanical steps.
But the pressure isn’t mechanical.
You know the machine is dialed in for now. You also know the material batch could change halfway through the stack. You know maintenance still needs you to wipe tooling and grease fittings before lunch. Time is squeezing from both sides.
Sign too early and you bless variation you haven’t seen yet. Delay too long and you choke production.
This is where competence stops being about buttons and starts being about judgment under load. The “green light” isn’t permission to run parts. It’s a statement that you’re willing to own what happens if they’re wrong.
Rookie Trap: Treating the signature like a formality instead of a personal guarantee backed by scrap cost.
Let’s say part seven comes out 0.040 long on the return flange. Tolerance is ±0.030. You’re 0.010 out.
Technically scrap.
But look closer. That flange nests into a weldment with 0.125 clearance. Functionally, it will fit. The print is tight because the designer assumed worst case stack-up.
Now what?
If you scrap it automatically, that’s $18 in material and laser time in the bin. If this is a 300-piece order and the drift continues, that’s $5,400 gone. If you document it, tag it as deviation, and call engineering, you might save the run—or you might stall it for a day waiting on disposition.
This is where operators influence profitability without ever seeing the balance sheet.
You measure the deviation. You document the actual dimension. You assess trend—are parts walking further out, or holding steady? You adjust the program if it’s process-related. You escalate if it’s design-related.
The worst move is pretending you didn’t see it.
Because if you let borderline parts pile up and inspection catches them at the end, you didn’t “miss something.” You converted labor, machine time, and overhead into guaranteed scrap. On purpose.
Ownership here doesn’t mean you ignore procedure and make rogue calls. It means you gather clean data, stop the run when the trend turns ugly, and force a decision before volume multiplies the damage.
That’s why the first-article bottleneck matters. It’s the narrow gate where risk is cheapest to control. After that, every cycle amplifies whatever you decided.
And once you understand that, the next question isn’t about calipers or paperwork.
It’s about the force behind that ram, the tonnage you’re asking for, and what happens when stored energy doesn’t just ruin parts—but tools, machines, and hands.
Two summers ago, a kid on second shift loaded 3/8-inch A36 into a 10-foot brake rated for 150 tons. Chart said he needed 138 tons for the bend length he chose. Close, but inside the number. The print was right.
But metal isn’t obedient.
Material came in harder than book value. Real requirement was probably 155. He hit cycle. The machine didn’t explode. It groaned. The ram deflected just enough to overbend the center and underbend the ends. Parts were scrap. Worse, the punch developed a hairline crack at the shoulder. We didn’t see it until it snapped three days later and took a $4,800 segmented punch with it.
No drama. Just stored energy looking for a weak link.
Here’s what you need to understand: tonnage is force per foot. Double the thickness and you don’t double the force — you multiply it by about eight. That’s because bending force rises roughly with thickness squared. So when purchasing swaps 0.125 mild for 0.134 high-strength “because it’s close,” your 60-ton job quietly becomes an 85-ton job. Same program. Same setup. Different physics.
Exceed a brake’s rating by 10% and you won’t get a polite warning. You’ll get ram deflection, frame stretch, tool damage, or a sudden release of energy that moves steel faster than your hands can react. The Department of Labor logs over 360 amputations a year from press brakes in the U.S., and nearly half are fingers. That’s not from dramatic explosions. That’s from routine cycles where force was underestimated and control was assumed.
Modern laser guarding systems make a huge dent in those numbers. I’ve run them. You can work inches from the punch and the beam stops the stroke. In shops that invest, injury rates drop hard. But 80% of the places you’ll walk into are running older hydraulic brakes with light curtains older than you are. In those shops, the only sensor between your hand and 120 tons is your judgment.
You don’t “run” tonnage. You manage stored energy like you’re defusing something that doesn’t forgive arithmetic errors.
Rookie Trap: Trusting the tonnage chart like it’s gospel instead of a starting estimate that must be adjusted for real material, real length, and real machine condition.
I once found a chip in a 1-inch V-die that looked like nothing. Maybe 0.015 deep at the edge. You could barely feel it with a fingernail.
We were bending 11-gauge mild. Every part had a faint line on the outside radius. Cosmetic at first. Then angles started drifting half a degree on longer flanges. Why? Because that chip concentrates force. Instead of even pressure along the die shoulder, you get a pressure spike at that defect. Steel flows differently there. Springback changes locally. Over a 6-foot bend, that inconsistency compounds.
Run 300 parts like that and you’ve got a crooked batch worth $2,700 in scrap and a customer who won’t call back.
Worse, that tiny chip is a crack starter. Every cycle hammers it. Microfractures spread through hardened tooling. One day the die edge breaks out under load. Now the part kicks, the punch shifts, and your hands — which were “just holding alignment” — are in a new geometry you didn’t plan for.
Predictive maintenance isn’t paperwork. It’s running a stone over the die, checking shoulders under light, logging wear before it becomes geometry. Tool steel is like a chain. It fails at the weakest link, and the weakest link is usually the defect everyone thought was too small to matter.
If you don’t report it because “it still works,” you just pushed risk into the next shift.
Rookie Trap: Treating tooling wear like a cosmetic issue instead of a force-multiplier that changes both bend accuracy and failure risk.
Watch slow-motion footage of a press brake cycle and you’ll see something apprentices miss. The ram comes down steady. Controlled. Predictable.
The sheet doesn’t.
As the punch forces the material into the V, elastic energy builds in the plate. When the ram reverses, that energy releases. Long flanges can whip upward several inches in a blink. On thin stainless with high springback, it’s worse. I’ve seen a 48-inch flange snap up and catch a guy under the chin because he leaned in to “see the line.”
Most injuries don’t happen during the dramatic downstroke. They happen during micro-interventions: reaching past the light curtain to tweak back-gauge fingers, nudging a blank square while the pedal’s still live, clearing a small offcut without stopping the cycle. Complacency, not catastrophe.
OSHA keeps inadequate guarding in its top violations for a reason. Production pressure makes people defeat safeguards. Tape over a light curtain. Bypass a two-hand control. “Just this one part.” The machine cycles in milliseconds. Your nervous system doesn’t.
On older brakes without laser AOPD (active optoelectronic protective device — fancy name for a scanning light system), your safe distance is mechanical. Keep hands outside the die space. Use hold-down tools or magnets for small parts. Stand to the side of long flanges so if they whip, they miss you.
The ram is obvious. The stored energy in the sheet is the surprise.
Rookie Trap: Staring at the punch like it’s the only moving part while ignoring the sheet that’s loading up like a spring.
Picture this. Maintenance is swapping a hydraulic hose. You’re told to “hold off a minute.” Supervisor gets called away. You see the job staged, tooling in place, pedal on the floor. You didn’t start the repair. You didn’t loosen a fitting.
You step in, cycle the ram to check alignment.
If someone’s hand is in the frame and the machine moves, OSHA doesn’t care who began the task. The person who energized the machine without proper lockout/tagout owns the violation.
Lockout/tagout means isolating energy sources — electrical, hydraulic, pneumatic — and applying a physical lock so the machine cannot move. Not a verbal promise. Not a sticky note. A lock with your name on it. Because hydraulic systems store pressure. Even with power off, a valve can bleed down and shift a ram if not properly blocked.
And remember the explosive metaphor? A press brake at rest still stores energy in compressed fluid and elevated mass. If you don’t bleed it and block it, you’re assuming it behaves.
When you clip your lock, you’re not being difficult. You’re documenting control over energy that can remove fingers in less time than it takes to say “hang on.”
This is where the job description lies to you. “Operate machine.” No. You manage force, wear, stored energy, and legal exposure. You’re the last barrier between 120 tons and a human body.
And if you can explain that clearly — not with fear, but with numbers, mechanisms, and scars — what does that make you worth in your next interview?
Rookie Trap: Believing safety is the company’s responsibility alone, instead of understanding that the moment you energize the machine, the responsibility has your fingerprints on it.
You want more money?
Then stop calling yourself a button-pusher.
If your resume says “Operated CNC press brake to bend parts per blueprint,” you just told a hiring manager you’re replaceable by the next warm body who can find the green Cycle Start button. That line reads like you babysat a machine.
But metal isn’t obedient.
What you actually did was calculate tonnage so a 120-ton ram didn’t overload a $4,800 punch. You selected V-dies to control springback so a 0.010 thickness swing didn’t turn into a one-degree angle drift across 200 parts. You inspected tooling so a 0.015 chip didn’t snowball into $2,700 in scrap and a red-faced production meeting.
That’s not “operating.” That’s controlling stored energy and preventing five-figure mistakes.
So translate it.
See the shift? One version says you followed orders. The other says you managed risk.
Hiring managers don’t pay more for motion. They pay for judgment.
Rookie Trap: Writing your resume like the job description instead of like a post-incident report that proves you stopped bad things from happening.
Here’s the truth nobody puts in the brochure.
A certification says you passed a structured exam on setup accuracy, programming logic, and process control. That matters. It tells an employer you understand the vocabulary and the math.
It does not prove you’ve watched 14-gauge stainless crack along the grain at 2 a.m. and adjusted on the fly.
Most real skill in this trade comes from months — usually years — of standing next to someone who already made the expensive mistakes. You learn how material feels when it’s about to slip. You learn the sound a die makes when it’s slightly overloaded. You learn that “The print was right” doesn’t mean the bend sequence is.
So which carries more weight?
For getting in the door, certifications can help. They’re portable proof you’re not guessing.
For getting trusted with high-tonnage work and complex setups, shop experience rules — because that’s where risk instinct forms.
The smart move isn’t choosing one. It’s framing both correctly.
If you have certifications, don’t list them like trophies. Tie them to risk control: “NIMS Level II — applied to reduce setup errors and first-piece rejection.” If you have deep shop time but no papers, show measurable judgment: “Led tooling audits that eliminated recurring angle drift on 3/16 A36 runs.”
Paper proves exposure. Experience proves survival.
Rookie Trap: Assuming a certificate replaces scar tissue — or that scar tissue makes you too good for structured learning.
Here’s where most “operators” get exposed.
A manager slides a print across the desk. No machine humming behind you. No backgauge to hide behind.
“Walk me through how you’d bend this.”
If all you say is, “I’d load the program and run it,” you’re done.
They want to hear sequencing logic. Which flanges first to avoid collision? Where’s the longest unsupported leg that might whip? Do you need a larger V-opening to control tonnage? How will grain direction affect cracking? Where will springback stack tolerance?
In other words, can you think in force and failure, not buttons?
When you can explain a bend sequence like you’re defusing something that stores energy — step by step, anticipating where it could go wrong — you stop sounding like labor and start sounding like control.
That’s when the pay discussion changes.
Because now you’re not the guy who runs parts. You’re the guy who prevents them from becoming scrap.
Rookie Trap: Describing what the machine does instead of what you’re deciding.
Maybe you are entry-level. Maybe you do load blanks and hit Cycle Start.
Fine. Then your job right now is to steal awareness.
Watch setups. Ask why that die was chosen. Ask how tonnage was calculated. When angles drift, don’t just adjust — ask what variable moved: thickness, grain, tooling wear, program offset?
Write it down. Build your own mental failure log.
If you’re already experienced but stuck, look at what you avoid. Complex multi-bend parts? Programming from scratch? Talking to engineers about tolerance stack-up? That discomfort is your pay ceiling showing itself.
Bridge it deliberately. Take on the ugly setups. Volunteer for first-article checks. Sit with maintenance during lockout so you understand hydraulic and mechanical limits. Certifications can help here — not as badges, but as structured ways to fill blind spots.
Career mobility in this trade doesn’t come from time served. It comes from how much risk you can independently control without supervision.
That’s the non-obvious part.
You don’t get paid more for bending harder material. You get paid more for reducing uncertainty.
Start seeing every shift as practice in energy control, failure prediction, and cost prevention. Then speak about your work in those terms.
Do that long enough, and you won’t be applying as “press brake operator.”
You’ll be interviewing as the person shops trust with 120 tons of stored force — and their reputation.
Rookie Trap: Waiting for a title change before you start acting like the decision-maker.


















