

Musim semi lalu, seorang anak dengan hoodie bersih dan sertifikat “Precision Press Brake” yang baru berbaris dengan lembaran stainless 10 kaki, mengetuk pedal, dan menghantam punch tersegmentasi $4,800 langsung ke bahu cetakan.
Cetakannya benar. Angkanya benar. Bahan tetap retak karena dia tidak pernah memeriksa arah serat.
Itulah momen yang tidak ditunjukkan oleh lowongan pekerjaan.
Pergilah membaca sepuluh lowongan. Anda akan melihat frasa seperti “membengkokkan logam sesuai blueprint,” “mengoperasikan CNC press brake,” “tidak memerlukan pendidikan formal.” Mungkin pelatihan keselamatan OSHA. Mungkin “belajar di tempat kerja.”
Terdengar sederhana. Muat bagian. Tekan siklus. Ulangi.
Tapi logam tidak patuh. Ia kembali ke bentuk semula. Ia mengeras akibat proses kerja. Ia mengingat arah gulungannya. Blueprint adalah target; brake adalah negosiasi 60 ton antara fisika dan peralatan. Operator berdiri di tengah, sendirian, dengan ribuan dolar dan sepuluh jari yang dipertaruhkan.
Lowongan itu membuatnya terdengar seperti Anda kasir yang menekan tombol. Kenyataannya, Anda adalah filter risiko terakhir sebelum baja berubah menjadi barang rongsokan — atau serpihan berbahaya.
Perangkap Pemula: Jika Anda pikir “tidak memerlukan gelar” berarti “tidak memerlukan penilaian mandiri,” Anda sedang menawarkan diri untuk belajar fisika dengan merusak alat.
Saya telah mewawancarai lusinan pelamar yang dengan bangga mengatakan, “Saya bisa membaca cetak dan menjalankan CNC.”
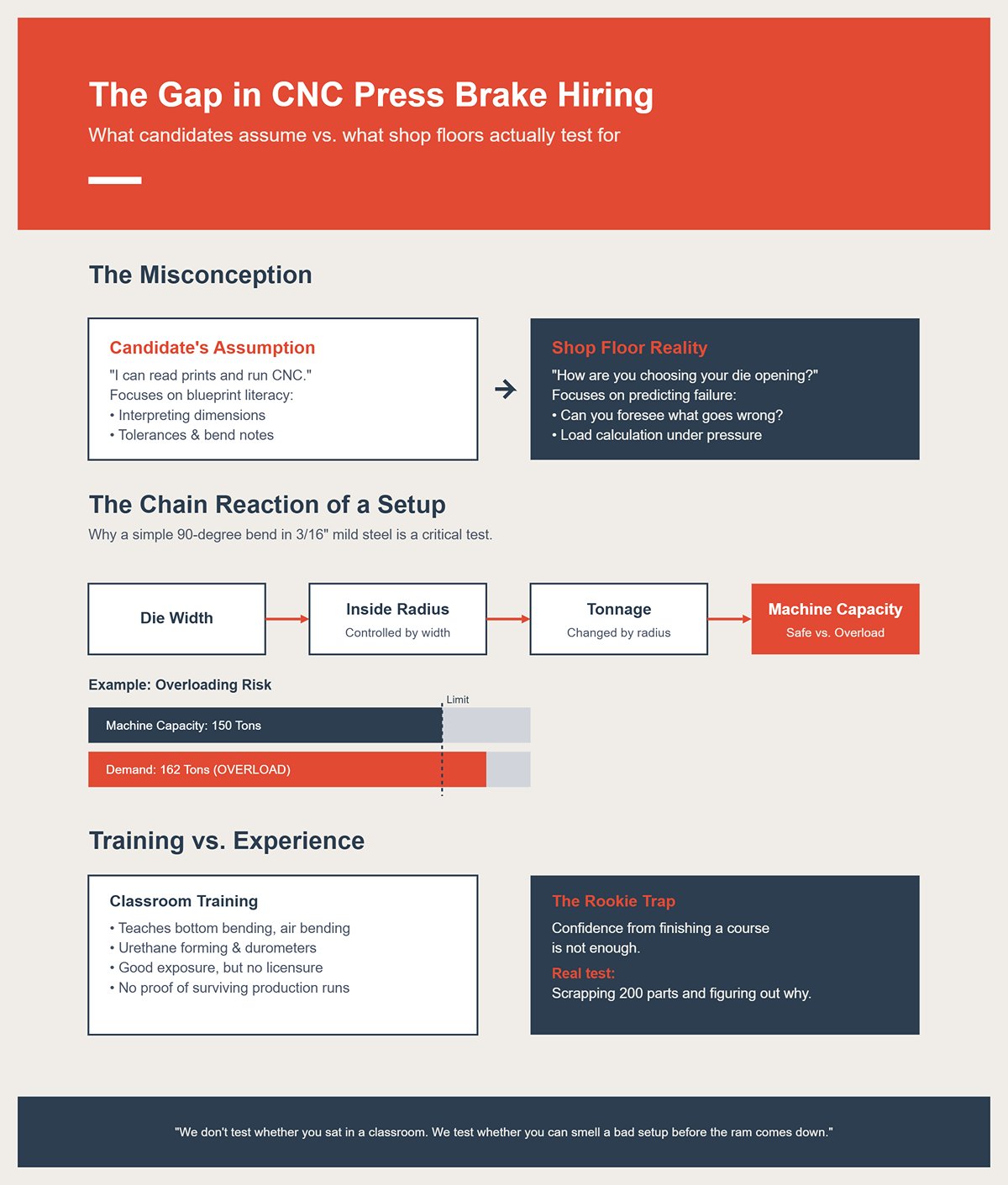
Jadi saya menggeser sebuah bagian sederhana ke meja. Bending 90 derajat. Baja ringan. 3/16 inci. Lalu saya bertanya satu pertanyaan:
“Bagaimana Anda memilih bukaan dies?”
Ruangan menjadi hening.
Lihat, kandidat menganggap tesnya adalah literasi blueprint — apakah Anda bisa menafsirkan dimensi, toleransi, catatan bending. Lantai produksi sebenarnya menguji hal yang lebih buruk: apakah Anda bisa memprediksi apa yang akan salah sebelum itu terjadi?
Lebar dies mengontrol radius dalam. Radius dalam mengubah tonase. Tonase menentukan apakah Anda berada dalam kapasitas mesin atau akan membebani brake 150 ton dengan permintaan 162 ton. Itu bukan sekadar menekan tombol. Itu perhitungan beban di bawah tekanan.
Program pelatihan mengajarkan bottom bending, air bending, bahkan hal keren seperti forming urethane dengan durometer berbeda — itu hanya kekerasan, seperti membandingkan ban mobil dengan keping hoki. Paparan yang bagus. Tapi bahkan sertifikat itu menyatakan mereka bukan lisensi profesional. Tidak ada pembaruan. Tidak ada bukti bahwa Anda telah bertahan dari proses produksi nyata.
Di lantai produksi, kami tidak menguji apakah Anda pernah duduk di ruang kelas. Kami menguji apakah Anda bisa mencium tanda-tanda setup buruk sebelum ram turun.
Perangkap Pemula: Jika kepercayaan diri Anda datang dari menyelesaikan kursus alih-alih melakukan scrap 200 bagian dan mencari tahu alasannya, Anda belum siap untuk pertanyaan yang penting.
Begini cara kehilangan pekerjaan dalam waktu kurang dari lima menit.
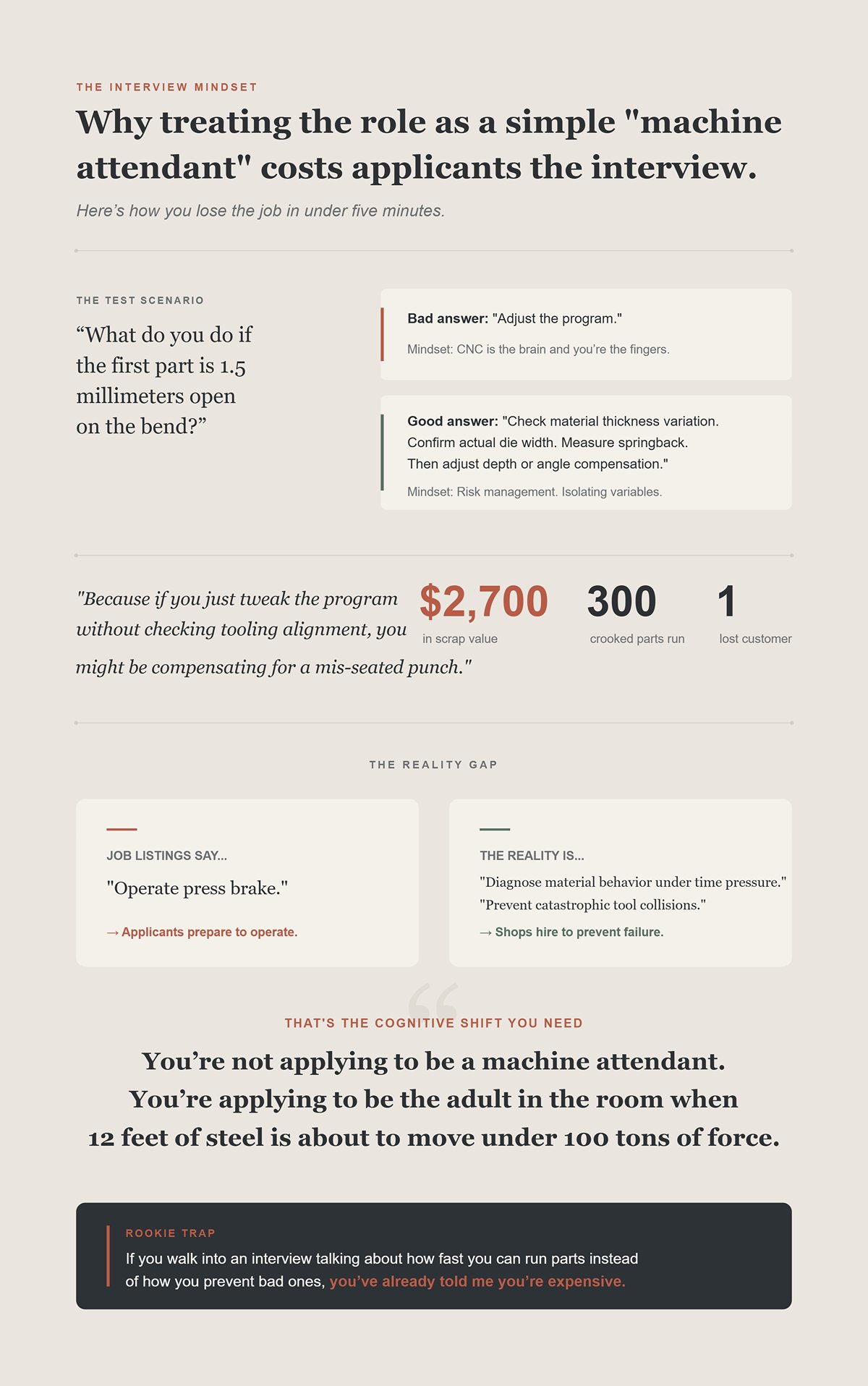
Saya bertanya, “Apa yang kamu lakukan jika bagian pertama terbuka 1,5 milimeter pada lipatan?”
Jawaban buruk: “Sesuaikan program.”
Itu memberi tahu saya bahwa kamu pikir CNC adalah otak dan kamu adalah jari-jari.
Jawaban yang baik terdengar lebih seperti: “Periksa variasi ketebalan material. Pastikan lebar cetakan yang sebenarnya. Ukur springback. Lalu sesuaikan kompensasi kedalaman atau sudut.”
Itu manajemen risiko. Kamu memisahkan variabel sebelum menyentuh layar.
Karena jika kamu hanya mengutak-atik program tanpa memeriksa keselarasan alat, kamu mungkin mengkompensasi punch yang tidak terpasang dengan benar. Jalankan 300 bagian seperti itu dan kamu akan mendapat batch miring senilai $2.700 dalam scrap dan pelanggan yang tidak akan menelepon lagi.
Daftar pekerjaan tidak mengatakan, “Harus mendiagnosis perilaku material secara mandiri di bawah tekanan waktu.” Mereka tidak mengatakan, “Bertanggung jawab untuk mencegah tabrakan alat yang bencana.” Mereka mengatakan, “Mengoperasikan press brake.”
Jadi para pelamar mempersiapkan untuk mengoperasikan.
Bengkel merekrut untuk mencegah kegagalan.
Itulah pergeseran kognitif yang perlu kamu miliki: kamu tidak melamar untuk menjadi penjaga mesin. Kamu melamar untuk menjadi orang dewasa di ruangan ketika 12 kaki baja akan bergerak di bawah 100 ton gaya.
Perangkap Pemula: Jika kamu masuk wawancara dengan berbicara tentang seberapa cepat kamu dapat menjalankan bagian daripada bagaimana kamu mencegah bagian yang buruk, kamu sudah memberi tahu saya bahwa kamu mahal.
Kamu ingin membuktikan bahwa kamu dapat mencegah bencana sebelum dipekerjakan?
Bagus. Maka berhenti berbicara tentang bagaimana kamu menjalankan siklus dan mulailah berbicara tentang apa yang kamu periksa sebelum ram bergerak.
Tahun lalu saya melihat pegawai baru memuat A36 setebal 1/4 inci, panjang 8 kaki. Dia mengambil V-die 1 inci karena “itu yang selalu kami gunakan untuk seperempat inci.” Tidak memeriksa grafik tonase. Tidak memeriksa panjang tekuk. Pada 120 ton di sepanjang bagian tes pendek 12 inci, dia memacu beban begitu keras sehingga meninggalkan senyum permanen di balok bawah. Mesin tidak beroperasi selama dua hari. Biaya servis: $3.200. Produksi yang hilang: sekitar $6.000.
Tekukan tidak gagal saat ram turun—itu gagal saat dia memilih die dan meyakinkan dirinya bahwa itu sudah cukup dekat.
Itulah yang saya dengarkan saat wawancara. Bukan apakah kamu bisa membaca cetakan. Tetapi apakah kamu mengerti bahwa pengaturan adalah tempat risiko berada.
Perangkap Pemula: Jika kamu memperlakukan perkakas seperti blok Lego yang dapat dipertukarkan alih-alih keputusan penahan beban, kamu akan belajar tentang batas tonase dari faktur perbaikan.

Saya pernah menggeser sebuah bracket stainless di atas meja sekali. Lengkungan 90 derajat, radius dalam sempit, arah serat sejajar dengan garis lengkung.
Cetakannya benar. Dimensinya rapi. Toleransinya wajar.
Tapi logam tidak patuh.
Lembaran digulung di pabrik. Penggulungan itu meregangkan serat seperti menarik permen taffy ke satu arah. Kalau melengkung melintang serat, serat-serat memampatkan dan meregang merata. Kalau melengkung searah serat, itu seperti mencoba melipat kayu mengikuti garis seratnya, bukan melintanginya. Saat itu, Anda mendengar suara “tik” kecil yang berubah menjadi retakan.
Saya pernah melihat stainless 304 tebal 14 gauge terbelah bersih karena seseorang mengabaikan tanda panah pada label bahan. Empat puluh bagian dibuang sebelum makan siang. Sekitar $18 per potongan. Itu berarti $720 untuk stainless ditambah setengah hari tenaga kerja. Semua karena operator berasumsi gambar rata sudah menceritakan seluruh cerita.
Sebuah blueprint adalah tinta 2D. Arah serat adalah kenyataan 3D. Kalau keduanya bertentangan, Anda tidak sekadar “tetap jalankan.” Anda menelepon bagian engineering. Anda menyesuaikan radius lengkung. Anda memutar blank jika geometri mengizinkan. Itu adalah penilaian di bawah tekanan.
Saat saya bertanya pada kandidat, “Apa yang Anda lakukan jika arah seratnya salah?” saya tidak sedang menguji kosa kata. Saya menguji apakah mereka memahami bahwa gambar menjelaskan maksud, tapi perilaku material menentukan hasil akhirnya.
Jadi, katakan — saat kertas dan baja tidak sependapat, yang mana yang menang?
Perangkap Pemula: Jika jawaban Anda adalah “gambar kerja,” Anda sedang menawarkan untuk membuang stainless mahal demi melindungi ego Anda.
Ambil baja lunak tebal 3/16 inci. Lakukan air bend dengan die yang tepat. Program Anda mengatakan 90 derajat pada kedalaman tertentu.
Anda menarik bagian pertama dan ukurannya 92.
Dua derajat itu adalah springback — pemulihan elastis. Baja meregang di bawah beban, lalu rileks ketika tekanan dilepaskan. Bayangkan seperti membengkokkan papan loncat lalu melepaskannya. Papan tidak tetap di posisi saat Anda mendorongnya.
Sekarang di sinilah para pemula terlihat.
Operator buruk: “Sudutnya terbuka. Saya cukup tambah dua derajat di kontrol.”
Mungkin. Tapi apa yang berubah? Apakah materialnya benar-benar tebal 0,1875, atau batch ini datang dengan tebal 0,195? Material yang lebih tebal meningkatkan tonase yang diperlukan dan menggeser sumbu netral — garis imajiner di dalam lengkung di mana material tidak meregang atau memampat. Jika garis itu bergeser, springback berubah.
Baja berkekuatan tinggi memantul lebih banyak daripada baja lunak. Aluminium memantul berbeda lagi. Sudut 90 yang sama di layar, tiga kenyataan berbeda di tooling.
Saya pernah menjalankan pekerjaan di mana kompensasi potongan pertama hanya 1,5 derajat. Lembaran berikutnya dari heat lot berbeda? Perlu 3 derajat. Jika Anda tidak mengerti alasannya, Anda akan mengejar sudut sepanjang shift, mengutak-atik angka seperti menyetel radio di tengah badai.
Toko tidak membutuhkan seseorang yang bisa “menyesuaikan program.” Mereka butuh seseorang yang tahu kapan penyesuaian adalah perbaikan yang tepat serta kapan itu hanya menutupi masalah tooling atau material.
Jika perhitungan mengatakan 90 dan baja mengatakan 92, apa lagi yang Anda ukur sebelum menyentuh layar?
Jebakan Pemula: Jika satu-satunya alat Anda untuk mengoreksi sudut adalah keypad CNC, Anda tidak mengendalikan proses — Anda hanya bereaksi terhadapnya.
Pernah melihat tekukan yang sempurna di sisi kiri dan terbuka 1 milimeter di sisi kanan?
Naluri pertama adalah menyalahkan backgauge. Atau program.
Kadang itu bukan keduanya.
Saya pernah menarik punch yang tampak baik sekilas tapi memiliki keausan 0,010 inci di satu bahu. Itu lebih tipis dari kartu nama. Dalam tekukan sepanjang 10 kaki, titik aus kecil itu mengubah distribusi gaya. Satu sisi menggigit lebih dalam. Sisi lainnya melayang. Anda mengimbangi di program, tentu saja — dan sekarang Anda telah memasukkan kesalahan mekanis ke dalam koreksi digital.
Jalankan 300 bagian seperti itu dan Anda mendapat batch miring senilai $2.700 dalam scrap dan pelanggan yang tidak akan menghubungi lagi.
Dan jangan biarkan saya mulai tentang tekukan uji pendek. Operator akan menjatuhkan potongan scrap selebar 2 inci di tengah cetakan sepanjang 10 kaki untuk “memeriksa sudut.” Semua tonase terkonsentrasi di satu bagian kecil itu. Begitulah cara Anda mendentikan cetakan dan membuat punch melebar. Kerusakan ram paling umum yang pernah saya lihat bukan dari keausan perlahan — melainkan dari over-tonnage di bagian pendek selama uji coba. Satu tes ceroboh bisa memakan biaya lebih dari sebulan produksi hati-hati.
Penyelarasan, distribusi beban, pola keausan — itu tidak glamor. Tidak ada yang membanggakan membersihkan bahu cetakan atau meratakan burr dari tooling. Tapi di situlah konsistensi berada.
Setup itu seperti menjinakkan perangkat peledak aktif. Energi tersimpan, dikendalikan oleh geometri dan baja. Setiap jalan pintas — cetakan yang tidak selaras, punch yang aus, hit uji yang berlebihan — adalah Anda memotong kabel yang salah dan berharap tidak ada percikan.
Dan jika 90% dari kesalahan tekukan dimulai di sini, sebelum bagian bagus pertama pernah dibuat, apa artinya bagi operator yang berpikir pekerjaannya dimulai saat menekan Cycle Start?
Jebakan Pemula: Jika Anda hanya memeriksa bagian dan tidak pernah memeriksa tooling, Anda sedang mengukur asap alih-alih mencari api.
Bayangkan ini. Senin pagi. Pekerjaan baru, delapan tekukan, 10-gauge A36, flange balik rapat yang akan mengurung Anda jika urutannya salah. Layar menyala dengan simulasi 3D yang indah. Tooling terpilih otomatis. Urutan tekukan dibuat otomatis.
Anda bisa menekan Cycle Start sekarang.
Atau Anda bisa bertanya mengapa kontrol ingin membentuk flange bagian dalam sebelum flange balik luar yang secara fisik menghalanginya.
Itulah perbedaan antara menginjak pedal dan memprogram otak mesin.
Proses pra-tekuk yang disiplin pada CNC tidak dimulai dengan kaki Anda. Dimulai dengan Anda menginterogasi program seperti ia berutang uang kepada Anda. Anda memverifikasi ketebalan material dengan yang ada pada file. Anda memastikan lebar cetakan cocok dengan bagan tonase Anda. Anda memeriksa bahwa jari backgauge tidak akan bertabrakan dengan kaki yang sudah terbentuk pada tekukan keempat. Anda mensimulasikan setiap langkah dan mencari geometri mustahil yang software dengan sopan abaikan.
Karena kontrol mengasumsikan model itu sempurna.
Tapi logam tidak patuh.
Dan perangkat lunak bahkan lebih tidak sempurna.
Perangkap Pemula: Jika kamu memperlakukan CNC seperti mesin penjual otomatis—masukkan cetakan, terima bagian—kamu hanya tinggal satu urutan otomatis yang salah dari membuang satu palet penuh barang.
Pernah ada seorang anak yang berkata padaku, “Saya tahu CNC. Saya bisa memuat program dan mengatur titik nol.”
Itu seperti mengatakan kamu bisa menerbangkan pesawat karena kamu menemukan kuncinya.
Pada mesin press brake modern, “dasar” berarti kamu memahami tiga sistem koordinat sebelum kamu menekuk logam: nol mesin (tempat ram menganggap posisi awalnya), nol program (tempat asal bagian berada di file), dan posisi backgauge (tempat lembaran sebenarnya berada). Jika ketiganya tidak selaras, tekukan pertamamu bisa meleset 0,125 inci dari posisi. Pada braket dengan toleransi ±0,030, itu bukan “dekat.” Itu adalah cacat.
Ini juga berarti kamu memahami pengurangan tekukan—perhitungan yang memperhitungkan peregangan material agar pola datar sesuai hasil akhirnya. Pengurangan tekukan hanyalah jumlah yang dikurangi dari panjang datar untuk mencapai dimensi akhir. Abaikan ini, dan setiap flensa menumpuk kesalahan. Pada kotak dengan delapan tekukan, kesalahan 0,020 per tekukan tampak sepele. Kalikan dengan tujuh fitur internal dan tiba-tiba tutupnya tidak pas. Sekarang kamu menatap palet berisi bagian potongan laser seharga sekitar $1.900 yang secara fisik tidak bisa dirakit.
Dan “dasar” juga mencakup kesadaran tonase. Kontrol akan menghitung gaya, benar. Tapi jika kamu mengganti V-die dari 1,000 inci menjadi 0,500 inci dan lupa memperbarui program, tonase yang dibutuhkan kira-kira menjadi dua kali lipat. Begitulah caranya kamu melewati kapasitas mesin tanpa ram pernah memperingatkanmu sampai ada sesuatu yang mengerang.
Program pelatihan berlangsung berminggu-minggu, kadang berbulan-bulan, dan itu hanya agar kamu tidak mencelakai diri sendiri. Penguasaan membutuhkan waktu bertahun-tahun karena setiap material baru, setiap geometri baru, sedikit mengubah aturannya.
Jadi ketika iklan pekerjaan mengatakan “diperlukan pengetahuan dasar CNC,” yang mereka maksud adalah: jangan hancurkan mesinku yang bernilai $180.000.
Perangkap Pemula: Jika definisimu tentang keterampilan CNC berhenti di “Saya bisa memuat file,” kamu bukan operator—kamu adalah liabilitas dengan akses login.
Memuat program yang disimpan terasa aman. Seseorang sudah lebih dulu menuntaskan perjuangan itu. Alat sudah tercantum. Urutan sudah ada. Sudut sudah diatur.
Sampai materialnya berubah.
Katakan pekerjaan aslinya menggunakan baja lunak 0,125. Hari ini bagian pembelian menggantinya dengan baja kekuatan tinggi 0,134 karena itu yang tersedia di stok. Nomor bagiannya sama. Jenisnya berbeda. Springback meningkat. Tonase yang dibutuhkan melonjak. Program yang disimpan masih mengira sedang menekuk mentega.
Jika kamu langsung menjalankannya, sudut 90-mu terbuka jadi 94. Kamu menyesuaikan koreksi sudut. Sekarang flensa bagian dalam menyentuh backgauge pada tekukan keenam karena material berkekuatan tinggi tidak membentuk seketat sebelumnya dan celahmu hilang. Kamu mengejar kesalahan yang dimulai dari asumsi salah di baris pertama kode.
Menulis urutan dari awal memaksamu berpikir berdasarkan urutan kendala fisik. Tekukan mana yang membuatmu terkunci? Di mana bagian tersebut tumbuh? Kapan kamu perlu membaliknya? Kamu bukan menyusun baris kode. Kamu sedang mengatur energi tersimpan agar lembaran tidak melawan mesin.
Saya pernah memprogram bagian kompleks di mana tiga tekukan pertama hanya ada untuk menciptakan ruang bagi tekukan keempat. Perangkat lunak menyarankan urutan sebaliknya karena ia mengoptimalkan pergantian alat, bukan kenyataan. Jika saya mempercayainya, saya akan menjebak bagian itu pada tekukan kedua.
Memuat program menjadikanmu operator.
Menulis ulang di bawah tenggat waktu, dengan truk yang menunggu, menjadikanmu orang yang layak direkrut.
Perangkap Pemula: Jika kamu menganggap program yang disimpan adalah kitab suci, kamu akan melindungi file alih-alih bagian—dan bagian adalah satu-satunya yang menghasilkan uang.
Anda mencapai tikungan pertama. Hasilnya keluar 1,5 derajat lebih terbuka.
Anda punya dua pilihan.
Pengaturan manual: tambahkan koreksi sudut hanya untuk pukulan ini dan teruskan pekerjaan.
Pengeditan program: berhenti, ukur ketebalan material, konfirmasi lebar cetakan, perbarui pustaka material, sesuaikan faktor springback di file aktual sehingga setiap tikungan berikutnya mempertimbangkan kenyataan.
Pengaturan manual adalah perban. Pengeditan program adalah operasi bedah.
Sekarang, jangan meremehkan—mesin tekan manual masih ada, dan tangan yang terampil pada rem mekanis dapat membuat bagian yang indah hanya dengan rasa dan konsistensi. Itu keterampilan nyata. Tetapi pada mesin CNC yang memproduksi 200 bagian, menyembunyikan koreksi dalam pengaturan sementara adalah cara variasi merayap masuk. Shift malam memuat program yang sama besok, tidak tahu tentang koreksi rahasia +1,5 Anda, dan tiba-tiba bagian mulai melenceng.
Kontrol adalah memori mesin. Jika Anda tidak mengajarkan apa yang Anda pelajari pada artikel pertama, mesin akan lupa begitu Anda selesai bekerja.
Dan di sinilah hal ini berkaitan dengan risiko.
Ketika Anda memilih pengaturan manual alih-alih mengedit program, Anda berkata, “Masalah ini hanya milik momen ini.” Ketika Anda mengedit kode, Anda berkata, “Masalah ini milik proses.”
Satu pola pikir mencegah limbah hari ini.
Yang lainnya mencegahnya sepanjang tahun.
Jadi ketika artikel pertama keluar dan tidak sempurna, apakah Anda memilih koreksi cepat—atau membuka otak dan membuatnya lebih pintar?
Karena begitu program berjalan bersih, pertanyaan berikutnya bukan tentang tombol sama sekali.
Ini tentang siapa yang bertanggung jawab atas hasil ketika 200 bagian selesai melewati inspeksi.
Perangkap Pemula: Jika Anda menyembunyikan perbaikan dalam pengaturan manual, Anda bukan mengelola risiko—Anda menundanya sampai menjadi masalah orang lain.
| Aspek | Pengaturan Manual | Pengeditan Program |
|---|---|---|
| Tindakan Utama | Tambahkan koreksi sudut hanya untuk pukulan ini dan teruskan pekerjaan | Berhenti, ukur ketebalan material, konfirmasi lebar cetakan, perbarui pustaka material, sesuaikan faktor springback dalam file aktual |
| Sifat Perbaikan | Penyesuaian sementara | Koreksi proses permanen |
| Metafora | Perban | Operasi bedah |
| Konteks Keterampilan | Bergantung pada rasa dan konsistensi operator; berharga pada mesin press manual | Bergantung pada kontrol proses dan akurasi sistem dalam produksi CNC |
| Dampak pada Produksi Volume Tinggi (200 bagian) | Koreksi tersembunyi dapat menyebabkan variasi, terutama antar shift | Memastikan setiap pembengkokan berikutnya memperhitungkan kondisi nyata |
| Retensi Pengetahuan | Koreksi tidak disimpan; mesin “lupa” | Kontrol diperbarui; mesin “ingat” |
| Pola Pikir Risiko | “Masalah ini milik saat ini.” | “Masalah ini milik proses.” |
| Hasil Jangka Pendek | Mencegah produk cacat hari ini | Mencegah produk cacat berulang dalam jangka panjang |
| Akuntabilitas | Perbaikan bersifat pribadi dan sementara | Perbaikan bersifat sistemik dan dapat dialihkan |
| Perangkap Pemula | Menyembunyikan perbaikan dalam pengaturan manual menunda risiko sampai menjadi masalah orang lain | Mengedit program mengelola risiko dari sumbernya |
Braket pertama keluar dari rem pada pukul 9:17 pagi. Bentuknya sederhana seperti huruf L, panjang 10 inci kali 6 inci, tebal 0,125, ±0,030 pada flensa. Cetakan benar. Program berjalan lancar. Sudut terbaca 90,2 di layar.
Saya tidak peduli apa yang dikatakan layar.
Saya mengukur dimensi luar dengan jangka sorong: 9,968. Itu kurang 0,032. Satu bagian lagi seperti itu dan kita sudah di luar toleransi. Jalankan 200 bagian seperti itu dan Anda tidak hanya “selisih sedikit.” Anda telah memproduksi batch cacat senilai $3.200 dalam limbah dan kehilangan pelanggan yang tidak akan kembali lagi.
Anda ingin tahu siapa yang bertanggung jawab atas hasilnya ketika program itu menjalankan 200 bagian? Orang yang memutuskan apakah bagian nomor satu boleh menjadi bagian nomor dua.
Kemacetan itu adalah operator. Bukan insinyur yang membuat cetakan. Bukan pemrogram yang mengunggah file. Orang yang berdiri di sana dengan logam di tangannya dan jam yang terus berjalan.
Dan inilah bagian yang sulit: sebagian besar deskripsi pekerjaan mengatakan “melakukan inspeksi artikel pertama dan memberi tahu penyelia tentang produk yang tidak sesuai.” Kedengarannya seperti tanggung jawab bersama.
Tapi logam tidak patuh.
Jika saya menunggu orang lain menyetujui bagian pertama itu sementara mesin diam dengan tarif beban bengkel $95 per jam, saya baru saja mengubah kualitas menjadi masalah penjadwalan. Jika saya tetap menjalankan mesin sambil menunggu, saya mengubah penjadwalan menjadi masalah perjudian. Bagaimanapun juga, saya yang menarik tuasnya.
Perangkap Pemula: Berpikir bahwa QA adalah departemen untuk menyerahkan bagian, bukan keputusan yang Anda buat sebelum siklus kedua dimulai.
Saya pernah melihat anak baru menjalankan 50 bagian sebelum memeriksa sudut lagi. Yang pertama 90,0. Yang ke-50 adalah 92,3. Program yang sama. Peralatan yang sama.
Apa yang berubah?
Panas.
Minyak hidrolik menghangat. Kesetaraan ram bergeser beberapa ribuan inci. Material dari palet berikutnya lebih tebal 0,007. Springback meningkat karena gulungan ini berasal dari pabrik yang berbeda. Pergeseran kecil. Konsekuensi nyata.
Pada mesin press brake, ketebalan material 0,010 inci dapat mengubah sudut hingga satu derajat penuh tergantung pada lebar cetakan. Satu derajat penuh pada flens 6 inci memindahkan ujung sekitar 0,105 inci. Itu bukan sekadar kosmetik. Itu adalah kegagalan perakitan.
Jadi pengukuran selama proses bukanlah pekerjaan kertas. Itu adalah kontrol umpan balik. Anda membengkokkan. Anda mengukur. Anda mengoreksi program. Anda mengajari mesin apa yang sebenarnya dilakukan material hari ini, bukan apa yang database katakan seharusnya dilakukan.
Jika Anda menunggu sampai akhir produksi untuk mengukur, Anda sudah melakukan setiap kesalahan yang dibuat mesin saat Anda tidak melihat. Pada bagian ke lima puluh, Anda tidak membuat kesalahan—Anda memproduksinya dengan sengaja.
Dan di sinilah kepemilikan menjadi nyata: beberapa bengkel mengatakan Anda tidak bisa membuang tanpa persetujuan supervisor. Baik. Tetapi Anda tetap orang pertama yang melihat adanya pergeseran. Anda yang memutuskan apakah berhenti di bagian ketiga atau terus memberi makan mesin.
Mengoperasikan press brake seperti menjinakkan perangkat peledak aktif. Setiap tekukan menyimpan energi. Setiap koreksi baik melepaskan energi itu dengan aman atau memadatkannya lebih rapat. Pemeriksaan selama proses adalah cara Anda menjaga muatan tetap stabil.
Jebakan Pemula: Mempercayai bagian pertama yang bagus seolah janji, bukan sebagai tembakan peringatan.
Ada garis pada lembar inspeksi yang bertuliskan “Artikel Pertama Disetujui.” Terkadang itu adalah stiker hijau. Terkadang itu adalah inisial Anda dengan tinta biru.
Tanda itu adalah pemicu.
Karena begitu Anda menandatanganinya, produksi dipercepat. Forklift menyiapkan blanko mentah. Supervisor menjadwalkan pengelasan untuk besok. Pengiriman menjanjikan pengantaran Jumat. Coretan kecil Anda baru saja menggerakkan $12.000 tenaga kerja ke hilir.
Anda memeriksa panjang flens dengan kaliper. Anda memeriksa sudut dengan busur derajat atau alat ukur digital. Anda memverifikasi posisi lubang terhadap tekukan sesuai cetak. Anda membandingkan dengan toleransi.
Semua langkah mekanis.
Tetapi tekanannya tidak mekanis.
Anda tahu mesin sudah diatur untuk saat ini. Anda juga tahu batch material dapat berubah di tengah tumpukan. Anda tahu bagian perawatan masih membutuhkan Anda untuk menyeka perkakas dan melumasi fitting sebelum makan siang. Waktu menekan dari kedua sisi.
Tanda tangan terlalu cepat dan Anda menyetujui variasi yang belum Anda lihat. Terlambat terlalu lama dan Anda menghambat produksi.
Di sinilah kompetensi berhenti membicarakan tombol dan mulai tentang penilaian di bawah tekanan. “Lampu hijau” bukan izin untuk menjalankan bagian. Itu adalah pernyataan bahwa Anda bersedia bertanggung jawab atas apa yang terjadi jika bagian tersebut salah.
Jebakan Pemula: Menganggap tanda tangan sebagai formalitas, bukan jaminan pribadi yang didukung oleh biaya scrap.
Katakanlah bagian tujuh keluar dengan panjang 0,040 pada flensa balik. Toleransinya ±0,030. Kamu meleset 0,010.
Secara teknis, itu sudah jadi scrap.
Tapi lihat lebih dekat. Flensa itu masuk ke dalam rangka las dengan jarak bebas 0,125. Secara fungsional, akan tetap pas. Gambar desainnya ketat karena perancang mengasumsikan tumpukan toleransi terburuk.
Sekarang bagaimana?
Jika kamu langsung membuangnya, berarti $18 dalam material dan waktu laser masuk ke tempat sampah. Jika ini pesanan 300 buah dan penyimpangannya terus terjadi, berarti $5.400 hilang. Jika kamu mendokumentasikannya, menandainya sebagai deviasi, dan menghubungi engineering, kamu mungkin bisa menyelamatkan prosesnya—atau malah menunggu keputusan sehari penuh.
Inilah titik di mana operator bisa memengaruhi profitabilitas tanpa pernah melihat laporan keuangan.
Kamu mengukur deviasinya. Kamu mencatat dimensi aktualnya. Kamu menilai trennya—apakah bagian-bagian makin melenceng, atau tetap stabil? Kamu menyesuaikan program jika masalahnya terkait proses. Kamu eskalasi jika masalahnya terkait desain.
Langkah terburuk adalah pura-pura tidak melihatnya.
Karena jika kamu biarkan bagian-bagian batas itu menumpuk dan bagian inspeksi menemukannya di akhir, kamu bukan “melewatkan sesuatu.” Kamu mengubah tenaga kerja, waktu mesin, dan overhead menjadi scrap yang pasti. Dengan sadar.
Tanggung jawab di sini tidak berarti kamu mengabaikan prosedur dan membuat keputusan seenaknya. Artinya kamu mengumpulkan data yang jelas, menghentikan produksi saat tren mulai memburuk, dan memaksa keputusan sebelum volume memperbanyak kerusakan.
Itulah sebabnya hambatan pada pemeriksaan artikel pertama itu penting. Itu adalah gerbang sempit di mana risiko paling murah untuk dikendalikan. Setelah itu, setiap siklus memperbesar apa pun yang telah kamu putuskan.
Dan begitu kamu memahaminya, pertanyaan berikutnya bukan lagi tentang jangka sorong atau dokumen.
Ini tentang gaya di balik ram itu, tonase yang kamu minta, dan apa yang terjadi ketika energi tersimpan tidak hanya merusak bagian—tetapi juga perkakas, mesin, dan tangan.
Dua musim panas lalu, seorang anak di shift kedua memuat pelat A36 setebal 3/8 inci ke dalam press brake 10 kaki yang berkapasitas 150 ton. Grafik menunjukkan ia membutuhkan 138 ton untuk panjang tekukan yang ia pilih. Hampir mencapai batas, tapi masih di dalam angka. Gambarnya benar.
Tapi logam tidak patuh.
Material datang lebih keras dari nilai buku. Kebutuhan nyata mungkin 155. Ia menekan siklus. Mesinnya tidak meledak. Tapi mengerang. Ram melengkung cukup untuk membuat bagian tengah terlalu bengkok dan ujung-ujungnya kurang bengkok. Semua bagian jadi scrap. Lebih parah lagi, punch-nya mengalami retakan halus di bahu. Kami tidak menyadarinya sampai patah tiga hari kemudian dan menghancurkan punch tersegmentasi senilai $4.800.
Tidak ada drama. Hanya energi tersimpan yang mencari titik lemah.
Inilah yang perlu kamu pahami: tonase adalah gaya per kaki. Gandakan ketebalan dan kamu tidak menggandakan gaya—kamu mengalikannya kira-kira delapan kali lipat. Itu karena gaya tekuk naik kira-kira sebanding dengan ketebalan kuadrat. Jadi ketika bagian pembelian mengganti pelat 0,125 baja ringan dengan 0,134 baja kekuatan tinggi “karena hampir sama,” pekerjaan 60 tonmu diam-diam berubah jadi 85 ton. Programnya sama. Setelannya sama. Fisika yang berbeda.
Melebihi kapasitas brake sebesar 10% tidak akan memberimu peringatan sopan. Kamu akan mendapatkan defleksi ram, peregangan rangka, kerusakan alat, atau pelepasan energi mendadak yang menggerakkan baja lebih cepat dari reaksi tanganmu. Departemen Tenaga Kerja mencatat lebih dari 360 amputasi per tahun akibat press brake di AS, dan hampir setengahnya adalah jari. Itu bukan karena ledakan dramatis. Itu akibat siklus rutin di mana gaya diremehkan dan kontrol diasumsikan.
Sistem pengaman laser modern sangat mengurangi angka itu. Aku sudah mengoperasikannya. Kamu bisa bekerja hanya beberapa inci dari punch dan sinarnya akan menghentikan langkahnya. Di bengkel yang berinvestasi, angka cedera turun drastis. Tapi 80% tempat yang akan kamu masuki masih menggunakan press brake hidrolik lama dengan sensor cahaya yang lebih tua darimu. Di bengkel-bengkel itu, satu-satunya sensor antara tanganmu dan 120 ton adalah penilaianmu sendiri.
Kamu tidak “menjalankan” tonase. Kamu mengelola energi tersimpan seolah-olah kamu sedang menjinakkan sesuatu yang tidak memaafkan kesalahan aritmetika.
Perangkap Pemula: Mempercayai bagan tonase seolah itu kitab suci, padahal sebenarnya hanyalah perkiraan awal yang harus disesuaikan dengan material nyata, panjang nyata, dan kondisi mesin yang sebenarnya.
Saya pernah menemukan serpihan di V-die berukuran 1 inci yang terlihat sepele. Mungkin sedalam 0,015 di tepinya. Hampir tidak terasa jika disentuh dengan kuku.
Kami sedang menekuk baja lunak tebal 11-gauge. Setiap bagian memiliki garis samar di radius luar. Awalnya hanya kosmetik. Lalu sudut mulai melenceng setengah derajat pada flange yang lebih panjang. Kenapa? Karena serpihan itu memusatkan gaya. Alih-alih tekanan merata di bahu die, kamu mendapat lonjakan tekanan di cacat itu. Baja mengalir berbeda di titik tersebut. Springback berubah secara lokal. Sepanjang tekukan 6 kaki, ketidakkonsistenan itu menjadi buruk secara bertahap.
Jalankan 300 bagian seperti itu dan Anda mendapat batch miring senilai $2.700 dalam scrap dan pelanggan yang tidak akan menghubungi lagi.
Lebih parah lagi, serpihan kecil itu adalah pemicu retakan. Setiap siklus memukulnya. Mikroretakan menyebar melalui perkakas yang dikeraskan. Suatu hari tepi die patah saat beban. Sekarang bagian terlepas, punch bergeser, dan tanganmu — yang “hanya memegang posisi” — berada dalam geometri baru yang tidak kamu rencanakan.
Perawatan prediktif bukan urusan kertas. Itu berarti menggosok batu pada die, memeriksa bahu di bawah cahaya, mencatat keausan sebelum menjadi masalah geometri. Baja perkakas seperti rantai. Ia gagal di titik terlemah, dan titik terlemah biasanya adalah cacat yang semua orang anggap terlalu kecil untuk diperhatikan.
Jika kamu tidak melaporkannya karena “masih bisa dipakai”, kamu baru saja memindahkan risiko ke shift berikutnya.
Perangkap Pemula: Menganggap keausan perkakas sebagai masalah kosmetik, padahal sebenarnya itu pengganda gaya yang memengaruhi akurasi tekukan dan risiko kegagalan.
Tonton rekaman gerak lambat dari siklus press brake dan kamu akan melihat sesuatu yang sering dilewatkan oleh magang. Ram turun dengan stabil. Terkontrol. Dapat diprediksi.
Lembaran logamnya tidak.
Saat punch menekan material ke dalam V, energi elastis menumpuk di pelat. Ketika ram berbalik arah, energi itu dilepaskan. Flange panjang bisa terhempas ke atas beberapa inci dalam sekejap. Pada baja nirkarat tipis dengan springback tinggi, lebih buruk lagi. Saya pernah melihat flange sepanjang 48 inci menghentak dan mengenai dagu seseorang karena dia menunduk untuk “melihat garisnya.”
Sebagian besar cedera tidak terjadi saat gerakan turun yang dramatis. Cedera terjadi selama intervensi kecil: meraih melewati tirai cahaya untuk mengatur ulang jari back-gauge, mendorong sedikit lembaran agar rata sementara pedal masih aktif, membersihkan potongan kecil tanpa menghentikan siklus. Bukan bencana, tapi rasa terlalu percaya diri.
OSHA menempatkan perlindungan yang tidak memadai di daftar pelanggaran teratasnya karena alasan yang jelas. Tekanan produksi membuat orang menonaktifkan pengaman. Menutup tirai cahaya dengan selotip. Melompati kontrol dua tangan. “Hanya untuk satu bagian ini.” Mesin beroperasi dalam milidetik. Sistem sarafmu tidak secepat itu.
Pada press brake lama tanpa AOPD laser (active optoelectronic protective device — istilah mewah untuk sistem pemindai cahaya), jarak amanmu bersifat mekanis. Jaga tangan tetap di luar area die. Gunakan alat penjepit atau magnet untuk bagian kecil. Berdirilah di samping flange panjang agar jika terhempas, tidak mengenai kamu.
Ram jelas terlihat. Energi tersimpan dalam lembaran adalah kejutan.
Perangkap Pemula: Menatap punch seolah itu satu-satunya bagian yang bergerak sambil mengabaikan lembaran yang sedang menegangkan diri seperti pegas.
Bayangkan ini. Bagian perawatan sedang mengganti selang hidrolik. Kamu diberi tahu untuk “tunggu sebentar.” Supervisor dipanggil pergi. Kamu melihat pekerjaan sudah disiapkan, perkakas terpasang, pedal di lantai. Kamu tidak memulai perbaikan. Kamu tidak melonggarkan fitting apa pun.
Anda melangkah masuk, menggerakkan ram untuk memeriksa kesejajaran.
Jika tangan seseorang berada di dalam area kerja dan mesin bergerak, OSHA tidak peduli siapa yang memulai tugas. Orang yang menyalakan mesin tanpa prosedur lockout/tagout yang benar adalah yang bertanggung jawab atas pelanggaran.
Lockout/tagout berarti mengisolasi sumber energi — listrik, hidrolik, pneumatik — dan memasang kunci fisik sehingga mesin tidak dapat bergerak. Bukan janji secara lisan. Bukan catatan tempel. Kunci dengan nama Anda. Karena sistem hidrolik menyimpan tekanan. Bahkan dengan daya dimatikan, sebuah katup dapat mengeluarkan tekanan dan menggeser ram jika tidak diblokir dengan benar.
Dan ingat metafora ledakan itu? Press brake dalam keadaan diam masih menyimpan energi dalam fluida terkompresi dan massa yang terangkat. Jika Anda tidak mengeluarkannya dan memblokirnya, Anda berasumsi mesin akan berperilaku baik.
Saat Anda memasang kunci, Anda bukan sedang mempersulit. Anda sedang mendokumentasikan kendali atas energi yang dapat memotong jari lebih cepat daripada waktu yang dibutuhkan untuk mengucapkan “tunggu sebentar.”
Inilah saat deskripsi pekerjaan menipu Anda. “Mengoperasikan mesin.” Tidak. Anda mengelola gaya, keausan, energi tersimpan, dan risiko hukum. Anda adalah penghalang terakhir antara 120 ton dan tubuh manusia.
Dan jika Anda bisa menjelaskannya dengan jelas — bukan dengan rasa takut, tetapi dengan angka, mekanisme, dan bekas luka — berapa nilai Anda di wawancara berikutnya?
Jebakan Pemula: Mempercayai bahwa keselamatan adalah tanggung jawab perusahaan semata, alih-alih memahami bahwa begitu Anda menyalakan mesin, tanggung jawab itu memiliki sidik jari Anda.
Anda ingin lebih banyak uang?
Maka berhentilah menyebut diri Anda sebagai penekan tombol.
Jika resume Anda bertuliskan “Mengoperasikan CNC press brake untuk membengkokkan bagian sesuai blueprint,” Anda baru saja memberi tahu manajer perekrutan bahwa Anda dapat digantikan oleh orang berikutnya yang bisa menemukan tombol hijau Cycle Start. Kalimat itu terbaca seperti Anda hanya mengawasi mesin.
Tapi logam tidak patuh.
Apa yang sebenarnya Anda lakukan adalah menghitung tonase sehingga ram 120 ton tidak membebani punch $4,800. Anda memilih V-die untuk mengontrol springback sehingga perbedaan ketebalan 0,010 tidak berubah menjadi penyimpangan sudut satu derajat di seluruh 200 bagian. Anda memeriksa tooling sehingga serpihan 0,015 tidak berkembang menjadi $2,700 dalam bentuk scrap dan menyebabkan rapat produksi yang merah wajah.
Itu bukan “mengoperasikan.” Itu adalah mengendalikan energi tersimpan dan mencegah kesalahan bernilai puluhan ribu.
Jadi terjemahkanlah.
Melihat pergeserannya? Satu versi mengatakan Anda mengikuti perintah. Yang lain mengatakan Anda mengelola risiko.
Manajer perekrutan tidak membayar lebih untuk gerakan. Mereka membayar untuk penilaian.
Jebakan Pemula: Menulis resume seperti deskripsi pekerjaan alih-alih seperti laporan pasca-insiden yang membuktikan bahwa Anda mencegah hal buruk terjadi.
Inilah kenyataan yang tidak pernah dimasukkan ke brosur.
Sertifikasi menunjukkan Anda lulus ujian terstruktur tentang akurasi pengaturan, logika pemrograman, dan kontrol proses. Itu penting. Sertifikasi memberi tahu pemberi kerja bahwa Anda memahami kosakata dan matematika.
Itu tidak membuktikan bahwa Anda pernah melihat baja stainless 14-gauge retak sepanjang serat pada pukul 2 pagi dan menyesuaikan secara langsung.
Sebagian besar keterampilan nyata dalam industri ini berasal dari berbulan-bulan — biasanya bertahun-tahun — berdiri di samping seseorang yang sudah pernah membuat kesalahan mahal. Anda belajar bagaimana rasanya material saat akan tergelincir. Anda belajar bunyi cetakan ketika sedikit kelebihan beban. Anda belajar bahwa “Gambar cetak sudah benar” tidak berarti urutan pelipatan juga benar.
Jadi mana yang lebih berpengaruh?
Untuk masuk ke pintu awal, sertifikasi bisa membantu. Mereka adalah bukti portabel bahwa Anda tidak menebak.
Untuk dipercaya menangani pekerjaan ber-tonase tinggi dan pengaturan kompleks, pengalaman bengkel yang menguasai — karena di situlah naluri risiko terbentuk.
Langkah pintar bukan memilih salah satu. Tetapi membingkai keduanya dengan benar.
Jika Anda memiliki sertifikasi, jangan daftarkan seperti piala. Kaitkan dengan pengendalian risiko: “NIMS Level II — diterapkan untuk mengurangi kesalahan pengaturan dan penolakan potongan pertama.” Jika Anda memiliki pengalaman bengkel yang mendalam tetapi tanpa surat, tunjukkan penilaian yang terukur: “Memimpin audit perkakas yang menghilangkan penyimpangan sudut berulang pada produksi 3/16 A36.”
Surat membuktikan paparan. Pengalaman membuktikan bertahan hidup.
Jebakan Pemula: Menganggap sertifikat menggantikan luka bekas — atau bahwa luka bekas membuat Anda terlalu hebat untuk belajar terstruktur.
Inilah saat kebanyakan “operator” terekspos.
Seorang manajer menggeser gambar cetak di meja. Tidak ada mesin yang berdengung di belakang Anda. Tidak ada backgauge untuk bersembunyi.
“Jelaskan kepada saya bagaimana Anda akan melipat ini.”
Jika yang Anda katakan hanyalah, “Saya akan memuat program dan menjalankannya,” Anda selesai.
Mereka ingin mendengar logika urutan. Flange mana yang dikerjakan dulu untuk menghindari tabrakan? Di mana kaki terpanjang tanpa penyangga yang mungkin melanting? Apakah Anda perlu bukaan-V yang lebih besar untuk mengendalikan tonase? Bagaimana arah serat akan mempengaruhi retakan? Di mana springback akan menumpuk toleransi?
Dengan kata lain, bisakah Anda berpikir dalam hal gaya dan kegagalan, bukan tombol?
Ketika Anda dapat menjelaskan urutan tekukan seperti sedang menjinakkan sesuatu yang menyimpan energi — langkah demi langkah, mengantisipasi di mana bisa terjadi kesalahan — Anda berhenti terdengar seperti tenaga kerja dan mulai terdengar seperti kendali.
Saat itulah pembicaraan tentang gaji berubah.
Karena sekarang Anda bukan orang yang hanya menjalankan bagian. Anda adalah orang yang mencegah bagian tersebut menjadi scrap.
Jebakan Pemula: Menggambarkan apa yang dilakukan mesin alih-alih apa yang Anda putuskan.
Mungkin Anda tingkat pemula. Mungkin Anda memuat blank dan menekan Cycle Start.
Baik. Maka pekerjaan Anda sekarang adalah mencuri kesadaran.
Amati pemasangan. Tanyakan mengapa die tersebut dipilih. Tanyakan bagaimana tonase dihitung. Ketika sudut bergeser, jangan hanya menyesuaikan — tanyakan variabel apa yang berubah: ketebalan, arah serat, keausan tooling, offset program?
Tuliskan. Bangun log kegagalan mental Anda sendiri.
Jika Anda sudah berpengalaman namun terjebak, lihat apa yang Anda hindari. Bagian multi-tekuk yang rumit? Pemrograman dari awal? Berbicara dengan insinyur tentang akumulasi toleransi? Ketidaknyamanan itu menunjukkan batasan gaji Anda.
Jembatani dengan sengaja. Ambil pemasangan yang sulit. Sukarela melakukan pemeriksaan artikel pertama. Duduk bersama tim pemeliharaan saat lockout sehingga Anda memahami batas hidraulik dan mekanis. Sertifikasi dapat membantu di sini — bukan sebagai lencana, tetapi sebagai cara terstruktur untuk mengisi titik buta.
Mobilitas karier di bidang ini tidak datang dari lamanya waktu bekerja. Datang dari seberapa banyak risiko yang dapat Anda kendalikan secara mandiri tanpa pengawasan.
Itu bagian yang tidak jelas.
Anda tidak dibayar lebih untuk membengkokkan material yang lebih keras. Anda dibayar lebih untuk mengurangi ketidakpastian.
Mulailah melihat setiap shift sebagai latihan dalam pengendalian energi, prediksi kegagalan, dan pencegahan biaya. Kemudian bicarakan pekerjaan Anda dalam istilah-istilah tersebut.
Lakukan itu cukup lama, dan Anda tidak akan melamar sebagai “operator press brake.”
Anda akan diwawancara sebagai orang yang dipercaya oleh bengkel dengan 120 ton gaya yang tersimpan — dan reputasi mereka.
Jebakan Pemula: Menunggu pergantian jabatan sebelum mulai bertindak seperti pengambil keputusan.


















