

L’hiver dernier, j’ai vu un jeune suspendre un poinçon à 88° dans un serre-flan hydraulique de style européen, le caler, placer un V-matrice à 88° en dessous, et sourire comme si l’angle était déjà garanti. Premier coup : le poinçon s’est déplacé latéralement d’un demi-millimètre et a laissé une marque brillante sur l’épaulement de la matrice. Deuxième coup : le retour est sorti avec un angle ouvert de 2°.
Il a attribué cela au retour élastique.
Il n’a jamais regardé la languette.
La plupart des opérateurs choisissent des outils comme vous venez de le faire mentalement : commencer par l’angle de pliage, assortir la pointe du poinçon, choisir l’ouverture de la matrice, et supposer que le reste est “ standard ”. Cette hypothèse fonctionne—jusqu’à ce que le système de bridage de la machine et la géométrie d’alignement de l’outil soient en désaccord sur la façon dont la force doit circuler.
Une presse plieuse ne fait pas qu’appuyer sur le métal. Elle transfère la charge du coulisseau, à travers le bridage, dans le poinçon, à travers la pièce, dans la matrice, et revient dans le banc. Si une interface dans cette chaîne ne verrouille pas l’axe exactement là où le concepteur l’avait prévu, le vecteur de force se déplace. Déplacez la force, vous déplacez le pli.
J’ai vu une équerre en A36 de 3/16″ mise au rebut parce que la languette supérieure avait été conçue pour un autre style de bridage ; sous 60 tonnes, le poinçon basculait vers l’avant juste assez pour toucher le rayon de la matrice et l’ébrécher. Une épaule de matrice ébréchée a transformé un outil $900 en presse-papier. Ne jamais supposer qu’une correspondance d’angles équivaut à une compatibilité de système.

Vous entendez “ standard ” et vous pensez universel. Ce que cela signifie réellement, c’est “ standard au sein d’une famille de montage ”.”
Prenons un pliage à l’air typique de 60 tonnes dans l’acier doux. La formule de tonnage pour le pliage à l’air est :
Tonnes/pied = (Résistance à la traction du matériau × Épaisseur²) ÷ (8 × ouverture en V)
Avec une résistance à la traction de 60 000 psi, une épaisseur de 0,125″, sur un V de 1″ :
(60 000 × 0,125²) ÷ (8 × 1) = (60 000 × 0,015625) ÷ 8 = 937,5 ÷ 8 = 117 tonnes par pied.
Cette charge ne se soucie pas de la page de catalogue d’où provient votre poinçon. Elle se soucie de la manière dont la languette engage le bridage et de l’endroit où le centre de gravité se situe par rapport à la ligne d’action du coulisseau.
“ Standard européen ”, “ languette de style américain ”, “ hydraulique auto-aligneur ” — chacun est sa propre cannelure dans une transmission. Le poinçon est un engrenage. Le bridage est l’entrée de transmission. Si les cannelures ne correspondent pas, le couple ne se transfère pas proprement ; il cliquette, dévie ou se déplace.
Une matrice multi-V paraît polyvalente car vous pouvez la faire pivoter vers différentes ouvertures en V. C’est vrai. Mais en la pivotant, vous modifiez la distribution de masse de la matrice et le point de contact sous charge. Si votre système de bridage n’aligne pas le poinçon de façon répétable à travers cette rotation, votre configuration “ standard ” vient d’introduire une nouvelle variable.
Standard signifie géométrie commune au sein d’un système. Cela ne signifie pas interchangeable entre systèmes. Ne commandez jamais des outils uniquement en fonction de l’angle de pointe sans confirmer le profil exact de bridage et la méthode d’alignement sur votre machine.

Vous avez refermé un boîtier et entendu ce cliquetis métallique inquiétant lorsque le corps du poinçon—et non la pointe—frappe la paroi latérale. L’angle de la pointe était correct. Le corps ne l’était pas.
Un poinçon étroit et un poinçon massif à angle aigu peuvent tous deux avoir des pointes de 88°. Mais le poinçon en forme d’épée garde la masse serrée sur la ligne centrale. Le poinçon massif porte le poids vers l’avant et vers l’extérieur. Sous charge, cette masse supplémentaire crée un bras de levier. La pince doit résister à cette force de rotation.
Si l’interface de serrage permet ne serait-ce qu’un mouvement microscopique, le poinçon pivote. Ce pivot modifie la profondeur de pénétration à la pointe, ce qui se traduit par une variation d’angle que vous appelez “ retour élastique ”. Alors vous ajoutez de la profondeur. Vous compensez désormais un mouvement, et non le comportement du matériau.
J’ai vu un panneau en inox de 3 mètres sortir des tolérances parce que l’opérateur cherchait à corriger 1,5° de “ retour élastique ” qui était en réalité un basculement du poinçon dans une pince mécanique usée. Au moment où nous avons diagnostiqué le problème, les épaules de la matrice étaient matées et les bords de la pièce grippés. Métal ruiné. Tout ça parce que personne n’avait vérifié la position de l’outil sous charge.
Les capteurs d’angle modernes peuvent corriger automatiquement en cours de cycle. Ils lisent le pliage et enfoncent plus profondément si nécessaire. Mais ils ne peuvent pas empêcher un poinçon de se déplacer latéralement ou une matrice de bouger sous une charge inégale. Les capteurs corrigent l’angle. Ils ne corrigent pas l’instabilité mécanique.
Lorsque des interférences ou un retour élastique imprévisible apparaissent, ne cherchez pas d’abord à augmenter la pénétration. Ne blâmez jamais le comportement du matériau avant de vérifier que le poinçon, la matrice et la pince partagent un centre de gravité stable sous la tonnage calculée.
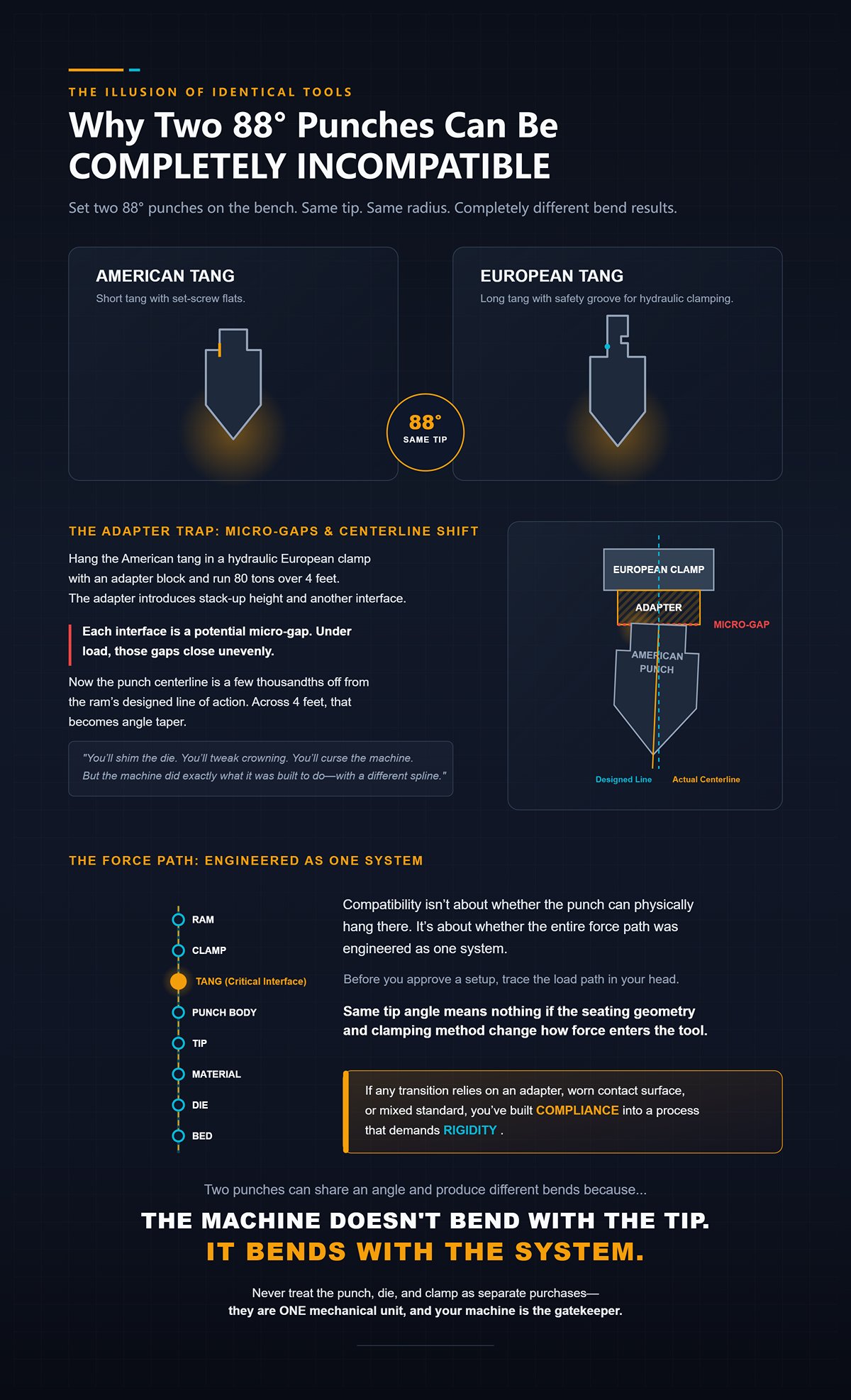
Placez deux poinçons de 88° sur l’établi. L’un a une courte queue américaine avec des plats pour vis de serrage. L’autre a une longue queue européenne avec une rainure de sécurité pour serrage hydraulique. Même pointe. Même rayon.
Suspendez la queue américaine dans une pince hydraulique européenne avec un bloc adaptateur et appliquez 80 tonnes sur 1,20 m. L’adaptateur introduit une hauteur supplémentaire et une autre interface. Chaque interface est un micro-jour potentiel. Sous charge, ces jeux se ferment de manière inégale.
La ligne centrale du poinçon se retrouve alors décalée de quelques millièmes par rapport à la ligne d’action prévue du coulisseau. Sur 1,20 m, cela devient un angle en biais. Vous calerez la matrice. Vous ajusterez le bombage. Vous pesterez contre la machine.
Mais la machine a fait exactement ce pour quoi elle a été conçue — avec une autre cannelure.
La compatibilité ne concerne pas le fait que le poinçon puisse physiquement être suspendu. Il s’agit de savoir si tout le chemin de force a été conçu comme un seul système. Le même angle de pointe ne signifie rien si la géométrie d’assise et la méthode de serrage modifient la façon dont la force entre dans l’outil.
Avant d’approuver un montage, visualisez mentalement le chemin de charge : coulisseau → pince → queue → corps du poinçon → pointe → matériau → matrice → table. Si une transition repose sur un adaptateur, une surface de contact usée ou un standard mixte, vous avez introduit de la souplesse dans un processus qui exige de la rigidité.
Deux poinçons peuvent partager un angle et produire des pliages différents car la machine ne plie pas avec la pointe. Elle plie avec le système. Ne considérez jamais le poinçon, la matrice et la pince comme des achats séparés — ils forment une seule unité mécanique, et votre machine en est le gardien.
Vous voulez savoir comment vérifier la compatibilité avant d’appliquer la tonnage ?
Voici la première chose que je fais en m’approchant d’une machine : je ne regarde pas la pointe du poinçon. Je regarde la face du coulisseau et je mesure le profil de serrage. Largeur de queue. Profondeur de queue. Présence d’une rainure de sécurité. Diamètre de goupille si c’est un système de précision. Ensuite, je vérifie la spécification d’assise du fabricant pour cette interface et je la compare au plan du poinçon. Si ces chiffres ne correspondent pas à la famille de montage prévue, je m’arrête là.
Parce que votre presse plieuse n’accepte pas des “ poinçons ”. Elle accepte une géométrie de montage exacte. Tout le reste est un compromis, un adaptateur ou une supposition.
Et supposer, c’est comment on ruine du métal.
Alors alignons-les selon leur comportement réel sous charge, et non selon la description des catalogues.
Imaginez une soie américaine classique : col court et rectangulaire, deux vis de réglage la poussant contre un rail. Vous la glissez, serrez les vis, et elle “semble” bien fixée. Rapide. Simple. Peu coûteux.
Maintenant, mettez des chiffres dessus.
Reprenons l’exemple précédent de 117 tonnes par pied. Faites seulement 3 pieds de ce pli et vous exercez environ 350 tonnes au total réparties le long du coulisseau. Les vis de réglage ne serrent pas verticalement ; elles poussent latéralement, forçant la soie contre la face du rail. Votre support vertical provient d’une étroite arête sous la soie.
Ainsi, votre chemin de force est : coulisseau → rail → arête de la soie → poinçon.
Ce contact par arête est faible. Petite surface de contact signifie contrainte de contact plus élevée. Avec le temps, la face du rail s’use. Pas de façon catastrophique. Juste de quelques millièmes.
Quelques millièmes au niveau du rail deviennent une déviation angulaire à la pointe, car la soie peut osciller microscopiquement sous charge. C’est votre empilement de tolérances caché. Vous ne le voyez pas avant de commencer à courir après les réglages de profondeur.
J’ai vu un atelier fabriquer des équerres à forte diversité sur un ancien système de serrage de style américain. Deuxième frappe : le pli est sorti ouvert de 2°. Ils ont accusé le retour élastique. Ils ont ajouté de la profondeur. La troisième pièce était trop pliée. Le vrai problème ? Le rail supérieur s’était usé de manière inégale là où les poinçons les plus lourds étaient toujours placés. La soie ne s’asseyait plus à plat.
Après qu’une épaule de matrice se soit ébréchée, ils ont enfin bleui la soie et constaté un contact inégal.
Le système américain n’est pas “mauvais”. Il est simple. Mais sa précision dépend de l’état du rail et de la discipline de serrage des vis. Il demande à l’opérateur de faire partie du système d’alignement.
Si vous travaillez à faible tonnage et avec des changements peu fréquents, cela peut être parfaitement adéquat. Si vous utilisez des outils lourds toute la journée, le rail devient un consommable, que vous l’ayez prévu au budget ou non.
Avant de mettre une charge sur une machine de style américain, retirez le poinçon et inspectez la face du rail pour détecter tout grippage ou usure en marche d’escalier, puis bleuez la soie et vérifiez le contact sur toute la longueur sous une légère pression de serrage. Ne supposez jamais qu’une vis bien serrée équivaut à un appui sur toute la surface.
Regardez maintenant une soie de précision de 20 mm avec doubles rainures et un serrage hydraulique à verrouillage par goupille. Vous insérez le poinçon, activez le système hydraulique, et le serrage tire la soie vers le haut contre une surface de référence usinée. Appui vertical. Support sur toute la longueur.
Ce système peut maintenir environ 45 kN de force de serrage par station et rester stable à des cadences de production avec des poinçons allant jusqu’à environ 110 livres. Ce n’est pas du discours marketing. C’est une précharge conçue.
La différence réside dans l’endroit où se situe la responsabilité de l’alignement.
Dans ce système, le serrage définit la ligne centrale. La géométrie de la soie et les surfaces d’appui trempées du serrage établissent une répétabilité mesurée en microns. Le rôle de l’opérateur se limite à l’insertion et à la confirmation.
Mais voici la partie que la plupart des gens omettent : désormais, le serrage lui-même est un composant de précision. Si la pression hydraulique chute, si les goupilles s’usent, si des débris se logent dans la rainure, votre système “de précision” ne l’est plus.
J’ai vu un atelier adapter des serrages hydrauliques sur un coulisseau usé sans vérifier la rectitude. Magnifiques outils. Surface de montage de travers. Ils s’attendaient à ce que le serrage corrige la géométrie de la machine.
Il ne le fera pas.
Ces systèmes excellent dans des environnements à forte diversité et forte répétabilité, où les changements d’outils sont fréquents et où l’alignement doit être automatique. Mais si vous pliez de l’acier doux de faible épaisseur une fois par semaine, la complexité peut ne pas se justifier.
Alors, comment vérifiez-vous la compatibilité ici ?
Vérifiez la dimension de la languette (20 mm signifie 20 mm, pas 19,85 provenant d’un fournisseur contrefait), confirmez que la position de la rainure correspond aux spécifications du serre-outil, vérifiez que la pression hydraulique répond aux exigences du fabricant, et effectuez un test d’assise avec des jauges d’épaisseur sur toute la longueur de la languette avant d’appliquer la charge en tonnage.
Ne supposez jamais qu’un “ système de précision ” est auto-correcteur.
Prenons maintenant une languette européenne de 13 mm avec une rainure de sécurité. La rainure n’est pas décorative. Elle est là pour que la lèvre du serre-outil puisse retenir le poinçon même avant un serrage complet, évitant ainsi qu’il ne tombe.
En réalité, cela signifie “ standard au sein d’une famille de montage ”.”
La logique d’assise change ici. Le serre-outil pousse généralement la languette vers le haut contre une surface de référence, similaire dans le concept aux systèmes de précision, mais souvent avec un serrage manuel plutôt qu’une précharge hydraulique.
Vos surfaces de contact sont plus larges que celles des rails américains classiques, mais la force de serrage et la répétabilité dépendent de la pression mécanique des vis et d’un engagement propre de la rainure.
Imaginez des débris coincés dans cette rainure de sécurité. La lèvre du serre-outil vient en butée sur la saleté avant que la languette ne soit complètement en place. Sous 80 tonnes, la languette se déplace vers le haut des quelques millièmes restants.
Vous ne le verrez pas avant de mesurer le cône sur toute la longueur de la pièce.
J’ai déjà vu un long poinçon pour pli aigu se décaler légèrement lors d’une opération lourde sur de l’inox, parce que la lèvre de la rainure s’était arrondie après des années d’utilisation. Le poinçon n’est pas tombé. Il a juste glissé. La variation d’angle qui en a résulté a mis au rebut toute une série de panneaux d’armoires.
La rainure de sécurité améliore la rétention et l’alignement par rapport à une simple languette, mais elle introduit un nouveau point d’inspection : l’intégrité de la rainure et l’état de la lèvre du serre-outil.
Avant d’appliquer le tonnage de production, inspectez la rainure de sécurité pour détecter toute déformation, confirmez visuellement la profondeur d’engagement de la lèvre du serre-outil, et serrez les vis du serre-outil au couple spécifié plutôt qu“” à la main ». Ne négligez jamais la rainure comme si ce n’était qu’un dispositif de sécurité.
| Système | Caractéristiques de conception | Chemin de force / Logique de serrage | Avantages | Risques cachés / Problèmes de tolérance | Meilleurs cas d’utilisation | Liste de contrôle d’inspection avant précharge |
|---|---|---|---|---|---|---|
| Outils de style américain | Queue rectangulaire courte ; deux vis latérales de réglage ; support basé sur rail | Bélier → rail → bord de queue → poinçon ; la pression des vis latérales force la queue contre le rail ; support vertical depuis un petit rebord | Simple, rapide, peu coûteux ; adéquat pour faible tonnage | Petite zone de contact sur le bord augmentant la contrainte ; l’usure de la face du rail provoque une déviation angulaire ; la queue peut osciller sous charge ; alignement dépendant de l’opérateur | Travaux à faible tonnage ; changements d’outils peu fréquents | Inspecter la face du rail pour détecter grippage/usure en marche ; marquer la queue au bleu pour vérifier le contact sur toute la longueur ; confirmer l’assise sous légère pression de serrage ; ne pas se fier uniquement aux vis de réglage serrées |
| Systèmes de précision Wila / Trumpf | Queue de précision 20 mm ; double rainure ; serrage hydraulique par verrou à goupille ; surfaces de référence trempées | Le système hydraulique tire la queue vers le haut dans la surface de référence usinée ; assise verticale sur toute la longueur ; précharge conçue (~45 kN par station) | Haute répétabilité (niveau micron) ; alignement automatique ; stable aux cadences de frappe en production ; idéal pour changements fréquents | Le serrage devient une variable de précision ; perte de pression hydraulique, usure des goupilles ou débris affectent la précision ; ne peut compenser un bélier usé ou mal aligné | Production à forte variété et haute répétabilité ; changements d’outils fréquents | Vérifier les dimensions exactes de la queue (vrai 20 mm) ; confirmer la position de la rainure selon les spécifications ; vérifier la pression hydraulique ; effectuer un test d’assise avec cale d’épaisseur ; inspecter la rectitude du bélier |
| Style Promecam / Européen | Queue de 13 mm avec rainure de sécurité ; lèvre de serrage capturant la rainure ; généralement serrage manuel par vis | Le serrage pousse la queue vers le haut dans la surface de référence ; maintien via l’engagement de la rainure ; contact plus large que le rail américain | Rétention améliorée ; insertion plus sûre ; meilleur alignement que les systèmes de queue basiques | Les débris dans la rainure empêchent l’assise complète ; l’usure de la lèvre de serrage permet le glissement du poinçon ; le couple de serrage des vis affecte la répétabilité ; déplacement vers le haut sous forte charge | Production modérée à lourde avec familles de montage standardisées | Inspecter la rainure de sécurité pour déformation/débris ; vérifier l’état de la lèvre de serrage et la profondeur d’engagement ; serrer les vis au couple spécifié ; confirmer l’assise complète avant le tonnage |
Nous arrivons maintenant au tueur silencieux.
Vous avez une machine à serrage européenne. Vous possédez un tas de poinçons américains. Alors vous achetez des blocs adaptateurs. Problème résolu, n’est-ce pas ?
Traçons le chemin de la force.
Bélier → pince hydraulique → adaptateur → tenon américain → corps du poinçon → pointe.
Chaque interface ajoutée est une couche de conformité potentielle supplémentaire. Si une interface dans cette chaîne ne verrouille pas l’axe exactement là où le concepteur l’avait prévu, le vecteur de force se déplace.
Le cintrage CNC suppose une hauteur d’outil et une rigidité connues. Ajoutez un adaptateur qui modifie la hauteur d’empilement ne serait-ce que de 0,500″. Votre modèle de déflexion est erroné. Ajoutez un léger jeu latéral entre le tenon et l’adaptateur. Vous avez maintenant une liberté de rotation sous charge.
La machine continue de fonctionner parfaitement. Le capteur d’angle lit toujours correctement. Mais le poinçon peut bouger de manière microscopique avant que le capteur ne réagisse.
J’ai vu un panneau de 3 mètres présenter des angles incohérents d’une station à l’autre parce que les adaptateurs mélangés étaient assis différemment le long du bélier. L’opérateur a traqué le problème avec des réglages de cintrage pendant des heures. La véritable solution a été de retirer les adaptateurs et de standardiser la famille de montage.
Les adaptateurs sont parfois inévitables pendant les périodes de transition. Très bien. Mais traitez-les comme des composants conçus, pas comme des blocs de commodité.
Mesurez l’épaisseur de l’adaptateur en plusieurs points. Confirmez le parallélisme. Vérifiez l’ajustement du tenon sans jeu latéral avant le serrage. Recalculez la hauteur d’empilement de l’outil dans le contrôle CNC plutôt que de supposer une équivalence.
Ne mélangez jamais les systèmes de montage sur un travail de précision sans revalider l’ensemble du chemin de force du bélier au lit.
Vous vérifiez la compatibilité en mesurant la géométrie, en confirmant les mécanismes d’assise, en inspectant les surfaces d’usure et en retraçant le chemin de charge avant le premier coup. Une fois que la famille de montage est verrouillée et mécaniquement saine, alors seulement il est logique de parler de géométrie de poinçon et de comportement du matériau.
Parce qu’une fois que la cannelure correspond à la transmission, vous pouvez enfin choisir la bonne vitesse.
Et c’est là que commencent les vraies décisions de cintrage.
Vous avez vérifié le tenon, la pince, les surfaces d’assise. La cannelure de transmission correspond. Parfait.
Maintenant, vous regardez le rack, en pensant, Pli à 90°… donc je vais prendre un poinçon à 90°.
C’est l’inverse.
Commencez avec un vrai travail. Disons de l’inox 304 de 3 mm, pliage à l’air, rayon intérieur cible d’environ 3 mm, rebord de 40 mm. Si vous suivez la règle paresseuse — V = 8T — vous choisiriez une matrice de 24 mm. Mais l’inox n’est pas de l’acier doux. Il s’écrouit rapidement et fissure si vous l’étranglez. En pratique, on ouvre cette matrice à 10T voire 12T. Disons 30–36 mm.
Et voici la partie que la plupart des gars manquent : une fois que l’ouverture en V change, le rayon intérieur en pliage à l’air change avec elle. Le nez du poinçon n’a pas défini le rayon. Ce sont la résistance du matériau et l’ouverture de la matrice qui l’ont fait.
La géométrie du poinçon vient après l’épaisseur, l’alliage, la longueur du rebord et la méthode. La formule ne se soucie pas de ce que vous avez en stock.
Ne choisissez jamais un poinçon par angle avant de calculer la plage de matériau dans laquelle il doit fonctionner.
J’ai vu un jour un atelier plier du 5052 de 2 mm avec un poinçon à rayon de nez de 0,2 mm parce que “ ça fait des angles nets ”. La première série semblait correcte. La deuxième ? Microfissures le long de la ligne de pliage après le thermolaquage. Les pièces ont passé l’inspection visuelle. Elles ont échoué en service.
Voici le mécanisme.
En pliage en frappe ou en matriçage, le rayon de nez du poinçon devient le rayon intérieur de pliage. Donc le rayon minimal du nez du poinçon doit respecter le rayon intérieur minimal pour l’alliage. Pour de nombreux aluminiums, c’est environ 1T pour des plis serrés ; pour les trempes plus dures, plus. Si T = 2 mm et que vous matriçez avec un nez de 0,2 mm, vous forcez un Ri = 0,2 mm dans un matériau qui veut 2 mm. La contrainte dépasse l’allongement. Ça fissure. Math simple.
En pliage à l’air, c’est différent. Le rayon intérieur est approximativement V/6 à V/8 selon la résistance du matériau. Si vous choisissez V = 8T sur de l’acier doux de 2 mm, cela donne 16 mm. Ri se situe autour de 2–2,7 mm. Changez le matériau pour de l’inox et ouvrez à V = 12T (24 mm). Maintenant Ri augmente vers 3–4 mm. Même poinçon. Rayon différent. Parce que la méthode et la matrice dominent.
Et le tonnage suit la même logique. La force de pliage à l’air par pied est approximativement :
Tonnes/pied = (575 × T²) / V (pour l’acier doux)
Insérez 3 mm (0,118 po) et V = 1 po équivalent, vous obtenez une charge spécifique. Ouvrez V plus grand et le tonnage requis diminue. En matriçage ? Multipliez le tonnage du pliage à l’air par 3 à 5. En frappe ? Jusqu’à 8 à 10 fois. Votre poinçon doit résister à cela. Les poinçons fins et aigus sous charges de frappe se plient comme des canettes de soda.
Donc le rayon de nez correct n’est pas une préférence. Il est limité par :
Si vous n’avez pas noté ces trois points, vous devinez.
Ne choisissez jamais un rayon de nez de poinçon plus petit que le rayon intérieur admissible du matériau pour la méthode de pliage que vous utilisez réellement.
Imaginez un profilé en U : acier doux de 2,5 mm, brides latérales de 20 mm, puis une bride de retour de 15 mm vers l’intérieur à 90°. Vous pouvez calculer le V toute la journée. Cela ne changera rien si le corps du poinçon heurte la paroi verticale avant que la pointe n’atteigne la profondeur.
C’est là que “ dégagement requis ” cesse d’être une expression de catalogue et devient de la géométrie.
Un poinçon droit a une largeur de corps au-dessus de la pointe. Lors du second pliage, ce corps vient buter contre la bride déjà formée. Si la hauteur de la bride est inférieure au dégagement en lumière du poinçon, vous ne pouvez physiquement pas terminer le pli. La dimension de la bride dicte désormais le style de poinçon.
Les poinçons à col de cygne se rétrécissent vers l’intérieur au-dessus de la pointe pour créer un dégagement pour les brides de retour. Mais ce rétrécissement réduit la rigidité en section. Sous des charges plus élevées — disons une tôle de 6 mm, pliage en frappe — la flèche augmente. La variation d’angle s’installe sur de grandes longueurs.
Relions cela à la force. Si votre acier doux de 2,5 mm est plié à l’air avec V = 8T (20 mm), tonnes/pied ≈ (575 × T²) / V. Convertissez 2,5 mm en pouces (0,098 po). Mettez au carré, multipliez, divisez — vous resterez dans une plage gérable. Un col de cygne tient sans problème. Essayez cette géométrie en inox de 6 mm, en frappe à 4× la tonnage de pliage à l’air. Ce même col devient une charnière.
Ainsi, la longueur de bride et la géométrie de retour imposent le choix entre poinçon droit et col de cygne avant même que l’angle n’entre en jeu. Et l’épaisseur du matériau décide si ce col de cygne est structurellement viable.
J’ai vu un travail avec une haute bride de retour exécuté avec un poinçon droit “ parce qu’il était déjà monté ”. Deuxième pliage : la bride est sortie avec 2° d’ouverture au centre car l’opérateur a réduit la profondeur pour éviter la collision. Ils n’ont pas résolu la géométrie. Ils ont contourné le problème.
Ne négligez jamais l’interférence des brides lors du choix du style de poinçon — dessinez la séquence de pliage à l’échelle 1 :1 et vérifiez le dégagement physique avant même de calculer le V.
Prenez une tôle de moins de 3 mm. Les poinçons aigus — ceux à angle inclus vif — réduisent la pénétration nécessaire en pliage à l’air. Moins de pénétration signifie moins de surface de contact, moins de force requise. Pour les matériaux fins, c’est un avantage. Vous obtenez des plis plus nets avec une demande de tonnage plus faible.
Au-dessus de 3 mm, la rigidité compte plus que la finesse de la pointe. Les poinçons droits avec des angles inclus plus grands et des corps plus épais résistent mieux à la flèche. Surtout en frappe.
Voici la ligne de partage que la plupart des ateliers brouillent :
Si vous pliez à l’air de l’acier doux de 2 mm avec V = 16 mm, tonnes/pied ≈ (575 × T²) / V. Ouvrez le V à 20 mm, le tonnage baisse encore. Un poinçon aigu excelle ici. Essayez de frapper avec ce même montage et multipliez la force. Soudain, votre poinçon fin et aigu supporte des charges pour lesquelles il n’a pas été conçu.
La méthode de pliage n’est pas un détail secondaire. Elle détermine si la géométrie du poinçon façonne le rayon ou participe simplement à une interaction à trois corps entre poinçon, matrice et matériau.
Ainsi, la hiérarchie est stricte :
L’interface machine fixe la ligne centrale. L’épaisseur et l’alliage du matériau définissent la déformation admissible et la fenêtre de matrice. La géométrie de la bride dicte le style de poinçon. La méthode de pliage détermine à quel point le poinçon contrôle réellement le rayon — et quelle charge il doit supporter.
Ce n’est qu’à l’intérieur de cette fenêtre étroite que la question “ poinçon 90° ou 88° ? ” devient pertinente.
Ne choisissez jamais la géométrie du poinçon sans d’abord énoncer — à voix haute — le matériau, l’épaisseur, les contraintes de bride, le calcul de l’ouverture de matrice et la méthode de pliage en une seule phrase.
Vous voulez un processus étape par étape pour sélectionner le poinçon approprié.
Bien. Alors arrêtez de fixer le rack de poinçons et regardez plutôt la matrice.
Commencez avec un travail réel : acier doux de 3 mm, pliage à l’air, 90°, 1 mètre de long. Vous connaissez déjà la formule du pliage à l’air :
Tonnes/pied = (575 × T²) / V (acier doux)
Convertissez 3 mm en 0,118 po. Élevez au carré : 0,0139. Multipliez par 575 : environ 8,0. Divisez maintenant par V. Si vous choisissez une ouverture en V de 1,0 po (environ 8,5× l’épaisseur), vous obtenez environ 8 tonnes par pied. Ouvrez le V à 1,25 po, la tonnage chute à environ 6,4 tonnes par pied. Même matériau. Même angle. Matrice différente.
Ce V définit également votre rayon intérieur en pliage à l’air — environ V/6 à V/8 selon la résistance. Donc un V de 1,0 po vous donne environ 0,125–0,167 po de rayon. Ouvrez à 1,25 po et votre rayon augmente en conséquence.
Vous n’avez pas encore touché au poinçon, et déjà le rayon et la charge ont changé.
C’est pourquoi la sélection de la matrice vient en premier. L’ouverture en V n’est pas une supposition ; c’est le multiplicateur qui définit à la fois la déformation et la force. Changez-la et vous modifiez le retour élastique, la tonnage et la survie du poinçon que vous aviez choisi sur le papier.
Ne choisissez jamais un poinçon avant d’avoir calculé l’ouverture en V et les tonnes par pied résultantes sur le matériau réel.
J’ai vu un atelier plier de l’inox de 2 mm sur un V de 16 mm parce que “ 8× est la norme ”. Les pièces sortaient avec 1,5° d’ouverture. Ils ont compensé par la profondeur. Surplié. Incohérent sur toute la longueur. La matrice n’était pas fausse selon le catalogue. Elle était fausse pour l’alliage.
La “ règle du 8× ” est une moyenne, pas une loi. Pour l’acier doux de moins de 4 mm, 5–6× l’épaisseur est souvent plus stable. L’inox de plus de 4 mm peut exiger 6–8×. L’aluminium à partir de 4 mm peut nécessiter 8–10× pour éviter la fissuration. Ces multiplicateurs varient car la limite d’élasticité et l’allongement varient.
Le mécanisme compte. Un V plus étroit augmente la pénétration pour un angle donné, augmentant la déformation plastique dans l’épaisseur. Plus de déformation plastique signifie moins de récupération élastique — moins de retour élastique. Ouvrez trop le V et vous réduisez la déformation ; la récupération élastique domine ; la pièce se rouvre. Vous ne pouvez pas “ compenser ” cela avec l’angle du poinçon car la matrice contrôle l’arc de pliage en formage à l’air.
Et la tonnage évolue en sens inverse. En utilisant la même formule, divisez le V par deux et vous doublez les tonnes par pied. Cette charge supplémentaire doit passer par la rainure de serrage, à travers le corps du poinçon, jusque dans les épaules de la matrice. Si une interface dans cette chaîne ne verrouille pas la ligne centrale exactement comme prévu par le concepteur, le vecteur de force se déplace.
J’ai vu un jour du 304 de 4 mm utilisé sur un V de 12× pour “ réduire la tonnage ”. Le retour élastique est devenu incontrôlable, les opérateurs ont augmenté la profondeur, et les épaules de la matrice ont poli une marque brillante sur chaque pièce. Le métal n’était pas en cause. C’était le multiplicateur.
Ne citez jamais “ 8× l’épaisseur ” sans nommer le matériau, la plage d’épaisseur et les tonnes par pied calculées dans la même phrase.
Imaginez un bloc de matrice à 4 voies : ouvertures de 16 mm, 22 mm, 30 mm, 40 mm. Pratique. On retourne et on continue.
Maintenant, serre‑le légèrement décentré dans un système qui présente une usure de 0,05 mm sur un côté du rail. Sur une matrice à simple V, l’erreur de ligne médiane est faible et prévisible. Sur une matrice à plusieurs V, chaque rainure se trouve à une position latérale différente par rapport aux faces de serrage. Retourne le bloc et tu changes non seulement le V, mais aussi le trajet de la charge à travers le banc.
Fais le calcul. Supposons de l’acier doux de 3 mm sur un V de 22 mm (environ 7,3×). En formulation métrique, l’approximation de la charge en pliage à l’air est :
kN/m ≈ (1,42 × Rm × T²) / V
Supposons une résistance à la traction d’environ 450 MPa. Mets la valeur et tu obtiens de l’ordre de 100 kN/m. Cette force doit être répartie symétriquement sur le coulisseau et le banc. Déplace‑la d’un millimètre par rapport au centre réel parce que la géométrie du bloc matrice et les faces de serrage ne sont pas parfaitement assorties, et tu introduis une charge inégale sur les épaules.
La pièce le montre par une variation d’angle d’un côté à l’autre. L’opérateur accuse le bombage. Le véritable responsable est que la matrice “ polyvalente ” a modifié la géométrie de la transmission de charge.
J’ai vu un long panneau en aluminium mis au rebut parce qu’une matrice à plusieurs V avait été retournée en cours de série après un changement d’outil. Même V nominal. Position de rainure différente. La ligne de charge s’est déplacée. Le panneau s’est cambré.
La polyvalence convient aux ateliers de fabrication. Le travail de précision exige une géométrie de ligne médiane dupliquée entre la rainure de la matrice et l’interface de serrage.
Ne considère jamais les matrices à plusieurs V comme géométriquement identiques aux matrices à simple V sans vérifier la ligne médiane de la rainure par rapport au repère de la machine.
Prends de l’aluminium 5052 de 2 mm, face de finition vers l’extérieur. Fais‑le passer sur une épaule de matrice à arête vive avec un petit rayon. Tu obtiendras une ligne brillante exactement au point tangent où la tôle passe dans le V. Ce n’est pas un malheur esthétique, c’est de la mécanique de contact.
Lorsque le poinçon pousse le matériau dans la matrice, la pression de contact se concentre le long des épaules de la matrice. Un petit rayon d’épaule augmente la contrainte de contact. Une contrainte élevée plus de l’aluminium tendre donne du grippage et des marques visibles. Augmente le rayon d’épaule et tu répartis la charge sur une zone plus large, réduisant la pression de pointe. L’état de surface joue le même rôle : des épaules polies réduisent le frottement, diminuant les marques de traînée pendant le glissement.
Mais si tu modifies ce rayon d’épaule, tu changes subtilement la façon dont le matériau s’écoule dans le V. Sur des ouvertures de V très étroites, un grand rayon d’épaule réduit effectivement l’ouverture utile au premier contact, augmentant la résistance initiale et modifiant la progression du pliage. Cela se répercute sur la tonnage et le comportement de retour élastique.
C’est pourquoi tu ne peux pas isoler le “ marquage ” comme un problème esthétique. Le rayon et la finition de l’épaule de la matrice influencent le coefficient de frottement, qui influence la répartition de la force, qui influence la constance de l’angle sur la longueur.
J’ai vu des pièces décoratives en acier inoxydable ruinées parce qu’une matrice aux épaules usées et rugueuses était jugée “ assez proche ”. La finition s’est transférée sous forme d’une légère striation le long de chaque ligne de pliage. Le métal a retenu chaque rayure de cette matrice.
Ne jamais ignorer le rayon d’épaule et l’état de surface de la matrice lorsque la finition ou la tolérance d’angle serrée sont spécifiées — inspecte‑les et mesure‑les avant le premier pli.
Tu as demandé un processus étape par étape. Le voici dans l’ordre :
C’est la transmission correctement engagée. La question suivante est de savoir si l’outillage lui-même est suffisamment solide pour supporter les charges que vous venez de calculer.
Vous avez appliqué la formule. Vous avez choisi l’ouverture en V. Vous avez vérifié l’alignement.
Maintenant la vraie question : le poinçon survivra-t-il à ce que vous venez de lui demander de faire ?
Une presse plieuse peut être donnée pour 300 tonnes, 600 tonnes, 1 000 tonnes. Ce chiffre signifie que le bâti peut exercer cette force sur toute la longueur du lit. Il ne dit rien sur la fine ligne d’acier à la pointe du poinçon qui supporte la charge par pied. La machine est le bloc moteur. La pointe du poinçon est la bielle. Confondre les deux et c’est quelque chose de petit qui casse en premier.
La puissance ne se transmet pas en toute sécurité simplement parce que les engrenages s’emboîtent.
Commencez avec la formule de pliage à l’air que vous avez déjà utilisée :
kN/m ≈ (1,42 × Rm × T²) / V
Ajoutez ensuite 20 %. Pas comme une estimation — comme une assurance contre la friction, la variation réelle de la résistance à la traction, et le fait que votre tôle n’est pas parfaite en laboratoire.
Convertissez maintenant cela en tonnes par pied et comparez-le à deux chiffres : les tonnes par pied nominales de la machine à cette longueur de pli, et les tonnes par pied nominales du poinçon fournies par le fabricant. Elles ne sont pas interchangeables.
C’est là que les apprentis se blessent avec des calculs qu’ils croient comprendre. L’épaisseur est au carré. Doublez T et la charge quadruple. Ce prototype en acier doux de 3 mm fonctionnait bien à 8 tonnes par pied. La production passe à 6 mm. Vous n’avez pas doublé la charge. Vous l’avez quadruplée. La presse peut encore être dans sa capacité globale — surtout sur une pièce courte — mais la pointe du poinçon peut ne pas l’être.
J’ai vu un poinçon aigu s’écraser sur de l’inox parce que l’opérateur faisait plus confiance à l’étiquette de 220 tonnes de la machine qu’à la limite de 18 tonnes par pied du poinçon. Le premier coup semblait correct. Le deuxième : le flanc est sorti avec 2° d’ouverture. Au cinquième, la pointe s’était élargie juste assez pour modifier le rayon de nez effectif et l’angle a dérivé sur toute la série. La machine n’a jamais protesté. L’outil a absorbé la leçon.
Ne supposez jamais que le tonnage de la machine équivaut à la capacité du poinçon — calculez les tonnes par pied avec la formule, ajoutez 20 %, et vérifiez par rapport à la valeur nominale publiée du poinçon avant le premier cycle.
La charge est un mode de défaillance. L’usure en est un autre.
L’outillage non trempé peut se situer autour de 28–32 HRC. Les outils trempés montent dans les hauts 40 ou bas 50. Cette différence détermine si la calamine abrasive, l’oxyde de laser ou le chrome inoxydable transforme votre arête de précision en lime.
Pliage à l’air d’acier doux sur un matériau propre ? Le non trempé peut durer longtemps et honnêtement. Commencez à travailler sur du décapé-huilé avec du grain incrusté, ou de l’inox avec une résistance à la traction plus élevée et un comportement d’écrouissage, et la pression de contact à la pointe du poinçon devient une opération de meulage sous charge.
Cela se produit lentement. Puis d’un seul coup.
J’ai vu un jeu de poinçons non trempés utilisés sur de l’acier inoxydable 304 abrasif avec une forte calamine de laminage. Après quelques milliers de coups, le rayon de nez s’était usé de façon inégale sur toute la longueur. L’opérateur a compensé l’angle par des réglages de profondeur. Les pièces présentaient de légères lignes de suivi et un retour élastique incohérent. Au moment où quelqu’un a mesuré le nez, il était hors tolérance de quelques dixièmes de millimètre — suffisamment pour modifier la répartition des contraintes et la force effective. Le métal n’était pas en cause. C’était la dureté de surface.
Ce que cela signifie réellement, c’est “ standard au sein d’une famille de montage ” — pas “ indestructible sur tous les matériaux ”.”
Ne jamais utiliser de matériau abrasif ou à haute résistance à la traction sur un outillage non trempé sans calculer la charge de contact et confirmer que la dureté est appropriée pour la classe de matériau.
Vous pensez changer de matériau. En réalité, vous changez la courbe de force.
Prenez la même épaisseur et la même ouverture en V. L’acier doux à 450 MPa de traction contre l’inox à 650 MPa n’est pas un changement subtil. Insérez cela dans la même équation de pliage à l’air et la charge évolue directement avec la résistance à la traction. Ces 8 tonnes par pied deviennent 11 ou 12 avant même d’ajouter votre marge de 20 %.
Et l’inox a plus de retour élastique. Donc vous fermez l’angle avec une pénétration supplémentaire. Plus de pénétration augmente la pression de contact au niveau du nez et des épaules de la matrice. Ce qui augmente la contrainte localisée sur la pointe du poinçon. Ce qui grignote votre marge de sécurité.
La machine peut encore être dans sa plage nominale. Le poinçon, peut-être pas.
Sur un long pli, le problème se cumule. Même si le tonnage total est acceptable, la moindre différence de rigidité de serrage modifie la façon dont cette charge plus élevée se répartit sur la longueur. Si une interface dans cette chaîne ne verrouille pas l’axe exactement comme prévu par le concepteur, le vecteur de force se déplace — et l’inox amplifie ce déplacement car il résiste plus longtemps à la déformation plastique avant de céder.
L’acier doux pardonne. L’inox vous dénonce.
Ne passez jamais de l’acier doux à l’inox sans recalculer les tonnes par pied en utilisant les valeurs réelles de traction, en ajoutant 20 % de capacité, et en confirmant que la résistance du poinçon et la rigidité du serrage peuvent supporter la nouvelle charge.
Vous avez maintenant vu le schéma : la géométrie définit la force, la force teste la capacité, le matériau amplifie tout. L’étape suivante n’est pas un autre avertissement — c’est de construire une séquence de décision reproductible qui verrouille ensemble le serrage, la géométrie, le tonnage et la dureté avant même d’appuyer sur la pédale.
Vous voulez une séquence qui oblige le serrage, la géométrie, le tonnage et la dureté à être en accord avant le premier coup.
Bien. Parce que la seule façon de ne plus travailler à l’aveugle est de spécifier l’outillage comme un mécanicien spécifie un arbre : une interface à la fois, dans l’ordre où la force circule réellement.
La force ne commence pas à l’angle. Elle commence au coulisseau, passe par le serrage, dans le poinçon, à travers la tôle, dans la matrice, et revient dans le bâti. Si une interface dans cette chaîne ne verrouille pas l’axe exactement comme prévu par le concepteur, le vecteur de force se déplace. Et une fois qu’il se déplace, vos calculs deviennent fictifs.
Nous allons donc spécifier dans l’ordre où la charge circule.
Arbre cannelé de transmission d’abord. Engrenages ensuite. Puissance en dernier.
Tout le reste, c’est comment un bon acier finit à la ferraille.
J’ai vu un jour un atelier passer à un poinçon “ universel ” sur une autre presse plieuse parce que l’angle correspondait. Il s’est logé. Il a plié. Mais il était aussi décalé de 0,4 mm par rapport à la ligne centrale car la géométrie de la queue ne correspondait pas à la famille de brides. Après une semaine à traquer le défaut de conicité, ils ont trouvé des marques de fretting sur le rail et un léger polissage sur une épaule de chaque matrice.
L’outillage n’était pas en cause. C’était l’interface.
Changement rapide, style européen, style américain, chargement frontal propriétaire — ce ne sont pas des différences cosmétiques. Elles définissent :
En réalité, cela signifie “ standard au sein d’une famille de montage ”. Pas entre familles.
On ne choisit pas les poinçons avant d’avoir répondu à trois questions sur la machine :
Si la bride est donnée pour 20 tonnes/pied et que votre calcul (avec la marge de 20 %) indique 24, peu importe à quel point le poinçon est beau.
Verrouillez d’abord la famille de montage. Tout le reste doit correspondre à cette cannelure.
N’évaluez jamais les profils de poinçon ou les options de matrice avant de confirmer la compatibilité du bridage, la méthode de centrage et la charge admissible en tonnes par pied de l’interface.
L’angle ne détermine pas l’angle du poinçon en pliage en l’air. C’est la profondeur de pénétration qui le fait. Le poinçon est un applicateur de force ; l’ouverture de la matrice contrôle la charge.
Commencez par le plan de la pièce :
Puis calculez votre ouverture en V. Pour le pliage à l’air de l’acier doux, vous pouvez commencer autour de 6–8 × T. Mais ce n’est qu’une plage de départ, pas une décision.
Utilisez la formule :
kN/m ≈ (1,42 × Rm × T²) / V
Résolvez pour V en fonction des tonnes par pied admissibles de l’étape 1.
Si le V requis pour rester sous la capacité de serrage et de poinçon produit un rayon intérieur plus grand que ce que le plan permet, vous ne “ réglez pas la profondeur ”. Vous changez soit le style d’outillage, soit vous contestez le plan.
Voici le cas limite que les apprentis manquent : si l’âme centrale d’un profil en U est plus étroite qu’environ la moitié de la largeur du corps de matrice, la pièce ne peut pas chevaucher correctement la matrice en pliage à l’air standard. Vous passez aux outils de formage ou aux matrices spéciales, souvent à des multiples de la force initiale. Ce n’est pas un problème d’angle. C’est la géométrie qui domine votre flux de travail.
J’ai vu une bride de retour étroite forcée sur une matrice standard parce que “ le V correspondait à l’épaisseur ”. L’âme a touché le fond sur les épaules de la matrice avant que le pli ne soit terminé. L’opérateur a augmenté la profondeur. Le nez du poinçon s’est marqué, et la pièce s’est cambrée sur toute sa longueur.
La géométrie a parlé en premier. L’opérateur n’a pas écouté.
Ne sélectionnez jamais un poinçon uniquement par l’angle inclus — calculez l’ouverture en V à partir de la résistance à la traction et de l’épaisseur, confirmez qu’elle satisfait les contraintes de rayon et de bride, et vérifiez que la largeur du corps de matrice supporte réellement la géométrie de la pièce.
Nous vérifions maintenant si la machine peut physiquement exécuter ce que les calculs exigent.
La hauteur fermée est l’empilement total : du coulisseau au banc au point mort bas moins la hauteur de l’outillage. Si votre combinaison poinçon/matrice dépasse la lumière ou la course de la machine, vous ne le découvrirez pas dans la CAO. Vous le découvrirez lorsque le coulisseau déclenchera une alarme à mi-course.
Puis le tonnage par pied :
Comparez ce nombre à :
Les trois doivent dépasser votre valeur requise.
Et la longueur compte au-delà de la force. Les pliages longs introduisent une flèche du coulisseau. Si la machine ne dispose pas d’un réglage de bombage adéquat, votre charge calculée se concentrera vers le centre. Les calculs supposent une répartition uniforme. L’acier, lui, non.
J’ai vu un panneau inox de 3 mètres plié sur une presse plieuse sans bombage actif. Les extrémités étaient parfaites. Le centre était ouvert de 1,5°. L’opérateur a compensé par la profondeur. La pièce courte suivante a été trop pliée au milieu car la compensation est restée. Les pointes d’outils montraient une usure inégale en quelques jours.
La capacité, ce n’est pas seulement “ peut-elle pousser ”. C’est “ peut-elle pousser uniformément ”.”
N’approuvez jamais un empilage d’outillage tant que la hauteur fermée ne rentre pas dans la course de la machine, que les tonnes par pied requises (avec marge) sont inférieures aux capacités de la machine, du poinçon et de la bride, et que la capacité de bombage correspond à la longueur de pli prévue.
Voici la perspective que je veux que vous rapportiez à la machine.
Arrêtez de penser en angles. Commencez à penser en trajets de charge.
La bride est la cannelure. Le poinçon et la matrice sont les engrenages. Le matériau est la résistance. La capacité de la machine n’est que le bloc moteur. Si la cannelure ne correspond pas, aucune puissance ni correction d’angle ne transmettra la force correctement.
L’ordre est donc fixe :
Cette séquence semble contre-intuitive car la plupart des opérateurs commencent par l’élément visible — l’angle de pliage. Mais l’angle est l’expression finale d’une chaîne de force qui commence à la bride.
Lorsque vous traitez l’outillage comme une pièce, vous courez après les défauts.
Lorsque vous le considérez comme un système, vous les prévoyez avant qu’ils ne se produisent.
Ne commandez jamais d’outillage pour presse plieuse tant que vous ne pouvez pas retracer tout le chemin de la force — du serre-joint au poinçon, au matériau, à la matrice, au banc — et prouver, chiffres à l’appui, que chaque interface de cette chaîne est compatible.


















