

Прошлой весной парень в чистом худи и с новым “Сертификатом по работе на прецизионном листогибочном прессе” выровнял 10-футовый лист из нержавейки, нажал на педаль и вогнал сегментированный пуансон $4,800 прямо в плечо матрицы.
Чертёж был правильный. Его расчёты были правильные. Материал всё равно треснул, потому что он не проверил направление волокон.
Вот тот момент, который не показывают объявления о работе.
Прочитайте десять объявлений. Вы увидите фразы вроде “согнуть металл по чертежу”, “работать на ЧПУ листогибочном прессе”, “формальное образование не требуется”. Возможно, обучение технике безопасности OSHA. Возможно, “обучение на рабочем месте”.”
Звучит просто. Загрузить деталь. Запустить цикл. Повторить.
Но металл не послушен. Он пружинит обратно. Он наклёпывается. Он помнит, в каком направлении был прокатан. Чертёж — это цель; пресс — это 60-тонная переговорная между физикой и инструментом. Оператор стоит посередине, один, с тысячами долларов и десятью пальцами на кону.
Объявление заставляет думать, что вы кассир, нажимающий кнопки. На самом деле вы — последний фильтр риска перед тем, как сталь превратится в брак или осколки.
Ловушка новичка: если вы думаете, что “диплом не требуется” означает “не требуется самостоятельное суждение”, вы добровольно соглашаетесь изучать физику, ломая инструмент.
Я собеседовал десятки кандидатов, которые с гордостью говорили: “Я умею читать чертежи и работать на ЧПУ”.”
Тогда я пододвигаю простой деталь. Гибка на 90 градусов. Мягкая сталь. 3/16 дюйма. И задаю один вопрос:
“Как вы выбираете ширину матрицы?”
В комнате становится тихо.
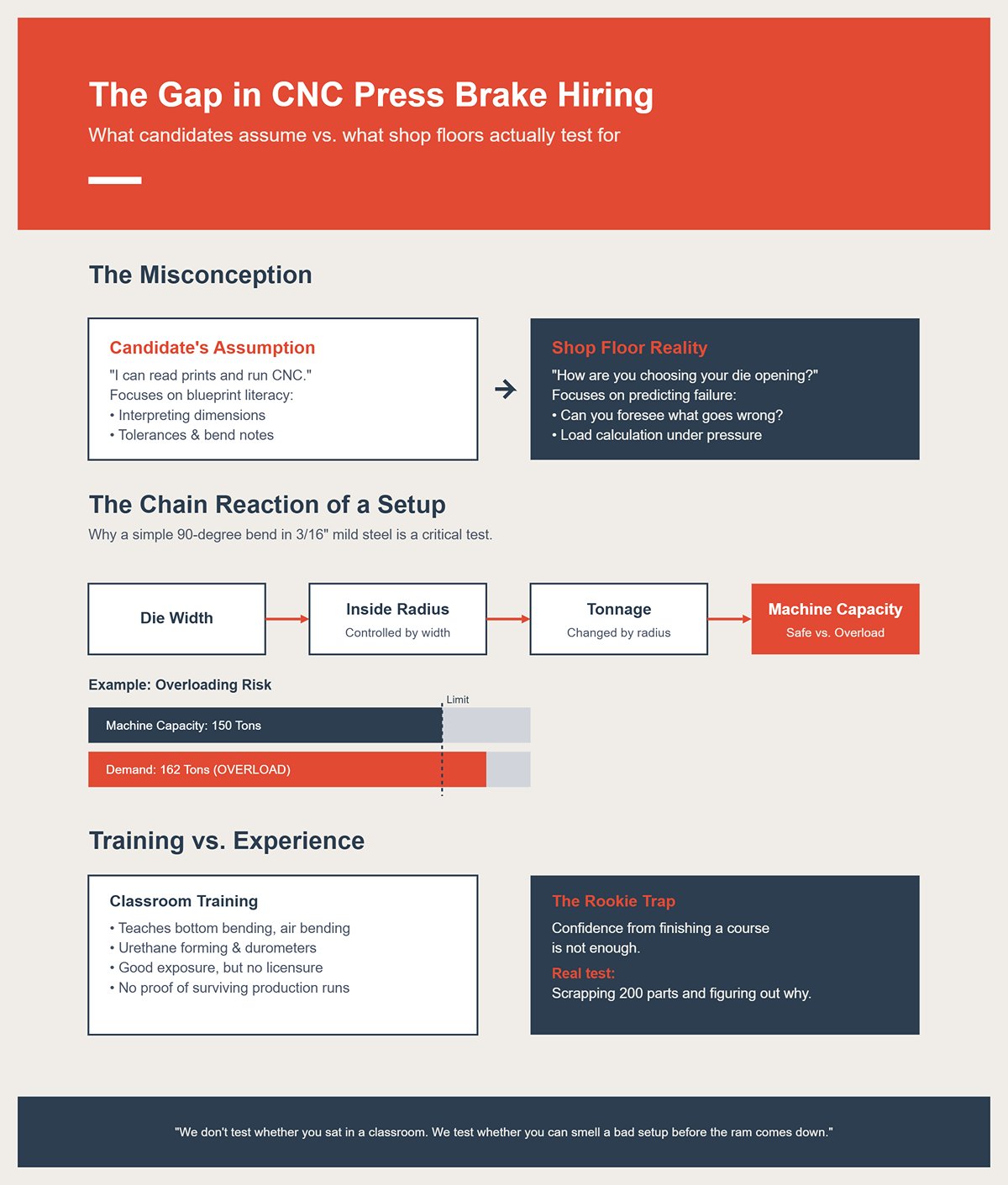
Видите ли, кандидаты предполагают, что тест — это грамотность по чертежам: умеете ли вы интерпретировать размеры, допуски, примечания по гибке. На производстве проверяют кое-что менее приятное: можете ли вы предсказать, что пойдёт не так, до того как это случится?
Ширина матрицы определяет внутренний радиус. Внутренний радиус меняет усилие. Усилие определяет, укладываетесь ли вы в мощность машины или собираетесь перегрузить 150-тонный пресс требованием в 162 тонны. Это не нажатие кнопок. Это расчёт нагрузки под давлением.
Учебные программы обучают гибке в упор, гибке в воздухе, может быть даже хитрым вещам вроде формовки с полиуретаном разной твёрдости — это просто твёрдость, как сравнение автомобильной шины с хоккейной шайбой. Хорошее знакомство. Но даже эти сертификаты говорят, что это не профессиональная лицензия. Нет продления. Нет доказательства, что вы пережили реальные производственные серии.
На производстве мы не проверяем, сидели ли вы в классе. Мы проверяем, можете ли вы почувствовать плохую настройку до того, как опустится ползун.
Ловушка новичка: если ваша уверенность основана на завершении курса, а не на том, что вы испортили 200 деталей и выяснили почему, вы не готовы к вопросам, которые действительно имеют значение.
Вот как вы теряете работу менее чем за пять минут.
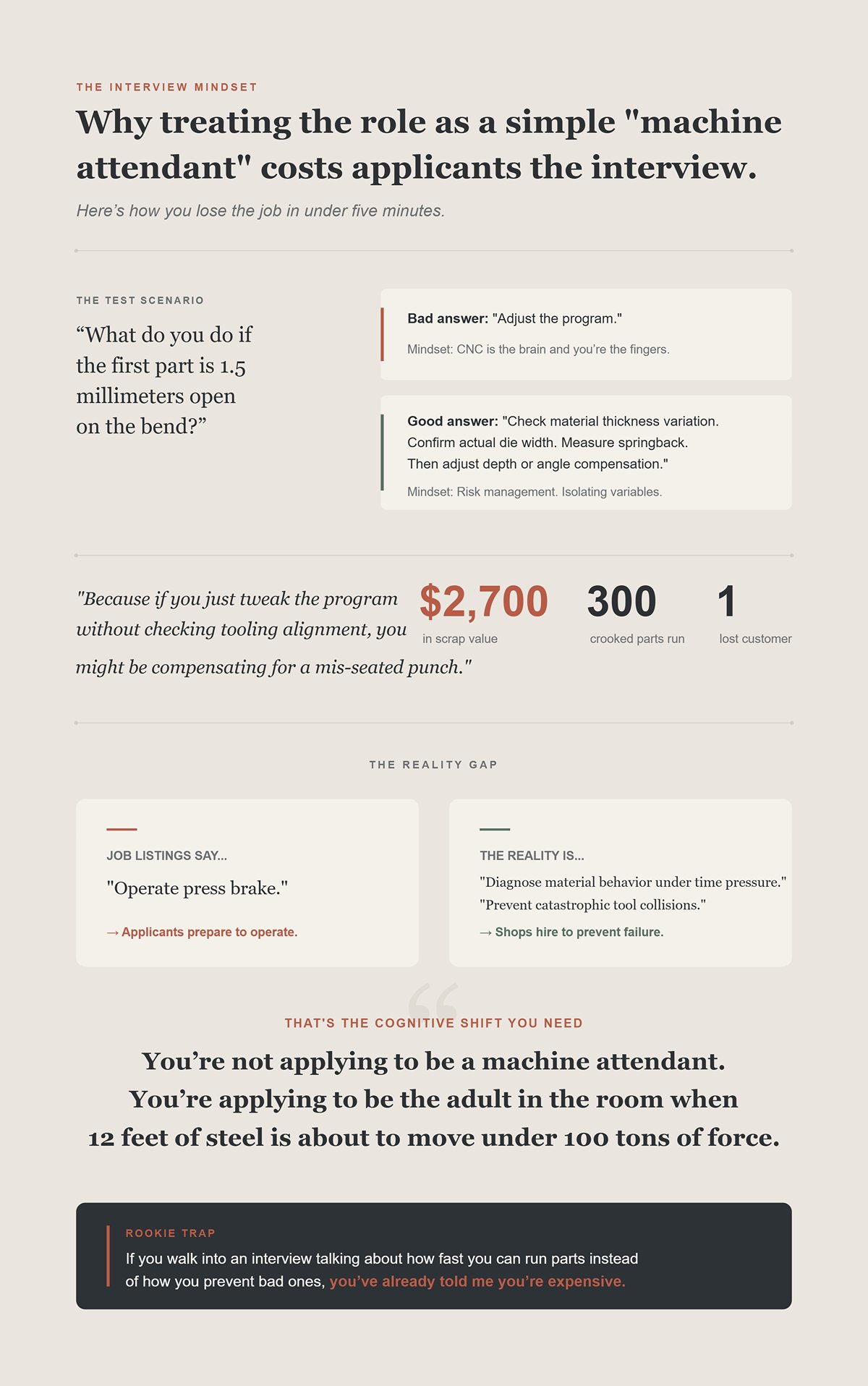
Я спрашиваю: “Что вы сделаете, если первая деталь на изгибе открыта на 1,5 миллиметра?”
Плохой ответ: “Отрегулировать программу.”
Это говорит мне, что вы думаете, что ЧПУ — это мозг, а вы — пальцы.
Хороший ответ звучит скорее так: “Проверить вариацию толщины материала. Подтвердить фактическую ширину матрицы. Измерить упругий возврат. Затем отрегулировать глубину или компенсацию угла.”
Это управление рисками. Вы изолируете переменные, прежде чем тронуть экран.
Потому что если вы просто подправите программу, не проверив выравнивание инструмента, вы можете компенсировать неправильно установленный пуансон. Сделайте 300 деталей так — и получите кривую партию на сумму $2,700 в отходах и клиента, который больше не позвонит.
В объявлениях о работе не пишут: “Должен самостоятельно диагностировать поведение материала под давлением времени.” Не пишут: “Ответственен за предотвращение катастрофических столкновений инструмента.” Пишут: “Работать на листогибочном прессе.”
Так что кандидаты готовятся работать.
А цеха нанимают, чтобы предотвратить сбои.
Вот сдвиг мышления, который вам нужен: вы подаете заявку не на роль машинной прислуги. Вы подаете заявку, чтобы быть взрослым в комнате, когда 12 футов стали собираются двигаться под силой 100 тонн.
Ловушка новичка: Если вы приходите на собеседование, рассказывая о том, как быстро можете делать детали, вместо того чтобы говорить о том, как предотвращаете плохие, вы уже сказали мне, что вы дорогой.
Хотите доказать, что можете предотвратить катастрофы до того, как вас наймут?
Отлично. Тогда перестаньте говорить о том, как вы выполняете циклы, и начните говорить о том, что проверяете, прежде чем опустится ползун.
В прошлом году я наблюдал, как новый сотрудник загрузил A36 толщиной 1/4 дюйма, длиной 8 футов. Он взял V-матрицу шириной 1 дюйм, потому что “мы всегда используем её для четверти дюйма”. Не проверил таблицу тоннажа. Не проверил длину изгиба. При 120 тоннах на коротком 12-дюймовом тестовом участке он так резко поднял нагрузку, что на нижней балке осталась постоянная «улыбка». Машина простаивала два дня. Вызов сервиса: $3,200. Потерянное производство: около $6,000.
Изгиб не провалился, когда ползун опустился — он провалился, когда он выбрал матрицу и решил, что «достаточно близко».
Вот что я слушаю на собеседовании. Не то, можете ли вы читать чертёж. А то, понимаете ли вы, что настройка — это место, где живёт риск.
Ловушка новичка: Если вы относитесь к инструменту как к взаимозаменяемым кубикам Lego, а не к решениям, несущим нагрузку, вы узнаете о лимитах тоннажа из счета за ремонт.

Я однажды провёл по верстаку нержавеющий кронштейн. Гибка на 90 градусов, маленький внутренний радиус, волокна идут параллельно линии сгиба.
Чертёж был верен. Размеры точные. Допуски разумные.
Но металл не послушен.
Лист прокатывают на заводе. Эта прокатка растягивает волокна, как тянучку, в одном направлении. При гибке поперёк волокон они равномерно сжимаются и растягиваются. При гибке вдоль волокон вы пытаетесь сложить дерево вдоль линий, а не поперёк них. Вот тогда и слышите маленький “щелчок”, который превращается в трещину.
Я видел, как нержавейка 304 толщиной 14 калибра раскалывалась насквозь, потому что кто-то проигнорировал стрелку на бирке материала. Сорок деталей отправлены в брак до обеда. Примерно $18 за заготовку. Это $720 в нержавейке плюс полдня работы. Всё потому, что оператор решил, что плоский чертёж рассказывает всю историю.
Чертёж — это 2D чернила. Направление волокон — это 3D реальность. Если они противоречат друг другу, вы не просто “делаете как есть”. Вы звоните в отдел инженерии. Вы корректируете радиус гибки. Вы поворачиваете заготовку, если геометрия позволяет. Это умение принимать решения под давлением.
Когда я спрашиваю кандидата: “Что вы сделаете, если волокна идут не в ту сторону?” — я не проверяю словарный запас. Я проверяю, понимает ли он, что чертежи описывают намерение, а поведение материала определяет результат.
Так скажите — когда бумага и сталь не согласны, кто побеждает?
Ловушка для новичка: если ваш ответ — “чертёж”, вы добровольно отправляете в брак дорогую нержавейку, чтобы защитить своё эго.
Возьмите мягкую сталь толщиной 3/16 дюйма. Гните её в воздухе с подходящей матрицей. В вашей программе указано 90 градусов при определённой глубине.
Вы вытаскиваете первую деталь, и она показывает 92.
Эти два градуса — пружинение, или упругое восстановление. Сталь растянулась под нагрузкой, а затем расслабилась, когда давление сняли. Представьте, что вы сгибаете трамплин и отпускаете его. Он не остаётся там, куда вы его согнули.
Вот здесь новички и проявляются.
Плохой оператор: “Угол открыт. Просто добавлю два градуса в управлении”.”
Может быть. Но что изменилось? Материал действительно толщиной 0,1875 дюйма, или эта партия пришла с толщиной 0,195? Более толстый материал увеличивает требуемое усилие и смещает нейтральную ось — это воображаемая линия внутри изгиба, где материал ни растягивается, ни сжимается. Смещаете эту линию — меняете пружинение.
Высокопрочная сталь пружинит больше, чем мягкая. Алюминий пружинит иначе. Один и тот же 90 на экране — три разные реальности на оснастке.
Я выполнял заказы, где компенсация для первой детали была 1,5 градуса. Следующий лист из другой плавки? Потребовалось 3 градуса. Если вы не понимаете почему, вы будете гоняться за углом всю смену, подкручивая числа, как будто настраиваете радио в грозу.
Мастерской нужен не тот, кто умеет “подкорректировать программу”. Нужен тот, кто знает, когда корректировка — правильное решение, а когда она маскирует проблему в оснастке или материале.
Если математика показывает 90, а сталь — 92, что ещё вы измеряете, прежде чем коснуться экрана?
Ловушка новичка: если ваш единственный инструмент для корректировки угла — это клавиатура ЧПУ, вы не управляете процессом — вы реагируете на него.
Вы когда-нибудь видели изгиб, который идеален с левой стороны и открыт на 1 миллиметр справа?
Первый порыв — обвинить задний упор. Или программу.
Иногда это ни то, ни другое.
Я вытаскивал пуансоны, которые на первый взгляд выглядели нормально, но имели износ на одном плече в .010 дюйма. Это тоньше визитной карточки. На изгибе длиной 10 футов эта крошечная зона износа меняет распределение силы. Одна сторона врезается глубже. Другая — «плавает». Вы компенсируете это в программе, конечно — и теперь вы встроили механическую ошибку в цифровую коррекцию.
Прогоните 300 деталей в таком виде — и у вас будет кривой пакет стоимостью $2,700 в отходах и клиент, который больше не позвонит.
И даже не начинайте про короткие тестовые изгибы. Операторы кладут обрезок шириной 2 дюйма в центр 10-футовой матрицы, чтобы “проверить угол”. Вся тоннажность концентрируется в одной крошечной секции. Так вы вмятины на матрицах делаете и пуансоны «раздуваете». Самое распространённое повреждение ползуна, которое я видел, было не от медленного износа — а от превышения тоннажности на коротких участках во время пробных ударов. Один неосторожный тест может стоить дороже, чем месяц аккуратного производства.
Выравнивание, распределение нагрузки, схемы износа — это не гламурно. Никто не хвастается тем, что чистит плечи матрицы или снимает заусенцы с инструмента. Но именно там живёт стабильность.
Настройка — как обезвреживание заряженного взрывного устройства. Запасённая энергия, управляемая геометрией и сталью. Каждая «схалтуренная» операция — неправильно выровненная матрица, изношенный пуансон, перегруженный тестовый удар — это вы перерезаете не тот провод и надеетесь, что ничего не вспыхнет.
И если 90% ошибок при гибке начинаются здесь, до того как будет сделана первая хорошая деталь, что это говорит об операторе, который думает, что его работа начинается, когда он нажимает Cycle Start?
Ловушка новичка: если вы проверяете только детали и никогда не проверяете инструмент, вы измеряете дым вместо того, чтобы искать огонь.
Представьте это. Понедельник утром. Новая работа, восемь изгибов, 10-й калибр A36, плотные обратные фланцы, которые «запрут» вас, если вы сделаете их в неправильном порядке. Экран загорается красивой 3D-симуляцией. Инструмент выбран автоматически. Последовательность изгибов сгенерирована автоматически.
Вы можете нажать Cycle Start прямо сейчас.
Или вы можете спросить, почему управление хочет сформировать внутренний фланец перед внешним возвратом, который физически его блокирует.
Вот разница между нажатием педалей и программированием мозга машины.
Дисциплинированный процесс подготовки к гибке на ЧПУ начинается не с вашей ноги. Он начинается с того, что вы допрашиваете программу, как будто она должна вам деньги. Вы проверяете толщину материала по сравнению с тем, что указано в файле. Вы подтверждаете, что ширина матрицы соответствует вашей таблице тоннажности. Вы проверяете, что пальцы заднего упора не столкнутся с сформированной ножкой на четвёртом изгибе. Вы моделируете каждый шаг и ищете невозможную геометрию, которую программа вежливо игнорирует.
Потому что управление предполагает, что модель идеальна.
Но металл не послушен.
А программное обеспечение — ещё меньше.
Ловушка новичка: Если вы относитесь к ЧПУ, как к автомату — вставил чертёж, получил детали — вы в одном неверном автоцикле от того, чтобы отправить на металлолом целый поддон.
Однажды парень сказал мне: “Я знаю ЧПУ. Я могу загружать программы и выставлять нули”.”
Это всё равно что сказать, что вы умеете летать на самолёте, потому что нашли зажигание.
На современном листогибе “базовые” знания означают, что вы понимаете три системы координат ещё до того, как согнёте металл: ноль машины (где ползун считает, что находится “дом”), ноль программы (где в файле находится начало координат детали) и положение упора (где фактически лежит лист). Если эти три точки не совпадают, ваш первый изгиб может оказаться смещённым на 0,125 дюйма. Для кронштейна с допуском ±0,030 это не «почти». Это — брак.
Это также означает, что вы понимаете вычитание при изгибе — расчёт, учитывающий растяжение материала, чтобы плоская раскройка получилась правильной. Вычитание при изгибе — это просто величина, которую вы вычитаете из плоской длины, чтобы получить готовые размеры. Игнорируйте его — и каждая полка накопит ошибку. В коробке с восьмью изгибами отклонение на 0,020 дюйма за изгиб может показаться не страшным. Умножьте это на семь внутренних элементов — и вдруг крышка не подходит. Теперь вы смотрите на поддон лазерных деталей стоимостью $1,900, которые физически невозможно собрать.
И “базовые” знания включают понимание тоннажа. Контроллер рассчитает усилие, конечно. Но если вы замените V-матрицу с 1,000 дюйма на 0,500 дюйма и забудете обновить программу, требуемый тоннаж примерно удвоится. Так вы превысите возможности машины, даже если ползун не предупредит вас, пока что-то не застонет.
Учебные программы длятся неделями, иногда месяцами — и это только для того, чтобы вы не навредили себе. Освоение занимает годы, потому что каждый новый материал, каждая новая геометрия немного меняет правила.
Так что, когда в вакансии пишут “требуются базовые знания ЧПУ”, они имеют в виду: не разбей мою машину за $180,000.
Ловушка новичка: Если ваше определение навыков ЧПУ ограничивается “Я могу загрузить файл”, вы не оператор — вы угроза с логином.
Загрузка сохранённой программы кажется безопасной. Кто-то другой уже прошёл этот путь. Оснастка указана. Последовательность есть. Углы настроены.
Пока не изменится материал.
Допустим, исходная работа выполнялась на мягкой стали толщиной 0,125 дюйма. Сегодня отдел закупок заменил её на высокопрочную толщиной 0,134, потому что она была в наличии. Тот же номер детали. Другая «живность». Увеличивается упругий возврат. Требуемый тоннаж растёт. Сохранённая программа всё ещё думает, что гнёт масло.
Если вы просто запустите её, ваши 90° откроются до 94°. Вы подправите коррекцию угла. Теперь внутренняя полка задевает упор на шестом изгибе, потому что высокопрочный материал сформировался не так плотно, и ваш зазор исчез. Вы гонитесь за ошибками, которые начались с неверного предположения в первой строке кода.
Написание последовательности с нуля заставляет вас думать в порядке физических ограничений. Какие изгибы заблокируют доступ? Где деталь увеличивается? Когда нужно перевернуть? Вы не просто расставляете строки кода. Вы управляете накопленной энергией так, чтобы лист никогда не сопротивлялся машине.
Я программировал сложные детали, где первые три изгиба существовали исключительно для создания зазора для четвёртого. Программа предлагала обратный порядок, потому что оптимизировала смену инструмента, а не реальность. Если бы я доверился ей, я бы запер деталь на втором изгибе.
Загрузка программы делает вас оператором.
Переписывание её под дедлайн, с ожидающим грузовиком, делает вас ценным сотрудником.
Ловушка новичка: Если вы считаете сохранённую программу священной, вы будете защищать файл вместо детали — а деталь единственное, что приносит деньги.
Вы делаете первый изгиб. Он получается на 1,5 градуса открытым.
У вас есть два варианта.
Ручное управление: скорректировать угол только для этого удара и продолжать работу.
Редактирование программы: остановиться, измерить толщину материала, подтвердить ширину матрицы, обновить библиотеку материалов, скорректировать коэффициент упругого возврата в самом файле, чтобы каждый последующий изгиб учитывал реальность.
Ручное управление — это пластырь. Редактирование программы — это хирургия.
А теперь без шуток — ручные прессы всё ещё существуют, и умелые руки на механическом гибочном станке могут делать прекрасные детали, опираясь только на чувство и повторяемость. Это настоящее мастерство. Но на станке с ЧПУ, который делает 200 деталей, скрывать корректировки в временных ручных настройках — это путь к появлению вариаций. Ночная смена завтра загрузит ту же программу, не зная о вашем секретном +1,5, и детали начнут «плыть».
Пульт управления — это память станка. Если вы не обучите его тому, что узнали на первой детали, он забудет это в тот момент, когда вы выйдете с работы.
И вот здесь это связано с риском.
Когда вы выбираете ручное управление вместо редактирования программы, вы говорите: “Эта проблема относится к этому моменту”. Когда вы редактируете код, вы говорите: “Эта проблема относится к процессу”.”
Один подход предотвращает брак сегодня.
Другой предотвращает его весь год.
Так что, когда первая деталь выходит и она не идеальна, вы тянетесь к быстрой корректировке — или открываете мозг и делаете его умнее?
Потому что, когда программа работает чисто, следующий вопрос уже не о кнопках.
Он о том, кто отвечает за результат, когда 200 готовых деталей поступают на проверку.
Ловушка новичка: Если вы прячете исправления в ручных настройках, вы не управляете риском — вы откладываете его, пока он не станет чужой проблемой.
| Аспект | Ручное управление | Редактирование программы |
|---|---|---|
| Основное действие | Подкорректируйте угол только для этого удара и продолжайте работу | Остановитесь, измерьте толщину материала, подтвердите ширину матрицы, обновите библиотеку материалов, скорректируйте коэффициент упругого возврата в актуальном файле |
| Характер исправления | Временная настройка | Постоянная корректировка процесса |
| Метафора | Пластырь | Хирургия |
| Контекст навыка | Опирается на чувство оператора и повторяемость; ценен на ручных прессах | Опирается на контроль процесса и точность системы в ЧПУ-производстве |
| Влияние в серийных партиях (200 деталей) | Скрытые корректировки могут вызвать вариации, особенно между сменами | Обеспечивает, что каждый последующий изгиб учитывает реальность |
| Сохранение знаний | Коррекция не сохраняется; машина “забывает” | Контроль обновляется; машина “запоминает” |
| Подход к рискам | “Эта проблема относится к этому моменту.” | “Эта проблема относится к процессу.” |
| Краткосрочный результат | Предотвращает брак сегодня | Предотвращает повторяющийся брак в долгосрочной перспективе |
| Ответственность | Исправление личное и временное | Исправление системное и передаваемое |
| Ловушка новичка | Скрытие исправлений в переопределениях откладывает риск до тех пор, пока это не станет проблемой кого-то другого | Редактирование программы управляет риском в источнике |
Первый кронштейн выходит из пресса в 9:17 утра. Простая L‑форма, 10 дюймов на 6 дюймов, толщина 0,125, допуск ±0,030 на фланце. Чертёж был правильным. Программа отработала чисто. На экране угол — 90,2.
Мне всё равно, что показывает экран.
Я измеряю штангенциркулем внешний размер: 9,968. Это на 0,032 меньше. Ещё одна такая деталь — и мы выйдем за пределы допуска. Выпустите 200 таких деталей — и это не “ошибка на волосок”. Вы изготовили кривую партию стоимостью $3,200 в виде брака и получили клиента, который больше не позвонит.
Хотите знать, кто несёт ответственность за результат, когда программа отрабатывает 200 деталей? Тот, кто решает, можно ли первой детали стать второй.
Это узкое место — оператор. Не инженер, который сделал чертёж. Не программист, который подготовил файл. Тот, кто стоит с металлом в руках и с работающими часами.
И вот сложность: большинство должностных инструкций говорят “проводить проверку первого образца и уведомлять руководителя о несоответствующей продукции”. Звучит как совместная ответственность.
Но металл не послушен.
Если я жду, пока кто-то другой одобрит первую деталь, а станок простаивает при цеховой ставке $95 в час, я только что превратил качество в проблему планирования. Если я продолжаю работать, пока жду, я превратил планирование в проблему азартной игры. В любом случае, я тот, кто тянет за рычаг.
Ловушка новичка: думать, что контроль качества — это отдел, которому передают детали, а не решение, которое принимается до начала второго цикла.
Я видел, как новичок сделал 50 деталей, прежде чем снова проверить угол. Первая была 90,0. Пятидесятая — 92,3. Та же программа. Те же инструменты.
Что изменилось?
Жар.
Гидравлическое масло нагревается. Повторяемость движения ползуна смещается на несколько тысячных. Материал с следующего поддона на 0,007 толще. Возврат упругости увеличивается, потому что эта катушка пришла с другого завода. Маленькие смещения. Реальные последствия.
На листогибочном прессе 0,010 дюйма толщины материала могут изменить угол на целый градус в зависимости от ширины штампа. Целый градус на фланце длиной 6 дюймов смещает кончик примерно на 0,105 дюйма. Это не косметический дефект. Это провал сборки.
Так что измерение в процессе — это не бумажная работа. Это обратная связь. Ты гнёшь. Ты измеряешь. Ты корректируешь программу. Ты обучаешь машину тому, что материал реально делает сегодня, а не тому, что база данных говорит, что он должен делать.
Если подождёшь с измерением до конца партии, ты уже принял все ошибки, которые машина сделала, пока ты не смотрел. К пятидесятой детали ты уже не совершил ошибку — ты её изготовил намеренно.
И вот здесь ответственность становится настоящей: некоторые цеха говорят, что списать брак можно только с разрешения руководителя. Хорошо. Но именно ты первым замечаешь отклонение. Ты решаешь — остановиться на третьей детали или продолжать кормить машину.
Работа на листогибочном прессе — как обезвреживание заряженного взрывного устройства. Каждый изгиб хранит энергию. Каждая корректировка либо безопасно сбрасывает эту энергию, либо уплотняет её. Проверки в процессе — это то, как ты сохраняешь заряд стабильным.
Ловушка новичка: Доверять первой хорошей детали как обещанию, а не как предупредительному выстрелу.
Есть строка на листе проверки, где сказано “Первый образец утверждён”. Иногда это зелёная наклейка. Иногда — твои инициалы синими чернилами.
Этот знак — спусковой крючок.
Потому что как только ты подписал, производство ускоряется. Погрузчик ставит на позицию заготовки. Руководитель планирует сварку на завтра. Отдел доставки обещает отправку в пятницу. Твоё маленькое каракулево только что запустило $12,000 единиц последующей работы.
Ты проверяешь длину фланца штангенциркулем. Ты проверяешь угол транспортиром или цифровым измерителем. Ты сверяешь расположение отверстия относительно изгиба с чертежом. Ты сравниваешь с допуском.
Все механические действия.
Но давление — не механическое.
Ты знаешь, что машина сейчас настроена. Ты также знаешь, что партия материала может измениться на полпути через стопку. Ты знаешь, что техотдел всё ещё ждёт, когда ты протрёшь оснастку и смажешь фитинги до обеда. Время прессует с обеих сторон.
Подпишешь слишком рано — благословишь отклонения, которых ещё не видел. Задержишься слишком долго — задушишь производство.
Здесь компетентность перестаёт быть лишь про кнопки и становится про суждение под нагрузкой. “Зелёный свет” — это не разрешение запускать детали. Это заявление, что ты готов взять на себя ответственность за то, что будет, если они окажутся неправильными.
Ловушка новичка: Относиться к подписи как к формальности, а не как к личной гарантии, подкреплённой стоимостью брака.
Предположим, что деталь номер семь получилась на 0,040 длиннее на обратном фланце. Допуск ±0,030. Вы вышли за пределы на 0,010.
Технически — брак.
Но посмотрите внимательнее. Этот фланец вставляется в сварную конструкцию с зазором 0,125. Функционально он подойдет. Чертеж жесткий, потому что конструктор предполагал худший вариант суммарных отклонений.
И что теперь?
Если вы автоматически спишете деталь, это $18 материалов и времени лазера в мусор. Если это заказ на 300 штук и отклонение продолжится, это $5,400 потеряно. Если вы задокументируете, отметите как отклонение и позвоните в инженерный отдел, вы можете спасти партию — или задержать её на день, ожидая решения.
Вот здесь операторы влияют на прибыльность, даже не видя бухгалтерский баланс.
Вы измеряете отклонение. Вы документируете фактический размер. Вы оцениваете тенденцию — детали уходят дальше или держатся стабильно? Вы корректируете программу, если это связано с процессом. Вы передаете на рассмотрение, если это связано с конструкцией.
Худший вариант — сделать вид, что вы этого не заметили.
Потому что если вы позволите пограничным деталям накапливаться, а инспекция обнаружит их в конце, вы не “что-то упустили”. Вы превратили труд, машинное время и накладные расходы в гарантированный брак. Намеренно.
Ответственность здесь не означает, что вы игнорируете процедуру и принимаете самовольные решения. Это означает, что вы собираете чистые данные, останавливаете производство, когда тенденция становится опасной, и заставляете принять решение до того, как объем умножит ущерб.
Вот почему узкое место первого образца имеет значение. Это узкий проход, где риск дешевле всего контролировать. После этого каждый цикл усиливает то, что вы решили.
И когда вы это понимаете, следующий вопрос уже не про штангенциркуль или бумажную работу.
Он про силу за этим ползуном, про тоннаж, который вы запрашиваете, и про то, что происходит, когда накопленная энергия портит не только детали — но и инструмент, машины и руки.
Два лета назад парень на второй смене загрузил 3/8-дюймовую A36 в 10-футовый пресс, рассчитанный на 150 тонн. Таблица показывала, что ему нужно 138 тонн для выбранной длины изгиба. Почти, но в пределах числа. Чертеж был правильный.
Но металл не послушен.
Материал оказался тверже, чем в справочнике. Реальное требование было, вероятно, 155. Он нажал цикл. Машина не взорвалась. Она застонала. Ползун прогнулся ровно настолько, чтобы переизгибать центр и недоизгибать края. Детали ушли в брак. Хуже того — на пуансоне появилась микротрещина на плечо. Мы не заметили её, пока она не сломалась через три дня и не уничтожила сегментированный пуансон стоимостью $4,800.
Без драмы. Просто накопленная энергия, ищущая слабое место.
Вот что нужно понять: тоннаж — это сила на фут. Удвоите толщину — и вы не удвоите силу, а умножите её примерно на восемь. Это потому, что сила изгиба растет примерно пропорционально квадрату толщины. Так что, когда отдел закупок меняет 0,125 мягкую сталь на 0,134 высокопрочную “потому что близко”, ваша работа на 60 тонн тихо превращается в работу на 85 тонн. Та же программа. Та же настройка. Другая физика.
Превысите рейтинг пресса на 10% — и вы не получите вежливое предупреждение. Вы получите прогиб ползуна, растяжение рамы, повреждение инструмента или внезапный выброс энергии, который перемещает сталь быстрее, чем ваши руки успеют отреагировать. Министерство труда фиксирует более 360 ампутаций в год от листогибочных прессов в США, и почти половина — это пальцы. Это не от драматических взрывов. Это от рутинных циклов, где сила была недооценена, а контроль — принят как должное.
Современные лазерные системы защиты значительно снижают эти показатели. Я работал с ними. Можно работать в нескольких дюймах от пуансона, и луч останавливает ход. В цехах, где вкладываются в такие системы, уровень травматизма резко падает. Но 80% мест, куда вы попадёте, работают на старых гидравлических прессах с световыми завесами, которые старше вас. В таких цехах единственным датчиком между вашей рукой и 120 тоннами является ваше суждение.
Вы не “работаете” с тоннажем. Вы управляете накопленной энергией, как будто обезвреживаете что-то, что не прощает арифметических ошибок.
Ловушка новичка: Доверять таблице тоннажа как непреложной истине, а не как исходной оценке, которую нужно корректировать под реальный материал, реальную длину и реальное состояние станка.
Однажды я нашёл скол на V-матрице шириной 1 дюйм, который выглядел как ничто. Может быть 0,015 глубиной на краю. Его едва можно было почувствовать ногтем.
Мы гнули мягкую сталь толщиной 11-gauge. На каждой детали была лёгкая линия на внешнем радиусе. Сначала это было косметическим дефектом. Затем углы начали уходить на полградуса на длинных фланцах. Почему? Потому что этот скол концентрирует усилие. Вместо равномерного давления вдоль плеча матрицы возникает пик давления в месте дефекта. Поток стали там изменяется. Возврат упругости локально меняется. На изгибе длиной 6 футов эта непостоянность накапливается.
Прогоните 300 деталей в таком виде — и у вас будет кривой пакет стоимостью $2,700 в отходах и клиент, который больше не позвонит.
Хуже того, этот крошечный скол — начало трещины. Каждый цикл ударяет по нему. Микротрещины распространяются по закалённому инструменту. В один день край матрицы ломается под нагрузкой. Тогда деталь отскакивает, пуансон смещается, и ваши руки — которые “просто держали выравнивание” — оказываются в новой геометрии, которую вы не планировали.
Предиктивное обслуживание — это не бумажная работа. Это обработка матрицы абразивным камнем, проверка плеч под светом, фиксация износа до того, как он станет изменением геометрии. Инструментальная сталь похожа на цепь. Она ломается в самом слабом звене, а слабое звено — это обычно дефект, который все считают слишком маленьким, чтобы иметь значение.
Если вы не сообщаете об этом, потому что “оно всё ещё работает”, вы просто передали риск следующей смене.
Ловушка новичка: Рассматривать износ инструмента как косметическую проблему вместо усилителя силы, который изменяет и точность изгиба, и риск поломки.
Посмотрите замедленную съёмку цикла работы листогиба — и вы увидите то, что упускают ученики. Ползун спускается ровно. Контролируемо. Предсказуемо.
Лист — нет.
Когда пуансон вдавливает материал в V, в плите накапливается упругая энергия. Когда ползун идёт обратно, эта энергия высвобождается. Длинные фланцы могут резко подняться на несколько дюймов за мгновение. На тонкой нержавейке с высоким возвратом упругости — ещё хуже. Я видел, как фланец длиной 48 дюймов взмыл вверх и ударил парня под подбородок, потому что он наклонился, чтобы “видеть линию”.”
Большинство травм происходит не во время драматичного хода вниз. Они происходят во время микро-вмешательств: протягивание руки за световую завесу, чтобы подправить пальцы заднего упора, подталкивание заготовки для выравнивания, пока педаль всё ещё активна, удаление маленького обрезка без остановки цикла. Самоуверенность, а не катастрофа.
OSHA держит недостаточную защиту в числе своих главных нарушений не просто так. Давление на производство заставляет людей обходить защиту. Заклеить световую завесу. Обойти двухручное управление. “Только эту деталь”. Станок срабатывает за миллисекунды. Ваш нервный ответ — нет.
На старых листогибах без лазерных AOPD (активное оптоэлектронное защитное устройство — сложное название для системы сканирующего света) ваша безопасная дистанция определяется механикой. Держите руки вне рабочей зоны матрицы. Используйте зажимные инструменты или магниты для мелких деталей. Стойте сбоку длинных фланцев, чтобы при их поднятии они вас не задели.
Ползун очевиден. Упругая энергия в листе — это сюрприз.
Ловушка новичка: Смотреть на пуансон, как будто это единственная движущаяся часть, при этом игнорируя лист, который нагружается как пружина.
Представьте себе. Обслуживание меняет гидравлический шланг. Вам говорят: “Подождите минутку”. Руководителя вызывают куда-то. Вы видите подготовленную работу, инструмент на месте, педаль на полу. Вы не начинали ремонт. Вы не ослабляли фитинг.
Вы вмешиваетесь, прокручиваете цилиндр, чтобы проверить выравнивание.
Если чья-то рука находится в зоне, и машина двигается, OSHA не волнует, кто начал задачу. Человек, который привёл машину в движение без правильного lockout/tagout, несёт ответственность за нарушение.
Lockout/tagout означает изоляцию источников энергии — электрической, гидравлической, пневматической — и применение физического замка, чтобы машина не могла двигаться. Не устное обещание. Не стикер. Замок с вашим именем. Потому что гидравлические системы накапливают давление. Даже при выключенном питании клапан может сбросить давление и сместить цилиндр, если он не заблокирован должным образом.
И помните взрывную метафору? Гибочный пресс в состоянии покоя всё ещё хранит энергию в сжатой жидкости и поднятой массе. Если вы не сбросите её и не заблокируете, вы предполагаете, что он ведёт себя предсказуемо.
Когда вы прикрепляете свой замок, вы не усложняете жизнь. Вы документируете контроль над энергией, которая может лишить пальцев быстрее, чем вы успеете сказать “подожди”.”
Вот где должностная инструкция обманывает вас. “Работать на станке”. Нет. Вы управляете силой, износом, накопленной энергией и юридической ответственностью. Вы — последняя преграда между 120 тоннами и человеческим телом.
А если вы можете объяснить это ясно — не страхом, а цифрами, механизмами и шрамами — чего это будет стоить вам на следующем собеседовании?
Ловушка новичка: Верить, что безопасность — это исключительно ответственность компании, вместо понимания того, что в момент, когда вы приводите машину в движение, ответственность имеет ваши отпечатки пальцев.
Хотите больше денег?
Тогда перестаньте называть себя нажимателем кнопок.
Если в вашем резюме написано “Работал на CNC пресс-брейке для гибки деталей по чертежу”, вы только что сказали менеджеру по найму, что вас можно заменить любым человеком, который найдёт зелёную кнопку Cycle Start. Эта строка звучит так, будто вы просто присматривали за машиной.
Но металл не послушен.
На самом деле вы рассчитывали усилие, чтобы 120-тонный цилиндр не перегрузил $4,800 пуансон. Вы выбирали V-матрицы для контроля упругого возврата, чтобы колебание толщины на 0,010 не превратилось в отклонение угла на один градус на 200 деталях. Вы проверяли инструмент, чтобы скол 0,015 не превратился в $2,700 долларов брака и краснолицое производственное совещание.
Это не “работа на станке”. Это контроль накопленной энергии и предотвращение ошибок на десятки тысяч долларов.
Так что переведите это.
Видите разницу? Один вариант говорит, что вы выполняли приказы. Другой — что вы управляли рисками.
Менеджеры по найму не платят больше за движение. Они платят за умение принимать правильные решения.
Ловушка новичка: писать своё резюме как описание вакансии, а не как отчёт после инцидента, доказывающий, что вы предотвратили плохие события.
Вот правда, которую никто не пишет в буклетах.
Сертификат говорит, что вы сдали структурированный экзамен по точности настройки, логике программирования и контролю процессов. Это важно. Он сообщает работодателю, что вы понимаете терминологию и математику.
Он не доказывает, что вы видели, как нержавейка толщиной 14 калибров трескается вдоль зерна в 2 часа ночи, и корректировали процесс на ходу.
Большая часть настоящего мастерства в этой профессии приходит после месяцев — обычно лет — стоя рядом с тем, кто уже допустил дорогостоящие ошибки. Вы учитесь чувствовать материал, когда он вот-вот сорвётся. Вы узнаёте звук, который издаёт пуансон при лёгкой перегрузке. Вы понимаете, что “Чертёж был правильным” не означает, что последовательность гибов тоже правильная.
Так что же имеет больший вес?
Для того чтобы попасть на собеседование, сертификаты могут помочь. Это переносимое доказательство того, что вы не действуете наугад.
Для того чтобы вам доверили работу с высоким тоннажем и сложными настройками, опыт работы в цеху решает — потому что именно там формируется инстинкт управления рисками.
Умный ход — не выбирать одно, а правильно представить оба.
Если у вас есть сертификаты, не перечисляйте их как трофеи. Свяжите их с контролем рисков: “NIMS Level II — применял для снижения ошибок настройки и брака первой детали”. Если у вас большой опыт работы в цеху, но нет документов, покажите измеримое умение принимать решения: “Проводил аудит инструментов, который устранил повторяющийся дрейф угла на партиях 3/16 A36”.”
Бумага доказывает знакомство. Опыт доказывает выживание.
Ловушка новичка: считать, что сертификат заменяет шрамы — или что шрамы делают вас слишком хорошим для структурированного обучения.
Вот где большинство “операторов” раскрываются.
Менеджер кладёт чертёж на стол. За вами не гудит станок. Нет заднего упора, за которым можно спрятаться.
“Расскажите, как бы вы согнули это”.”
Если всё, что вы скажете — “Я бы загрузил программу и запустил её”, — вы проиграли.
Они хотят услышать логику последовательности. Какие фланцы первыми, чтобы избежать столкновения? Где самая длинная незафиксированная часть, которая может хлестнуть? Нужен ли больший V-образный паз для контроля тоннажа? Как направление зерна повлияет на трещины? Где пружинение накопит допуск?
Другими словами, можете ли вы мыслить в категориях силы и отказа, а не кнопок?
Когда вы можете объяснить последовательность изгиба так, будто обезвреживаете что-то, что хранит энергию — шаг за шагом, предугадывая, где может произойти сбой — вы перестаёте звучать как рабочий и начинаете звучать как человек, управляющий процессом.
Вот тогда разговор о зарплате меняется.
Потому что теперь вы не тот, кто просто запускает детали. Вы тот, кто предотвращает их превращение в брак.
Ловушка новичка: описывать, что делает машина, вместо того, что вы решаете.
Возможно, вы на начальном уровне. Возможно, вы загружаете заготовки и нажимаете «Пуск цикла».
Хорошо. Тогда ваша задача сейчас — украсть осознанность.
Наблюдайте за наладками. Спросите, почему был выбран этот штамп. Спросите, как рассчитывалась тоннажность. Когда углы уходят, не просто корректируйте — спросите, какой параметр изменился: толщина, направление волокон, износ инструмента, смещение программы?
Запишите это. Постройте свой собственный мысленный журнал отказов.
Если вы уже опытны, но застряли, посмотрите, чего вы избегаете. Сложные многократные изгибы? Программирование с нуля? Разговоры с инженерами о накоплении допусков? Этот дискомфорт — это ваш потолок зарплаты, который себя проявляет.
Преодолевайте его сознательно. Беритесь за сложные наладки. Добровольно проверяйте первые образцы. Сидите с обслуживающим персоналом во время блокировки, чтобы понять гидравлические и механические ограничения. Сертификаты могут помочь здесь — не как значки, а как структурированные способы закрыть слепые зоны.
Карьерная мобильность в этой сфере не зависит от стажа. Она зависит от того, сколько риска вы можете самостоятельно контролировать без надзора.
Это неочевидная часть.
Вам не платят больше за изгиб более твёрдого материала. Вам платят больше за снижение неопределённости.
Начните воспринимать каждую смену как тренировку по контролю энергии, прогнозированию отказов и предотвращению затрат. Затем говорите о своей работе в этих терминах.
Делайте это достаточно долго, и вы не будете подавать заявку как “оператор листогибочного пресса”.”
Вы будете проходить собеседование как человек, которому мастерские доверяют 120 тонн накопленной силы — и свою репутацию.
Ловушка новичка: ждать смены должности, прежде чем начать действовать как принимающий решения.


















