

Letzten Winter sah ich zu, wie ein Junge einen 88°-Stempel in eine hydraulische Spannvorrichtung im europäischen Stil einhängte, ihn festzog, darunter eine 88°-V-Matrize platzierte und lächelte, als wäre der Winkel schon garantiert. Erster Schlag: Der Stempel verschob sich seitlich um einen halben Millimeter und hinterließ eine glänzende Spur auf der Schulter der Matrize. Zweiter Schlag: Der Flansch kam 2° offen heraus.
Er gab dem Rückfederungseffekt die Schuld.
Er schaute nie auf den Schaft.
Die meisten Bediener wählen Werkzeuge so, wie Sie es gerade im Kopf getan haben: mit dem Biegewinkel beginnen, die Stempelspitze anpassen, eine Matrizenöffnung auswählen und den Rest als “Standard” annehmen. Diese Annahme funktioniert – bis das Spannsystem der Maschine und die Sitzgeometrie des Werkzeugs nicht übereinstimmen, wie die Kraft übertragen werden soll.
Eine Abkantpresse drückt nicht nur Metall. Sie überträgt die Last vom Stößel über die Spannvorrichtung in den Stempel, über das Werkstück in die Matrize und zurück ins Bett. Wenn irgendeine Schnittstelle in dieser Kette die Mittellinie nicht genau dort fixiert, wo der Konstrukteur es vorgesehen hat, verschiebt sich der Kraftvektor. Verschieben Sie die Kraft, verschiebt sich die Biegung.
Ich habe gesehen, wie ein 3/16″-A36-Bügel verschrottet wurde, weil der obere Schaft für einen anderen Spannstil konstruiert war; unter 60 Tonnen kippte der Stempel gerade so weit nach vorne, dass er den Radius der Matrize berührte und ihn absplitterte. Eine abgesplitterte Matrizenshoulder machte aus einem $900-Werkzeug einen Briefbeschwerer. Nehmen Sie niemals an, dass Winkelanpassung gleich Systemkompatibilität ist.

Sie hören “Standard” und denken an universell. Tatsächlich bedeutet es “Standard innerhalb einer Montagefamilie”.”
Nehmen Sie eine typische 60-Tonnen-Luftbiegung in Baustahl. Die Tonnageformel für Luftbiegen lautet:
Tonnen/Fuß = (Zugfestigkeit des Materials × Dicke²) ÷ (8 × V-Öffnung)
Berechnen Sie 60.000 psi Zugfestigkeit, 0,125″ Dicke, über einer 1″-V-Öffnung:
(60.000 × 0,125²) ÷ (8 × 1) = (60.000 × 0,015625) ÷ 8 = 937,5 ÷ 8 = 117 Tonnen pro Fuß.
Diese Last ist es egal, von welcher Katalogseite Ihr Stempel stammt. Sie interessiert, wie der Schaft in die Spannvorrichtung greift und wo der Schwerpunkt relativ zur Wirklinie des Stößels liegt.
“Standard Europäisch”, “amerikanischer Schaft”, “selbstzentrierend hydraulisch” – jedes ist eine eigene Verzahnung in einem Antriebsstrang. Der Stempel ist ein Zahnrad. Die Spannvorrichtung ist der Getriebeeingang. Wenn die Verzahnungen nicht passen, wird das Drehmoment nicht sauber übertragen; es rattert, verschiebt sich oder wandert.
Eine Multi-V-Matrize wirkt vielseitig, weil man sie zu verschiedenen V-Öffnungen drehen kann. Stimmt. Aber drehen Sie sie, und Sie verändern die Massenverteilung der Matrize und den Kontaktpunkt unter Last. Wenn Ihr Spannsystem den Stempel nicht wiederholbar über diese Drehung positioniert, hat Ihr “Standard”-Setup gerade eine neue Variable eingeführt.
Standard bedeutet gemeinsame Geometrie innerhalb eines Systems. Es bedeutet nicht austauschbar zwischen Systemen. Bestellen Sie niemals Werkzeuge nur nach Spitzenwinkel, ohne das genaue Spannprofil und die Sitzmethode Ihrer Maschine zu bestätigen.

Sie haben ein Kastenbauteil geschlossen und dieses krankmachende metallische Klicken gehört, wenn der Stempelkörper – nicht die Spitze – die Seitenwand trifft. Der Spitzenwinkel war richtig. Der Körper nicht.
Ein schmaler Schwertstempel und ein massiger spitzer Stempel können beide Spitzen mit 88° haben. Aber der Schwertstempel hält die Masse dicht an der Mittellinie. Der massige trägt das Gewicht nach vorne und außen. Unter Last erzeugt diese zusätzliche Masse einen Hebelarm. Die Klemmung muss dieser Rotationskraft widerstehen.
Wenn die Klemmfläche selbst mikroskopische Bewegungen zulässt, kippt der Stempel. Dieses Kippen verändert die Eindringtiefe an der Spitze, was sich als Winkelabweichung zeigt, die Sie “Rückfederung” nennen. Also fügen Sie Tiefe hinzu. Jetzt kompensieren Sie Bewegung, nicht Materialverhalten.
Ich habe einmal gesehen, wie ein 10-Fuß-Edelstahlblech außerhalb der Toleranz geriet, weil der Bediener 1,5° “Rückfederung” verfolgte, die tatsächlich ein Rollen des Stempels in einer abgenutzten mechanischen Klemmung war. Als wir es diagnostizierten, waren die Matrizen-Schultern gestaucht und die Kanten des Teils aufgerieben. Ruiniertes Metall. Alles nur, weil niemand überprüft hat, wie das Werkzeug unter Last saß.
Moderne Winkelsensoren können während des Zyklus automatisch korrigieren. Sie messen den Biegewinkel und fahren bei Bedarf tiefer. Aber sie können nicht verhindern, dass ein Stempel seitlich wandert oder eine Matrize sich unter ungleichmäßiger Last verschiebt. Sensoren korrigieren den Winkel. Sie korrigieren keine mechanische Instabilität.
Wenn Kollisionen oder unvorhersehbare Rückfederung auftreten, greifen Sie nicht zuerst zu tieferer Eindringung. Geben Sie niemals dem Materialverhalten die Schuld, bevor Sie überprüft haben, dass Stempel, Matrize und Klemmung einen stabilen Schwerpunkt unter berechneter Tonnage teilen.
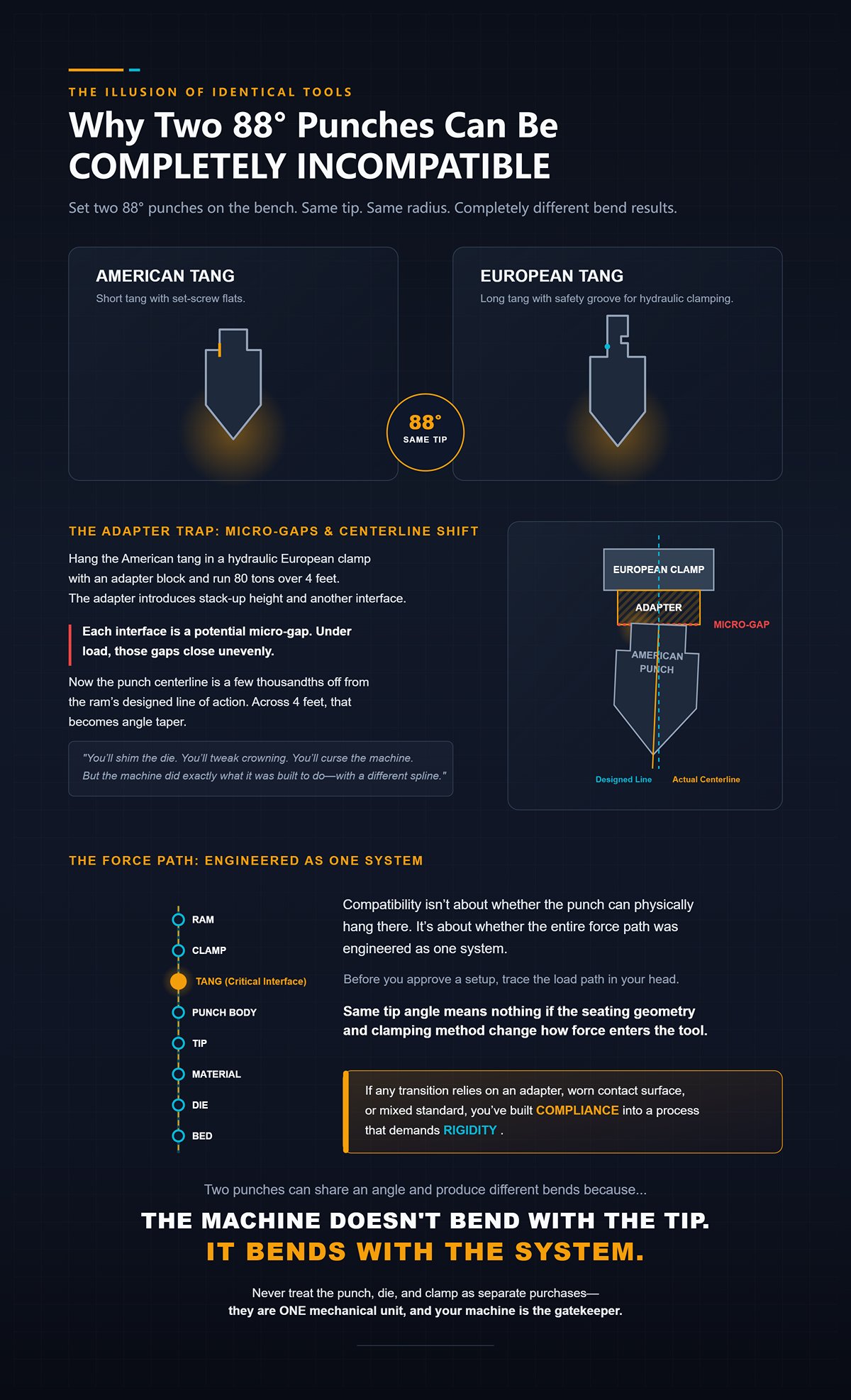
Stellen Sie zwei 88°-Stempel auf die Werkbank. Einer hat einen kurzen amerikanischen Zapfen mit Flächen für Stellschrauben. Der andere hat einen langen europäischen Zapfen mit Sicherheitsnut für hydraulische Klemmung. Gleiche Spitze. Gleicher Radius.
Hängen Sie den amerikanischen Zapfen in eine hydraulische europäische Klemmung mit einem Adapterblock und fahren Sie 80 Tonnen über 4 Fuß. Der Adapter bringt zusätzliche Höhe und eine weitere Schnittstelle ein. Jede Schnittstelle ist ein potenzieller Mikroschlitz. Unter Last schließen sich diese Spalte ungleichmäßig.
Jetzt liegt die Mittellinie des Stempels um wenige Tausendstel von der konstruierten Wirkungsachse des Stößels entfernt. Über 4 Fuß wird daraus ein Winkeltaper. Sie werden die Matrize unterlegen. Sie werden die Bombierung einstellen. Sie werden die Maschine verfluchen.
Aber die Maschine hat genau das getan, wofür sie gebaut wurde – mit einer anderen Verzahnung.
Kompatibilität bedeutet nicht, ob der Stempel physisch dort hängen kann. Es bedeutet, ob der gesamte Kraftweg als ein System konstruiert wurde. Gleicher Spitzenwinkel bedeutet nichts, wenn Geometrie der Auflage und Klemmmethode die Art verändern, wie die Kraft ins Werkzeug gelangt.
Bevor Sie eine Einrichtung freigeben, verfolgen Sie den Lastweg im Kopf: Stößel → Klemmung → Zapfen → Stempelkörper → Spitze → Material → Matrize → Bett. Wenn irgendein Übergang auf einen Adapter, eine abgenutzte Kontaktfläche oder gemischte Standards angewiesen ist, haben Sie Nachgiebigkeit in einen Prozess eingebaut, der Steifigkeit erfordert.
Zwei Stempel können denselben Winkel haben und unterschiedliche Biegungen erzeugen, weil die Maschine nicht mit der Spitze biegt. Sie biegt mit dem System. Behandeln Sie Stempel, Matrize und Klemmung niemals als separate Anschaffungen – sie sind eine mechanische Einheit, und Ihre Maschine ist der Wächter.
Sie wollen wissen, wie man die Kompatibilität überprüft, bevor man Tonnage fährt?
Das Erste, was ich tue, wenn ich an eine Maschine herantrete: Ich schaue nicht auf die Stempelspitze. Ich schaue auf die Stößelfläche und messe das Klemmprofil. Zapfenbreite. Zapfentiefe. Vorhandensein einer Sicherheitsnut. Stiftdurchmesser, wenn es ein Präzisionssystem ist. Dann prüfe ich die Sitzspezifikation des Herstellers für diese Schnittstelle und vergleiche sie mit der Zeichnung des Stempels. Wenn diese Zahlen nicht innerhalb der vorgesehenen Montagefamilie übereinstimmen, höre ich sofort auf.
Denn Ihre Abkantpresse akzeptiert keine “Stempel”. Sie akzeptiert eine exakt definierte Montagegeometrie. Alles andere ist ein Kompromiss, ein Adapter oder eine Vermutung.
Und Vermutungen sind der Weg, wie Metall ruiniert wird.
Also ordnen wir sie so, wie sie sich tatsächlich unter Last verhalten, nicht so, wie Kataloge sie beschreiben.
Stellen Sie sich einen klassischen amerikanischen Tang vor: kurzer rechteckiger Hals, zwei Stellschrauben, die ihn gegen eine Schiene drücken. Sie schieben ihn hinein, ziehen die Schrauben fest, und er “fühlt” sich fest an. Schnell. Einfach. Günstig.
Jetzt bringen Sie Zahlen ins Spiel.
Nehmen Sie das frühere Beispiel mit 117 Tonnen pro Fuß. Führen Sie nur 3 Fuß dieser Biegung aus, und Sie drücken ungefähr 350 Tonnen insgesamt, verteilt entlang des Stößels. Die Stellschrauben klemmen nicht vertikal; sie drücken seitlich und zwingen den Tang gegen die Schienenfläche. Ihre vertikale Unterstützung kommt von einer schmalen Kante unter dem Tang.
Also verläuft Ihr Kraftpfad: Stößel → Schiene → Tangkante → Stempel.
Dieser Kantenkontakt ist klein. Kleine Kontaktfläche bedeutet höhere Kontaktspannung. Mit der Zeit nutzt sich die Schienenfläche ab. Nicht katastrophal. Nur um einige Tausendstel.
Einige Tausendstel an der Schiene werden zu einem Winkelabweichung an der Spitze, weil der Tang unter Last mikroskopisch kippen kann. Das ist Ihr versteckter Toleranzstapel. Sie bemerken ihn nicht, bis Sie anfangen, Tiefeneinstellungen nachzujustieren.
Ich sah eine Werkstatt, die eine große Mischung von Halterungen auf einer älteren amerikanischen Klemmung lief. Zweiter Schlag: der Flansch kam 2° offen heraus. Sie gaben dem Rückfederungseffekt die Schuld. Tiefe erhöht. Drittes Teil übergebogen. Das eigentliche Problem? Die obere Schiene war ungleichmäßig abgenutzt, dort, wo die schwersten Stempel immer saßen. Der Tang lag nicht mehr plan an.
Ein abgesplitterter Gesenk-Schulter später, bläuten sie endlich den Tang und sahen ungleichmäßigen Kontakt.
Das amerikanische System ist nicht “schlecht”. Es ist einfach. Aber seine Genauigkeit hängt vom Zustand der Schiene und der Disziplin bei den Stellschrauben ab. Es verlangt vom Bediener, Teil des Ausrichtungssystems zu sein.
Wenn Sie mit geringer Tonnage und seltenen Werkzeugwechseln arbeiten, kann das völlig ausreichend sein. Wenn Sie den ganzen Tag schwere Werkzeuge einsetzen, wird die Schiene zu einem Verbrauchsteil – ob Sie dafür kalkuliert haben oder nicht.
Bevor Sie Last auf einer amerikanischen Maschine fahren, entfernen Sie den Stempel und prüfen Sie die Schienenfläche auf Aufschweißungen oder Stufenverschleiß, dann bläuen Sie den Tang und verifizieren Sie den Kontakt über die gesamte Länge bei leichtem Klemmdruck. Gehen Sie niemals davon aus, dass eine festgezogene Stellschraube gleichbedeutend mit vollflächigem Sitz ist.
Schauen Sie sich nun einen 20-mm-Präzisionstang mit Doppelrillen und einer hydraulischen Pin-Lock-Klemmung an. Sie setzen den Stempel ein, betätigen das Hydrauliksystem, und die Klemmung zieht den Tang nach oben in eine bearbeitete Referenzfläche. Vertikaler Sitz. Unterstützung über die gesamte Länge.
Dieses System kann etwa 45 kN Klemmkraft pro Station halten und bleibt bei Produktionshubraten mit Stempeln bis zu etwa 110 Pfund stabil. Das ist kein Marketing-Blabla. Das ist konstruktive Vorspannung.
Der Unterschied liegt darin, wo die Verantwortung für die Ausrichtung liegt.
In diesem System definiert die Klemmung die Mittellinie. Die Tanggeometrie und die gehärteten Sitzflächen der Klemmung sorgen für Wiederholgenauigkeit im Mikrometerbereich. Die Aufgabe des Bedieners besteht lediglich darin, einzusetzen und zu bestätigen.
Aber hier ist der Teil, den die meisten überspringen: Jetzt ist die Klemmung selbst ein Präzisionsbauteil. Wenn der Hydraulikdruck sinkt, wenn Pins verschleißen, wenn sich Schmutz in der Rille befindet, ist Ihr “Präzisions”-System nicht mehr präzise.
Ich habe gesehen, wie eine Werkstatt hydraulische Klemmungen auf einen abgenutzten Stößel nachgerüstet hat, ohne die Geradheit zu prüfen. Wunderschöne Werkzeuge. Schiefe Montagefläche. Sie erwarteten, dass die Klemmung die Maschinengeometrie korrigiert.
Tut sie nicht.
Diese Systeme glänzen in Umgebungen mit hoher Vielfalt und hoher Wiederholgenauigkeit, in denen Werkzeugwechsel häufig sind und die Ausrichtung automatisch erfolgen muss. Aber wenn Sie einmal pro Woche leichtes Baustahlblech biegen, könnte sich die Komplexität nicht lohnen.
Also, wie überprüft man hier die Kompatibilität?
Prüfen Sie die Tang-Abmessung (20 mm bedeutet 20 mm, nicht 19,85 von einem Nachahmerlieferanten), bestätigen Sie, dass die Nutposition der Klemmspezifikation entspricht, verifizieren Sie, dass der Hydraulikdruck die Anforderungen des Herstellers erfüllt, und führen Sie einen Sitztest mit Fühlerlehren über die gesamte Tanglänge durch, bevor Sie die Tonnage laden.
Gehen Sie niemals davon aus, dass “Präzisionssystem” selbstkorrigierend bedeutet.
Nehmen Sie nun einen 13 mm europäischen Tang mit einer Sicherheitsnut. Die Nut ist nicht dekorativ. Sie ist dafür da, dass die Klemmkante den Stempel schon vor dem vollständigen Festziehen erfassen kann, um ein Herausfallen zu verhindern.
Das bedeutet tatsächlich “Standard innerhalb einer Montagefamilie”.”
Die Sitzlogik ändert sich hier. Die Klemme drückt den Tang typischerweise nach oben gegen eine Referenzfläche, ähnlich wie bei Präzisionssystemen, jedoch oft mit manuellem Festziehen statt hydraulischer Vorspannung.
Ihre Kontaktflächen sind breiter als klassische amerikanische Schienen, aber die Klemmkraft und Wiederholgenauigkeit hängen von mechanischem Schraubendruck und sauberem Nut-Eingriff ab.
Stellen Sie sich vor, Schmutz ist in dieser Sicherheitsnut gepackt. Die Klemmkante stößt auf den Schmutz, bevor der Tang vollständig sitzt. Unter 80 Tonnen bewegt sich der Tang noch um die letzten paar Tausendstel nach oben.
Sie werden es nicht sehen, bis Sie den Konus über die gesamte Bauteillänge messen.
Ich habe einmal gesehen, wie ein langer spitzer Stempel sich leicht während eines schweren Edelstahl-Durchlaufs löste, weil die Nutlippe über Jahre abgerundet war. Der Stempel fiel nicht, er schlich nur. Die daraus resultierende Winkelabweichung machte eine ganze Charge Gehäuseplatten unbrauchbar.
Die Sicherheitsnut verbessert die Halte- und Ausrichtungsfähigkeit im Vergleich zu einem einfachen Tang, führt aber einen neuen Prüfpunkt ein: die Integrität der Nut und den Zustand der Klemmkante.
Vor dem Laden der Produktionstonnen prüfen Sie die Sicherheitsnut auf Verformung, bestätigen Sie die Tiefe des Klemmkanten-Eingriffs visuell und ziehen Sie die Klemmschrauben nach Vorschrift an, nicht “handfest”. Ignorieren Sie die Nut niemals, als wäre sie nur eine Sicherheitsfunktion.
| System | Konstruktionsmerkmale | Kraftpfad / Klemm-Logik | Vorteile | Verborgene Risiken / Toleranzprobleme | Beste Anwendungsfälle | Checkliste zur Vorbelastungsprüfung |
|---|---|---|---|---|---|---|
| Werkzeuge im amerikanischen Stil | Kurzer rechteckiger Zapfen; zwei seitliche Stellschrauben; schienenbasierte Unterstützung | Stößel → Schiene → Zapfenkante → Stempel; seitlicher Schraubendruck drückt den Zapfen gegen die Schiene; vertikale Unterstützung durch schmale Kante | Einfach, schnell, kostengünstig; ausreichend für geringe Tonnage | Kleine Kantenkontaktfläche erhöht die Spannung; Schienenflächenverschleiß verursacht Winkelfehler; Zapfen kann unter Last wippen; ausrichtungsabhängig vom Bediener | Arbeiten mit geringer Tonnage; seltene Werkzeugwechsel | Schienenfläche auf Riefen/Absatzverschleiß prüfen; Zapfen mit Blau anstreichen, um Kontakt über die gesamte Länge zu überprüfen; Sitz unter leichtem Klemmendruck bestätigen; nicht ausschließlich auf feste Stellschrauben verlassen |
| Wila / Trumpf Präzisionssysteme | 20 mm Präzisionszapfen; doppelte Nuten; hydraulische Stiftverriegelungsklemme; gehärtete Referenzflächen | Hydrauliksystem zieht den Zapfen nach oben in die bearbeitete Referenzfläche; vertikaler Sitz über die gesamte Länge; konstruktive Vorspannung (~45 kN pro Station) | Hohe Wiederholgenauigkeit (Mikronbereich); automatische Ausrichtung; stabil bei Produktionshubraten; ideal für häufige Werkzeugwechsel | Klemme wird zur Präzisionsvariable; Hydraulikdruckverlust, Stiftverschleiß oder Schmutz beeinträchtigen die Genauigkeit; kann abgenutzten oder falsch ausgerichteten Stößel nicht ausgleichen | Produktion mit hoher Variantenvielfalt und hoher Wiederholgenauigkeit; häufige Werkzeugwechsel | Exakte Zapfenmaße (echte 20 mm) prüfen; Nutposition gemäß Spezifikation bestätigen; Hydraulikdruck prüfen; Fühlerlehren-Sitztest durchführen; Stößelgeradheit inspizieren |
| Promecam / Europäische Bauart | 13 mm Zapfen mit Sicherheitsnut; Klemmlippe greift in die Nut; typischerweise manuelles Schraubanziehen | Klemme drückt den Zapfen nach oben in die Referenzfläche; Halt durch Nut-Eingriff; breitere Kontaktfläche als amerikanische Schiene | Verbesserter Halt; sichereres Einsetzen; bessere Ausrichtung als einfache Zapfensysteme | Schmutz in der Nut verhindert vollständigen Sitz; Klemmlippenverschleiß ermöglicht Stempelwanderung; Schraubendrehmoment beeinflusst Wiederholgenauigkeit; Aufwärtsverschiebung unter hoher Last | Mittlere bis hohe Produktion mit standardisierten Befestigungsfamilien | Sicherheitsnut auf Verformung/Schmutz prüfen; Zustand und Eingriffstiefe der Klemmlippe kontrollieren; Schrauben gemäß Spezifikation anziehen; vollständigen Sitz vor Tonnage bestätigen |
Jetzt kommen wir zum stillen Killer.
Sie haben eine europäische Klemmmaschine. Sie besitzen einen Stapel amerikanischer Stempel. Also kaufen Sie Adapterblöcke. Problem gelöst, oder?
Lassen Sie uns den Kraftweg verfolgen.
Stößel → Hydraulikklemme → Adapter → amerikanischer Zapfen → Stempelkörper → Spitze.
Jede zusätzliche Schnittstelle ist eine weitere potenzielle Nachgabelage. Wenn irgendeine Schnittstelle in dieser Kette die Mittellinie nicht genau dort fixiert, wo der Konstrukteur es vorgesehen hat, verschiebt sich der Kraftvektor.
CNC-Bombierung setzt eine bekannte Werkzeughöhe und Steifigkeit voraus. Fügen Sie einen Adapter hinzu, der die Stapelhöhe um sogar 0,500″ verändert. Ihr Durchbiegungsmodell ist falsch. Fügen Sie eine leichte seitliche Toleranz zwischen Zapfen und Adapter hinzu. Jetzt haben Sie unter Last eine Rotationsfreiheit.
Die Maschine läuft weiterhin perfekt. Der Winkelsensor liest weiterhin korrekt. Aber der Stempel kann sich mikroskopisch bewegen, bevor der Sensor reagiert.
Ich habe gesehen, wie ein 10-Fuß-Panel unterschiedliche Winkel über die Stationen zeigte, weil gemischte Adapter unterschiedlich entlang des Stößels saßen. Der Bediener verfolgte das Problem stundenlang mit Bombierungsanpassungen. Die tatsächliche Lösung war, die Adapter zu entfernen und die Befestigungsfamilie zu standardisieren.
Adapter sind manchmal während Übergangsphasen unvermeidlich. In Ordnung. Aber behandeln Sie sie als konstruktive Komponenten, nicht als Bequemlichkeitsblöcke.
Messen Sie die Adapterdicke an mehreren Punkten. Bestätigen Sie die Parallelität. Überprüfen Sie den Zapfenpass ohne seitliches Spiel vor dem Klemmen. Berechnen Sie die Werkzeugstapelhöhe in der CNC-Steuerung neu, anstatt Gleichwertigkeit anzunehmen.
Mischen Sie niemals Befestigungssysteme bei einem Präzisionsauftrag, ohne den gesamten Kraftweg vom Stößel bis zum Bett neu zu validieren.
Sie überprüfen die Kompatibilität, indem Sie die Geometrie messen, die Sitzmechanik bestätigen, die Verschleißflächen inspizieren und den Lastweg vor dem ersten Hub nachvollziehen. Sobald die Befestigungsfamilie festgelegt und mechanisch solide ist, macht es erst Sinn, über Stempelgeometrie und Materialverhalten zu sprechen.
Denn sobald die Verzahnung zum Getriebe passt, können Sie endlich den richtigen Gang wählen.
Und genau dort beginnen die echten Biegeentscheidungen.
Sie haben den Zapfen, die Klemme, die Sitzflächen überprüft. Die Verzahnung des Antriebsstrangs passt. Gut.
Jetzt stehen Sie vor dem Regal und denken, 90°-Biegung… also nehme ich einen 90°-Stempel.
Das ist verkehrt herum.
Beginnen wir mit einem echten Auftrag. Nehmen wir 3 mm 304 Edelstahl, Luftbiegen, angestrebter Innenradius etwa 3 mm, 40 mm Schenkel. Wenn Sie der bequemen Regel folgen – V = 8T – würden Sie eine 24 mm Matrize wählen. Aber Edelstahl ist kein Baustahl. Er verfestigt sich schnell und reißt, wenn man ihn zu stark einschnürt. In der Praxis öffnet man diese Matrize auf 10T oder sogar 12T. Also 30–36 mm.
Und hier ist der Teil, den die meisten Leute übersehen: Sobald sich die V-Öffnung verändert, verändert sich beim Luftbiegen auch der Innenradius. Die Stempelnase hat den Radius nicht festgelegt. Die Materialfestigkeit und die Matrizenöffnung haben es getan.
Die Stempelgeometrie ist nachgelagert zu Dicke, Legierung, Schenkellänge und Verfahren. Die Formel interessiert sich nicht dafür, was Sie im Regal haben.
Wählen Sie niemals einen Stempel nach Winkel, bevor Sie das Materialfenster berechnet haben, in dem er arbeiten muss.
Ich habe einmal gesehen, wie eine Werkstatt 2 mm 5052 mit einem Stempel mit 0,2 mm Nasenradius gebogen hat, weil “das scharfe Kanten macht”. Der erste Batch sah gut aus. Der zweite Batch? Haarrisse entlang der Biegelinie nach der Pulverbeschichtung. Die Teile bestanden die Sichtprüfung. Sie fielen im Einsatz durch.
Hier ist der Mechanismus.
Beim Setzen oder Prägen wird der Stempelnasenradius zum Innenbiegeradius. Daher muss der minimale Stempelnasenradius den minimalen Innenradius für die Legierung respektieren. Für viele Aluminiumarten liegt dieser bei etwa 1T für enge Biegungen; für härtere Zustände mehr. Wenn T = 2 mm ist und Sie mit einer 0,2 mm Nase prägen, erzwingen Sie einen Ri = 0,2 mm in ein Material, das 2 mm will. Die Dehnung übersteigt die Bruchdehnung. Es reißt. Einfaches Rechnen.
Beim Luftbiegen verschiebt sich das. Der Innenradius entspricht ungefähr V/6 bis V/8, abhängig von der Materialfestigkeit. Wenn Sie V = 8T bei 2 mm Baustahl wählen, sind das 16 mm. Ri liegt bei etwa 2–2,7 mm. Ändern Sie das Material zu Edelstahl und öffnen Sie auf V = 12T (24 mm). Jetzt wächst Ri auf etwa 3–4 mm. Gleicher Stempel. Unterschiedlicher Radius. Weil Verfahren und Matrize dominieren.
Und die Presskraft folgt derselben Logik. Die Luftbiegekraft pro Fuß beträgt ungefähr:
Tonnen/Fuß = (575 × T²) / V (für Baustahl)
Setzen Sie 3 mm (0,118 Zoll) und V = 1 Zoll Äquivalent ein, erhalten Sie eine spezifische Belastung. Öffnen Sie V weiter und die erforderliche Presskraft sinkt. Setzen? Multiplizieren Sie die Luftbiegekraft mit 3 bis 5. Prägen? Bis zu 8 bis 10 Mal. Ihr Stempel muss das überstehen. Dünne spitze Stempel unter Prägelast knicken wie Getränkedosen.
Der richtige Nasenradius ist also keine Vorliebe. Er wird begrenzt durch:
Wenn Sie diese drei nicht aufgeschrieben haben, raten Sie.
Wählen Sie niemals einen Stempelnasenradius kleiner als den vom Material zulässigen Innenradius für das Biegeverfahren, das Sie tatsächlich verwenden.
Stellen Sie sich einen Kanal vor: 2,5 mm Baustahl, 20 mm Seitenflansche, dann einen 15 mm Rückflansch nach innen bei 90°. Sie können den V-Wert den ganzen Tag berechnen. Es spielt keine Rolle, wenn der Stempelkörper gegen die senkrechte Wand stößt, bevor die Spitze die Tiefe erreicht.
Hier hört “erforderliche Freigabe” auf, ein Katalogbegriff zu sein, und wird zu Geometrie.
Ein gerader Stempel hat oberhalb der Spitze eine Körperbreite. Beim zweiten Schlag schwingt dieser Körper in den zuvor geformten Flansch hinein. Wenn die Flanschenhöhe kleiner ist als die Tageslicht-Freigabe des Stempels, können Sie den Biegevorgang physisch nicht abschließen. Die Flanschabmessung hat nun den Stempelstil vorgegeben.
Schwanenhals-Stempel verjüngen sich oberhalb der Spitze nach innen, um Freigabe für Rückflansche zu schaffen. Aber dieser Hals reduziert die Querschnittssteifigkeit. Bei höheren Belastungen – sagen wir 6 mm Platte, Prägebiegen – nimmt die Durchbiegung zu. Winkelabweichungen schleichen sich über lange Längen ein.
Nun verbinden Sie das mit der Kraft. Wenn Ihr 2,5 mm Baustahl im Luftbiegen mit V = 8T (20 mm) läuft, Tonnen/Fuß ≈ (575 × T²) / V. Wandeln Sie 2,5 mm in Zoll um (0,098 in). Quadrieren, multiplizieren, teilen – Sie landen in einem handhabbaren Bereich. Ein Schwanenhals übersteht das problemlos. Versuchen Sie diese Geometrie in 6 mm Edelstahl, Prägebiegen mit dem 4-fachen Luftbiegetonnagewert. Derselbe Hals wird zu einem Gelenk.
Also wählen Flanschlänge und Rückgeometrie zwischen gerade und Schwanenhals, bevor der Winkel ins Gespräch kommt. Und die Materialstärke entscheidet, ob dieser Schwanenhals strukturell sinnvoll ist.
Ich habe einen hohen Rückflanschauftrag mit einem geraden Stempel gesehen “weil er schon eingerichtet war”. Zweiter Schlag: Der Flansch kam entlang der Mitte 2° offen heraus, weil der Bediener die Tiefe vorsichtig reduzierte, um Kollisionen zu vermeiden. Sie haben die Geometrie nicht gelöst. Sie sind darum herumgeschlichen.
Ignorieren Sie niemals Flanschinterferenzen bei der Auswahl des Stempelstils – zeichnen Sie die Biegesequenz im Maßstab 1:1 und prüfen Sie die physische Freigabe, bevor Sie überhaupt V berechnen.
Nehmen Sie Blech unter 3 mm. Spitzenstempel – jene scharfen eingeschlossenen Winkel – reduzieren die erforderliche Eindringtiefe beim Luftbiegen. Weniger Eindringtiefe bedeutet weniger Kontaktfläche, weniger erforderliche Kraft. Für dünnes Material ist das ein Vorteil. Sie erhalten sauberere Biegungen mit geringerem Tonnagebedarf.
Gehen Sie über 3 mm hinaus. Jetzt zählt die Steifigkeit mehr als die Schärfe der Spitze. Gerade Stempel mit größeren eingeschlossenen Winkeln und dickeren Körpern widerstehen der Durchbiegung. Besonders beim Prägebiegen.
Hier ist die Trennlinie, die die meisten Werkstätten verwischen:
Wenn Sie 2 mm Baustahl im Luftbiegen mit V = 16 mm biegen, Tonnen/Fuß ≈ (575 × T²) / V. Öffnen Sie das V auf 20 mm, sinkt die Tonnage weiter. Ein Spitzenstempel gedeiht hier. Versuchen Sie, dasselbe Setup zu prägen, und multiplizieren Sie die Kraft. Plötzlich trägt Ihr schlanker Spitzenstempel Lasten, für die er nicht gebaut wurde.
Die Biegemethode ist kein Nachgedanke. Sie bestimmt, ob die Stempelgeometrie den Radius formt oder lediglich an einer Dreikörperinteraktion zwischen Stempel, Matrize und Material teilnimmt.
Die Hierarchie ist streng:
Maschinenschnittstelle fixiert die Mittellinie. Materialstärke und Legierung definieren zulässige Dehnung und Matrizenfenster. Flanschgeometrie bestimmt den Stempelstil. Die Biegemethode legt fest, wie stark der Stempel tatsächlich den Radius kontrolliert – und wie viel Last er überstehen muss.
Nur innerhalb dieses engen Fensters wird “90° oder 88° Stempel?” zu einer sinnvollen Frage.
Wählen Sie niemals eine Stanzgeometrie aus, ohne zuvor – laut – in einem Satz Material, Dicke, Flanschbeschränkungen, Berechnung der Matrizenöffnung und Biegemethode zu nennen.
Sie möchten einen Schritt‑für‑Schritt‑Prozess zur Auswahl der richtigen Stanzform.
Gut. Dann hören Sie auf, den Stanzformenständer anzustarren, und schauen Sie auf die Matrize.
Beginnen Sie mit einem realen Auftrag: 3 mm Baustahl, Luftbiegen, 90°, 1 Meter lang. Sie kennen bereits die Luftbiegeformel:
Tonnen/Fuß = (575 × T²) / V (Baustahl)
Wandeln Sie 3 mm in 0,118 Zoll um. Quadrieren Sie es: 0,0139. Multiplizieren Sie mit 575: etwa 8,0. Jetzt teilen Sie durch V. Wenn Sie eine 1,0 Zoll V‑Öffnung wählen (etwa 8,5× Dicke), liegen Sie bei ungefähr 8 Tonnen pro Fuß. Öffnen Sie das V auf 1,25 Zoll, sinkt die Tonnage auf etwa 6,4 Tonnen pro Fuß. Gleiches Material. Gleicher Winkel. Andere Matrize.
Dieses V bestimmt auch Ihren Innenradius beim Luftbiegen – etwa V/6 bis V/8 je nach Festigkeit. Also ergibt ein 1,0 Zoll V etwa 0,125–0,167 Zoll Radius. Öffnen Sie auf 1,25 Zoll und Ihr Radius wächst entsprechend.
Sie haben die Stanzform noch nicht berührt, und schon haben sich Radius und Belastung verändert.
Deshalb kommt die Matrizenwahl zuerst. Die V‑Öffnung ist kein Ratespiel; sie ist der Multiplikator, der sowohl Dehnung als auch Kraft definiert. Ändern Sie sie, und Sie ändern Rückfederung, Tonnage und ob die Stanzform, die Ihnen auf dem Papier gefiel, den Auftrag überlebt.
Wählen Sie niemals eine Stanzform, bevor Sie die V‑Öffnung und die resultierenden Tonnen pro Fuß für das tatsächliche Material berechnet haben.
Ich habe gesehen, wie eine Werkstatt 2 mm Edelstahl auf einem 16 mm V gebogen hat, weil “8× Standard ist”. Die Teile kamen 1,5° offen heraus. Sie jagten es mit Tiefe. Überbogen. Unregelmäßig über die Länge. Die Matrize war nach Kataloglogik nicht falsch. Sie war falsch für die Legierung.
Die “8×‑Regel” ist ein Durchschnitt, kein Gesetz. Für Baustahl unter 4 mm sind 5–6× Dicke oft stabiler. Edelstahl über 4 mm kann 6–8× erfordern. Aluminium ab 4 mm kann 8–10× benötigen, um Risse zu vermeiden. Diese Multiplikatoren verschieben sich, weil sich Streckgrenze und Dehnung verschieben.
Der Mechanismus ist entscheidend. Ein engeres V erhöht die Eindringtiefe für einen gegebenen Winkel und steigert die plastische Dehnung durch die Dicke. Mehr plastische Dehnung bedeutet weniger elastische Rückfederung – weniger Springback. Öffnen Sie das V zu weit, reduzieren Sie die Dehnung; die elastische Rückfederung dominiert; das Teil federt auf. Sie können das nicht mit dem Stanzwinkel “ausgleichen”, weil die Matrize den Bogen beim Luftformen steuert.
Und die Tonnage bewegt sich in die entgegengesetzte Richtung. Mit derselben Formel: Halbieren Sie das V, verdoppeln Sie die Tonnen pro Fuß. Diese zusätzliche Belastung muss durch die Spannverzahnung, durch den Stanzkörper, in die Matrizen-Schultern übertragen werden. Wenn irgendeine Schnittstelle in dieser Kette die Mittellinie nicht genau dort fixiert, wo der Konstrukteur es vorgesehen hat, verschiebt sich der Kraftvektor.
Ich habe einmal gesehen, wie 4 mm 304 auf einem 12× V gefahren wurde, um “die Tonnage zu reduzieren”. Die Rückfederung geriet außer Kontrolle, die Bediener drehten die Tiefe hoch, und die Matrizen-Schultern polierten eine helle Drucklinie in jedes Teil. Das Metall war nicht falsch. Der Multiplikator war es.
Zitieren Sie niemals “8× Dicke”, ohne Material, Dickenbereich und berechnete Tonnen pro Fuß im selben Atemzug zu nennen.
Stellen Sie sich einen 4‑Wege‑Matrizenblock vor: 16 mm, 22 mm, 30 mm, 40 mm Öffnungen. Bequem. Umdrehen und loslegen.
Jetzt spannen Sie es leicht außerhalb der Mitte in einem System, das auf einer Seite der Schiene um 0,05 mm abgenutzt ist. Bei einer Einzel‑V‑Matrize ist der Mittellinienfehler klein und vorhersehbar. Bei einer Multi‑V‑Matrize sitzt jede Rille in einer anderen seitlichen Position relativ zu den Spannflächen. Drehen Sie den Block um, und Sie haben nicht nur das V geändert, sondern auch den Lastpfad über das Bett.
Rechnen Sie nach. Nehmen wir 3 mm Baustahl auf einem 22 mm V (etwa 7,3×). In metrischer Form lautet die Näherung für die Luftbiegungslast:
kN/m ≈ (1,42 × Rm × T²) / V
Nehmen wir eine Zugfestigkeit von etwa 450 MPa an. Setzen Sie das ein, und Sie liegen in der Größenordnung von 100 kN/m. Diese Kraft muss symmetrisch über Stößel und Bett verteilt sein. Verschieben Sie sie einen Millimeter von der wahren Mitte, weil die Geometrie des Matrizenblocks und die Spannflächen nicht perfekt übereinstimmen, und Sie erzeugen ungleichmäßige Schulterbelastung.
Das Werkstück zeigt dies als Winkelvariation von Seite zu Seite. Der Bediener macht das Wölben verantwortlich. Der wahre Schuldige ist, dass die “vielseitige” Matrize die Antriebsgeometrie verändert hat.
Ich habe gesehen, wie ein langes Aluminium‑Paneel verschrottet wurde, weil eine Multi‑V‑Matrize nach einem Werkzeugwechsel während des Laufs umgedreht wurde. Gleiches nominales V. Unterschiedliche Rillenposition. Die Lastlinie verschob sich. Das Paneel krümmte sich.
Vielseitigkeit ist für Werkstätten in Ordnung. Präzisionsarbeit erfordert wiederholbare Mittelliniengeometrie zwischen Matrizenrille und Spannschnittstelle.
Behandeln Sie Multi‑V‑Matrizen niemals als geometrisch identisch mit Einzel‑V‑Matrizen, ohne die Rillenmittellinie relativ zum Maschinendatum zu überprüfen.
Nehmen Sie 2 mm 5052 Aluminium, die dekorative Seite nach außen. Führen Sie es über eine scharfkantige Matrize mit kleinem Radius. Sie erhalten eine helle Drucklinie genau an dem Tangentialpunkt, an dem das Blech in das V übergeht. Das ist kein kosmetischer Zufall. Es ist Kontaktmechanik.
Wenn der Stempel das Material in die Matrize treibt, konzentriert sich der Kontaktdruck entlang der Matrizen‑Schultern. Ein kleiner Schulterradius erhöht die Kontaktspannung. Hohe Spannung plus weiches Aluminium ergibt Aufschweißen und sichtbare Markierungen. Erhöhen Sie den Schulterradius, und Sie verteilen die Last auf eine größere Fläche, wodurch der Spitzendruck sinkt. Das Oberflächenfinish bewirkt dasselbe – polierte Schultern verringern die Reibung und reduzieren Schleifspuren beim Gleiten.
Aber ändern Sie diesen Schulterradius, und Sie verändern subtil, wie das Material in das V fließt. Bei sehr engen V‑Öffnungen verengt ein großer Schulterradius die Arbeitsöffnung beim ersten Kontakt effektiv, erhöht den anfänglichen Widerstand und verändert den Biegefortschritt. Das wirkt sich auf Tonnage und Rückfederungsverhalten aus.
Deshalb können Sie “Markierungen” nicht als rein kosmetisches Problem isolieren. Der Schulterradius und das Finish der Matrize beeinflussen den Reibungskoeffizienten, der die Kraftverteilung beeinflusst, die wiederum die Winkelkonstanz über die Länge beeinflusst.
Ich habe einmal gesehen, wie dekorative Edelstahlteile ruiniert wurden, weil eine Matrize mit abgenutzten, rauen Schultern “nah genug” war. Das Finish übertrug sich als feine Verzahnung über jede Biegekante. Das Metall erinnerte sich an jeden Kratzer in dieser Matrize.
Ignorieren Sie niemals den Schulterradius und den Oberflächenzustand der Matrize, wenn Oberflächenfinish oder enge Winkeltoleranz gefordert sind – inspizieren und messen Sie sie vor dem ersten Schlag.
Sie wollten einen Schritt‑für‑Schritt‑Prozess. Hier ist er in der Reihenfolge:
Das ist der korrekt eingelegte Antriebsstrang. Die nächste Frage ist, ob das Werkzeug selbst stark genug ist, um die gerade berechneten Belastungen zu überstehen.
Sie haben die Formel angewendet. Sie haben die V-Öffnung gewählt. Sie haben die Ausrichtung überprüft.
Jetzt die eigentliche Frage: Wird der Stempel überleben, was Sie ihm gerade abverlangt haben?
Eine Abkantpresse kann mit 300 Tonnen, 600 Tonnen, 1.000 Tonnen bewertet sein. Diese Zahl bedeutet, dass der Rahmen so stark über das Bett drücken kann. Sie sagt nichts über die dünne Stahlkante an der Stempelspitze aus, die die Last pro Fuß trägt. Die Maschine ist der Motorblock. Die Stempelspitze ist die Pleuelstange. Verwechseln Sie die beiden, und etwas Kleines versagt zuerst.
Leistung wird nicht automatisch sicher übertragen, nur weil die Zahnräder ineinandergreifen.
Beginnen Sie mit der Luftbiegeformel, die Sie bereits verwendet haben:
kN/m ≈ (1,42 × Rm × T²) / V
Dann fügen Sie 20 Prozent hinzu. Nicht als Schätzung – sondern als Versicherung gegen Reibung, reale Zugfestigkeitsabweichungen und die Tatsache, dass Ihr Blech nicht laborperfekt ist.
Wandeln Sie dies nun in Tonnen pro Fuß um und vergleichen Sie es mit zwei Zahlen: den vom Hersteller angegebenen Tonnen pro Fuß der Maschine bei dieser Biegelänge und den Tonnen pro Fuß des Stempels. Sie sind nicht austauschbar.
Hier verletzen sich Auszubildende durch Mathematik, von der sie glauben, sie zu verstehen. Die Dicke wird quadriert. Verdoppeln Sie T, und die Last steigt um das Vierfache. Der Prototyp in 3 mm Baustahl lief problemlos mit 8 Tonnen pro Fuß. Die Produktion wechselt auf 6 mm. Sie haben die Last nicht verdoppelt. Sie haben sie vervierfacht. Die Presse könnte immer noch innerhalb ihrer Gesamtbewertung liegen – besonders bei einem kurzen Teil – aber die Stempelspitze möglicherweise nicht.
Ich habe gesehen, wie ein spitzer Stempel auf Edelstahl aufpilzte, weil der Bediener dem 220-Tonnen-Schild der Maschine mehr vertraute als der 18-Tonnen-pro-Fuß-Grenze des Stempels. Der erste Schlag sah gut aus. Der zweite Schlag: Der Flansch kam 2° offen heraus. Beim fünften hatte sich die Spitze gerade genug verbreitert, um den effektiven Nasenradius zu verändern, und der Winkel driftete über die gesamte Charge. Die Maschine beschwerte sich nie. Das Werkzeug nahm die Lektion auf.
Nehmen Sie niemals an, dass die Maschinentonnage der Stempelkapazität entspricht – berechnen Sie Tonnen pro Fuß mit der Formel, fügen Sie 20 Prozent hinzu und überprüfen Sie dies vor dem ersten Zyklus anhand der veröffentlichten Bewertung des Stempels.
Belastung ist eine Ausfallart. Verschleiß ist die andere.
Ungehärtete Werkzeuge liegen möglicherweise bei etwa 28–32 HRC. Gehärtete Werkzeuge erreichen hohe 40er oder niedrige 50er Werte. Dieser Unterschied entscheidet darüber, ob abrasiver Zunder, Laseroxid oder Edelstahlchrom Ihre Präzisionskante in eine Feile verwandelt.
Luftbiegen von Baustahl auf sauberem Material? Ungehärtet kann ein langes, ehrliches Leben führen. Beginnen Sie mit gebeiztem und geöltem Material mit eingebettetem Korn oder Edelstahl mit höherer Zugfestigkeit und Verfestigungsverhalten, und der Kontaktdruck an der Stempelspitze wird zu einem Schleifvorgang unter Last.
Es passiert langsam. Dann auf einmal.
Ich habe einen Satz ungehärteter Stempel gesehen, die auf abrasivem 304 mit starkem Walzhaut verwendet wurden. Nach einigen tausend Schlägen hatte sich der Nasenradius ungleichmäßig über die Länge abgenutzt. Der Bediener verfolgte den Winkel mit Tiefeneinstellungen. Die Teile zeigten schwache Nachlaufspuren und inkonsistentes Rückfedern. Als schließlich jemand den Nasenradius maß, war er um Zehntelmillimeter außerhalb der Spezifikation — genug, um die Spannungsverteilung und die effektive Tonnage zu verschieben. Das Metall war nicht falsch. Die Oberflächenhärte war es.
Was es tatsächlich bedeutet, ist “Standard innerhalb einer Montageserie” — nicht “unzerstörbar über verschiedene Materialien hinweg”.”
Führen Sie niemals abrasive oder hochfeste Materialien auf ungehärtetem Werkzeug, ohne die Kontaktlast zu berechnen und zu bestätigen, dass die Härte für die Materialklasse geeignet ist.
Sie denken, Sie wechseln das Material. In Wirklichkeit ändern Sie die Kraftkurve.
Nehmen Sie die gleiche Dicke und Öffnung des V. Baustahl mit 450 MPa Zugfestigkeit gegenüber Edelstahl mit 650 MPa ist keine subtile Veränderung. Setzen Sie das in die gleiche Luftbiege-Gleichung, und die Last skaliert direkt mit der Zugfestigkeit. Aus 8 Tonnen pro Fuß werden 11 oder 12, bevor Sie Ihre 20 Prozent Reserve hinzufügen.
Und Edelstahl federt stärker zurück. Also schließen Sie den Winkel mit zusätzlicher Durchdringung. Mehr Durchdringung erhöht den Kontaktdruck an der Nase und den Matrizen-Schultern. Das erhöht die lokale Belastung an der Stempelspitze. Was Ihre Sicherheitsreserve aufzehrt.
Die Maschine könnte noch innerhalb der Bewertung liegen. Der Stempel möglicherweise nicht.
Bei einem langen Biegevorgang verstärkt sich das Problem. Selbst wenn die Gesamttonnage akzeptabel ist, verändert jede leichte Abweichung in der Klemmsteifigkeit, wie sich diese höhere Last entlang der Länge verteilt. Wenn irgendeine Schnittstelle in dieser Kette die Mittellinie nicht genau dort fixiert, wo der Konstrukteur es vorgesehen hat, verschiebt sich der Kraftvektor — und Edelstahl wird diese Verschiebung verstärken, weil er sich länger gegen plastische Verformung wehrt, bevor er nachgibt.
Baustahl verzeiht. Edelstahl meldet Sie.
Wechseln Sie niemals von Baustahl zu Edelstahl, ohne die Tonnen pro Fuß mit den tatsächlichen Zugfestigkeitswerten neu zu berechnen, 20 Prozent Kapazität hinzuzufügen und zu bestätigen, dass sowohl die Stempelbewertung als auch die Klemmsteifigkeit die neue Last tragen können.
Sie haben nun das Muster gesehen: Geometrie definiert die Kraft, Kraft testet die Kapazität, Material verstärkt alles. Der nächste Schritt ist keine weitere Warnung — es geht darum, eine wiederholbare Entscheidungssequenz zu erstellen, die Klemmung, Geometrie, Tonnage und Härte miteinander verbindet, bevor Sie jemals das Pedal berühren.
Sie wollen eine Sequenz, die Klemmung, Geometrie, Tonnage und Härte zwingt, sich zu einigen, bevor der erste Schlag erfolgt.
Gut. Denn die einzige Möglichkeit, wie das aufhört, ein Ratespiel zu sein, ist, wenn Sie Werkzeuge genauso spezifizieren, wie ein Maschinenbauer eine Welle spezifiziert: eine Schnittstelle nach der anderen, in der Reihenfolge, in der die Kraft tatsächlich fließt.
Kraft beginnt nicht am Winkel. Sie beginnt am Stößel, geht durch die Klemmung, in den Stempel, über das Blech, in die Matrize und zurück ins Bett. Wenn irgendeine Schnittstelle in dieser Kette die Mittellinie nicht genau dort fixiert, wo der Konstrukteur es vorgesehen hat, verschiebt sich der Kraftvektor. Und sobald er sich verschiebt, werden Ihre Berechnungen zur Fiktion.
Also werden wir in der Reihenfolge spezifizieren, in der die Last fließt.
Getriebespline zuerst. Zahnräder zweitens. Pferdestärken zuletzt.
Alles andere ist, wie gutes Stahl zu Schrott wird.
Ich habe einmal gesehen, wie ein Laden auf einer anderen Abkantpresse zu einem “universellen” Stempel wechselte, weil der Winkel passte. Er saß. Er bog. Er saß jedoch auch 0,4 mm außerhalb der Mittellinie, weil die Zapfengeometrie nicht zur Klemmfamilie passte. Nach einer Woche des Verfolgens von Verjüngungen fanden sie Reibspuren auf der Schiene und eine leichte Politur auf einer Schulter jedes Matrizenstücks.
Das Werkzeug war nicht falsch. Die Schnittstelle war es.
Schnellwechsel, europäischer Stil, amerikanischer Stil, proprietäre Frontladung – das sind keine kosmetischen Unterschiede. Sie definieren:
Was es tatsächlich bedeutet, ist “Standard innerhalb einer Montagefamilie”. Nicht zwischen Familien.
Man wählt keine Stempel, bevor man drei Maschinenfragen beantwortet:
Wenn die Klemme für 20 Tonnen/Fuß ausgelegt ist und Ihre Berechnung (mit der 20‑Prozent‑Reserve) 24 ergibt, spielt es keine Rolle, wie schön der Stempel ist.
Zuerst die Montagefamilie festlegen. Alles andere muss zu dieser Verzahnung passen.
Bewerten Sie niemals Stempelprofile oder Matrizenoptionen, bevor Sie die Klemmkompatibilität, die Zentrierungsmethode und die Tonnen‑pro‑Fuß‑Bewertung der Schnittstelle bestätigt haben.
Der Winkel bestimmt beim Luftbiegen nicht den Stempelwinkel. Die Eindringtiefe tut es. Der Stempel ist ein Kraftapplikator; die Matrizenöffnung steuert die Last.
Beginnen Sie mit der Zeichnung des Teils:
Dann berechnen Sie Ihre V-Öffnung. Für Luftbiegen von Baustahl können Sie bei etwa 6–8 × T beginnen. Aber das ist ein Ausgangsbereich, keine endgültige Entscheidung.
Verwenden Sie die Formel:
kN/m ≈ (1,42 × Rm × T²) / V
Lösen Sie V basierend auf den zulässigen Tonnen pro Fuß aus Schritt 1.
Wenn das erforderliche V, um unter der Klemmen- und Stempelkapazität zu bleiben, einen Innenradius erzeugt, der größer ist als im Plan erlaubt, “passen Sie nicht die Tiefe an”. Sie ändern entweder den Werkzeugstil oder hinterfragen den Plan.
Nun der Sonderfall, den Auszubildende übersehen: Wenn der mittlere Steg eines Profils schmaler ist als etwa die Hälfte der Breiten des Matrizenblocks, kann das Teil die Matrize beim Standard-Luftbiegen nicht richtig überbrücken. Sie benötigen Formwerkzeuge oder Spezialmatrizen, oft mit einem Vielfachen der ursprünglichen Kraft. Das ist kein Winkelproblem. Das ist Geometrie, die Ihren Arbeitsablauf bestimmt.
Ich sah einen schmalen Rückflansch, der über eine Standardmatrize gezwungen wurde, weil “das V zur Dicke passte”. Der Steg stieß auf die Schultern der Matrize, bevor die Biegung abgeschlossen war. Der Bediener erhöhte die Tiefe. Die Stempelnase wurde eingedrückt, und das Teil wölbte sich über seine Länge.
Die Geometrie sprach zuerst. Der Bediener hörte nicht zu.
Wählen Sie niemals einen Stempel nur nach dem eingeschlossenen Winkel — berechnen Sie die V-Öffnung aus Zugfestigkeit und Dicke, bestätigen Sie, dass sie Radius- und Flanschvorgaben erfüllt, und vergewissern Sie sich, dass die Breite des Matrizenblocks tatsächlich die Geometrie des Teils unterstützt.
Jetzt prüfen wir, ob die Maschine physisch ausführen kann, was die Berechnung verlangt.
Die Schließhöhe ist der gesamte Stapel: Hub bis Bett am unteren Totpunkt minus Werkzeughöhe. Wenn Ihre Kombination aus Stempel und Matrize die Tageslichtöffnung oder den Hub der Maschine überschreitet, werden Sie es nicht in CAD entdecken. Sie werden es feststellen, wenn der Hub auf halbem Weg einen Alarm auslöst.
Dann Tonnage pro Fuß:
Vergleichen Sie diese Zahl mit:
Alle drei müssen Ihren erforderlichen Wert übertreffen.
Und Länge ist über die Kraft hinaus wichtig. Lange Biegungen verursachen eine Durchbiegung des Stößels. Wenn die Maschine keine ausreichende Bombierungseinstellung hat, konzentriert sich Ihre berechnete Last in der Mitte. Die Berechnung ging von einer gleichmäßigen Verteilung aus. Der Stahl nicht.
Ich habe ein 10-Fuß-Edelstahlpaneel auf einer Abkantpresse ohne aktive Bombierung gesehen. Die Enden waren perfekt. Die Mitte war um 1,5° offen. Der Bediener kompensierte mit Tiefe. Das nächste kurze Teil wurde in der Mitte übergebogen, weil die Kompensation blieb. Die Werkzeugspitzen zeigten innerhalb weniger Tage ungleichmäßigen Glanz.
Kapazität bedeutet nicht nur “kann sie drücken”. Es bedeutet “kann sie gleichmäßig drücken”.”
Genehmigen Sie niemals einen Werkzeugstapel, bevor die Schließhöhe innerhalb des Maschinenhubs liegt, die erforderlichen Tonnen pro Fuß (mit Sicherheitsmarge) unter den Bewertungen von Maschine, Stempel und Spannvorrichtung liegen und die Bombierungsfähigkeit zur geplanten Biegelänge passt.
Hier ist die Perspektive, die Sie zurück zur Maschine tragen sollen.
Hören Sie auf, in Winkeln zu denken. Beginnen Sie, in Kraftwegen zu denken.
Die Spannvorrichtung ist die Verzahnung. Der Stempel und die Matrize sind die Zahnräder. Das Material ist der Widerstand. Die Maschinenbewertung ist nur der Motorblock. Wenn die Verzahnung nicht passt, überträgt keine Menge an Pferdestärken oder Winkelkorrekturen die Kraft sauber.
Also ist die Reihenfolge festgelegt:
Diese Reihenfolge wirkt nicht offensichtlich, weil die meisten Bediener mit dem Sichtbaren beginnen — dem Biegewinkel. Aber der Winkel ist der finale Ausdruck einer Kraftkette, die bei der Spannvorrichtung begann.
Wenn Sie Werkzeuge als ein Teil behandeln, jagen Sie Fehler.
Wenn du es als System betrachtest, kannst du sie vorhersagen, bevor sie eintreten.
Bestelle niemals Abkantwerkzeug, bevor du den gesamten Kraftverlauf – von der Klemmung über den Stempel, das Material und die Matrize bis hin zum Maschinentisch – nachvollziehen und mit Zahlen nachweisen kannst, dass jede Schnittstelle in dieser Kette kompatibel ist.


















