

Geçen kış, bir çocuğun Avrupa tarzı hidrolik kelepçeye 88° bir zımba astığını, iyice sıkıştırdığını, altına 88° V kalıp yerleştirdiğini ve açının zaten garanti olduğunu düşünerek gülümsediğini izledim. İlk vuruş: zımba yana yarım milimetre kaydı ve kalıp omzunda parlak bir iz bıraktı. İkinci vuruş: flanş 2° açık çıktı.
Suçu geri yaylanmaya attı.
Tanga hiç bakmadı.
Çoğu operatör takımı, az önce kafanızda yaptığınız gibi seçer: bükme açısıyla başla, zımba ucunu eşleştir, bir kalıp açıklığı seç ve gerisinin “standart” olduğunu varsay. Bu varsayım işe yarar—ta ki makinenin sıkıştırma sistemi ile takımın oturma geometrisi, kuvvetin nasıl iletileceği konusunda anlaşmazlık yaşayana kadar.
Bir pres brake sadece metali itmez. Yükü koçtan, kelepçeden, zımbaya, iş parçası üzerinden, kalıba ve tekrar yatağa aktarır. Bu zincirdeki herhangi bir ara yüz, tasarımcının öngördüğü şekilde merkez hattı kilitlemezse, kuvvet vektörü kayar. Kuvveti kaydırırsanız, bükmeyi kaydırırsınız.
Üst tang farklı bir kelepçe stiline göre tasarlandığı için 3/16″ A36 bir braketi hurdaya çıktığını gördüm; 60 ton altında zımba öne doğru yeterince sallandı ve kalıp yarıçapına hafifçe değip onu çentti. Çentilmiş bir kalıp omzu, $900 takımını kâğıt ağırlığına çevirdi. Açının eşleşmesi sistem uyumluluğu anlamına gelmez.

“Standart” kelimesini duyarsınız ve evrensel olduğunu düşünürsünüz. Aslında anlamı “bir montaj ailesi içinde standart”tır.”
Tipik bir 60 tonluk hafif çelik hava bükmesini ele alalım. Hava bükme için tonaj formülü şöyledir:
Ton/ft = (Malzeme Çekme Dayanımı × Kalınlık²) ÷ (8 × V-açıklığı)
60.000 psi çekme dayanımı, 0.125″ kalınlık, 1″ V üzerinde çalıştırın:
(60.000 × 0.125²) ÷ (8 × 1) = (60.000 × 0.015625) ÷ 8 = 937,5 ÷ 8 = ayak başına 117 ton.
Bu yük, zımbanızın hangi katalog sayfasından geldiğini umursamaz. Tangın kelepçeye nasıl oturduğunu ve ağırlık merkezinin koçun hareket hattına göre nerede olduğunu önemser.
“Standart Avrupa,” “Amerikan tarzı tang,” “kendinden oturan hidrolik”—her biri aktarma organında kendi diş yapısına sahiptir. Zımba bir dişlidir. Kelepçe, şanzıman girişidir. Dişler eşleşmezse, tork temiz şekilde aktarılmaz; titreşir, kayar veya yürür.
Çoklu V kalıp, farklı V açıklıklarına döndürülebileceğiniz için çok yönlü görünür. Doğru. Ancak döndürdüğünüzde kalıbın kütle dağılımını ve yük altındaki temas noktasını değiştirirsiniz. Sıkıştırma sisteminiz zımbayı bu dönüş boyunca tekrarlanabilir şekilde oturtmazsa, “standart” kurulumunuz yeni bir değişken eklemiş olur.
Standart, bir sistem içinde ortak geometridir. Sistemler arasında değiştirilebilir anlamına gelmez. Makinenizdeki tam sıkıştırma profili ve oturma yöntemini doğrulamadan yalnızca uç açısına göre takım sipariş etmeyin.

Bir kutu parçayı kapattınız ve zımba ucu değil, zımba gövdesi yan duvara çarptığında çıkan o rahatsız edici metalik tıkırtıyı duydunuz. Uç açısı doğruydu. Gövde değildi.
Dar bir kılıç zımbası ve hacimli bir keskin zımba ikisinin de 88° uçları olabilir. Ancak kılıç zımbası kütleyi merkez hattına sıkı tutar. Hacimli olan ağırlığı ileriye ve dışa taşır. Yük altında, bu ekstra kütle bir moment kolu oluşturur. Mengene bu dönme kuvvetine karşı koymak zorundadır.
Mengene arayüzü mikroskobik hareketlere bile izin verirse, zımba döner. Bu dönüş, uçtaki delme derinliğini değiştirir ve sizin “yaylanma” dediğiniz açı değişimi olarak ortaya çıkar. Bu yüzden derinlik eklersiniz. Artık malzeme davranışını değil, hareketi telafi ediyorsunuz.
Bir keresinde 10 metrelik paslanmaz panelin tolerans dışına çıktığını gördüm çünkü operatör, aslında aşınmış mekanik mengenede zımba yuvarlanması olan 1,5° “yaylanma”yı kovalıyordu. Teşhis koyduğumuzda, kalıp omuzları ezilmiş ve parça kenarları sürtünmeden zarar görmüştü. Metal mahvoldu. Sırf kimse aletin yük altında nasıl oturduğunu kontrol etmediği için.
Modern açı sensörleri döngü ortasında otomatik düzeltme yapabilir. Bükümü okur ve gerekirse daha derine iter. Ancak bir zımbanın yana kaymasını veya kalıbın eşit olmayan yük altında yer değiştirmesini durduramazlar. Sensörler açıyı düzeltir. Mekanik kararsızlığı düzeltmezler.
Çatışma veya öngörülemeyen yaylanma ortaya çıktığında, önce daha derine nüfuz etmeye yönelmeyin. Hesaplanan tonaj altında zımba, kalıp ve mengenelerin ortak bir ağırlık merkezine sahip olduğunu doğrulamadan asla malzeme davranışını suçlamayın.
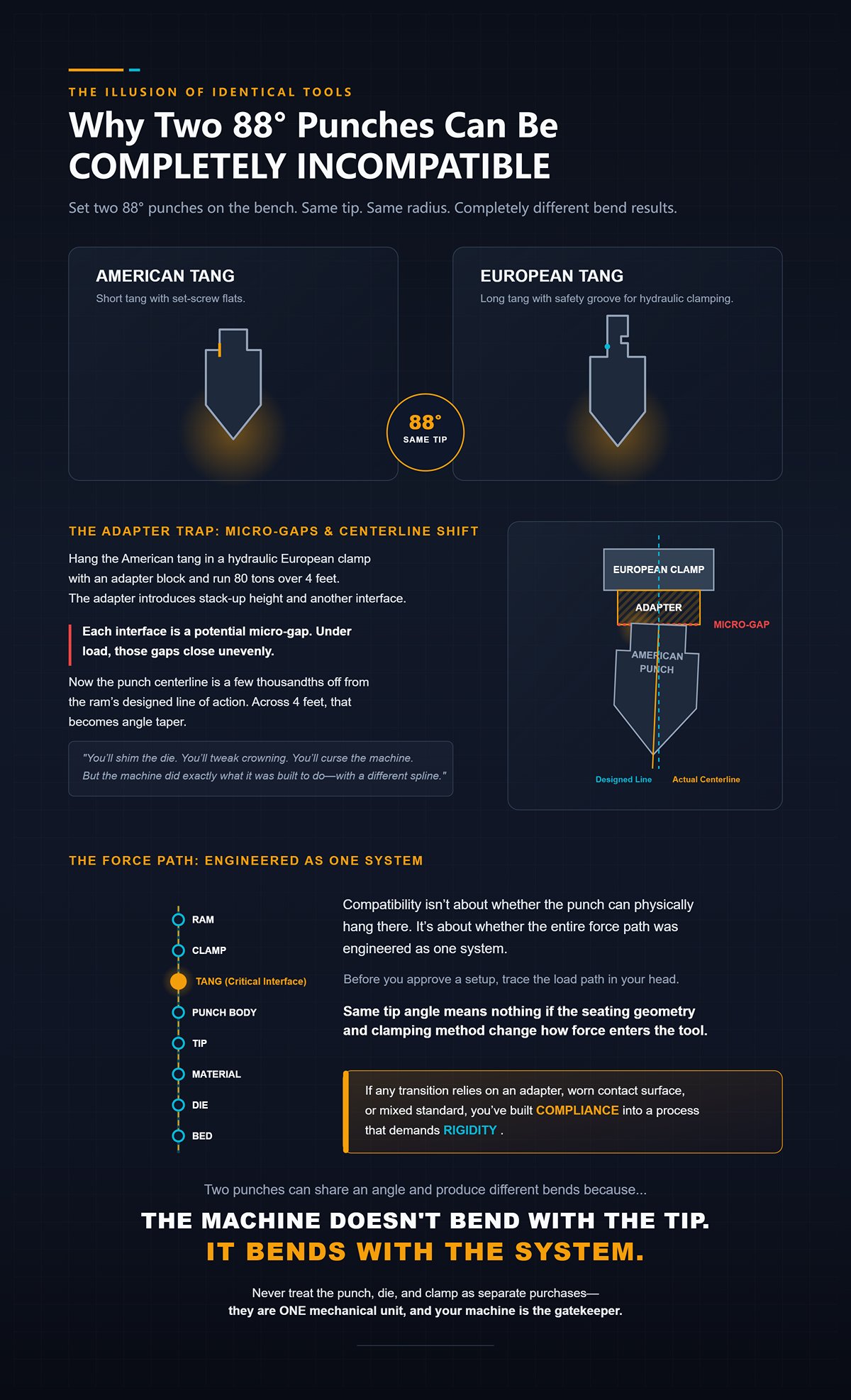
Tezgâha iki 88° zımbayı koyun. Biri set vidalı düz yüzeylere sahip kısa Amerikan saplı. Diğeri hidrolik mengene için güvenlik oluğu olan uzun Avrupa saplı. Aynı uç. Aynı yarıçap.
Amerikan sapı hidrolik Avrupa mengeneye bir adaptör blok ile asın ve 4 feet boyunca 80 ton çalıştırın. Adaptör, yığılma yüksekliği ve başka bir arayüz ekler. Her arayüz potansiyel bir mikro boşluktur. Yük altında bu boşluklar eşit olmayan şekilde kapanır.
Artık zımba merkez hattı, ram’ın tasarlanmış hareket hattından birkaç binde sapmıştır. 4 feet boyunca bu açı daralmasına dönüşür. Kalıbı takozlarsınız. Taçlamayı ayarlarsınız. Makineye küfredersiniz.
Ama makine farklı bir dişli ile tasarlandığı şekilde tam olarak çalıştı.
Uyumluluk, zımbanın fiziksel olarak orada durup duramayacağıyla ilgili değildir. Tüm kuvvet yolunun tek bir sistem olarak tasarlanıp tasarlanmadığıyla ilgilidir. Aynı uç açısı, oturma geometrisi ve mengene yöntemi kuvvetin alete giriş şeklini değiştiriyorsa hiçbir şey ifade etmez.
Bir kurulumu onaylamadan önce, yük yolunu kafanızda izleyin: ram → mengene → sap → zımba gövdesi → uç → malzeme → kalıp → yatak. Herhangi bir geçiş adaptöre, aşınmış temas yüzeyine veya karışık standarda dayanıyorsa, sertlik gerektiren bir sürece uyum eklemişsiniz demektir.
İki zımba aynı açıyı paylaşabilir ve farklı bükümler üretebilir çünkü makine uca göre bükmez. Sisteme göre büker. Zımbayı, kalıbı ve mengene sistemini asla ayrı satın alımlar olarak görmeyin—bunlar tek bir mekanik ünitedir ve makineniz kapı bekçisidir.
Tonaj çalıştırmadan önce uyumluluğu nasıl doğrulayacağınızı mı bilmek istiyorsunuz?
Bir makineye yaklaştığımda yaptığım ilk şey şudur: Zımba ucuna bakmam. Ram yüzüne bakar ve mengene profilini ölçerim. Sap genişliği. Sap derinliği. Güvenlik oluğunun varlığı. Hassas sistemse pim çapı. Sonra o arayüz için üreticinin oturma spesifikasyonunu kontrol eder ve zımba çizimiyle karşılaştırırım. Bu rakamlar amaçlanan montaj ailesi içinde eşleşmiyorsa, hemen orada dururum.
Çünkü abkant pres “zımbaları” kabul etmez. Tek bir kesin montaj geometrisini kabul eder. Diğer her şey bir taviz, bir adaptör veya bir tahmindir.
Ve tahmin, metalin nasıl mahvolduğunun yoludur.
O halde onları katalogların tarif ettiği şekilde değil, yük altında gerçekte nasıl davrandıklarına göre sıralayalım.
Klasik bir Amerikan tangını gözünüzde canlandırın: kısa dikdörtgen boyun, rayı iten iki ayar vidası. İçeri kaydırırsınız, vidaları sıkarsınız ve “sıkı” hissi verir. Hızlı. Basit. Ucuz.
Şimdi işin içine rakamları katın.
Daha önceki 117 ton/fit örneğini ele alın. Bu bükmeden sadece 3 fit çalıştırırsanız, yaklaşık 350 tonluk toplam yükü koç boyunca dağıtmış olursunuz. Ayar vidaları dikey olarak sıkmaz; yatay olarak iter, tangı ray yüzüne zorlar. Dikey desteğiniz tangın altındaki dar bir çıkıntıdan gelir.
Yani kuvvet yolu: koç → ray → tang kenarı → punch.
Bu kenar teması küçüktür. Küçük temas alanı daha yüksek temas gerilmesi demektir. Zamanla, ray yüzü aşınır. Felaket gibi değil. Sadece birkaç binde bir.
Raydaki birkaç binde bir, tang yük altında mikroskobik olarak sallanabildiği için uçta açısal sapmaya dönüşür. Bu sizin gizli tolerans birikiminizdir. Derinlik ayarlarını kovalamaya başlayana kadar fark etmezsiniz.
Bir atölyede eski Amerikan tarzı bir kelepçeyle yüksek çeşitlilikte braketler çalışıldığını gördüm. İkinci vuruşta: flanş 2° açık çıktı. Yaylanma dediler. Derinlik eklediler. Üçüncü parça fazla büküldü. Asıl sorun? Üst ray, en ağır punchların hep oturduğu yerde eşit olmayan şekilde aşınmıştı. Tang artık düz oturmuyordu.
Bir kalıp omzu çatladıktan sonra, sonunda tangı mavi boya ile işaretleyip eşit olmayan teması gördüler.
Amerikan sistemi “kötü” değil. Basit. Ama doğruluğu rayın durumuna ve ayar vidası disiplinine bağlıdır. Operatörden hizalama sisteminin bir parçası olmasını ister.
Düşük tonaj ve seyrek değişim yapıyorsanız, bu gayet yeterli olabilir. Gün boyu ağır takımları döndürüyorsanız, ray bütçenize dahil etseniz de etmeseniz de sarf malzemesi haline gelir.
Amerikan tarzı bir makinede yük çalıştırmadan önce, punchı çıkarın ve ray yüzünü sürtünme veya basamak aşınması açısından inceleyin, ardından tangı mavi boya ile işaretleyin ve hafif kelepçe basıncı altında tam uzunluk temasını doğrulayın. Sıkı bir ayar vidasının tam yüzey oturması anlamına geldiğini asla varsaymayın.
Şimdi çift yivli ve pim kilitli hidrolik kelepçeye sahip 20 mm hassas tangı inceleyin. Punchı yerleştirirsiniz, hidrolik sistemi devreye alırsınız ve kelepçe tangı yukarı doğru işlenmiş referans yüzeye çeker. Dikey oturma. Tam uzunluk desteği.
Bu sistem istasyon başına yaklaşık 45 kN kelepçeleme kuvvetini tutabilir ve yaklaşık 110 pounda kadar punchlarla üretim strok hızlarında stabil kalabilir. Bu pazarlama abartısı değil. Bu mühendislik ön yüklemesidir.
Fark, hizalama sorumluluğunun nerede olduğudur.
Bu sistemde merkez hattını kelepçe tanımlar. Tang geometrisi ve kelepçenin sertleştirilmiş oturma yüzeyleri mikronlarla ölçülen tekrarlanabilirliği sağlar. Operatörün işi sadece yerleştirme ve doğrulamadır.
Ama çoğu kişinin atladığı kısım şu: artık kelepçenin kendisi bir hassas bileşendir. Hidrolik basınç düşerse, pimler aşınırsa, yivde kir birikirse, “hassas” sisteminiz artık hassas değildir.
Bir atölyenin hidrolik kelepçeleri, doğruluğu kontrol etmeden aşınmış bir koça takmasını izledim. Harika takımlar. Eğri montaj yüzeyi. Kelepçenin makine geometrisini düzelteceğini umdular.
Düzeltmez.
Bu sistemler, takım değişimlerinin sık olduğu ve hizalamanın otomatik olması gereken yüksek çeşitlilik ve yüksek tekrarlanabilirlik ortamlarında parıldar. Ancak haftada bir hafif sac yumuşak çelik büküyorsanız, karmaşıklık kendini haklı çıkarmayabilir.
Peki burada uyumluluğu nasıl doğruluyorsunuz?
Tırnak ölçüsünü kontrol edin (20 mm, 20 mm demektir; sahte bir tedarikçiden gelen 19,85 mm değil), kanal konumunun kelepçe spesifikasyonuna uyduğunu doğrulayın, hidrolik basıncın üretici gereksinimini karşıladığını teyit edin ve tonaj yüklemeden önce tırnak uzunluğu boyunca yaprak mastar ile oturma testi yapın.
Asla “hassas sistem” ifadesinin kendi kendini düzelten anlamına geldiğini varsaymayın.
Şimdi 13 mm güvenlik kanallı Avrupa tarzı bir tırnak alın. Kanal dekoratif değildir. Kelepçe dudağının, tam sıkma yapılmadan bile punch’ı yakalayabilmesi ve düşmesini önlemesi için vardır.
Aslında bu, “montaj ailesi içinde standart” anlamına gelir.”
Oturma mantığı burada değişir. Kelepçe genellikle tırnağı bir referans yüzeye doğru yukarı iter; bu, hassas sistemlere benzer bir konsepttir, ancak genellikle hidrolik ön yük yerine manuel sıkma ile yapılır.
Temas yüzeyleriniz klasik Amerikan raylarından daha geniştir, ancak sıkma kuvveti ve tekrarlanabilirlik mekanik vida basıncına ve temiz kanal kavramasına bağlıdır.
O güvenlik kanalına dolmuş bir pislik hayal edin. Kelepçe dudağı, tırnak tam oturmadan önce kirin üzerine oturur. 80 ton altında, tırnak son birkaç binde yukarı kayar.
Bunu, parça uzunluğu boyunca konikliği ölçene kadar fark etmezsiniz.
Bir keresinde uzun bir keskin punch’ın, ağır paslanmaz çelik çalışması sırasında hafifçe fırladığını gördüm; çünkü kanal dudağı yıllar içinde yuvarlanmıştı. Punch düşmedi, sadece yavaşça ilerledi. Ortaya çıkan açı değişimi, bir parti dolap panelini hurdaya çıkardı.
Güvenlik kanalı, basit bir tırnağa kıyasla tutma ve hizalamayı iyileştirir, ancak yeni bir denetim noktası getirir: kanal bütünlüğü ve kelepçe dudağının durumu.
Üretim tonajını yüklemeden önce, güvenlik kanalını deformasyon açısından inceleyin, kelepçe dudağı kavrama derinliğini görsel olarak doğrulayın ve kelepçe vidalarını “elle sıkma” yerine spesifikasyona göre torklayın. Kanalı sadece bir güvenlik özelliğiymiş gibi görmezden gelmeyin.
| Sistem | Tasarım Özellikleri | Kuvvet Yolu / Sıkma Mantığı | Avantajlar | Gizli Riskler / Tolerans Sorunları | En İyi Kullanım Senaryoları | Ön Yükleme Denetim Kontrol Listesi |
|---|---|---|---|---|---|---|
| Amerikan Tarzı Takım | Kısa dikdörtgen tırnak; iki yanal ayar vidası; ray tabanlı destek | Koç → ray → tırnak kenarı → zımba; yanal vida basıncı tırnağı raya bastırır; dar çıkıntıdan dikey destek | Basit, hızlı, düşük maliyet; düşük tonaj için yeterli | Küçük kenar temas alanı stresi artırır; ray yüzey aşınması açısal sapmaya neden olur; tırnak yük altında sallanabilir; hizalama operatöre bağlı | Düşük tonajlı işler; seyrek takım değişimleri | Ray yüzeyini çizilme/adım aşınması açısından kontrol edin; tırnağı tam uzunluk temasını doğrulamak için boyayın; hafif sıkma basıncı altında oturduğunu teyit edin; yalnızca sıkı ayar vidalarına güvenmeyin |
| Wila / Trumpf Hassas Sistemler | 20 mm hassas tırnak; çift kanal; hidrolik pim kilitli kelepçe; sertleştirilmiş referans yüzeyler | Hidrolik sistem tırnağı işlenmiş referans yüzeyine doğru yukarı çeker; tam uzunlukta dikey oturma; mühendislik ön yükü (~istasyon başına 45 kN) | Yüksek tekrarlanabilirlik (mikron seviyesinde); otomatik hizalama; üretim strok hızlarında stabil; sık değişim için ideal | Kelepçe hassas değişken haline gelir; hidrolik basınç kaybı, pim aşınması veya kir doğruluğu etkiler; aşınmış veya hizasız koçu telafi edemez | Yüksek çeşitlilik, yüksek tekrarlanabilirlik üretimi; sık takım değişimleri | Tam tırnak ölçülerini (gerçek 20 mm) doğrulayın; kanal konumunu spesifikasyona göre teyit edin; hidrolik basıncı kontrol edin; yaprak mastar oturma testi yapın; koç doğruluğunu inceleyin |
| Promecam / Avrupa Tarzı | 13 mm tırnak, güvenlik kanalı ile; kelepçe dudağı kanalı kavrar; genellikle manuel vida sıkma | Kelepçe tırnağı referans yüzeyine doğru yukarı iter; kanal kavrama ile tutma; Amerikan rayına göre daha geniş temas | Geliştirilmiş tutma; daha güvenli yerleştirme; temel tırnak sistemlerinden daha iyi hizalama | Kanaldaki kir tam oturmayı engeller; kelepçe dudağı aşınması zımba kaymasına izin verir; vida torku tekrarlanabilirliği etkiler; ağır yük altında yukarı kayma | Orta ila ağır üretim, standart montaj aileleri ile | Güvenlik kanalını deformasyon/kir açısından kontrol edin; kelepçe dudağı durumunu ve kavrama derinliğini kontrol edin; vidaları spesifikasyona göre sıkın; tonajdan önce tam oturmayı teyit edin |
Şimdi sessiz katile geldik.
Elinizde bir Avrupa kelepçe makinesi var. Bir yığın Amerikan zımbanız var. Bu yüzden adaptör blokları satın alıyorsunuz. Sorun çözüldü, değil mi?
Gelin kuvvet yolunu izleyelim.
Koç → hidrolik kelepçe → adaptör → Amerikan tırnak → zımba gövdesi → uç.
Eklenen her arayüz, başka bir potansiyel esneklik katmanıdır. Zincirdeki herhangi bir arayüz, tasarımcının öngördüğü şekilde merkez hattını kilitlemezse, kuvvet vektörü kayar.
CNC taçlama bilinen bir takım yüksekliği ve rijitlik varsayar. Yığma yüksekliğini sadece 0,500″ değiştiren bir adaptör ekleyin. Sapma modeliniz bozulur. Tırnak ile adaptör arasında hafif yanal boşluk ekleyin. Artık yük altında dönme serbestliğiniz var.
Makine hâlâ mükemmel şekilde çevrim yapar. Açı sensörü hâlâ doğru okur. Ancak sensör tepki vermeden önce zımba mikroskobik olarak hareket edebilir.
10 metrelik bir panelin, adaptörlerin koç boyunca farklı şekilde oturması nedeniyle istasyonlar arasında tutarsız açılar gösterdiğini gördüm. Operatör saatlerce taçlama ayarlarıyla sorunu kovalamıştı. Gerçek çözüm adaptörleri çıkarıp montaj ailesini standartlaştırmaktı.
Adaptörler bazen geçiş dönemlerinde kaçınılmazdır. Tamam. Ama onları kolaylık blokları değil, mühendislik bileşenleri olarak görün.
Adaptör kalınlığını birden fazla noktadan ölçün. Paralelliği doğrulayın. Kelepçelemeden önce tırnak uyumunu yanal boşluk olmadan doğrulayın. Eşdeğer olduğunu varsaymak yerine CNC kontrolünde takım yığma yüksekliğini yeniden hesaplayın.
Ramdan yatağa kadar tüm kuvvet yolunu yeniden doğrulamadan hassas bir işte montaj sistemlerini asla karıştırmayın.
Uyumluluğu, geometriyi ölçerek, oturma mekaniklerini doğrulayarak, aşınma yüzeylerini inceleyerek ve ilk darbeden önce yük yolunu izleyerek doğrularsınız. Montaj ailesi kilitlenip mekanik olarak sağlam olduğunda, ancak o zaman zımba geometrisi ve malzeme davranışını konuşmak mantıklı olur.
Çünkü bir kez dişli spline şanzımana uyduğunda, doğru vitesi seçebilirsiniz.
Ve işte gerçek bükme kararlarının başladığı yer burasıdır.
Tırnağı, kelepçeyi, oturma yüzeylerini doğruladınız. Aktarma organı spline uyuyor. Güzel.
Şimdi rafta bakıyorsunuz ve düşünüyorsunuz, 90° bükme… o zaman 90° zımba alacağım.
Bu ters mantık.
Gerçek bir iş ile başlayalım. Diyelim ki 3 mm 304 paslanmaz, hava bükme, hedef iç yarıçap yaklaşık 3 mm, 40 mm flanş. Eğer tembel kuralı uygularsanız—V = 8T—24 mm’lik bir kalıp seçersiniz. Ama paslanmaz, yumuşak çelik değildir. Hızla iş sertleşir ve sıkarsanız çatlar. Pratikte bu kalıbı 10T hatta 12T’ye açarsınız. Yani 30–36 mm.
Ve işte çoğu kişinin kaçırdığı kısım: V-açıklığı değiştiğinde, hava bükmede iç yarıçap da onunla birlikte değişir. Zımba burnu yarıçapı belirlemedi. Malzeme dayanımı ve kalıp açıklığı belirledi.
Zımba geometrisi, kalınlık, alaşım, flanş uzunluğu ve yöntemden sonra gelir. Formül, rafınızda ne olduğuyla ilgilenmez.
Malzeme penceresini hesaplamadan önce asla açıya göre zımba seçmeyin.
Bir keresinde bir atölyenin 2 mm 5052“yi ”keskin köşeler yapıyor” diye 0,2 mm burun yarıçaplı bir zımba ile büktüğünü gördüm. İlk parti gayet iyi görünüyordu. İkinci parti? Toz boya sonrası büküm hattı boyunca kılcal çatlaklar. Parçalar görsel olarak geçti. Hizmette başarısız oldular.
Mekanizma şöyle.
Alt bükme veya baskı bükmede, zımba burnu yarıçapı olur iç büküm yarıçapı. Yani minimum zımba burnu yarıçapı, alaşım için minimum iç yarıçapı dikkate almalıdır. Birçok alüminyumda sıkı bükümler için bu yaklaşık 1T’dir; daha sert temperlerde daha fazlası gerekir. Eğer T = 2 mm ve siz 0,2 mm burun ile baskı yaparsanız, 2 mm isteyen bir malzemeye Ri = 0,2 mm zorlamış olursunuz. Gerilme uzama değerini aşar. Çatlar. Basit matematik.
Hava bükmede durum değişir. İç yarıçap, malzeme dayanımına bağlı olarak yaklaşık V/6 ile V/8 arasındadır. 2 mm yumuşak çelikte V = 8T seçerseniz bu 16 mm olur. Ri yaklaşık 2–2,7 mm’ye gelir. Malzemeyi paslanmaza değiştirip V = 12T (24 mm) açarsanız, Ri 3–4 mm’ye doğru büyür. Aynı zımba. Farklı yarıçap. Çünkü yöntem ve kalıp hakimdir.
Ve tonaj aynı mantığı izler. Hava bükmede ayak başına kuvvet yaklaşık:
Ton/ft = (575 × T²) / V (yumuşak çelik için)
3 mm (0,118 inç) ve V = 1 inç eşdeğerini yerine koyarsanız belirli bir yük elde edersiniz. V’yi genişletirseniz gerekli tonaj düşer. Alt bükme? Hava bükme tonajını 3 ila 5 ile çarpın. Baskı bükme? 8 ila 10 katına kadar. Zımbanız bunu kaldırabilmelidir. İnce, keskin zımbalar baskı bükme yüklerinde gazoz kutusu gibi katlanır.
Yani doğru burun yarıçapı tercih meselesi değildir. Şu sınırlar içinde olmalıdır:
Bu üç maddeyi yazmadıysanız tahmin yapıyorsunuz demektir.
Kullandığınız bükme yöntemine göre malzemenin izin verdiği iç yarıçaptan daha küçük bir zımba burnu yarıçapı asla seçmeyin.
Bir kanal hayal edin: 2,5 mm yumuşak çelik, 20 mm yan flanşlar, ardından 90° içe doğru 15 mm geri dönüş flanşı. V’yi gün boyu hesaplayabilirsiniz. Ucun derinliğe ulaşmadan önce zımba gövdesi dikey duvara çarpıyorsa bunun hiçbir önemi yok.
İşte “boşluk gerekli” ifadesinin katalog terimi olmaktan çıkıp geometriye dönüştüğü yer burası.
Düz bir zımbanın ucu üzerinde bir gövde genişliği vardır. İkinci vuruş sırasında bu gövde, önceden şekillendirilmiş flanşa doğru sallanır. Flanş yüksekliği zımbanın gün ışığı boşluğundan küçükse, fiziksel olarak bükmeyi tamamlayamazsınız. Artık flanş ölçüsü zımba stilini belirlemiştir.
Kaz boynu zımbalar, geri dönüş flanşları için boşluk yaratmak amacıyla ucun üzerinde içe doğru daralır. Ancak bu boyun, enine kesit sertliğini azaltır. Daha yüksek yüklerde—örneğin 6 mm plaka, bastırma—sapma artar. Uzun uzunluklarda açı değişimi kendini gösterir.
Şimdi bunu kuvvetle ilişkilendirin. 2,5 mm yumuşak çeliğiniz hava bükme ile V = 8T (20 mm) çalışıyorsa, ton/ft ≈ (575 × T²) / V. 2,5 mm’yi inç’e çevirin (0,098 inç). Karesini alın, çarpın, bölün—yönetilebilir bir aralıkta kalırsınız. Kaz boynu rahatça dayanır. Aynı geometriyi 6 mm paslanmazda deneyin, bastırma ile hava tonajının 4 katı. Aynı boyun bir mentele dönüşür.
Yani flanş uzunluğu ve geri dönüş geometrisi, açı konuşmaya başlamadan önce düz mü kaz boynu mu olacağını seçer. Ve malzeme kalınlığı, kaz boynunun yapısal olarak mantıklı olup olmadığını belirler.
Uzun geri dönüş flanşlı bir işi, “zaten ayarlıydı” diye düz zımbada çalıştırıldığını gördüm. İkinci vuruş: operatör çarpışmadan kaçınmak için derinliği hafifçe ayarladığından flanş ortada 2° açık çıktı. Geometriyi çözmediler. Sadece etrafında dolaştılar.
Zımba stilini seçerken flanş çakışmasını asla görmezden gelmeyin—bükme sırasını tam ölçekli çizin ve V’yi hesaplamadan önce fiziksel boşluğu kontrol edin.
3 mm’nin altındaki sacı ele alın. Keskin zımbalar—o sivri dahil açılar—hava bükmede gerekli penetrasyonu azaltır. Daha az penetrasyon, daha az temas alanı ve daha az gerekli kuvvet demektir. İnce malzeme için bu bir avantajdır. Daha düşük tonaj talebiyle daha temiz bükmeler elde edersiniz.
3 mm’nin üzerine çıkın. Artık rijitlik, uç keskinliğinden daha önemli hale gelir. Daha büyük dahil açılara ve kalın gövdelere sahip düz zımbalar sapmaya karşı direnç gösterir. Özellikle bastırma yapıyorsanız.
İşte çoğu atölyenin bulanıklaştırdığı sınır çizgisi:
2 mm yumuşak çeliği V = 16 mm ile hava bükerseniz, ton/ft ≈ (575 × T²) / V. V’yi 20 mm’ye açın, tonaj daha da düşer. Keskin zımba burada başarılıdır. Aynı düzenekte bastırma yapmayı deneyin ve kuvveti katlayın. Birden bire ince keskin zımbanız, tasarlanmadığı yükleri taşımaya başlar.
Bükme yöntemi bir sonradan düşünce değildir. Zımba geometrisinin yarıçapı şekillendirip şekillendirmediğini veya sadece zımba, kalıp ve malzeme arasındaki üçlü etkileşime katılıp katılmadığını belirler.
Yani hiyerarşi katıdır:
Makine arayüzü merkez hattı kilitler. Malzeme kalınlığı ve alaşım, izin verilen gerilmeyi ve kalıp penceresini tanımlar. Flanş geometrisi zımba stilini belirler. Bükme yöntemi, zımbanın yarıçapı ne kadar kontrol ettiğini ve ne kadar yük taşıması gerektiğini belirler.
Sadece bu dar pencere içinde “90° mi yoksa 88° zımba mı?” sorusu anlamlı hale gelir.
Panç geometrisini seçmeden önce — yüksek sesle — malzeme, kalınlık, flanş kısıtlamaları, kalıp açıklığı hesaplaması ve bükme yöntemini bir cümlede belirtmeden asla seçim yapmayın.
Doğru pançı seçmek için adım adım bir süreç istiyorsunuz.
Güzel. O zaman panç rafına bakmayı bırakın ve kalıba göz atın.
Gerçek bir işlemle başlayın: 3 mm yumuşak çelik, hava büküm, 90°, 1 metre uzunluğunda. Hava büküm formülünü zaten biliyorsunuz:
Ton/ft = (575 × T²) / V (yumuşak çelik)
3 mm’yi 0.118 in’e çevirin. Kare alın: 0.0139. 575 ile çarpın: yaklaşık 8.0. Şimdi V’ye bölün. 1.0 inçlik bir V-açıklığı (yaklaşık 8.5× kalınlık) seçerseniz, yaklaşık olarak 8 ton/ft elde edersiniz. V’yi 1.25 inç’e açarsanız, tonaj yaklaşık 6.4 ton/ft’ye düşer. Aynı malzeme. Aynı açı. Farklı kalıp.
Bu V aynı zamanda hava bükümdeki iç yarıçapınızı belirler — dayanımına bağlı olarak yaklaşık V/6 ila V/8 arasındadır. Yani 1.0 inç V size yaklaşık 0.125–0.167 inç yarıçap verir. V’yi 1.25 inç’e açarsanız, yarıçap da onunla birlikte artar.
Henüz pança dokunmadınız ama yarıçap ve yük zaten değişti.
İşte bu yüzden kalıp seçimi önce gelir. V-açıklığı bir tahmin değildir; hem gerilimi hem de kuvveti tanımlayan bir çarpandır. Bunu değiştirirseniz, geri esnemeyi, tonajı ve kağıt üzerinde beğendiğiniz pançın işleri çıkarıp çıkarmayacağını da değiştirirsiniz.
Gerçek malzemede V-açıklığını ve buna karşılık gelen ton/ft değerini hesaplamadan asla panç seçmeyin.
Bir atölyenin 2 mm paslanmaz çeliği “8× standarttır” diyerek 16 mm V ile büktüğünü gördüm. Parçalar 1.5° açık çıktı. Derinliği artırarak düzeltmeye çalıştılar. Aşırı büküldü. Boy boyunca tutarsız. Katalog mantığına göre kalıp yanlış değildi. Alaşım için yanlıştı.
“8× kuralı” bir ortalamadır, bir yasa değildir. 4 mm altındaki yumuşak çelik için 5–6× kalınlık genellikle daha kararlıdır. 4 mm üzerindeki paslanmaz çelik 6–8× isteyebilir. 4 mm ve üzeri alüminyum, çatlamayı önlemek için 8–10×’e kadar çıkabilir. Bu çarpanlar, akma dayanımı ve uzama değiştikçe kayar.
Mekanizma önemlidir. Daha dar bir V, belirli bir açı için nüfuzu artırır, kalınlık boyunca plastik şekil değiştirmeyi artırır. Daha fazla plastik şekil değiştirme, daha az elastik toparlanma — yani daha az geri esneme — demektir. V’yi fazla açarsanız, şekil değiştirme azalır; elastik toparlanma baskın olur; parça geri açılır. Bunu panç açısıyla “telafi edemezsiniz”, çünkü hava bükümünde büküm yayını kontrol eden kalıptır.
Ve tonaj ters yönde hareket eder. Aynı formülü kullanarak, V’yi yarıya indirirseniz, ton/ft iki katına çıkar. Bu ekstra yük, sıkma dişlisinden geçer, panç gövdesine ve kalıp omuzlarına iletilir. Zincirdeki herhangi bir arayüz tasarımcının öngördüğü ekseni tam olarak kilitlemezse, kuvvet vektörü kayar.
Bir keresinde 4 mm 304 çeliğin “tonajı azaltmak için” 12× V ile çalıştırıldığını gördüm. Geri esneme deliye döndü, operatörler derinliği artırdı ve kalıp omuzları her parçaya parlak bir temas izi kazıdı. Metal hatalı değildi. Çarpan hatalıydı.
Malzeme, kalınlık aralığı ve hesaplanan ton/ft değerini aynı anda belirtmeden “8× kalınlık” alıntısı yapmayın.
4 yönlü bir kalıp bloğunu gözünüzde canlandırın: 16 mm, 22 mm, 30 mm, 40 mm açıklıklar. Kullanışlı. Çevir ve devam et.
Şimdi rayın bir tarafında 0,05 mm aşınmış bir sistemde, bloğu merkezden biraz kayık şekilde sıkıştırın. Tek‑V kalıpta, merkez hattı hatası küçük ve öngörülebilirdir. Çok‑V kalıpta ise her kanal, sıkıştırma yüzlerine göre farklı yanal konumda bulunur. Bloğu çevirirseniz yalnızca V’yi değil, yatağın üzerindeki yük yolunu da değiştirmiş olursunuz.
Hesapları yapın. Diyelim ki 22 mm V’de (yaklaşık 7,3×) 3 mm yumuşak çelik. Metrik formda, hava bükme yükü yaklaşımı şöyledir:
kN/m ≈ (1,42 × Rm × T²) / V
Çekme dayanımını yaklaşık 450 MPa olarak varsayın. Bunu yerine koyduğunuzda yaklaşık 100 kN/m civarında olursunuz. Bu kuvvet, koç ve yatak üzerinde simetrik olarak oturmalıdır. Kalıp bloğunun geometrisi ve sıkıştırma yüzleri mükemmel eşleşmediği için gerçek merkezden bir milimetre kaydırırsanız, dengesiz omuz yüklemesi ortaya çıkar.
Parça bunu, yanlar arasında açı değişimi olarak gösterir. Operatör, sorunu bombe olarak suçlar. Asıl suçlu, “çok yönlü” kalıbın aktarma organı geometrisini değiştirmiş olmasıdır.
Bir uzun alüminyum panelin, bir takım değişiminden sonra çok‑V kalıbın ortasında ters çevrilmesi nedeniyle hurdaya çıktığını gördüm. Aynı nominal V. Farklı kanal konumu. Yük hattı kaydı. Panel kavis yaptı.
Çok yönlülük iş atölyeleri için iyidir. Hassas işler, kalıp kanalının merkez hattı ile sıkıştırma arayüzü arasında tekrarlanabilir geometriler gerektirir.
Kanal merkez hattını, makinenin datumu ile karşılaştırmadan çok‑V kalıpları tek‑V kalıplarla geometrik olarak aynı kabul etmeyin.
2 mm 5052 alüminyum alın, kozmetik yüz dışa dönük olsun. Küçük radyüslü keskin kenarlı bir kalıp omuzu üzerinden çalıştırın. Tam olarak sacın V’ye geçiş yaptığı teğet noktasında parlak bir basınç çizgisi elde edersiniz. Bu kozmetik şanssızlık değil. Bu temas mekaniğidir.
Panç malzemeyi kalıba doğru iterken, temas basıncı kalıp omuzları boyunca yoğunlaşır. Küçük omuz radyüsü temas gerilmesini artırır. Yüksek gerilim artı yumuşak alüminyum, yapışma ve görünür iz demektir. Omuz radyüsünü artırırsanız yükü daha geniş bir alana yayarsınız, tepe basıncı düşer. Yüzey bitirme de aynı şeyi yapar—parlatılmış omuzlar sürtünmeyi azaltır, kayma sırasında sürüklenme izlerini düşürür.
Ancak omuz radyüsünü değiştirirseniz, malzemenin V’ye akış şeklini de ince bir şekilde değiştirirsiniz. Çok dar V‑açılışlarında, büyük omuz radyüsü başlangıç temasında çalışma açıklığını fiilen daraltır, erken direnci artırır ve bükme ilerleyişini değiştirir. Bu, tonaj ve geri yaylanma davranışına geri beslenir.
Bu nedenle “iz oluşumu”nu kozmetik bir sorun olarak izole edemezsiniz. Kalıp omuz radyüsü ve bitirme, sürtünme katsayısını etkiler; bu da kuvvet dağılımını etkiler; bu da uzunluk boyunca açı tutarlılığını etkiler.
Bir keresinde dekoratif paslanmaz parçaların, “yeterince yakın” denilen aşınmış, pürüzlü omuzlara sahip bir kalıp yüzünden mahvolduğunu gördüm. Bitirme, her bükme hattı boyunca hafif bir tırtık olarak aktarıldı. Metal, o kalıptaki her çiziyi hatırladı.
Yüzey bitirme veya sıkı açı toleransı belirtilmişse, kalıp omuz radyüsünü ve yüzey durumunu asla görmezden gelmeyin—ilk vuruştan önce bunları inceleyin ve ölçün.
Adım adım bir süreç istediniz. İşte sırasıyla:
Bu, aktarma organlarının doğru şekilde devreye girdiği anlamına gelir. Bir sonraki soru, takımın kendisinin az önce hesapladığınız yükleri kaldıracak kadar güçlü olup olmadığıdır.
Formülü çalıştırdınız. V-açılışını seçtiniz. Hizalamayı doğruladınız.
Şimdi asıl soru: Zımba, ondan istediğiniz işi kaldırabilecek mi?
Bir abkant pres 300 ton, 600 ton, 1.000 ton olarak derecelendirilebilir. Bu sayı, gövdenin yatak boyunca bu kadar kuvvet uygulayabileceği anlamına gelir. Zımba ucundaki ince çelik hattın ayak başına yükü taşıyabileceği hakkında hiçbir şey söylemez. Makine motor bloğudur. Zımba ucu ise biyel koludur. İkisini karıştırırsanız, önce küçük olan parça arızalanır.
Güç, dişliler birbirine oturdu diye güvenli bir şekilde aktarılmaz.
Zaten kullandığınız hava bükme formülü ile başlayın:
kN/m ≈ (1,42 × Rm × T²) / V
Sonra yüzde 20 ekleyin. Tahmin olarak değil — sürtünme, gerçek çekme dayanımı değişimi ve sacınızın laboratuvar mükemmelliğinde olmaması için sigorta olarak.
Şimdi bunu ayak başına ton olarak dönüştürün ve iki sayı ile karşılaştırın: o bükme uzunluğunda makinenin derecelendirilmiş ayak başına ton değeri ve üreticinin belirttiği zımba ayak başına ton değeri. Bunlar birbirinin yerine geçmez.
İşte çırakların anladıklarını sandıkları matematik yüzünden yaralandıkları nokta. Kalınlık karesidir. T’yi ikiye katlayın ve yük dört kat artar. 3 mm yumuşak çelikte prototip ayak başına 8 ton ile gayet iyi çalıştı. Üretim 6 mm’ye geçti. Yükü ikiye katlamadınız. Dört katına çıkardınız. Pres hâlâ global derecelendirme içinde olabilir — özellikle kısa bir parçada — ancak zımba ucu olmayabilir.
Bir operatör makinenin 220 tonluk etiketine zımba ucunun 18 ton/ayak limitinden daha fazla güvendiği için paslanmazda bir keskin zımba mantar gibi şiştiğini gördüm. İlk vuruş iyi görünüyordu. İkinci vuruşta flanş 2° açık çıktı. Beşinciye gelindiğinde, uç yeterince genişleyerek etkin burun yarıçapını değiştirdi ve açı parti boyunca kaydı. Makine hiç şikâyet etmedi. Alet dersi aldı.
Makine tonajının zımba kapasitesine eşit olduğunu asla varsaymayın — formülle ayak başına ton hesaplayın, yüzde 20 ekleyin ve ilk çevrimden önce zımba için yayınlanan derecelendirmeye göre doğrulayın.
Yük bir arıza türüdür. Aşınma diğeridir.
Sertleştirilmemiş takımlar yaklaşık 28–32 HRC civarında olabilir. Sertleştirilmiş takımlar yüksek 40’lara veya düşük 50’lere çıkar. Bu fark, aşındırıcı tufal, lazer oksit veya paslanmaz kromun hassas kenarınızı bir eğe haline getirip getirmeyeceğini belirler.
Temiz stokta yumuşak çelik hava bükme mi yapıyorsunuz? Sertleştirilmemiş uzun, dürüst bir ömür yaşayabilir. Gömülü kumlu asitlenmiş ve yağlanmış sac veya daha yüksek çekme dayanımı ve iş sertleşme davranışı olan paslanmaz çalıştırmaya başladığınızda, zımba burnundaki temas basıncı yük altında bir taşlama operasyonuna dönüşür.
Yavaş yavaş olur. Sonra birdenbire.
Aşınmış ağır hadde kabuğuna sahip aşındırıcı 304 üzerinde kullanılan sertleştirilmemiş zımbaların bir setini gördüm. Birkaç bin darbeden sonra, burun yarıçapı uzunluk boyunca düzensiz şekilde aşındı. Operatör açı takibini derinlik ayarlarıyla yaptı. Parçalarda hafif iz çizgileri ve tutarsız geri yaylanma görüldü. Burun ölçüldüğünde, milimetrenin onda biri kadar tolerans dışına çıkmıştı — bu, gerinim dağılımını ve etkin tonajı değiştirecek kadar fazlaydı. Metal yanlış değildi. Yüzey sertliği yanlıştı.
Aslında anlamı “montaj ailesi içinde standart” demektir — “malzemeler arasında yok edilemez” değil.”
Temas yükünü hesaplamadan ve sertliğin malzeme sınıfına uygun olduğunu doğrulamadan aşındırıcı veya yüksek çekme dayanımlı malzemeyi sertleştirilmemiş takımda asla çalıştırmayın.
Malzemeyi değiştirdiğinizi sanıyorsunuz. Aslında kuvvet eğrisini değiştiriyorsunuz.
Aynı kalınlık ve V-açılışını alın. 450 MPa çekme dayanımlı yumuşak çelik ile 650 MPa çekme dayanımlı paslanmaz arasında ince bir fark yoktur. Aynı hava bükme denklemine bunu koyduğunuzda yük, çekme dayanımıyla doğrudan ölçeklenir. O 8 ton/ft, marj eklemeden önce 11 veya 12 tona çıkar.
Ve paslanmaz daha fazla geri yaylanır. Bu yüzden açıyı ek penetrasyonla kapatırsınız. Daha fazla penetrasyon burun ve kalıp omuzlarında temas basıncını artırır. Bu da zımba ucunda lokalize gerilimi artırır. Bu da güvenlik marjınızı azaltır.
Makine hâlâ kapasite sınırları içinde olabilir. Zımba olmayabilir.
Uzun bir bükmede sorun katlanır. Toplam tonaj kabul edilebilir olsa bile, sıkıştırma sertliğinde küçük bir uyumsuzluk, o daha yüksek yükün uzunluk boyunca nasıl dağıldığını değiştirir. Zincirdeki herhangi bir arayüz, tasarımcının öngördüğü merkez hattını tam olarak kilitlemezse, kuvvet vektörü kayar — ve paslanmaz, akma noktasına ulaşmadan önce plastik deformasyona daha uzun süre direndiği için bu kaymayı büyütür.
Yumuşak çelik affeder. Paslanmaz sizi rapor eder.
Yumuşak çelikten paslanmaza geçerken, gerçek çekme değerlerini kullanarak ft başına tonajı yeniden hesaplamadan, kapasite eklemeden ve hem zımba hem de sıkıştırma sertliğinin yeni yükü taşıyabileceğini doğrulamadan asla geçiş yapmayın.
Artık deseni gördünüz: geometrinin kuvveti belirlediği, kuvvetin kapasiteyi test ettiği, malzemenin her şeyi büyüttüğü. Bir sonraki adım başka bir uyarı değil — pedala basmadan önce sıkıştırma, geometrisi, tonaj ve sertliği birlikte kilitleyen tekrarlanabilir bir karar dizisi oluşturmaktır.
İlk darbeden önce sıkıştırma, geometrisi, tonaj ve sertliğin uyumunu zorlayan bir dizi istiyorsunuz.
Güzel. Çünkü bu işi tahmin olmaktan çıkaracak tek yol, takımı bir tornacının mil belirlediği gibi belirlemektir: kuvvetin gerçekten aktığı sırayla, bir arayüzü bir seferde.
Kuvvet açıdan başlamaz. Koçtan başlar, sıkıştırma üzerinden geçer, zımbaya girer, sac üzerinden geçer, kalıba girer ve yatağa geri döner. Zincirdeki herhangi bir arayüz, tasarımcının öngördüğü merkez hattını tam olarak kilitlemezse, kuvvet vektörü kayar. Ve bir kez kaydığında, hesaplamalarınız kurgu olur.
Bu yüzden yükün aktığı sırayla belirleyeceğiz.
Önce transmisyon dişlisi. İkinci olarak dişliler. Son olarak beygir gücü.
Başka türlü iyi çelik hurdaya dönüşür.
Bir keresinde bir dükkânın açı uyduğu için farklı bir pres frende “evrensel” bir zımba kullandığını gördüm. Oturdu. Büküldü. Ancak tırnak geometrisi kelepçe ailesiyle uyuşmadığı için merkez hattından 0,4 mm kaymıştı. Bir hafta boyunca konikliği düzeltmeye çalıştıktan sonra ray üzerinde aşınma izleri ve her kalıbın bir omzunda hafif bir parlatma buldular.
Takım yanlış değildi. Arayüz yanlıştı.
Hızlı değişim, Avrupa tarzı, Amerikan tarzı, özel ön yükleme—bunlar kozmetik farklılıklar değildir. Şunları tanımlar:
Aslında anlamı “montaj ailesi içinde standart” demektir. Aileler arasında değil.
Zımbaları seçmeden önce üç makine sorusunu yanıtlamalısınız:
Kelepçe ayak başına 20 ton için derecelendirilmişse ve hesaplamanız (yüzde 20 marj ile) 24 diyorsa, zımba ne kadar güzel olursa olsun fark etmez.
Önce montaj ailesini belirleyin. Diğer her şey o dişliye uymalıdır.
Kelepçe uyumluluğunu, merkezleme yöntemini ve arayüzün ayak başına ton değerini doğrulamadan asla zımba profillerini veya kalıp seçeneklerini değerlendirmeyin.
Açı bükme işleminde açı, zımba açısını belirlemez. Nüfuz etme derinliği belirler. Zımba bir kuvvet uygulayıcıdır; kalıp açıklığı yükü kontrol eder.
Parça çizimi ile başlayın:
Ardından V-açılışınızı hesaplayın. Hafif çelikte hava bükme için, yaklaşık 6–8 × T ile başlayabilirsiniz. Ancak bu bir başlangıç aralığıdır, karar değildir.
Formülü kullanın:
kN/m ≈ (1,42 × Rm × T²) / V
Adım 1'de izin verilen ton/feet değerine göre V'yi çözün.
Gerekli V, kelepçe ve zımba kapasitesinin altında kalmak için baskıdaki izin verilen iç yarıçaptan büyük bir iç yarıçap üretiyorsa, “derinliği ayarlamazsınız.” Ya takım stilini değiştirirsiniz ya da baskıya itiraz edersiniz.
Şimdi çırakların kaçırdığı uç durum: Bir kanalın merkez ağ genişliği, kalıp gövdesi genişliğinin yaklaşık yarısından daha dar ise, parça standart hava bükmede kalıbı düzgün şekilde aşamaz. Bu durumda form takımları veya özel kalıplar kullanılır, genellikle orijinal kuvvetin katlarıyla. Bu bir açı sorunu değildir. Bu, iş akışınızı geçersiz kılan geometridir.
Kalınlıkla eşleştiği için “V uyuyor” denilerek standart bir kalıp üzerine zorlanan dar bir geri dönüş flanşı gördüm. Ağ, bükme tamamlanmadan önce kalıp omuzlarına oturdu. Operatör derinliği artırdı. Zımba burnu brinellendi ve parça uzunluğu boyunca kamburlaştı.
Geometri önce konuştu. Operatör dinlemedi.
Yalnızca dahil edilen açıya göre zımba seçmeyin — V-açılışını çekme mukavemeti ve kalınlıktan hesaplayın, yarıçap ve flanş kısıtlamalarını karşıladığını doğrulayın ve kalıp gövdesi genişliğinin parça geometrisini gerçekten desteklediğini teyit edin.
Şimdi makinenin matematiğin gerektirdiğini fiziksel olarak yapıp yapamayacağını kontrol ediyoruz.
Kapalı yükseklik, toplam yığındır: alt ölü noktada ram ile tabla arasındaki mesafe eksi takım yüksekliği. Zımba ve kalıp kombinasyonunuz makinenin gün ışığını veya strokunu aşıyorsa, bunu CAD’de keşfetmezsiniz. Bunu, ram yarı yolda alarm verdiğinde keşfedersiniz.
Ardından ton/feet:
Bu sayıyı şuna karşılaştırın:
Üçünün de gerekli değeri aşması gerekir.
Ve uzunluk, kuvvetin ötesinde önemlidir. Uzun bükmeler, koç sapmasına neden olur. Makine yeterli taç ayarı yapamıyorsa, hesapladığınız yük merkeze yoğunlaşır. Matematik, eşit dağılım varsaydı. Çelik ise varsaymaz.
Aktif taç ayarı olmayan bir pres frende 10 metrelik paslanmaz panelin çalıştırıldığını izledim. Uçlar mükemmeldi. Merkez 1,5° açıyla açıktı. Operatör derinlikle telafi etti. Bir sonraki kısa parça ortada fazla büküldü çünkü telafi ayarı kaldı. Takım uçları birkaç gün içinde düzensiz parlatma izleri gösterdi.
Kapasite sadece “itiyor mu” değildir. “Eşit itebiliyor mu”dur.”
Takım istifini onaylamadan önce kapalı yükseklik makine strokuna uymalı, gerekli ayak başına tonaj (pay ile) makine, panç ve kelepçe değerlerinin altında olmalı ve taç ayarı planlanan bükme uzunluğuna uygun olmalıdır.
Makineye geri götürmenizi istediğim bakış açısı bu.
Açılarda düşünmeyi bırakın. Yük yollarında düşünmeye başlayın.
Kelepçe, mil dişlisidir. Panç ve kalıp, dişlilerdir. Malzeme, dirençtir. Makine değeri sadece motor bloğudur. Mil dişlisi uymazsa, hiçbir miktarda beygir gücü veya açı düzeltmesi kuvveti temiz şekilde iletmez.
Yani sıra sabittir:
Bu sıra sezgisel gelmeyebilir çünkü çoğu operatör görünen şeyden — bükme açısından — başlar. Ancak açı, kelepçeden başlayan kuvvet zincirinin son ifadesidir.
Takımı bir parça olarak gördüğünüzde, kusurları kovalarsınız.
Bunu bir sistem olarak ele aldığınızda, onları gerçekleşmeden önce tahmin edersiniz.
Tüm kuvvet yolunu — kelepçeden zımbaya, malzemeye, kalıba, yatağa — takip edene ve bu zincirdeki her bağlantı noktasının uyumlu olduğunu sayılarla kanıtlayana kadar pres freni takımlarını asla sipariş etmeyin.


















