

昨春、きれいなパーカーに身を包み、「精密プレスブレーキ証明書」を手にした若者が、10フィートのステンレス板をセットし、ペダルを軽く踏み、$4,800のセグメントパンチを金型のショルダーにまっすぐ打ち込んだ。.
図面は正しかった。数値も正しかった。それでも材料は割れた。なぜなら彼は繊維方向を確認していなかったからだ。.
求人票には載らない瞬間が、それだ。.
求人を10件読んでみてほしい。「図面どおりに金属を曲げる」「CNCプレスブレーキを操作」「学歴不問」といった文言が並んでいるだろう。もしかしたら OSHA 安全訓練。あるいは「現場での学習」。“
簡単そうに聞こえる。部品を載せて、サイクルを押して、繰り返すだけ。.
だが金属は従順ではない。スプリングバックする。加工硬化する。圧延方向を覚えている。図面は目標にすぎず、ブレーキは物理と金型の60トンの交渉だ。オペレーターはその間に立ち、数千ドルと10本の指を賭けている。.
その求人は、まるでボタンを押すだけのレジ係のように思わせる。実際には、あなたは鋼材がスクラップ——あるいは破片——になる前の最後のリスクフィルターなのだ。.
新人の落とし穴:「学位不要」が「判断力不要」を意味すると思ったら、それは道具を壊して物理を学ぶことに自ら志願しているようなものだ。.
私はこれまでに何十人もの応募者に面接した。「図面読めます、CNCも使えます」と誇らしげに言う人たちだ。“
そこで私は、シンプルな課題を机の上に滑らせる。90度曲げ。軟鋼。3/16インチ。そして一つだけ質問する。
“「どのようにしてダイの開口幅を選びますか?」”
部屋が静まり返る。.
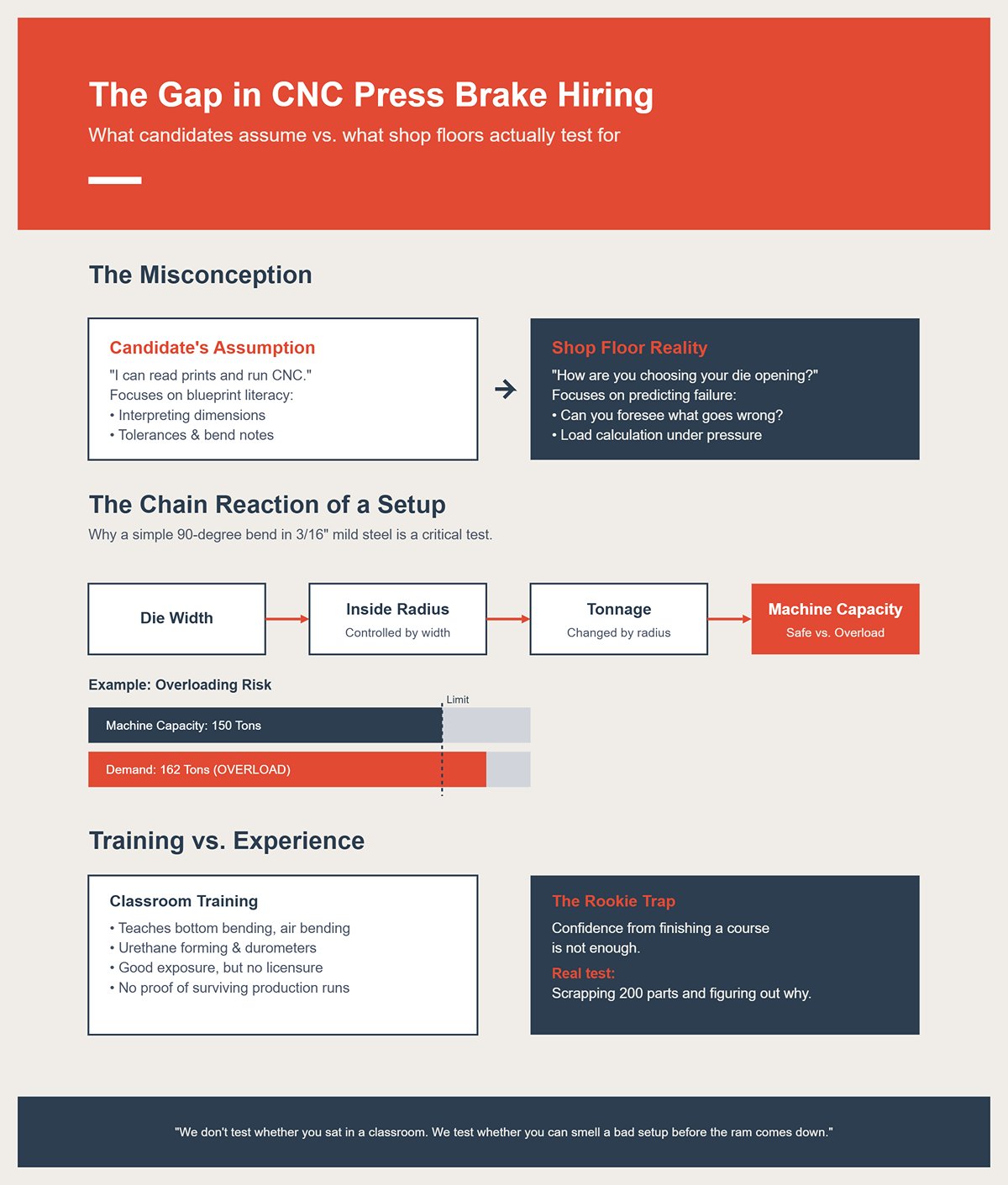
応募者はテストが図面理解力、すなわち寸法、許容差、曲げ指示を読み取る力だと思い込んでいる。だが現場が実際に試しているのは、もっと厄介なこと——「起こる前に何がうまくいかないかを予測できるか」だ。
ダイ幅は内半径を制御する。内半径が変われば、必要トン数も変わる。トン数は、あなたが機械の許容範囲内にいるのか、それとも150トンプレスに162トンの負荷をかけようとしているのかを決める。それはボタン操作ではない。圧力下での負荷計算だ。.
訓練プログラムでは、ボトム曲げ、エア曲げ、さらには異なるデュロメータを使ったウレタン成形などの高度な技術を教える——それは剛性の違い、つまり車のタイヤとホッケーパックを比べるようなものだ。良い経験にはなる。ただし、それらの証明書にも「専門資格ではない」と書かれている。更新も不要。実際の生産ラインで生き残った証拠にもならない。.
現場では、教室に座っていたかどうかは見ない。ラムが下がる前に「まずいセットアップ」の匂いを嗅ぎ分けられるかどうかを試す。.
新人の落とし穴:コースを修了した自信でなく、200個の部品をスクラップにして「なぜ」を突き止めた経験からくる自信でなければ、本当に重要な質問にはまだ備わっていない。.
これは、5分以内に仕事を失う方法です。.
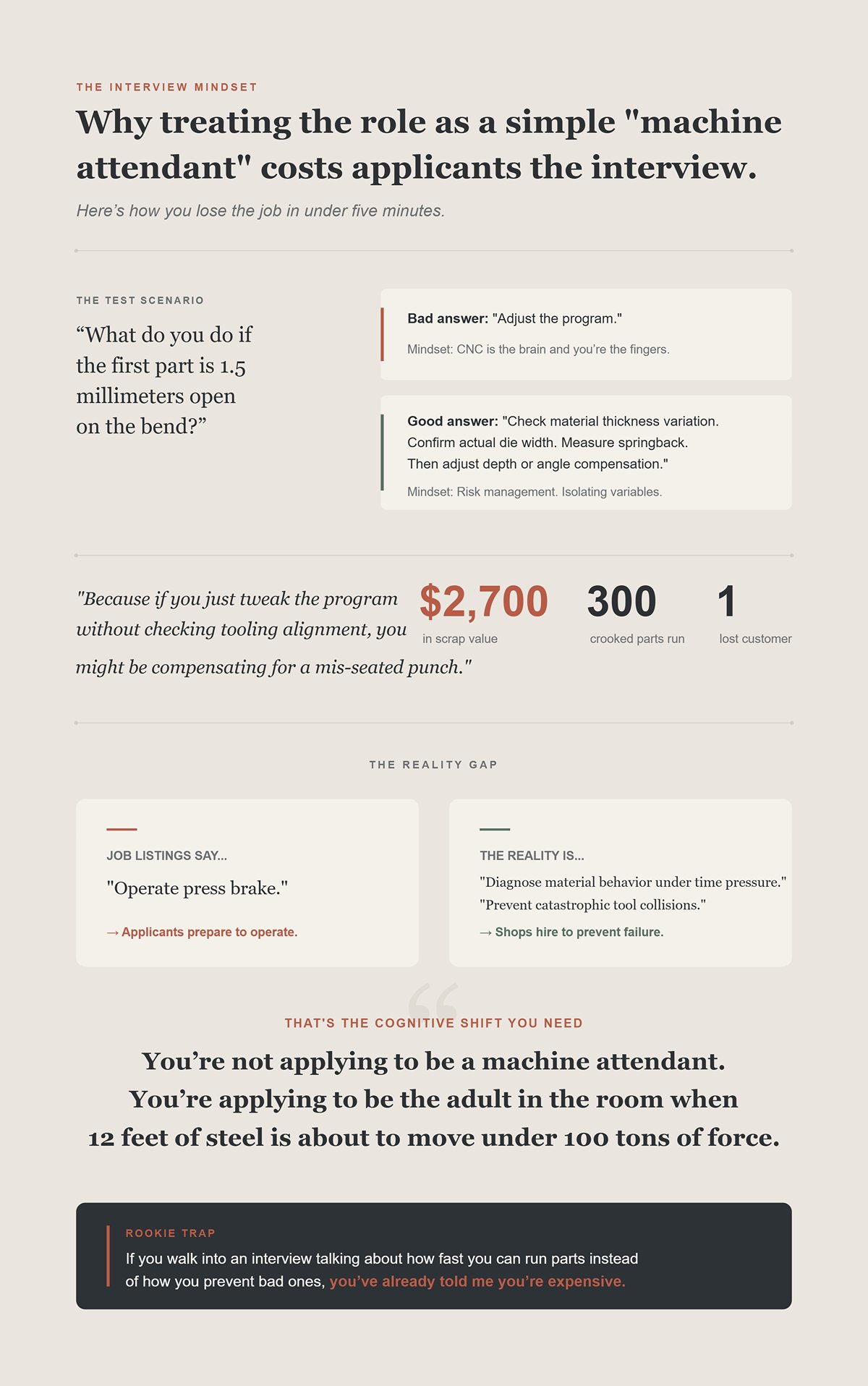
私はこう尋ねます。「曲げの最初の部分が1.5ミリ開いていたらどうしますか?」“
悪い答え:「プログラムを調整する。」“
それは、あなたがCNCを脳だと思い、自分を指だと思っていることを示しています。.
良い答えはこんな感じです:「材料の厚みの変動を確認する。実際のダイの幅を確認する。スプリングバックを測定する。それから深さまたは角度補正を調整する。」“
それがリスク管理です。画面に触れる前に変数を切り分けているのです。.
なぜなら、工具の位置ズレを確認せずにプログラムを微調整したら、誤ってセットされたパンチを補正しているかもしれません。そんな状態で300個を生産すれば、歪んだバッチができてスクラップ$2,700分、そして二度と連絡してこない顧客を抱えることになります。.
求人票には「時間的制約のある状況で材料の挙動を独自に診断できること」なんて書いてありません。「致命的な工具衝突を防ぐ責任がある」なんて書いてありません。「プレスブレーキを操作する」と書いてあるだけです。“
だから応募者は操作する準備をします。.
工場は失敗を防ぐために採用します。.
必要なのはこの認知の転換です。あなたは機械の監視員として応募しているのではありません。12フィートの鋼が100トンの力で動こうとしているとき、現場で責任を持つ大人になろうとしているのです。.
新人の落とし穴:どれだけ速く部品を加工できるかではなく、どのようにして不良を防ぐのかを話さずに面接に臨むと、すでに私にとって高コストであると示していることになります。.
採用される前に災害を防げることを証明したいですか?
良いですね。では、サイクルの回し方の話をやめて、ラムが動き始める前に何を確認するかについて話してください。.
昨年、私は新しい採用者が1/4インチのA36、8フィート長をロードするのを見ました。彼は「いつも1/4インチにはこのダイを使う」と言って1インチのVダイを選びました。トン数表を確認しなかった。曲げ長さを確認しなかった。短い12インチのテスト区間で120トンの負荷をかけたので、負荷が急上昇し下部ビームに永久的な歪みを残しました。機械は2日間停止。サービス費用:$3,200。生産損失:約$6,000。.
曲げはラムが降りた時に失敗したのではなく、ダイを選び「十分近い」と自分に言い聞かせたときに失敗したのです。.
それが面接のときに私が耳を傾けていることです。図面が読めるかどうかではなく、セットアップこそがリスクのある場所だと理解しているかどうかです。.
新人の落とし穴:工具を交換可能なレゴブロックのように扱うと、修理請求書でトン数制限について学ぶことになります。.

私は一度、ステンレス製のブラケットを作業台の上で滑らせたことがある。90度の曲げ、内側の半径はきつく、目(粒の方向)は曲げ線に平行に走っていた。.
図面は間違っていなかった。寸法は正確で、公差も妥当だった。.
しかし、金属は従順ではない。.
板材は製鉄所で圧延される。その圧延は、タフィーを一方向に引き延ばすように目(粒)を伸ばす。目に対して直角に曲げれば、繊維は均等に圧縮・伸展する。目に沿って曲げると、木材を線に沿って折ろうとするようなものだ。その時、小さな「ピキッ」という音がして、それが亀裂になる。.
私は14ゲージの304ステンレスが、材料タグの矢印を無視したために真っ二つに割れるのを見たことがある。昼までに40個の部品が廃棄。ブランク1枚あたり約$18。つまりステンレスで$720、さらに半日の作業時間。すべて、オペレーターが平面図面だけで全てがわかると思い込んだせいだ。.
設計図は2Dのインクに過ぎない。目の方向は3Dの現実だ。もしその二つが矛盾したら、「そのままやる」なんてありえない。技術部に連絡する。曲げ半径を調整する。形状が許せばブランクの向きを変える。それがプレッシャー下での判断だ。.
候補者に「目の方向が間違っていたらどうしますか?」と聞くとき、私は語彙をテストしているのではない。図面は意図を示すが、材料の挙動が結果を決めるという理解があるかを見ている。.
だから教えてほしい — 紙と鋼が意見を違える時、どちらが勝つ?
初心者の罠:答えが「図面」なら、高価なステンレスを ego のために廃棄することを自ら申し出ているということだ。.
3/16インチの軟鋼を取ろう。適切なダイでエア曲げする。プログラムには、特定の深さで90度と表示される。.
最初の部品を引き抜いたら、計測値は92度だった。.
その2度がスプリングバック — 弾性戻りだ。鋼は負荷の下で伸び、圧力を解放したあとに元へ戻る。飛び込み台を曲げて手を離すようなものだ。押した位置にはとどまらない。.
ここで初心者が正体を見せる。.
悪いオペレーター:「角度が開いてるな。じゃあ制御に2度足そう。」“
そうかもしれない。でも何が変わった?材料は本当に0.1875インチ厚なのか、それともこのロットは0.195インチだったのか?厚い材料は必要な加圧力を増やし、中立軸 — 曲げの内部で伸びも圧縮もない想像上の線 — を移動させる。その軸が動けば、スプリングバックも変わる。.
高強度鋼は軟鋼よりも反発する。アルミもまた異なる反応をする。同じ画面上の90度でも、工具上の現実は三種類。.
私は1枚目の補正が1.5度だった仕事を経験したことがある。次のシートは製造ロットが違って、3度必要だった。理由を理解しないと、嵐の中のラジオを調整するように、角度を追いかけて一日中微調整し続けることになる。.
工場が必要としているのは「プログラムを調整できる人」ではない。調整が正しい修正なのか、工具や材料の変数を覆い隠しているだけなのかを判断できる人だ。.
計算が90で鋼が92と言っているとき、画面に触れる前にあなたは他に何を測定しているのか?
初心者の落とし穴:角度を修正する唯一の手段がCNCキーパッドであるなら、それはプロセスを制御しているのではなく、単に反応しているだけだ。.
左側は完璧に曲がっているのに右側が1ミリ開いている曲げを見たことがあるか?
最初に思いつくのはバックゲージのせいか、プログラムのせいかだ。.
時にはどちらでもないこともある。.
見た目には問題なさそうなのに、片方の肩に0.010インチの摩耗があったパンチを抜き取ったことがある。これは名刺より薄い。10フィートの曲げでは、その微細な摩耗部分が力の分布を変える。一方はより深く食い込み、もう一方は浮いてしまう。プログラムで補正することはできるが、そうすると機械的な誤差をデジタルの補正に組み込んでしまう。.
その状態で300個を加工すると、価値が$2,700の曲がったバッチが廃棄になり、二度と連絡してこない顧客ができあがる。.
短いテスト曲げについては言い出すと止まらない。オペレーターは角度を確認するために、幅2インチのスクラップを10フィートの金型の中央に置いてしまう。全てのトン数が小さな部分に集中する。それが金型を凹ませ、パンチの先端を潰す原因になる。私が見た最も多いラムの損傷は、緩やかな摩耗ではなく、試し曲げの短いセクションで過大荷重をかけたことによるものだった。たった一度の不注意なテストが、1か月分の慎重な生産より高くつくこともある。.
位置合わせ、負荷分布、摩耗パターン――地味な作業だ。金型の肩を掃除したり、工具のバリを石で取ったりすることを誇る人はほとんどいない。しかしそこにこそ安定性がある。.
セットアップは生きた爆弾の解除に似ている。蓄えられたエネルギーを、幾何形状と鋼で制御するのだ。あらゆる手抜き――金型の位置ずれ、摩耗したパンチ、過負荷の試し打ち――は、間違ったワイヤーを切って何も火花が散らないことを願うようなものだ。.
そして、90%の曲げ誤差が最初の良品ができる前にここで始まるとしたら、Cycle Startを押すところから仕事が始まると思っているオペレーターについて何を言えるだろうか?
初心者の落とし穴:部品だけを検査して工具を検査しないのは、煙を測って火を探さないようなものだ。.
想像してみてほしい。月曜の朝。新しい仕事、8つの曲げ、10ゲージA36、順番を間違えると囲い込まれるようなきついリターンフランジ。画面にはきれいな3Dシミュレーションが表示される。自動で選択された工具。自動で生成された曲げ順序。.
今すぐCycle Startを押すことができる。.
それとも、なぜ制御が物理的に塞がれる外側リターンより先に内側フランジを成形しようとしているのかを尋ねることもできる。.
それが、ペダルを押すだけと機械の頭脳をプログラムすることの違いだ。.
CNCでの規律ある事前曲げプロセスは足元から始まるのではない。まるで借金を返すようにプログラムを問い詰めるところから始まる。ファイルに記載された素材厚と実際の素材厚を確認する。金型幅がトン数チャートと一致していることを確認する。バックゲージの指が曲げ4で成形済みの脚に衝突しないようチェックする。各ステップをシミュレーションし、ソフトウェアが丁寧に無視する不可能な形状を探す。.
なぜなら、制御はモデルが完璧だと仮定しているからだ。.
しかし、金属は従順ではない。.
そしてソフトウェアはさらに完璧から程遠い。.
初心者の罠:CNCを自動販売機のように扱い—図面を入れて部品を受け取る—たった一つの自動シーケンスの不具合で丸々一台分の材料を廃棄することになる。.
ある若者が私にこう言ったことがある。「CNCは知ってます。プログラムをロードしてゼロをセットできます」“
それは、イグニッションを見つけたから飛行機を操縦できると言うようなものだ。.
現代のプレスブレーキでは、「基本」とは金属を曲げる前に三つの座標系を理解していることを意味する。機械ゼロ(ラムがホームだと認識する位置)、プログラムゼロ(部品の原点がファイル内にある位置)、バックゲージ位置(シートが実際に置かれている位置)だ。この三つが一致しないと、最初の曲げが位置から0.125インチずれる可能性がある。±0.030の許容差しかないブラケットではそれは「近い」ではなく、廃棄だ。.
さらに、曲げ減量を理解することも意味する—材料の伸びを計算してフラットパターンの寸法を正しくするための数学だ。曲げ減量とは、仕上がり寸法に合わせるためにフラット長から差し引く量に過ぎない。これを無視すると、すべてのフランジで誤差が積み上がる。8回曲げる箱で、一回の曲げごとに0.020インチずれても一見大したことない。しかし内部の7つの特徴にそれを掛けると、蓋がはまらなくなる。今、あなたは物理的に組み立てられない$1,900のレーザー切断部品のパレットと向き合うことになる。.
そして「基本」には荷重認識も含まれる。制御は力を計算してくれる。しかし、Vダイを1.000インチから0.500インチに交換してプログラムを更新するのを忘れると、必要荷重はほぼ倍になる。そうして、ラムが警告する前に機械容量を超えてしまい、何かがきしむ音を聞くことになる。.
研修プログラムは数週間、時には数ヶ月に及び、それはあくまで自分を傷つけないためのものだ。熟練には年単位がかかる。新しい材料、新しい形状ごとにルールが少しずつ変わるからだ。.
だから求人票に「基本的なCNC知識が必要」と書かれている時、それが意味するのはこうだ:私の$180,000の機械をクラッシュさせるな。.
初心者の罠:CNCスキルの定義が「ファイルをロードできる」止まりなら、あなたはオペレーターではなく、ログインできるだけの危険要因だ。.
保存されたプログラムをロードするのは安全に感じる。誰かがすでに戦ってくれた。工具はリスト済み。シーケンスもそこにある。角度も調整済みだ。.
しかし材料が変わると話は変わる。.
例えば、元のジョブは0.125の軟鋼で行われたとする。今日、購買部が在庫の都合で0.134の高強度材に差し替えた。同じ部品番号だが、まったく別物だ。スプリングバックは増加し、必要荷重も跳ね上がる。保存されたプログラムは依然としてバターを曲げるつもりでいる。.
そのまま実行すると、90度が94度に開く。角度補正を調整する。しかし高強度材では曲げ六で内側フランジがバックゲージに当たり、クリアランスが消える。これらの誤差はコードの一行目の誤った仮定から始まっている。.
ゼロからシーケンスを書くことは、物理的制約の順序を考えざるを得なくする。どの曲げが後の作業を阻むのか?部品がどこで成長するのか?いつ反転が必要なのか?単にコード行を並べるのではなく、シートが機械と戦わないように蓄えられたエネルギーを振り付けるのだ。.
私は複雑な部品をプログラムしたことがあるが、最初の三つの曲げは四つ目の曲げのためのクリアランスを作るためだけに存在した。ソフトウェアは工具交換を最適化するために逆の順序を提案したが、現実は違った。もしそれを信じていたら、曲げ二で部品を箱に閉じ込めていただろう。.
プログラムをロードすることで、あなたはオペレーターになる。.
トラックが待っている期限内にプログラムを書き直すことで、あなたは雇われる人材になる。.
初心者の罠:保存されたプログラムを聖典のように扱うと、ファイルを守ることに集中してしまう—しかし支払いを生む唯一のものは部品だ。.
最初の曲げ加工を行うと、1.5度開き気味に出てきた。.
選択肢は二つある。.
マニュアルオーバーライド:この一回だけ角度補正を加えて作業を続ける。.
プログラム編集:作業を止め、材料の厚さを測定し、ダイ幅を確認し、材料ライブラリを更新し、実際のファイル内でスプリングバック係数を調整して、以降のすべての曲げ加工が現実を反映するようにする。.
マニュアルオーバーライドは応急処置。プログラム編集は外科手術である。.
勘違いするな—マニュアルプレスはまだ存在し、機械式ブレーキを巧みに扱えば、感覚と繰り返しだけで美しい部品を作ることができる。それは本物の技能だ。しかし、200個の部品を加工するCNCマシンで一時的なオーバーライドに修正を隠すと、ばらつきが忍び寄る。夜勤が翌日同じプログラムを読み込み、あなたの秘密の+1.5を知らずに部品がずれ始める。.
コントローラーは機械の記憶だ。最初の試作品で学んだことを教えなければ、退勤した瞬間に忘れてしまう。.
そしてここでリスクに話が戻る。.
オーバーライドを選ぶということは、「この問題はこの瞬間だけのものだ」と言っているのと同じだ。コードを編集するということは、「この問題はプロセス全体に属する」と言っているのだ。“
片方の考え方は今日の廃棄を防ぐ。.
もう片方は一年中の廃棄を防ぐ。.
だから、最初の試作品が完璧でなかったとき、あなたは即席の修正を選ぶのか、それとも頭脳を開いて賢くするのか?
プログラムが完全に走り始めたら、次の質問はボタンとは無関係になる。.
それは、200個の完成品が検査にかけられたとき、誰がその結果を所有するのかということだ。.
初心者の落とし穴:オーバーライドに修正を隠すと、リスクを管理しているのではなく、それを先延ばしにして他人の問題にしているだけだ。.
| 側面 | マニュアルオーバーライド | プログラム編集 |
|---|---|---|
| 核心的行動 | この一回だけ角度補正を加えて作業を続ける | 停止して材料の厚みを測定し、金型幅を確認し、材料ライブラリを更新し、実際のファイルでスプリングバック係数を調整する |
| 修正の性質 | 一時的な調整 | 恒久的な工程修正 |
| 比喩 | 包帯 | 外科手術 |
| スキルのコンテキスト | オペレーターの感覚と再現性に依存する;手動プレスで価値がある | CNC生産において工程管理とシステム精度に依存する |
| 大量生産時の影響(200部品) | 隠れた修正は変動を引き起こす可能性があり、特にシフト間で | 以降の全ての曲げ加工が現実を考慮することを保証する |
| 知識の保持 | 修正は保存されず、機械は「忘れる」“ | 制御が更新され、機械は「覚える」“ |
| リスク思考 | “「この問題はこの瞬間に属する」” | “「この問題は工程に属する」” |
| 短期的な結果 | 今日のスクラップを防止する | 長期的に繰り返すスクラップを防止する |
| 責任 | 修正は個人的かつ一時的なもの | 修正は体系的で転用可能なもの |
| 新人の落とし穴 | 修正をオーバーライドに隠すと、リスクが他人の問題になるまで先延ばしにすることになる | プログラムを編集することで、リスクを発生源で管理する |
最初のブラケットは午前9時17分にブレーキから外れる。それは単純なL字形で、10インチ×6インチ、厚さ0.125、フランジの許容差は±0.030。図面は正しかった。プログラムは問題なく動いた。画面上の角度は90.2と表示されている。.
画面表示など気にしない。.
外寸をノギスで測ると9.968。つまり0.032短い。これをもう一つ作れば許容差を外れる。200個作れば「かすかに外れた」ではなく、$3,200分のスクラップと二度と連絡してこない顧客を生み出したことになる。.
そのプログラムが200個を作ったとき、結果の責任を持つのは誰か知りたいか?部品番号1を部品番号2にしてもよいと判断する人物だ。.
そのボトルネックはオペレーターだ。図面を書いたエンジニアでも、ファイルをポストしたプログラマーでもない。金属を手に持ち時計が動く中で立っている人間だ。.
そして厳しい事実はこうだ:多くの職務記述書には「初回製品検査を行い、不適合製品を上司に報告する」と書かれている。つまり責任を共有しているように聞こえる。.
しかし、金属は従順ではない。.
もし他人がその初回製品を承認するのを待つ間、機械が$95ドル/時の負担率で止まっているなら、品質をただのスケジューリング問題に変えてしまったことになる。待ちながら稼働を続ければ、スケジューリングをギャンブル問題に変えてしまったことになる。どちらにせよレバーを引くのは私だ。.
新人の落とし穴:QAを、部品を渡す部署だと考えてしまい、二回目のサイクルが始まる前に決定すべきものだと理解できないこと。.
新入りが角度を再確認する前に50個も部品を作るのを見たことがある。最初は90.0だった。50個目は92.3。同じプログラム。同じ工具。.
何が変わったのか?
熱。.
油圧オイルが温まる。ラムの再現性が数千分の数インチずれる。次のパレットからの材料は0.007インチ厚い。別の製鉄所から来たコイルのため、スプリングバックが増える。わずかな変化が本当の結果を生む。.
プレスブレーキでは、材料の厚さが0.010インチ変わると、ダイの幅によって角度が1度変化することがある。6インチのフランジが1度ずれると先端は約0.105インチ動く。これは外観の問題ではない。これは組立の失敗だ。.
だから、工程内測定は書類作業ではない。これはフィードバック制御だ。曲げる。測定する。プログラムを修正する。機械に今日の材料が実際どう動いているかを教えるのだ、データベースがどうあるべきだと言っているかではなく。.
工程終了まで測定を待っていたら、見ていない間に機械が犯したすべてのミスを既に受け入れてしまっている。50個目の部品まで作ってしまえば、それは誤りではなく、意図的に製造したものになる。.
ここから本当の責任が始まる:一部の工場では、監督者の許可なしにスクラップできないと言う。いいだろう。しかしズレを最初に目にするのはあなただ。部品3個目で止めるか、獣に餌を与え続けるかを決めるのもあなただ。.
プレスブレーキの操作は、生きた爆発物を解除するようなものだ。すべての曲げにエネルギーが蓄積される。すべての修正は、そのエネルギーを安全に解放するか、より密に詰め込むかのどちらかだ。工程内チェックが、爆薬を安定に保つ方法だ。.
初心者の落とし穴:最初の良品を約束ではなく警告の一発として捉えるべきなのに、信じてしまうこと。.
検査表には「初品承認」と書かれた行があることがある。時には緑色のステッカー。時には青インクでのあなたのイニシャル。.
その印は引き金だ。.
それに署名すると、生産が加速する。フォークリフトが生のブランクを準備。監督者が明日の溶接を予定。出荷が金曜日納品を約束。あなたの小さなサインが、下流作業12,000分を動かした。.
キャリパーでフランジの長さを測る。プロトラクターやデジタルゲージで角度を測る。穴から曲げまでの位置を図面と照合する。許容差と比較する。.
すべて機械的な作業だ。.
しかしプレッシャーは機械的ではない。.
機械は今のところ調整されていると分かっている。また、材料バッチがスタック途中で変わる可能性も知っている。昼食前に工具を拭き、グリースを塗る必要があることも知っている。時間は両側から圧迫してくる。.
早すぎる署名は、まだ見ていない変動を承認してしまう。遅すぎる署名は、生産を滞らせる。.
ここで能力はボタン操作ではなく、負荷下での判断力になる。「グリーンライト」は部品を作る許可ではない。それは、もし間違っていた場合に何が起きても責任を負う意思表示だ。.
初心者の落とし穴:署名を形式的なものとして扱い、スクラップ費用を伴う個人的保証としないこと。.
パート7のリターンフランジの長さが0.040だったとしましょう。許容差は±0.030です。つまり0.010のアウトです。.
技術的には不良品です。.
しかし、よく見てみましょう。そのフランジは0.125のクリアランスを持つ溶接構造物にはまり込みます。機能的には問題なく収まるでしょう。図面の寸法が厳しいのは、設計者が最悪の積み重ね公差を想定したからです。.
さて、どうしますか?
自動的にスクラップにしてしまうなら、材料とレーザー加工のコストで$18を捨てることになります。これが300個の注文で、ズレが続くなら、$5,400が失われます。もし記録して、逸脱としてタグ付けし、エンジニアリングに連絡すれば、生産を救えるかもしれませんが、処理待ちで1日止まるかもしれません。.
これが、オペレーターが損益計算書を見ずに利益に影響を与える場面です。.
あなたは逸脱を測定します。実際の寸法を記録します。傾向を評価します——部品がさらにずれているのか、それとも安定しているのか。プロセス関係ならプログラムを調整します。設計関係なら問題をエスカレーションします。.
最悪の選択は「見なかったことにする」ことです。.
なぜなら、限界品を積み上げて検査で発覚した場合、それは「見逃した」のではありません。労働、機械時間、オーバーヘッドを確実なスクラップに変えたのです。意図的に。.
ここでの「オーナーシップを持つ」とは、手順を無視して勝手な判断をすることではありません。正確なデータを集め、傾向が悪化したら生産を止め、ボリュームがダメージを増やす前に決断を迫ることを意味します。.
だからこそ、初品検査のボトルネックが重要なのです。これは、リスクを最も安く制御できる狭いゲートです。その後は、1サイクルごとに決定した内容が増幅していきます。.
そしてそれを理解したとき、次の問いはキャリパーや書類の話ではなくなります。.
ラムの背後にある力、要求しているトン数、そして蓄積されたエネルギーが部品だけでなく、工具・機械、さらには人の手までも壊すときに何が起こるのか、という話になります。.
2年前の夏、セカンドシフトの若手が3/8インチのA36を、150トン定格の10フィートブレーキにセットしました。チャートでは選んだ曲げ長さに必要なトン数は138トンと表示。ぎりぎりですが、範囲内。図面も正しかったのです。.
しかし、金属は従順ではない。.
しかし材料が仕様値より硬かった。実際の必要トン数はおそらく155。彼はサイクルを開始。機械は爆発しませんでしたが、うなり声を上げ、ラムがわずかにたわみ、中央が過曲げ、両端は過少曲げ。部品はスクラップ。さらに悪いことに、ポンチのショルダーに微細な亀裂が生じ、それに気づかず3日後に破断。結果として$4,800のセグメントポンチが破損しました。.
ドラマではなく、単に蓄積されたエネルギーが弱点を探したのです。.
理解すべきなのはこれです:トン数とは1フィートあたりの力です。板厚を2倍にしても、必要な力は2倍ではなく、約8倍に跳ね上がります。これは、曲げ力が板厚の二乗に概ね比例するためです。したがって購買が「ほぼ同じだから」と0.125の軟鋼を0.134の高張力鋼に置き換えると、60トンの仕事が静かに85トンの仕事へと変わります。同じプログラム。同じセットアップ。異なる物理。.
ブレーキの定格を10%超えると、丁寧な警告などありません。ラムのたわみ、フレームの伸び、工具損傷、または鋼が人の反応より早く動くほどのエネルギー放出が発生します。米国労働省の記録では、プレスブレーキによる年間360件超の切断事故のうち、ほぼ半数は指の切断です。それは派手な爆発ではなく、力を過小評価し、制御できると誤信した routineなサイクルで起こっています。.
現代のレーザー安全ガードシステムは、こうした事故を大幅に減らしています。私も操作したことがあります。ポンチの数インチ先でも作業でき、ビームがストロークを止めてくれます。投資している工場ではけがの発生率が劇的に下がります。しかし、あなたが入る工場の約80%は、あなたより古い光線カーテン付きの古い油圧ブレーキを使っています。そうした現場では、あなたの手と120トンの間にある唯一のセンサーは、あなた自身の判断です。.
「トン数を“操作”するわけではない。君は蓄えられたエネルギーを管理するんだ。それは、算術の誤りを許さない何かを解体しているようなものだ。」.
新人の落とし穴:実際の材料、実際の長さ、実際の機械の状態に合わせて調整しなければならない「出発点」としてではなく、トン数チャートを“聖書”のように信じてしまうこと。.
かつて、1インチのVダイに欠けを見つけたことがある。一見何でもないように見えるが、縁から深さ0.015インチほど。爪でなぞってもほとんど感じない程度だった。.
11ゲージの軟鋼を曲げていた。すべての部品の外側半径にうっすらとした線が入った。最初は見た目の問題だった。だが、長いフランジでは角度が0.5度ほどずれるようになった。なぜか?その欠けが力を集中させるからだ。ダイの肩全体に均等にかかるはずの圧力が、その欠陥箇所でスパイク状に高まる。そこでは鋼の流れが変化し、スプリングバックも局所的に変わる。6フィートの曲げでは、そのばらつきが積み重なっていく。.
その状態で300個を加工すると、価値が$2,700の曲がったバッチが廃棄になり、二度と連絡してこない顧客ができあがる。.
さらに悪いのは、その小さな欠けが亀裂の起点になることだ。サイクルを重ねるたびにそこが叩かれ、微細な亀裂が焼入れ鋼の工具全体に広がる。ある日、荷重がかかった瞬間にダイのエッジが破損する。すると部品が跳ね、パンチがずれ、「位置合わせをしているだけ」だったはずのあなたの手が、想定外の位置関係に取り込まれてしまう。.
予知保全とは書類仕事ではない。ダイに砥石を当て、光の下で肩を点検し、形状を損なう前に摩耗を記録することだ。工具鋼は鎖のようなもの。最も弱い輪で切れる。そしてその輪は、たいてい「大したことはない」と見過ごされた欠陥だ。.
「まだ使えるから」と報告しないのは、リスクを次のシフトに押しつけたのと同じだ。.
新人の落とし穴:工具の摩耗を外観上の問題としか見ず、曲げ精度と破損リスクの両方を変化させる「力の乗数効果」として扱わないこと。.
プレスブレーキのサイクルをスローモーション映像で見ると、見習いが見落とすことが分かる。ラムはゆっくりと、制御された、予測可能な動きで降りてくる。.
だが、板材はそうではない。.
パンチが材料をV形状に押し込むにつれ、板に弾性エネルギーが蓄積される。ラムが反転すると、そのエネルギーが解放される。長いフランジだと、瞬きする間に数インチ跳ね上がることもある。高いスプリングバックを持つ薄いステンレスではさらにひどい。48インチのフランジが跳ね上がって、ラインを覗き込んでいた作業員の顎を打ったのを見たことがある。“
ほとんどの事故は、劇的な下降ストローク中では起きない。微調整中に起きるのだ。バックゲージの指を軽く動かすために光線カーテンを越える、ペダルが有効のままブランクを少しずらす、サイクルを止めずに小さな端材を取り除く——そうした「ちょっとした介入」で起きる。油断が原因であり、災厄ではない。.
OSHA(米国労働安全衛生局)が「不十分なガード」を主要違反項目に挙げ続けるのには理由がある。生産プレッシャーが人に安全装置を無効化させるのだ。光線カーテンにテープを貼る、両手操作をバイパスする。「この部品だけだから」。機械はミリ秒単位で作動する。あなたの神経はそれほど速くない。.
レーザーAOPD(アクティブ光電子保護装置=光スキャン安全システム)を備えていない古いブレーキでは、安全距離は機械的に確保するしかない。手はダイスペースの外に置く。小さな部品には押さえ工具やマグネットを使う。長いフランジを曲げるときは側面に立ち、跳ね上がっても自分に当たらないようにする。.
ラムは目立つが、板に蓄えられたエネルギーこそが意外な脅威だ。.
新人の落とし穴:動いているのはパンチだけだと思い込み、バネのように力を蓄える板材を無視すること。.
次の状況を想像してほしい。メンテナンスが油圧ホースを交換中。「ちょっと待って」と言われる。監督が呼び出されてその場を離れる。現場を見ると、作業準備が整い、工具が設置され、ペダルが床に置かれている。あなたは修理を始めたわけではない。継手を緩めたわけでもない。.
あなたは踏み込んで、アライメントを確認するためにラムを循環させる。.
フレーム内に誰かの手があり、機械が動いた場合、誰が作業を始めたかはOSHAには関係ない。適切なロックアウト/タグアウトなしで機械を稼働させた人が違反の責任を負う。.
ロックアウト/タグアウトとは、電気、油圧、空圧などのエネルギー源を隔離し、機械が動けないよう物理的なロックを適用することを意味する。口頭での約束ではない。付箋ではない。あなたの名前が記されたロックである。なぜなら油圧システムは圧力を蓄えるからだ。電源を切っていても、バルブが圧を抜いてラムを移動させる可能性があり、適切にブロックされていない場合は危険が残る。.
そして爆発に例えた比喩を覚えているか?静止しているプレスブレーキでも、圧縮された流体や持ち上げられた質量にエネルギーが蓄えられている。それを抜いてブロックしなければ、あなたはそれが勝手に振る舞わないと仮定していることになる。.
ロックを取り付けるとき、あなたは面倒をかけているわけではない。あなたは指を奪う可能性のあるエネルギーを制御しているという証拠を記録しているのだ。それは「ちょっと待って」と言うよりも短い時間で起こる。“
ここが職務記述があなたに嘘をつくところだ。「機械を操作する」。違う。あなたは力、摩耗、蓄積エネルギー、法的責任を管理している。あなたは120トンと人間の身体の間にある最後の障壁だ。.
そしてそれを恐怖ではなく、数値、メカニズム、そして傷跡で明確に説明できるなら、それは次の面接であなたの価値をどう高めるだろうか?
新人の落とし穴:安全は会社の責任だけだと信じてしまい、機械に通電した瞬間に責任があなたの指紋を帯びることを理解しないこと。.
もっとお金が欲しい?
では、自分を単なるボタン押しと呼ぶのはやめよう。.
履歴書に「図面通りに部品を曲げるためにCNCプレスブレーキを操作」と書けば、採用担当者にあなたは緑のサイクルスタートボタンを見つけられる次の人間に取って代わられる存在だと告げていることになる。その一文は、あなたが機械を見守っていただけに見える。.
しかし、金属は従順ではない。.
実際にあなたが行ったのは、120トンのラムが$4,800のパンチを過負荷にしないようにトン数を計算したことだ。Vダイを選択してスプリングバックを制御し、厚さの0.010の変動が200部品全体で1度の角度ずれにならないようにした。ツーリングを検査し、0.015の欠けが$2,700もの廃棄と真っ赤な顔の生産会議に発展するのを防いだ。.
それは「操作」ではない。それは蓄積エネルギーを制御し、数万ドルの損失を防ぐことだ。.
だから翻訳しよう。.
変化がわかるか?一方は命令に従ったと述べ、もう一方はリスクを管理したと述べている。.
採用担当者は動作に多く払うのではない。判断力に払うのだ。.
新人の落とし穴:履歴書を「職務内容の説明書」のように書くのではなく、「悪い事態を防いだことを証明する事後報告書」のように書くべきであるということ。.
誰もパンフレットには書かない真実がある。.
認定資格は、セットアップ精度、プログラム論理、プロセス管理に関する構造化された試験に合格したことを示すものだ。それは重要な意味を持つ。雇用者に対して、あなたが専門用語と計算を理解していることを示せる。.
ただし、午前2時に14ゲージのステンレスが木目に沿ってひび割れるのを見て、その場で調整したことがあるとは証明しない。.
この業界の本物のスキルは、数か月—通常は数年—にわたり、高い代償を払って失敗から学んだ人物の隣で立って得られるものだ。材料が滑りそうな感覚を学ぶ。金型がわずかに過負荷のときの音を学ぶ。「図面は正しかった」が曲げ順序の正しさを保証しないことを学ぶ。.
それで、どちらがより重視されるのか?
最初の足掛かりとしては、認定資格が役立つ。それは「自分の勘でやっているわけではない」という持ち運び可能な証明になる。.
高トン数作業や複雑なセットアップを任せてもらうためには、現場経験が物を言う。なぜなら、そこでリスクに対する本能が形成されるからだ。.
賢い選択はどちらか一方を選ぶことではない。両方を正しく位置づけることだ。.
認定資格があるなら、トロフィーのように列挙するのではなく、リスク管理に結びつけよう。「NIMSレベルII — セットアップエラーと初品不良を減らすために応用」。現場経験は豊富だが資格がない場合は、判断力を数値で示す。「3/16 A36作業での角度ずれをなくすための工具監査を主導」。“
資格は「知っていること」を証明する。経験は「生き残ったこと」を証明する。.
新人の落とし穴:資格証が傷跡の代わりになると思い込むこと、または傷跡があるから体系的な学習など必要ないと考えること。.
ここで多くの「オペレーター」が正体をさらすことになる。.
マネージャーが図面をデスクの上に滑らせる。背後で機械がうなってはいない。バックゲージに隠れることもできない。.
“「この曲げをどうやって行うか説明してみて。」”
もしあなたが「プログラムを読み込んで動かします」としか答えられないなら、そこで終わりだ。.
求められているのはシーケンスの論理だ。衝突を避けるにはどのフランジを先に曲げる?最も長い支えのない脚がどこで振れる?トン数を制御するためにはより大きなV開口が必要か?木目方向は割れにどう影響する?スプリングバックはどこで公差を積み上げる?
つまり、ボタンではなく、力と破損を考えられるかどうか。
エネルギーを蓄えるものを解除するように、曲げの順序をステップごとに、どこで間違う可能性があるかを予測しながら説明できるようになったとき——あなたの言葉は「作業」ではなく「制御」の響きを持つようになる。.
そのとき、報酬の話し合いが変わる。.
なぜなら、あなたはもう部品を動かすだけの人ではない。部品がスクラップになるのを防ぐ人になるからだ。.
新人の落とし穴:機械が何をするかではなく、自分が何を判断しているのかを説明すべきところで、機械の動作を語ってしまうこと。.
もしかすると、あなたはまだエントリーレベルかもしれない。ブランク材を載せて「Cycle Start」を押すだけかもしれない。.
それでいい。今のあなたの仕事は「意識」を盗むことだ。.
段取りを見学しよう。その金型が選ばれた理由を尋ねよう。圧力(トン数)がどう計算されたのかを尋ねよう。角度がずれたとき、ただ調整するのではなく、どの変数が動いたのかを考えよう——板厚、圧延方向、金型の摩耗、プログラムのオフセットか?
それを書き留め、自分だけの「思考上の失敗ログ」を作ろう。.
もしすでに経験があるのに停滞しているなら、自分が避けているものを見つめ直そう。複雑な多段曲げ部品?ゼロからのプログラミング?エンジニアと公差の累積について話すこと?その「居心地の悪さ」こそが、あなたの賃金上限を示している。.
それを意識的に橋渡ししよう。扱いにくい段取りに挑戦し、初回検査に自ら志願しよう。ロックアウト中に保全部門と一緒に立ち会い、油圧と機械の限界を理解しよう。資格取得もここで役立つ——肩書きではなく、盲点を埋めるための体系的な手段として。.
この職種でキャリアの流動性を生むのは、在籍期間ではない。監督なしで、どれだけのリスクを自分で制御できるかだ。.
そこが、見落とされがちな本質だ。.
硬い材料を曲げるほど高給になるわけではない。不確実性を減らすほど高給になるのだ。.
すべてのシフトを「エネルギーの制御」「失敗の予測」「コストの防止」の練習とみなそう。そして自分の仕事をその言葉で語ろう。.
それを十分に続ければ、あなたはもう「プレスブレーキオペレーター」として応募することはなくなる。“
あなたは「120トンの蓄えられた力——そして工場の信用——を託される人物」として面接を受けるようになる。.
新人の落とし穴:意思決定者のように振る舞い始める前に、肩書きの変更を待ってしまうこと。.


















