

La primavera scorsa un ragazzo con una felpa pulita e un fresco “Certificato Precision Press Brake” ha allineato un foglio di acciaio inossidabile da 10 piedi, ha toccato il pedale e ha spinto un punzone segmentato $4,800 dritto contro la spalla della matrice.
Il disegno era corretto. I suoi numeri erano corretti. Il materiale si è comunque incrinato perché non ha mai controllato la direzione delle fibre.
Quello è il momento che gli annunci di lavoro non ti mostrano.
Vai a leggere dieci annunci. Vedrai frasi come “piegare il metallo secondo il disegno”, “operare pressa piegatrice CNC”, “nessuna istruzione formale richiesta”. Forse formazione sulla sicurezza OSHA. Forse “apprendimento sul posto di lavoro”.”
Sembra semplice. Caricare il pezzo. Avviare il ciclo. Ripetere.
Ma il metallo non è obbediente. Ritorna elastico. Si incrudisce. Ricorda da che parte è stato laminato. Un disegno è un obiettivo; la pressa piegatrice è una negoziazione da 60 tonnellate tra fisica e utensili. L’operatore sta in mezzo, da solo, con migliaia di dollari e dieci dita in gioco.
L’annuncio fa sembrare che tu sia un cassiere che preme pulsanti. In realtà, sei l’ultimo filtro di rischio prima che l’acciaio diventi scarto — o schegge.
Trappola da principiante: se pensi che “nessuna laurea richiesta” significhi “nessun giudizio indipendente richiesto”, ti offri volontario per imparare la fisica rompendo gli utensili.
Ho intervistato dozzine di candidati che mi dicono con orgoglio: “So leggere i disegni e usare la CNC.”
Così faccio scorrere un pezzo semplice sul tavolo. Piega a 90 gradi. Acciaio dolce. 3/16 di pollice. Poi faccio una sola domanda:
“Come scegli la misura di apertura della matrice?”
La stanza diventa silenziosa.
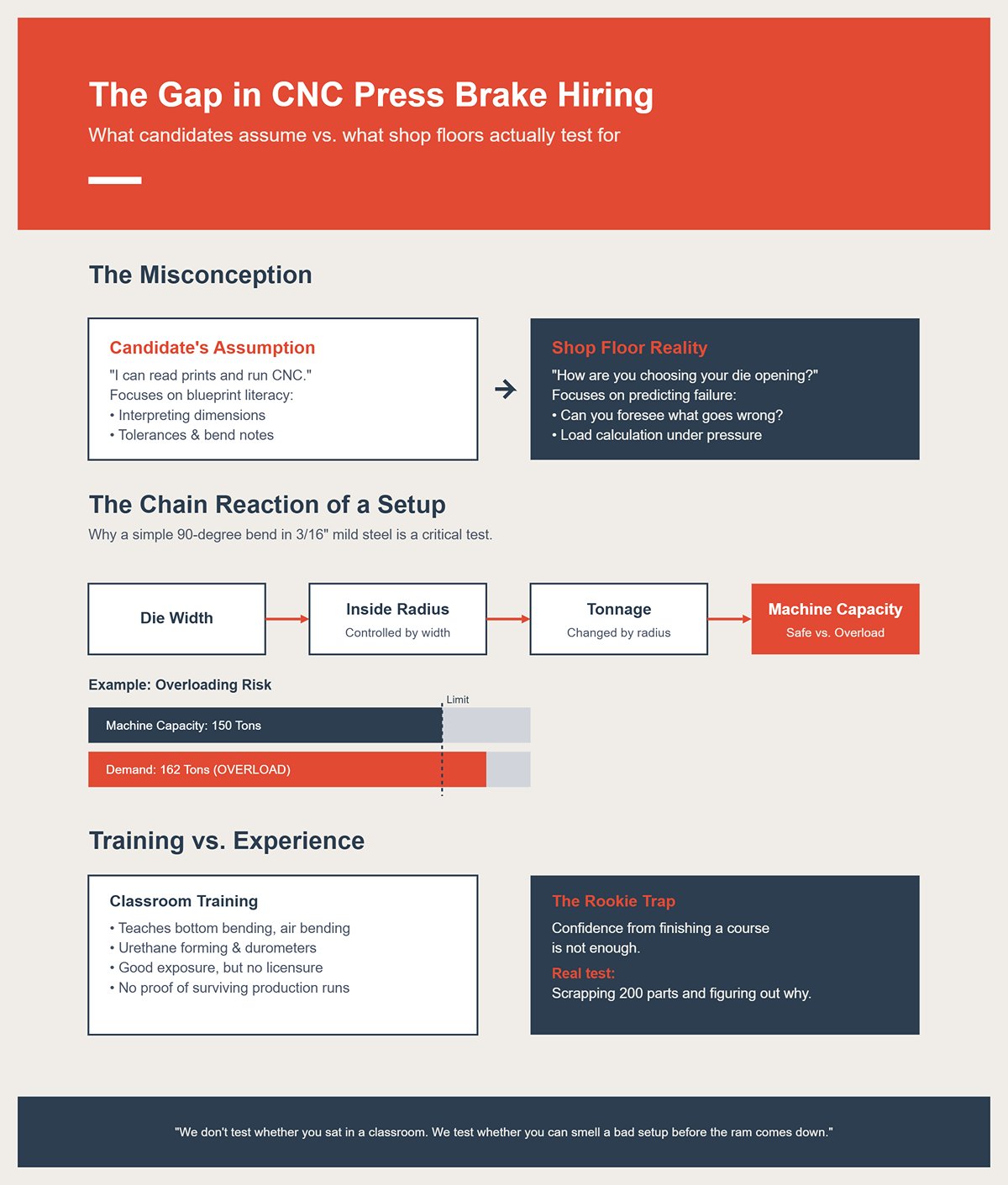
Vedi, i candidati presumono che il test riguardi la lettura del disegno — saper interpretare dimensioni, tolleranze, note di piega. In realtà, i reparti testano qualcosa di più sgradevole: saper prevedere cosa andrà storto prima che accada.
La larghezza della matrice controlla il raggio interno. Il raggio interno cambia il tonnellaggio. Il tonnellaggio determina se sei entro la capacità della macchina o stai per sovraccaricare una pressa piegatrice da 150 tonnellate con una richiesta da 162 tonnellate. Non è premere un pulsante. È calcolare il carico sotto pressione.
I programmi di formazione insegnano piegatura a fondo, piegatura in aria, magari anche tecniche sofisticate come la formatura in poliuretano con diversi durometri — è solo durezza, come confrontare uno pneumatico da auto con un disco da hockey. Buona esperienza. Ma anche quei certificati dichiarano di non essere licenze professionali. Nessun rinnovo. Nessuna prova che tu abbia resistito a vere produzioni.
Sul pavimento di produzione, non testiamo se sei stato in una classe. Testiamo se riesci a fiutare un setup sbagliato prima che il martello scenda.
Trappola da principiante: se la tua fiducia deriva dal completare un corso invece che dallo scartare 200 pezzi e capire il perché, non sei pronto per le domande che contano.
Ecco come perdere il lavoro in meno di cinque minuti.
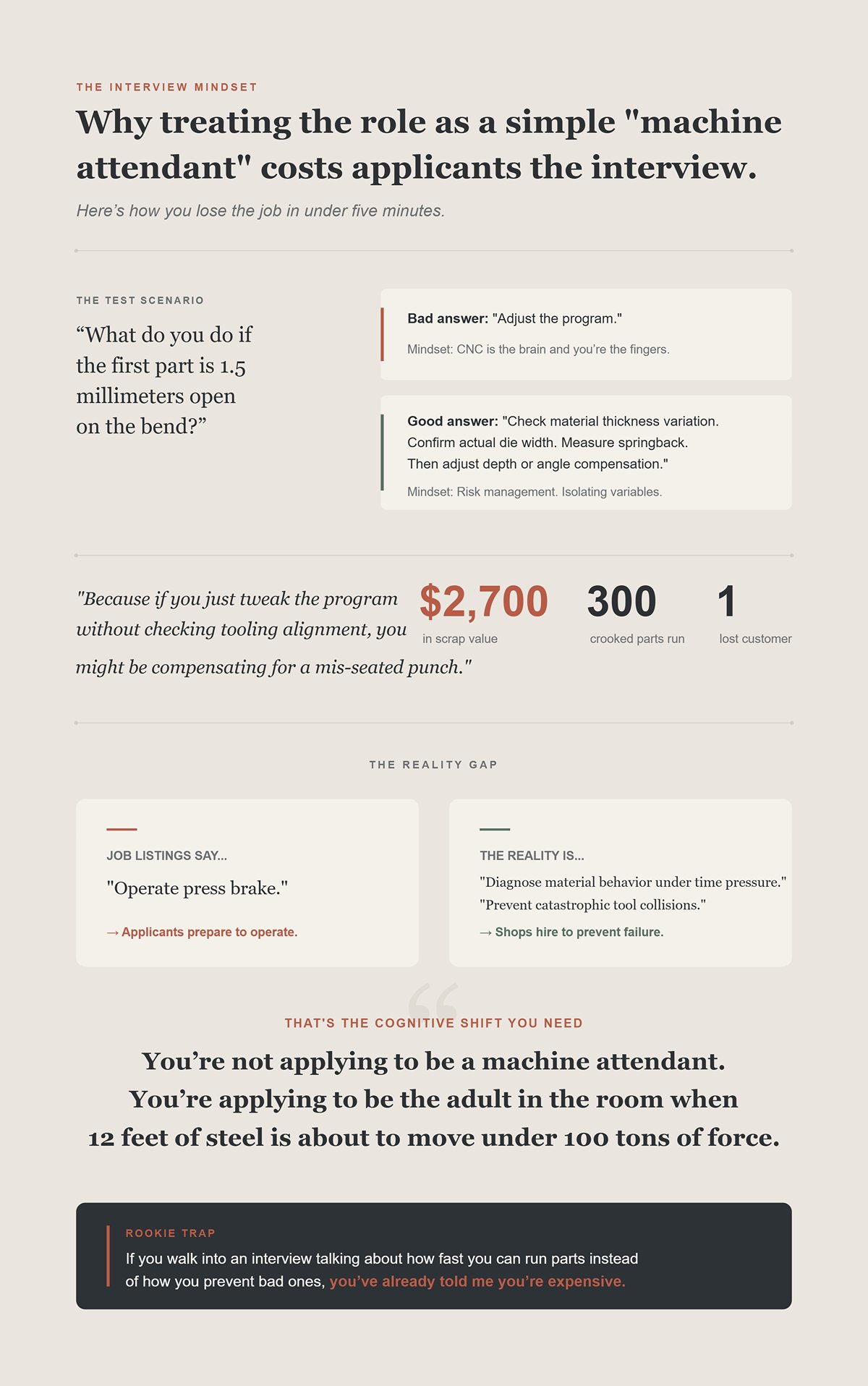
Chiedo: “Cosa fai se la prima parte è aperta di 1,5 millimetri sulla piegatura?”
Risposta sbagliata: “Regolare il programma.”
Questo mi dice che pensi che la CNC sia il cervello e tu le dita.
Una buona risposta suona più come: “Controllare le variazioni di spessore del materiale. Confermare la larghezza effettiva della matrice. Misurare il ritorno elastico. Poi regolare la profondità o la compensazione dell’angolo.”
Questo è gestione del rischio. Stai isolando le variabili prima di toccare lo schermo.
Perché se modifichi il programma senza controllare l’allineamento degli utensili, potresti compensare una punzonatura non correttamente posizionata. Esegui 300 pezzi così e ti ritrovi con un lotto storto del valore di $2.700 di scarti e un cliente che non richiamerà.
Gli annunci di lavoro non dicono: “Deve diagnosticare in modo indipendente il comportamento del materiale sotto pressione.” Non dicono: “Responsabile della prevenzione di collisioni catastrofiche degli utensili.” Dicono: “Operare la piegatrice.”
Quindi i candidati si preparano a operare.
Le officine assumono per prevenire fallimenti.
Questo è il cambiamento cognitivo necessario: non stai facendo domanda per essere un assistente macchina. Stai facendo domanda per essere l’adulto nella stanza quando 12 piedi di acciaio stanno per muoversi sotto 100 tonnellate di forza.
Trappola per principianti: se ti presenti a un colloquio parlando di quanto velocemente riesci a produrre pezzi invece di come eviti quelli difettosi, mi hai già detto che sei costoso.
Vuoi dimostrare che puoi prevenire disastri prima ancora di essere assunto?
Bene. Allora smetti di parlare di come esegui i cicli e comincia a parlare di cosa controlli prima che il martinetto si muova.
L’anno scorso ho visto un nuovo assunto caricare A36 da 1/4 di pollice, lunga 8 piedi. Ha preso una matrice a V da 1 pollice perché “è quella che usiamo sempre per il quarto di pollice.” Non ha controllato la tabella delle tonnellate. Non ha controllato la lunghezza della piega. A 120 tonnellate su una breve sezione di prova da 12 pollici, ha aumentato il carico così tanto che ha lasciato un sorriso permanente sulla trave inferiore. La macchina è rimasta ferma due giorni. Chiamata di assistenza: $3.200. Produzione persa: circa $6.000.
La piega non è fallita quando il martinetto è sceso—è fallita quando ha scelto la matrice e si è detto che andava abbastanza bene.
È questo che ascolto in un colloquio. Non se sai leggere un disegno. Ma se capisci che l’impostazione è dove vive il rischio.
Trappola per principianti: se tratti gli utensili come mattoncini Lego intercambiabili invece che come decisioni portanti, imparerai i limiti di tonnellaggio da una fattura di riparazione.

Ho fatto scorrere una staffa in acciaio inox sul banco una volta. Piegatura a 90 gradi, raggio interno stretto, venatura parallela alla linea di piega.
Il disegno era corretto. Le dimensioni erano pulite. Le tolleranze erano giuste.
Ma il metallo non è obbediente.
Il lamierino viene laminato in fabbrica. Quella laminazione allunga la venatura come tirare il caramello in un’unica direzione. Piegando contro la venatura, le fibre si comprimono e si allungano uniformemente. Piegando con la venatura, stai cercando di piegare il legno lungo le linee invece che attraverso di esse. È allora che si sente il piccolo “tic” che diventa una crepa.
Ho visto acciaio inox 304 calibro 14 spaccarsi completamente perché qualcuno ha ignorato la freccia sull’etichetta del materiale. Quaranta pezzi scartati prima di pranzo. Circa $18 per pezzo grezzo. Sono $720 in acciaio inox più mezza giornata di lavoro. Tutto perché l’operatore pensava che il disegno in piano raccontasse tutta la storia.
Una tavola è inchiostro 2D. La direzione della venatura è realtà 3D. Se si contraddicono, non “lo fai comunque”. Chiami l’ingegneria. Regoli il raggio di piega. Ruoti il pezzo grezzo se la geometria lo consente. Questo è giudizio sotto pressione.
Quando chiedo a un candidato: “Cosa fai se la venatura va nella direzione sbagliata?” non sto testando il vocabolario. Sto verificando se capisce che i disegni descrivono l’intento, ma il comportamento del materiale decide il risultato.
Quindi dimmi — quando la carta e l’acciaio non sono d’accordo, chi vince?
Trappola da principiante: Se la tua risposta è “il disegno”, ti stai offrendo di scartare costoso acciaio inox per proteggere il tuo ego.
Prendi acciaio dolce da 3/16 di pollice. Piegalo ad aria con una matrice adatta. Il tuo programma dice 90 gradi a una certa profondità.
Tiri fuori il primo pezzo e misura 92.
Questi due gradi sono lo springback — recupero elastico. L’acciaio si è allungato sotto carico, poi si è rilassato quando la pressione è stata rilasciata. Pensa a piegare un trampolino e lasciarlo andare. Non rimane dove lo hai spinto.
Ecco dove si riconoscono i principianti.
Operatore scarso: “L’angolo è aperto. Aggiungerò semplicemente due gradi nel controllo.”
Forse. Ma cosa è cambiato? Il materiale è davvero 0,1875 di spessore, o questo lotto è arrivato a 0,195? Un materiale più spesso aumenta il tonnellaggio richiesto e sposta l’asse neutro — quella linea immaginaria all’interno della piega dove il materiale né si allunga né si comprime. Spostando quella linea, cambi lo springback.
L’acciaio ad alta resistenza fa più springback rispetto al dolce. L’alluminio fa springback in modo diverso ancora. Lo stesso 90 sullo schermo, tre realtà diverse sull’attrezzatura.
Ho eseguito lavori dove la compensazione del primo pezzo era di 1,5 gradi. Il foglio successivo da un diverso lotto di fusione? Necessitava di 3 gradi. Se non capisci il motivo, passerai tutto il turno inseguendo l’angolo, regolando i numeri come se stessi sintonizzando una radio durante una tempesta.
Le officine non hanno bisogno di qualcuno che sappia “regolare il programma.” Hanno bisogno di qualcuno che sappia quando la regolazione è la soluzione corretta e quando sta mascherando una variabile di attrezzatura o materiale.
Se la matematica dice 90 e l’acciaio dice 92, cos’altro stai misurando prima di toccare lo schermo?
Trappola per principianti: Se il tuo unico strumento per correggere l’angolo è la tastiera del CNC, non stai controllando il processo — stai semplicemente reagendo ad esso.
Hai mai visto una piega perfetta sul lato sinistro e aperta di 1 millimetro sul destro?
Il primo istinto è dare la colpa al riscontro posteriore. O al programma.
A volte non è nessuno dei due.
Ho smontato punzoni che sembravano a posto a prima vista ma avevano un’usura di 0,010 pollici su una spalla. È più sottile di un biglietto da visita. Su una piega di 3 metri, quel piccolo punto di usura cambia la distribuzione della forza. Un lato morde di più. L’altro galleggia. Compensi nel programma, certo — e ora hai incorporato un errore meccanico nella correzione digitale.
Fai 300 pezzi così e ti ritrovi con un lotto storto da $2,700 in scarto e un cliente che non richiamerà più.
E non farmi iniziare sulle pieghe di prova corte. Gli operatori mettono un pezzo di scarto largo 5 cm al centro di una matrice lunga 3 metri per “controllare l’angolo”. Tutta quella tonnellata concentrata in una sezione minuscola. È così che si ammaccano le matrici e si deformano i punzoni. Il danno più comune al martinetto che ho visto non derivava dall’usura lenta — ma dal sovraccarico di brevi sezioni durante le prove. Una singola prova distratta può costare più di un mese di produzione attenta.
Allineamento, distribuzione del carico, schemi di usura — non è affascinante. Nessuno si vanta di pulire le spalle delle matrici o di levigare le bave dagli utensili. Ma è lì che nasce la costanza.
Il setup è come disinnescare un ordigno esplosivo attivo. Energia immagazzinata, controllata da geometria e acciaio. Ogni scorciatoia — matrice disallineata, punzone usurato, prova sovraccaricata — è come tagliare il filo sbagliato sperando che non scocchi una scintilla.
E se il 90% degli errori di piegatura inizia qui, prima ancora che venga prodotto il primo pezzo buono, cosa dice questo dell’operatore che pensa che il suo lavoro cominci quando preme “Avvio ciclo”?
Trappola per principianti: Se controlli solo i pezzi e mai gli utensili, stai misurando il fumo invece di cercare il fuoco.
Immagina questo. Lunedì mattina. Nuovo lavoro, otto pieghe, lamiera A36 da 10 gauge, flange di ritorno strette che ti chiuderanno dentro se sbagli la sequenza. Lo schermo si illumina con una bella simulazione 3D. Utensili selezionati automaticamente. Sequenza di piega generata automaticamente.
Puoi premere “Avvio ciclo” subito.
Oppure puoi chiederti perché il controllo vuole formare la flangia interna prima del ritorno esterno che la blocca fisicamente.
Questa è la differenza tra premere i pedali e programmare il cervello della macchina.
Un processo disciplinato di pre-piegatura al CNC non inizia con il piede. Inizia con te che interroghi il programma come se ti dovesse dei soldi. Verifichi lo spessore del materiale rispetto a quello nel file. Confermi che la larghezza della matrice corrisponde alla tua tabella di tonnellaggio. Controlli che le dita del riscontro posteriore non collidano con una nervatura piegata alla quarta piega. Simuli ogni passaggio e cerchi geometrie impossibili che il software ignora educatamente.
Perché il controllo presume che il modello sia perfetto.
Ma il metallo non è obbediente.
E il software lo è ancora meno.
Trappola per principianti: Se tratti la CNC come un distributore automatico—inserisci il disegno, ricevi le parti—sei a un passo da un cattivo auto-sequence dal rottamare un intero bancale.
Una volta un ragazzo mi disse: “Conosco la CNC. Posso caricare programmi e impostare gli zeri.”
È come dire che puoi pilotare un aereo perché hai trovato l’accensione.
Su una moderna pressa piegatrice, “base” significa che capisci tre sistemi di coordinate prima ancora di piegare il metallo: zero macchina (dove il pistone considera la posizione di origine), zero programma (dove si trova l’origine del pezzo nel file) e posizione del backgauge (dove il foglio è realmente posizionato). Se quei tre non concordano, la tua prima piega potrebbe essere fuori posizione di 0,125 pollici. Su una staffa con tolleranza ±0,030, questo non è “vicino”. È rottame.
Significa anche che capisci la deduzione di piega—la matematica che tiene conto dell’allungamento del materiale affinché il modello in piano risulti corretto. La deduzione di piega è semplicemente la quantità che sottrai dalla lunghezza in piano per raggiungere le dimensioni finite. Se la ignori, ogni flange accumula errore. Su una scatola a otto pieghe, essere fuori di 0,020 per piega non sembra spaventoso. Moltiplicalo per sette caratteristiche interne e improvvisamente il coperchio non si adatta. Ora ti ritrovi a guardare un pallet di parti tagliate al laser del valore di $1.900 che fisicamente non possono essere assemblate.
E “base” include la consapevolezza della tonnellaggio. Il controllo calcolerà la forza, certo. Ma se cambi una matrice a V da 1,000 pollici a 0,500 pollici e dimentichi di aggiornare il programma, il tonnellaggio richiesto raddoppia circa. È così che superi la capacità della macchina senza che il pistone ti avverta mai finché qualcosa non scricchiola.
I programmi di formazione durano settimane, a volte mesi, e servono solo a impedirti di farti male. La padronanza richiede anni perché ogni nuovo materiale, ogni nuova geometria, cambia un po’ le regole.
Quindi quando un annuncio di lavoro dice “conoscenza base della CNC richiesta”, ciò che intendono è: non mandare in crash la mia macchina da $180.000.
Trappola per principianti: Se la tua definizione di abilità CNC si ferma a “posso caricare un file”, non sei un operatore—sei una responsabilità con un login.
Caricare un programma salvato sembra sicuro. Qualcun altro ha già combattuto la battaglia. L’attrezzatura è elencata. La sequenza c’è. Gli angoli sono regolati.
Finché il materiale cambia.
Diciamo che il lavoro originale è stato eseguito su acciaio dolce da 0,125. Oggi l’acquisto ha sostituito con un 0,134 ad alta resistenza perché era quello disponibile in magazzino. Stesso numero di parte. Animale diverso. Il ritorno elastico aumenta. Il tonnellaggio richiesto sale. Il programma salvato ancora pensa di piegare burro.
Se lo esegui così com’è, i tuoi 90 si aprono a 94. Correggi l’angolo. Ora la flange interna tocca il backgauge alla piega sei perché il materiale ad alta resistenza non si è formato stretto e lo spazio libero è sparito. Stai inseguendo errori iniziati con un’ipotesi sbagliata alla riga uno del codice.
Scrivere una sequenza da zero ti costringe a pensare in termini di vincoli fisici. Quali pieghe ti bloccano? Dove cresce il pezzo? Quando devi girarlo? Non stai semplicemente disponendo linee di codice. Stai coreografando l’energia accumulata affinché il foglio non lotti contro la macchina.
Ho programmato pezzi complessi in cui le prime tre pieghe esistono solo per creare spazio libero per la quarta. Il software suggeriva l’ordine opposto perché ottimizzava per i cambi utensile, non per la realtà. Se mi fossi fidato, avrei intrappolato il pezzo nella piega due.
Caricare un programma ti rende un operatore.
Riscriverne uno sotto scadenza, con un camion in attesa, ti rende occupabile.
Trappola per principianti: Se presumi che un programma salvato sia vangelo, proteggerai il file invece del pezzo—e il pezzo è l’unica cosa che paga.
Hai eseguito la prima piegatura. Risulta aperta di 1,5 gradi.
Hai due scelte.
Override manuale: aumenta la correzione dell’angolo solo per questa battuta e continua a lavorare.
Modifica del programma: fermati, misura lo spessore del materiale, conferma la larghezza della matrice, aggiorna la libreria dei materiali, regola il fattore di ritorno elastico nel file effettivo affinché ogni piegatura successiva tenga conto della realtà.
L’override manuale è una benda. La modifica del programma è un intervento chirurgico.
Ora, non fare il furbo—le presse manuali esistono ancora, e delle buone mani su una pressa meccanica possono realizzare pezzi bellissimi basandosi solo sul tatto e sulla ripetibilità. Questa è vera abilità. Ma su una macchina CNC che produce 200 pezzi, nascondere le correzioni in override temporanei è come lasciare entrare la variazione. Il turno di notte carica lo stesso programma domani, non sa del tuo segreto +1,5, e all’improvviso i pezzi si spostano.
Il controllo è la memoria della macchina. Se non le insegni ciò che hai imparato sul primo pezzo, lo dimentica appena timbri l’uscita.
Ed è qui che tutto questo si lega al rischio.
Quando scegli l’override invece di modificare il programma, stai dicendo: “Questo problema appartiene a questo momento.” Quando modifichi il codice, stai dicendo: “Questo problema appartiene al processo.”
Un modo di pensare evita lo scarto oggi.
L’altro lo evita per tutto l’anno.
Quindi, quando il primo pezzo esce e non è perfetto, cerchi la correzione rapida—oppure apri il cervello e lo rendi più intelligente?
Perché una volta che il programma gira pulito, la domanda successiva non riguarda più i pulsanti.
Riguarda chi è responsabile del risultato quando 200 pezzi finiti arrivano al controllo.
Trappola del principiante: se nascondi le correzioni negli override, non stai gestendo il rischio—lo stai rimandando finché non diventa il problema di qualcun altro.
| Aspetto | Override manuale | Modifica del programma |
|---|---|---|
| Azione principale | Aumenta la correzione dell’angolo solo per questa battuta e continua a lavorare | Ferma, misura lo spessore del materiale, conferma la larghezza dello stampo, aggiorna la libreria dei materiali, regola il fattore di ritorno elastico nel file effettivo |
| Natura della correzione | Regolazione temporanea | Correzione permanente del processo |
| Metafora | Una benda | Chirurgia |
| Contesto di competenza | Si basa sulla sensibilità e sulla ripetibilità dell’operatore; prezioso sulle presse manuali | Si basa sul controllo del processo e sulla precisione del sistema nella produzione CNC |
| Impatto nelle produzioni ad alto volume (200 pezzi) | Le correzioni nascoste possono causare variazioni, soprattutto tra i turni | Garantisce che ogni piega successiva tenga conto della realtà |
| Conservazione della conoscenza | La correzione non viene memorizzata; la macchina “dimentica” | Il controllo viene aggiornato; la macchina “ricorda” |
| Mentalità del rischio | “Questo problema appartiene a questo momento.” | “Questo problema appartiene al processo.” |
| Risultato a breve termine | Previene gli scarti oggi | Previene gli scarti ricorrenti a lungo termine |
| Responsabilità | La correzione è personale e temporanea | La correzione è sistemica e trasferibile |
| Trappola del principiante | Nascondere le correzioni negli override rinvia il rischio finché non diventa un problema di qualcun altro | Modificare il programma gestisce il rischio alla fonte |
Il primo supporto esce dal freno alle 9:17 del mattino. È una semplice forma a L, 10 pollici per 6 pollici, spessore 0,125, ±0,030 sulla flangia. Il disegno era corretto. Il programma è stato eseguito senza problemi. L’angolo segnava 90,2 sullo schermo.
Non mi importa cosa dice lo schermo.
Metto il calibro sulla dimensione esterna: 9,968. Manca di 0,032. Un altro pezzo così e siamo fuori tolleranza. Se ne produci 200 così, non hai “sbagliato di un pelo”. Hai fabbricato un lotto storto del valore di $3.200 in scarti e un cliente che non richiamerà mai più.
Vuoi sapere chi possiede il risultato quando quel programma produce 200 pezzi? La persona che decide se il pezzo numero uno può diventare il pezzo numero due.
Quel collo di bottiglia è l’operatore. Non l’ingegnere che ha scritto il disegno. Non il programmatore che ha pubblicato il file. Quello che sta lì con il metallo in mano e l’orologio che scorre.
Ed ecco la parte difficile: la maggior parte delle descrizioni del lavoro dice “eseguire l’ispezione del primo articolo e informare il supervisore del prodotto non conforme”. Sembra una responsabilità condivisa.
Ma il metallo non è obbediente.
Se aspetto che qualcuno approvi quel primo pezzo mentre la macchina rimane ferma a $95 dollari l’ora di costo operativo, ho appena trasformato la qualità in un problema di programmazione. Se continuo a lavorare mentre aspetto, ho trasformato la programmazione in un problema di gioco d’azzardo. In ogni caso, sono io quello che tira la leva.
Trappola del principiante: pensare che la QA sia un reparto a cui consegni i pezzi, invece di una decisione che prendi prima che inizi il secondo ciclo.
Ho visto un ragazzo nuovo eseguire 50 pezzi prima di controllare di nuovo l’angolo. Il primo era 90,0. Il cinquantesimo era 92,3. Stesso programma. Stesso utensile.
Cosa è cambiato?
Calore.
L’olio idraulico si riscalda. La ripetibilità del pistone varia di qualche millesimo. Il materiale dal pallet successivo è più spesso di 0,007. Il ritorno elastico aumenta perché questa bobina proviene da un altro laminatoio. Piccoli spostamenti. Conseguenze reali.
Su una pressa piegatrice, 0,010 di spessore del materiale può variare l’angolo di un intero grado a seconda della larghezza della matrice. Un grado pieno su una flangia da 6 pollici sposta la punta di circa 0,105 pollici. Non è un difetto estetico. È un errore di assemblaggio.
Quindi la misurazione in processo non è burocrazia. È controllo del feedback. Piegare. Misurare. Correggere il programma. Insegnare alla macchina ciò che il materiale sta realmente facendo oggi, non quello che il database dice che dovrebbe fare.
Se aspetti la fine della produzione per misurare, hai già accettato ogni errore commesso dalla macchina mentre non guardavi. Alla parte cinquanta, non hai commesso un errore — lo hai prodotto intenzionalmente.
Ed ecco dove la responsabilità diventa reale: alcuni reparti dicono che non si può scartare senza l’approvazione del supervisore. Va bene. Ma sei comunque tu il primo a notare la deriva. Sei tu a decidere se fermarti alla terza parte o continuare a nutrire la bestia.
Operare una pressa piegatrice è come disinnescare un ordigno esplosivo attivo. Ogni piega immagazzina energia. Ogni correzione o la scarica in modo sicuro o la comprime ulteriormente. I controlli in processo sono ciò che mantiene stabile la carica.
Trappola del principiante: Fidarsi del primo pezzo buono come se fosse una promessa invece di un colpo di avvertimento.
C’è una riga sul foglio di ispezione che dice “Primo articolo approvato”. A volte è un adesivo verde. A volte sono le tue iniziali con inchiostro blu.
Quel segno è un grilletto.
Perché una volta che firmi, la produzione accelera. Il carrello eleva prepara le lamiere grezze. Il supervisore programma la saldatura per domani. La spedizione promette la consegna per venerdì. Il tuo piccolo scarabocchio ha appena messo in moto 12.000 unità di lavoro a valle.
Controlli la lunghezza della flangia con i calibri. Controlli l’angolo con un goniometro o un misuratore digitale. Verifichi la posizione foro-piega rispetto al disegno. Confronti con la tolleranza.
Tutti passaggi meccanici.
Ma la pressione non è meccanica.
Sai che la macchina è regolata per ora. Sai anche che il lotto di materiale potrebbe cambiare a metà pila. Sai che la manutenzione ha ancora bisogno che tu pulisca gli utensili e ingrassi i raccordi prima di pranzo. Il tempo ti stringe da entrambi i lati.
Firma troppo presto e approvi variazioni che non hai ancora visto. Ritarda troppo e soffochi la produzione.
È qui che la competenza smette di riguardare i pulsanti e inizia a riguardare il giudizio sotto pressione. Il “semaforo verde” non è un permesso per avviare la produzione. È una dichiarazione che sei disposto ad assumerti la responsabilità se risultano difettosi.
Trappola del principiante: Trattare la firma come una formalità invece che come una garanzia personale coperta dai costi di scarto.
Diciamo che il pezzo sette risulta lungo 0,040 sul risvolto di ritorno. La tolleranza è ±0,030. Sei fuori di 0,010.
Tecnicamente è da scartare.
Ma guarda meglio. Quel risvolto si inserisce in un assieme saldato con una tolleranza di 0,125. Funzionalmente, si adatterà. Il disegno è rigido perché il progettista ha previsto il peggiore accumulo di tolleranze possibile.
E ora?
Se lo scarti automaticamente, sono $18 di materiale e tempo laser nel cestino. Se si tratta di un ordine da 300 pezzi e la deriva continua, sono $5.400 persi. Se lo documenti, lo etichetti come deviazione e chiami l’ingegneria, potresti salvare la produzione — o potresti fermarla per un giorno in attesa di disposizione.
È qui che gli operatori influenzano la redditività senza mai vedere il bilancio.
Misuri la deviazione. Documenti la dimensione effettiva. Valuti la tendenza: i pezzi si stanno spostando ulteriormente fuori tolleranza o restano stabili? Regoli il programma se è un problema di processo. Escali se è legato al design.
La mossa peggiore è fingere di non averlo visto.
Perché se lasci accumulare pezzi al limite e il controllo li intercetta alla fine, non hai “perso qualcosa”. Hai trasformato lavoro, tempo macchina e overhead in scarto garantito. Di proposito.
Assumersi la responsabilità qui non significa ignorare le procedure e agire per conto proprio. Significa raccogliere dati puliti, fermare la produzione quando la tendenza diventa negativa e forzare una decisione prima che il volume moltiplichi il danno.
È per questo che il collo di bottiglia del primo articolo è importante. È la porta stretta dove il rischio è più economico da controllare. Dopo di ciò, ogni ciclo amplifica qualsiasi decisione tu abbia preso.
E una volta che lo capisci, la domanda successiva non riguarda i calibri o la documentazione.
Riguarda la forza dietro quel pistone, il tonnellaggio che stai chiedendo e cosa succede quando l’energia accumulata non rovina solo i pezzi — ma anche gli utensili, le macchine e le mani.
Due estati fa, un ragazzo del secondo turno ha caricato A36 da 3/8 di pollice in una piegatrice da 10 piedi con capacità di 150 tonnellate. Il grafico diceva che gli servivano 138 tonnellate per la lunghezza di piega scelta. Vicino, ma dentro il parametro. Il disegno era corretto.
Ma il metallo non è obbediente.
Il materiale è arrivato più duro del valore di riferimento. Il requisito reale era probabilmente 155. Ha avviato il ciclo. La macchina non è esplosa. Ha gemito. Il pistone si è deformato quel tanto che bastava per piegare eccessivamente il centro e piegare troppo poco le estremità. I pezzi erano da scartare. Peggio ancora, il punzone ha sviluppato una microcrinatura sulla spalla. Non l’abbiamo vista finché non si è spezzato tre giorni dopo, portandosi dietro un punzone segmentato da $4.800.
Nessun dramma. Solo energia immagazzinata in cerca di un punto debole.
Ecco cosa devi capire: il tonnellaggio è forza per piede. Raddoppia lo spessore e non raddoppi la forza — la moltiplichi per circa otto. Questo perché la forza di piegatura cresce approssimativamente con il quadrato dello spessore. Quindi, quando l’ufficio acquisti sostituisce 0,125 dolce con 0,134 ad alta resistenza “perché è simile”, il tuo lavoro da 60 tonnellate diventa silenziosamente un lavoro da 85 tonnellate. Stesso programma. Stesso setup. Fisica diversa.
Se superi la capacità nominale di una piegatrice del 10% non riceverai un avvertimento gentile. Otterrai una deformazione del pistone, l’allungamento del telaio, danni agli utensili o un rilascio improvviso di energia che muove l’acciaio più velocemente di quanto le tue mani possano reagire. Il Dipartimento del Lavoro registra oltre 360 amputazioni all’anno causate da presse piegatrici negli Stati Uniti, e quasi la metà sono dita. Non è a causa di esplosioni drammatiche. È durante cicli di routine in cui la forza è stata sottostimata e il controllo dato per scontato.
I moderni sistemi di protezione laser riducono drasticamente questi numeri. Li ho usati. Puoi lavorare a pochi centimetri dal punzone e il raggio blocca la corsa. Nelle officine che investono, i tassi di infortunio calano nettamente. Ma l’80% dei posti in cui entrerai utilizza ancora vecchie piegatrici idrauliche con barriere luminose più vecchie di te. In quei reparti, l’unico sensore tra la tua mano e 120 tonnellate è il tuo giudizio.
Non “usi” la tonnellata. Gestisci l’energia immagazzinata come se stessi disinnescando qualcosa che non perdona errori aritmetici.
Trappola per principianti: Fidarsi della tabella delle tonnellate come se fosse un vangelo invece di una stima iniziale che deve essere aggiustata in base al materiale reale, alla lunghezza reale e alle condizioni reali della macchina.
Una volta ho trovato una scheggiatura in una matrice a V da 1 pollice che sembrava nulla. Forse 0,015 di profondità sul bordo. Si poteva a malapena sentirla con un’unghia.
Stavamo piegando acciaio dolce da 11 gauge. Ogni pezzo aveva una leggera linea sul raggio esterno. All’inizio solo un difetto estetico. Poi gli angoli hanno iniziato a deviare di mezzo grado sui lembi più lunghi. Perché? Perché quella scheggiatura concentra la forza. Invece di avere una pressione uniforme lungo la spalla della matrice, ottieni un picco di pressione in quel difetto. L’acciaio scorre in modo diverso lì. Il ritorno elastico cambia localmente. Su una piega di 6 piedi, quella incoerenza si amplifica.
Fai 300 pezzi così e ti ritrovi con un lotto storto da $2,700 in scarto e un cliente che non richiamerà più.
Peggio, quella minuscola scheggiatura è un innesco di cricca. Ogni ciclo la colpisce. Le microfratture si diffondono attraverso l’utensile temprato. Un giorno il bordo della matrice si rompe sotto carico. Ora il pezzo scatta, il punzone si sposta, e le tue mani — che “stavano solo tenendo l’allineamento” — si trovano in una nuova geometria che non avevi previsto.
La manutenzione predittiva non è burocrazia. È passare una pietra sulla matrice, controllare le spalle alla luce, registrare l’usura prima che diventi geometria. L’acciaio per utensili è come una catena. Cede all’anello più debole, e l’anello più debole è di solito il difetto che tutti pensavano troppo piccolo per contare.
Se non lo segnali perché “funziona ancora”, hai solo spostato il rischio al turno successivo.
Trappola per principianti: Trattare l’usura degli utensili come un problema estetico invece che come un moltiplicatore di forza che modifica sia la precisione di piega che il rischio di guasto.
Guarda un filmato al rallentatore di un ciclo di pressa piegatrice e vedrai qualcosa che gli apprendisti non notano. Il martinetto scende regolare. Controllato. Prevedibile.
Il foglio no.
Quando il punzone forza il materiale nella V, l’energia elastica si accumula nella lamiera. Quando il martinetto si inverte, quell’energia si libera. I lembi lunghi possono scattare verso l’alto di diversi pollici in un battito di ciglia. Con acciaio inox sottile ad alto ritorno elastico, è ancora peggio. Ho visto un lembo di 48 pollici scattare verso l’alto e colpire un ragazzo sotto il mento perché si era chinato per “vedere la linea.”
La maggior parte degli infortuni non avviene durante la drammatica corsa verso il basso. Avviene durante micro-interventi: allungare la mano oltre la barriera luminosa per regolare le dita del riscontro, spingere leggermente un grezzo per metterlo in squadra mentre il pedale è ancora attivo, togliere un piccolo scarto senza fermare il ciclo. Complicità, non catastrofe.
L’OSHA mantiene la protezione inadeguata tra le principali violazioni per un motivo. La pressione della produzione porta le persone a disattivare le sicurezze. Nastro sopra una barriera luminosa. Bypass di un controllo a due mani. “Solo questo pezzo.” La macchina cicla in millisecondi. Il tuo sistema nervoso no.
Sulle presse piegatrici più vecchie senza AOPD laser (dispositivo ottico attivo di protezione — un nome sofisticato per un sistema ottico di scansione), la tua distanza di sicurezza è meccanica. Tieni le mani fuori dallo spazio della matrice. Usa utensili di tenuta o magneti per i pezzi piccoli. Stai di lato rispetto ai lembi lunghi così, se si sollevano bruscamente, non ti colpiscono.
Il martinetto è evidente. L’energia accumulata nella lamiera è la sorpresa.
Trappola per principianti: Fissare il punzone come se fosse l’unica parte mobile ignorando la lamiera che si carica come una molla.
Immagina questo. La manutenzione sta sostituendo un tubo idraulico. Ti dicono di “aspettare un attimo.” Il supervisore viene chiamato altrove. Vedi il lavoro pronto, utensili in posizione, pedale sul pavimento. Non hai iniziato la riparazione. Non hai allentato un raccordo.
Entri in azione, cicli il pistone per controllare l’allineamento.
Se la mano di qualcuno è nell’area di lavoro e la macchina si muove, l’OSHA non si interessa a chi ha iniziato l’attività. La persona che ha energizzato la macchina senza un corretto lockout/tagout è responsabile della violazione.
Lockout/tagout significa isolare le fonti di energia — elettrica, idraulica, pneumatica — e applicare un blocco fisico affinché la macchina non possa muoversi. Non è una promessa verbale. Non è un post-it. È un lucchetto con il tuo nome. Perché i sistemi idraulici immagazzinano pressione. Anche a macchina spenta, una valvola può scaricarsi e spostare un pistone se non è correttamente bloccata.
E ricordi la metafora esplosiva? Una piegatrice a riposo conserva comunque energia nel fluido compresso e nella massa sollevata. Se non la scarichi e non la blocchi, stai semplicemente presumendo che si comporti bene.
Quando agganci il tuo lucchetto, non stai essendo difficile. Stai documentando il controllo su un’energia che può amputare dita in meno tempo di quanto impieghi a dire “aspetta un attimo”.”
Ecco dove la descrizione del lavoro ti inganna. “Operare la macchina.” No. Tu gestisci forza, usura, energia immagazzinata ed esposizione legale. Sei l’ultima barriera tra 120 tonnellate e un corpo umano.
E se puoi spiegare tutto questo chiaramente — non con paura, ma con numeri, meccanismi e cicatrici — quanto pensi che valga alle tue prossime selezioni?
Trappola per principianti: credere che la sicurezza sia solo responsabilità dell’azienda, invece di capire che nel momento in cui energizzi la macchina, la responsabilità porta le tue impronte digitali.
Vuoi più soldi?
Allora smetti di definirti uno che preme bottoni.
Se nel tuo curriculum scrivi “Operato pressa piegatrice CNC per piegare pezzi secondo il progetto”, hai appena detto al responsabile delle assunzioni che puoi essere sostituito dal prossimo che sa trovare il pulsante verde di avvio ciclo. Quella frase suona come se avessi solo sorvegliato una macchina.
Ma il metallo non è obbediente.
In realtà hai calcolato la tonnellata necessaria affinché un pistone da 120 tonnellate non sovraccaricasse un punzone $4,800. Hai scelto matrici a V per controllare il ritorno elastico in modo che una variazione di spessore di 0,010 non si trasformasse in una deviazione di un grado su 200 pezzi. Hai controllato gli utensili affinché un truciolo da 0,015 non si trasformasse in $2,700 di scarto e in una riunione di produzione imbarazzante.
Quello non è “operare”. È controllare energia immagazzinata e prevenire errori da cinque cifre.
Quindi traducilo.
Vedi la differenza? Una versione dice che hai seguito ordini. L’altra dice che hai gestito il rischio.
I responsabili delle assunzioni non pagano di più per il movimento. Pagano per il giudizio.
Trappola per principianti: Scrivere il tuo curriculum come la descrizione di un lavoro invece che come un rapporto post-incidente che dimostra che hai impedito che accadessero cose negative.
Ecco la verità che nessuno mette nella brochure.
Una certificazione dice che hai superato un esame strutturato su accuratezza del setup, logica di programmazione e controllo del processo. Questo conta. Dice a un datore di lavoro che conosci il vocabolario e la matematica.
Non prova che hai visto un acciaio inox calibro 14 spaccarsi lungo la grana alle 2 del mattino e che hai fatto una regolazione al volo.
La maggior parte delle vere competenze in questo mestiere si acquisisce in mesi — di solito anni — trascorsi accanto a qualcuno che ha già commesso gli errori costosi. Impari come si comporta il materiale quando sta per scivolare. Impari il suono che fa una matrice quando è leggermente sovraccarica. Impari che “il disegno era corretto” non significa che la sequenza di piegatura lo sia.
Quindi, cosa pesa di più?
Per entrare dalla porta, le certificazioni possono aiutare. Sono una prova portatile che non stai andando a tentoni.
Per essere considerato affidabile nei lavori ad alta tonnellaggio e nei setup complessi, l’esperienza in officina è ciò che conta — perché è lì che si forma l’istinto del rischio.
La mossa intelligente non è scegliere l’una o l’altra. È inquadrarle entrambe nel modo giusto.
Se hai certificazioni, non elencarle come trofei. Collega ciascuna al controllo del rischio: “NIMS Livello II — applicata per ridurre gli errori di setup e il rifiuto del primo pezzo.” Se hai molta esperienza in officina ma nessun titolo, mostra giudizio misurabile: “Guidato audit degli utensili che hanno eliminato la deriva angolare ricorrente su lavorazioni A36 da 3/16.”
La carta prova l’esposizione. L’esperienza prova la sopravvivenza.
Trappola per principianti: Pensare che un certificato sostituisca le cicatrici — o che le cicatrici ti rendano troppo bravo per l’apprendimento strutturato.
Ecco dove la maggior parte degli “operatori” viene smascherata.
Un responsabile fa scivolare un disegno attraverso la scrivania. Nessuna macchina che ronza dietro di te. Nessun riscontro posteriore dietro cui nascondersi.
“Fammi vedere come piegheresti questo.”
Se tutto ciò che dici è: “Caricherei il programma e lo farei partire,” hai finito.
Vogliono sentire la logica della sequenza. Quali flange per prime per evitare collisioni? Dov’è la gamba libera più lunga che potrebbe frustare? Hai bisogno di un’apertura a V più grande per controllare il tonnellaggio? Come influenzerà la direzione della grana il rischio di fessurazione? Dove si accumulerà la tolleranza dovuta al ritorno elastico?
In altre parole, sai pensare in termini di forza e guasto, non di pulsanti?
Quando riesci a spiegare una sequenza di piegatura come se stessi disinnescando qualcosa che immagazzina energia — passo dopo passo, anticipando dove potrebbe andare storto — smetti di sembrare manodopera e inizi a sembrare controllo.
È allora che la discussione sulla retribuzione cambia.
Perché ora non sei più quello che realizza i pezzi. Sei quello che impedisce che diventino scarto.
Trappola per principianti: descrivere ciò che fa la macchina invece di ciò che stai decidendo.
Forse sei a livello base. Forse carichi le lamiere e premi il pulsante di avvio del ciclo.
Va bene. Allora il tuo compito ora è rubare consapevolezza.
Osserva i setup. Chiedi perché è stato scelto quel punzone. Chiedi come è stata calcolata la tonnellata. Quando gli angoli si spostano, non limitarti a regolare — chiedi quale variabile è cambiata: spessore, grana, usura dell’utensile, offset del programma?
Scrivilo. Crea il tuo registro mentale dei guasti.
Se hai già esperienza ma sei bloccato, guarda cosa eviti. Parti complesse con pieghe multiple? Programmazione da zero? Parlare con gli ingegneri dell’accumulo di tolleranze? Quel disagio è il tuo tetto salariale che si manifesta.
Colmalo deliberatamente. Affronta i setup più difficili. Offriti per i controlli dei primi pezzi. Siediti con la manutenzione durante il lockout così da capire i limiti idraulici e meccanici. Le certificazioni possono aiutare — non come distintivi, ma come modi strutturati per colmare i punti ciechi.
La mobilità professionale in questo mestiere non deriva dal tempo di servizio. Dipende da quanto rischio puoi controllare in modo indipendente senza supervisione.
Questa è la parte non ovvia.
Non vieni pagato di più per piegare materiale più duro. Veniamo pagati di più per ridurre l’incertezza.
Inizia a vedere ogni turno come un esercizio di controllo dell’energia, previsione dei guasti e prevenzione dei costi. Poi parla del tuo lavoro in questi termini.
Se lo fai abbastanza a lungo, non presenterai più domanda come “operatore di pressa piegatrice”.”
Sosterrai il colloquio come la persona di fiducia a cui le officine affidano 120 tonnellate di forza immagazzinata — e la loro reputazione.
Trappola per principianti: aspettare un cambio di titolo prima di iniziare a comportarti come chi prende le decisioni.


















