

Lo scorso inverno ho visto un ragazzo montare un punzone da 88° in una ganascia idraulica in stile europeo, serrarlo, posizionare sotto una matrice a V da 88°, e sorridere come se l’angolo fosse già garantito. Primo colpo: il punzone si spostò lateralmente di mezzo millimetro e lasciò un segno lucido sulla spalla della matrice. Secondo colpo: la flangia uscì aperta di 2°.
Ha dato la colpa al ritorno elastico.
Non ha mai guardato il codolo.
La maggior parte degli operatori sceglie l’utensile proprio come hai fatto tu mentalmente: si parte dall’angolo di piega, si abbina la punta del punzone, si sceglie l’apertura della matrice e si presume che il resto sia “standard”. Questa assunzione funziona—finché il sistema di serraggio della macchina e la geometria di appoggio dell’utensile non sono d’accordo su come deve viaggiare la forza.
Una pressa piegatrice non sta solo spingendo il metallo. Sta trasferendo il carico dal martello, attraverso la ganascia, nel punzone, attraverso il pezzo, nella matrice, e di nuovo nel banco. Se una qualsiasi interfaccia in quella catena non blocca la linea centrale esattamente dove il progettista l’ha prevista, il vettore di forza si sposta. Sposta la forza, e sposti la piega.
Ho visto rottamare una staffa in A36 da 3/16″ perché il codolo superiore era progettato per un diverso stile di ganascia; sotto 60 tonnellate il punzone si inclinò in avanti quel tanto da sfiorare il raggio della matrice e scheggiarlo. Una spalla di matrice scheggiata trasformò un utensile $900 in un fermacarte. Non dare mai per scontato che l’abbinamento dell’angolo equivalga alla compatibilità del sistema.

Senti “standard” e pensi universale. In realtà significa “standard all’interno di una famiglia di montaggio”.”
Prendiamo una tipica piega ad aria da 60 tonnellate in acciaio dolce. La formula per il tonnellaggio nella piega ad aria è:
Tonnellate/piede = (Resistenza a trazione del materiale × Spessore²) ÷ (8 × Apertura V)
Usiamo 60.000 psi di resistenza a trazione, 0,125″ di spessore, su una V da 1″:
(60.000 × 0,125²) ÷ (8 × 1) = (60.000 × 0,015625) ÷ 8 = 937,5 ÷ 8 = 117 tonnellate per piede.
Quel carico non si interessa della pagina di catalogo da cui proviene il tuo punzone. Si interessa di come il codolo si innesta nella ganascia e di dove si trova il centro di gravità rispetto alla linea d’azione del martello.
“Standard europeo”, “codolo in stile americano”, “autoallineante idraulico”—ognuno è il proprio profilo di innesto in una trasmissione. Il punzone è un ingranaggio. La ganascia è l’ingresso della trasmissione. Se i profili non combaciano, la coppia non si trasferisce in modo pulito; vibra, slitta o cammina.
Una matrice multi-V sembra versatile perché puoi ruotarla per avere diverse aperture V. Vero. Ma ruotandola cambi la distribuzione di massa della matrice e il punto di contatto sotto carico. Se il tuo sistema di serraggio non posiziona il punzone in modo ripetibile attraverso quella rotazione, il tuo setup “standard” ha appena introdotto una nuova variabile.
Standard significa geometria comune all’interno di un sistema. Non significa intercambiabile tra sistemi. Non ordinare mai utensili basandoti solo sull’angolo della punta senza confermare il profilo di serraggio e il metodo di appoggio esatti della tua macchina.

Hai chiuso un pezzo a scatola e sentito quel sinistro clic metallico quando il corpo del punzone—non la punta—colpisce la parete laterale. L’angolo della punta era corretto. Il corpo no.
Un punzone a lama stretta e un punzone acuto massiccio possono entrambi avere punte da 88°. Ma il punzone a lama mantiene la massa vicino alla linea centrale. Quello massiccio porta il peso in avanti e verso l’esterno. Sotto carico, quella massa extra crea un braccio di leva. La ganascia deve resistere a quella forza rotazionale.
Se l’interfaccia di serraggio consente anche un movimento microscopico, il punzone ruota. Quella rotazione cambia la profondità di penetrazione sulla punta, che si manifesta come variazione dell’angolo che chiami “ritorno elastico”. Quindi aggiungi profondità. Ora stai compensando il movimento, non il comportamento del materiale.
Una volta ho visto un pannello in acciaio inox di 10 piedi uscire dalle tolleranze perché l’operatore inseguiva 1,5° di “ritorno elastico” che in realtà era il rotolamento del punzone in un morsetto meccanico usurato. Quando lo abbiamo diagnosticato, le spalle della matrice erano martellate e i bordi del pezzo graffiati. Metallo rovinato. Tutto perché nessuno aveva controllato come l’utensile si posizionava sotto carico.
I moderni sensori d’angolo possono correggere automaticamente a metà ciclo. Leggono la piega e spingono più in profondità se necessario. Ma non possono impedire a un punzone di camminare lateralmente o a una matrice di spostarsi sotto carico non uniforme. I sensori correggono l’angolo. Non correggono l’instabilità meccanica.
Quando si presenta un urto o un ritorno elastico imprevedibile, non ricorrere subito a una penetrazione più profonda. Non dare mai la colpa al comportamento del materiale prima di verificare che punzone, matrice e morsetto condividano un centro di gravità stabile sotto il tonnellaggio calcolato.
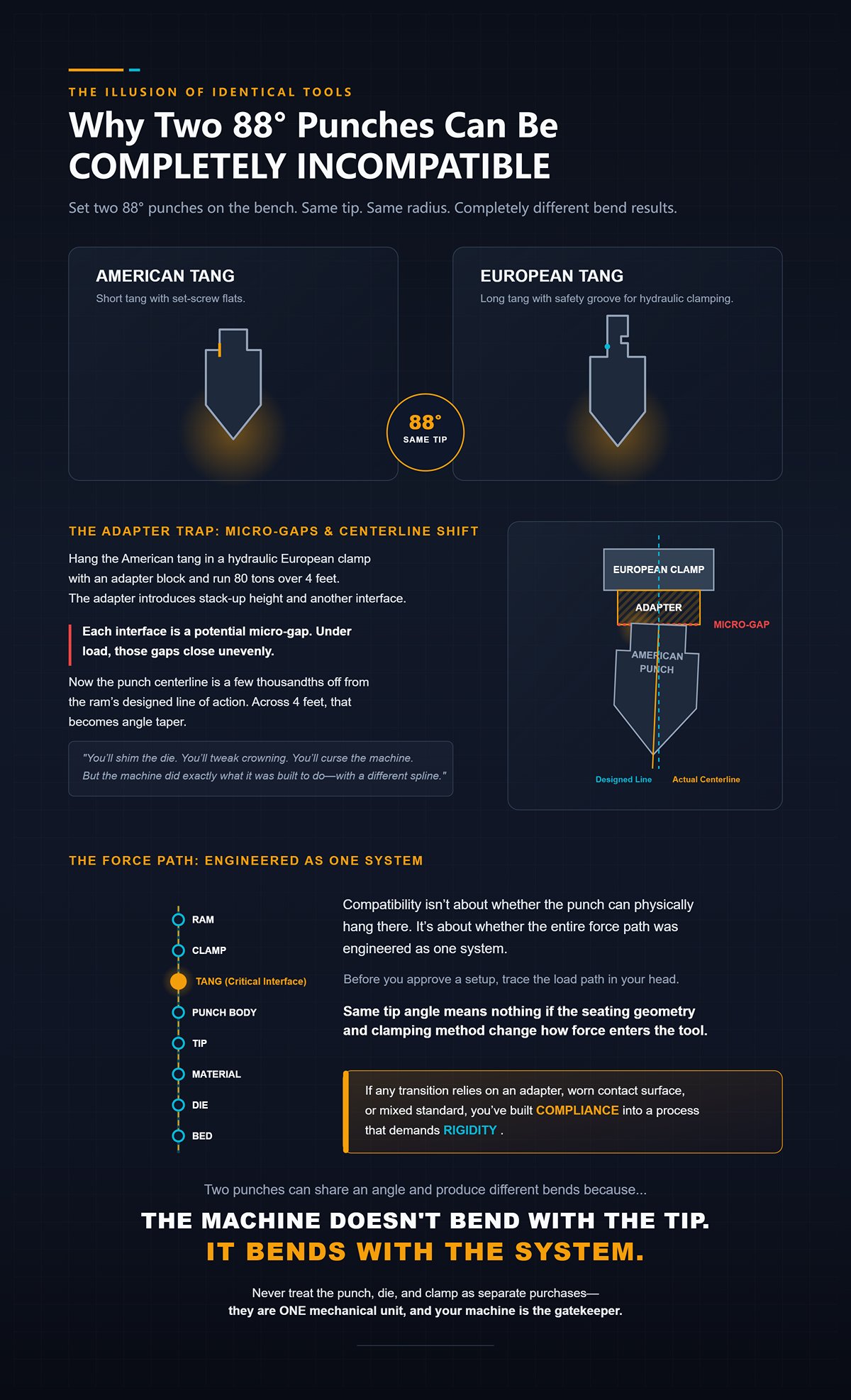
Metti due punzioni da 88° sul banco. Uno ha un codolo corto in stile americano con superfici piatte per viti di fissaggio. L’altro ha un codolo lungo in stile europeo con una scanalatura di sicurezza per il serraggio idraulico. Stessa punta. Stesso raggio.
Appendi il codolo americano in un morsetto idraulico europeo con un blocco adattatore e applica 80 tonnellate su 4 piedi. L’adattatore introduce altezza aggiuntiva e un’altra interfaccia. Ogni interfaccia è un potenziale micro-gap. Sotto carico, questi gap si chiudono in modo non uniforme.
Ora la linea centrale del punzone è spostata di qualche millesimo rispetto alla linea d’azione progettata del martinetto. Su 4 piedi, questo diventa un’inclinazione dell’angolo. Spessorerai la matrice. Regolerai la bombatura. Maledirai la macchina.
Ma la macchina ha fatto esattamente ciò per cui è stata costruita—con un diverso profilo.
La compatibilità non riguarda il fatto che il punzone possa fisicamente essere appeso lì. Riguarda il fatto che l’intero percorso della forza sia stato progettato come un unico sistema. Lo stesso angolo di punta non significa nulla se la geometria di appoggio e il metodo di serraggio cambiano il modo in cui la forza entra nell’utensile.
Prima di approvare un setup, traccia mentalmente il percorso del carico: martinetto → morsetto → codolo → corpo del punzone → punta → materiale → matrice → banco. Se una qualsiasi transizione si basa su un adattatore, una superficie di contatto usurata o uno standard misto, hai introdotto flessibilità in un processo che richiede rigidità.
Due punzioni possono condividere un angolo e produrre pieghe diverse perché la macchina non piega con la punta. Piega con il sistema. Non trattare mai punzone, matrice e morsetto come acquisti separati—sono un’unità meccanica unica, e la tua macchina è il custode.
Vuoi sapere come verificare la compatibilità prima di applicare il tonnellaggio?
Ecco la prima cosa che faccio quando mi avvicino a una macchina: non guardo la punta del punzone. Guardo la faccia del martinetto e misuro il profilo di serraggio. Larghezza del codolo. Profondità del codolo. Presenza di scanalatura di sicurezza. Diametro del perno se è un sistema di precisione. Poi verifico le specifiche di appoggio del produttore per quell’interfaccia e le confronto con il disegno del punzone. Se quei numeri non corrispondono all’interno della famiglia di montaggio prevista, mi fermo subito.
Perché la tua pressa piegatrice non accetta “punzioni”. Accetta una geometria di montaggio esatta. Tutto il resto è un compromesso, un adattatore o un’ipotesi.
E indovinare è il modo in cui il metallo viene rovinato.
Quindi mettiamoli in fila in base a come si comportano realmente sotto carico, non a come li descrivono i cataloghi.
Immagina un classico codolo americano: collo rettangolare corto, due viti di fissaggio che lo spingono contro una guida. Lo fai scorrere, stringi le viti, e “sembra” stretto. Rapido. Semplice. Economico.
Ora metti i numeri.
Prendi l’esempio precedente di 117 tonnellate per piede. Esegui solo 3 piedi di quella piega e stai applicando circa 350 tonnellate totali distribuite lungo il pistone. Le viti di regolazione non serrano verticalmente; spingono lateralmente, forzando il codolo contro la faccia della guida. Il supporto verticale proviene da una stretta mensola sotto il codolo.
Quindi il percorso della forza è pistone → guida → bordo del codolo → punzone.
Quel contatto sul bordo è ridotto. Una piccola area di contatto significa maggiore stress di contatto. Col tempo, la faccia della guida si consuma. Non in modo catastrofico. Solo di qualche millesimo.
Qualche millesimo sulla guida diventa deviazione angolare sulla punta perché il codolo può oscillare microscopicamente sotto carico. Questa è la tua accumulazione di tolleranza nascosta. Non la noti finché non inizi a inseguire regolazioni di profondità.
Ho visto un’officina lavorare staffe ad alta varietà su un vecchio sistema di serraggio in stile americano. Secondo colpo: la flangia è uscita aperta di 2°. Hanno dato la colpa al ritorno elastico. Hanno aumentato la profondità. Terzo pezzo piegato eccessivamente. Il vero problema? La guida superiore si era consumata in modo irregolare dove i punzoni più pesanti erano sempre posizionati. Il codolo non si appoggiava più in piano.
Dopo una spalla di matrice scheggiata, hanno finalmente colorato il codolo e visto il contatto irregolare.
Il sistema americano non è “cattivo”. È semplice. Ma la sua precisione dipende dalle condizioni della guida e dalla disciplina nell’uso delle viti di regolazione. Chiede all’operatore di essere parte del sistema di allineamento.
Se lavori con basse tonnellate e cambi utensile poco frequenti, può essere perfettamente adeguato. Se cicli utensili pesanti tutto il giorno, la guida diventa un consumabile, che tu lo abbia previsto a bilancio o meno.
Prima di applicare carico su una macchina in stile americano, rimuovi il punzone e ispeziona la faccia della guida per segni di grippaggio o usura a gradino, poi colora il codolo e verifica il contatto su tutta la lunghezza sotto una leggera pressione di serraggio. Non dare mai per scontato che una vite di regolazione stretta equivalga a un appoggio su tutta la superficie.
Ora guarda un codolo di precisione da 20 mm con doppie scanalature e un serraggio idraulico a blocco con perno. Inserisci il punzone, attivi il sistema idraulico e il serraggio tira il codolo verso l’alto contro una superficie di riferimento lavorata. Appoggio verticale. Supporto su tutta la lunghezza.
Questo sistema può mantenere circa 45 kN di forza di serraggio per stazione e restare stabile a velocità di corsa di produzione con punzoni fino a circa 110 libbre. Non è pubblicità. È precarico ingegnerizzato.
La differenza sta in dove risiede la responsabilità dell’allineamento.
In questo sistema, il serraggio definisce la linea centrale. La geometria del codolo e le superfici di appoggio temprate del serraggio stabiliscono la ripetibilità misurata in micron. Il compito dell’operatore è solo inserire e confermare.
Ma ecco la parte che la maggior parte delle persone salta: ora il serraggio stesso è un componente di precisione. Se la pressione idraulica cala, se i perni si usurano, se detriti si depositano nella scanalatura, il tuo sistema “di precisione” non è più preciso.
Ho visto un’officina installare serraggi idraulici su un pistone usurato senza controllarne la rettilineità. Utensili bellissimi. Superficie di montaggio storta. Si aspettavano che il serraggio correggesse la geometria della macchina.
Non lo farà.
Questi sistemi brillano in ambienti ad alta varietà e alta ripetibilità dove i cambi utensile sono frequenti e l’allineamento deve essere automatico. Ma se pieghi acciaio dolce di basso spessore una volta a settimana, la complessità potrebbe non ripagarsi.
Quindi come verifichi la compatibilità in questo caso?
Controllare la dimensione del codolo (20 mm significa 20 mm, non 19,85 da un fornitore contraffatto), confermare che la posizione della scanalatura corrisponda alle specifiche del morsetto, verificare che la pressione idraulica soddisfi i requisiti del produttore e effettuare un test di posizionamento con spessimetri lungo tutta la lunghezza del codolo prima di caricare la tonnellata.
Non dare mai per scontato che “sistema di precisione” significhi auto-correggente.
Ora prendi un codolo in stile europeo da 13 mm con una scanalatura di sicurezza. La scanalatura non è decorativa. Serve affinché il bordo del morsetto possa bloccare il punzone anche prima del serraggio completo, prevenendo la caduta.
In realtà significa “standard all’interno di una famiglia di montaggio”.”
La logica di posizionamento cambia qui. Il morsetto tipicamente spinge il codolo verso l’alto contro una superficie di riferimento, concettualmente simile ai sistemi di precisione, ma spesso con serraggio manuale piuttosto che precarico idraulico.
Le superfici di contatto sono più ampie rispetto alle guide americane classiche, ma la forza di serraggio e la ripetibilità dipendono dalla pressione meccanica delle viti e dal corretto innesto della scanalatura.
Immagina detriti accumulati in quella scanalatura di sicurezza. Il bordo del morsetto si appoggia sulla sporcizia prima che il codolo sia completamente posizionato. Sotto 80 tonnellate, il codolo si sposta verso l’alto di quelle ultime poche migliaia di millimetri.
Non lo vedrai finché non misurerai la conicità lungo la lunghezza del pezzo.
Una volta ho visto un punzone lungo per angoli acuti espellere leggermente durante una lavorazione pesante su acciaio inox perché il bordo della scanalatura si era arrotondato dopo anni di uso. Il punzone non è caduto. Si è solo spostato lentamente. La variazione dell’angolo risultante ha portato allo scarto di un intero lotto di pannelli per quadri elettrici.
La scanalatura di sicurezza migliora la ritenzione e l’allineamento rispetto a un semplice codolo, ma introduce un nuovo punto di ispezione: l’integrità della scanalatura e la condizione del bordo del morsetto.
Prima di caricare la tonnellata di produzione, ispezionare la scanalatura di sicurezza per eventuali deformazioni, confermare visivamente la profondità di innesto del bordo del morsetto e serrare le viti del morsetto secondo le specifiche piuttosto che “a mano”. Non ignorare mai la scanalatura come se fosse solo una caratteristica di sicurezza.
| Sistema | Caratteristiche di progettazione | Percorso della forza / Logica di serraggio | Vantaggi | Rischi nascosti / Problemi di tolleranza | Migliori casi d’uso | Lista di controllo per ispezione pre-carico |
|---|---|---|---|---|---|---|
| Utensili in stile americano | Codolo rettangolare corto; due viti laterali di fissaggio; supporto basato su guida | Pistone → guida → bordo del codolo → punzone; la pressione laterale della vite forza il codolo contro la guida; supporto verticale da una mensola stretta | Semplice, rapido, a basso costo; adeguato per basse tonnellate | Piccola area di contatto del bordo aumenta lo stress; l'usura della faccia della guida causa deviazione angolare; il codolo può oscillare sotto carico; allineamento dipendente dall'operatore | Lavori a bassa tonnellata; cambi utensile poco frequenti | Ispezionare la faccia della guida per grippaggi/usura a gradino; annerire il codolo per verificare il contatto su tutta la lunghezza; confermare il posizionamento con leggera pressione di serraggio; non fare affidamento solo su viti di fissaggio strette |
| Sistemi di Precisione Wila / Trumpf | Codolo di precisione da 20 mm; doppie scanalature; morsetto a blocco con perno idraulico; superfici di riferimento temprate | Il sistema idraulico tira il codolo verso l'alto nella superficie di riferimento lavorata; posizionamento verticale su tutta la lunghezza; precarico progettato (~45 kN per stazione) | Alta ripetibilità (livello micron); allineamento automatico; stabile con velocità di corsa in produzione; ideale per cambi frequenti | Il morsetto diventa una variabile di precisione; perdita di pressione idraulica, usura del perno o detriti influenzano l'accuratezza; non può compensare un pistone usurato o disallineato | Produzione ad alta varietà e alta ripetibilità; frequenti cambi utensile | Verificare dimensioni esatte del codolo (vero 20 mm); confermare la posizione della scanalatura secondo specifica; controllare la pressione idraulica; eseguire test di posizionamento con spessimetro; ispezionare la rettilineità del pistone |
| Stile Promecam / Europeo | Codolo da 13 mm con scanalatura di sicurezza; il labbro del morsetto cattura la scanalatura; tipicamente serraggio manuale a vite | Il morsetto spinge il codolo verso l'alto nella superficie di riferimento; ritenzione tramite innesto della scanalatura; contatto più ampio rispetto alla guida americana | Ritenzione migliorata; inserimento più sicuro; migliore allineamento rispetto ai sistemi di codolo di base | Detriti nella scanalatura impediscono il posizionamento completo; usura del labbro del morsetto consente lo slittamento del punzone; la coppia della vite influisce sulla ripetibilità; spostamento verso l'alto sotto carico pesante | Produzione moderata o pesante con famiglie di montaggio standardizzate | Ispezionare la scanalatura di sicurezza per deformazioni/detriti; controllare la condizione del labbro del morsetto e la profondità di innesto; serrare le viti secondo specifica; confermare il posizionamento completo prima della tonnellata |
Ora arriviamo al killer silenzioso.
Hai una macchina a morsetto europea. Possiedi un mucchio di punzoni americani. Quindi compri blocchi adattatori. Problema risolto, giusto?
Tracciamo il percorso della forza.
Slitta → morsetto idraulico → adattatore → codolo americano → corpo del punzone → punta.
Ogni interfaccia aggiunta è un altro potenziale strato di flessibilità. Se una qualsiasi interfaccia in quella catena non blocca la linea centrale esattamente dove il progettista l’ha prevista, il vettore di forza si sposta.
Il compenso CNC presuppone un’altezza e una rigidità dell’utensile note. Aggiungi un adattatore che cambia l’altezza della pila anche solo di 0,500″. Il tuo modello di deflessione è errato. Aggiungi una leggera tolleranza laterale tra codolo e adattatore. Ora hai libertà di rotazione sotto carico.
La macchina continua a ciclar perfettamente. Il sensore di angolo continua a leggere correttamente. Ma il punzone può muoversi microscopicamente prima che il sensore reagisca.
Ho visto un pannello di 10 piedi mostrare angoli incoerenti tra le stazioni perché adattatori misti si erano posizionati in modo diverso lungo la slitta. L’operatore ha inseguito il problema con regolazioni del compenso per ore. La vera soluzione è stata rimuovere gli adattatori e standardizzare la famiglia di montaggio.
Gli adattatori a volte sono inevitabili durante i periodi di transizione. Va bene. Ma trattali come componenti ingegnerizzati, non come blocchi di comodità.
Misura lo spessore dell’adattatore in più punti. Conferma il parallelismo. Verifica la calzata del codolo senza gioco laterale prima del serraggio. Ricalcola l’altezza della pila dell’utensile nel controllo CNC invece di assumere equivalenza.
Non mescolare mai sistemi di montaggio in un lavoro di precisione senza rivalidare l’intero percorso della forza dalla slitta al banco.
Verifichi la compatibilità misurando la geometria, confermando la meccanica di posizionamento, ispezionando le superfici di usura e tracciando il percorso del carico prima della prima corsa. Una volta che la famiglia di montaggio è bloccata e meccanicamente solida, solo allora ha senso parlare di geometria del punzone e comportamento del materiale.
Perché una volta che la scanalatura corrisponde alla trasmissione, puoi finalmente scegliere la marcia giusta.
Ed è lì che iniziano le vere decisioni di piegatura.
Hai verificato il codolo, il morsetto, le superfici di posizionamento. La scanalatura della trasmissione corrisponde. Bene.
Ora stai fissando il rack, pensando, Piegatura a 90°… quindi prenderò un punzone a 90°.
È il contrario.
Parti da un lavoro reale. Diciamo acciaio inox 304 da 3 mm, piegatura in aria, raggio interno target di circa 3 mm, flangia da 40 mm. Se segui la regola pigra—V = 8T—sceglieresti una matrice da 24 mm. Ma l’acciaio inox non è acciaio dolce. Si incrudisce rapidamente e si crepa se lo stringi troppo. In pratica apri quella matrice a 10T o anche 12T. Chiamiamola 30–36 mm.
Ecco la parte che la maggior parte degli operatori si perde: una volta che l’apertura a V si sposta, il raggio interno nella piegatura in aria si sposta con essa. La punta del punzone non ha determinato il raggio. Lo hanno fatto la resistenza del materiale e l’apertura della matrice.
La geometria del punzone è a valle rispetto a spessore, lega, lunghezza della flangia e metodo. La formula non si interessa di ciò che hai sullo scaffale.
Non scegliere mai un punzone in base all’angolo prima di calcolare la finestra del materiale in cui deve operare.
Una volta ho visto un’officina piegare 2 mm di 5052 con un punzone a punta di raggio 0,2 mm perché “fa angoli netti”. Il primo lotto sembrava a posto. Il secondo lotto? Microfratture lungo la linea di piega dopo la verniciatura a polvere. I pezzi passarono il controllo visivo. Fallirono in servizio.
Ecco il meccanismo.
Nella piegatura a fondo o nella coniatura, il raggio della punta del punzone diventa il raggio interno di piega. Quindi il raggio minimo della punta del punzone deve rispettare il raggio interno minimo per la lega. Per molti alluminî, è circa 1T per pieghe strette; per tempra più dura, di più. Se T = 2 mm e coni con una punta da 0,2 mm, stai forzando un Ri = 0,2 mm in un materiale che vuole 2 mm. La deformazione supera l’allungamento. Si crepa. Matematica semplice.
Nella piegatura in aria, cambia. Il raggio interno si approssima a V/6 o V/8 a seconda della resistenza del materiale. Se scegli V = 8T su acciaio dolce da 2 mm, cioè 16 mm, Ri si colloca intorno a 2–2,7 mm. Cambia il materiale in inox e apri a V = 12T (24 mm). Ora Ri cresce verso 3–4 mm. Stesso punzone. Raggio diverso. Perché il metodo e la matrice dominano.
E il tonnellaggio segue la stessa logica. La forza di piegatura in aria per piede è circa:
Tonnellate/piede = (575 × T²) / V (per acciaio dolce)
Inserisci 3 mm (0,118 in) e V = 1 in equivalente, ottieni un carico specifico. Apri V più ampio e il tonnellaggio richiesto cala. Piegatura a fondo? Moltiplica il tonnellaggio della piegatura in aria per 3 a 5. Coniatura? Fino a 8 a 10 volte. Il tuo punzone deve sopravvivere a questo. Punzioni sottili e acuti sotto carichi di coniatura si piegano come lattine di soda.
Quindi il raggio corretto della punta non è una preferenza. È delimitato da:
Se non hai scritto queste tre cose, stai indovinando.
Non scegliere mai un raggio della punta del punzone più piccolo del raggio interno consentito dal materiale per il metodo di piega che stai effettivamente usando.
Immagina un profilo a C: acciaio dolce da 2,5 mm, flange laterali da 20 mm, poi una flangia di ritorno interna da 15 mm a 90°. Puoi calcolare V tutto il giorno. Non importa se il corpo del punzone si schianta contro la parete verticale prima che la punta raggiunga la profondità.
Qui è dove “spazio di ingombro necessario” smette di essere una frase da catalogo e diventa geometria.
Un punzone dritto ha una larghezza del corpo sopra la punta. Durante il secondo colpo, quel corpo oscilla contro la flangia precedentemente formata. Se l’altezza della flangia è inferiore allo spazio di luce del punzone, fisicamente non puoi completare la piega. La dimensione della flangia ha ora dettato lo stile del punzone.
I punzoni a collo d’oca si restringono verso l’interno sopra la punta per creare spazio per le flange di ritorno. Ma quel restringimento riduce la rigidità della sezione trasversale. Sotto carichi più elevati—diciamo lamiera da 6 mm, stampaggio a fondo—la deflessione aumenta. La variazione dell’angolo si insinua lungo le lunghezze maggiori.
Ora collega il tutto alla forza. Se il tuo acciaio dolce da 2,5 mm viene piegato in aria con V = 8T (20 mm), tonnellate/piede ≈ (575 × T²) / V. Converti 2,5 mm in pollici (0,098 in). Elevato al quadrato, moltiplica, dividi—ti troverai in un intervallo gestibile. Un collo d’oca resiste comodamente. Prova quella geometria in acciaio inox da 6 mm, stampaggio a fondo a 4× la tonnellanza dell’aria. Quel collo diventa un cardine.
Quindi lunghezza della flangia e geometria di ritorno scelgono tra dritto e collo d’oca prima che l’angolo entri in conversazione. E lo spessore del materiale decide se quel collo d’oca è strutturalmente sensato.
Ho visto un lavoro con una flangia di ritorno alta eseguito con un punzone dritto “perché era già montato”. Secondo colpo: la flangia è uscita aperta di 2° al centro perché l’operatore ha modulato la profondità per evitare collisioni. Non hanno risolto la geometria. Ci hanno girato intorno.
Non ignorare mai l’interferenza della flangia quando selezioni lo stile del punzone—disegna la sequenza di piega in scala reale e verifica lo spazio fisico prima ancora di calcolare V.
Prendi lamiera sotto i 3 mm. I punzoni acuti—quelli con angoli inclusi affilati—riducono la penetrazione richiesta nella piega in aria. Meno penetrazione significa meno area di contatto, meno forza richiesta. Per materiale sottile, è un vantaggio. Ottieni pieghe più pulite con minore richiesta di tonnellaggio.
Sopra i 3 mm. Ora la rigidità conta più della nitidezza della punta. I punzoni dritti con angoli inclusi più grandi e corpi più spessi resistono alla deflessione. Specialmente se stampi a fondo.
Ecco la linea di demarcazione che la maggior parte delle officine confonde:
Se pieghi in aria acciaio dolce da 2 mm con V = 16 mm, tonnellate/piede ≈ (575 × T²) / V. Apri la V a 20 mm, la tonnellanza scende ulteriormente. Un punzone acuto prospera qui. Prova a stampare a fondo lo stesso setup e moltiplica la forza. Improvvisamente il tuo punzone acuto e sottile sta sopportando carichi per cui non è stato progettato.
Il metodo di piega non è un ripensamento. Determina se la geometria del punzone sta modellando il raggio o sta semplicemente partecipando a un’interazione a tre corpi tra punzone, matrice e materiale.
Quindi la gerarchia è rigorosa:
L’interfaccia della macchina blocca la linea centrale. Lo spessore e la lega del materiale definiscono la deformazione ammissibile e la finestra della matrice. La geometria della flangia detta lo stile del punzone. Il metodo di piega stabilisce quanto il punzone controlla effettivamente il raggio—e quanto carico deve sopportare.
Solo all’interno di quella stretta finestra “punzone a 90° o a 88°?” diventa una domanda significativa.
Non selezionare mai la geometria del punzone senza prima dichiarare—ad alta voce—materiale, spessore, vincoli della flangia, calcolo dell’apertura della matrice e metodo di piega in una sola frase.
Vuoi un processo passo‑passo per selezionare il punzone corretto.
Bene. Allora smetti di fissare il rack dei punzoni e guarda la matrice.
Inizia con un lavoro reale: acciaio dolce da 3 mm, piega in aria, 90°, lungo 1 metro. Conosci già la formula per la piega in aria:
Tonnellate/piede = (575 × T²) / V (acciaio dolce)
Converti 3 mm in 0,118 pollici. Elevato al quadrato: 0,0139. Moltiplica per 575: circa 8,0. Ora dividi per V. Se scegli un’apertura a V da 1,0 pollice (circa 8,5× lo spessore), sei a circa 8 tonnellate per piede. Aprendo la V a 1,25 pollici, il tonnellaggio scende a circa 6,4 tonnellate per piede. Stesso materiale. Stesso angolo. Matrice diversa.
Quella V determina anche il raggio interno nella piega in aria—circa V/6 a V/8 a seconda della resistenza. Quindi una V da 1,0 pollice ti dà circa 0,125–0,167 pollici di raggio. Aprendo a 1,25 pollici, il raggio cresce di conseguenza.
Non hai ancora toccato il punzone, e già raggio e carico sono cambiati.
Ecco perché la selezione della matrice viene prima. L’apertura a V non è una supposizione; è il moltiplicatore che definisce sia la deformazione che la forza. Cambiala e cambi il ritorno elastico, il tonnellaggio e se il punzone che ti piaceva sulla carta sopravvive al lavoro.
Non scegliere mai un punzone prima di calcolare l’apertura a V e le tonnellate per piede risultanti sul materiale reale.
Ho visto un’officina piegare acciaio inox da 2 mm su una V da 16 mm perché “8× è standard”. I pezzi uscivano aperti di 1,5°. Hanno cercato di correggere con la profondità. Hanno piegato troppo. Incoerenti lungo la lunghezza. La matrice non era sbagliata secondo la logica del catalogo. Era sbagliata per la lega.
La “regola dell”8×” è una media, non una legge. Per acciaio dolce sotto i 4 mm, 5–6× lo spessore è spesso più stabile. L’acciaio inox sopra i 4 mm può richiedere 6–8×. L’alluminio da 4 mm in su può arrivare a 8–10× per evitare crepe. Questi moltiplicatori cambiano perché cambiano la resistenza a snervamento e l’allungamento.
Il meccanismo conta. Una V più stretta aumenta la penetrazione per un dato angolo, aumentando la deformazione plastica attraverso lo spessore. Più deformazione plastica significa meno recupero elastico—meno ritorno elastico. Aprire troppo la V riduce la deformazione; il recupero elastico domina; il pezzo si apre. Non puoi “compensare” questo con l’angolo del punzone perché la matrice controlla l’arco di piega nella formatura in aria.
E il tonnellaggio si muove nella direzione opposta. Usando la stessa formula, dimezzare la V raddoppia le tonnellate per piede. Quel carico extra deve passare attraverso la scanalatura di serraggio, attraverso il corpo del punzone, fino alle spalle della matrice. Se qualsiasi interfaccia in quella catena non blocca la linea centrale esattamente dove il progettista l’ha prevista, il vettore di forza si sposta.
Una volta ho visto un 304 da 4 mm lavorato su una V da 12× per “ridurre il tonnellaggio”. Il ritorno elastico è impazzito, gli operatori hanno aumentato la profondità, e le spalle della matrice hanno lucidato una brillante linea di contatto su ogni pezzo. Il metallo non era sbagliato. Il moltiplicatore sì.
Non citare mai “8× lo spessore” senza nominare il materiale, la gamma di spessore e le tonnellate per piede calcolate nella stessa frase.
Immagina un blocco di matrice a 4 vie: aperture da 16 mm, 22 mm, 30 mm, 40 mm. Comodo. Gira e vai.
Ora fissalo leggermente fuori centro in un sistema che è usurato di 0,05 mm su un lato della guida. Su una matrice a V singola, l’errore della linea centrale è piccolo e prevedibile. Su una multi‑V, ogni scanalatura si trova in una posizione laterale diversa rispetto alle facce di serraggio. Girando il blocco cambi non solo la V, ma anche il percorso del carico attraverso il banco.
Fai i conti. Supponiamo acciaio dolce da 3 mm su una V da 22 mm (circa 7,3×). In forma metrica, l’approssimazione del carico di piegatura ad aria è:
kN/m ≈ (1,42 × Rm × T²) / V
Supponiamo una resistenza a trazione di circa 450 MPa. Inseriscila e sei nell’ordine di 100 kN/m. Quella forza deve essere distribuita simmetricamente su slitta e banco. Spostala di un millimetro fuori dal vero centro perché la geometria del blocco della matrice e le superfici di serraggio non sono perfettamente combacianti, e introduci un carico irregolare sulle spalle.
Il pezzo lo mostra come variazione dell’angolo da un lato all’altro. L’operatore incolpa il “crowning”. Il vero colpevole è che la matrice “versatile” ha cambiato la geometria della trasmissione.
Ho visto un lungo pannello di alluminio scartato perché una matrice multi‑V è stata capovolta a metà lavorazione dopo un cambio utensile. Stessa V nominale. Posizione della scanalatura diversa. La linea di carico si è spostata. Il pannello si è incurvato.
La versatilità va bene per le officine. Il lavoro di precisione richiede geometria della linea centrale ripetibile tra la scanalatura della matrice e l’interfaccia di serraggio.
Non trattare mai le matrici multi‑V come geometricamente identiche alle matrici singola‑V senza verificare la linea centrale della scanalatura rispetto al datum della macchina.
Prendi alluminio 5052 da 2 mm, lato cosmetico verso l’esterno. Passalo su una spalla di matrice a spigolo vivo con un piccolo raggio. Otterrai una linea di pressione brillante esattamente nel punto di tangenza dove il foglio passa nella V. Non è sfortuna estetica. È meccanica del contatto.
Quando il punzone spinge il materiale nella matrice, la pressione di contatto si concentra lungo le spalle della matrice. Un piccolo raggio di spalla aumenta la tensione di contatto. Alta tensione più alluminio morbido uguale grippaggio e segni visibili. Aumenta il raggio della spalla e distribuisci il carico su un’area più ampia, riducendo la pressione di picco. La finitura superficiale fa lo stesso—spalle lucidate riducono l’attrito, abbassando i segni da trascinamento durante lo scorrimento.
Ma cambia quel raggio di spalla e modifichi sottilmente il modo in cui il materiale fluisce nella V. Su aperture a V molto strette, un grande raggio di spalla restringe di fatto l’apertura di lavoro al contatto iniziale, aumentando la resistenza iniziale e alterando la progressione della piega. Questo si ripercuote sul tonnellaggio e sul comportamento di ritorno elastico.
Ecco perché non puoi isolare il “marcaggio” come un problema estetico. Il raggio e la finitura della spalla della matrice influenzano il coefficiente di attrito, che influenza la distribuzione delle forze, che influenza la consistenza dell’angolo lungo tutta la lunghezza.
Ho visto pezzi decorativi in acciaio inox rovinati perché una matrice con spalle usurate e ruvide era “abbastanza vicina”. La finitura si è trasferita come una lieve dentellatura su ogni linea di piega. Il metallo ha ricordato ogni graffio di quella matrice.
Non ignorare mai il raggio della spalla della matrice e la condizione superficiale quando è specificata la finitura o una tolleranza d’angolo stretta—controllali e misurali prima del primo colpo.
Hai chiesto un processo passo‑passo. Ecco l’ordine:
Ecco la trasmissione innestata correttamente. La domanda successiva è se l’attrezzatura stessa sia abbastanza robusta da sopravvivere ai carichi che hai appena calcolato.
Hai eseguito la formula. Hai scelto l’apertura a V. Hai verificato l’allineamento.
Ora la vera domanda: il punzone sopravvivrà a ciò che gli hai appena chiesto di fare?
Una piegatrice può essere classificata per 300 tonnellate, 600 tonnellate, 1.000 tonnellate. Quel numero significa che il telaio può spingere così forte lungo il banco. Non dice nulla sulla sottile linea di acciaio alla punta del punzone che sopporta il carico per piede. La macchina è il blocco motore. La punta del punzone è la biella. Confondere le due cose e qualcosa di piccolo si rompe per primo.
La potenza non si trasferisce in sicurezza solo perché gli ingranaggi si innestano.
Inizia con la formula di piegatura in aria che hai già usato:
kN/m ≈ (1,42 × Rm × T²) / V
Poi aggiungi il 20 percento. Non come ipotesi — ma come assicurazione per attrito, variazione reale della resistenza a trazione e il fatto che il tuo foglio non è perfetto da laboratorio.
Ora converti in tonnellate per piede e confronta con due numeri: le tonnellate per piede nominali della macchina a quella lunghezza di piega e le tonnellate per piede nominali del punzone fornite dal produttore. Non sono intercambiabili.
Ecco dove gli apprendisti si fanno male con la matematica che pensano di capire. Lo spessore è al quadrato. Raddoppia T e il carico aumenta di quattro volte. Quel prototipo in acciaio dolce da 3 mm funzionava bene a 8 tonnellate per piede. In produzione si passa a 6 mm. Non hai raddoppiato il carico. Lo hai quadruplicato. La pressa potrebbe essere ancora entro il suo limite globale — soprattutto su un pezzo corto — ma la punta del punzone potrebbe non esserlo.
Ho visto un punzone acuto deformarsi su acciaio inox perché l’operatore si fidava più della targhetta da 220 tonnellate della macchina che del limite di 18 tonnellate per piede del punzone. Il primo colpo sembrava a posto. Il secondo colpo: la flangia è uscita aperta di 2°. Al quinto, la punta si era allargata quel tanto da cambiare il raggio effettivo della punta e l’angolo è variato lungo il lotto. La macchina non si è mai lamentata. L’utensile ha assorbito la lezione.
Non dare mai per scontato che il tonnellaggio della macchina equivalga alla capacità del punzone — calcola le tonnellate per piede con la formula, aggiungi il 20 percento e verifica rispetto alla classificazione pubblicata del punzone prima del primo ciclo.
Il carico è una modalità di guasto. L’usura è l’altra.
Gli utensili non temprati possono avere circa 28–32 HRC. Gli utensili temprati arrivano fino ai 40 alti o ai 50 bassi. Questa differenza decide se la calamina abrasiva, l’ossido da taglio laser o il cromo dell’acciaio inox trasformano il tuo bordo di precisione in una lima.
Piegatura in aria di acciaio dolce su materiale pulito? Il non temprato può vivere una lunga e onesta vita. Inizia a lavorare con materiale decapato e oliato con granelli incorporati, o acciaio inox con maggiore resistenza a trazione e comportamento di incrudimento, e la pressione di contatto alla punta del punzone diventa un’operazione di molatura sotto carico.
Succede lentamente. Poi tutto in una volta.
Ho visto un set di punzoni non temprati usati su acciaio inox 304 abrasivo con pesante calamina. Dopo qualche migliaio di colpi, il raggio della punta si era consumato in modo irregolare lungo la lunghezza. L’operatore inseguiva l’angolo con regolazioni di profondità. I pezzi mostravano lievi linee di tracciamento e ritorno elastico incoerente. Quando qualcuno ha misurato la punta, era fuori specifica di decimi di millimetro — abbastanza da modificare la distribuzione della deformazione e il tonnellaggio effettivo. Il metallo non era sbagliato. La durezza superficiale sì.
Quello che significa realmente è “standard all’interno di una famiglia di montaggio” — non “indistruttibile attraverso i materiali”.”
Non utilizzare mai materiale abrasivo o ad alta resistenza su utensili non temprati senza calcolare il carico di contatto e confermare che la durezza sia appropriata per la classe di materiale.
Pensi di cambiare materiale. In realtà stai cambiando la curva di forza.
Prendi lo stesso spessore e apertura a V. L’acciaio dolce a 450 MPa di resistenza a trazione rispetto all’acciaio inox a 650 MPa non è uno spostamento sottile. Inseriscilo nella stessa equazione di piega ad aria e il carico scala direttamente con la resistenza a trazione. Quegli 8 tonnellate per piede diventano 11 o 12 prima di aggiungere il tuo margine del 20 percento.
E l’acciaio inox ha un maggiore ritorno elastico. Quindi chiudi l’angolo con una penetrazione aggiuntiva. Più penetrazione aumenta la pressione di contatto sulla punta del punzone e sulle spalle della matrice. Il che aumenta lo stress localizzato sulla punta del punzone. Il che riduce il tuo margine di sicurezza.
La macchina potrebbe essere ancora entro il limite di portata. Il punzone potrebbe non esserlo.
Su una piega lunga, il problema si amplifica. Anche se la tonnellatura totale è accettabile, qualsiasi lieve disallineamento nella rigidità del bloccaggio cambia il modo in cui quel carico più alto si distribuisce lungo la lunghezza. Se qualsiasi interfaccia in quella catena non blocca la linea centrale esattamente dove il progettista l’ha prevista, il vettore di forza si sposta — e l’acciaio inox amplificherà quello spostamento perché resiste alla deformazione plastica più a lungo prima di cedere.
L’acciaio dolce perdona. L’acciaio inox ti denuncia.
Non passare mai dall’acciaio dolce all’acciaio inox senza ricalcolare le tonnellate per piede usando i valori reali di resistenza a trazione, aggiungendo il 20 percento di capacità e confermando che sia il punzone sia la rigidità del bloccaggio possano sostenere il nuovo carico.
Ora hai visto il modello: la geometria definisce la forza, la forza testa la capacità, il materiale amplifica tutto. Il passo successivo non è un’altra cautela — è costruire una sequenza decisionale ripetibile che blocchi insieme bloccaggio, geometria, tonnellatura e durezza prima ancora di toccare il pedale.
Vuoi una sequenza che costringa bloccaggio, geometria, tonnellatura e durezza a concordare prima del primo colpo.
Bene. Perché l’unico modo in cui questo smette di essere un’ipotesi è se specifichi gli utensili nello stesso modo in cui un tornitore specifica un albero: un’interfaccia alla volta, nell’ordine in cui la forza effettivamente viaggia.
La forza non inizia dall’angolo. Inizia dal martello, passa attraverso il bloccaggio, nel punzone, attraverso il foglio, nella matrice e ritorna nel banco. Se qualsiasi interfaccia in quella catena non blocca la linea centrale esattamente dove il progettista l’ha prevista, il vettore di forza si sposta. E una volta che si sposta, i tuoi calcoli diventano finzione.
Quindi specificheremo nell’ordine in cui il carico fluisce.
Prima scanalatura di trasmissione. Secondo ingranaggi. Ultima potenza.
Qualsiasi altra cosa è il modo in cui il buon acciaio si trasforma in scarto.
Una volta ho visto un’officina passare a un punzone “universale” su una pressa diversa perché l’angolo corrispondeva. Si è inserito. Ha piegato. Si è anche seduto 0,4 mm fuori dalla linea centrale perché la geometria della linguetta non corrispondeva alla famiglia di bloccaggio. Dopo una settimana di inseguire il cono, hanno trovato segni di sfregamento sulla guida e una leggera lucidatura su una spalla di ogni matrice.
L'attrezzatura non era sbagliata. L'interfaccia lo era.
Cambio rapido, stile europeo, stile americano, caricamento frontale proprietario—queste non sono differenze cosmetiche. Definiscono:
In realtà significa “standard all'interno di una famiglia di montaggio.” Non tra famiglie.
Non si scelgono i punzoni finché non si risponde a tre domande sulla macchina:
Se il bloccaggio è valutato per 20 ton/ft e il tuo calcolo (con il margine del 20 percento) dice 24, non importa quanto sia bello il punzone.
Blocca prima la famiglia di montaggio. Tutto il resto deve adattarsi a quella scanalatura.
Non valutare mai profili di punzone o opzioni di matrice prima di confermare la compatibilità del bloccaggio, il metodo di centraggio e la valutazione in tonnellate per piede dell'interfaccia.
L'angolo non determina l'angolo del punzone nella piegatura in aria. La profondità di penetrazione sì. Il punzone è un applicatore di forza; l'apertura della matrice controlla il carico.
Inizia con il disegno del pezzo:
Poi calcola la tua apertura a V. Per la piegatura in aria dell’acciaio dolce, potresti iniziare intorno a 6–8 × T. Ma è un intervallo di partenza, non una decisione.
Usa la formula:
kN/m ≈ (1,42 × Rm × T²) / V
Risolvere per V in base alle tonnellate per piede ammesse dal Passo 1.
Se la V richiesta per rimanere sotto la capacità di morsetto e punzone produce un raggio interno più grande di quello consentito dal disegno, non “regoli la profondità”. Cambi lo stile dell’utensile o metti in discussione il disegno.
Ora il caso limite che gli apprendisti trascurano: se l’anima centrale di un canale è più stretta di circa metà della larghezza del corpo della matrice, il pezzo non può cavalcare correttamente la matrice nella piegatura in aria standard. Si passa a utensili di formatura o matrici speciali, spesso a multipli della forza originale. Non è un problema di angolo. È la geometria che prevale sul tuo flusso di lavoro.
Ho visto una flangia di ritorno stretta forzata su una matrice standard perché “la V corrispondeva allo spessore”. L’anima ha toccato le spalle della matrice prima che la piega fosse completata. L’operatore ha aumentato la profondità. La punta del punzone si è deformata, e il pezzo si è incurvato lungo la sua lunghezza.
La geometria ha parlato per prima. L’operatore non ha ascoltato.
Non selezionare mai un punzone solo in base all’angolo incluso — calcola l’apertura a V dalla resistenza a trazione e dallo spessore, conferma che soddisfi i vincoli di raggio e flangia, e verifica che la larghezza del corpo della matrice supporti effettivamente la geometria del pezzo.
Ora controlliamo se la macchina può fisicamente eseguire ciò che la matematica richiede.
L’altezza di chiusura è l’intero stack: corsa del martello al banco al punto morto inferiore meno l’altezza dell’utensile. Se la combinazione di punzone e matrice supera la luce o la corsa della macchina, non lo scoprirai in CAD. Lo scoprirai quando il martello darà allarme a metà corsa.
Poi tonnellaggio per piede:
Confronta quel numero con:
Tutti e tre devono superare il valore richiesto.
E la lunghezza conta oltre alla forza. Le piegature lunghe introducono una deflessione del martinetto. Se la macchina non dispone di un adeguato sistema di compensazione (crowning), il carico calcolato si concentrerà verso il centro. Il calcolo presupponeva una distribuzione uniforme. L’acciaio no.
Ho visto un pannello in acciaio inox da 10 piedi lavorato su una pressa piegatrice senza compensazione attiva. Le estremità erano perfette. Il centro era aperto di 1,5°. L’operatore ha compensato con la profondità. Il pezzo corto successivo è stato piegato eccessivamente al centro perché la compensazione era rimasta. Le punte degli utensili hanno mostrato una lucidatura irregolare in pochi giorni.
La capacità non è solo “può spingere”. È “può spingere in modo uniforme”.”
Non approvare mai un pacco utensili finché l’altezza di chiusura non rientra nella corsa della macchina, le tonnellate per piede richieste (con margine) sono inferiori alle specifiche della macchina, del punzone e del morsetto, e la capacità di compensazione corrisponde alla lunghezza di piega prevista.
Ecco la prospettiva che voglio che porti alla macchina.
Smetti di pensare in termini di angoli. Inizia a pensare in termini di percorsi di carico.
Il morsetto è l’albero scanalato. Il punzone e la matrice sono gli ingranaggi. Il materiale è la resistenza. La specifica della macchina è solo il blocco motore. Se l’albero scanalato non combacia, nessuna quantità di cavalli o correzione dell’angolo trasferirà la forza in modo pulito.
Quindi l’ordine è fisso:
Questa sequenza sembra non ovvia perché la maggior parte degli operatori inizia dalla cosa visibile — l’angolo di piega. Ma l’angolo è l’espressione finale di una catena di forza iniziata dal morsetto.
Quando tratti l’utensile come un pezzo, insegui i difetti.
Quando lo tratti come un sistema, li prevedi prima che accadano.
Non ordinare mai utensili per pressa piegatrice finché non puoi tracciare l'intero percorso della forza — dal morsetto al punzone al materiale alla matrice al banco — e dimostrare, con numeri, che ogni interfaccia in quella catena è compatibile.


















