

Le printemps dernier, un jeune avec un sweat propre et un tout nouveau “ Certificat de précision en presse plieuse ” a aligné une tôle inox de 3 m, appuyé sur la pédale, et enfoncé un poinçon segmenté $4 800 directement dans l’épaulement de la matrice.
Le plan était correct. Ses mesures étaient correctes. Le matériau a quand même fissuré parce qu’il n’a jamais vérifié le sens du grain.
C’est ce moment-là que les offres d’emploi ne vous montrent pas.
Allez lire dix annonces. Vous verrez des phrases comme “ plier le métal selon le plan ”, “ utiliser une presse plieuse CNC ”, “ aucune formation scolaire requise ”. Peut-être une formation de sécurité OSHA. Peut-être “ apprentissage sur le tas ”.”
Ça semble simple. Charger la pièce. Lancer le cycle. Répéter.
Mais le métal n’est pas obéissant. Il reprend sa forme. Il s’écrouit. Il se souvient du sens dans lequel il a été laminé. Un plan est une cible ; la presse est une négociation de 60 tonnes entre la physique et l’outillage. L’opérateur est au milieu, seul, avec des milliers de dollars et dix doigts en jeu.
Cette annonce donne l’impression que vous êtes un caissier qui appuie sur des boutons. En réalité, vous êtes le dernier filtre de risque avant que l’acier ne devienne de la ferraille — ou des éclats.
Piège pour débutants : si vous pensez que “ aucun diplôme requis ” signifie “ aucun jugement indépendant requis ”, vous vous portez volontaire pour apprendre la physique en cassant des outils.
J’ai interviewé des dizaines de candidats qui me disent fièrement : “ Je sais lire des plans et utiliser une CNC. ”
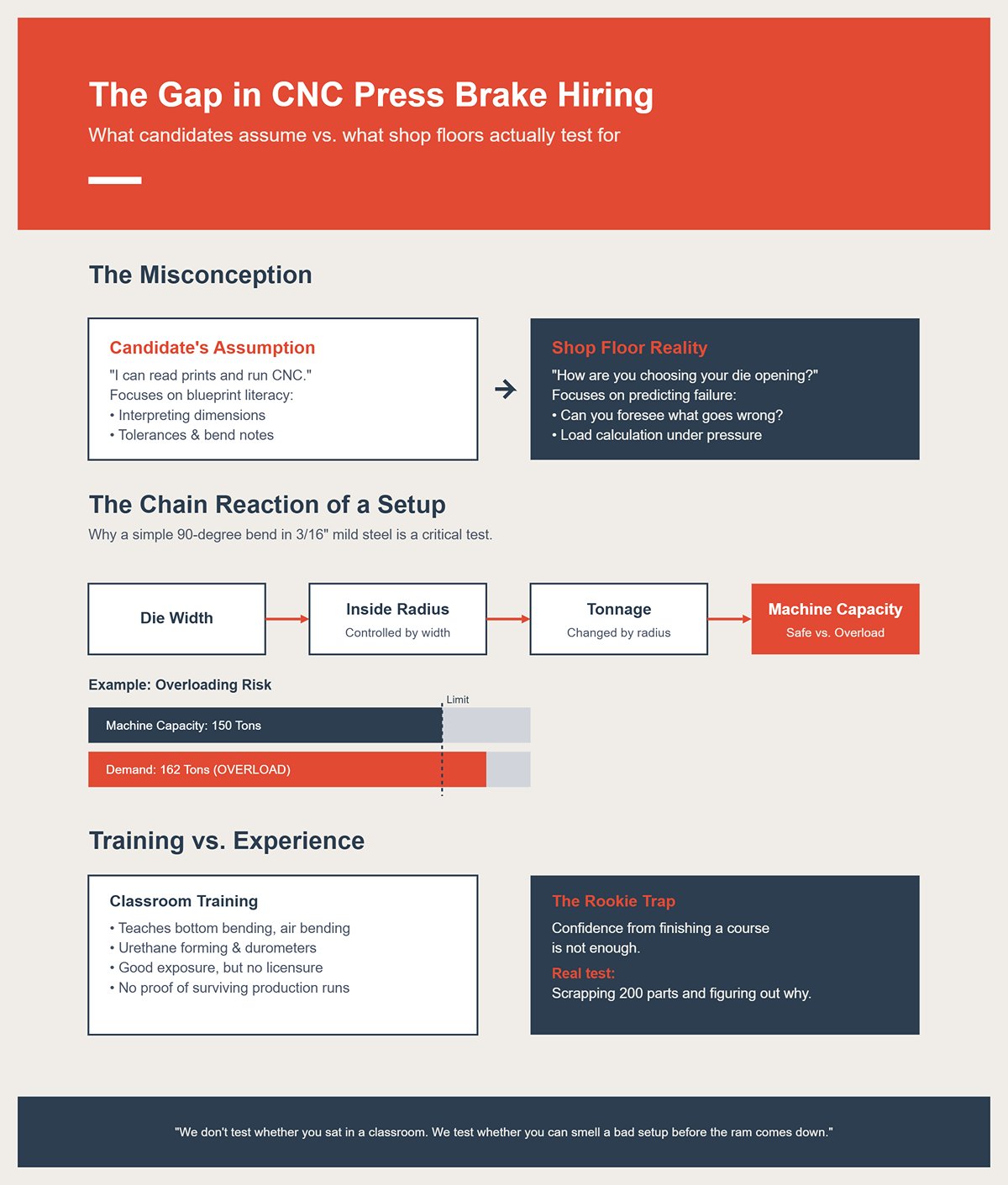
Alors je fais glisser une pièce simple sur la table. Pli à 90 degrés. Acier doux. 3/16 de pouce. Puis je pose une seule question :
“ Comment choisissez-vous l’ouverture de votre matrice ? ”
La pièce devient silencieuse.
Voyez-vous, les candidats pensent que le test porte sur la lecture de plans — savoir interpréter les dimensions, tolérances, notes de pliage. Les ateliers testent en réalité quelque chose de plus rude : pouvez-vous prévoir ce qui va mal tourner avant que ça n’arrive ?
La largeur de la matrice contrôle le rayon intérieur. Le rayon intérieur change la tonnage. Le tonnage détermine si vous êtes dans la capacité de la machine ou sur le point de surcharger une presse de 150 tonnes avec une demande de 162 tonnes. Ce n’est pas appuyer sur un bouton. C’est calculer une charge sous pression.
Les programmes de formation enseignent le pliage en fond de matrice, le pliage à l’air, et parfois même des techniques sophistiquées comme le formage avec de l’uréthane de différentes duretés — c’est juste la dureté, comme comparer un pneu de voiture à un palet de hockey. Bonne exposition. Mais même ces certificats précisent qu’ils ne sont pas une licence professionnelle. Pas de renouvellement. Aucune preuve que vous avez survécu à de vraies séries de production.
Sur le terrain, nous ne testons pas si vous avez suivi un cours en salle. Nous testons si vous pouvez sentir un mauvais montage avant que le coulisseau ne descende.
Piège pour débutants : si votre confiance vient d’avoir terminé un cours plutôt que d’avoir mis au rebut 200 pièces et compris pourquoi, vous n’êtes pas prêt pour les questions qui comptent.
Voici comment perdre le poste en moins de cinq minutes.
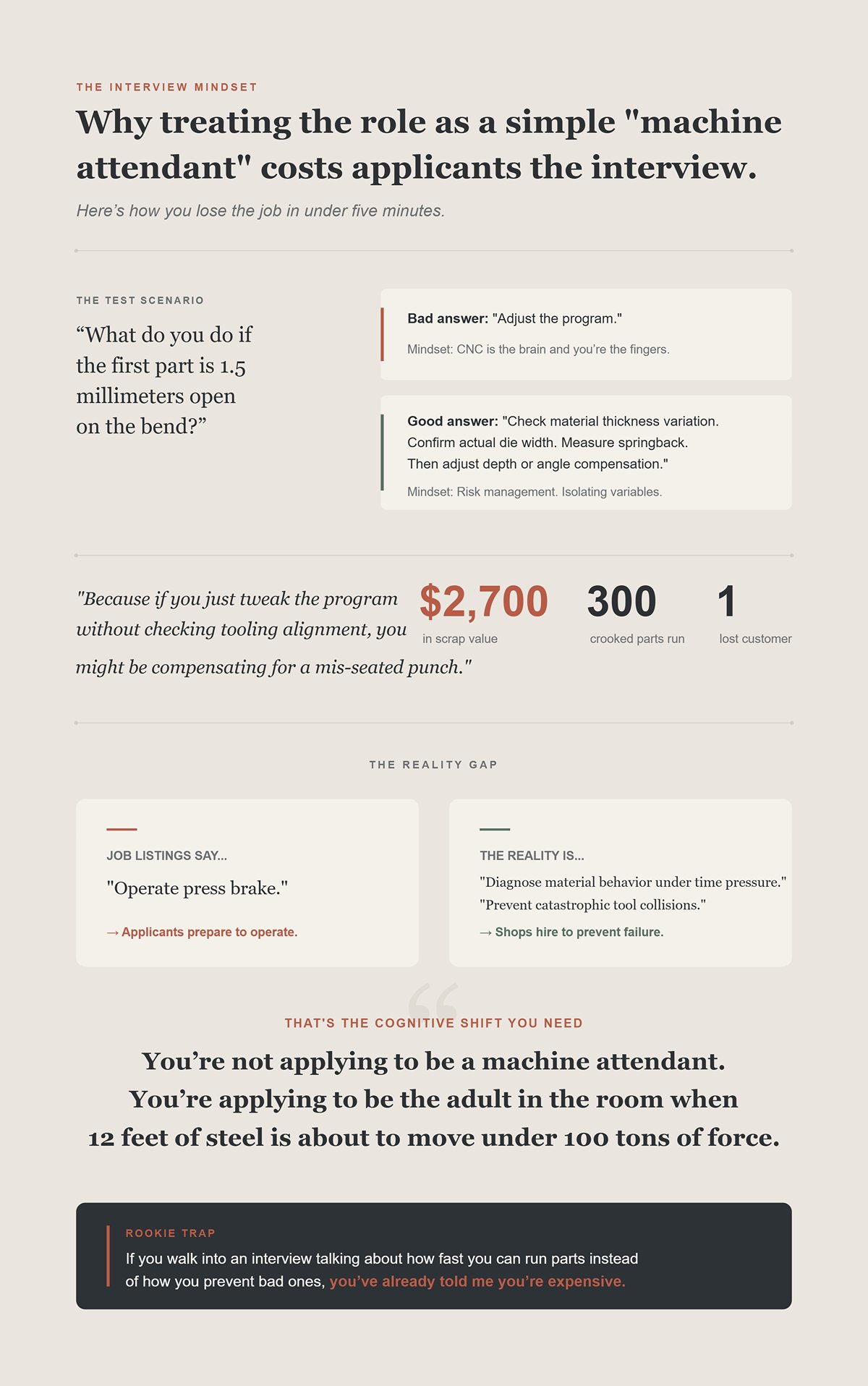
Je demande : “ Que faites-vous si la première pièce est ouverte de 1,5 millimètre sur le pli ? ”
Mauvaise réponse : “ Ajuster le programme. ”
Cela me dit que vous pensez que la CNC est le cerveau et que vous êtes les doigts.
Bonne réponse : “ Vérifier la variation d’épaisseur du matériau. Confirmer la largeur réelle de la matrice. Mesurer le retour élastique. Puis ajuster la profondeur ou la compensation d’angle. ”
C’est de la gestion des risques. Vous isolez les variables avant de toucher à l’écran.
Parce que si vous modifiez simplement le programme sans vérifier l’alignement de l’outillage, vous pourriez compenser un poinçon mal installé. Faites 300 pièces comme ça et vous obtenez un lot tordu d’une valeur de $2 700 en rebut et un client qui ne rappellera pas.
Les offres d’emploi ne disent pas : “ Doit diagnostiquer de manière autonome le comportement du matériau sous pression temporelle. ” Elles ne disent pas : “ Responsable de prévenir les collisions catastrophiques d’outils. ” Elles disent : “ Opérer une presse plieuse. ”
Alors les candidats se préparent à opérer.
Les ateliers embauchent pour prévenir les échecs.
C’est le changement cognitif dont vous avez besoin : vous ne postulez pas pour être un assistant de machine. Vous postulez pour être l’adulte dans la pièce quand 12 pieds d’acier s’apprêtent à bouger sous 100 tonnes de force.
Piège de débutant : Si vous arrivez à un entretien en parlant de la vitesse à laquelle vous pouvez produire des pièces plutôt que de la manière dont vous évitez les mauvaises, vous m’avez déjà montré que vous coûtez cher.
Vous voulez prouver que vous pouvez éviter les catastrophes avant d’être embauché ?
Bien. Alors arrêtez de parler de la façon dont vous effectuez les cycles et commencez à parler de ce que vous vérifiez avant que le coulisseau ne bouge.
L’année dernière, j’ai vu un nouvel employé charger de l’A36 d’un quart de pouce, long de 8 pieds. Il a pris une matrice en V de 1 pouce parce que “ c’est ce qu’on utilise toujours pour un quart de pouce ”. Il n’a pas vérifié le tableau de tonnage. Il n’a pas vérifié la longueur de pliage. À 120 tonnes sur une courte section de test de 12 pouces, il a tellement augmenté la charge que cela a laissé un sourire permanent sur la poutre inférieure. Machine arrêtée pendant deux jours. Appel de service : $3 200. Production perdue : environ $6 000.
Le pli n’a pas échoué lorsque le coulisseau est descendu — il a échoué lorsqu’il a choisi la matrice et s’est dit que c’était « assez proche ».
C’est ce que j’écoute lors d’un entretien. Pas si vous savez lire un plan. Mais si vous comprenez que le montage est l’endroit où le risque réside.
Piège de débutant : Si vous traitez l’outillage comme des blocs Lego interchangeables plutôt que comme des décisions porteuses de charge, vous apprendrez les limites de tonnage grâce à une facture de réparation.

J’ai fait glisser un support en inox sur l’établi une fois. Pli à 90 degrés, rayon intérieur serré, fil parallèle à la ligne de pliage.
Le plan était correct. Les dimensions étaient nettes. Les tolérances étaient raisonnables.
Mais le métal n’est pas obéissant.
La tôle est laminée à l’usine. Ce laminage étire le fil comme on tire sur du caramel dans une seule direction. Pliez à travers le fil, les fibres se compriment et s’étirent uniformément. Pliez dans le sens du fil, c’est comme essayer de plier du bois dans le sens des fibres au lieu de les traverser. C’est là que vous entendez le petit “ tic ” qui se transforme en fissure.
J’ai vu de l’inox 304 de calibre 14 se fendre net parce que quelqu’un a ignoré la flèche sur l’étiquette du matériau. Quarante pièces mises au rebut avant le déjeuner. Environ $18 par ébauche. Cela fait $720 d’inox plus une demi-journée de travail. Tout ça parce que l’opérateur a supposé que le dessin à plat racontait toute l’histoire.
Un plan est de l’encre en 2D. La direction du fil est une réalité en 3D. S’ils se contredisent, on ne se contente pas de “ lancer quand même ”. On appelle le bureau d’études. On ajuste le rayon de pliage. On fait pivoter l’ébauche si la géométrie le permet. C’est ça, le jugement sous pression.
Quand je demande à un candidat : “ Que faites-vous si le fil est dans le mauvais sens ? ”, je ne teste pas son vocabulaire. Je teste s’il comprend que les plans décrivent l’intention, mais que le comportement du matériau décide du résultat.
Alors dites-moi — quand le papier et l’acier ne sont pas d’accord, lequel gagne ?
Piège pour débutant : si votre réponse est “ le plan ”, vous vous portez volontaire pour mettre au rebut de l’inox coûteux juste pour protéger votre ego.
Prenez de l’acier doux de 3/16 de pouce. Pliez-le à l’air avec une matrice appropriée. Votre programme indique 90 degrés à une certaine profondeur.
Vous sortez la première pièce et elle mesure 92.
Ces deux degrés, c’est le retour élastique — la récupération élastique. L’acier s’est étiré sous charge, puis s’est détendu lorsque la pression a été relâchée. Imaginez plier un plongeoir puis le lâcher. Il ne reste pas là où vous l’avez poussé.
C’est là que les débutants se trahissent.
Mauvais opérateur : “ L’angle est ouvert. Je vais juste ajouter deux degrés dans la commande. ”
Peut-être. Mais qu’est-ce qui a changé ? Le matériau fait-il réellement 0,1875 d’épaisseur, ou ce lot est-il arrivé à 0,195 ? Un matériau plus épais augmente la force nécessaire et déplace la fibre neutre — cette ligne imaginaire à l’intérieur du pli où le matériau ne s’étire ni ne se comprime. Déplacez cette ligne, et vous changez le retour élastique.
L’acier à haute résistance revient plus que l’acier doux. L’aluminium revient différemment encore. Même 90 à l’écran, trois réalités différentes à l’outillage.
J’ai exécuté des travaux où la compensation de la première pièce était de 1,5 degré. La feuille suivante, d’un autre lot de coulée ? Elle nécessitait 3 degrés. Si vous ne comprenez pas pourquoi, vous passerez votre poste à courir après l’angle, en ajustant les chiffres comme si vous régliez une radio en pleine tempête.
Les ateliers n’ont pas besoin de quelqu’un qui sait “ ajuster le programme ”. Ils ont besoin de quelqu’un qui sait quand l’ajustement est la bonne solution et quand il masque en réalité un problème d’outillage ou de matériau.
Si les calculs indiquent 90 et que l’acier indique 92, qu’est-ce que vous mesurez d’autre avant de toucher à l’écran ?
Piège du débutant : Si votre seul outil pour corriger l’angle est le clavier du CNC, vous ne contrôlez pas le processus — vous y réagissez.
Vous avez déjà vu un pli parfait du côté gauche et ouvert de 1 millimètre du côté droit ?
Le premier réflexe est de blâmer la butée arrière. Ou le programme.
Parfois, ce n’est ni l’un ni l’autre.
J’ai retiré des poinçons qui semblaient corrects à première vue mais présentaient une usure de 0,010 pouce sur une épaule. C’est plus fin qu’une carte de visite. Sur un pli de 3 mètres, ce minuscule point d’usure change la façon dont la force se répartit. Un côté mord plus profondément. L’autre flotte. Vous compensez dans le programme, bien sûr — et maintenant vous avez intégré une erreur mécanique dans une correction numérique.
Faites 300 pièces comme ça et vous obtenez un lot tordu d’une valeur de 1 TP4T2 700 en rebuts et un client qui ne rappellera pas.
Et ne me lancez pas sur les essais de pliage courts. Les opérateurs vont placer une chute de 5 cm de large au centre d’une matrice de 3 m pour “ vérifier l’angle ”. Toute cette tonnage concentrée sur une minuscule section. C’est ainsi qu’on cabosse les matrices et qu’on écrase les poinçons. Les dommages les plus courants sur le coulisseau que j’ai vus ne venaient pas d’une usure lente — mais d’une surcharge sur de courtes sections lors des essais. Un test négligent peut coûter plus qu’un mois de production soigneuse.
Alignement, répartition de charge, schémas d’usure — ce n’est pas glamour. Personne ne se vante de nettoyer les épaules de matrice ou d’ébavurer les outils à la pierre. Mais c’est là que réside la constance.
La mise en place, c’est comme désamorcer un engin explosif. Énergie stockée, contrôlée par la géométrie et l’acier. Chaque raccourci — matrice mal alignée, poinçon usé, essai surchargé — c’est comme couper le mauvais fil en espérant qu’il n’y ait pas d’étincelle.
Et si 90 % des erreurs de pliage commencent ici, avant même que la première bonne pièce ne soit produite, qu’est-ce que cela dit de l’opérateur qui pense que son travail commence quand il appuie sur Cycle Start ?
Piège du débutant : Si vous inspectez seulement les pièces et jamais les outils, vous mesurez la fumée au lieu de chercher le feu.
Imaginez ceci. Lundi matin. Nouveau travail, huit plis, tôle A36 calibre 10, retours serrés qui vont vous coincer si vous vous trompez dans l’ordre. L’écran s’allume avec une jolie simulation 3D. Outils sélectionnés automatiquement. Séquence de pliage générée automatiquement.
Vous pouvez appuyer sur Cycle Start tout de suite.
Ou vous pouvez demander pourquoi le contrôle veut former le pli intérieur avant le retour extérieur qui le bloque physiquement.
C’est la différence entre appuyer sur les pédales et programmer le cerveau de la machine.
Un processus discipliné de pré-pliage au CNC ne commence pas avec votre pied. Il commence avec vous qui interrogez le programme comme s’il vous devait de l’argent. Vous vérifiez l’épaisseur du matériau par rapport à ce qui est dans le fichier. Vous confirmez que la largeur de la matrice correspond à votre tableau de tonnage. Vous vérifiez que les doigts de la butée arrière ne vont pas entrer en collision avec une patte déjà formée au quatrième pli. Vous simulez chaque étape et recherchez une géométrie impossible que le logiciel ignore poliment.
Parce que le contrôle suppose que le modèle est parfait.
Mais le métal n’est pas obéissant.
Et les logiciels le sont encore moins.
Piège de débutant : Si vous traitez la CNC comme un distributeur automatique — insérer le plan, recevoir les pièces — vous n’êtes qu’à une mauvaise séquence automatique de mettre au rebut toute une palette.
Un jour, un jeune m’a dit : “ Je connais la CNC. Je peux charger des programmes et régler les zéros. ”
C’est comme dire que vous savez piloter un avion parce que vous avez trouvé le contact.
Sur une presse plieuse moderne, “ de base ” signifie que vous comprenez trois systèmes de coordonnées avant même de plier le métal : le zéro machine (là où le vérin considère être à la maison), le zéro programme (là où l’origine de la pièce se trouve dans le fichier) et la position du butoir arrière (là où la tôle est réellement placée). Si ces trois-là ne correspondent pas, votre premier pli peut être décalé de 0,125 pouce. Sur un support avec une tolérance de ±0,030, ce n’est pas “ proche ”. C’est de la ferraille.
Cela signifie aussi que vous comprenez la déduction de pli — les calculs qui tiennent compte de l’étirement du matériau pour que le développé soit correct. La déduction de pli est simplement la valeur que vous soustrayez de la longueur à plat pour obtenir les dimensions finales. L’ignorer, et chaque aile accumule l’erreur. Sur une boîte à huit plis, être décalé de 0,020 par pli ne semble pas effrayant. Multipliez-le par sept caractéristiques internes et soudain le couvercle ne s’adapte plus. Vous voilà face à une palette de pièces découpées au laser d’une valeur de $1 900 qui ne peuvent physiquement pas être assemblées.
Et “ de base ” inclut la conscience du tonnage. Le contrôle calculera la force, bien sûr. Mais si vous remplacez une matrice en V de 1,000 pouce par une de 0,500 pouce et oubliez de mettre à jour le programme, le tonnage requis double à peu près. C’est ainsi que vous dépassez la capacité de la machine sans que le vérin ne vous avertisse, jusqu’à ce que quelque chose craque.
Les programmes de formation durent des semaines, parfois des mois, et cela juste pour vous empêcher de vous blesser. La maîtrise prend des années car chaque nouveau matériau, chaque nouvelle géométrie, change un peu les règles.
Donc, quand une offre d’emploi dit “ connaissances de base en CNC requises ”, ce qu’ils veulent dire, c’est : ne plantez pas ma machine à $180 000.
Piège de débutant : Si votre définition de compétence CNC s’arrête à “ je peux charger un fichier ”, vous n’êtes pas un opérateur — vous êtes un risque avec un identifiant.
Charger un programme enregistré semble sûr. Quelqu’un d’autre a déjà mené la bataille. Les outils sont listés. La séquence est là. Les angles sont réglés.
Jusqu’à ce que le matériau change.
Disons que le travail original utilisait de l’acier doux de 0,125. Aujourd’hui, les achats ont remplacé par du 0,134 haute résistance parce que c’est ce qui était en stock. Même numéro de pièce. Matériau différent. Le retour élastique augmente. Le tonnage requis grimpe. Le programme enregistré pense toujours qu’il plie du beurre.
Si vous le lancez tel quel, vos 90° s’ouvrent à 94°. Vous ajustez la correction d’angle. Maintenant, le rebord intérieur touche le butoir arrière au pli numéro six parce que le matériau à haute résistance ne s’est pas formé aussi serré et que votre jeu a disparu. Vous êtes en train de courir après des erreurs qui ont commencé avec une mauvaise hypothèse à la première ligne du code.
Écrire une séquence à partir de zéro vous oblige à réfléchir dans l’ordre des contraintes physiques. Quels plis vous bloquent ? Où la pièce s’agrandit-elle ? Quand devez-vous la retourner ? Vous n’ordonnez pas simplement des lignes de code. Vous chorégraphiez l’énergie stockée pour que la tôle ne lutte jamais contre la machine.
J’ai programmé des pièces complexes où les trois premiers plis existent uniquement pour créer un dégagement pour le quatrième. Le logiciel suggérait l’ordre inverse car il optimisait les changements d’outils, pas la réalité. Si je lui avais fait confiance, j’aurais enfermé la pièce au pli numéro deux.
Charger un programme fait de vous un opérateur.
Réécrire un programme sous pression, avec un camion qui attend, fait de vous quelqu’un d’employable.
Piège du débutant : Si vous supposez qu’un programme enregistré est parole d’évangile, vous protégerez le fichier au lieu de la pièce — et la pièce est la seule chose qui rapporte.
Vous atteignez le premier pli. Il sort avec 1,5 degrés d’ouverture.
Vous avez deux choix.
Commande manuelle : ajuster la correction d’angle uniquement pour ce pli et continuer.
Modification du programme : arrêter, mesurer l’épaisseur du matériau, confirmer la largeur de la matrice, mettre à jour la bibliothèque de matériaux, ajuster le facteur de retour élastique dans le fichier réel afin que chaque pli suivant tienne compte de la réalité.
La commande manuelle est un pansement. La modification du programme est une chirurgie.
Maintenant, ne soyez pas malicieux — les presses manuelles existent toujours, et de bonnes mains sur une presse mécanique peuvent produire de belles pièces uniquement grâce au ressenti et à la répétabilité. C’est une vraie compétence. Mais sur une machine CNC produisant 200 pièces, cacher la correction dans des commandes temporaires est la façon dont la variation s’installe. L’équipe de nuit charge le même programme demain, ne connaît pas votre +1,5 secret, et soudain les pièces dérivent.
Le contrôle est la mémoire de la machine. Si vous ne lui enseignez pas ce que vous avez appris sur le premier article, elle l’oublie dès que vous quittez votre poste.
Et voici comment cela se rattache au risque.
Lorsque vous choisissez la commande manuelle plutôt que la modification du programme, vous dites : “ Ce problème appartient à ce moment. ” Lorsque vous modifiez le code, vous dites : “ Ce problème appartient au processus. ”
Un état d’esprit empêche le rebut aujourd’hui.
L’autre l’empêche toute l’année.
Alors, lorsque le premier article sort et qu’il n’est pas parfait, optez-vous pour la correction rapide — ou ouvrez-vous le cerveau pour le rendre plus intelligent ?
Parce qu’une fois que le programme fonctionne parfaitement, la question suivante ne concerne plus du tout les boutons.
Elle concerne qui est responsable du résultat lorsque 200 pièces finies passent l’inspection.
Piège du débutant : Si vous cachez les corrections dans les commandes manuelles, vous ne gérez pas le risque — vous le reportez jusqu’à ce que ce soit le problème de quelqu’un d’autre.
| Aspect | Commande manuelle | Modification du programme |
|---|---|---|
| Action essentielle | Augmenter la correction d’angle uniquement pour ce coup et continuer | Arrêter, mesurer l’épaisseur du matériau, confirmer la largeur de la matrice, mettre à jour la bibliothèque de matériaux, ajuster le facteur de retour élastique dans le fichier actuel |
| Nature de la correction | Ajustement temporaire | Correction permanente du processus |
| Métaphore | Un pansement | Une chirurgie |
| Contexte de compétence | Dépend du ressenti de l’opérateur et de la répétabilité ; précieux sur les presses manuelles | Dépend du contrôle du processus et de la précision du système en production CNC |
| Impact sur les séries à grand volume (200 pièces) | Les corrections cachées peuvent provoquer des variations, surtout entre les équipes | Assure que chaque pliage suivant prend en compte la réalité |
| Rétention de connaissances | La correction n’est pas enregistrée ; la machine “ oublie ” | Le contrôle est mis à jour ; la machine “ se souvient ” |
| Mentalité face au risque | “ Ce problème appartient à ce moment. ” | “ Ce problème appartient au processus. ” |
| Résultat à court terme | Empêche les rebuts aujourd’hui | Empêche les rebuts récurrents à long terme |
| Responsabilité | La solution est personnelle et temporaire | La solution est systémique et transférable |
| Piège du débutant | Cacher les solutions dans des dérogations reporte le risque jusqu’à ce que cela devienne le problème de quelqu’un d’autre | Modifier le programme gère le risque à la source |
Le premier support sort de la presse plieuse à 9h17. C’est une simple forme en L, 25 cm par 15 cm, épaisseur 3,175 mm, ±0,76 mm sur le rebord. Le plan était correct. Le programme a tourné sans problème. L’angle affiché à l’écran est de 90,2.
Je me fiche de ce que dit l’écran.
Je mets les pieds à coulisse sur la dimension extérieure : 25,32 cm. C’est 0,81 mm trop court. Encore une pièce comme ça et nous sommes hors tolérance. Produire 200 pièces comme ça et vous n’avez pas “raté de peu” — vous avez fabriqué un lot tordu d’une valeur de $3 200 en rebuts et un client qui ne rappellera pas.
Vous voulez savoir qui est responsable du résultat lorsque ce programme produit 200 pièces ? La personne qui décide si la pièce numéro un peut devenir la pièce numéro deux.
Ce goulot d’étranglement, c’est l’opérateur. Pas l’ingénieur qui a rédigé le plan. Pas le programmeur qui a posté le fichier. Celui qui se tient là, avec le métal dans les mains et une horloge qui tourne.
Et voici la partie difficile : la plupart des descriptions de poste indiquent “effectuer l’inspection du premier article et informer le superviseur du produit non conforme.” Cela semble être une responsabilité partagée.
Mais le métal n’est pas obéissant.
Si j’attends que quelqu’un d’autre valide cette première pièce pendant que la machine reste à l’arrêt avec un taux de charge de $95 € de l’heure, je viens de transformer la qualité en problème de planification. Si je continue à produire pendant que j’attends, j’ai transformé la planification en problème de pari. Dans les deux cas, c’est moi qui tire le levier.
Piège du débutant : penser que le contrôle qualité est un service auquel on remet les pièces, au lieu d’une décision que l’on prend avant que le deuxième cycle ne commence.
J’ai vu un nouveau produire 50 pièces avant de vérifier à nouveau l’angle. La première était à 90,0. La cinquantième à 92,3. Même programme. Même outillage.
Qu’est-ce qui a changé ?
Chaleur.
L’huile hydraulique chauffe. La répétabilité du vérin se décale de quelques millièmes. Le matériau du prochain plateau est plus épais de 0,007. Le retour élastique augmente parce que cette bobine provient d’un autre laminoir. De minuscules décalages. De réelles conséquences.
Sur une plieuse, 0,010 de variation d’épaisseur de matériau peut faire varier votre angle d’un degré entier selon la largeur de la matrice. Un degré entier sur un rebord de 6 pouces déplace la pointe d’environ 0,105 pouce. Ce n’est pas esthétique. C’est un échec d’assemblage.
Ainsi, la mesure en cours de processus n’est pas de la paperasse. C’est un contrôle par rétroaction. Vous pliez. Vous mesurez. Vous corrigez le programme. Vous apprenez à la machine ce que le matériau fait réellement aujourd’hui, pas ce que la base de données dit qu’il devrait faire.
Si vous attendez la fin de la série pour mesurer, vous avez déjà validé toutes les erreurs que la machine a commises pendant que vous ne regardiez pas. Au cinquantième pièce, vous n’avez pas fait une erreur — vous l’avez fabriquée volontairement.
Et c’est là que la responsabilité devient réelle : certains ateliers disent que vous ne pouvez pas mettre au rebut sans l’approbation du superviseur. Très bien. Mais vous êtes toujours celui qui voit le dérive en premier. Vous êtes celui qui décide d’arrêter à la troisième pièce ou de continuer à nourrir la bête.
Faire fonctionner une plieuse, c’est comme désamorcer un engin explosif actif. Chaque pli stocke de l’énergie. Chaque correction soit dissipe cette énergie en toute sécurité, soit la compacte davantage. Les contrôles en cours de processus sont la façon de garder la charge stable.
Piège du débutant : Faire confiance à la première pièce correcte comme si c’était une promesse plutôt qu’un tir de semonce.
Il y a une ligne sur la fiche d’inspection qui dit “Premier article approuvé.” Parfois c’est un autocollant vert. Parfois ce sont vos initiales en encre bleue.
Cette marque est un déclencheur.
Parce qu’une fois que vous la signez, la production s’accélère. Le chariot élévateur met en place les ébauches brutes. Le superviseur programme la soudure pour demain. L’expédition promet une livraison vendredi. Votre petit gribouillage vient de mettre en mouvement $12,000 de travail en aval.
Vous vérifiez la longueur du rebord avec un pied à coulisse. Vous vérifiez l’angle avec un rapporteur ou un jauge numérique. Vous confirmez l’emplacement du trou par rapport au pli selon le plan. Vous comparez à la tolérance.
Toutes étapes mécaniques.
Mais la pression n’est pas mécanique.
Vous savez que la machine est réglée pour l’instant. Vous savez aussi que le lot de matériau pourrait changer à mi-chemin dans la pile. Vous savez que la maintenance a encore besoin que vous essuyiez les outils et graissiez les raccords avant le déjeuner. Le temps vous presse des deux côtés.
Signer trop tôt et vous validez une variation que vous n’avez pas encore vue. Retarder trop longtemps et vous étouffez la production.
C’est là que la compétence cesse d’être une question de boutons et devient une question de jugement sous pression. Le “feu vert” n’est pas la permission de lancer les pièces. C’est une déclaration que vous êtes prêt à assumer ce qui se passe si elles sont incorrectes.
Piège du débutant : Traiter la signature comme une formalité plutôt que comme une garantie personnelle soutenue par le coût de la mise au rebut.
Disons que la pièce numéro sept sort avec un retour de bride plus long de 0,040. La tolérance est de ±0,030. Vous êtes hors cote de 0,010.
Techniquement, rebut.
Mais regardez de plus près. Cette bride s’emboîte dans un assemblage soudé avec un jeu de 0,125. Fonctionnellement, elle ira. Le plan est serré parce que le concepteur a supposé le pire empilement de tolérances.
Et maintenant ?
Si vous la mettez automatiquement au rebut, c’est $18 de matière et de temps laser à la poubelle. Si c’est une commande de 300 pièces et que la dérive continue, c’est $5 400 perdus. Si vous la documentez, l’étiquetez comme déviation et appelez le bureau d’études, vous pourriez sauver la série — ou bien la bloquer pendant une journée en attendant une décision.
C’est ici que les opérateurs influencent la rentabilité sans jamais voir le bilan comptable.
Vous mesurez la déviation. Vous documentez la dimension réelle. Vous évaluez la tendance — les pièces dérivent-elles davantage ou restent-elles stables ? Vous ajustez le programme si c’est lié au procédé. Vous remontez l’information si c’est lié à la conception.
Le pire, c’est de faire semblant de ne rien voir.
Parce que si vous laissez s’accumuler des pièces limites et que le contrôle les détecte à la fin, vous n’avez pas “raté quelque chose”. Vous avez transformé du travail, du temps machine et des frais généraux en rebut garanti. Volontairement.
Ici, être responsable ne signifie pas ignorer la procédure et prendre des décisions sauvages. Cela signifie recueillir des données fiables, arrêter la production quand la tendance devient inquiétante, et forcer une décision avant que le volume ne multiplie les dégâts.
C’est pourquoi le goulot d’étranglement de la première pièce est important. C’est la porte étroite où le risque est le moins coûteux à maîtriser. Après cela, chaque cycle amplifie ce que vous avez décidé.
Et une fois que vous avez compris cela, la question suivante ne concerne pas les pieds à coulisse ou la paperasse.
Elle concerne la force derrière le coulisseau, le tonnage que vous demandez, et ce qui se passe lorsque l’énergie accumulée ne détruit pas seulement des pièces — mais aussi des outils, des machines et des mains.
Il y a deux étés, un jeune de l’équipe du soir a chargé de l’A36 de 3/8 po dans une plieuse de 10 pieds donnée pour 150 tonnes. Le tableau indiquait qu’il lui fallait 138 tonnes pour la longueur de pli choisie. Proche, mais dans la limite. Le plan était correct.
Mais le métal n’est pas obéissant.
Le matériau est arrivé plus dur que la valeur théorique. Le besoin réel était probablement de 155. Il a lancé le cycle. La machine n’a pas explosé. Elle a gémi. Le coulisseau s’est légèrement fléchi, ce qui a provoqué un sur-pliage au centre et un sous-pliage aux extrémités. Les pièces étaient rebutées. Pire, le poinçon a développé une fissure capillaire à l’épaulement. Nous ne l’avons vue que lorsqu’il a cassé trois jours plus tard, emportant avec lui un poinçon segmenté de $4 800.
Pas de drame. Juste de l’énergie accumulée cherchant un maillon faible.
Voici ce que vous devez comprendre : le tonnage est une force par pied. Doublez l’épaisseur et vous ne doublez pas la force — vous la multipliez par environ huit. C’est parce que la force de pliage augmente à peu près avec le carré de l’épaisseur. Ainsi, lorsque les achats remplacent du 0,125 doux par du 0,134 haute résistance “parce que c’est proche”, votre travail de 60 tonnes devient discrètement un travail de 85 tonnes. Même programme. Même réglage. Physique différente.
Dépassez la capacité nominale d’une plieuse de 10% et vous n’aurez pas un avertissement poli. Vous aurez un fléchissement du coulisseau, un étirement du bâti, des dégâts sur l’outil, ou un relâchement soudain d’énergie qui déplace l’acier plus vite que vos mains ne peuvent réagir. Le Département du Travail recense plus de 360 amputations par an dues aux plieuses aux États-Unis, et près de la moitié concernent des doigts. Ce n’est pas dû à des explosions spectaculaires. C’est dû à des cycles de routine où la force a été sous-estimée et le contrôle supposé acquis.
Les systèmes modernes de protection laser réduisent considérablement ces chiffres. Je les ai utilisés. Vous pouvez travailler à quelques centimètres de la presse et le faisceau arrête la course. Dans les ateliers qui investissent, les taux de blessures chutent fortement. Mais 80 % des endroits où vous entrerez utilisent encore de vieilles presses hydrauliques avec des rideaux lumineux plus vieux que vous. Dans ces ateliers, le seul capteur entre votre main et 120 tonnes, c’est votre jugement.
On ne “fait pas tourner” le tonnage. On gère l’énergie stockée comme si on désamorçait quelque chose qui ne pardonne pas les erreurs de calcul.
Piège du débutant : Faire confiance au tableau de tonnage comme s’il s’agissait d’un évangile au lieu d’une estimation de départ qui doit être ajustée pour le matériau réel, la longueur réelle et l’état réel de la machine.
J’ai déjà trouvé un éclat dans une matrice en V de 1 pouce qui ne semblait rien représenter. Peut-être 0,015 de profondeur sur le bord. On pouvait à peine le sentir avec un ongle.
Nous pliions de l’acier doux de calibre 11. Chaque pièce avait une fine ligne sur le rayon extérieur. D’abord cosmétique. Puis les angles ont commencé à dériver d’un demi-degré sur les brides plus longues. Pourquoi ? Parce que cet éclat concentre la force. Au lieu d’une pression uniforme le long de l’épaulement de la matrice, vous obtenez un pic de pression à ce défaut. L’acier s’écoule différemment à cet endroit. Le retour élastique change localement. Sur un pli de 1,80 m, cette incohérence s’accumule.
Faites 300 pièces comme ça et vous obtenez un lot tordu d’une valeur de 1 TP4T2 700 en rebuts et un client qui ne rappellera pas.
Pire encore, ce minuscule éclat est un amorceur de fissure. Chaque cycle le martèle. Des microfissures se propagent dans l’outil trempé. Un jour, le bord de la matrice se casse sous la charge. La pièce se déplace alors brutalement, le poinçon se décale, et vos mains — qui “ne faisaient que maintenir l’alignement” — se retrouvent dans une nouvelle géométrie que vous n’aviez pas prévue.
La maintenance prédictive n’est pas de la paperasse. C’est passer une pierre sur la matrice, vérifier les épaulements à la lumière, consigner l’usure avant qu’elle ne devienne un problème de géométrie. L’acier à outils est comme une chaîne. Il cède à son maillon le plus faible, et ce maillon est généralement le défaut que tout le monde pensait trop petit pour compter.
Si vous ne le signalez pas parce que “ça marche encore”, vous venez juste de transférer le risque à l’équipe suivante.
Piège du débutant : Considérer l’usure des outils comme un problème esthétique plutôt que comme un multiplicateur de force qui modifie à la fois la précision du pli et le risque de rupture.
Regardez des images au ralenti d’un cycle de presse plieuse et vous verrez quelque chose que les apprentis manquent. Le coulisseau descend régulièrement. Contrôlé. Prévisible.
La tôle, non.
Lorsque le poinçon force le matériau dans le V, de l’énergie élastique s’accumule dans la plaque. Quand le coulisseau remonte, cette énergie se libère. De longues brides peuvent fouetter vers le haut de plusieurs centimètres en un clin d’œil. Sur de l’inox mince avec un fort retour élastique, c’est pire. J’ai vu une bride de 1,20 m claquer vers le haut et frapper un gars sous le menton parce qu’il s’était penché pour “voir la ligne”.”
La plupart des blessures ne surviennent pas pendant la descente spectaculaire. Elles surviennent pendant les micro-interventions : passer la main à travers le rideau lumineux pour ajuster les butées arrière, pousser légèrement une tôle pour la mettre d’équerre alors que la pédale est encore active, retirer une petite chute sans arrêter le cycle. La complaisance, pas la catastrophe.
L’OSHA maintient la protection inadéquate dans ses principales violations pour une raison. La pression de production pousse les gens à contourner les dispositifs de sécurité. Mettre du ruban sur un rideau lumineux. Court-circuiter une commande bimanuelle. “Juste cette pièce.” La machine effectue un cycle en millisecondes. Votre système nerveux, non.
Sur les anciennes presses sans AOPD laser (dispositif de protection optoélectronique actif — nom sophistiqué pour un système lumineux de balayage), votre distance de sécurité est mécanique. Gardez les mains hors de l’espace de la matrice. Utilisez des outils de maintien ou des aimants pour les petites pièces. Tenez-vous sur le côté des longues brides pour que, si elles fouettent, elles vous manquent.
Le coulisseau est évident. L’énergie stockée dans la tôle est la surprise.
Piège du débutant : Fixer le poinçon comme si c’était la seule pièce mobile tout en ignorant la tôle qui se charge comme un ressort.
Imaginez ceci. L’équipe de maintenance est en train de remplacer un flexible hydraulique. On vous dit de “ patienter une minute ”. Le superviseur est appelé ailleurs. Vous voyez le travail préparé, les outils en place, la pédale au sol. Vous n’avez pas commencé la réparation. Vous n’avez pas desserré un raccord.
Vous intervenez, vous actionnez le vérin pour vérifier l’alignement.
Si la main de quelqu’un se trouve dans la zone et que la machine bouge, l’OSHA ne se soucie pas de savoir qui a commencé la tâche. La personne qui a mis la machine sous tension sans verrouillage/étiquetage approprié est responsable de l’infraction.
Le verrouillage/étiquetage signifie isoler les sources d’énergie — électrique, hydraulique, pneumatique — et appliquer un verrou physique pour que la machine ne puisse pas bouger. Pas une promesse verbale. Pas un post-it. Un cadenas avec votre nom dessus. Parce que les systèmes hydrauliques stockent de la pression. Même avec le courant coupé, une vanne peut se décharger et déplacer un vérin si elle n’est pas correctement bloquée.
Et vous vous souvenez de la métaphore explosive ? Une presse plieuse à l’arrêt stocke encore de l’énergie dans un fluide comprimé et une masse en hauteur. Si vous ne la purgez pas et ne la bloquez pas, vous supposez qu’elle se comporte.
Quand vous mettez votre cadenas, vous n’êtes pas en train de compliquer les choses. Vous documentez le contrôle d’une énergie qui peut enlever des doigts en moins de temps qu’il ne faut pour dire “ attends ”.”
C’est là que la description de poste vous ment. “ Faire fonctionner la machine. ” Non. Vous gérez la force, l’usure, l’énergie stockée et la responsabilité légale. Vous êtes le dernier rempart entre 120 tonnes et un corps humain.
Et si vous pouvez expliquer cela clairement — pas avec de la peur, mais avec des chiffres, des mécanismes et des cicatrices — combien cela vous rend-il précieux lors de votre prochain entretien ?
Piège du débutant : Croire que la sécurité est uniquement la responsabilité de l’entreprise, au lieu de comprendre qu’au moment où vous mettez la machine sous tension, la responsabilité porte vos empreintes.
Vous voulez plus d’argent ?
Alors arrêtez de vous qualifier de simple appuyeur de bouton.
Si votre CV indique “ A fait fonctionner une presse plieuse CNC pour plier des pièces selon le plan ”, vous venez de dire à un recruteur que vous pouvez être remplacé par n’importe quelle personne capable de trouver le bouton vert de démarrage du cycle. Cette phrase donne l’impression que vous avez juste surveillé une machine.
Mais le métal n’est pas obéissant.
En réalité, vous avez calculé la tonnage pour qu’un vérin de 120 tonnes ne surcharge pas un poinçon $4,800. Vous avez choisi des matrices en V pour contrôler le retour élastique afin qu’une variation d’épaisseur de 0,010 ne se transforme pas en un écart d’un degré sur 200 pièces. Vous avez inspecté les outils pour qu’un éclat de 0,015 ne se transforme pas en $2,700 de rebuts et une réunion de production sous tension.
Ce n’est pas “ faire fonctionner ”. C’est contrôler l’énergie stockée et éviter des erreurs à cinq chiffres.
Alors traduisez-le.
Vous voyez la différence ? Une version dit que vous avez suivi des ordres. L’autre dit que vous avez géré des risques.
Les responsables du recrutement ne paient pas plus pour le mouvement. Ils paient pour le jugement.
Piège du débutant : Rédiger votre CV comme la description de poste plutôt que comme un rapport post-incident prouvant que vous avez empêché de mauvaises choses de se produire.
Voici la vérité que personne n’inscrit dans la brochure.
Une certification indique que vous avez réussi un examen structuré sur la précision des réglages, la logique de programmation et le contrôle des processus. C’est important. Cela indique à un employeur que vous comprenez le vocabulaire et les mathématiques.
Cela ne prouve pas que vous avez vu de l’acier inoxydable calibre 14 se fissurer le long du grain à 2 h du matin et que vous avez ajusté en cours de route.
La plupart des véritables compétences dans ce métier viennent de mois — généralement d’années — passés aux côtés de quelqu’un qui a déjà commis les erreurs coûteuses. Vous apprenez à reconnaître la sensation d’un matériau sur le point de glisser. Vous apprenez le son qu’émet une matrice lorsqu’elle est légèrement surchargée. Vous apprenez que “ Le plan était correct ” ne signifie pas que la séquence de pliage l’est.
Alors, lequel pèse le plus ?
Pour franchir la porte, les certifications peuvent aider. Elles sont une preuve portable que vous ne devinez pas.
Pour obtenir la confiance nécessaire pour travailler sur des opérations à forte tonnage et des réglages complexes, l’expérience en atelier prime — car c’est là que se forme l’instinct face au risque.
Le choix intelligent n’est pas d’en privilégier un seul. C’est de présenter correctement les deux.
Si vous avez des certifications, ne les énumérez pas comme des trophées. Reliez-les au contrôle des risques : “ NIMS Niveau II — appliqué pour réduire les erreurs de réglage et le rejet de la première pièce. ” Si vous avez beaucoup de temps d’atelier mais aucun diplôme, montrez un jugement mesurable : “ Dirigé des audits d’outillage qui ont éliminé la dérive récurrente des angles sur des séries A36 3/16. ”
Le papier prouve l’exposition. L’expérience prouve la survie.
Piège du débutant : Supposer qu’un certificat remplace les cicatrices — ou que les cicatrices vous rendent trop bon pour un apprentissage structuré.
C’est là que la plupart des “ opérateurs ” sont démasqués.
Un responsable glisse un plan sur le bureau. Pas de machine qui ronronne derrière vous. Pas de butée arrière derrière laquelle se cacher.
“ Expliquez-moi comment vous plieriez ceci. ”
Si tout ce que vous dites est : “ Je chargerais le programme et je le lancerais ”, c’est fini.
Ils veulent entendre la logique de séquençage. Quelles ailes plier en premier pour éviter les collisions ? Où se trouve la plus longue patte non soutenue qui pourrait fouetter ? Avez-vous besoin d’une ouverture en V plus grande pour contrôler le tonnage ? Comment la direction du grain affectera-t-elle la fissuration ? Où le retour élastique va-t-il accumuler la tolérance ?
En d’autres termes, pouvez-vous penser en termes de force et de défaillance, plutôt qu’en termes de boutons ?
Lorsque vous pouvez expliquer une séquence de pliage comme si vous désamorciez quelque chose qui stocke de l’énergie — étape par étape, en anticipant où cela pourrait mal tourner — vous cessez de sonner comme de la main-d’œuvre et commencez à sonner comme du contrôle.
C’est là que la discussion sur la rémunération change.
Parce que maintenant, vous n’êtes plus la personne qui exécute les pièces. Vous êtes celle qui empêche qu’elles deviennent de la ferraille.
Piège du débutant : Décrire ce que fait la machine au lieu de ce que vous décidez.
Peut-être que vous êtes débutant. Peut-être que vous chargez des tôles brutes et appuyez sur Cycle Start.
Très bien. Alors votre travail, pour l’instant, est de voler de la conscience.
Observez les réglages. Demandez pourquoi cette matrice a été choisie. Demandez comment la tonnage a été calculée. Lorsque les angles dérivent, ne vous contentez pas d’ajuster — demandez quelle variable a changé : épaisseur, sens du grain, usure de l’outillage, décalage du programme ?
Notez-le. Construisez votre propre journal mental des défaillances.
Si vous êtes déjà expérimenté mais bloqué, regardez ce que vous évitez. Pièces complexes à multiples pliages ? Programmation à partir de zéro ? Discussions avec les ingénieurs sur l’accumulation des tolérances ? Ce malaise est le plafond de votre rémunération qui se révèle.
Comblez-le délibérément. Prenez en charge les réglages difficiles. Proposez-vous pour les vérifications des premiers articles. Asseyez-vous avec la maintenance pendant le verrouillage afin de comprendre les limites hydrauliques et mécaniques. Les certifications peuvent aider ici — non pas comme des insignes, mais comme des moyens structurés de combler les angles morts.
La mobilité professionnelle dans ce métier ne vient pas du temps passé. Elle vient de la quantité de risque que vous pouvez contrôler de manière autonome sans supervision.
C’est la partie non évidente.
Vous n’êtes pas payé plus pour plier un matériau plus dur. Vous êtes payé plus pour réduire l’incertitude.
Commencez à voir chaque poste comme un entraînement au contrôle de l’énergie, à la prédiction des défaillances et à la prévention des coûts. Ensuite, parlez de votre travail en ces termes.
Faites cela assez longtemps, et vous ne postulerez plus en tant qu“” opérateur de presse plieuse ».”
Vous passerez un entretien en tant que personne à qui les ateliers font confiance avec 120 tonnes de force stockée — et leur réputation.
Piège du débutant : Attendre un changement de titre avant de commencer à agir comme le décideur.


















