

La primavera pasada, un chico con una sudadera limpia y un flamante “Certificado de Prensa Plegadora de Precisión” alineó una lámina de acero inoxidable de 10 pies, pisó el pedal y condujo un punzón segmentado $4,800 directo al hombro de la matriz.
El plano estaba correcto. Sus cálculos estaban correctos. De todos modos, el material se agrietó porque nunca comprobó la dirección del grano.
Ese es el momento que las ofertas de trabajo no te muestran.
Lee diez ofertas. Verás frases como “doblar metal según el plano”, “operar prensa plegadora CNC”, “no se requiere educación formal”. Tal vez entrenamiento de seguridad de OSHA. Tal vez “aprendizaje en el trabajo”.”
Suena simple. Carga la pieza. Pulsa el ciclo. Repite.
Pero el metal no obedece. Rebota. Se endurece con el trabajo. Recuerda en qué dirección fue laminado. Un plano es una meta; la prensa es una negociación de 60 toneladas entre la física y las herramientas. El operador está en medio, solo, con miles de dólares y diez dedos en juego.
Esa oferta hace que parezca que eres un cajero pulsando botones. En realidad, eres el último filtro de riesgo antes de que el acero se convierta en chatarra — o en metralla.
Trampa para principiantes: si crees que “no se requiere título universitario” significa “no se requiere juicio independiente”, te estás ofreciendo como voluntario para aprender física rompiendo herramientas.
He entrevistado a docenas de aspirantes que me dicen con orgullo: “Sé leer planos y manejar CNC.”
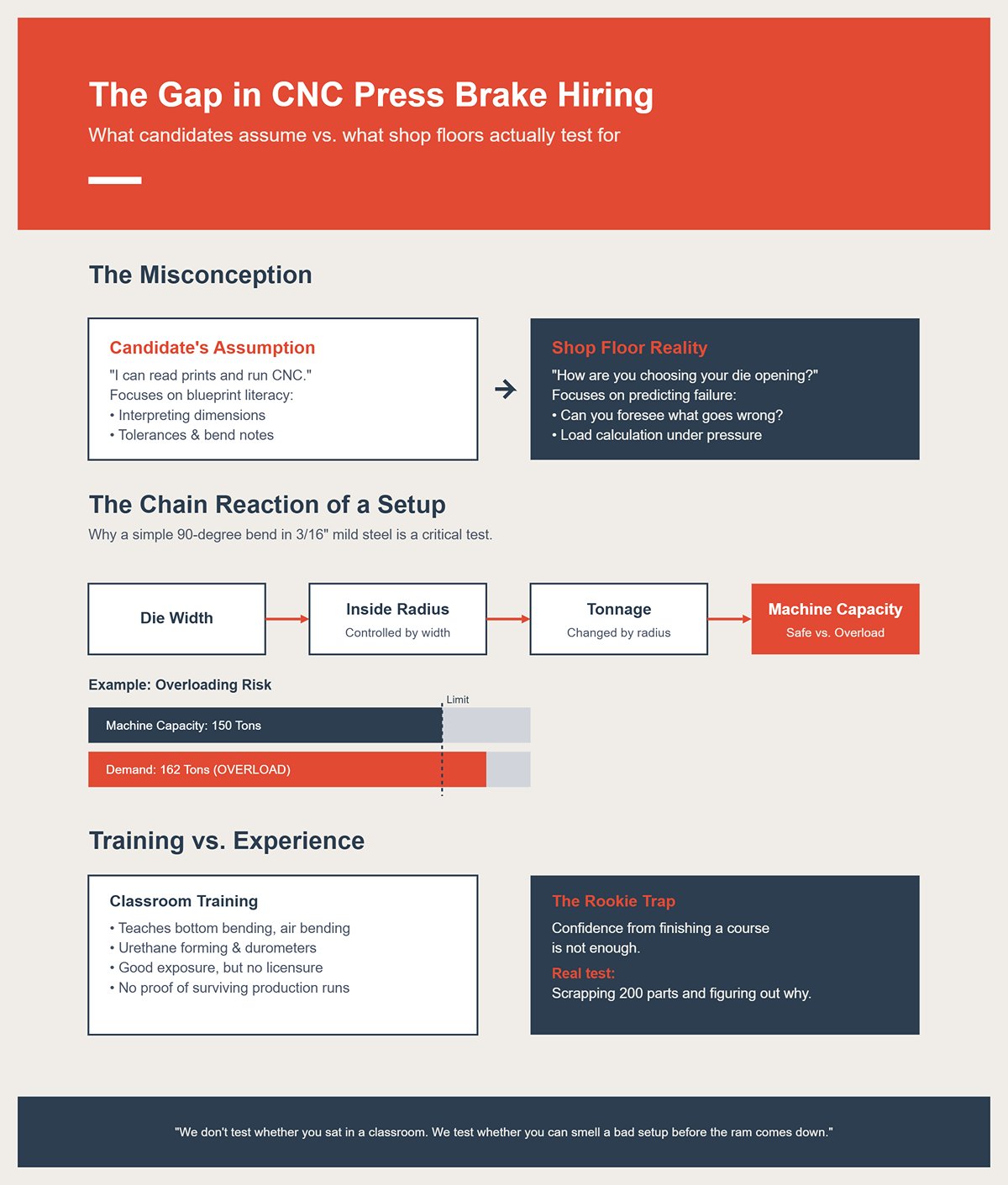
Así que deslizo una pieza simple sobre la mesa. Doblado a 90 grados. Acero dulce. 3/16 de pulgada. Luego hago una pregunta:
“¿Cómo eliges tu abertura de matriz?”
La sala se queda en silencio.
Verás, los candidatos suponen que la prueba es sobre alfabetización en planos — si puedes interpretar dimensiones, tolerancias, notas de doblado. Los talleres en realidad evalúan algo más feo: si puedes predecir qué va a salir mal antes de que ocurra.
El ancho de la matriz controla el radio interior. El radio interior cambia la tonelada requerida. La tonelada determina si estás dentro de la capacidad de la máquina o a punto de sobrecargar una prensa de 150 toneladas con una demanda de 162 toneladas. Eso no es apretar botones. Eso es calcular carga bajo presión.
Los programas de formación enseñan doblado en fondo, doblado al aire, incluso cosas elegantes como formado con uretano de diferentes durómetros — eso no es más que dureza, como comparar una llanta de coche con un disco de hockey. Buena exposición. Pero incluso esos certificados dicen que no son licencias profesionales. Sin renovación. Sin prueba de que has sobrevivido ejecuciones reales de producción.
En el taller, no probamos si te sentaste en un aula. Probamos si puedes oler una mala configuración antes de que el ariete baje.
Trampa para principiantes: si tu confianza proviene de terminar un curso en lugar de haber arruinado 200 piezas y descubrir por qué, no estás listo para las preguntas que importan.
Así es como pierdes el trabajo en menos de cinco minutos.
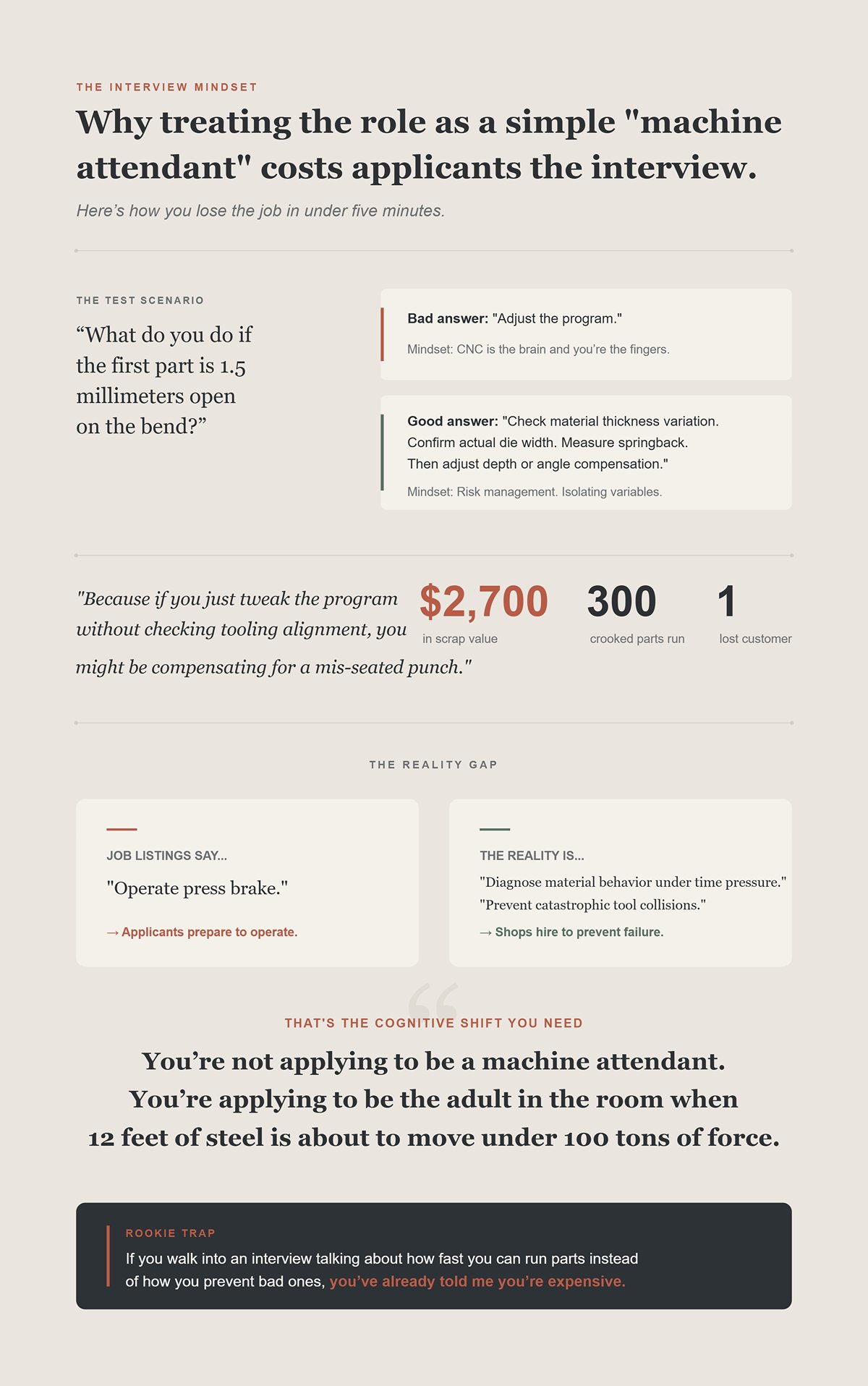
Yo pregunto: “¿Qué haces si la primera pieza está abierta 1.5 milímetros en la curva?”
Mala respuesta: “Ajustar el programa.”
Eso me dice que piensas que el CNC es el cerebro y tú eres los dedos.
Una buena respuesta suena más como: “Verificar la variación del espesor del material. Confirmar el ancho real de la matriz. Medir el retroceso. Luego ajustar la profundidad o la compensación de ángulo.”
Eso es gestión de riesgos. Estás aislando variables antes de tocar la pantalla.
Porque si solo ajustas el programa sin revisar la alineación de las herramientas, podrías estar compensando por un punzón mal colocado. Ejecuta 300 piezas así y tendrás un lote torcido por valor de $2,700 en desperdicio y un cliente que no volverá a llamar.
Las ofertas de trabajo no dicen: “Debe diagnosticar de forma independiente el comportamiento del material bajo presión de tiempo.” No dicen: “Responsable de prevenir colisiones catastróficas de herramientas.” Dicen: “Operar plegadora.”
Así que los solicitantes se preparan para operar.
Los talleres contratan para prevenir fallos.
Ese es el cambio de mentalidad que necesitas: no estás postulando para ser un asistente de máquina. Estás postulando para ser el adulto en la sala cuando 12 pies de acero están a punto de moverse bajo 100 toneladas de fuerza.
Trampa de novato: Si entras en una entrevista hablando de lo rápido que puedes producir piezas en lugar de cómo previenes las defectuosas, ya me has dicho que eres costoso.
¿Quieres demostrar que puedes prevenir desastres antes de ser contratado?
Bien. Entonces deja de hablar de cómo ejecutas ciclos y empieza a hablar de lo que revisas antes de que el ariete se mueva.
El año pasado vi a un nuevo empleado cargar A36 de 1/4 de pulgada, 8 pies de largo. Tomó una matriz en V de 1 pulgada porque “es la que siempre usamos para un cuarto de pulgada”. No revisó la tabla de tonelaje. No revisó la longitud de doblado. A 120 toneladas en una corta sección de prueba de 12 pulgadas, sobrecargó tanto que dejó una curvatura permanente en la viga inferior. La máquina estuvo fuera de servicio dos días. Factura de servicio: $3,200. Producción perdida: alrededor de $6,000.
La falla no ocurrió cuando bajó el ariete, ocurrió cuando eligió la matriz y se dijo a sí mismo que era lo suficientemente aproximado.
Eso es lo que escucho en una entrevista. No si puedes leer un plano. Sino si entiendes que el montaje es donde vive el riesgo.
Trampa de novato: Si tratas las herramientas como bloques de Lego intercambiables en lugar de decisiones que soportan carga, aprenderás sobre límites de tonelaje por medio de una factura de reparación.

Deslicé un soporte de acero inoxidable sobre el banco una vez. Doblado a 90 grados, radio interno ajustado, la dirección del grano corriendo paralela a la línea de plegado.
El plano estaba correcto. Las dimensiones eran precisas. Las tolerancias, razonables.
Pero el metal no obedece.
La lámina se laminó en la acería. Ese laminado estira el grano como si se estirara caramelo en una dirección. Dobla a través del grano, y las fibras se comprimen y se estiran de manera uniforme. Dobla con el grano, y estás intentando plegar madera siguiendo las vetas en lugar de atravesarlas. Es entonces cuando escuchas el pequeño “clic” que se convierte en una grieta.
He visto acero inoxidable calibre 14 tipo 304 partirse completamente porque alguien ignoró la flecha en la etiqueta del material. Cuarenta piezas desechadas antes del almuerzo. Aproximadamente $18 por pieza. Eso son $720 en acero inoxidable más medio día de trabajo. Todo porque el operador asumió que el plano plano contaba toda la historia.
Un plano es tinta en 2D. La dirección del grano es una realidad en 3D. Si se contradicen, no simplemente “lo ejecutas igual”. Llamas a ingeniería. Ajustas el radio de plegado. Rotas la pieza si la geometría lo permite. Eso es juicio bajo presión.
Cuando le pregunto a un candidato: “¿Qué harías si el grano corre en la dirección equivocada?”, no estoy probando vocabulario. Estoy comprobando si entiende que los planos describen la intención, pero el comportamiento del material decide el resultado.
Así que dime — cuando el papel y el acero no están de acuerdo, ¿cuál gana?
Trampa para novatos: Si tu respuesta es “el plano”, estás ofreciendo desechar costoso acero inoxidable para proteger tu ego.
Toma acero al carbono de 3/16 de pulgada. Dóblalo al aire con una matriz adecuada. Tu programa indica 90 grados a cierta profundidad.
Sacas la primera pieza y mide 92.
Esos dos grados son retroceso elástico — recuperación elástica. El acero se estiró bajo carga y luego se relajó al liberar la presión. Piénsalo como doblar una tabla de buceo y soltarla. No se queda donde la empujaste.
Aquí es donde los novatos se delatan.
Mal operador: “El ángulo está abierto. Solo agregaré dos grados en el control.”
Tal vez. Pero ¿qué cambió? ¿El material mide realmente 0.1875 de espesor, o este lote llegó a 0.195? Un material más grueso aumenta la fuerza necesaria y desplaza el eje neutro — esa línea imaginaria dentro del doblez donde el material no se estira ni se comprime. Mueve esa línea y cambias el retroceso elástico.
El acero de alta resistencia retrocede más que el acero al carbono común. El aluminio retrocede de manera diferente también. El mismo 90 en la pantalla, tres realidades distintas en el utillaje.
He ejecutado trabajos donde la compensación de la primera pieza fue de 1.5 grados. La siguiente hoja, de un lote de colada distinto, necesitó 3 grados. Si no entiendes por qué, pasarás el turno persiguiendo el ángulo, ajustando números como si afinaras una radio en medio de una tormenta.
Los talleres no necesitan a alguien que pueda “ajustar el programa”. Necesitan a alguien que sepa cuándo el ajuste es la solución correcta y cuándo está ocultando una variable de herramienta o material.
Si las matemáticas dicen 90 y el acero dice 92, ¿qué más estás midiendo antes de tocar la pantalla?
Trampa para principiantes: Si tu única herramienta para corregir el ángulo es el teclado del CNC, no estás controlando el proceso — estás reaccionando a él.
¿Alguna vez has visto una dobladura perfecta en el lado izquierdo y abierta por 1 milímetro en el derecho?
El primer instinto es culpar al tope trasero. O al programa.
A veces no es ninguno de los dos.
He retirado punzones que a simple vista parecían correctos pero tenían un desgaste de 0,010 pulgadas en un hombro. Eso es más delgado que una tarjeta de presentación. En una dobladura de 10 pies, ese pequeño punto de desgaste cambia cómo se distribuye la fuerza. Un lado muerde más. El otro flota. Lo compensas en el programa, claro — y ahora has incorporado un error mecánico en una corrección digital.
Haz 300 piezas así y tendrás un lote torcido por valor de $2,700 en chatarra y un cliente que no volverá a llamar.
Y ni me hagas empezar con las pruebas cortas de doblado. Los operadores colocan un recorte de 2 pulgadas de ancho en el centro de una matriz de 10 pies para “verificar el ángulo”. Toda esa tonelada de fuerza concentrada en una pequeña sección. Así es como se abollan matrices y se deforman punzones. El daño más común que he visto en el ariete no provino del desgaste lento — fue por aplicar demasiada presión en secciones cortas durante las pruebas. Una prueba descuidada puede costar más que un mes entero de producción cuidadosa.
Alineación, distribución de carga, patrones de desgaste — no es glamoroso. Nadie presume de limpiar los hombros de la matriz o de quitar rebabas de las herramientas con piedra. Pero ahí es donde vive la consistencia.
La preparación es como desactivar un artefacto explosivo en vivo. Energía almacenada, controlada por geometría y acero. Cada atajo — matriz desalineada, punzón desgastado, prueba sobrecargada — es como cortar el cable equivocado y esperar que no salten chispas.
Y si el 90% de los errores de doblado empiezan aquí, antes de que se haga la primera pieza buena, ¿qué dice eso del operador que piensa que su trabajo empieza cuando presiona Iniciar Ciclo?
Trampa para principiantes: Si solo inspeccionas las piezas y nunca inspeccionas las herramientas, estás midiendo el humo en vez de buscar el fuego.
Imagina esto. Lunes por la mañana. Trabajo nuevo, ocho doblados, calibre 10 A36, bridas de retorno ajustadas que te encerrarán si haces el orden incorrecto. La pantalla se ilumina con una bonita simulación 3D. Herramientas seleccionadas automáticamente. Secuencia de doblado generada automáticamente.
Puedes presionar Iniciar Ciclo ahora mismo.
O puedes preguntar por qué el control quiere formar la brida interior antes del retorno exterior que físicamente la bloquea.
Esa es la diferencia entre pisar pedales y programar el cerebro de la máquina.
Un proceso disciplinado de pre-doblado en el CNC no empieza con el pie. Empieza con que interrogues el programa como si te debiera dinero. Verificas el espesor del material contra lo que está en el archivo. Confirmas que el ancho de la matriz coincida con tu tabla de tonelaje. Compruebas que los dedos del tope trasero no colisionen con una pata formada en el cuarto doblado. Simulas cada paso y buscas geometrías imposibles que el software educadamente ignora.
Porque el control supone que el modelo es perfecto.
Pero el metal no obedece.
Y el software lo es aún menos.
Trampa para novatos: Si tratas el CNC como una máquina expendedora—insertar plano, recibir piezas—estás a una mala secuencia automática de desechar todo un pallet.
Una vez un chico me dijo: “Yo sé CNC. Puedo cargar programas y poner ceros.”
Eso es como decir que puedes pilotar un avión porque encontraste el encendido.
En una prensa plegadora moderna, “básico” significa que entiendes tres sistemas de coordenadas antes de doblar metal: cero de máquina (donde el carro cree que está la posición inicial), cero de programa (donde el origen de la pieza está en el archivo), y posición del tope trasero (donde realmente se asienta la chapa). Si esos tres no coinciden, tu primer doblez puede quedar desplazado 0,125 pulgadas. En un soporte con tolerancia de ±0,030, eso no es “cerca”. Eso es chatarra.
También significa que entiendes la deducción de pliegue—las matemáticas que tienen en cuenta el estiramiento del material para que el plano extendido salga correcto. La deducción de pliegue es simplemente la cantidad que restas de la longitud plana para llegar a las dimensiones finales. Ignóralo, y cada ala acumula error. En una caja con ocho pliegues, estar equivocado en 0,020 por pliegue no parece grave. Multiplícalo por siete características internas y de repente la tapa no encaja. Ahora estás mirando un pallet de piezas cortadas con láser por valor de $1,900 que físicamente no se pueden ensamblar.
Y “básico” incluye conciencia de tonelaje. El control calculará la fuerza, seguro. Pero si cambias una matriz en V de 1,000 pulgadas a 0,500 pulgadas y olvidas actualizar el programa, el tonelaje requerido prácticamente se duplica. Así es como superas la capacidad de la máquina sin que el carro te advierta, hasta que algo cruje.
Los programas de entrenamiento duran semanas, a veces meses, y eso es solo para evitar que te lastimes. Dominarlo lleva años porque cada material nuevo, cada geometría nueva, cambia las reglas un poco.
Así que cuando una oferta de trabajo dice “se requieren conocimientos básicos de CNC”, lo que quieren decir es: no choques mi máquina de $180,000.
Trampa para novatos: Si tu definición de habilidad en CNC se detiene en “puedo cargar un archivo”, no eres un operador—eres una responsabilidad con inicio de sesión.
Cargar un programa guardado se siente seguro. Alguien más ya luchó la batalla. El utillaje está indicado. La secuencia está ahí. Los ángulos están ajustados.
Hasta que el material cambia.
Digamos que el trabajo original se ejecutó en acero dulce de 0,125. Hoy, compras cambió por acero de alta resistencia de 0,134 porque era lo que había en stock. Mismo número de pieza. Animal diferente. Aumenta el retroceso elástico. El tonelaje requerido sube. El programa guardado aún cree que está doblando mantequilla.
Si simplemente lo ejecutas, tus 90 se abren a 94. Ajustas la corrección de ángulo. Ahora el ala interior golpea el tope trasero en el sexto pliegue porque el material de mayor resistencia no se formó tan cerrado y tu holgura desapareció. Estás persiguiendo errores que comenzaron con una mala suposición en la línea uno del código.
Escribir una secuencia desde cero te obliga a pensar en orden de restricción física. ¿Qué pliegues te bloquean? ¿Dónde crece la pieza? ¿Cuándo necesitas voltearla? No estás organizando líneas de código. Estás coreografiando energía almacenada para que la chapa nunca se enfrente a la máquina.
He programado piezas complejas donde los tres primeros pliegues existen únicamente para crear espacio para el cuarto. El software sugería el orden opuesto porque optimizaba para cambios de herramientas, no para la realidad. Si lo hubiera confiado, habría encerrado la pieza en el segundo pliegue.
Cargar un programa te convierte en operador.
Reescribir uno contra reloj, con un camión esperando, te hace empleable.
Trampa para novatos: Si asumes que un programa guardado es palabra sagrada, protegerás el archivo en vez de la pieza—y la pieza es lo único que paga.
Llegas a la primera curva. Sale con una apertura de 1.5 grados.
Tienes dos opciones.
Anulación manual: ajusta la corrección del ángulo solo para este golpe y sigue adelante.
Edición del programa: deténte, mide el espesor del material, confirma el ancho de la matriz, actualiza la biblioteca de materiales, ajusta el factor de recuperación elástica en el archivo real para que cada doblez posterior tenga en cuenta la realidad.
La anulación manual es una curita. La edición del programa es cirugía.
Ahora, no te pongas ingenioso: las prensas manuales todavía existen, y unas buenas manos en una prensa mecánica pueden crear piezas hermosas solo con tacto y repetibilidad. Eso es verdadera habilidad. Pero en una máquina CNC que produce 200 piezas, esconder correcciones en anulaciones temporales es como se infiltra la variación. El turno de noche carga el mismo programa mañana, no sabe nada de tu secreto +1.5, y de repente las piezas se desvían.
El control es la memoria de la máquina. Si no le enseñas lo que aprendiste en la primera pieza, lo olvida en cuanto terminas tu turno.
Y aquí es donde esto se relaciona con el riesgo.
Cuando eliges la anulación en lugar de editar el programa, estás diciendo: “Este problema pertenece a este momento.” Cuando editas el código, estás diciendo: “Este problema pertenece al proceso.”
Una mentalidad evita el desperdicio hoy.
La otra lo evita todo el año.
Así que cuando la primera pieza sale y no es perfecta, ¿buscas la corrección rápida o abres el cerebro y lo haces más inteligente?
Porque una vez que el programa se ejecuta sin problemas, la próxima pregunta no tiene nada que ver con los botones.
Se trata de quién es dueño del resultado cuando 200 piezas terminadas llegan a inspección.
Trampa de principiante: si ocultas las correcciones en las anulaciones, no estás gestionando el riesgo; lo estás posponiendo hasta que se convierte en el problema de otra persona.
| Aspecto | Anulación manual | Edición del programa |
|---|---|---|
| Acción principal | Ajustar la corrección del ángulo solo para este golpe y seguir adelante | Detente, mide el grosor del material, confirma el ancho de la matriz, actualiza la biblioteca de materiales, ajusta el factor de recuperación elástica en el archivo real |
| Naturaleza de la corrección | Ajuste temporal | Corrección de proceso permanente |
| Metáfora | Una venda | Cirugía |
| Contexto de habilidad | Depende de la sensación del operador y la repetibilidad; valioso en prensas manuales | Depende del control del proceso y la precisión del sistema en la producción CNC |
| Impacto en producciones de alto volumen (200 piezas) | Las correcciones ocultas pueden causar variaciones, especialmente entre turnos | Garantiza que cada doblado posterior tenga en cuenta la realidad |
| Retención del conocimiento | La corrección no se guarda; la máquina “olvida” | El control se actualiza; la máquina “recuerda” |
| Mentalidad de riesgo | “Este problema pertenece a este momento.” | “Este problema pertenece al proceso.” |
| Resultado a corto plazo | Previene el desperdicio hoy | Previene el desperdicio recurrente a largo plazo |
| Responsabilidad | La solución es personal y temporal | La solución es sistémica y transferible |
| Trampa de principiante | Ocultar soluciones en anulaciones pospone el riesgo hasta que se convierte en el problema de otra persona | Editar el programa gestiona el riesgo en su origen |
El primer soporte sale del freno a las 9:17 a. m. Tiene una forma de L simple, de 10 pulgadas por 6 pulgadas, espesor de 0.125, ±0.030 en la pestaña. El plano estaba correcto. El programa se ejecutó sin problemas. El ángulo marca 90.2 en la pantalla.
No me importa lo que diga la pantalla.
Pongo el calibrador en la dimensión exterior: 9.968. Eso es 0.032 de menos. Una pieza más así y estamos fuera de tolerancia. Si haces 200 piezas así, no “te equivocaste por poco”. Fabricaste un lote torcido por valor de $3,200 en chatarra y un cliente que no volverá a llamar.
¿Quieres saber quién es responsable del resultado cuando ese programa ejecuta 200 piezas? La persona que decide si se permite que la pieza número uno se convierta en la número dos.
Ese cuello de botella es el operador. No el ingeniero que hizo el plano. No el programador que publicó el archivo. El que está ahí, con el metal en las manos y el reloj corriendo.
Y aquí viene la parte difícil: la mayoría de las descripciones de trabajo dicen “realizar la inspección del primer artículo y notificar al supervisor sobre productos no conformes”. Suena como una responsabilidad compartida.
Pero el metal no obedece.
Si espero a que alguien más apruebe esa primera pieza mientras la máquina está parada en una tarifa cargada de $95 por hora, acabo de convertir la calidad en un problema de programación. Si sigo produciendo mientras espero, he convertido la programación en un problema de apuestas. De cualquier manera, soy yo quien tira de la palanca.
Trampa de principiante: pensar que control de calidad es un departamento al que entregas piezas, en lugar de una decisión que tomas antes de que empiece el segundo ciclo.
He visto a un novato producir 50 piezas antes de volver a medir el ángulo. La primera fue 90.0. La número cincuenta fue 92.3. Mismo programa. Misma herramienta.
¿Qué cambió?
Calor.
El aceite hidráulico se calienta. La repetibilidad del cilindro cambia unas milésimas. El material del siguiente pallet es 0,007 más grueso. El retroceso elástico aumenta porque esta bobina proviene de un molino diferente. Pequeños cambios. Consecuencias reales.
En una plegadora, 0,010 de pulgada en el espesor del material puede variar tu ángulo un grado completo dependiendo del ancho de la matriz. Un grado completo en un ala de 6 pulgadas mueve la punta alrededor de 0,105 pulgadas. Eso no es cosmético. Eso es un fallo de ensamblaje.
Así que la medición durante el proceso no es papeleo. Es control por retroalimentación. Doblas. Mides. Correges el programa. Le enseñas a la máquina lo que el material realmente está haciendo hoy, no lo que la base de datos dice que debería hacer.
Si esperas hasta el final de la producción para medir, ya te habrás comprometido con cada error que la máquina cometió mientras no mirabas. Para la pieza número cincuenta, no cometiste un error: lo fabricaste a propósito.
Y aquí es donde la responsabilidad se vuelve real: algunas plantas dicen que no puedes desechar sin la aprobación del supervisor. Bien. Pero aún eres tú quien ve la desviación primero. Eres tú quien decide si parar en la pieza tres o seguir alimentando a la bestia.
Operar una plegadora es como desactivar un artefacto explosivo activo. Cada doblez almacena energía. Cada corrección o libera esa energía de forma segura o la comprime más. Las verificaciones durante el proceso son cómo mantienes la carga estable.
Trampa de principiante: Confiar en la primera pieza buena como si fuera una promesa en lugar de un disparo de advertencia.
Hay una línea en la hoja de inspección que dice “Primer artículo aprobado”. A veces es una etiqueta verde. A veces son tus iniciales en tinta azul.
Esa marca es un gatillo.
Porque una vez que la firmas, la producción se acelera. El montacargas coloca las piezas en bruto en la línea. El supervisor programa la soldadura para mañana. Envíos promete la entrega el viernes. Tu pequeño garabato acaba de poner en marcha $12,000 de trabajo posterior en la cadena.
Revisas la longitud del ala con calibradores. Compruebas el ángulo con un transportador o medidor digital. Verificas la ubicación del orificio con respecto a la curva según el plano. Comparas con la tolerancia.
Todos pasos mecánicos.
Pero la presión no es mecánica.
Sabes que la máquina está ajustada por ahora. También sabes que el lote de material podría cambiar a mitad de la pila. Sabes que mantenimiento aún necesita que limpies las herramientas y engrases los acoplamientos antes del almuerzo. El tiempo aprieta desde ambos lados.
Firmas demasiado pronto y bendices variaciones que aún no has visto. Te demoras demasiado y estrangulas la producción.
Aquí es donde la competencia deja de ser sobre botones y empieza a ser sobre juicio bajo presión. La “luz verde” no es permiso para producir piezas. Es una declaración de que estás dispuesto a hacerte responsable de lo que pase si están mal.
Trampa de principiante: Tratar la firma como una formalidad en lugar de una garantía personal respaldada por el costo de desecho.
Digamos que la pieza siete sale 0.040 más larga en el ala de retorno. La tolerancia es de ±0.030. Estás fuera por 0.010.
Técnicamente es chatarra.
Pero mira más de cerca. Ese ala encaja en una soldadura con 0.125 de juego. Funcionalmente, encajará. El plano es estricto porque el diseñador asumió el peor caso en la acumulación de tolerancias.
¿Y ahora qué?
Si lo desechas automáticamente, eso son $18 en material y tiempo de láser a la basura. Si este es un pedido de 300 piezas y la desviación continúa, eso son $5,400 perdidos. Si lo documentas, lo marcas como desviación y llamas a ingeniería, podrías salvar la producción—o podrías detenerla un día esperando disposición.
Aquí es donde los operadores influyen en la rentabilidad sin ver jamás el balance financiero.
Mides la desviación. Documentas la dimensión real. Evalúas la tendencia: ¿las piezas se están desplazando más fuera de tolerancia, o se mantienen estables? Ajustas el programa si está relacionado con el proceso. Escalas el problema si está relacionado con el diseño.
El peor movimiento es fingir que no lo viste.
Porque si dejas que las piezas en el límite se acumulen y el departamento de inspección las detecta al final, no “olvidaste algo”. Convertiste mano de obra, tiempo de máquina y gastos generales en chatarra garantizada. A propósito.
Ser responsable aquí no significa ignorar el procedimiento y tomar decisiones por tu cuenta. Significa reunir datos claros, detener la producción cuando la tendencia se ponga fea y forzar una decisión antes de que el volumen multiplique el daño.
Por eso el cuello de botella en el primer artículo importa. Es la puerta angosta donde el riesgo es más barato de controlar. Después de eso, cada ciclo amplifica lo que hayas decidido.
Y una vez que entiendes eso, la siguiente pregunta no es sobre calibradores o papeleo.
Es sobre la fuerza detrás de ese ariete, el tonelaje que estás pidiendo, y lo que pasa cuando la energía acumulada no solo arruina piezas, sino también herramientas, máquinas y manos.
Hace dos veranos, un chico del segundo turno cargó acero A36 de 3/8 de pulgada en una dobladora de 10 pies con capacidad de 150 toneladas. La tabla decía que necesitaba 138 toneladas para la longitud de doblado que eligió. Cerca, pero dentro del número. El plano era correcto.
Pero el metal no obedece.
El material llegó más duro de lo que dice el manual. El requerimiento real era probablemente de 155. Él activó el ciclo. La máquina no explotó. Gimió. El ariete se desvió lo suficiente como para sobre-doblar el centro y subdoblar los extremos. Las piezas fueron chatarra. Peor aún, el punzón desarrolló una grieta casi invisible en el hombro. No la vimos hasta que se rompió tres días después y se llevó consigo un punzón segmentado de $4,800.
Sin drama. Solo energía acumulada buscando un punto débil.
Esto es lo que debes entender: el tonelaje es fuerza por pie. Doblar el espesor no significa que duplicas la fuerza: la multiplicas por alrededor de ocho. Eso es porque la fuerza de doblado aumenta aproximadamente con el cuadrado del espesor. Así que cuando compras sustituyen 0.125 suave por 0.134 de alta resistencia “porque es parecido”, tu trabajo de 60 toneladas silenciosamente se convierte en uno de 85 toneladas. Mismo programa. Mismo montaje. Física diferente.
Si excedes la capacidad de una dobladora en 10% no obtendrás una advertencia cortés. Tendrás desviación del ariete, estiramiento del bastidor, daño en la herramienta o una liberación repentina de energía que mueve el acero más rápido de lo que tus manos pueden reaccionar. El Departamento de Trabajo registra más de 360 amputaciones al año por dobladoras en los EE. UU., y casi la mitad son dedos. Eso no es por explosiones dramáticas. Es por ciclos rutinarios donde se subestimó la fuerza y se asumió control.
Los modernos sistemas de protección láser reducen enormemente esos números. Los he utilizado. Puedes trabajar a pulgadas del punzón y el haz detiene el descenso. En los talleres que invierten, las tasas de lesiones caen drásticamente. Pero en el 80% de los lugares a los que vas a entrar usan viejas dobladoras hidráulicas con cortinas de luz más viejas que tú. En esos talleres, el único sensor entre tu mano y 120 toneladas es tu juicio.
No se “corre” el tonelaje. Se gestiona la energía almacenada como si se estuviera desactivando algo que no perdona errores aritméticos.
Trampa de novato: Confiar en la tabla de tonelaje como si fuera palabra sagrada en lugar de una estimación inicial que debe ajustarse para material real, longitud real y condición real de la máquina.
Una vez encontré una astilla en una matriz en V de 1 pulgada que parecía insignificante. Tal vez de 0,015 de profundidad en el borde. Apenas se podía sentir con la uña.
Estábamos doblando calibre 11 suave. Cada pieza tenía una línea tenue en el radio exterior. Al principio, era solo cosmético. Luego los ángulos empezaron a desviarse medio grado en bridas largas. ¿Por qué? Porque esa astilla concentra la fuerza. En lugar de presión uniforme a lo largo del hombro de la matriz, obtienes un pico de presión en ese defecto. El acero fluye de manera diferente ahí. El retroceso cambia localmente. En un doblado de 6 pies, esa inconsistencia se acumula.
Haz 300 piezas así y tendrás un lote torcido por valor de $2,700 en chatarra y un cliente que no volverá a llamar.
Peor aún, esa pequeña astilla es un iniciador de grietas. Cada ciclo la golpea. Las microfracturas se propagan por la herramienta endurecida. Un día, el borde de la matriz se rompe bajo carga. Ahora la pieza salta, el punzón se desplaza, y tus manos —que “solo estaban sosteniendo para alinear”— quedan en una nueva geometría que no planeaste.
El mantenimiento predictivo no es papeleo. Es pasar una piedra por la matriz, revisar hombros bajo luz, registrar el desgaste antes de que se convierta en geometría. El acero para herramientas es como una cadena. Falla en el eslabón más débil, y el eslabón más débil normalmente es el defecto que todos pensaban que era demasiado pequeño para importar.
Si no lo reportas porque “todavía funciona”, acabas de trasladar el riesgo al siguiente turno.
Trampa de novato: Tratar el desgaste de la herramienta como un problema cosmético en lugar de un multiplicador de fuerza que cambia tanto la precisión del doblado como el riesgo de fallo.
Mira grabaciones en cámara lenta de un ciclo de plegadora y verás algo que los aprendices no notan. El carro baja de manera constante. Controlada. Predecible.
La chapa no.
A medida que el punzón fuerza el material en la V, la energía elástica se acumula en la placa. Cuando el carro se invierte, esa energía se libera. Las bridas largas pueden latiguear hacia arriba varios centímetros en un parpadeo. En acero inoxidable delgado con alto retroceso, es peor. He visto una brida de 48 pulgadas subir de golpe y golpear a un tipo bajo la barbilla porque se inclinó para “ver la línea”.”
La mayoría de las lesiones no ocurren durante la dramática carrera descendente. Suceden durante microintervenciones: meter la mano más allá de la cortina de luz para ajustar los topes traseros, empujar una pieza en blanco para escuadrarla mientras el pedal sigue activo, retirar un recorte pequeño sin detener el ciclo. Complacencia, no catástrofe.
OSHA mantiene la protección inadecuada entre sus principales infracciones por una razón. La presión de producción hace que la gente anule los dispositivos de seguridad. Poner cinta sobre una cortina de luz. Puenteo de un control a dos manos. “Solo esta pieza.” La máquina cicla en milisegundos. Tu sistema nervioso no.
En plegadoras más antiguas sin AOPD láser (dispositivo de protección optoelectrónico activo — nombre elegante para un sistema de luz escaneada), tu distancia segura es mecánica. Mantén las manos fuera del espacio de la matriz. Usa herramientas de sujeción o imanes para piezas pequeñas. Párate al costado de bridas largas, de modo que si se mueven, no te golpeen.
El carro es obvio. La energía almacenada en la chapa es la sorpresa.
Trampa de novato: Mirar fijamente el punzón como si fuera la única parte móvil mientras ignoras la chapa que se está cargando como un resorte.
Imagina esto. Mantenimiento está cambiando una manguera hidráulica. Te dicen “espérate un minuto”. El supervisor es llamado a otro lugar. Ves el trabajo preparado, herramientas en su sitio, pedal en el suelo. No empezaste la reparación. No aflojaste un acople.
Das un paso, accionas el pistón para comprobar la alineación.
Si la mano de alguien está en el área de trabajo y la máquina se mueve, a OSHA no le importa quién comenzó la tarea. La persona que energizó la máquina sin el bloqueo/etiquetado apropiado es responsable de la infracción.
Bloqueo/etiquetado significa aislar las fuentes de energía — eléctrica, hidráulica, neumática — y aplicar un candado físico para que la máquina no pueda moverse. No es una promesa verbal. No es una nota adhesiva. Es un candado con tu nombre. Porque los sistemas hidráulicos almacenan presión. Incluso con la energía apagada, una válvula puede descargar y mover un pistón si no está debidamente bloqueado.
¿Y recuerdas la metáfora explosiva? Una plegadora en reposo aún almacena energía en fluido comprimido y masa elevada. Si no la purgas y bloqueas, estás asumiendo que se comportará.
Cuando colocas tu candado, no estás siendo difícil. Estás documentando el control sobre energía que puede arrancar dedos en menos tiempo del que se tarda en decir “espera”.”
Aquí es donde la descripción del trabajo te engaña. “Operar máquina”. No. Gestionas fuerza, desgaste, energía almacenada y exposición legal. Eres la última barrera entre 120 toneladas y un cuerpo humano.
Y si puedes explicar eso con claridad — no con miedo, sino con números, mecanismos y cicatrices — ¿cuánto crees que vales en tu próxima entrevista?
Trampa de principiante: Creer que la seguridad es responsabilidad exclusiva de la empresa, en lugar de entender que en el momento en que energizas la máquina, la responsabilidad lleva tus huellas dactilares.
¿Quieres más dinero?
Entonces deja de llamarte apretabotones.
Si tu currículum dice “Operé plegadora CNC para doblar piezas según plano”, acabas de decirle a un reclutador que eres reemplazable por la próxima persona que sepa encontrar el botón verde de inicio de ciclo. Esa línea suena como si simplemente hubieras vigilado una máquina.
Pero el metal no obedece.
Lo que en realidad hiciste fue calcular el tonelaje para que un pistón de 120 toneladas no sobrecargara un punzón $4,800. Seleccionaste matrices en V para controlar el retroceso elástico de forma que una variación de espesor de 0,010 no se convirtiera en un desvío de un grado en 200 piezas. Inspeccionaste las herramientas para que una astilla de 0,015 no se convirtiera en $2,700 en desperdicio y una reunión de producción con caras rojas.
Eso no es “operar”. Eso es controlar energía almacenada y prevenir errores de cinco cifras.
Así que tradúcelo.
¿Ves el cambio? Una versión dice que seguiste órdenes. La otra dice que gestionaste riesgos.
Los reclutadores no pagan más por movimiento. Pagan por criterio.
Trampa de principiante: Escribir tu currículum como la descripción del puesto en lugar de como un informe posterior a un incidente que demuestre que evitaste que ocurrieran cosas malas.
Aquí está la verdad que nadie incluye en el folleto.
Una certificación indica que aprobaste un examen estructurado sobre precisión de configuración, lógica de programación y control de procesos. Eso importa. Le dice a un empleador que comprendes el vocabulario y las matemáticas.
No demuestra que hayas visto acero inoxidable de calibre 14 agrietarse a lo largo del grano a las 2 a.m. y que hayas hecho ajustes sobre la marcha.
La mayoría de las habilidades reales en este oficio provienen de meses —generalmente años— de estar al lado de alguien que ya cometió los errores costosos. Aprendes cómo se siente el material cuando está a punto de deslizarse. Aprendes el sonido que hace una matriz cuando está ligeramente sobrecargada. Aprendes que “El plano estaba correcto” no significa que la secuencia de doblado lo esté.
Entonces, ¿cuál tiene más peso?
Para entrar por la puerta, las certificaciones pueden ayudar. Son una prueba portátil de que no estás adivinando.
Para ganarte la confianza en trabajos de alta tonelada y configuraciones complejas, la experiencia en el taller manda, porque es ahí donde se forma el instinto de riesgo.
La jugada inteligente no es elegir uno. Es enmarcar ambos correctamente.
Si tienes certificaciones, no las listes como trofeos. Relaciónalas con el control del riesgo: “NIMS Nivel II — aplicado para reducir errores de configuración y rechazo de la primera pieza.” Si tienes mucha experiencia en el taller pero sin papeles, muestra un juicio medible: “Lideré auditorías de herramientas que eliminaron la desviación recurrente de ángulo en corridas de A36 de 3/16.”
El papel demuestra exposición. La experiencia demuestra supervivencia.
Trampa de principiante: Suponer que un certificado reemplaza el tejido cicatricial —o que el tejido cicatricial te hace demasiado bueno para el aprendizaje estructurado.
Aquí es donde la mayoría de los “operadores” quedan expuestos.
Un gerente desliza un plano sobre el escritorio. Sin máquina zumbando detrás de ti. Sin tope trasero en el que esconderte.
“Guíame paso a paso sobre cómo doblarías esto.”
Si todo lo que dices es: “Cargaría el programa y lo correría”, estás acabado.
Quieren escuchar lógica de secuenciación. ¿Qué bridas primero para evitar colisiones? ¿Dónde está la pierna más larga sin soporte que podría azotarse? ¿Necesitas una abertura en V más grande para controlar la tonelada? ¿Cómo afectará la dirección del grano al agrietamiento? ¿Dónde se acumulará la tolerancia del retroceso?
En otras palabras, ¿puedes pensar en fuerza y fallo, no en botones?
Cuando puedes explicar una secuencia de doblado como si estuvieras desactivando algo que almacena energía — paso a paso, anticipando dónde podría salir mal — dejas de sonar como mano de obra y empiezas a sonar como control.
Ahí es cuando la conversación sobre el pago cambia.
Porque ahora no eres el tipo que produce piezas. Eres el tipo que evita que se conviertan en chatarra.
Trampa de principiante: Describir lo que hace la máquina en lugar de lo que estás decidiendo.
Tal vez estés en nivel inicial. Tal vez cargues piezas en bruto y presiones Ciclo de inicio.
Bien. Entonces tu trabajo ahora es robar consciencia.
Observa las configuraciones. Pregunta por qué se eligió ese dado. Pregunta cómo se calculó la tonelada. Cuando los ángulos se desvíen, no solo ajustes — pregunta qué variable cambió: ¿espesor, dirección de la fibra, desgaste de la herramienta, compensación del programa?
Anótalo. Construye tu propio registro mental de fallos.
Si ya tienes experiencia pero estás estancado, mira lo que evitas. ¿Piezas complejas con múltiples dobleces? ¿Programar desde cero? ¿Hablar con ingenieros sobre acumulación de tolerancias? Esa incomodidad es tu techo de pago mostrándose.
Sálvalo de forma intencional. Acepta las configuraciones difíciles. Ofrécete para las inspecciones de primera pieza. Siéntate con mantenimiento durante un bloqueo para que entiendas los límites hidráulicos y mecánicos. Las certificaciones pueden ayudar aquí — no como insignias, sino como formas estructuradas de cubrir puntos ciegos.
La movilidad profesional en este oficio no proviene del tiempo trabajado. Proviene de cuánta cantidad de riesgo puedes controlar de manera independiente y sin supervisión.
Esa es la parte no obvia.
No te pagan más por doblar material más duro. Te pagan más por reducir la incertidumbre.
Empieza a ver cada turno como práctica en control de energía, predicción de fallos y prevención de costes. Luego habla de tu trabajo en esos términos.
Haz eso el tiempo suficiente y no estarás solicitando como “operador de prensa plegadora”.”
Estarás entrevistando como la persona en la que los talleres confían para manejar 120 toneladas de fuerza almacenada — y su reputación.
Trampa de principiante: Esperar a que cambie el título antes de empezar a actuar como quien toma las decisiones.


















