

Na primavera passada, um miúdo com um hoodie limpo e um novo “Certificado de Dobragem de Precisão em Prensa” alinhou uma chapa inox de 3 metros, carregou no pedal e fez descer um punção segmentado $4,800 diretamente sobre o ombro da matriz.
O desenho estava correto. Os números dele também. Mesmo assim, o material rachou — porque ele nunca verificou a direção do grão.
Esse é o momento que os anúncios de emprego não mostram.
Vai ler dez anúncios. Vais ver frases como “dobrar metal segundo o desenho”, “operar prensa dobradora CNC”, “sem necessidade de formação académica”. Talvez formação em segurança OSHA. Talvez “aprendizagem no trabalho”.”
Parece simples. Carregar a peça. Acionar o ciclo. Repetir.
Mas o metal não é obediente. Ele retorna. Endurece com o trabalho. Lembra-se da direção em que foi laminado. Um desenho é um alvo; a prensa é uma negociação de 60 toneladas entre física e ferramentas. O operador está no meio, sozinho, com milhares de euros e dez dedos em risco.
Esse anúncio faz parecer que és um caixa a carregar em botões. Na realidade, és o último filtro de risco antes de o aço se tornar sucata — ou estilhaços.
Armadilha de Principiante: Se pensas que “sem necessidade de diploma” significa “sem necessidade de juízo próprio”, estás a voluntariar-te para aprender física partindo ferramentas.
Já entrevistei dezenas de candidatos que me dizem orgulhosamente: “Sei ler desenhos e operar CNC.”
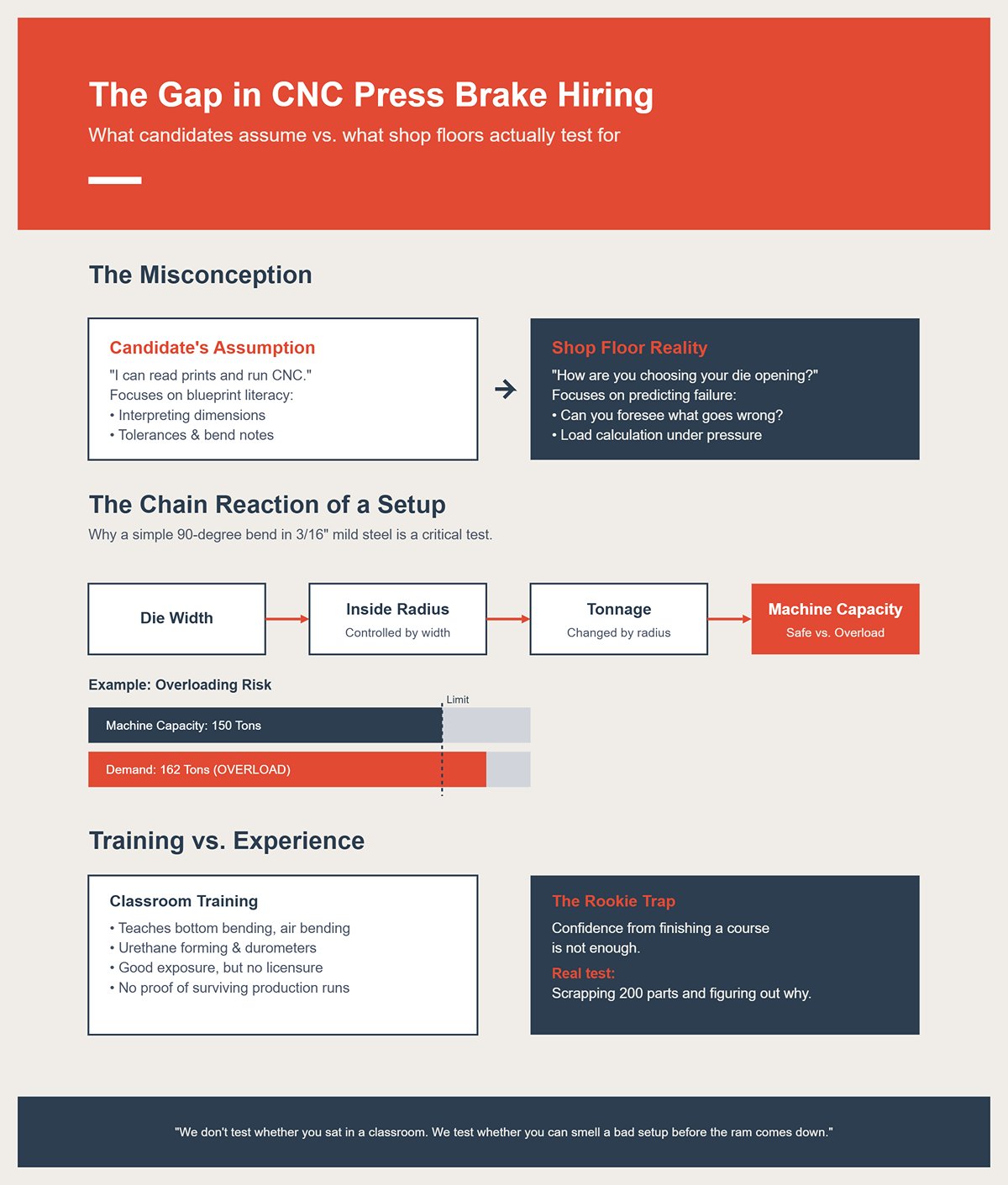
Então deslizo uma peça simples sobre a mesa. Dobra de 90 graus. Aço macio. 4,8 mm. Depois faço uma pergunta:
“Como escolhes a abertura da matriz?”
A sala fica em silêncio.
Vês, os candidatos presumem que o teste é literacia de desenho — conseguir interpretar dimensões, tolerâncias, notas de dobra. As fábricas testam algo mais desagradável: consegues prever o que vai correr mal antes de acontecer?
A largura da matriz controla o raio interno. O raio interno muda a tonelagem. A tonelagem determina se estás dentro da capacidade da máquina ou prestes a sobrecarregar uma prensa de 150 toneladas com uma exigência de 162. Isso não é carregar em botões. É fazer cálculos de carga sob pressão.
Os programas de formação ensinam dobragem de fundo, dobragem ao ar, talvez até técnicas elaboradas como moldagem com poliuretano de diferentes durezas — que é apenas dureza, como comparar um pneu de carro com um disco de hóquei. Boa exposição. Mas até esses certificados dizem que não são licenças profissionais. Sem renovação. Sem prova de que sobreviveste a produções reais.
No chão de fábrica, não testamos se te sentaste numa sala de aula. Testamos se consegues cheirar uma má configuração antes de o êmbolo descer.
Armadilha de Principiante: Se a tua confiança vem de ter concluído um curso em vez de deitar 200 peças fora e descobrir porquê, não estás pronto para as perguntas que realmente importam.
Eis como se perde o emprego em menos de cinco minutos.
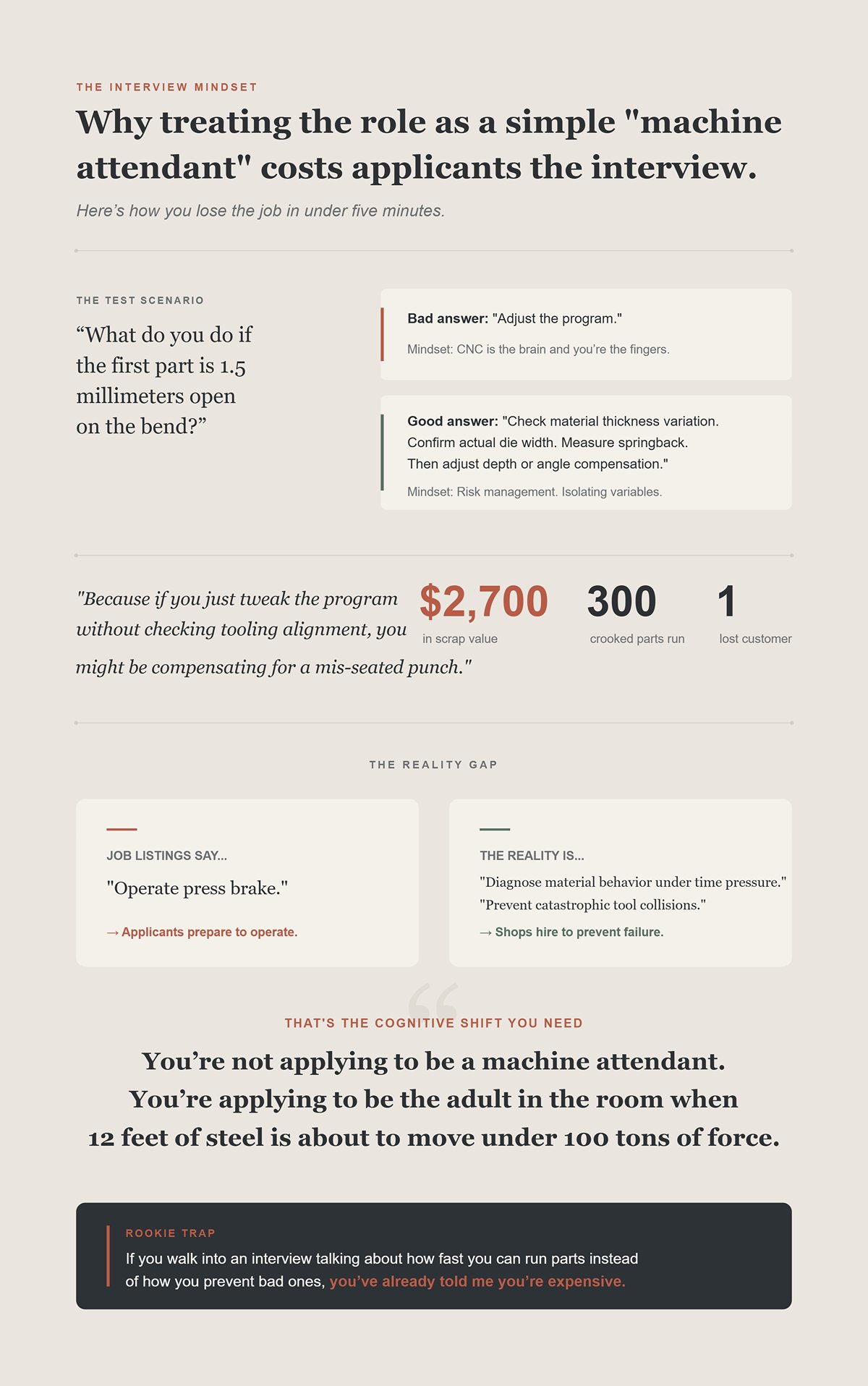
Eu pergunto: “O que fazes se a primeira peça estiver 1,5 milímetros aberta na dobra?”
Má resposta: “Ajustar o programa.”
Isso diz-me que pensas que a CNC é o cérebro e tu és os dedos.
Uma boa resposta soa mais a: “Verificar variação da espessura do material. Confirmar a largura real da matriz. Medir o retorno elástico. Depois ajustar a profundidade ou a compensação do ângulo.”
Isso é gestão de risco. Estás a isolar variáveis antes de tocar no ecrã.
Porque se apenas ajustares o programa sem verificares o alinhamento das ferramentas, podes estar a compensar um punção mal encaixado. Faz 300 peças assim e ficas com um lote torto no valor de $2.700 em sucata e um cliente que não volta a ligar.
Os anúncios de emprego não dizem: “Deve diagnosticar o comportamento do material de forma independente sob pressão de tempo.” Não dizem: “Responsável por evitar colisões catastróficas de ferramentas.” Dizem: “Operar quinadeira.”
Por isso, os candidatos preparam-se para operar.
As oficinas contratam para prevenir falhas.
Essa é a mudança cognitiva de que precisas: não te estás a candidatar para ser um assistente de máquina. Estás a candidatar-te para ser o adulto na sala quando 12 pés de aço estão prestes a mover-se sob 100 toneladas de força.
Armadilha de principiante: Se entrares numa entrevista a falar sobre quão rápido consegues produzir peças em vez de como evitas as más, já me disseste que és caro.
Queres provar que consegues evitar desastres antes de seres contratado?
Ótimo. Então para de falar sobre como executas ciclos e começa a falar sobre o que verificas antes de o martelo se mover.
No ano passado, vi um novo funcionário carregar A36 de 1/4 de polegada, 8 pés de comprimento. Pegou numa matriz em V de 1 polegada porque “é a que usamos sempre para um quarto de polegada.” Não verificou a tabela de tonelagem. Não verificou o comprimento de dobra. A 120 toneladas sobre uma pequena secção de teste de 12 polegadas, aplicou uma carga tão intensa que deixou um sorriso permanente na viga inferior. Máquina parada durante dois dias. Chamada de assistência: $3.200. Produção perdida: cerca de $6.000.
A dobra não falhou quando o martelo desceu — falhou quando ele escolheu a matriz e convenceu-se de que era “boa o suficiente”.
É isso que procuro numa entrevista. Não se sabes ler um desenho técnico. Mas se compreendes que é na preparação que vive o risco.
Armadilha de principiante: Se tratares as ferramentas como peças de Lego intercambiáveis em vez de decisões estruturais, vais aprender sobre limites de tonelagem através de uma fatura de reparação.

Deslizei um suporte de aço inoxidável pela bancada uma vez. Dobra de 90 graus, raio interno apertado, fibra a correr paralela à linha de dobra.
O desenho estava correto. As dimensões estavam limpas. As tolerâncias eram justas.
Mas o metal não é obediente.
A chapa é laminada na fábrica. Essa laminação estica a fibra como puxar caramelo numa direção. Ao dobrar contra a fibra, as fibras comprimem-se e esticam-se de forma uniforme. Ao dobrar com a fibra, estás a tentar dobrar madeira ao longo das veias em vez de através delas. É aí que ouves o pequeno “tic” que se transforma numa fissura.
Já vi aço inoxidável 304 de 14 gauge rachar completamente porque alguém ignorou a seta na etiqueta do material. Quarenta peças rejeitadas antes do almoço. Aproximadamente $18 por chapa. Isso dá $720 em inox mais meio dia de trabalho. Tudo porque o operador assumiu que o desenho plano contava a história toda.
Um desenho técnico é tinta em 2D. A direção da fibra é realidade em 3D. Se se contradizem, não simplesmente “continuas o processo”. Chamas a engenharia. Ajustas o raio da dobra. Rodes a chapa, se a geometria permitir. Isso é discernimento sob pressão.
Quando pergunto a um candidato: “O que fazes se a fibra corre na direção errada?”, não estou a testar vocabulário. Estou a testar se compreende que os desenhos descrevem a intenção, mas é o comportamento do material que decide o resultado.
Então diz-me — quando o papel e o aço discordam, qual deles vence?
Armadilha de principiante: se a tua resposta for “o desenho”, estás a oferecer-te para deitar fora aço inoxidável caro só para proteger o teu ego.
Pega em aço macio de 3/16 de polegada. Faz-lhe uma dobra ao ar com uma matriz adequada. O teu programa indica 90 graus a uma determinada profundidade.
Tiras a primeira peça e ela mede 92.
Esses dois graus são o retorno elástico — recuperação elástica. O aço esticou sob carga e depois relaxou quando a pressão foi aliviada. Pensa nisso como dobrar um trampolim e soltá-lo. Ele não fica onde o empurraste.
Agora é aqui que os novatos se revelam.
Mau operador: “O ângulo está aberto. Vou apenas acrescentar dois graus no controlo.”
Talvez. Mas o que mudou? O material tem realmente 0,1875 de espessura ou este lote veio com 0,195? Material mais grosso aumenta a tonagem necessária e desloca o eixo neutro — essa linha imaginária dentro da dobra onde o material nem se estica nem se comprime. Se deslocares essa linha, alteras o retorno elástico.
O aço de alta resistência regressa mais do que o aço macio. O alumínio reage de forma diferente ainda. O mesmo 90 no ecrã, três realidades diferentes na ferramenta.
Já fiz trabalhos em que a compensação da primeira peça foi de 1,5 graus. A folha seguinte, de um lote de aço diferente? Precisou de 3 graus. Se não percebes porquê, vais andar atrás do ângulo o turno inteiro, a ajustar números como se estivesses a sintonizar um rádio durante uma tempestade.
As oficinas não precisam de alguém que saiba “ajustar o programa”. Precisam de alguém que saiba quando o ajuste é a correção certa e quando está apenas a mascarar uma variável de ferramenta ou de material.
Se a matemática diz 90 e o aço diz 92, o que mais medes antes de tocares no ecrã?
Armadilha de principiante: Se a sua única ferramenta para corrigir o ângulo é o teclado CNC, não está a controlar o processo — está a reagir a ele.
Já alguma vez viu uma dobra perfeita no lado esquerdo e aberta por 1 milímetro no lado direito?
O primeiro instinto é culpar o batente traseiro. Ou o programa.
Às vezes não é nem um nem outro.
Já retirei punções que pareciam perfeitos à primeira vista, mas tinham desgaste de 0,010 polegadas num dos ombros. Isso é mais fino que um cartão de visita. Ao longo de uma dobra de 10 pés, esse pequeno ponto de desgaste altera a forma como a força é distribuída. Um lado corta mais fundo. O outro flutua. Compensa-se no programa, claro — e agora incorporou-se o erro mecânico numa correção digital.
Produza 300 peças assim e terá um lote torto no valor de $2,700 em sucata e um cliente que não voltará a ligar.
E nem me fale sobre as dobras de teste curtas. Os operadores colocam um pedaço de sucata de 2 polegadas de largura no centro de uma matriz de 10 pés para “verificar o ângulo”. Toda essa tonelagem concentrada numa pequena secção. É assim que se amolgam matrizes e se deformam punções. O dano mais comum que já vi no veio não foi causado pelo desgaste lento — foi provocado por excesso de tonelagem em secções curtas durante golpes de teste. Um teste descuidado pode custar mais do que um mês de produção cuidadosa.
Alinhamento, distribuição de carga, padrões de desgaste — não é glamoroso. Ninguém se gaba de limpar os ombros da matriz ou de tirar rebarbas das ferramentas. Mas é aí que vive a consistência.
Configurar é como desarmar um dispositivo explosivo ativo. Energia armazenada, controlada por geometria e aço. Cada atalho — matriz desalinhada, punção desgastado, golpe de teste sobrecarregado — é cortar o fio errado e esperar que nada faísca.
E se 90% dos erros de dobragem começam aqui, antes de a primeira peça boa ser feita, o que isso diz sobre o operador que pensa que o seu trabalho começa quando pressiona o Arranque do Ciclo?
Armadilha de principiante: Se só inspeciona peças e nunca inspeciona ferramentas, está a medir o fumo em vez de procurar o fogo.
Imagine isto. Segunda-feira de manhã. Trabalho novo, oito dobras, aço A36 de 10-gauge, flanges de retorno apertados que o vão bloquear se fizer a ordem errada. O ecrã acende-se com uma bonita simulação 3D. Ferramentas selecionadas automaticamente. Sequência de dobras gerada automaticamente.
Pode pressionar o Arranque do Ciclo agora mesmo.
Ou pode perguntar por que é que o controlo quer formar o flange interno antes do retorno externo que o bloqueia fisicamente.
Essa é a diferença entre carregar nos pedais e programar o cérebro da máquina.
Um processo disciplinado de pré-dobragem no CNC não começa com o seu pé. Começa consigo a interrogar o programa como se lhe devesse dinheiro. Verifica a espessura do material em relação ao que está no ficheiro. Confirma que a largura da matriz corresponde ao gráfico de tonelagem. Verifica que os dedos do batente traseiro não colidirão com uma perna formada na quarta dobra. Simula cada passo e procura geometria impossível que o software ignora educadamente.
Porque o controlo assume que o modelo é perfeito.
Mas o metal não é obediente.
E o software é ainda menos perfeito.
Armadilha de Principiante: Se tratares a CNC como uma máquina de venda automática — inserir desenho, receber peças — estás a um mau auto-sequência de distância de inutilizar um palete inteiro.
Um dia um miúdo disse-me: “Sei CNC. Consigo carregar programas e definir zeros.”
Isso é como dizer que sabes pilotar um avião porque encontraste a ignição.
Num prensa moderna, “básico” significa compreender três sistemas de coordenadas antes de dobrar metal: zero da máquina (onde o pistão acha que é casa), zero do programa (onde a origem da peça está no ficheiro) e posição do backgauge (onde a chapa realmente está). Se esses três não estiverem de acordo, a tua primeira dobra pode ficar 0,125 polegadas fora do lugar. Num suporte com tolerância de ±0,030, isso não é “perto”. É desperdício.
Também significa compreender a dedução de dobra — a matemática que compensa o estiramento do material para que o padrão plano saia certo. A dedução de dobra é apenas o valor que subtrais do comprimento plano para atingir as dimensões finais. Ignora-a e cada flange acumula erro. Num caixa de oito dobras, estar 0,020 fora por dobra pode não parecer grave. Multiplica por sete elementos internos e de repente a tampa não encaixa. Agora estás a olhar para um palete de peças cortadas a laser no valor de $1,900 que fisicamente não podem ser montadas.
E “básico” inclui consciência da tonelagem. O controlo calculará a força, claro. Mas se trocas uma matriz em V de 1,000 polegada para 0,500 polegada e esqueces-te de atualizar o programa, a tonelagem necessária praticamente duplica. É assim que excede a capacidade da máquina sem que o pistão te avise até algo começar a ranger.
Os programas de formação duram semanas, às vezes meses, e isso é apenas para impedir que te magoes. A maestria leva anos porque cada novo material, cada nova geometria, muda um pouco as regras.
Portanto, quando um anúncio de emprego diz “é necessário conhecimento básico de CNC”, o que eles querem dizer é: não destruas a minha máquina de $180,000.
Armadilha de Principiante: Se a tua definição de competência CNC se limita a “posso carregar um ficheiro”, não és um operador — és um risco com login.
Carregar um programa guardado parece seguro. Alguém já travou a luta. O ferramental está listado. A sequência está lá. Os ângulos estão calibrados.
Até o material mudar.
Digamos que o trabalho original foi feito em aço macio de 0,125. Hoje, as compras substituíram por 0,134 de alta resistência porque era o que havia em stock. Mesmo número de peça. Animal diferente. A recuperação elástica aumenta. A tonelagem necessária sobe. O programa guardado ainda acha que está a dobrar manteiga.
Se simplesmente o executas, os 90 abrem para 94. Ajustas a correção de ângulo. Agora a flange interior bate no backgauge na sexta dobra porque o material de alta resistência não formou tão apertado e a tua folga desapareceu. Estás a correr atrás de erros que começaram com uma má suposição na linha um do código.
Escrever uma sequência de raiz obriga-te a pensar na ordem das restrições físicas. Quais dobras te bloqueiam? Onde é que a peça cresce? Quando precisas de virar? Não estás a organizar linhas de código. Estás a coreografar energia armazenada para que a chapa nunca lute contra a máquina.
Já programei peças complexas onde as três primeiras dobras existem apenas para criar folga para a quarta. O software sugeriu a ordem oposta porque otimizou para mudanças de ferramenta, não para a realidade. Se tivesse confiado, teria fechado a peça na segunda dobra.
Carregar um programa torna-te operador.
Reescrever um sob pressão, com um camião à espera, torna-te empregável.
Armadilha de Principiante: Se assumes que um programa guardado é evangelho, vais proteger o ficheiro em vez da peça — e a peça é a única coisa que paga.
Chegas à primeira dobra. Sai 1,5 graus aberta.
Tens duas opções.
Substituição manual: ajusta a correção do ângulo apenas para esta batida e continua.
Edição de programa: parar, medir a espessura do material, confirmar a largura da matriz, atualizar a biblioteca de materiais, ajustar o fator de recuperação elástica no próprio ficheiro para que todas as dobras seguintes tenham em conta a realidade.
Substituição manual é um penso rápido. Edição de programa é cirurgia.
Agora, não sejas ingénuo — as prensas manuais ainda existem, e boas mãos numa prensa mecânica conseguem produzir peças lindas apenas com sensibilidade e repetibilidade. Isso é verdadeira habilidade. Mas numa máquina CNC a fazer 200 peças, esconder correções em substituições temporárias é como a variação começa a aparecer. O turno da noite carrega o mesmo programa amanhã, não sabe sobre o teu segredo +1,5, e de repente as peças começam a afastar-se das especificações.
O controlo é a memória da máquina. Se não lhe ensinas o que aprendeste no primeiro artigo, ela esquece no segundo que sais do turno.
E é aqui que isto se liga ao risco.
Quando escolhes substituição em vez de editar o programa, estás a dizer: “Este problema pertence a este momento.” Quando editas o código, estás a dizer: “Este problema pertence ao processo.”
Uma mentalidade evita desperdício hoje.
A outra evita-o durante todo o ano.
Por isso, quando o primeiro artigo sai e não está perfeito, vais buscar a correção rápida — ou abres o cérebro e tornas-o mais inteligente?
Porque assim que o programa corre limpo, a próxima pergunta já não tem a ver com botões.
Tem a ver com quem é responsável pelo resultado quando 200 peças acabadas chegam à inspeção.
Armadilha de principiante: Se escondes correções em substituições, não estás a gerir o risco — estás a adiá-lo até ser problema de outra pessoa.
| Aspeto | Substituição manual | Edição de programa |
|---|---|---|
| Ação principal | Ajustar a correção do ângulo apenas para esta batida e continuar | Pare, meça a espessura do material, confirme a largura da matriz, atualize a biblioteca de materiais, ajuste o fator de retorno elástico no ficheiro real |
| Natureza da Correção | Ajuste temporário | Correção permanente do processo |
| Metáfora | Um penso rápido | Cirurgia |
| Contexto de Competência | Depende da sensibilidade do operador e da repetibilidade; valioso em prensas manuais | Depende do controlo do processo e da precisão do sistema na produção CNC |
| Impacto em Produções de Alto Volume (200 peças) | Correções ocultas podem causar variação, especialmente entre turnos | Garante que cada dobra subsequente tenha em conta a realidade |
| Retenção de Conhecimento | A correção não é armazenada; a máquina “esquece” | O controlo é atualizado; a máquina “recorda” |
| Mentalidade de Risco | “Este problema pertence a este momento.” | “Este problema pertence ao processo.” |
| Resultado a Curto Prazo | Previne desperdício hoje | Previne desperdício recorrente a longo prazo |
| Responsabilização | A correção é pessoal e temporária | A correção é sistémica e transferível |
| Armadilha de principiante | Esconder correções em substituições adia o risco até se tornar problema de outra pessoa | Editar o programa gere o risco na origem |
O primeiro suporte sai do travão às 9:17 da manhã. É uma simples forma de L, 10 polegadas por 6 polegadas, 0,125 de espessura, ±0,030 na aba. O desenho estava correto. O programa correu limpo. O ecrã mostra um ângulo de 90,2.
Não me interessa o que o ecrã diz.
Coloquei o paquímetro na dimensão exterior: 9,968. Está 0,032 curto. Mais uma peça assim e estamos fora de tolerância. Faz 200 peças assim e não “falhaste por um triz”. Fabricaste um lote torto no valor de $3,200 em sucata e um cliente que não vai voltar a ligar.
Queres saber quem é responsável pelo resultado quando esse programa executa 200 peças? A pessoa que decide se a peça número um pode tornar-se peça número dois.
Esse gargalo é o operador. Não o engenheiro que fez o desenho. Nem o programador que publicou o ficheiro. É aquele que está ali, com o metal nas mãos e o relógio a contar.
E aqui está a parte difícil: a maioria das descrições de funções diz “executar a inspeção do primeiro artigo e notificar o supervisor sobre produto não conforme”. Parece responsabilidade partilhada.
Mas o metal não é obediente.
Se eu esperar que outra pessoa aprove essa primeira peça enquanto a máquina está parada a uma taxa de $95 por hora, acabei de transformar a qualidade num problema de planeamento. Se continuar a produzir enquanto espero, transformei o planeamento num jogo de azar. De qualquer forma, sou eu quem puxa a alavanca.
Armadilha de principiante: Pensar que o controlo de qualidade é um departamento a quem entregas as peças, em vez de uma decisão que tomas antes de começar o segundo ciclo.
Vi um novo funcionário produzir 50 peças antes de verificar novamente o ângulo. A primeira estava a 90,0. A quinquagésima estava a 92,3. Mesmo programa. Mesmo ferramental.
O que mudou?
Calor.
O óleo hidráulico aquece. A repetibilidade do êmbolo desloca alguns milésimos. O material do próximo palete é 0,007 mais espesso. O retrocesso aumenta porque esta bobina veio de uma fábrica diferente. Pequenos desvios. Grandes consequências.
Num quinador, uma diferença de 0,010 na espessura do material pode alterar o ângulo em um grau inteiro, dependendo da largura da matriz. Um grau inteiro numa aba de 6 polegadas move a ponta cerca de 0,105 polegada. Isso não é estético. É falha de montagem.
Portanto, a medição durante o processo não é papelada. É controlo de feedback. Dobras. Medes. Corriges o programa. Ensinas à máquina o que o material está realmente a fazer hoje, não o que a base de dados diz que deveria fazer.
Se esperares até ao fim da produção para medir, já te comprometeste com todos os erros que a máquina cometeu enquanto não estavas a olhar. Na peça cinquenta, não cometeste um erro — fabricaste-o de propósito.
E é aqui que a responsabilidade se torna séria: algumas oficinas dizem que não se pode sucatar sem aprovação do supervisor. Tudo bem. Mas tu és sempre o primeiro a perceber o desvio. És tu quem decide parar na peça três ou continuar a alimentar a besta.
Operar um quinador é como desativar um engenho explosivo ativo. Cada dobra armazena energia. Cada correção ou alivia essa energia com segurança ou a comprime mais. As verificações durante o processo são a forma de manter a carga estável.
Armadilha de principiante: Confiar na primeira peça boa como se fosse uma promessa em vez de um aviso.
Há uma linha na folha de inspeção que diz “Primeiro Artigo Aprovado.” Às vezes é um autocolante verde. Às vezes são as tuas iniciais em tinta azul.
Essa marca é um gatilho.
Porque, uma vez que a assinas, a produção acelera. O empilhador prepara os blanks em bruto. O supervisor agenda a soldadura para amanhã. O envio promete entrega na sexta-feira. A tua pequena assinatura acabou de colocar $12.000 de trabalho a jusante em movimento.
Verificas o comprimento da aba com calibradores. Verificas o ângulo com um transferidor ou medidor digital. Confirmas a posição do furo em relação à dobra segundo o desenho técnico. Comparas com a tolerância.
Todos passos mecânicos.
Mas a pressão não é mecânica.
Sabes que a máquina está afinada por enquanto. Também sabes que o lote de material pode mudar a meio da pilha. Sabes que a manutenção ainda precisa que limpes as ferramentas e lubrifiques os encaixes antes do almoço. O tempo aperta de ambos os lados.
Assinar demasiado cedo e abençoas variações que ainda não viste. Atrasar demasiado e sufocas a produção.
É aqui que a competência deixa de ser sobre botões e passa a ser sobre julgamento sob pressão. A “luz verde” não é permissão para produzir peças. É uma declaração de que estás disposto a assumir o que acontece se estiverem erradas.
Armadilha de principiante: Tratar a assinatura como uma formalidade em vez de uma garantia pessoal respaldada pelo custo de sucata.
Digamos que a peça sete sai 0,040 de comprimento na aba de retorno. A tolerância é ±0,030. Está 0,010 fora.
Tecnicamente, é refugo.
Mas olha mais de perto. Essa aba encaixa-se numa soldadura com 0,125 de folga. Funcionalmente, vai servir. O desenho é apertado porque o projetista assumiu o pior caso de acumulação de tolerâncias.
E agora?
Se refugares automaticamente, isso são $18 em material e tempo de laser no lixo. Se for uma encomenda de 300 peças e a deriva continuar, serão $5.400 perdidos. Se o documentares, marcares como desvio e chamares a engenharia, podes salvar a produção — ou podes pará-la por um dia à espera de decisão.
É aqui que os operadores influenciam a rentabilidade sem nunca verem o balanço.
Medes o desvio. Documentas a dimensão real. Avalias a tendência — as peças estão a afastar-se mais ou a manter-se estáveis? Ajustas o programa se for relacionado com o processo. Escalas o problema se for de conceção.
O pior que podes fazer é fingir que não viste.
Porque se deixares acumular peças no limite e a inspeção as apanhar no fim, não “perdeste algo”. Converteste trabalho, tempo de máquina e custos gerais em refugo garantido. De propósito.
Assumir responsabilidade aqui não significa ignorar o procedimento e tomar decisões arbitrárias. Significa reunir dados fiáveis, parar a produção quando a tendência fica feia, e forçar uma decisão antes que o volume multiplique o prejuízo.
É por isso que o gargalo do primeiro artigo importa. É a passagem estreita onde o risco é mais barato de controlar. Depois disso, cada ciclo amplifica o que decidiste.
E uma vez que entendes isso, a próxima pergunta não é sobre paquímetros ou papelada.
É sobre a força atrás desse êmbolo, a tonagem que estás a pedir, e o que acontece quando a energia armazenada não destrói apenas peças — mas também ferramentas, máquinas e mãos.
Há dois verões, um rapaz do segundo turno colocou A36 de 3/8 de polegada numa quinadeira de 10 pés classificada para 150 toneladas. A tabela dizia que precisava de 138 toneladas para o comprimento de dobra escolhido. Perto, mas dentro do limite. O desenho estava correto.
Mas o metal não é obediente.
O material veio mais duro do que o valor teórico. A necessidade real era provavelmente 155. Ele iniciou o ciclo. A máquina não explodiu. Gemeu. O êmbolo fletiu apenas o suficiente para dobrar demais o centro e menos as extremidades. As peças foram para o refugo. Pior ainda, o punção desenvolveu uma fissura capilar no ombro. Não a vimos até partir três dias depois, levando consigo um punção segmentado de $4.800.
Sem drama. Apenas energia armazenada à procura de um elo fraco.
Eis o que precisas de perceber: tonagem é força por pé. Se duplicares a espessura, não duplicas a força — multiplicas por cerca de oito. Isso acontece porque a força de dobra aumenta aproximadamente com o quadrado da espessura. Assim, quando as compras trocam 0,125 de aço macio por 0,134 de alta resistência “porque é parecido”, o teu trabalho de 60 toneladas torna-se silenciosamente num de 85 toneladas. Mesmo programa. Mesmo setup. Física diferente.
Exceder a classificação de uma quinadeira em 10% não te dará um aviso educado. Vais ter deflexão do êmbolo, alongamento da estrutura, danos na ferramenta ou uma libertação súbita de energia que move o aço mais depressa do que as tuas mãos conseguem reagir. O Departamento do Trabalho regista mais de 360 amputações por ano causadas por quinadeiras nos EUA, e quase metade são dedos. Não vêm de explosões dramáticas. Vêm de ciclos rotineiros em que a força foi subestimada e o controlo foi presumido.
Os sistemas modernos de proteção a laser reduzem fortemente esses números. Já trabalhei com eles. Podes estar a poucos centímetros do punção e o feixe interrompe o curso. Em oficinas que investem, as taxas de lesão caem drasticamente. Mas 80% dos locais onde vais entrar utilizam quinadeiras hidráulicas antigas com cortinas de luz mais velhas do que tu. Nesses locais, o único sensor entre a tua mão e 120 toneladas é o teu julgamento.
Você não “executa” tonelagem. Gere energia armazenada como se estivesse a desativar algo que não perdoa erros aritméticos.
Armadilha de principiante: Confiar no gráfico de tonelagem como se fosse palavra sagrada, em vez de uma estimativa inicial que deve ser ajustada para material real, comprimento real e condição real da máquina.
Certa vez encontrei uma lasca numa matriz em V de 1 polegada que parecia nada. Talvez 0,015 de profundidade na borda. Mal se conseguia sentir com a unha.
Estávamos a dobrar aço macio de 11-gauge. Cada peça tinha uma linha ténue no raio exterior. Inicialmente apenas cosmético. Depois os ângulos começaram a variar meio grau em flanges mais longos. Porquê? Porque essa lasca concentra força. Em vez de pressão uniforme ao longo do ombro da matriz, obtém-se um pico de pressão nesse defeito. O aço flui de forma diferente ali. O retorno elástico muda localmente. Ao longo de uma dobra de 1,8 metros, essa inconsistência acumula-se.
Produza 300 peças assim e terá um lote torto no valor de $2,700 em sucata e um cliente que não voltará a ligar.
Pior ainda, essa pequena lasca é um iniciador de fissuras. Cada ciclo bate nela. As microfraturas espalham-se através da ferramenta endurecida. Um dia, a borda da matriz quebra sob carga. Agora a peça desloca-se, o punção move-se, e as suas mãos — que estavam “apenas a manter o alinhamento” — encontram-se numa nova geometria que não planeou.
Manutenção preditiva não é papelada. É passar uma pedra sobre a matriz, verificar os ombros à luz, registar o desgaste antes que se torne geometria. O aço de ferramentas é como uma corrente. Falha no elo mais fraco, e o elo mais fraco é geralmente o defeito que todos achavam pequeno demais para importar.
Se não o reportar porque “ainda funciona”, acabou de empurrar o risco para o próximo turno.
Armadilha de principiante: Tratar o desgaste da ferramenta como um problema cosmético em vez de um multiplicador de força que altera tanto a precisão da dobra como o risco de falha.
Veja filmagens em câmara lenta de um ciclo de prensa dobradeira e verá algo que os aprendizes ignoram. O carro desce de forma constante. Controlada. Previsível.
A chapa não.
À medida que o punção força o material para dentro do V, a energia elástica acumula-se na placa. Quando o carro inverte, essa energia liberta-se. Flanges longos podem chicotear para cima vários centímetros num piscar de olhos. Em aço inox fino com elevado retorno elástico, é pior. Já vi um flange de 1,2 metros disparar para cima e atingir alguém no queixo porque se inclinou para “ver a linha”.”
A maioria das lesões não ocorre durante a dramática descida. Ocorrem durante micro-intervenções: alcançar para lá da cortina de luz para ajustar dedos de gabarito, empurrar uma chapa para ficar quadrada enquanto o pedal ainda está ativo, limpar um pequeno recorte sem parar o ciclo. Complacência, não catástrofe.
A OSHA mantém a proteção inadequada entre as suas principais infrações por uma razão. A pressão da produção faz as pessoas contornarem as proteções. Colar fita sobre uma cortina de luz. Ultrapassar um controlo de duas mãos. “Só esta peça.” A máquina cicla em milissegundos. O seu sistema nervoso não.
Em prensas dobradeiras mais antigas sem AOPD a laser (dispositivo ótico ativo de proteção — nome pomposo para um sistema de luz de varrimento), a sua distância segura é mecânica. Mantenha as mãos fora do espaço da matriz. Use ferramentas de fixação ou ímanes para peças pequenas. Fique de lado em flanges longos para que, se chicotearem, não o atinjam.
O carro é óbvio. A energia armazenada na chapa é a surpresa.
Armadilha de principiante: Olhar para o punção como se fosse a única peça móvel enquanto ignora a chapa que está a carregar como uma mola.
Imagine isto. A manutenção está a trocar uma mangueira hidráulica. Dizem-lhe para “esperar um minuto.” O supervisor é chamado para fora. Vê o trabalho preparado, ferramenta no lugar, pedal no chão. Não iniciou a reparação. Não desapertou nenhuma ligação.
Você entra, faz o ciclo do êmbolo para verificar o alinhamento.
Se a mão de alguém estiver na moldura e a máquina se mover, a OSHA não quer saber quem iniciou a tarefa. A pessoa que energizou a máquina sem o bloqueio/etiquetagem adequados é quem assume a violação.
Bloqueio/etiquetagem significa isolar as fontes de energia — elétrica, hidráulica, pneumática — e aplicar um bloqueio físico para que a máquina não possa mover-se. Não é uma promessa verbal. Não é um post-it. É um cadeado com o teu nome. Porque os sistemas hidráulicos armazenam pressão. Mesmo com a energia desligada, uma válvula pode aliviar e mover o êmbolo se não estiver devidamente bloqueado.
E lembras-te da metáfora explosiva? Uma prensa dobradeira parada ainda armazena energia em fluido comprimido e massa elevada. Se não sangras e bloqueias, estás a assumir que ela se comporta.
E quando colocas o teu cadeado, não estás a ser difícil. Estás a documentar o controlo sobre energia capaz de remover dedos em menos tempo do que demora a dizer “espera aí”.”
É aqui que a descrição de funções te engana. “Operar máquina.” Não. Geres força, desgaste, energia armazenada e exposição legal. És a última barreira entre 120 toneladas e um corpo humano.
E se conseguires explicar isso claramente — não com medo, mas com números, mecanismos e cicatrizes — quanto é que isso te vale na tua próxima entrevista?
Armadilha de principiante: acreditar que a segurança é apenas responsabilidade da empresa, em vez de perceber que no momento em que energizas a máquina, a responsabilidade tem as tuas impressões digitais.
Queres ganhar mais dinheiro?
Então deixa de te chamar um carregador de botões.
Se o teu currículo diz “Operou prensa CNC para dobrar peças conforme desenho”, acabaste de dizer a um recrutador que és substituível pelo próximo corpo quente que encontrar o botão verde de arranque de ciclo. Essa frase soa como se estivesses a fazer babysitting à máquina.
Mas o metal não é obediente.
O que realmente fizeste foi calcular a tonelagem para que um êmbolo de 120 toneladas não sobrecarregasse um punção $4.800. Selecionaste matrizes em V para controlar o retorno elástico, de modo que uma variação de espessura de 0,010 não se transformasse num desvio de um grau ao longo de 200 peças. Inspecionaste a ferramenta para que um lasco de 0,015 não resultasse em $2.700 de desperdício e numa reunião de produção constrangedora.
Isso não é “operar”. Isso é controlar energia armazenada e prevenir erros de cinco dígitos.
Portanto, traduz.
Vês a mudança? Uma versão diz que seguiste ordens. A outra diz que geriste risco.
Os recrutadores não pagam mais pelo movimento. Pagam pelo julgamento.
Armadilha de principiante: Escrever o teu currículo como a descrição do cargo em vez de como um relatório pós-incidente que prova que impediste que coisas más acontecessem.
Eis a verdade que ninguém coloca no folheto.
Uma certificação mostra que passaste num exame estruturado sobre precisão de configuração, lógica de programação e controlo de processo. Isso é importante. Indica a um empregador que entendes o vocabulário e a matemática.
Não prova que viste o aço inoxidável de calibre 14 rachar ao longo do grão às 2 da manhã e ajustaste de imediato.
A maior parte da verdadeira competência nesta profissão vem de meses — normalmente anos — a trabalhar ao lado de alguém que já cometeu os erros dispendiosos. Aprendes a sentir quando o material está prestes a deslizar. Aprendes o som que uma matriz faz quando está ligeiramente sobrecarregada. Aprendes que “O desenho estava certo” não significa que a sequência de curvas esteja.
Então, qual tem mais peso?
Para entrar pela porta, as certificações podem ajudar. São uma prova portátil de que não estás a adivinhar.
Para seres confiado com trabalho de alta tonelagem e configurações complexas, a experiência na oficina manda — porque é aí que se forma o instinto de risco.
A jogada inteligente não é escolher um. É enquadrar ambos corretamente.
Se tens certificações, não as listes como troféus. Liga-as ao controlo de risco: “NIMS Nível II — aplicado para reduzir erros de configuração e rejeição da primeira peça.” Se tens muita experiência na oficina mas nenhum certificado, mostra discernimento mensurável: “Liderei auditorias de ferramentas que eliminaram desvios recorrentes de ângulo em execuções de A36 de 3/16.”
O papel prova exposição. A experiência prova sobrevivência.
Armadilha de principiante: Assumir que um certificado substitui cicatrizes — ou que as cicatrizes te tornam demasiado bom para a aprendizagem estruturada.
É aqui que a maior parte dos “operadores” são expostos.
Um gestor desliza um desenho pelo secretária. Nenhuma máquina a zumbir atrás de ti. Nenhum batente de recuo onde te possas esconder.
“Explica-me como dobrarias isto.”
Se tudo o que dizes é: “Carregaria o programa e executá-lo-ia”, estás acabado.
Eles querem ouvir lógica de sequenciação. Quais as abas primeiro para evitar colisão? Onde está a perna mais longa sem suporte que pode chicotear? Precisas de uma abertura em V maior para controlar a tonelagem? Como é que a direção do grão afetará a fissuração? Onde é que a recuperação elástica acumulará tolerância?
Por outras palavras, consegues pensar em força e falha, não em botões?
Quando conseguires explicar uma sequência de dobra como se estivesses a desativar algo que armazena energia — passo a passo, antecipando onde pode correr mal — deixas de soar como mão-de-obra e passas a soar como controlo.
É aí que a conversa sobre o salário muda.
Porque agora já não és o tipo que faz as peças. És o tipo que impede que elas se tornem sucata.
Armadilha de Principiante: Descrever o que a máquina faz em vez do que estás a decidir.
Talvez estejas no nível de entrada. Talvez carregues chapas e carregues em Iniciar Ciclo.
Tudo bem. Então o teu trabalho agora é roubar consciência.
Observa as montagens. Pergunta por que foi escolhido aquele molde. Pergunta como foi calculada a tonagem. Quando os ângulos se desviam, não te limites a ajustar — pergunta que variável mudou: espessura, direção do grão, desgaste das ferramentas, desvio do programa?
Anota. Constrói o teu próprio registo mental de falhas.
Se já tens experiência mas estás estagnado, olha para aquilo que evitas. Peças complexas com múltiplas dobras? Programação do zero? Falar com engenheiros sobre acumulação de tolerâncias? Esse desconforto é o teu teto salarial a mostrar-se.
Ultrapassa-o deliberadamente. Enfrenta as montagens complicadas. Voluntaria-te para verificações de primeiras peças. Senta-te com a manutenção durante o bloqueio para compreenderes os limites hidráulicos e mecânicos. As certificações podem ajudar aqui — não como emblemas, mas como formas estruturadas de colmatar pontos cegos.
A progressão profissional neste ofício não vem do tempo de serviço. Vem da quantidade de risco que consegues controlar de forma independente, sem supervisão.
Essa é a parte menos óbvia.
Não és pago mais por dobrar material mais duro. És pago mais por reduzir a incerteza.
Começa a encarar cada turno como prática em controlo de energia, previsão de falhas e prevenção de custos. Depois, fala do teu trabalho nesses termos.
Faz isso durante tempo suficiente e já não te vais candidatar como “operador de prensa dobradora”.”
Vais ser entrevistado como a pessoa em quem as oficinas confiam para lidar com 120 toneladas de força armazenada — e com a reputação delas.
Armadilha de Principiante: Esperar por uma mudança de cargo antes de começares a agir como o tomador de decisões.


















