

Geçen bahar, temiz bir kapüşonlu ve taze bir “Hassas Pres Brake Sertifikası” ile gelen bir çocuk, 10 metrelik paslanmaz sacı hizaladı, pedala bastı ve $4,800 parçalı zımbayı doğrudan kalıp omzuna sürdü.
Çizim doğruydu. Sayıları doğruydu. Malzeme yine de çatladı çünkü tane yönünü hiç kontrol etmemişti.
İş ilanlarının size göstermediği an budur.
On ilan okuyun. “Metali çizime göre bük,” “CNC pres brake çalıştır,” “resmi eğitim gerekmez” gibi ifadeler göreceksiniz. Belki OSHA güvenlik eğitimi. Belki “iş başında öğrenme.”
Basit geliyor. Parçayı yükle. Döngüyü başlat. Tekrar et.
Ama metal itaatkâr değildir. Geri yaylanır. Sertleşir. Hangi yönde haddelendiğini hatırlar. Çizim bir hedef; pres brake ise fizik ile takım arasında 60 tonluk bir pazarlık. Operatör ortada, yalnız, binlerce dolar ve on parmağıyla riskin tam içinde durur.
O ilan, düğmelere basan bir kasiyer olduğunuzu düşündürür. Gerçekte ise, çeliğin hurdaya ya da şarapnele dönüşmeden önceki son risk filtresiniz.
Acemi Tuzağı: “Diploma gerekmez” ifadesinin “bağımsız karar gerekmez” anlamına geldiğini düşünüyorsanız, fizik öğrenmek için gönüllü olarak takımları kırmaya aday oluyorsunuz.
Bana gururla “Çizim okuyabilirim ve CNC çalıştırabilirim” diyen onlarca adayla görüştüm.”
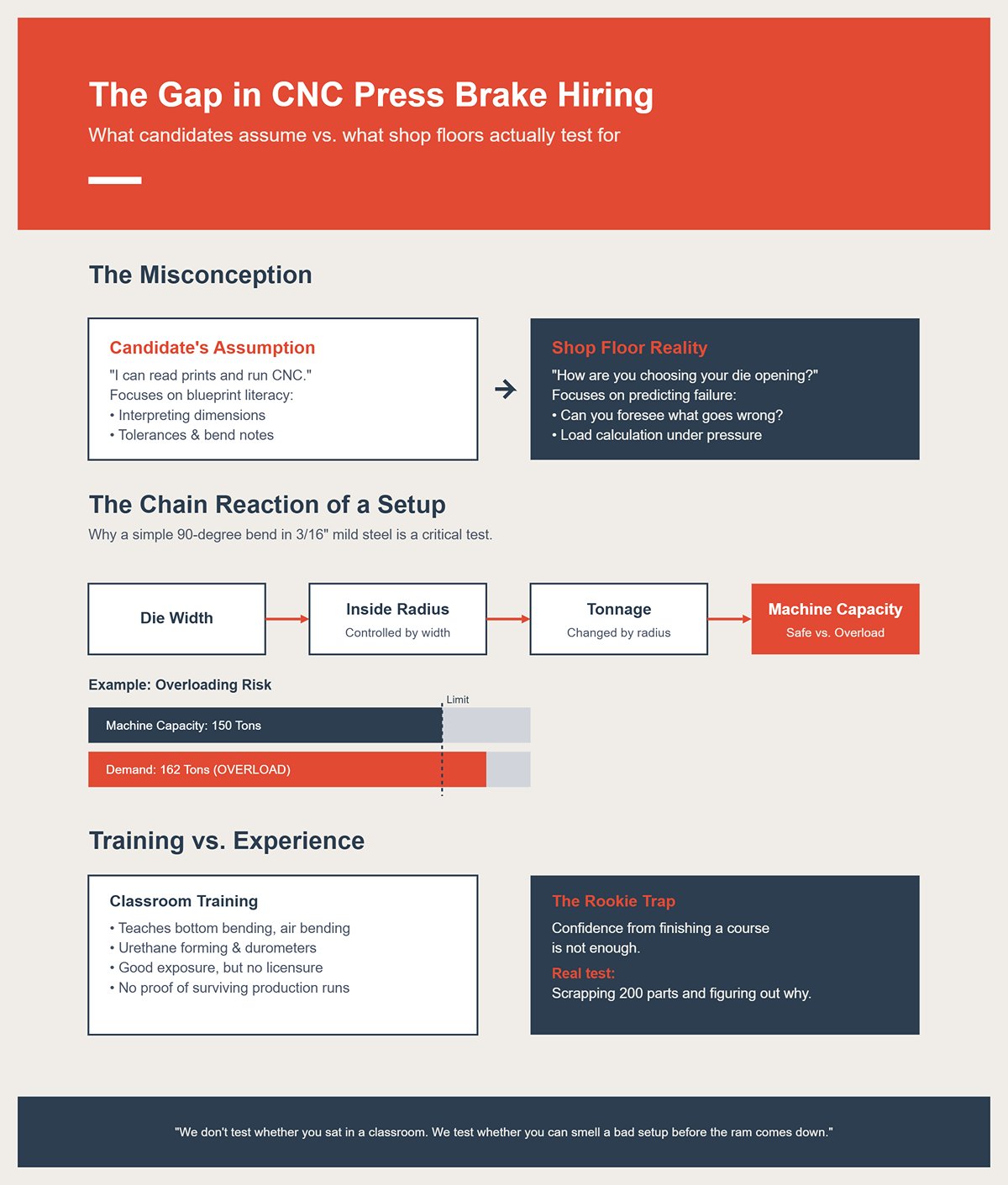
Bu yüzden masanın üzerinden basit bir parça kaydırırım. 90 derece büküm. Yumuşak çelik. 3/16 inç. Sonra tek bir soru sorarım:
“Kalıp açıklığını nasıl seçiyorsunuz?”
Oda sessizleşir.
Bakın, adaylar testin çizim okuryazarlığı olduğunu varsayar — boyutları, toleransları, büküm notlarını yorumlayabilir misiniz. Atölyeler ise daha çirkin bir şeyi test eder: sorun çıkmadan önce neyin yanlış gideceğini tahmin edebilir misiniz?
Kalıp genişliği iç yarıçapı kontrol eder. İç yarıçap tonajı değiştirir. Tonaj, makinenin kapasitesi içinde mi yoksa 150 tonluk bir pres brake’i 162 tonluk bir talep ile aşırı yüklemeye mi yaklaştığınızı belirler. Bu düğmeye basmak değildir. Bu, baskı altında yük hesaplamasıdır.
Eğitim programları alt bükme, hava bükme, hatta farklı sertliklerde (durometre) poliüretan şekillendirme gibi süslü şeyleri öğretir — bu sadece sertliktir, bir araba lastiğini bir hokey diskine kıyaslamak gibi. İyi bir deneyim. Ancak bu sertifikalar bile profesyonel lisans olmadığını söyler. Yenileme yok. Gerçek üretim koşullarında hayatta kaldığınıza dair kanıt yok.
Sahada, sınıfta oturup oturmadığınızı test etmeyiz. Koç aşağı inmeden önce kötü bir kurulumu koklayıp koklayamadığınızı test ederiz.
Acemi Tuzağı: Eğer özgüvenin, 200 parçayı hurdaya çıkarıp nedenini bulmak yerine bir kursu bitirmekten geliyorsa, önemli sorulara hazır değilsin.
İşte işi beş dakikadan kısa sürede nasıl kaybedersiniz.
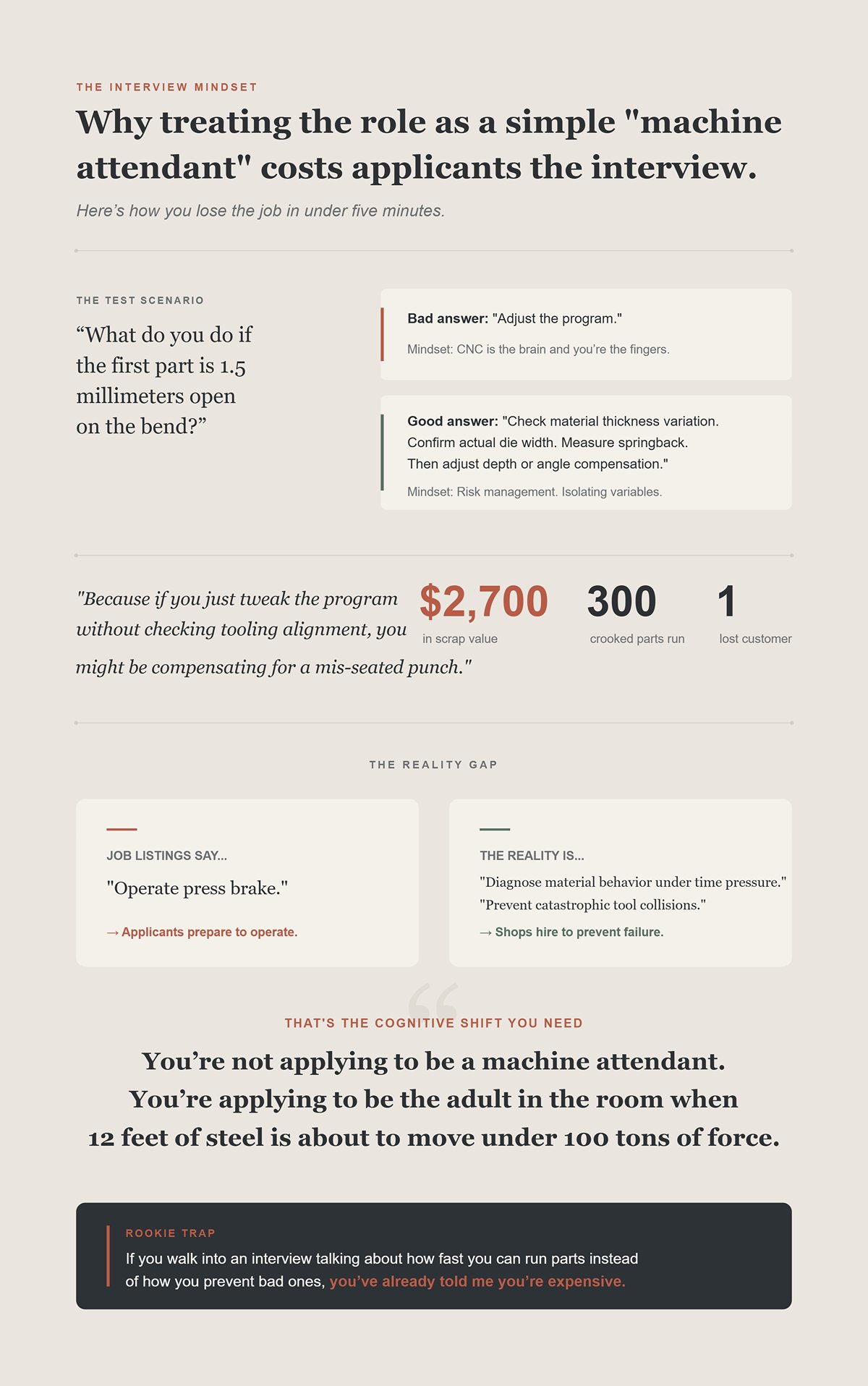
Soruyorum: “İlk parça bükmede 1,5 milimetre açık olursa ne yaparsın?”
Kötü cevap: “Programı ayarlamak.”
Bu bana CNC’nin beyin, senin ise parmaklar olduğunu düşündüğünü gösterir.
İyi cevap şöyle olur: “Malzeme kalınlığı değişimini kontrol et. Gerçek kalıp genişliğini doğrula. Yaylanmayı ölç. Sonra derinlik veya açı telafisini ayarla.”
Bu risk yönetimidir. Ekrana dokunmadan önce değişkenleri izole ediyorsun.
Çünkü sadece programı değiştirip takım hizasını kontrol etmezsen, yanlış oturmuş bir zımbaya telafi uyguluyor olabilirsin. 300 parçayı böyle çalıştırırsan, $2,700 değerinde hurda ve bir daha aramayacak bir müşteri ile eğri bir parti elde edersin.
İş ilanlarında “Zaman baskısı altında malzeme davranışını bağımsız olarak teşhis edebilmelidir” yazmaz. “Felaket düzeyde takım çarpışmalarını önlemekten sorumlu” da yazmaz. “Pres bükme makinesini çalıştır” yazar.”
Bu yüzden adaylar çalıştırmaya hazırlanır.
Atölyeler başarısızlığı önlemek için işe alır.
İhtiyacın olan bilişsel değişim şu: Makine görevlisi olmak için başvurmuyorsun. 12 feet çelik 100 ton kuvvet altında hareket etmek üzereyken odadaki yetişkin olmak için başvuruyorsun.
Acemi Tuzağı: Mülakata, kötü parçaları nasıl önlediğin yerine parçaları ne kadar hızlı çalıştırabildiğini anlatarak girersen, bana zaten pahalı olduğunu söylemiş olursun.
İşe alınmadan önce felaketleri önleyebileceğini kanıtlamak mı istiyorsun?
Güzel. O zaman döngüleri nasıl çalıştırdığını anlatmayı bırak ve koç aşağıya inmeden önce neyi kontrol ettiğini anlatmaya başla.
Geçen yıl yeni bir işe alınan kişinin 1/4 inç A36, 8 feet uzunluğunda malzeme yüklediğini izledim. “Çeyrek inç için her zaman bunu kullanıyoruz” diyerek 1 inç V kalıbı aldı. Tonnaj çizelgesini kontrol etmedi. Bükme uzunluğunu kontrol etmedi. Kısa 12 inçlik test bölümünde 120 tonluk yükle, yükü o kadar sert artırdı ki alt kirişte kalıcı bir gülümseme bıraktı. Makine iki gün çalışmadı. Servis çağrısı: $3,200. Üretim kaybı: yaklaşık $6,000.
Bükme, koç aşağı indiğinde değil, kalıbı seçip kendine “yeterince yakın” dediğinde başarısız oldu.
Mülakatta dinlediğim şey bu. Bir çizimi okuyup okuyamadığın değil. Kurulumun riskin yaşadığı yer olduğunu anlayıp anlamadığın.
Acemi Tuzağı: Eğer takımları yük taşıyan kararlar yerine birbirinin yerine geçebilen Lego blokları gibi görürseniz, tonaj limitlerini bir tamir faturasıyla öğrenirsiniz.

Bir keresinde paslanmaz bir braketi tezgâh üzerinde kaydırdım. 90 derece büküm, dar iç yarıçap, lif yönü büküm hattına paralel.
Çizim doğruydu. Ölçüler temizdi. Toleranslar makuldü.
Ama metal itaatkâr değildir.
Sac, haddehanede yuvarlanır. Bu yuvarlama, lifleri bir yönde uzatır, tıpkı bir yönde uzatılan şeker gibi. Lifi çapraz bükerseniz, lifler eşit şekilde sıkışır ve gerilir. Lifle aynı yönde bükerseniz, tahtayı lifleri boyunca katlamaya çalışmak gibidir. İşte o zaman küçük bir “tik” sesi duyarsınız ve bu ses bir çatlağa dönüşür.
14 numara 304 paslanmazın, malzeme etiketindeki oku görmezden gelen biri yüzünden tamamen yarıldığını gördüm. Öğleye kadar kırk parça hurdaya çıktı. Yaklaşık her boş parça için $18. Bu, paslanmazda $720 ve yarım gün işçilik demek. Tüm bunlar, operatör düz çizimin tüm hikâyeyi anlattığını varsaydığı için oldu.
Bir plan 2D mürekkep demektir. Lif yönü ise 3D gerçektir. Eğer birbirleriyle çelişirlerse, “yine de çalıştır” yapmazsınız. Mühendisliği ararsınız. Büküm yarıçapını ayarlarsınız. Geometri izin verirse boş parçayı döndürürsünüz. Bu, baskı altında verilen karardır.
Bir adaya “Lif yanlış yönde ise ne yaparsınız?” diye sorduğumda kelime bilgilerini test etmiyorum. Planların niyeti anlattığını, ama malzeme davranışının sonucu belirlediğini anlayıp anlamadıklarını test ediyorum.
O halde söyleyin — kâğıt ile çelik anlaşmazsa hangisi kazanır?
Acemi Tuzağı: Eğer cevabınız “plan” ise, egonuzu korumak için pahalı paslanmazı hurdaya çıkarmaya gönüllü oluyorsunuz demektir.
3/16 inç yumuşak çelik alın. Uygun bir kalıpla havada bükün. Programınız belirli bir derinlikte 90 derece der.
İlk parçayı çekersiniz ve ölçüm 92 çıkar.
Bu iki derece geri yaylanmadır — elastik geri kazanım. Çelik yük altında gerildi, sonra basınç kalkınca gevşedi. Bunu bir dalma tahtasını büküp bırakmak gibi düşünün. Bastığınız yerde kalmaz.
İşte acemilerin kendini belli ettiği yer burasıdır.
Kötü operatör: “Açı açık. Kontrolde iki derece eklerim.”
Belki. Ama ne değişti? Malzeme gerçekten 0.1875 kalınlığında mı, yoksa bu parti 0.195 mi geldi? Daha kalın malzeme gereken tonajı artırır ve nötr ekseni kaydırır — bu, büküm içinde malzemenin ne gerildiği ne de sıkıştığı hayali çizgidir. Bu çizgiyi kaydırırsanız, geri yaylanma değişir.
Yüksek dayanımlı çelik, yumuşak çelikten daha fazla geri yaylanır. Alüminyum ise farklı şekilde geri yaylanır. Ekranda aynı 90, takımlamada üç farklı gerçeklik.
İlk parça telafisi 1,5 derece olan işler yaptım. Farklı bir üretim partisinden gelen sonraki sac mı? 3 derece gerekti. Nedenini anlamazsanız, tüm vardiya boyunca açıyı kovalarsınız, fırtınada radyo ayarlıyormuş gibi rakamları değiştirirsiniz.
Mağazalar “programı ayarlayabilen” birine ihtiyaç duymaz. Ayarlamanın doğru çözüm olduğu zaman ile bir takım veya malzeme değişkenini maskelediği zaman arasındaki farkı bilen birine ihtiyaç duyarlar.
Matematik 90 diyorsa ve çelik 92 diyorsa, ekrana dokunmadan önce başka ne ölçüyorsun?
Acemi Tuzağı: Açıyı düzeltmek için tek aracın CNC tuş takımıysa, süreci kontrol etmiyorsun — ona tepki veriyorsun.
Hiç sol tarafı mükemmel, sağ tarafı 1 milimetre açık bir büküm gördün mü?
İlk içgüdü sırt dayamasını suçlamak olur. Ya da programı.
Bazen ikisi de değil.
Gözle gayet iyi görünen ama bir omuzunda .010 inç aşınma olan zımbalar çıkardım. Bu, bir kartvizitten daha ince. 10 fitlik bir büküm boyunca, o küçücük aşınma noktası kuvvetin dağılımını değiştirir. Bir taraf daha derin ısırır. Diğer taraf havada kalır. Programda telafi edersin, elbette — ve şimdi mekanik hatayı dijital düzeltmeye işlemiş olursun.
Böyle 300 parça çalıştır ve $2,700 değerinde hurda ve geri aramayacak bir müşteriyle eğri bir parti elde edersin.
Ve kısa test bükümlerinden bahsetmeme izin verme. Operatörler açı kontrolü yapmak için 10 fitlik bir kalıbın ortasına 2 inç genişliğinde hurda bırakır. Tüm tonaj tek bir küçük bölgeye yoğunlaşır. İşte bu şekilde kalıpları göçertir ve zımbaları mantarlaştırırsın. Gördüğüm en yaygın koç hasarı yavaş aşınmadan değil — deneme vuruşlarında kısa bölgelere aşırı tonaj yüklenmesinden kaynaklanıyordu. Tek bir dikkatsiz test, dikkatli üretimin bir ayından daha fazla maliyet çıkarabilir.
Hizalama, yük dağılımı, aşınma desenleri — bunlar göz alıcı değil. Kimse kalıp omuzlarını temizlemek veya takım üzerindeki çapakları taşlamakla övünmez. Ama tutarlılık işte burada yaşar.
Kurulum, canlı bir patlayıcı cihazı etkisiz hale getirmek gibidir. Geometri ve çelik tarafından kontrol edilen depolanmış enerji. Her kısayol — yanlış hizalanmış kalıp, aşınmış zımba, aşırı yüklenmiş test vuruşu — yanlış teli kesip hiçbir şeyin kıvılcım çıkarmamasını ummaktır.
Ve eğer bükme hatalarının %’i burada, ilk iyi parça üretilmeden önce başlıyorsa, Cycle Start’a bastığında işinin başladığını düşünen operatör hakkında bu ne söyler?
Acemi Tuzağı: Yalnızca parçaları kontrol ediyor ve asla takımları kontrol etmiyorsan, dumanı ölçüyorsun, ateşi aramıyorsun.
Bunu hayal et. Pazartesi sabahı. Yeni iş, sekiz büküm, 10 gauge A36, sıralamayı yanlış yaparsan seni kutuya sokacak sıkı dönüş flanşları. Ekran, güzel bir 3D simülasyonla ışıldıyor. Takımlar otomatik seçilmiş. Büküm sırası otomatik oluşturulmuş.
Şimdi Cycle Start’a basabilirsin.
Ya da kontrolün, fiziksel olarak engelleyen dış dönüşten önce iç flanşı şekillendirmek istemesinin nedenini sorabilirsin.
Bu, pedallara basmak ile makinenin beynini programlamak arasındaki farktır.
CNC’de disiplinli bir ön-büküm süreci ayağınla başlamaz. Program sana borçluymuş gibi sorgulamanla başlar. Dosyadaki malzeme kalınlığını doğrularsın. Kalıp genişliğinin tonaj çizelgenle eşleştiğini teyit edersin. Sırt dayama parmaklarının, dördüncü bükümde şekillenmiş bir bacakla çarpışmayacağını kontrol edersin. Her adımı simüle eder ve yazılımın nazikçe görmezden geldiği imkansız geometrileri ararsın.
Çünkü kontrol, modelin mükemmel olduğunu varsayar.
Ama metal itaatkâr değildir.
Ve yazılım bundan bile daha az mükemmeldir.
Acemi Tuzağı: CNC’yi bir otomat gibi görürseniz—çizimi yükle, parçaları al—yanlış bir otomatik dizilimle tüm bir paleti hurdaya çıkarabilirsiniz.
Bir çocuk bana bir keresinde şöyle demişti: “CNC biliyorum. Program yükleyebilir ve sıfırları ayarlayabilirim.”
Bu, kontağı bulduğunuz için uçak sürebileceğinizi söylemek gibidir.
Modern bir pres bükme makinesinde “temel” demek, metali bükmeden önce üç koordinat sistemini anladığınız anlamına gelir: makine sıfırı (koçun evini düşündüğü yer), program sıfırı (parça orijininin dosyada bulunduğu yer) ve arka dayama konumu (levhanın gerçekte durduğu yer). Bu üçü aynı fikirde değilse, ilk bükmeniz konumdan 0,125 inç sapabilir. ±0,030 toleranslı bir braket için bu “yakın” değildir. Bu hurda demektir.
Ayrıca bükme indirimi anlamına gelir—malzemenin uzamasını hesaba katan ve düz desenin doğru çıkmasını sağlayan matematik. Bükme indirimi, bitmiş ölçülere ulaşmak için düz uzunluktan çıkardığınız miktardır. Bunu görmezden gelirseniz, her flanş hata biriktirir. Sekiz bükümlü bir kutuda, bükme başına 0,020 sapma korkutucu görünmez. Bunu yedi iç özellik ile çarpın ve birden kapağın uymadığını fark edersiniz. Şimdi fiziksel olarak monte edilemeyen $1,900 değerinde lazer kesimli parçalarla dolu bir palete bakıyorsunuz.
Ve “temel” tonaj farkındalığını içerir. Kontrol kuvveti hesaplar, elbette. Ancak bir V kalıbını 1,000 inçten 0,500 inçe değiştirir ve programı güncellemeyi unutursanız, gereken tonaj yaklaşık iki katına çıkar. Bu, koç size uyarı vermeden makine kapasitesini aşmanın yoludur, ta ki bir şey gıcırdayana kadar.
Eğitim programları haftalar, bazen aylar sürer ve bu sadece kendinize zarar vermenizi engellemek içindir. Ustalık yıllar alır çünkü her yeni malzeme, her yeni geometrinin kuralları biraz değişir.
Bu yüzden bir iş ilanında “temel CNC bilgisi gerekli” yazıyorsa, demek istedikleri şudur: $180,000 değerindeki makinemi çarpma.
Acemi Tuzağı: CNC becerinizin tanımı “Dosya yükleyebilirim”de bitiyorsa, siz bir operatör değilsiniz—giriş bilgisi olan bir risk faktörüsünüz.
Kaydedilmiş bir programı yüklemek güvenli hissettirir. Bir başkası zaten mücadeleyi vermiştir. Takım listesi vardır. Dizilim hazırdır. Açılar ayarlanmıştır.
Ta ki malzeme değişene kadar.
Diyelim ki orijinal iş 0,125 yumuşak çelikte çalıştı. Bugün satın alma, stokta olduğu için 0,134 yüksek mukavemetli malzeme ile değiştirdi. Aynı parça numarası. Farklı bir yaratık. Geri yaylanma artar. Gereken tonaj yükselir. Kaydedilmiş program hâlâ tereyağ büküyormuş gibi düşünür.
Eğer sadece çalıştırırsanız, 90’larınız 94’e açılır. Açı düzeltmesini ayarlarsınız. Şimdi iç flanş, yüksek mukavemetli malzeme daha sıkı şekillenmediği için büküm altıda arka dayamaya çarpar ve boşluğunuz kaybolur. Kodun birinci satırındaki kötü varsayımla başlayan hataları kovalıyorsunuz.
Sıfırdan bir dizilim yazmak sizi fiziksel kısıtlama sırasını düşünmeye zorlar. Hangi bükümler sizi kilitler? Parça nerede büyür? Ne zaman çevirmek gerekir? Kod satırlarını düzenlemiyorsunuz. Levhanın makineyle savaşmaması için depolanmış enerjeyi koreograf ediyorsunuz.
İlk üç bükümün yalnızca dördüncüye boşluk yaratmak için var olduğu karmaşık parçalar programladım. Yazılım, takım değişimlerini optimize ettiği için ters sırayı önerdi, gerçekliği değil. Ona güvenseydim, ikinci bükümde parçayı kutuya kapatmış olurdum.
Bir program yüklemek sizi operatör yapar.
Birini teslim tarihi altında, kamyon beklerken yeniden yazmak seni işe alınabilir kılar.
Acemi Tuzağı: Kaydedilmiş bir programı kutsal kitap gibi kabul edersen, dosyayı korursun, parçayı değil—ve yalnızca parça para kazandırır.
İlk bükmeyi yaparsın. 1,5 derece açık çıkar.
İki seçeneğin var.
Manuel geçersiz kılma: yalnızca bu vuruş için açı düzeltmesini artır ve devam et.
Program düzenleme: dur, malzeme kalınlığını ölç, kalıp genişliğini doğrula, malzeme kütüphanesini güncelle, gerçek dosyada yaylanma faktörünü ayarla ki sonraki her bükme gerçeği hesaba katsın.
Manuel geçersiz kılma bir yara bandıdır. Program düzenleme ise ameliyattır.
Şimdi, şirinlik yapma—manuel presler hâlâ var ve mekanik bir frende iyi eller yalnızca his ve tekrarlanabilirlik ile güzel parçalar yapabilir. Bu gerçek beceridir. Ama 200 parça üreten bir CNC makinede düzeltmeyi geçici geçersiz kılmalarda saklamak, varyasyonun sızma yoludur. Gece vardiyası yarın aynı programı yükler, senin gizli +1,5’ini bilmez ve parçalar birden kaymaya başlar.
Kontrol, makinenin hafızasıdır. İlk parçadan öğrendiğini ona öğretmezsen, sen çıkış yaptığın anda unutur.
Ve işte burası riskle bağlantılı olduğu yer.
Geçersiz kılmayı programı düzenlemek yerine seçtiğinde, “Bu sorun bu ana ait” diyorsun. Kodu düzenlediğinde ise, “Bu sorun sürece ait” diyorsun.”
Bir düşünce tarzı bugünkü hurdayı önler.
Diğeri tüm yıl boyunca önler.
Yani ilk parça çıktığında mükemmel değilse, hızlı düzeltmeye mi uzanırsın—yoksa beynini açıp onu daha akıllı mı yaparsın?
Çünkü program temiz çalışmaya başladığında, sonraki soru artık düğmelerle ilgili değildir.
200 bitmiş parça muayeneye ulaştığında sonucun sahibi kim olur sorusuyla ilgilidir.
Acemi Tuzağı: Düzeltmeleri geçersiz kılmalarda saklarsan, riski yönetmiyorsun—onu erteleyip başkasının sorunu haline getiriyorsun.
| Boyut | Manuel Geçersiz Kılma | Program Düzenleme |
|---|---|---|
| Temel Eylem | Sadece bu vuruş için açı düzeltmesini artır ve devam et | Dur, malzeme kalınlığını ölç, kalıp genişliğini doğrula, malzeme kütüphanesini güncelle, gerçek dosyada geri yaylanma faktörünü ayarla |
| Düzeltmenin Niteliği | Geçici ayarlama | Kalıcı süreç düzeltmesi |
| Metafor | Bir yara bandı | Ameliyat |
| Beceri Bağlamı | Operatör hissine ve tekrarlanabilirliğe dayanır; manuel preslerde değerlidir | CNC üretimde süreç kontrolü ve sistem doğruluğuna dayanır |
| Yüksek Hacimli Üretimde Etki (200 parça) | Gizli düzeltmeler değişkenliğe neden olabilir, özellikle vardiyalar arasında | Her sonraki bükmenin gerçeği dikkate almasını sağlar |
| Bilgi Tutma | Düzeltme kaydedilmez; makine “unutur” | Kontrol güncellenir; makine “hatırlar” |
| Risk Zihniyeti | “Bu problem bu ana ait.” | “Bu sorun sürece aittir.” |
| Kısa Vadeli Sonuç | Bugün hurdayı önler | Uzun vadede tekrar eden hurdayı önler |
| Sorumluluk | Çözüm kişisel ve geçici | Çözüm sistematik ve devredilebilir |
| Acemi Tuzağı | Çözümleri geçersiz kılmalarda saklamak riski erteleyerek başkasının sorunu haline getirir | Programı düzenlemek riski kaynağında yönetir |
İlk braket 09:17’de frenden çıkar. Basit bir L şekli, 10 inç x 6 inç, 0.125 kalınlık, flanşta ±0.030 tolerans. Çizim doğruydu. Program temiz çalıştı. Ekranda açı 90.2 olarak görünüyor.
Ekranda ne yazdığı umurumda değil.
Kumpası dış ölçüye koydum: 9.968. Bu, 0.032 kısa demek. Bir parça daha böyle olursa tolerans dışına çıkarız. 200 parça böyle çalışırsanız “kıl payı kaçırmadınız.” $3,200 değerinde eğri bir parti ürettiniz ve bir daha aramayacak bir müşteri kazandınız.
Program 200 parça çalıştığında sonucun sahibi kim olacak bilmek ister misiniz? Parça numarası birin parça numarası iki olmasına izin veren kişi.
O darboğaz operatördür. Çizimi yazan mühendis değil. Dosyayı yükleyen programcı değil. Metal elinde ve saat işliyor olan kişi.
Ve işin zor kısmı şu: çoğu iş tanımı “ilk parça muayenesi yap ve uygunsuz ürünü amire bildir” der. Ortak sorumluluk gibi görünür.
Ama metal itaatkâr değildir.
Makine $95 saatlik yüklenmiş atölye ücretiyle boşta dururken ilk parçayı başka birinin onaylamasını beklersem, kaliteyi bir planlama problemine dönüştürmüş olurum. Beklerken çalışmaya devam edersem, planlamayı bir kumar problemine dönüştürmüş olurum. Her iki durumda da kolu çeken benim.
Acemi Tuzağı: Kalite kontrolün parça teslim ettiğiniz bir departman olduğunu düşünmek yerine, ikinci çevrim başlamadan önce verdiğiniz bir karar olduğunu anlamak.
Yeni bir çocuğun açıyı tekrar kontrol etmeden önce 50 parça çalıştırdığını gördüm. İlk parça 90,0 idi. Elliincisi 92,3. Aynı program. Aynı takımlar.
Ne değişti?
Isı.
Hidrolik yağ ısınır. Koçun tekrarlanabilirliği birkaç binde kayar. Sonraki paletten gelen malzeme 0,007 daha kalın. Yaylanma artar çünkü bu bobin farklı bir fabrikadan geldi. Küçük kaymalar. Gerçek sonuçlar.
Bir abkant presinde, malzeme kalınlığındaki 0,010 inçlik fark, kalıp genişliğine bağlı olarak açınızı tam bir derece değiştirebilir. 6 inçlik bir flanşta tam bir derece, ucu yaklaşık 0,105 inç hareket ettirir. Bu kozmetik değil. Bu montaj hatasıdır.
Dolayısıyla işlem içi ölçüm evrak işi değildir. Bu bir geri bildirim kontrolüdür. Bükersiniz. Ölçersiniz. Programı düzeltirsiniz. Makineye malzemenin bugün gerçekte ne yaptığını, veritabanının yapması gerektiğini söylediği şeyi değil, öğretirsiniz.
Ölçmeyi koşunun sonuna kadar beklerseniz, makinenin siz bakmazken yaptığı tüm hataları zaten işlemiş olursunuz. Elli parçaya geldiğinizde, hata yapmadınız—onu bilerek ürettiniz.
Ve işin sahiplenme kısmı burada gerçek olur: bazı atölyeler, amir onayı olmadan hurda yapamayacağınızı söyler. Tamam. Ama kaymayı ilk fark eden hâlâ sizsiniz. Üçüncü parçada durmaya mı yoksa canavarı beslemeye devam etmeye mi karar veren sizsiniz.
Bir abkant pres çalıştırmak, canlı bir patlayıcı cihazı etkisiz hale getirmek gibidir. Her bükme enerji depolar. Her düzeltme ya bu enerjiyi güvenli bir şekilde boşaltır ya da daha sıkı paketler. İşlem içi kontroller, yükü sabit tutma yönteminizdir.
Acemi Tuzağı: İlk iyi parçaya bir uyarı atışı yerine bir söz gibi güvenmek.
Muayene formunda “İlk Numune Onaylandı” yazan bir satır vardır. Bazen yeşil bir etiket olur. Bazen mavi mürekkeple atılmış baş harfleriniz.
O işaret bir tetiktir.
Çünkü onu imzaladığınız anda üretim hızlanır. Forklift ham plakaları hazırlar. Amir yarın için kaynak planlar. Nakliye Cuma teslimi sözü verir. Küçük karalamanız, aşağı akışta $12.000 iş gücünü harekete geçirdi.
Flanş uzunluğunu kumpasla kontrol edersiniz. Açıyı açıölçer veya dijital ölçer ile kontrol edersiniz. Delikten bükmeye olan konumu çizime göre doğrularsınız. Toleransa göre karşılaştırırsınız.
Tüm mekanik adımlar.
Ama baskı mekanik değildir.
Makinenin şimdilik ayarlı olduğunu bilirsiniz. Ayrıca malzeme partisinin yığının ortasında değişebileceğini de bilirsiniz. Bakımın sizden öğle yemeğinden önce takımları silmenizi ve yağlama noktalarını greslemenizi istediğini bilirsiniz. Zaman her iki taraftan sıkıştırıyor.
Çok erken imzalarsanız, henüz görmediğiniz varyasyonu onaylamış olursunuz. Çok geciktirirseniz üretimi boğarsınız.
İşte burada yetkinlik düğmelerle ilgili olmaktan çıkar ve yük altında muhakeme ile ilgili olmaya başlar. “Yeşil ışık” parçaları çalıştırma izni değildir. Yanlış olduklarında ne olacağını sahiplenmeye hazır olduğunuzu belirten bir ifadedir.
Acemi Tuzağı: İmzayı hurda maliyetiyle desteklenen kişisel bir garanti yerine bir formalite olarak görmek.
Diyelim ki yedinci parça dönüş flanşında 0,040 uzun çıkıyor. Tolerans ±0,030. 0,010 dışarıdasınız.
Teknik olarak hurda.
Ama daha yakından bakın. Bu flanş, 0,125 boşluklu bir kaynak montajına oturuyor. İşlevsel olarak, uyacak. Çizim sıkı çünkü tasarımcı en kötü durum yığılmasını varsaymış.
Peki şimdi ne olacak?
Eğer otomatik olarak hurdaya çıkarırsanız, bu $18 malzeme ve lazer zamanı çöpe gider. Bu 300 parçalık bir siparişse ve sapma devam ederse, bu $5,400 kayıp demektir. Eğer bunu belgelerseniz, sapma olarak etiketler ve mühendisliği ararsanız, üretimi kurtarabilirsiniz—ya da karar beklerken bir gün durdurabilirsiniz.
İşte burası, operatörlerin bilanço görmeden kârlılığı etkilediği yer.
Sapmayı ölçersiniz. Gerçek boyutu belgelersiniz. Eğilimi değerlendirirsiniz—parçalar daha fazla mı sapıyor, yoksa sabit mi kalıyor? Eğer süreçle ilgiliyse programı ayarlarsınız. Tasarımla ilgiliyse yükseltirsiniz.
En kötü hareket, görmezden gelmektir.
Çünkü sınırda parçaları biriktirir ve muayene bunları sonunda yakalarsa, “bir şeyi kaçırmadınız.” İşçilik, makine zamanı ve genel gideri bilerek garanti hurdaya çevirdiniz.
Buradaki sahiplenme, prosedürü görmezden gelip kendi başınıza karar vermek anlamına gelmez. Temiz veri toplamak, eğilim kötüye döndüğünde üretimi durdurmak ve hacim zararı katlamadan önce bir karar almaya zorlamak demektir.
İşte bu yüzden ilk parça darboğazı önemlidir. Riskin en ucuz kontrol edildiği dar kapıdır. Ondan sonra, her çevrim verdiğiniz kararı büyütür.
Ve bunu anladığınızda, bir sonraki soru kumpas veya evrakla ilgili değildir.
Bu, o koçun arkasındaki kuvvet, istediğiniz tonaj ve depolanmış enerjinin sadece parçaları değil—aynı zamanda takımları, makineleri ve elleri de ne zaman yok edeceği ile ilgilidir.
İki yaz önce, ikinci vardiyada çalışan bir çocuk, 150 tonluk kapasiteye sahip 10 metrelik bir pres bükücüye 3/8 inç A36 yükledi. Tablo, seçtiği bükme uzunluğu için 138 ton gerektiğini söylüyordu. Yakın, ama sayı içinde. Çizim doğruydu.
Ama metal itaatkâr değildir.
Malzeme kitap değerinden daha sert geldi. Gerçek gereksinim muhtemelen 155’ti. Döngüyü başlattı. Makine patlamadı. İnledi. Koç, ortayı fazla bükmek ve uçları az bükmek için yeterince saptı. Parçalar hurdaya çıktı. Daha kötüsü, zımbanın omzunda k hairline çatlak oluştu. Bunu, üç gün sonra kırılıp $4,800 değerinde segmentli zımbayı götürdüğünde fark ettik.
Drama yok. Sadece zayıf bir bağlantı arayan depolanmış enerji.
Şunu anlamanız gerekir: tonaj, ayak başına kuvvettir. Kalınlığı ikiye katladığınızda kuvveti ikiye katlamazsınız — yaklaşık sekiz katına çıkarırsınız. Çünkü bükme kuvveti, kalınlığın karesiyle yaklaşık olarak artar. Bu yüzden satın alma, 0,125 yumuşak çeliği “yakın” olduğu için 0,134 yüksek dayanımlı ile değiştirdiğinde, 60 tonluk iş sessizce 85 tonluk işe dönüşür. Aynı program. Aynı kurulum. Farklı fizik.
Bir frenin kapasitesini 1 aşarsanız kibar bir uyarı almazsınız. Koç sapması, çerçeve gerilmesi, takım hasarı veya çeliği ellerinizin tepki hızından daha hızlı hareket ettiren ani bir enerji boşalması yaşarsınız. Çalışma Bakanlığı, ABD’de pres frenlerden yılda 360’tan fazla ampütasyon kaydediyor ve bunların neredeyse yarısı parmak. Bu dramatik patlamalardan değil. Bu, kuvvetin hafife alındığı ve kontrolün varsayıldığı rutin çevrimlerden kaynaklanıyor.
Modern lazer koruma sistemleri bu rakamlarda büyük bir düşüş sağlar. Onları kullandım. Zımbaya birkaç santim mesafede çalışabilirsiniz ve ışın vuruşu durdurur. Yatırım yapan atölyelerde yaralanma oranları ciddi şekilde düşer. Ancak gireceğiniz yerlerin ’i sizden daha eski ışık perdelerine sahip eski hidrolik frenleri çalıştırıyor. Bu atölyelerde eliniz ile 120 ton arasındaki tek sensör sizin muhakemenizdir.
Tonnajı “çalıştırmazsınız”. Depolanmış enerjiyi, aritmetik hataları affetmeyen bir şeyi etkisiz hale getiriyormuş gibi yönetirsiniz.
Acemi Tuzağı: Tonnaj tablosuna kutsal kitap gibi güvenmek yerine, gerçek malzeme, gerçek uzunluk ve gerçek makine koşulları için ayarlanması gereken bir başlangıç tahmini olarak görmek.
Bir keresinde 1 inçlik bir V-kalıpta kenarında belki 0,015 derinliğinde, neredeyse fark edilmeyen bir çip buldum. Tırnakla zar zor hissediliyordu.
11 numara yumuşak çelik büküyorduk. Her parçada dış yarıçapta hafif bir çizgi vardı. Başta kozmetik. Sonra uzun flanşlarda açı yarım derece kaymaya başladı. Neden? Çünkü o çip kuvveti yoğunlaştırıyor. Kalıp omzu boyunca eşit basınç yerine, o kusurda bir basınç zirvesi oluşuyor. Çelik orada farklı akıyor. Yaylanma yerel olarak değişiyor. 6 fitlik bir bükmede bu tutarsızlık birleşerek büyüyor.
Böyle 300 parça çalıştır ve $2,700 değerinde hurda ve geri aramayacak bir müşteriyle eğri bir parti elde edersin.
Daha kötüsü, o küçük çip bir çatlak başlatıcıdır. Her çevrim onu döver. Mikro çatlaklar sertleştirilmiş takım boyunca yayılır. Bir gün kalıp kenarı yük altında kırılır. Artık parça tekmeler, zımba kayar ve “sadece hizalamayı tutuyordum” dediğiniz elleriniz planlamadığınız yeni bir geometrinin içinde kalır.
Öngörücü bakım evrak işi değildir. Kalıbı taşla düzeltmek, omuzları ışık altında kontrol etmek, aşınmayı geometrik hale gelmeden önce kaydetmektir. Takım çeliği zincir gibidir. En zayıf halkada kırılır ve en zayıf halka genellikle kimsenin önemsemediği kusurdur.
“Çalışıyor” diye rapor etmezseniz, riski bir sonraki vardiyaya itmiş olursunuz.
Acemi Tuzağı: Takım aşınmasını hem bükme doğruluğunu hem de arıza riskini değiştiren bir kuvvet çarpanı yerine kozmetik bir sorun olarak görmek.
Bir pres fren çevriminin yavaş çekim görüntüsünü izleyin, çırakların kaçırdığı şeyi göreceksiniz. Koç aşağı doğru sabit gelir. Kontrollü. Tahmin edilebilir.
Sac öyle değil.
Zımba malzemeyi V’ye zorladığında, levhada elastik enerji birikir. Koç ters yönde hareket ettiğinde, bu enerji boşalır. Uzun flanşlar bir anda birkaç inç yukarı kamçılanabilir. Yüksek yaylanmalı ince paslanmazda daha da kötü. 48 inçlik bir flanşın yukarı fırlayıp “çizgiyi görmek” için eğilen birinin çenesine çarptığını gördüm.”
Çoğu yaralanma dramatik aşağı vuruş sırasında olmaz. Pedal hâlâ aktifken ışık perdesinin ötesine uzanıp arka dayama parmaklarını ayarlamak, boşluğu karelemek, küçük bir kesik parçasını çevrimi durdurmadan temizlemek gibi mikro müdahaleler sırasında olur. Felaket değil, rehavet.
OSHA, yetersiz korumayı en yüksek ihlaller listesinde tutuyor. Üretim baskısı insanları korumaları devre dışı bırakmaya iter. Işık perdesini bantlamak. İki el kontrolünü atlamak. “Sadece bu parça.” Makine milisaniyeler içinde çevrim yapar. Sinir sisteminiz yapmaz.
Lazer AOPD (aktif optoelektronik koruma cihazı — tarama ışık sistemi için süslü bir isim) olmayan eski frenlerde güvenli mesafeniz mekaniktir. Ellerinizi kalıp alanının dışında tutun. Küçük parçalar için tutma araçları veya mıknatıs kullanın. Uzun flanşların yanına durun ki kamçılanırlarsa size çarpmasınlar.
Koç barizdir. Sacdaki depolanmış enerji sürprizdir.
Acemi Tuzağı: Zımbaya bakıp tek hareketli parça olduğunu sanmak, yay gibi yüklenen sacı görmezden gelmek.
Şunu hayal edin. Bakım ekibi hidrolik bir hortumu değiştiriyor. Size “bir dakika bekleyin” deniyor. Süpervizör çağrılıyor ve uzaklaşıyor. İşi hazırlanmış halde görüyorsunuz, aletler yerinde, pedal yerde. Onarımı siz başlatmadınız. Bir bağlantıyı gevşetmediniz.
İçeri girip, hizalamayı kontrol etmek için pistonu çalıştırıyorsunuz.
Eğer birinin eli çerçevede ve makine hareket ederse, OSHA kimin görevi başlattığıyla ilgilenmez. Makineyi uygun kilitleme/etiketleme olmadan çalıştıran kişi ihlalin sahibidir.
Kilitleme/etiketleme, enerji kaynaklarını — elektrik, hidrolik, pnömatik — izole etmek ve makinenin hareket etmesini engelleyecek fiziksel bir kilit uygulamak demektir. Sözlü bir vaat değil. Yapışkan bir not değil. Üzerinde adınız olan bir kilit. Çünkü hidrolik sistemler basınç depolar. Güç kapalı olsa bile, bir valf basıncı boşaltabilir ve piston uygun şekilde bloke edilmemişse hareket edebilir.
Ve patlayıcı benzetmeyi hatırlıyor musunuz? Dinlenme halindeki bir pres freni hâlâ sıkıştırılmış sıvı ve yükseltilmiş kütlede enerji depolar. Eğer boşaltmaz ve bloke etmezseniz, onun davranışını varsaymış olursunuz.
Kilidinizi taktığınızda, zorlayıcı olmuyorsunuz. Parmakları “bir saniye” demekten daha kısa sürede koparabilecek enerjiyi kontrol altına aldığınızı belgeliyorsunuz.”
İş tanımının size yalan söylediği yer burası. “Makineyi çalıştır.” Hayır. Siz kuvveti, aşınmayı, depolanmış enerjiyi ve yasal sorumluluğu yönetiyorsunuz. Siz 120 ton ile insan bedeni arasındaki son bariyersiniz.
Ve bunu açık bir şekilde — korkuyla değil, sayılarla, mekanizmalarla ve yaralarla — anlatabiliyorsanız, bu sizi bir sonraki mülakatta ne kadar değerli kılar?
Acemi Tuzağı: Güvenliğin yalnızca şirketin sorumluluğu olduğuna inanmak yerine, makineyi çalıştırdığınız anda sorumluluğun sizin parmak izlerinizde olduğunu anlamak.
Daha fazla para mı istiyorsunuz?
O zaman kendinize düğmeye basan kişi demeyi bırakın.
Özgeçmişinizde “Parçaları plana göre bükmek için CNC pres freni çalıştırdı” yazıyorsa, işe alım yöneticisine yeşil Başlat düğmesini bulabilecek herhangi biriyle kolayca değiştirilebileceğinizi söylemiş oluyorsunuz. Bu satır, makineye göz kulak olduğunuzu ima eder.
Ama metal itaatkâr değildir.
Aslında yaptığınız, 120 tonluk pistonun $4,800 punch’ı aşırı yüklememesi için tonaj hesaplamak. 0,010 kalınlık değişiminin 200 parça boyunca bir derece açı kaymasına dönüşmemesi için V kalıplarını seçerek yaylanmayı kontrol etmek. 0,015’lik bir talaşın $2,700’lük hurdaya ve kızarmış yüzlü bir üretim toplantısına dönüşmemesi için takımları denetlemek.
Bu “çalıştırmak” değil. Bu, depolanmış enerjiyi kontrol etmek ve beş haneli hataları önlemek demektir.
Yani bunu çevirin.
Kaymayı görüyor musun? Bir versiyon, emirleri takip ettiğini söylüyor. Diğeri, riski yönettiğini söylüyor.
İşe alım yöneticileri hareket için daha fazla ödeme yapmaz. Karar verme yeteneği için ödeme yaparlar.
Acemi Tuzağı: Özgeçmişini iş tanımı gibi yazmak yerine, kötü şeylerin olmasını engellediğini kanıtlayan bir olay sonrası raporu gibi yazmak.
Broşürde kimsenin yazmadığı gerçek burada.
Bir sertifika, kurulum doğruluğu, programlama mantığı ve süreç kontrolü üzerine yapılandırılmış bir sınavı geçtiğini söyler. Bu önemlidir. Bir işverene, terminolojiyi ve matematiği anladığını gösterir.
Bu, 14 kalibrelik paslanmaz çeliğin gece 2’de damar boyunca çatladığını görüp anında ayarlama yaptığını kanıtlamaz.
Bu meslekteki gerçek becerilerin çoğu, genellikle pahalı hataları zaten yapmış birinin yanında aylar — genellikle yıllar — geçirmekten gelir. Malzemenin kaymak üzere olduğunu nasıl hissettiğini öğrenirsin. Kalıbın hafifçe aşırı yüklendiğinde çıkardığı sesi öğrenirsin. “Çizim doğruydu”nun bükme sırasının doğru olduğu anlamına gelmediğini öğrenirsin.
Peki hangisi daha fazla önem taşır?
Kapıdan içeri girmek için sertifikalar yardımcı olabilir. Bunlar, tahmin yapmadığının taşınabilir kanıtıdır.
Yüksek tonajlı işler ve karmaşık kurulumlarda güven kazanmak için atölye deneyimi geçerlidir — çünkü risk içgüdüsü burada oluşur.
Akıllı hareket, birini seçmek değil, ikisini doğru şekilde çerçevelemektir.
Sertifikaların varsa, onları birer ödül gibi listeleme. Riski kontrol etmeye bağla: “NIMS Seviye II — kurulum hatalarını ve ilk parça reddini azaltmak için uygulandı.” Derin atölye deneyimin var ama belgen yoksa, ölçülebilir karar yeteneğini göster: “3/16 A36 çalışmalarda tekrarlayan açı kaymasını ortadan kaldıran takım denetimlerini yönetti.”
Kâğıt maruziyeti kanıtlar. Deneyim hayatta kalmayı kanıtlar.
Acemi Tuzağı: Bir sertifikanın yara izlerinin yerini alacağını — ya da yara izlerinin seni yapılandırılmış öğrenme için fazla iyi yapacağını varsaymak.
İşte çoğu “operatörün” açığa çıktığı yer.
Bir yönetici masanın üzerinden bir çizim uzatır. Arkanda uğuldayan bir makine yok. Saklanacak bir geri dayama yok.
“Bunu nasıl bükerdin, bana anlat.”
Söylediğin tek şey “Programı yükler ve çalıştırırım” ise, işin biter.
Onlar sıralama mantığını duymak istiyor. Çarpışmayı önlemek için önce hangi flanşlar bükülmeli? Sallanabilecek en uzun desteksiz bacak nerede? Tona kontrolü için daha geniş bir V-açıklığına mı ihtiyacınız var? Lif yönü çatlamayı nasıl etkiler? Yaylanma telafisi toleransı nerede birikir?
Başka bir deyişle, düğmeleri değil, kuvveti ve hatayı düşünmeyi biliyor musun?
Bir bükme sırasını enerji depolayan bir şeyi etkisiz hale getiriyormuş gibi — adım adım, nerede yanlış gidebileceğini öngörerek — açıklayabildiğinde, işçi gibi değil, kontrol sahibi biri gibi konuşmaya başlarsın.
İşte o zaman maaş konuşması değişir.
Çünkü artık parçaları çalıştıran kişi değilsin. Onların hurdaya dönüşmesini engelleyen kişisin.
Acemi Tuzağı: Makinenin ne yaptığını tarif etmek yerine senin neyi seçtiğini açıklamak.
Belki işe yeni başladın. Belki de sacları yüklüyor ve “Cycle Start”a basıyorsun.
Güzel. O zaman şu anda senin işin farkındalığı çalmaktır.
Kurulumları izle. Neden o kalıbın seçildiğini sor. Tonajın nasıl hesaplandığını sor. Açı kaydığında sadece ayar yapma — hangi değişkenin oynadığını sor: kalınlık, lif, takım aşınması, program ofseti?
Yaz. Kendi zihinsel hata günlüğünü oluştur.
Zaten deneyimliysen ama takılıp kaldıysan, kaçındığın şeylere bak. Karmaşık çoklu büküm parçalar mı? Sıfırdan programlama mı? Mühendislerle tolerans yığılması hakkında konuşmak mı? O rahatsızlık, maaş tavanının kendini gösterdiği yerdir.
Kasitli olarak köprü kur. Zor kurulumları üstlen. İlk parça kontrolleri için gönüllü ol. Bakım sırasında kilitleme sürecine katıl ki hidrolik ve mekanik sınırları anlayabilesin. Sertifikalar burada yardımcı olabilir — rozet olarak değil, kör noktaları doldurmanın yapılandırılmış bir yolu olarak.
Bu meslekte kariyer hareketliliği geçirilen zamandan gelmez. Gözetim olmadan ne kadar riski bağımsız olarak kontrol edebildiğinden gelir.
Burası işin pek fark edilmeyen kısmıdır.
Daha sert malzemeyi büktüğün için daha fazla kazanç sağlamazsın. Belirsizliği azalttığın için daha fazla kazanırsın.
Her vardiyayı enerji kontrolü, hata tahmini ve maliyet önleme pratiği olarak görmeye başla. Sonra işin hakkında bu terimlerle konuş.
Bunu yeterince uzun süre yaparsan, “pres fren operatörü” olarak başvuru yapmazsın.”
120 tonluk depolanmış kuvvete — ve atölyenin itibarına — güvenilen kişi olarak mülakata girersin.
Acemi Tuzağı: Karar verici gibi davranmaya başlamadan önce bir unvan değişikliğini beklemek.


















