

في الربيع الماضي، اصطف طفل يرتدي سترة نظيفة ويحمل شهادة جديدة بعنوان “شهادة مكبس الكبس الدقيق” مع لوح من الفولاذ المقاوم للصدأ بطول 10 أقدام، نقر على الدواسة، ودفع لكمة مقسمة $4,800 مباشرة في كتف القالب.
كان المخطط صحيحاً. وكانت أرقامه صحيحة. ومع ذلك تشقق المعدن لأنه لم يتحقق أبداً من اتجاه الحبوب.
هذه هي اللحظة التي لا تظهرها لك إعلانات الوظائف.
اذهب واقرأ عشرة إعلانات، سترى عبارات مثل “ثني المعدن وفق المخطط”، “تشغيل مكبس الكبس CNC”، “لا يشترط التعليم الرسمي”. ربما تدريب أمان من OSHA. ربما “التعلم أثناء العمل”.”
يبدو الأمر بسيطاً. تحميل القطعة. الضغط على الدورة. تكرار.
لكن المعدن ليس مطيعاً. يرتد. يتصلب بفعل العمل. يتذكر الاتجاه الذي تم دحرجته فيه. المخطط هو هدف؛ والمكبس هو تفاوض بقوة 60 طن بين الفيزياء والأدوات. يقف المشغّل في المنتصف، وحيداً، مع آلاف الدولارات وعشرة أصابع على المحك.
يجعل الإعلان الأمر يبدو وكأنك أمين صندوق يضغط على أزرار. في الواقع أنت آخر مرشح للمخاطر قبل أن يتحول الفولاذ إلى خردة — أو شظايا.
فخ المبتدئين: إذا اعتقدت أن “لا يشترط الحصول على شهادة” تعني “لا يتطلب حكماً مستقلاً” فأنت تتطوع لتعلم الفيزياء عبر كسر الأدوات.
لقد قابلت عشرات المتقدمين الذين يقولون بفخر، “يمكنني قراءة المخططات وتشغيل CNC.”
لذلك أ slid قطعة بسيطة عبر الطاولة. ثني بزاوية 90 درجة. فولاذ معتدل. 3/16 بوصة. ثم أسأل سؤالاً واحداً:
“كيف تختار فتحة القالب؟”
يسود الصمت في الغرفة.
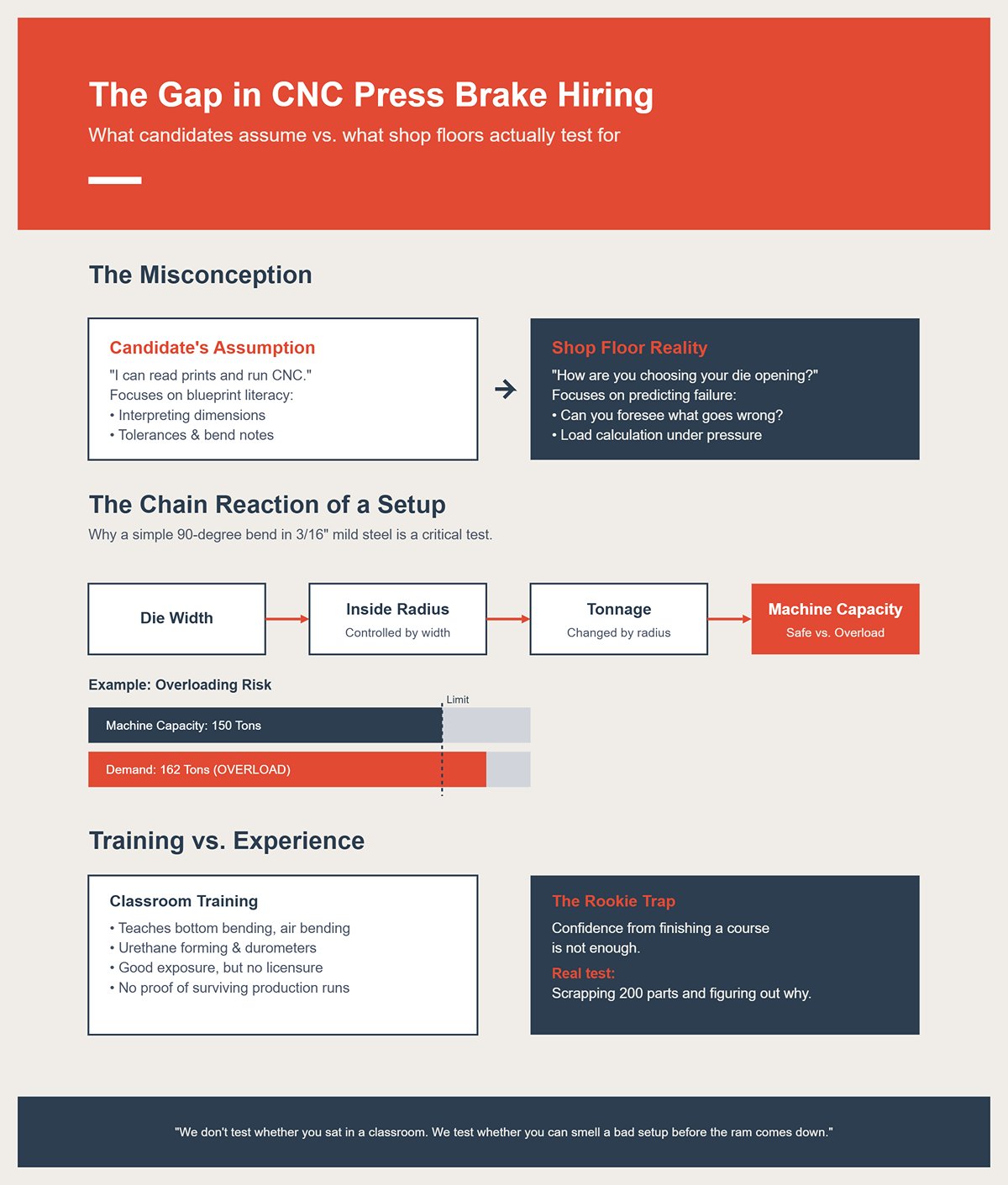
انظر، يفترض المرشحون أن الاختبار هو معرفة قراءة المخطط — هل تستطيع تفسير الأبعاد، التسامحات، ملاحظات الانحناء. بينما تختبر الورش شيئاً أكثر صعوبة: هل تستطيع التنبؤ بما سيحدث خطأ قبل حدوثه؟
عرض القالب يتحكم في نصف القطر الداخلي. نصف القطر الداخلي يغيّر القوة المطلوبة (الطنية). القوة المطلوبة تحدد ما إذا كنت ضمن قدرة الماكينة أو على وشك تحميل مكبس 150 طن بطلب 162 طن. هذا ليس ضغط أزرار، هذا حساب أحمال تحت الضغط.
تدرب البرامج على ثني القاع، ثني الهواء، وربما حتى تقنيات متقدمة مثل التشكيل باستخدام اليوريثان بمستويات صلابة مختلفة — وهي مجرد القساوة، مثل مقارنة إطار سيارة بقرص هوكي. تعرض جيد. لكن حتى هذه الشهادات تقول إنها ليست ترخيصاً مهنياً. لا تجديد. لا دليل على أنك نجوت من جولات إنتاج حقيقية.
على أرض الورشة، لا نختبر ما إذا كنت جلست في فصل دراسي. نختبر ما إذا كنت تستطيع شم الإعداد السيئ قبل أن ينزل المكبس.
فخ المبتدئين: إذا جاءك الثقة من إنهاء دورة تدريبية بدلاً من إتلاف 200 قطعة ومعرفة السبب، فأنت لست مستعداً للأسئلة التي تهم فعلاً.
هكذا تخسر الوظيفة في أقل من خمس دقائق.
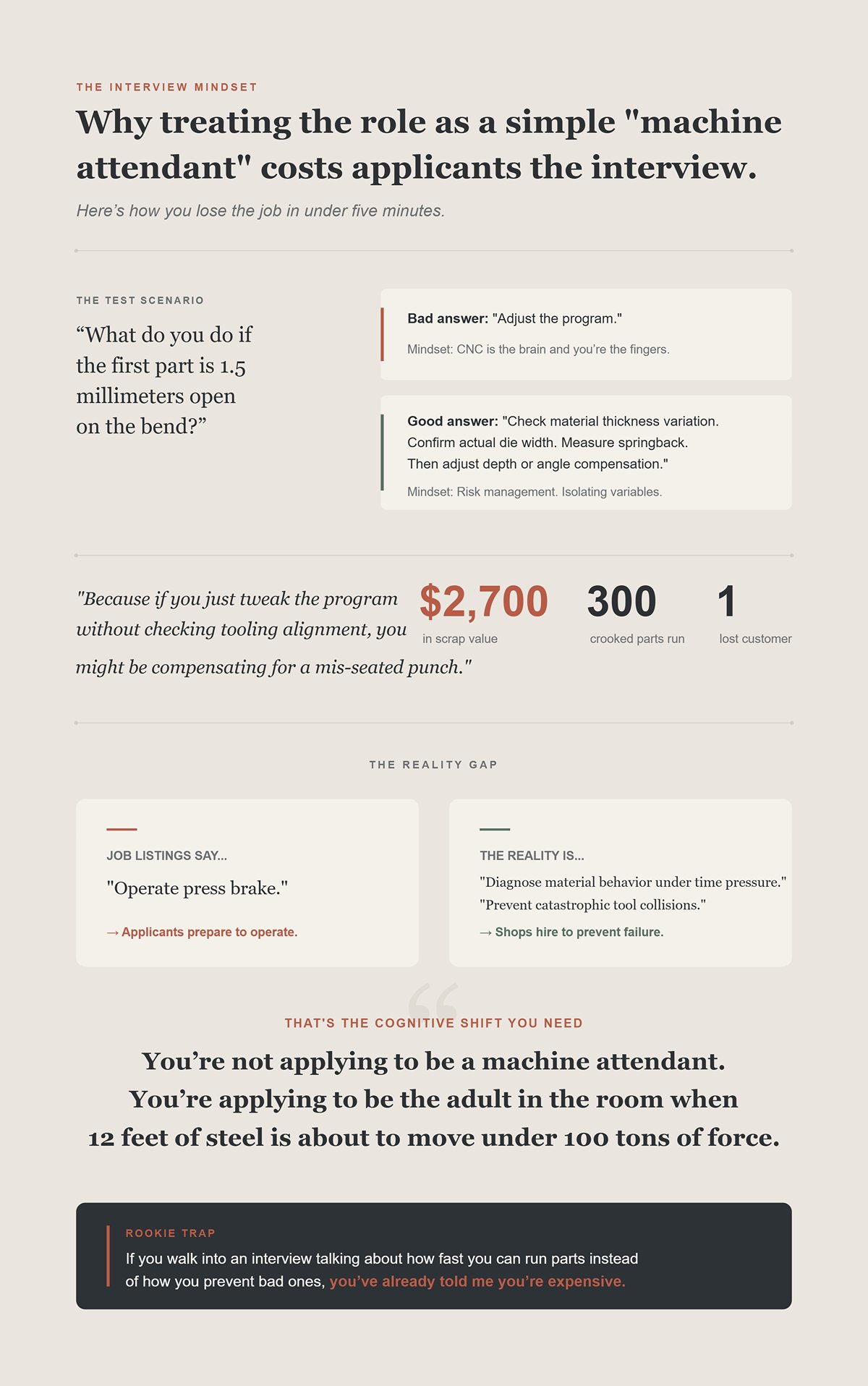
أسأل: “ماذا تفعل إذا كان الجزء الأول مفتوحًا بمقدار 1.5 مليمتر في الانحناء؟”
إجابة سيئة: “أضبط البرنامج.”
هذا يخبرني بأنك تعتقد أن الـCNC هو الدماغ وأنت مجرد الأصابع.
الإجابة الجيدة تبدو أكثر مثل: “تحقق من تفاوت سمك المادة. أكد عرض القالب الفعلي. قِس الارتداد. ثم عدّل العمق أو تعويض الزاوية.”
هذا هو إدارة المخاطر. أنت تعزل المتغيرات قبل لمس الشاشة.
لأنه إذا عدّلت البرنامج فقط دون التحقق من محاذاة الأدوات، فقد تكون تعوّض عن سنبة غير مثبتة جيدًا. شغّل 300 قطعة بهذه الطريقة وستحصل على دفعة ملتوية بقيمة خردة $2,700 وزبون لن يتصل مرة أخرى.
قوائم الوظائف لا تقول: “يجب أن تشخّص سلوك المادة بشكل مستقل تحت ضغط الوقت.” ولا تقول: “مسؤول عن منع اصطدام الأدوات الكارثي.” بل تقول: “تشغيل مكبس الثني.”
ولذا يستعد المتقدمون للتشغيل.
والمصانع توظف لمنع الفشل.
هذا هو التحول الإدراكي الذي تحتاجه: أنت لا تتقدم لتكون مرافقًا للآلة. أنت تتقدم لتكون البالغ المسؤول عندما تتحرك 12 قدمًا من الفولاذ تحت قوة 100 طن.
فخ المبتدئ: إذا دخلت المقابلة وأنت تتحدث عن مدى سرعتك في تشغيل الأجزاء بدلاً من كيف تمنع الأجزاء الرديئة، فقد أخبرتني بالفعل أنك مكلف.
هل تريد أن تثبت أنك تستطيع منع الكوارث قبل أن يتم توظيفك؟
جيد. إذًا توقف عن التحدث بشأن كيفية تشغيلك للدورات وابدأ بالحديث عن ما الذي تتحقق منه قبل أن يتحرك المكبس.
في العام الماضي شاهدت موظفًا جديدًا يُحمّل فولاذ A36 بسماكة 1/4 بوصة وطول 8 أقدام. استخدم قالب V بقياس 1 بوصة لأنه “هذا ما نستخدمه دائمًا للربع بوصة”. لم يتحقق من جدول الحمولة. لم يتحقق من طول الثني. عند 120 طنًا عبر قسم اختبار بطول 12 بوصة قصيرة، رفع الحمل كثيرًا حتى ترك انبعاجًا دائمًا في العارضة السفلية. الآلة توقفت يومين. تكلفة الإصلاح: $3,200. فقد الإنتاج: حوالي $6,000.
الانحناء لم يفشل عندما نزل المكبس—لقد فشل عندما اختار القالب وأقنع نفسه أنه "قريب بما فيه الكفاية".
هذا ما أبحث عنه في المقابلة. ليس ما إذا كنت تستطيع قراءة مخطط، بل ما إذا كنت تفهم أن الإعداد هو حيث تكمن المخاطرة.
فخ المبتدئ: إذا تعاملت مع الأدوات كما لو كانت مكعبات ليغو قابلة للتبديل بدلًا من قرارات تتحمل الأحمال، فستتعلم حدود الحمولة من فاتورة الإصلاح.

لقد سحبتُ دعامة من الفولاذ المقاوم للصدأ عبر الطاولة مرة واحدة. انحناء بزاوية 90 درجة، نصف قطر داخلي ضيق، واتجاه الحبوب موازٍ لخط الانحناء.
كانت الرسمة صحيحة. الأبعاد نظيفة. التسامحات معقولة.
لكن المعدن لا يطيع.
يتم دَحرَجة الصفائح في المصنع. هذه الدحرجة تمد الحبوب كما لو أنك تشد التوفي في اتجاه واحد. عند الثني عبر اتجاه الحبوب، تنضغط الألياف وتتمدد بشكل متساوٍ. عند الثني مع اتجاه الحبوب، تحاول طي الخشب على طول خطوطه بدلًا من عبرها. حينها تسمع “طَقّة” صغيرة تتحول إلى شق.
لقد رأيت صفائح من الفولاذ المقاوم للصدأ بسمك 14 قياس تنشق إلى نصفين لأن شخصًا تجاهل السهم على بطاقة المادة. أربعون قطعة تم التخلص منها قبل الغداء. حوالي $18 لكل قطعة فارغة. أي ما يعادل $720 من الفولاذ المقاوم للصدأ بالإضافة إلى نصف يوم من العمل. كل ذلك لأن المشغل افترض أن الرسم المسطح يروي القصة كاملة.
المخطط الأزرق هو حبر ثنائي الأبعاد. اتجاه الحبوب هو حقيقة ثلاثية الأبعاد. إذا تعارض الاثنان، فلا تقول “لنشغله على أي حال.” بل تتصل بالهندسة. تعدل نصف قطر الانحناء. تدور القطعة الفارغة إذا سمحت الهندسة بذلك. هذه هي الحكمة تحت الضغط.
عندما أسأل مرشحًا: “ماذا تفعل إذا كان اتجاه الحبوب يسير في الاتجاه الخطأ؟” فأنا لا أختبر المفردات. أنا أختبر ما إذا كان يفهم أن المخططات تصف النية، لكن سلوك المادة هو الذي يحدد النتيجة.
فأخبرني — عندما يتعارض الورق والفولاذ، أيهما يفوز؟
فخ المبتدئين: إذا كان جوابك “المخطط”، فأنت تتطوع لإتلاف فولاذ مقاوم للصدأ باهظ الثمن لحماية غرورك.
خذ فولاذًا معتدل الصلابة بسُمك 3/16 بوصة. ثنيه بالهواء باستخدام قالب مناسب. برنامجك يقول 90 درجة عند عمق معين.
تسحب القطعة الأولى وتقيسها فتصبح 92.
هاتان الدرجتان هما الارتداد — الاسترجاع المرن. تمدد الفولاذ تحت الحمل، ثم ارتاح عندما أُطلق الضغط. فكر في الأمر كأنك تثني لوح غوص ثم تتركه. لا يبقى حيث دفعته.
هنا يظهر المبتدئون.
المشغل السيء: “الزاوية مفتوحة. سأضيف درجتين في وحدة التحكم.”
ربما. لكن ماذا تغير؟ هل المادة فعلًا بسُمك 0.1875، أم أن هذه الدفعة جاءت بسُمك 0.195؟ زيادة السُمك تزيد من القوة المطلوبة وتغير محور التعادل — وهو الخط الوهمي داخل الانحناء حيث لا تتمدد المادة ولا تنضغط. عند تحريك هذا الخط يتغير الارتداد.
الفولاذ العالي المقاومة يرتد أكثر من الفولاذ المعتدل. الألمنيوم يرتد بطريقة مختلفة مرة أخرى. نفس الـ 90 على الشاشة، ثلاث حقائق مختلفة عند الأدوات.
لقد نفذت أعمالًا حيث كانت التعويضات في القطعة الأولى 1.5 درجة. وفي الورقة التالية من دفعة مختلفة؟ احتاجت إلى 3 درجات. إذا لم تفهم السبب، فستطارد الزاوية طوال نوبة العمل، وتعدل الأرقام كما لو كنت تضبط راديو في عاصفة.
المصانع لا تحتاج لشخص يمكنه “تعديل البرنامج.” بل تحتاج لشخص يعرف متى يكون التعديل هو الإصلاح الصحيح مقابل متى يكون مجرد تغطية لمشكلة في الأدوات أو المواد.
إذا قالت الرياضيات 90 والفولاذ قال 92، ما الذي ستقيسه أيضًا قبل أن تلمس الشاشة؟
فخ المبتدئ: إذا كانت أداتك الوحيدة لتصحيح الزاوية هي لوحة مفاتيح الـCNC، فأنت لا تتحكم في العملية — أنت تكتفي بالتفاعل معها.
هل رأيت يومًا انحناءة مثالية في الجانب الأيسر ومفتوحة بمقدار 1 ملم في الجانب الأيمن؟
رد الفعل الأول هو إلقاء اللوم على المقياس الخلفي. أو على البرنامج.
أحيانًا لا يكون أي منهما السبب.
لقد أخرجت ثواقب بدت جيدة من النظرة الأولى لكنها كانت متآكلة بمقدار 0.010 بوصة في أحد الجانبين. هذا أرق من بطاقة العمل. على امتداد انحناءة بطول 10 أقدام، ذلك التآكل الصغير يغيّر كيفية توزيع القوة. جانب واحد يعضّ أعمق. والآخر يطفو. أنت تعوّض عن ذلك في البرنامج، صحيح — ولكنك الآن قد دمجت خطأً ميكانيكيًا في تصحيح رقمي.
شغّل 300 قطعة بهذه الطريقة وستنتهي بدفعة معوجة بقيمة $2,700 في الخردة وعميل لن يتصل مجددًا.
ولا تجعلني أبدأ بالحديث عن اختبارات الانحناء القصيرة. بعض المشغلين يضعون قطعة خردة بعرض بوصتين في وسط قالب بطول 10 أقدام لـ“فحص الزاوية”. كل تلك القوة المركزة في قسم صغير واحد. هكذا تتلف القوالب وتنتفخ الثواقب. أكثر أضرار المكبس العلوي التي شاهدتها لم تكن بسبب التآكل البطيء — بل بسبب تحميل زائد على أقسام قصيرة أثناء التجارب. اختبار واحد بإهمال يمكن أن يكلف أكثر من شهر كامل من الإنتاج الحذر.
المحاذاة، توزيع الحمولة، أنماط التآكل — ليست أمورًا لامعة. لا أحد يتفاخر بتنظيف أكتاف القوالب أو بتنعيم الأدوات الحجرية من النتوءات. ولكن هناك تكمن الثباتية والجودة.
الإعداد يشبه نزع فتيل جهاز متفجر حي. طاقة مخزنة، تتحكم فيها الهندسة والفولاذ. كل اختصار — قالب غير محاذٍ، ثاقب متآكل، اختبار تحميل زائد — هو كأنك تقطع السلك الخطأ وتأمل ألا تحدث شرارة.
وإذا كانت 90% من أخطاء الانحناء تبدأ من هنا، قبل أن تُصنّع أول قطعة جيدة، فما الذي يقوله ذلك عن المشغل الذي يظن أن عمله يبدأ عندما يضغط زر بدء الدورة؟
فخ المبتدئ: إذا كنت تفحص القطع فقط ولا تفحص الأدوات، فأنت تقيس الدخان بدلًا من البحث عن النار.
تخيل هذا المشهد. صباح يوم الاثنين. عمل جديد، ثمانية انحناءات، فولاذ A36 بسماكة 10 قياس، حواف مرتدة ضيقة ستقيّدك إذا خلطت ترتيبها. الشاشة تضيء بمحاكاة ثلاثية الأبعاد جميلة. الأدوات مختارة تلقائيًا. تسلسل الانحناءات مولّد آليًا.
يمكنك الضغط على زر بدء الدورة الآن.
أو يمكنك أن تسأل لماذا يريد التحكم تشكيل الحافة الداخلية قبل الحافة الخارجية التي تمنعها فعليًا.
هذا هو الفرق بين الضغط على الدواسات وبرمجة دماغ الآلة.
عملية ما قبل الانحناء المنضبطة على الـCNC لا تبدأ بقدمك. إنها تبدأ عندما تستجوب البرنامج كما لو كان مدينًا لك بالمال. تتحقق من سماكة المادة مقابل ما هو مذكور في الملف. تؤكد أن عرض القالب يطابق جدول الحمولة الخاص بك. تتأكد من أن أصابع المقياس الخلفي لن تصطدم برجل مشكلة في الانحناء الرابع. تحاكي كل خطوة وتبحث عن أشكال هندسية مستحيلة يتجاهلها البرنامج بأدب.
لأن وحدة التحكم تفترض أن النموذج مثالي.
لكن المعدن لا يطيع.
والبرنامج أبعد ما يكون عن ذلك.
فخ المبتدئ: إذا تعاملت مع ماكينة CNC وكأنها آلة بيع — تدخل الرسومات وتستلم أجزاء — فأنت على بعد خطوة واحدة خاطئة من التخلص من منصة كاملة من الإنتاج.
قال لي أحد الشباب مرة: “أعرف الـ CNC. أستطيع تحميل البرامج وتحديد نقاط الصفر.”
هذا يشبه قولك إنك تستطيع قيادة طائرة لأنك وجدت مفتاح التشغيل.
على مكبس انحناء حديث، “الأساسي” يعني أنك تفهم ثلاثة أنظمة إحداثيات قبل أن تثني المعدن: صفر الماكينة (حيث تعتقد المكبس أن نقطة البداية موجودة)، صفر البرنامج (حيث توجد نقطة أصل الجزء في ملف البرنامج)، وموقع القياس الخلفي (حيث تجلس الصفيحة فعليًا). إذا لم تتوافق هذه الثلاثة، فإن أول انحناء قد يكون بعيدًا بمقدار 0.125 بوصة عن الموقع المطلوب. في قطعة لها تسامح ±0.030، هذا ليس “قريبًا”. هذا خردة.
كما يعني أنك تفهم خصم الانحناء — الحساب الذي يأخذ في الاعتبار تمدد المادة لكي يأتي النموذج المسطح صحيحًا. خصم الانحناء هو ببساطة مقدار ما تخصمه من الطول المسطح للوصول إلى الأبعاد النهائية. إذا تجاهلته، كل ضلع يراكِم الخطأ. في صندوق ذو ثمانية انحناءات، الانحراف بمقدار 0.020 لكل انحناء لا يبدو مخيفًا. ولكن إذا ضربته في سبع ميزات داخلية، فجأة يصبح الغطاء غير قابل للتركيب. والآن أنت تحدق في منصة من أجزاء مقطوعة بالليزر بقيمة $1,900 لا يمكن تجميعها فعليًا.
و“الأساسي” يشمل أيضًا الوعي بالقوة (الطنّية). وحدة التحكم ستحسب القوة بالتأكيد. لكن إذا بدلت قالب V من 1.000 بوصة إلى 0.500 بوصة ونسيت تحديث البرنامج، فإن قوة الطن المطلوبة تتضاعف تقريبًا. هكذا تتجاوز قدرة الماكينة دون أن يحذرك المكبس حتى يبدأ شيء ما بالأنين.
برامج التدريب تستمر لأسابيع، وأحيانًا شهور، وذلك فقط لمنعك من إيذاء نفسك. الإتقان يستغرق سنوات لأن كل مادة جديدة، وكل هندسة جديدة، تغير القواعد قليلًا.
لذا عندما يقول إعلان وظيفة “المعرفة الأساسية بـ CNC مطلوبة”، ما يقصدونه هو: لا تحطم آلة قيمتها $180,000.
فخ المبتدئ: إذا كان تعريفك لمهارة الـ CNC يتوقف عند “أستطيع تحميل ملف”، فأنت لست مشغلًا — أنت خطر مع بيانات دخول.
تحميل برنامج محفوظ يبدو آمنًا. شخص آخر خاض المعركة بالفعل. الأدوات مذكورة. التسلسل موجود. الزوايا مضبوطة.
حتى تتغير المادة.
لنفترض أن المهمة الأصلية كانت تعمل على فولاذ معتدل بسماكة 0.125. اليوم قام قسم المشتريات باستبداله بفولاذ عالي القوة بسماكة 0.134 لأنه كان المتوفر في المخزون. نفس رقم الجزء. مادة مختلفة. ارتداد الانحناء يزيد. قوة الطن المطلوبة تقفز. البرنامج المحفوظ لا يزال يعتقد أنه ينحني زبدة.
إذا شغّلته كما هو، فإن زوايا 90 تنفتح إلى 94. تقوم بضبط تصحيح الزاوية. الآن يصبح الضلع الداخلي يلامس القياس الخلفي في الانحناء السادس لأن المادة ذات القوة الأعلى لم تتشكل بنفس الضيق، وفقدت مسافة الخلوص. أنت تطارد أخطاء بدأت بافتراض خاطئ في السطر الأول من الكود.
كتابة تسلسل من الصفر تجبرك على التفكير وفق ترتيب القيود الفيزيائية. أي الانحناءات تمنعك من المتابعة؟ أين ينمو الجزء؟ متى تحتاج إلى قلبه؟ أنت لا ترتب سطور الكود، بل أنت تنسق طاقة مخزنة بحيث لا تقاوم الصفيحة الماكينة.
لقد برمجت أجزاء معقدة حيث كانت أول ثلاثة انحناءات موجودة فقط لتوفير خلوص للانحناء الرابع. البرنامج اقترح الترتيب المعاكس لأنه كان يحسن تغييرات الأدوات، وليس الواقع. لو كنت قد وثقت به، لكنت قد حجزت الجزء في الانحناء الثاني.
تحميل برنامج يجعلك مشغلًا.
إعادة كتابته تحت ضغط الوقت، مع شاحنة تنتظر، يجعلك شخصًا قابلًا للتوظيف.
فخ المبتدئ: إذا افترضت أن البرنامج المحفوظ هو نص مقدس، ستحمي الملف بدلًا من حماية الجزء — والجزء هو الشيء الوحيد الذي يدفع ثمنه.
تصيب أول انحناء. يخرج بانفتاح مقداره 1.5 درجة.
لديك خياران.
التجاوز اليدوي: اضبط تصحيح الزاوية لهذه الضربة فقط واستمر في العمل.
تعديل البرنامج: توقف، قِس سمك المادة، تأكد من عرض القالب، حدّث مكتبة المواد، وعدّل عامل الارتداد في الملف الفعلي بحيث يأخذ كل انحناء لاحق الواقع في الحسبان.
التجاوز اليدوي هو ضمادة. تعديل البرنامج هو جراحة.
الآن، لا تتذاكى—آلات الضغط اليدوي لا تزال موجودة، والأيدي الماهرة على مكبح ميكانيكي يمكن أن تصنع أجزاء جميلة دون شيء سوى الإحساس وقابلية التكرار. هذه مهارة حقيقية. لكن على ماكينة CNC تنتج 200 قطعة، إخفاء التصحيح في تجاوزات مؤقتة هو الطريقة التي يتسلل بها التفاوت. نوبة الليل تشغّل نفس البرنامج غداً، ولا تعرف عن تعديلك السري +1.5، وفجأة تبدأ القطع بالانحراف.
لوحة التحكم هي ذاكرة الماكينة. إذا لم تعلمها ما تعلمته من أول قطعة، فإنها تنسى بمجرد أن تغادر العمل.
وهنا يرتبط الأمر بالمخاطر.
عندما تختار التجاوز بدلاً من تعديل البرنامج، فأنت تقول: “هذه المشكلة تنتمي لهذه اللحظة”. عند تعديل الكود، فأنت تقول: “هذه المشكلة تنتمي للعملية”.”
عقلية واحدة تمنع الفاقد اليوم.
والأخرى تمنعه طوال العام.
لذلك، عندما تخرج القطعة الأولى ولم تكن مثالية، هل تلجأ إلى التصحيح السريع—أم تفتح العقل وتجعله أذكى؟
لأنه بمجرد أن يعمل البرنامج بسلاسة، يصبح السؤال التالي لا يتعلق بالأزرار على الإطلاق.
يتعلق الأمر بمن يملك النتيجة عندما تصل 200 قطعة مكتملة إلى قسم الفحص.
فخ المبتدئين: إذا أخفيت التعديلات في التجاوزات، فأنت لا تدير المخاطر—بل تؤجلها حتى تصبح مشكلة شخص آخر.
| جانب | التجاوز اليدوي | تعديل البرنامج |
|---|---|---|
| الإجراء الأساسي | اضبط تصحيح الزاوية لهذه الضربة فقط واستمر في العمل | توقف، قم بقياس سماكة المادة، تأكد من عرض القالب، حدّث مكتبة المواد، عدّل عامل الارتداد في الملف الفعلي |
| طبيعة الإصلاح | تعديل مؤقت | تصحيح دائم للعملية |
| استعارة | ضمادة | جراحة |
| سياق المهارة | يعتمد على إحساس المشغل وقابلية التكرار؛ ذو قيمة في المكابس اليدوية | يعتمد على التحكم في العملية ودقة النظام في الإنتاج باستخدام CNC |
| التأثير في التشغيل عالي الكثافة (200 قطعة) | التصحيحات المخفية يمكن أن تسبب اختلافات، خاصة بين النوبات | يضمن أن كل انحناء لاحق يأخذ الواقع في الاعتبار |
| الاحتفاظ بالمعرفة | التصحيح غير مخزن؛ الجهاز “ينسى” | يتم تحديث التحكم؛ الجهاز “يتذكر” |
| عقلية المخاطرة | “هذه المشكلة تخص هذه اللحظة.” | “هذه المشكلة تخص العملية.” |
| النتيجة قصيرة المدى | يمنع الهدر اليوم | يمنع تكرار الهدر على المدى الطويل |
| المساءلة | الإصلاح شخصي ومؤقت | الإصلاح منهجي وقابل للنقل |
| مصيدة المبتدئين | إخفاء الإصلاحات في التجاوزات يؤجل المخاطر حتى تصبح مشكلة شخص آخر | تعديل البرنامج يدير المخاطر من المصدر |
يخرج الحامل الأول من المكابح في الساعة 9:17 صباحاً. إنه شكل L بسيط، 10 بوصات في 6 بوصات، بسماكة 0.125، ±0.030 على الحافة. المخطط كان صحيحاً. البرنامج عمل بسلاسة. زاوية القراءة على الشاشة 90.2.
لا يهمني ما تقوله الشاشة.
وضعت القدمة على البعد الخارجي: 9.968. هذا أقصر بـ 0.032. قطعة واحدة أخرى مثل هذه وسنكون خارج السماحية. تشغيل 200 قطعة مثل هذه ولم “تخطئ بمقدار شعرة.” أنت صنعت دفعة معوجة قيمتها $3,200 كخردة وعميل لن يتصل مرة أخرى.
تريد أن تعرف من يتحمل النتيجة عندما يشغل ذلك البرنامج 200 قطعة؟ الشخص الذي يقرر ما إذا كان رقم القطعة الأولى سيسمح بأن يصبح رقم القطعة الثانية.
ذلك الاختناق هو المشغل. ليس المهندس الذي كتب المخطط. ليس المبرمج الذي نشر الملف. الشخص الذي يقف هناك واضعاً المعدن بين يديه والساعة تعمل.
وهنا الجزء الصعب: معظم أوصاف الوظائف تقول “قم بفحص القطعة الأولى وأبلغ المشرف عن المنتج غير المطابق”. يبدو وكأنها مسؤولية مشتركة.
لكن المعدن لا يطيع.
إذا انتظرت شخصاً آخر ليوافق على تلك القطعة الأولى بينما الماكينة متوقفة بمعدل تكلفة $95 دولار في الساعة، فقد حولت الجودة إلى مشكلة جدولة. إذا استمريت في التشغيل أثناء الانتظار، فقد حولت الجدولة إلى مشكلة مقامرة. في كلتا الحالتين، أنا الشخص الذي يسحب الذراع.
مصيدة المبتدئين: التفكير في أن ضمان الجودة هو قسم تسلم له القطع، بدلاً من قرار تتخذه قبل بدء الدورة الثانية.
شاهدت مبتدئاً جديداً يشغل 50 قطعة قبل فحص الزاوية مرة أخرى. الأولى كانت 90.0. الخمسون كانت 92.3. نفس البرنامج. نفس الأدوات.
ما الذي تغير؟
الحرارة.
يسخن الزيت الهيدروليكي. تتغير قابلية تكرار حركة الكباس ببضعة أجزاء من الألف من البوصة. المادة القادمة من الطبالي التالية أكثر سمكًا بمقدار 0.007. يرتفع مقدار الارتداد لأن هذا الملف أُنتج في مطحنة مختلفة. تغييرات صغيرة. لكن نتائجها حقيقية.
على مكبس الثني، يمكن لتغير سماكة المادة بمقدار 0.010 بوصة أن يغيّر زاوية الثني درجة كاملة اعتمادًا على عرض القالب. درجة واحدة كاملة في حافة بطول 6 بوصات تعني تحرك الطرف حوالي 0.105 بوصة. هذا ليس تفصيلًا شكليًا. هذا فشل في التجميع.
لذلك، فإن القياس أثناء العملية ليس عملاً ورقيًا. بل هو تحكم عبر رد الفعل. أنت تثني. تقيس. تصحح البرنامج. تعلم الماكينة ما تفعله المادة فعليًا اليوم، وليس ما يفترض أن تكون عليه حسب قاعدة البيانات.
إذا انتظرت حتى نهاية التشغيل لتقيس، فقد ارتكبت بالفعل كل الأخطاء التي ارتكبتها الماكينة أثناء غيابك. عند الجزء الخمسين، لم ترتكب خطأً — بل صنعت الخطأ عمدًا.
وهنا تصبح المسؤولية حقيقية: بعض الورش تقول إنك لا تستطيع رفض القطعة إلا بموافقة المشرف. لا بأس. لكنك ما زلت أنت أول من يلاحظ الانحراف. أنت من يقرر إن كنت ستتوقف عند الجزء الثالث أم ستستمر في تغذية الوحش.
تشغيل مكبس الثني يشبه تفكيك عبوة ناسفة حية. كل ثني يخزن طاقة. كل تصحيح إما يفرغ تلك الطاقة بأمان أو يحزمها بإحكام أكثر. الفحوصات أثناء العملية هي وسيلتك للحفاظ على استقرار الشحنة.
فخّ المبتدئين: الثقة في أول قطعة جيدة وكأنها وعد وليست طلقة تحذير.
يوجد في ورقة الفحص سطر مكتوب عليه “اعتمدت أول قطعة”. أحيانًا يكون ملصقًا أخضر. وأحيانًا تكون أحرفك الأولى بالحبر الأزرق.
ذلك التوقيع هو الزناد.
لأنه ما إن توقع، حتى تتسارع وتيرة الإنتاج. الرافعة تجهز القطع الخام. المشرف يحدد جدول اللحام ليوم الغد. قسم الشحن يعد بتسليم الجمعة. خربشتك الصغيرة أطلقت $12,000 من ساعات العمل اللاحقة.
تفحص طول الحافة بالفرجار. تقيس الزاوية بواسطة منقلة أو عداد رقمي. تتحقق من موقع الثقب بالنسبة للثني وفقًا للرسم. وتقارنه بالحدود المسموح بها.
كلها خطوات ميكانيكية.
لكن الضغط ليس ميكانيكيًا.
تعرف أن الماكينة مضبوطة الآن. وتعرف أيضًا أن دفعة المواد قد تتغير في منتصف الرصة. وتعلم أن قسم الصيانة ما زال بحاجة لأن تمسح الأدوات وتدهن المزالج قبل الغداء. الوقت يضغط من الجهتين.
إن وقعت مبكرًا جدًا، فإنك تقرّ بتفاوت لم تره بعد. وإن تأخرت كثيرًا، فإنك تخنق الإنتاج.
هنا يتوقف الكفاءة عن كونها مجرد ضغط أزرار، لتصبح حُكمًا تحت الضغط. “الضوء الأخضر” ليس ترخيصًا لتشغيل القطع. بل هو تصريح بأنك مستعد لتحمل المسؤولية إن كانت القطع غير صحيحة.
فخّ المبتدئين: التعامل مع التوقيع كإجراء شكلي بدل أن يكون ضمانًا شخصيًا مدعومًا بتكلفة الخردة.
لنفرض أن الجزء رقم سبعة جاء بطول 0.040 على شفة الرجوع. التحمّل هو ±0.030. أنت خارج النطاق بمقدار 0.010.
من الناحية التقنية، يعتبر خردة.
لكن انظر عن قرب. تلك الشفة تدخل في تجميع ملحوم مع فراغ 0.125. وظيفياً، ستلائم. المخطط صارم لأن المصمم افترض أسوأ حالة في تجميع الأبعاد.
و الآن ماذا؟
إذا قمت بطرحها تلقائياً كخردة، فهذا يعني خسارة $18 في المواد ووقت الليزر في سلة المهملات. إذا كان هذا طلبًا لـ 300 قطعة واستمر الانحراف، فذلك يعني خسارة $5,400. إذا وثّقت الأمر، ووسمته كمخالفة، واتصلت بالهندسة، ربما تنقذ عملية الإنتاج—أو ربما توقفها ليوم في انتظار القرار.
هنا يكون للمشغلين تأثير على الربحية دون أن يروا الميزانية العمومية أبداً.
أنت تقيس الانحراف. توثق البُعد الفعلي. تقيّم الاتجاه—هل الأجزاء تنحرف أكثر، أم تبقى ثابتة؟ تعدل البرنامج إذا كان السبب متعلقاً بالعملية. تصعّد الأمر إذا كان السبب متعلقاً بالتصميم.
أسوأ خطوة هي التظاهر بأنك لم تر ذلك.
لأنه إذا تركت الأجزاء الحدودية تتراكم، ووجدها الفحص في النهاية، فأنت لم “تفت شيئاً.” بل حولت العمل، ووقت الماكينة، والتكاليف العامة إلى خردة مضمونة. عمداً.
التحمّل هنا لا يعني أنك تتجاهل الإجراءات وتتخذ قرارات فردية. يعني أنك تجمع بيانات دقيقة، توقف الإنتاج عندما يصبح الاتجاه سيئاً، وتجبر على اتخاذ قرار قبل أن تضاعف الكمية الضرر.
ولهذا فإن اختناق المقال الأول مهم. إنه البوابة الضيقة حيث يكون التحكم في المخاطر أرخص. بعد ذلك، كل دورة تضخّم القرار الذي اتخذته.
وبمجرد أن تفهم ذلك، فإن السؤال التالي ليس عن القدمة أو الأوراق.
بل عن القوة خلف ذلك المكبس، وعدد الأطنان التي تطلبها، وما يحدث عندما لا تتسبب الطاقة المخزنة في إتلاف القطع فحسب، بل الأدوات، والآلات، والأيدي.
قبل عامين في الصيف، حمّل شاب في النوبة الثانية مادة A36 بسُمك 3/8 بوصة في مكبس انحناء بطول 10 أقدام ومصنف لـ 150 طن. المخطط قال إنه يحتاج 138 طن لطول الانحناء الذي اختاره. قريب، لكنه ضمن الرقم. المخطط كان صحيحاً.
لكن المعدن لا يطيع.
المادة جاءت أقسى من القيمة في الكتب. المتطلب الحقيقي كان ربما 155. نفّذ الدورة. الماكينة لم تنفجر. لكنها أطلقت صوت أنين. انحنى المكبس بما يكفي لزيادة انحناء الوسط وتقليل انحناء الأطراف. القطع أصبحت خردة. الأسوأ أن القَطع أصيب بشق شعري عند الكتف. لم نرَه حتى انكسر بعد ثلاثة أيام وأخذ معه قطعة مقسمة بقيمة $4,800.
لا دراما. مجرد طاقة مخزنة تبحث عن رابط ضعيف.
إليك ما تحتاج أن تفهمه: الضغط هو قوة لكل قدم. مضاعفة السمك لا تضاعف القوة — بل تزيدها بحوالي ثمانية أضعاف. ذلك لأن قوة الانحناء ترتفع تقريباً مع مربع السمك. لذا عندما تشتري إدارة المشتريات مادة معتدلة بسُمك 0.125 بدل 0.134 عالية القوة “لأنها قريبة”، فإن عمل الـ60 طن يصبح بهدوء عمل 85 طن. نفس البرنامج. نفس الإعداد. فيزياء مختلفة.
إذا تجاوزت تصنيف المكبس بنسبة 10% فلن تحصل على تحذير مهذب. ستحصل على انحراف في المكبس، وتمدد في الإطار، وتلف في الأدوات، أو إطلاق مفاجئ للطاقة يحرك الفولاذ أسرع مما يمكن ليدك أن تتفاعل. وزارة العمل تسجل أكثر من 360 حالة بتر سنوياً من مكابس الانحناء في الولايات المتحدة، ونحو نصفها أصابع. هذا ليس بسبب انفجارات درامية. بل من دورات روتينية حيث قُدِّرت القوة بأقل من المطلوب وفُترضت السيطرة.
أنظمة الحماية بالليزر الحديثة تقلل بشكل كبير من هذه الأرقام. قد عملت بها. يمكنك العمل على بعد بوصات من القَطع، ويوقف الشعاع الضربة. في الورش التي تستثمر، تنخفض معدلات الإصابة بشدة. لكن 80% من الأماكن التي ستدخلها تعمل على مكابس هيدروليكية قديمة مع ستائر ضوئية أقدم منك. في تلك الورش، المستشعر الوحيد بين يدك و120 طن هو حكمك الشخصي.
أنت لا “تشغّل” الحمولة. أنت تدير طاقة مخزنة كما لو أنك تفتكك شيئًا لا يغفر أخطاء الحساب.
فخ المبتدئ: الاعتماد على مخطط الحمولة كما لو أنه إنجيل، بدل اعتباره تقديرًا أوليًا يجب تعديله وفق المادة الفعلية والطول الفعلي وحالة الماكينة الحقيقية.
لقد وجدت مرة شظية في قالب V بحجم 1 بوصة، بدت بلا قيمة. ربما عمقها 0.015 عند الحافة. بالكاد يمكن الشعور بها بواسطة ظفر الأصبع.
كنا نقوم بثني فولاذ معتدل من سماكة 11 قياسًا. كان في كل قطعة خط باهت على نصف القطر الخارجي. تجميلي في البداية. ثم بدأت الزوايا تنحرف بمقدار نصف درجة على الشفاه الأطول. لماذا؟ لأن تلك الشظية تركز القوة. بدلاً من ضغط متساوٍ على طول كتف القالب، تحصل على ذروة ضغط في ذلك العيب. يتدفق الفولاذ بشكل مختلف هناك. يتغير الارتداد المرن محليًا. وعلى طول انحناءة بطول 6 أقدام، يتضاعف ذلك التفاوت.
شغّل 300 قطعة بهذه الطريقة وستنتهي بدفعة معوجة بقيمة $2,700 في الخردة وعميل لن يتصل مجددًا.
والأسوأ، أن تلك الشظية الصغيرة هي نقطة بدء تشقق. كل دورة تضربها. تنتشر الشقوق الدقيقة عبر الأداة المقساة. وفي يوم ما، يتكسر حافة القالب تحت الحمل. الآن ترتد القطعة، يتحرك الثاقب، ويداك — اللتان كانتا “تُمسكان فقط من أجل المحاذاة” — أصبحتا في هندسة جديدة لم تكن في حسابك.
الصيانة التنبؤية ليست أوراق عمل. إنها تمرير حجر على القالب، فحص الأكتاف تحت الضوء، وتسجيل التآكل قبل أن يتحول إلى مشكلة هندسية. فولاذ الأدوات مثل السلسلة. يفشل عند أضعف حلقة، وغالبًا ما تكون تلك الحلقة الضعيفة هي العيب الذي ظنه الجميع صغيرًا جدًا ليتسبب بمشكلة.
إذا لم تبلغ عنه لأن “الأداة ما زالت تعمل”، فقد نقلت الخطر ببساطة إلى الوردية التالية.
فخ المبتدئ: التعامل مع تآكل الأدوات كأنه مسألة تجميلية بدلاً من كونه مضاعف قوة يغيّر دقة الثني ومخاطر الفشل معًا.
شاهد لقطات بطيئة لدورة مكبس الثني، وسترى شيئًا لا يلاحظه المتدربون. الكبسولة تنزل بثبات. محكومة. يمكن التنبؤ بها.
لكن الصفيحة ليست كذلك.
عندما يدفع الثاقب المادة إلى شكل الـ V، تتراكم طاقة مرنة في اللوح. وعندما ينعكس حركة الكبس، تتحرر تلك الطاقة. يمكن أن تقفز الشفاه الطويلة عدة بوصات في لمح البصر. وعلى الفولاذ المقاوم للصدأ الرقيق ذو الارتداد العالي، يكون الأمر أسوأ. لقد رأيت شفة بطول 48 بوصة ترتفع فجأة وتضرب أحدهم تحت ذقنه لأنه انحنى ليرى “الخط”.”
معظم الإصابات لا تحدث أثناء النزول الدرامي. بل أثناء التدخلات الصغيرة: الوصول عبر حاجز الضوء لضبط أصابع المؤخرة، دفع اللوح ليستوي بينما الدواسة ما زالت تعمل، أو إزالة قصاصة صغيرة دون إيقاف الدورة. التراخي، لا الكارثة.
تحافظ إدارة السلامة والصحة المهنية (OSHA) على إدراج الحماية غير الكافية في قائمة انتهاكاتها العليا لسبب وجيه. ضغط الإنتاج يدفع الناس لتعطيل وسائل الأمان. لصق شريط على حاجز الضوء. تجاوز نظام التحكم ذو اليدين. “فقط هذه القطعة”. الماكينة تكمل الدورة في أجزاء من الثانية. جهازك العصبي لا يفعل.
في المكابح القديمة التي لا تحتوي على نظام حماية بصري نشط (AOPD)، أي جهاز ضوئي ممسوح، تكون المسافة الآمنة ميكانيكية فقط. حافظ على يديك خارج منطقة القالب. استخدم أدوات إمساك أو مغناطيس للقطع الصغيرة. قف إلى جانب الشفاه الطويلة حتى إذا ارتدت، لا تصيبك.
الكبسولة واضحة. الطاقة المخزنة في الصفيحة هي المفاجأة.
فخ المبتدئ: التحديق في الثاقب كما لو أنه الجزء الوحيد المتحرك بينما تتجاهل الصفائح التي تُحمَّل كزنبرك.
تصوّر هذا. قسم الصيانة يستبدل خرطومًا هيدروليكيًا. يُقال لك “انتظر دقيقة”. المشرف يُستدعى لمكان آخر. ترى العمل جاهزًا، الأدوات في مكانها، الدواسة على الأرض. لم تبدأ الإصلاح. لم تفك أي وصلات.
تتدخل وتدور الكباس للتحقق من المحاذاة.
إذا كانت يد شخص ما داخل الإطار وتحركت الآلة، فإن إدارة السلامة والصحة المهنية (OSHA) لا تهتم بمن بدأ المهمة. الشخص الذي شغّل الآلة دون تطبيق إجراءات القفل/الوسم المناسبة هو من يتحمل المخالفة.
القفل/الوسم يعني عزل مصادر الطاقة — كهربائية، هيدروليكية، هوائية — ووضع قفل مادي يمنع الآلة من التحرك. ليس وعدًا شفهيًا، ولا مذكرة لاصقة. قفل يحمل اسمك. لأن الأنظمة الهيدروليكية تختزن الضغط. حتى عند إيقاف التشغيل، قد يتسبب صمام في تسرب الضغط وتحريك الكباس إذا لم يتم تثبيته بشكل صحيح.
وتذكر الاستعارة الانفجارية؟ مكبس الثني في وضع السكون لا يزال يخزن طاقة في السائل المضغوط والكتلة المرتفعة. إذا لم تقم بتفريغها وتأمينها، فأنت تفترض أنها ستتصرف كما تريد.
عندما تثبت قفلك، فإنك لا تكون صعب المراس. أنت توثّق السيطرة على طاقة قادرة على إزالة أصابع في وقت أقصر مما يتطلبه قول “انتظر لحظة”.”
هنا يكذب وصف الوظيفة عليك. “تشغيل الآلة.” لا. أنت تدير القوة، والتآكل، والطاقة المختزنة، والمسؤولية القانونية. أنت الحاجز الأخير بين 120 طنًا وجسم بشري.
وإذا كنت تستطيع شرح ذلك بوضوح — دون خوف، ولكن بالأرقام، والآليات، والندوب — فكم ستكون قيمتك في مقابلتك القادمة؟
فخ المبتدئين: الاعتقاد بأن السلامة مسؤولية الشركة وحدها، بدلاً من الفهم بأنه في اللحظة التي تشغّل فيها الآلة، تصبح المسؤولية مطبوعة ببصماتك.
هل تريد مالاً أكثر؟
إذن توقف عن تسميتك نفسك ضاغط أزرار.
إذا كانت سيرتك الذاتية تقول “شغّلت مكبس ثني CNC لثني الأجزاء وفق المخططات”، فقد أخبرت مدير التوظيف أنك قابل للاستبدال بأي شخص آخر يستطيع إيجاد زر التشغيل الأخضر. تبدو تلك الجملة وكأنك كنت تراقب آلة.
لكن المعدن لا يطيع.
ما فعلته فعلاً هو أنك حسبت الحمولة حتى لا يفرط كباس بقوة 120 طنًا في تحميل أداة $4,800. لقد اخترت قوالب V للتحكم في الارتداد بحيث لا يتحول تفاوت سماكة قدره 0.010 إلى انحراف زاوية درجة واحدة عبر 200 جزء. فحصت الأدوات لتتجنب أن تتحول شريحة قدرها 0.015 إلى خردة بقيمة $2,700 واجتماع إنتاج محرج.
هذا ليس “تشغيلًا”. هذا تحكم في طاقة مختزنة ومنع لأخطاء تكلف خمس خانات.
إذن، ترجم ذلك.
هل ترى التحول؟ نسخة تقول إنك نفذت الأوامر. والأخرى تقول إنك أدرت المخاطر.
مديرو التوظيف لا يدفعون أكثر مقابل الحركة. إنهم يدفعون مقابل الحكم السليم.
فخ المبتدئين: كتابة سيرتك الذاتية مثل وصف الوظيفة بدلًا من كتابتها كتقرير بعد حادث يثبت أنك أوقفت الأشياء السيئة من الحدوث.
إليك الحقيقة التي لا يضعها أحد في الكتيب.
الشهادة تقول إنك اجتزت اختبارًا منظمًا حول دقة الإعداد، منطق البرمجة، والتحكم في العملية. هذا مهم. فهو يخبر صاحب العمل أنك تفهم المصطلحات والرياضيات.
لا يثبت أنك شاهدت الفولاذ المقاوم للصدأ من قياس 14 يتشقق على طول الحبوب في الثانية صباحًا وضبطت الأمور في الحال.
معظم المهارات الحقيقية في هذه المهنة تأتي من أشهر — عادة سنوات — من الوقوف بجانب شخص ارتكب بالفعل الأخطاء المكلفة. تتعلم كيف يشعر المعدن عندما يكون على وشك الانزلاق. تتعلم الصوت الذي يصدره القالب عندما يكون الحمل عليه زائد قليلًا. تتعلم أن “المخطط كان صحيحًا” لا يعني أن ترتيب الانحناءات صحيح.
فأيّهما له وزن أكبر؟
للدخول من الباب، يمكن للشهادات أن تساعد. فهي دليل قابل للنقل أنك لا تعتمد على التخمين.
للحصول على الثقة لتنفيذ أعمال ذات حمولة عالية وإعدادات معقدة، الخبرة العملية هي الحاكمة — لأنها المكان الذي يتكوّن فيه حدس المخاطر.
الخطوة الذكية ليست اختيار أحدهما. بل هي عرض كلاهما بشكل صحيح.
إذا كانت لديك شهادات، فلا تسردها كجوائز. اربطها بالتحكم في المخاطر: “المستوى الثاني من NIMS — مُطبق لتقليل أخطاء الإعداد ورفض القطعة الأولى”. إذا كان لديك وقت طويل في الورشة بدون أوراق، أظهر حكمًا قابلًا للقياس: “قاد عمليات تدقيق الأدوات التي ألغت انحراف الزاوية المتكرر في تشغيلات 3/16 A36”.”
الورق يثبت التعرض. الخبرة تثبت النجاة.
فخ المبتدئين: افتراض أن الشهادة تعوض عن آثار الندوب — أو أن آثار الندوب تجعلك أفضل من التعلم المنظم.
هنا حيث ينكشف معظم “المشغلين”.
مدير يدفع برسم عبر المكتب. لا توجد آلة تعمل خلفك. لا يوجد مقياس خلفي تختبئ وراءه.
“اشرح لي كيف ستقوم بثني هذا.”
إذا كان كل ما تقوله هو، “سأحمل البرنامج وأعمل عليه”، فقد انتهيت.
هم يريدون سماع منطق التسلسل. أي الحواف أولًا لتجنب الاصطدام؟ أين أطول ساق غير مدعومة قد تصفع؟ هل تحتاج إلى فتحة V أكبر للتحكم في الحمولة؟ كيف سيتأثر التشقق باتجاه الحبوب؟ أين سيتراكم خطأ النابض العائد؟
بعبارة أخرى، هل يمكنك التفكير بالقوة والفشل، لا بالأزرار؟
عندما تستطيع شرح تسلسل الثني كما لو أنك تنزع فتيل شيء يخزن طاقة — خطوة بخطوة، مع توقع الأماكن التي قد يحدث فيها الخطأ — عندها تتوقف عن أن تبدو كعامل وتبدأ بأن تبدو كعنصر تحكم.
عندها تتغير محادثة الأجر.
لأنك لم تعد الشخص الذي يشغّل الأجزاء. بل أصبحت الشخص الذي يمنعها من أن تتحول إلى خردة.
فخ المبتدئين: وصف ما تفعله الآلة بدلاً من ما تقرره أنت.
ربما أنت في مستوى مبتدئ. ربما تقوم بتحميل الصفائح والضغط على زر بدء الدورة.
حسنًا. إذًا عملك الآن هو أن تسرق الوعي.
راقب إعدادات التشغيل. اسأل لماذا تم اختيار هذه القالب. اسأل كيف تم حساب الضغط (الطنّية). عندما تنحرف الزوايا، لا تكتفِ بالتعديل — اسأل أي متغير تغيّر: السماكة، اتجاه الألياف، تآكل الأدوات، إزاحة البرنامج؟
دوّن ذلك. أنشئ سجل فشل ذهني خاص بك.
إذا كنت خبيرًا بالفعل لكنك تشعر بأنك عالق، فانظر إلى ما تتجنبه. الأجزاء متعددة الثنيات المعقّدة؟ البرمجة من الصفر؟ التحدث مع المهندسين حول تراكم السماحات؟ ذلك الشعور بعدم الارتياح هو سقف أجرك الذي يظهر أمامك.
اجتز ذلك عمدًا. تولَّ الإعدادات الصعبة. تطوع لفحص أول قطعة إنتاج. اجلس مع قسم الصيانة أثناء قفل المعدات لتفهم الحدود الهيدروليكية والميكانيكية. يمكن للشهادات أن تساعد هنا — ليس كأوسمة، بل كطرق منظّمة لملء النقاط العمياء.
التنقل المهني في هذه الحرفة لا يأتي من مدة الخدمة. بل يأتي من مقدار المخاطر التي يمكنك التحكم فيها بشكل مستقل دون إشراف.
وهذا هو الجزء غير الواضح.
لن تتقاضى أجرًا أعلى لأنك تثني مادة أصعب. بل لأنك تقلل من درجة عدم اليقين.
ابدأ برؤية كل وردية تدريبًا على التحكم في الطاقة، وتوقّع الفشل، ومنع التكاليف. ثم تحدث عن عملك بهذه المصطلحات.
افعل ذلك لفترة كافية، ولن تتقدم بعد الآن لوظيفة “مشغّل مكبس الثني”.”
بل ستتقدم كمحترف تثق به الورش في التعامل مع 120 طنًا من القوة المخزنة — ومع سمعتها.
فخ المبتدئين: انتظار تغيير المسمى الوظيفي قبل أن تبدأ بالتصرف كصانع قرار.


















