

昨年の冬、ある若者がヨーロッパスタイルの油圧クランプに88°のパンチをセットし、締め付け、その下に88°のVダイを置いて、まるで角度がすでに保証されているかのように微笑んでいるのを見ました。1回目の曲げ:パンチが横に0.5mmずれ、ダイの肩に光る傷跡が残りました。2回目の曲げ:フランジは2°開いて仕上がりました。.
彼はスプリングバックのせいにしました。.
彼はタング(取り付け部)を一度も確認しませんでした。.
多くのオペレーターは、あなたが今頭の中で行ったのと同じ方法で工具を選びます。つまり、曲げ角度から始めて、パンチの先端を合わせ、ダイの開口部を選び、残りはすべて「標準」であると思い込むのです。その思い込みは、機械のクランプシステムと工具の座面形状が力の伝達方法について一致している限りはうまくいきます。.
プレスブレーキは単に金属を押し込んでいるだけではありません。ラムからクランプ、パンチ、ワークピース、ダイ、そしてベッドへと荷重を伝達しているのです。その連鎖の中で、どの接合部も設計者が意図した通りの中心線を正確に固定できていなければ、力のベクトルがずれます。力がずれると、曲げもずれるのです。.
私は、上部のタングが異なるクランプスタイル用に設計されていたために、3/16インチのA36ブラケットが廃棄されるのを見たことがあります。60トンの荷重がかかると、パンチがわずかに前方に傾き、ダイのR部に接触して欠けさせてしまいました。ダイの肩が1か所欠けただけで、900ドルの工具が文鎮と化しました。角度が一致していることがシステムの互換性を意味するとは決して思わないでください。.

「標準」と聞くと、あなたはユニバーサル(汎用)だと考えがちです。しかし、実際に意味するのは「取り付けファミリー内での標準」ということです。“
軟鋼の一般的な60トンのエアーベンディングを例に挙げます。エアーベンディングのトン数計算式は以下の通りです:
トン数/フィート = (材料の引張強度 × 板厚²) ÷ (8 × V幅)
引張強度60,000 psi、板厚0.125インチの材料を1インチのVダイで曲げる場合:
(60,000 × 0.125²) ÷ (8 × 1) = (60,000 × 0.015625) ÷ 8 = 937.5 ÷ 8 = 1フィートあたり117トン。.
その荷重は、パンチがカタログのどのページに載っていたかを気にしません。タングがクランプとどのように噛み合い、ラムの動作線に対して重心がどこにあるかを気にするのです。.
“「標準ヨーロッパ」「アメリカンスタイルタング」「セルフシーティング油圧」――それぞれが駆動系における独自のセレーション(スプライン)です。パンチはギアであり、クランプはトランスミッションの入力部です。スプラインが一致しなければ、トルクはきれいに伝達されず、チャタリング(振動)を起こしたり、位置がずれたり、歩いたりします。.
マルチVダイは、回転させて異なるV幅を使えるため多機能に見えます。それは事実です。しかし、回転させるとダイの質量分布と荷重がかかる接点が変化します。もしクランプシステムがその回転全体にわたってパンチを確実に固定できなければ、あなたの「標準」セットアップは新たな変数を持ち込んだことになります。.
標準とは、システム内における共通の形状を意味します。システム間での互換性を意味するものではありません。機械の正確なクランププロファイルと固定方法を確認せずに、先端角度だけで工具を注文してはいけません。.

箱曲げ加工をしていて、パンチの先端ではなく本体が側壁に当たったときに鳴る、あの嫌な金属音を聞いたことがあるでしょう。先端角度は合っていても、本体が合っていなかったのです。.
細いソードパンチも、かさばる鋭角パンチも、どちらも88°の先端を持つことができます。しかし、ソードパンチは質量を中心線に近づけて保持します。かさばるパンチは重量を前方や外側に配置します。荷重がかかると、その余分な質量がモーメントアームを作り出します。クランプはその回転力に耐えなければならないのです。.
クランプインターフェースに微細な動きでも許容される隙間があると、パンチが回転(ピボット)します。その回転によって先端の貫通深さが変わり、それが「スプリングバック」と呼ばれる角度のばらつきとして現れます。そこで深さを追加すると、今度は材料の挙動ではなく、動きを補正していることになります。.
以前、10フィートのステンレスパネルが公差外れを起こしたのを見たことがあります。オペレーターは1.5度の「スプリングバック」を追いかけていましたが、実際には摩耗したメカニカルクランプ内でのパンチの回転が原因でした。診断したときには、ダイの肩部は叩かれて変形し、部品の端はかじりついていました。金属は台無しです。すべては、荷重がかかった状態で工具がどのように収まっているかを誰も確認しなかったことが原因でした。.
最新の角度センサーはサイクル中に自動補正が可能です。曲げを読み取り、必要に応じてさらに深く押し込みます。しかし、パンチが横にずれたり、不均一な荷重でダイが動いたりするのを止めることはできません。センサーは角度を補正しますが、機械的な不安定さを補正するわけではありません。.
衝突や予測不能なスプリングバックが発生したとき、最初に貫通深さを深くしようとしないでください。計算されたトン数に対して、パンチ、ダイ、クランプが安定した重心を共有していることを確認する前に、材料の挙動を責めてはいけません。.
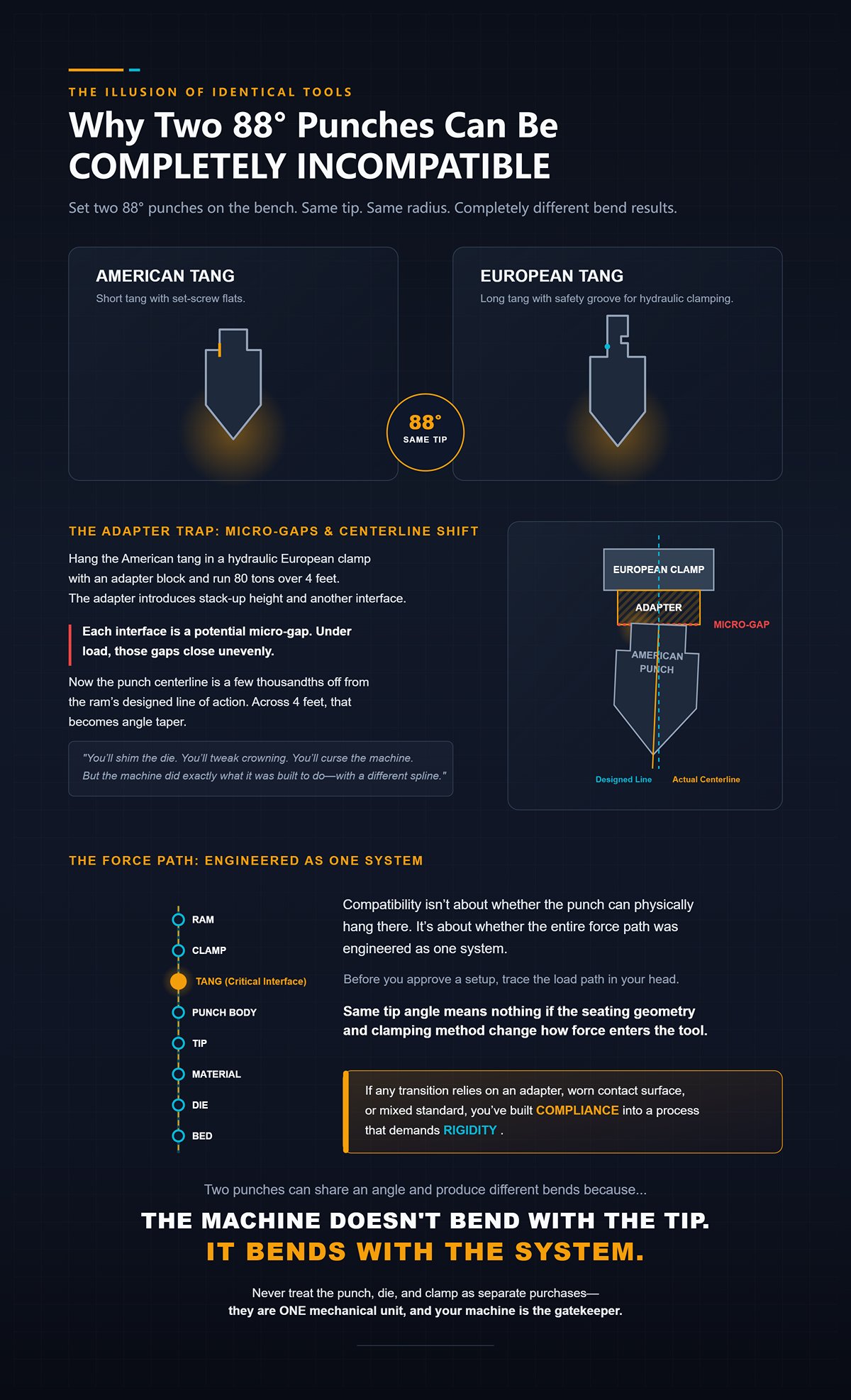
88度のパンチを2つベンチに並べてみてください。一方はセットスクリュー用の平坦部を持つ短いアメリカンタング、もう一方は油圧クランプ用の安全溝を持つ長いヨーロピアンタングです。先端は同じ。半径も同じ。.
アメリカンタングをアダプターブロックを使って油圧式のヨーロピアンクランプに取り付け、4フィートにわたって80トンの荷重をかけます。アダプターは積み重ね高さと別のインターフェースを生み出します。各インターフェースは微細な隙間の発生源です。荷重がかかると、それらの隙間は不均一に閉じます。.
すると、パンチの中心線はラムの設計上の動作線から数千分の数インチずれます。4フィートの長さでは、それが角度のテーパーとなります。ダイにシムを入れ、クラウニングを微調整し、機械を呪うことになるでしょう。.
しかし、機械は構築された通りに正確に動作したのです。ただ、スプラインが異なっていただけです。.
互換性とは、パンチが物理的にそこにぶら下げられるかどうかではありません。力のかかる経路全体が一つのシステムとして設計されているかどうかです。座面形状やクランプ方法が工具への力の伝わり方を変えてしまうなら、先端角度が同じであることに意味はありません。.
セットアップを承認する前に、頭の中で荷重経路をたどってください:ラム → クランプ → タング → パンチ本体 → 先端 → 材料 → ダイ → ベッド。もし移行部分のどこかにアダプターや摩耗した接触面、あるいは異なる規格が混在しているなら、剛性を必要とするプロセスにコンプライアンス(追従性・たわみ)を組み込んでいることになります。.
2つのパンチが同じ角度であっても異なる曲げ結果を生むのは、機械が先端だけで曲げるわけではないからです。機械はシステム全体で曲げるのです。パンチ、ダイ、クランプを別々の購入品として扱わないでください。それらは一つの機械的ユニットであり、あなたの機械がその門番なのです。.
トン数をかける前に互換性を確認する方法を知りたいですか?
私が機械の前に立ったときに行う最初のことはこれです。パンチの先端は見ません。ラムの面を見て、クランプのプロファイルを測定します。タングの幅、タングの深さ、安全溝の有無、精密システムであればピンの直径。次に、そのインターフェースに対するメーカーの座面仕様を確認し、パンチの図面と比較します。もしそれらの数値が意図された取り付けファミリー内で一致しなければ、その時点で作業を中止します。.
なぜなら、あなたのプレスブレーキは「パンチ」を受け入れるのではなく、一つの正確な取り付け形状を受け入れるからです。それ以外のものはすべて妥協、アダプター、あるいは推測に過ぎません。.
そして推測こそが、金属を台無しにする原因なのです。.
では、カタログの記述ではなく、荷重がかかったときに実際にどのように振る舞うかに基づいて並べてみましょう。.
典型的なアメリカンタングを想像してください。短い長方形のネックがあり、2本のセットスクリューがそれをレールに押し付けます。差し込んでネジを締めれば、しっかりした「感触」があります。素早く、単純で、安価です。.
では、数値を入れて考えてみましょう。.
先ほどの1フィートあたり117トンの例を取り上げます。その曲げをわずか3フィート分だけ行うと、ラム全体には約350トンの荷重がかかることになります。セットスクリューは垂直方向に締め付けるのではなく、横方向に押し付けるため、タング(パンチの取り付け部)がレール面に押し付けられます。垂直方向の支持は、タングの下にある狭い棚状の部分だけで支えられています。.
つまり、力の伝達経路は「ラム → レール → タングの端 → パンチ」となります。.
その端面での接触面積は小さく、接触面積が小さいということは、接触応力が高くなることを意味します。時間が経つにつれて、そのレール面は摩耗します。壊滅的な摩耗ではありませんが、数千分の数インチ程度の摩耗が生じます。.
レールでの数千分の数インチの摩耗は、荷重がかかった際にタングが微細に揺れるため、パンチ先端では角度のズレとなって現れます。これが「隠れた公差の積み重ね」です。深さ調整を追いかけるようになるまで、その原因には気づきません。.
ある工場で、古いアメリカンスタイルのクランプを使って多品種のブラケットを加工しているのを見ました。2回目のヒットでフランジが2度開いてしまいました。彼らはスプリングバックのせいだと考え、深さを追加しました。3つ目の部品は曲げすぎになりました。本当の問題は何だったのでしょうか?上部レールが、最も重いパンチが常に配置される場所で不均一に摩耗していたのです。タングが平らに座らなくなっていたのです。.
ダイの肩部が欠けた後、ようやく彼らはタングにブルー液を塗って接触が不均一であることを確認しました。.
アメリカンシステムが「悪い」わけではありません。単純なのです。しかし、その精度はレールの状態とセットスクリューの管理に依存します。オペレーターが位置決めシステムの一部であることを要求するのです。.
低トン数で、頻繁な段取り替えがないのであれば、それで十分かもしれません。しかし、一日中重い工具を動かしているなら、レールは予算に組み込んでいようがいまいが、消耗品となります。.
アメリカンスタイルの機械に荷重をかける前に、パンチを取り外してレール面に焼き付きや段差摩耗がないか点検し、タングにブルー液を塗って、軽いクランプ圧力で全長にわたって接触していることを確認してください。セットスクリューを締めれば全面が密着していると決して思い込まないでください。.
次に、2つの溝とピンロック式油圧クランプを備えた20mm精密タングを見てみましょう。パンチを挿入して油圧システムを作動させると、クランプがタングを機械加工された基準面へと引き上げます。垂直方向の座り、全長にわたる支持が得られます。.
このシステムは、ステーションあたり約45kNのクランプ力を保持でき、最大約110ポンド(約50kg)までのパンチを使用して、生産ストローク速度でも安定性を維持できます。これは宣伝文句ではなく、設計されたプリロード(予圧)によるものです。.
違いは、位置決めの責任がどこにあるかという点です。.
このシステムでは、クランプが中心線を定義します。タングの形状とクランプの硬化された座面が、ミクロン単位で測定される再現性を確立します。オペレーターの仕事は、挿入と確認だけです。.
しかし、多くの人が見落とす点がここにあります。今やクランプ自体が精密部品なのです。油圧が低下したり、ピンが摩耗したり、溝にゴミが溜まったりすれば、あなたの「精密」システムはもはや精密ではなくなります。.
ある工場で、直角度を確認せずに摩耗したラムに油圧クランプを後付けしているのを見たことがあります。工具は素晴らしいものでしたが、取り付け面が歪んでいました。彼らはクランプが機械の幾何学的な歪みを修正してくれると期待していたのです。.
そんなことは起こりません。.
これらのシステムは、工具交換が頻繁で、位置決めが自動でなければならない多品種・高再現性の環境で真価を発揮します。しかし、週に一度、薄板の軟鋼を曲げる程度であれば、その複雑さはコストに見合わないかもしれません。.
では、ここで互換性をどのように確認すればよいのでしょうか?
タングの寸法を確認し(20mmとは、安価な模倣品のような19.85mmではなく、正確に20mmであることを意味します)、溝の位置がクランプの仕様と一致していることを確認し、油圧がメーカーの要件を満たしていることを確認し、トン数をかける前にタングの全長にわたってシックネスゲージで座りを確認してください。.
「精密システム」が自動補正を意味するとは決して思わないでください。.
ここで、セーフティグルーブ(安全溝)付きの13mmヨーロピアンスタイルタングを取り上げます。この溝は装飾ではありません。クランプのリップが完全に締め付けられる前であってもパンチを捕捉し、脱落を防ぐために存在しています。.
それが実際に意味するのは「取り付けファミリー内での標準」ということです。“
ここで着座ロジックが変わります。クランプは通常、精密システムと同様のコンセプトでタングを基準面に向かって押し上げますが、多くの場合、油圧によるプリロードではなく手動での締め付けが行われます。.
接触面は従来のアメリカンスタイルのレールよりも広くなっていますが、クランプ力と再現性は機械的なネジの圧力と、溝が正しく噛み合っているかどうかに依存します。.
セーフティグルーブにゴミが詰まっていると想像してください。タングが完全に着座する前に、クランプのリップが汚れに当たって底付きしてしまいます。80トンの荷重がかかると、タングは最後の数千分の数インチ分だけ上方にずれてしまいます。.
部品の全長にわたってテーパーを測定するまで、そのずれに気づくことはありません。.
以前、長尺のアキュートパンチが、長年の使用で溝のリップが摩耗し丸まっていたために、ステンレスの重切削加工中にわずかに突き出してしまうのを見たことがあります。パンチは落下しませんでしたが、少しずつずれていきました。その結果生じた角度のばらつきにより、エンクロージャーパネルのバッチ全体が廃棄処分となりました。.
セーフティグルーブは単純なタングと比較して保持力と位置合わせを向上させますが、溝の健全性とクランプのリップの状態という新たな点検項目を導入することになります。.
生産荷重をかける前に、セーフティグルーブに変形がないか点検し、クランプのリップが深く噛み合っているかを視覚的に確認してください。また、クランプネジは「手締め」ではなく、規定のトルクで締め付けてください。溝を単なる安全機能として軽視してはいけません。.
| システム | 設計上の特徴 | 力の伝達経路/クランプのロジック | 利点 | 潜在的なリスク/公差の問題 | 最適な使用例 | プリロード前の点検チェックリスト |
|---|---|---|---|---|---|---|
| アメリカンスタイルツール | 短い長方形のタング、2本の側面セットスクリュー、レールベースのサポート | ラム → レール → タングの端 → パンチ。側面のネジ圧がタングをレールに押し付け、狭い棚状の面から垂直方向の支持を得る | シンプル、迅速、低コスト。低荷重には十分 | 小さなエッジ接触面積が応力を増大させる。レールの面摩耗が角度のズレを引き起こす。タングが荷重下で揺れる可能性がある。オペレーターの技量に依存するアライメント。 | 低トン数のジョブ。頻繁ではない工具交換。 | レールの面に焼き付きや段差摩耗がないか点検する。タングにブルーイングを施し、全長にわたって接触しているか確認する。軽いクランプ圧力で着座を確認する。セットスクリューの締め付けのみに頼らないこと。 |
| Wila / Trumpf プレシジョンシステム | 20mmプレシジョンタング。デュアル溝。油圧ピンロッククランプ。硬化処理された基準面。 | 油圧システムがタングを機械加工された基準面へと上方に引き寄せる。全長にわたる垂直方向の着座。設計されたプリロード(ステーションあたり約45kN)。 | 高い再現性(ミクロン単位)。自動アライメント。生産ストローク速度下でも安定。頻繁な段取り替えに最適。 | クランプが精密変数となる。油圧の低下、ピンの摩耗、または異物が精度に影響する。摩耗または位置ズレしたラムを補正することはできない。 | 多品種少量生産、高い再現性が必要な生産。頻繁な工具交換。 | 正確なタング寸法(真の20mm)を確認する。仕様通りの溝位置を確認する。油圧を確認する。シックネスゲージによる着座テストを行う。ラムの真直度を点検する。 |
| Promecam / ヨーロピアンスタイル | セーフティグルーブ付き13mmタング。クランプのリップが溝を捉える。通常は手動でのネジ締め。 | クランプがタングを上方に押し上げ、基準面に密着させる。溝の噛み合わせによる保持。アメリカンレールよりも広い接触面積。 | 保持力の向上。より安全な挿入。基本的なタングシステムよりも優れたアライメント。 | 溝内の異物が完全な着座を妨げる。クランプのリップ摩耗がパンチのクリープを引き起こす。ネジのトルクが再現性に影響する。高荷重下での上方へのズレ。 | 標準化された取り付けファミリーを用いた中〜高負荷の生産。 | セーフティグルーブに変形や異物がないか点検する。クランプのリップ状態と噛み合わせ深さを確認する。ネジを指定トルクで締める。トン数をかける前に完全な着座を確認する。 |
さて、静かなる殺し屋の話をしよう。.
あなたはヨーロピアンスタイルのクランプマシンを持っている。手元には大量のアメリカンパンチがある。そこでアダプターブロックを買う。これで問題解決、だろうか?
力の伝達経路をたどってみましょう。.
ラム → 油圧クランプ → アダプター → アメリカンタング → パンチ本体 → 先端。.
インターフェースが追加されるたびに、コンプライアンス(たわみ)の層が一つ増えることになります。その連鎖の中で、どのインターフェースであっても設計者が意図した通りの中心線を正確に固定できなければ、力のベクトルがずれてしまいます。.
CNCのクラウニングは、工具の高さと剛性が既知であることを前提としています。スタック高さを0.500インチでも変えてしまうようなアダプターを追加すれば、たわみのモデルは狂ってしまいます。タングとアダプターの間にわずかな横方向の隙間があれば、負荷がかかった状態で回転の自由度が生まれてしまいます。.
機械は完璧にサイクルを繰り返しますし、角度センサーも正しく読み取ります。しかし、センサーが反応する前に、パンチが微視的に動いてしまう可能性があるのです。.
10フィートのパネルで、混合されたアダプターがラムに沿ってそれぞれ異なる座り方をしたために、ステーション間で角度が不均一になるのを見たことがあります。オペレーターは何時間もクラウニング調整でその問題を追いかけていました。真の解決策は、アダプターを取り除き、取り付け方式を統一することでした。.
移行期間中など、アダプターが避けられない場合もあります。それはそれで構いません。しかし、それらを単なる便利なブロックではなく、エンジニアリングされたコンポーネントとして扱ってください。.
アダプターの厚みを複数の箇所で測定し、平行度を確認してください。クランプする前に、タングの適合性を確認し、横方向の遊びがないことを確かめてください。CNC制御装置で工具のスタック高さを再計算し、同等であると決めつけないようにしましょう。.
ラムからベッドまでの全荷重経路を再検証することなく、精密な作業で取り付けシステムを混在させてはいけません。.
幾何学的形状の測定、着座メカニズムの確認、摩耗面の点検、そして最初のストロークの前に荷重経路をたどることで、互換性を検証します。取り付け方式が固定され、機械的に健全な状態になって初めて、パンチの形状や材料の挙動について議論する意味が出てくるのです。.
スプラインがトランスミッションと一致して初めて、適切なギアを選択できるのと同じことです。.
そして、そこからが本当の曲げ加工の意思決定の始まりです。.
タング、クランプ、着座面を検証しました。駆動系のスプラインも一致しています。よし。.
今、あなたはラックを見つめてこう考えています。, 90度の曲げだから……90度のパンチを選ぼう。.
それは逆だ。.
実際の作業で考えてみましょう。例えば3mmの304ステンレス鋼、エアーベンディング、目標の内側半径は約3mm、フランジは40mmとします。「V = 8T」という安易なルールに従えば、24mmのダイを選ぶでしょう。しかし、ステンレスは軟鋼ではありません。急速に加工硬化し、無理をさせると割れてしまいます。実際には、そのダイを10T、あるいは12Tまで広げます。30〜36mmといったところでしょう。.
そして、ほとんどの人が見落としているのがここです。V開口部が広がれば、エアーベンディングにおける内側半径もそれに伴って変化するということです。パンチの先端が半径を決めるのではありません。材料の強度とダイの開口部がそれを決めるのです。.
パンチの形状は、厚み、合金、フランジの長さ、そして加工方法の下流に位置します。計算式は、あなたがラックに何を持っているかなど気にしません。.
材料が収まるべき範囲を計算する前に、角度だけでパンチを選んではいけません。.
以前、ある工場で「鋭角なコーナーができる」という理由で、2mmの5052アルミニウムを0.2mmの先端半径のパンチで曲げているのを見たことがあります。最初のロットは問題ありませんでした。しかし2番目のロットでは、粉体塗装後に曲げ線に沿って微細なひび割れが発生しました。部品は外観検査には合格しましたが、使用中に破損しました。.
これがそのメカニズムだ。.
ボトミングやコイニング加工では、パンチの先端半径が 内側の曲げ半径になります。 そのため、パンチの最小先端半径は、その合金の最小内側半径を考慮しなければなりません。多くのアルミニウムの場合、タイトな曲げでは板厚の約1倍(1T)が必要で、より硬い調質材ではさらに大きな半径が必要です。板厚が2mmで、0.2mmの先端半径でコイニングを行うと、本来2mmの半径を必要とする材料に対して、無理やり0.2mmの内側半径(Ri)を押し付けることになります。ひずみが伸び率を超え、ひび割れが発生します。単純な計算です。.
エアベンディングでは状況が変わります。内側半径は材料の強度に応じてV/6からV/8程度になります。2mmの軟鋼に対してV=8T(16mm)を選択した場合、内側半径(Ri)は約2〜2.7mmになります。材料をステンレスに変更し、V=12T(24mm)に広げると、Riは3〜4mmにまで大きくなります。パンチは同じでも、半径は変わります。曲げ方法とダイが支配的だからです。.
トン数も同じ論理に従います。エアベンディングの1フィートあたりの力は概ね以下の通りです:
トン数/フィート = (575 × T²) / V (軟鋼の場合)
3mm(0.118インチ)の板厚でV=1インチ相当を代入すると、特定の荷重が得られます。Vを広げれば必要なトン数は下がります。ボトミングの場合は?エアベンディングのトン数に3〜5を掛けます。コイニングの場合は?8〜10倍にもなります。パンチはその荷重に耐えなければなりません。コイニング荷重下では、薄い鋭角パンチはソーダ缶のように潰れてしまいます。.
したがって、適切な先端半径は好みで決めるものではありません。以下の要素によって制限されます:
これら3つを書き出していないのであれば、それは推測で作業しているのと同じです。.
実際に使用する曲げ方法において、材料が許容する内側半径よりも小さいパンチ先端半径は決して選ばないでください。.
チャンネル材を想像してください:2.5mmの軟鋼、20mmのサイドフランジ、そして内側に90度曲げられた15mmの戻りフランジ。V幅をいくら計算しても、パンチの本体が先端が深さに達する前に垂直な壁に衝突してしまえば、何の意味もありません。.
ここで「クリアランスが必要」という言葉は、カタログ上のフレーズから幾何学的な制約へと変わります。.
ストレートパンチには、先端の上に本体の幅があります。2回目の曲げ加工中、その本体が先に曲げたフランジに干渉します。フランジの高さがパンチの懐(クリアランス)よりも小さい場合、物理的に曲げを完了させることはできません。つまり、フランジの寸法がパンチの形状を決定づけているのです。.
グースネックパンチは、先端の上部を内側に絞り込むことで、戻りフランジのためのクリアランスを確保します。しかし、その絞り込みによって断面剛性が低下します。6mmの鋼板をボトミングするような高荷重下では、たわみが増大します。その結果、長い曲げ線全体で角度のばらつきが生じることになります。.
次に、これを力(荷重)と関連付けましょう。2.5mmの軟鋼をV幅=8T(20mm)でエアベンディングする場合、荷重(トン/フィート)は概ね(575 × T²)/ Vとなります。2.5mmをインチに換算すると0.098インチです。これを二乗し、掛け算と割り算を行えば、扱いやすい範囲の数値が得られるはずです。グースネックパンチであれば余裕を持って耐えられます。この形状で6mmのステンレス鋼を、エアベンディングの4倍の荷重でボトミング(底突き)加工を試してみてください。同じパンチがヒンジ(蝶番)のように曲がってしまうでしょう。.
つまり、フランジの長さと戻りの形状によって、角度を考慮する前にストレートパンチかグースネックパンチかが決まるのです。そして、そのグースネックが構造的に妥当かどうかは、材料の厚みによって決まります。.
私は、背の高い戻りフランジの加工を「すでにセットアップされていたから」という理由でストレートパンチで行った現場を見たことがあります。2回目のヒットで、オペレーターが干渉を避けるために深さを微調整した結果、フランジの中央が2度開いてしまいました。彼らは形状の問題を解決したのではなく、ただその場しのぎで回避しただけなのです。.
パンチの種類を選択する際は、フランジの干渉を絶対に無視してはいけません。曲げ順序を原寸大で図面に描き、V幅を計算する前に物理的なクリアランスを確認してください。.
3mm未満の薄板を考えてみましょう。鋭角パンチ(鋭い開き角を持つもの)は、エアベンディングにおける必要な突き込み量を減らします。突き込みが少なければ接触面積が減り、必要な荷重も小さくなります。薄板にとってはこれが利点となります。より低い荷重で、よりきれいな曲げ加工が可能になるのです。.
3mmを超えると、話は変わります。今度は先端の鋭さよりも剛性が重要になります。開き角が大きく、本体が厚いストレートパンチの方がたわみに強いためです。特にボトミング加工を行う場合はなおさらです。.
多くの工場が混同している境界線がここにあります。
2mmの軟鋼をV幅=16mmでエアベンディングする場合、荷重(トン/フィート)は概ね(575 × T²)/ Vとなります。V幅を20mmに広げれば、荷重はさらに下がります。ここでは鋭角パンチが威力を発揮します。同じセットアップでボトミングを試して、その荷重を掛けてみてください。細い鋭角パンチが、本来想定されていない負荷にさらされることになります。.
曲げ加工方法は後付けの判断ではありません。パンチの形状が半径を決定するものなのか、それとも単にパンチ、ダイ、材料という3者間の相互作用に参加しているだけなのかを決定づけるものなのです。.
したがって、優先順位は厳格です。
機械のインターフェースが中心線を固定し、材料の厚みと合金が許容歪みとダイの選択範囲を定義します。フランジの形状がパンチの種類を決定し、曲げ加工方法がパンチによる半径の制御度合いと、パンチが耐えなければならない荷重を決定します。.
その狭い範囲内においてのみ、「90度パンチか88度パンチか?」という問いが意味を持つようになるのです。.
材料、厚み、フランジの制約、ダイ開口幅の計算、そして曲げ加工方法を声に出して確認する前に、パンチの形状を選択してはいけません。.
正しいパンチを選択するためのステップバイステップのプロセスを知りたいのですね。.
結構です。では、パンチラックを眺めるのはやめて、ダイの方に目を向けてください。.
実際の作業から始めましょう:3mmの軟鋼、エアベンディング、90度、長さ1メートル。エアベンディングの公式はもうご存知のはずです。
トン/フィート = (575 × T²) / V (軟鋼)
3 mmを0.118インチに換算します。これを2乗すると0.0139です。575を掛けると約8.0になります。次にVで割ります。1.0インチのV開口(板厚の約8.5倍)を選択した場合、1フィートあたり約8トンとなります。Vを1.25インチに広げると、トン数は1フィートあたり約6.4トンに低下します。材質は同じ。角度も同じ。ダイが違うだけです。.
そのVは、エアベンディングにおける内側半径も決定します。強度にもよりますが、おおよそV/6からV/8です。つまり、1.0インチのVなら約0.125~0.167インチの半径が得られます。1.25インチに広げれば、半径もそれに伴って大きくなります。.
パンチにはまだ触れてさえいないのに、半径と荷重はすでに変化してしまいました。.
これが、ダイの選定を最初に行うべき理由です。V開口は推測ではありません。歪みと力の両方を定義する乗数なのです。それを変えれば、スプリングバック、トン数、そして紙の上で気に入っていたパンチがその作業に耐えられるかどうかも変わってしまいます。.
実際の材料でV開口とそれによって生じるトン数/フィートを計算する前に、パンチを選んではいけません。.
ある工場で、「8倍が標準だから」という理由で16 mmのVを使って2 mmのステンレスを曲げているのを見たことがあります。部品は1.5度開いた状態で仕上がりました。作業員は深さで調整しようとしました。過剰に曲がってしまいました。長さ方向で不均一になりました。カタログの論理からすれば、そのダイは間違っていませんでした。その合金に対して間違っていたのです。.
「8倍ルール」は平均値であり、法則ではありません。4 mm未満の軟鋼の場合、板厚の5~6倍の方が安定することがよくあります。4 mmを超えるステンレスでは6~8倍を必要とすることがあります。4 mm以上のアルミニウムでは、割れを防ぐために8~10倍まで広げることがあります。これらの乗数が変化するのは、降伏強度と伸びが変化するからです。.
メカニズムが重要です。Vが狭いほど、特定の角度に対する貫通度が増し、板厚全体にわたる塑性歪みが増大します。塑性歪みが大きいほど弾性回復は小さくなり、スプリングバックも減少します。Vを広げすぎると歪みが減少し、弾性回復が支配的となって、部品は開いてしまいます。エアフォーミングではダイが曲げアークを制御するため、パンチ角度でそれを「補正」することはできません。.
そして、トン数は逆方向に動きます。同じ計算式を使うと、Vを半分にすればトン数/フィートは倍になります。その余分な荷重は、クランプスプラインを通り、パンチ本体を通り、ダイの肩部へと伝わらなければなりません。その連鎖の中のどの接合部でも設計者が意図した中心線を正確に固定できなければ、力のベクトルがずれてしまいます。.
以前、「トン数を減らす」ために4 mmの304ステンレスを12倍のVで加工しているのを見たことがあります。スプリングバックがひどくなり、作業員が深さを調整した結果、ダイの肩部がすべての部品に明るい擦り傷(ウィットネスライン)をつけてしまいました。金属が間違っていたのではありません。乗数が間違っていたのです。.
材料、板厚範囲、そして計算されたトン数/フィートを同時に言及せずに、「板厚の8倍」などと見積もってはいけません。.
4面ダイブロックを想像してください。16 mm、22 mm、30 mm、40 mmの開口部があります。便利ですね。ひっくり返すだけで使えます。.
ここで、レールの片側が0.05 mm摩耗したシステムで、中心からわずかにずらしてクランプしたとします。シングルVダイであれば、中心線の誤差は小さく、予測可能です。マルチVダイでは、各溝がクランプ面に対して異なる横方向の位置にあります。ブロックをひっくり返すと、Vだけでなく、ベッド全体にかかる荷重経路も変わってしまうのです。.
数値を計算してみましょう。3 mmの軟鋼を22 mmのV(約7.3倍)で曲げるとします。メートル法でのエアベンド荷重の近似式は以下の通りです:
kN/m ≈ (1.42 × Rm × T²) / V
引張強度を約450 MPaと仮定します。これを代入すると、100 kN/m前後になります。その力はラムとベッドに対して対称にかからなければなりません。ダイブロックの形状とクランプ面が完全に一致していないために真の中心から1ミリずれると、肩部への荷重が不均一になります。.
部品にはそれが左右の角度のばらつきとして現れます。作業員はクラウニングのせいにします。真の犯人は、「汎用的な」ダイがドライブトレインの幾何学形状を変えてしまったことなのです。.
ツールチェンジの途中でマルチVダイを裏返したために、長いアルミパネルがスクラップになったのを見たことがあります。公称V幅は同じでも、溝の位置が異なっていたのです。荷重線がずれ、パネルにキャンバー(反り)が生じました。.
多用途性はジョブショップ(多品種少量生産工場)には適していますが、精密加工には、ダイの溝とクランプインターフェースの間で再現性のある中心線幾何学が求められます。.
マルチVダイの溝中心線が機械の基準に対してどうなっているかを確認せずに、シングルVダイと幾何学的に同一であると見なしてはいけません。.
2mm厚の5052アルミニウムを、化粧面を外側にして加工するとします。これを小さな半径の鋭利なエッジを持つダイの肩に通すと、シートがV字型に移行する接線位置に、くっきりとした圧力線が残ります。これは化粧面としての不運ではなく、接触力学の問題です。.
パンチが材料をダイに押し込む際、接触圧力はダイの肩に集中します。肩の半径が小さいと接触応力が増大します。高い応力と軟らかいアルミニウムの組み合わせは、かじりや目に見える傷の原因となります。肩の半径を大きくすれば荷重がより広い面積に分散され、ピーク圧力が低下します。表面仕上げも同様で、研磨された肩は摩擦を減らし、スライド時の引き傷を軽減します。.
しかし、肩の半径を変えると、材料がV字型に流れ込む様子が微妙に変化します。非常に狭いV開口部では、肩の半径が大きいと初期接触時の有効開口部が実質的に狭まり、初期抵抗が増大して曲げの進行が変化します。これはトン数やスプリングバック挙動にフィードバックされます。.
これが、「傷」を単なる化粧面の問題として切り離せない理由です。ダイの肩半径と仕上げは摩擦係数に影響し、それが力の分布に影響し、ひいては全長にわたる角度の一貫性に影響を及ぼします。.
以前、摩耗して荒れた肩を持つダイを「これくらいなら大丈夫だろう」と使用したために、装飾用のステンレス部品が台無しになるのを見たことがあります。ダイの仕上げが転写され、すべての曲げ線に微かなギザギザ模様が残ってしまいました。金属はダイのあらゆる傷を記憶していたのです。.
表面仕上げや厳しい角度公差が指定されている場合は、ダイの肩半径と表面状態を決して無視しないでください。最初のヒットの前に必ず検査と測定を行ってください。.
ステップバイステップのプロセスを求められましたね。順序は以下の通りです。
これで駆動系は正しく噛み合いました。次の問題は、金型自体が、今計算した荷重に耐えられる強度を持っているかどうかです。.
計算式を実行し、V開口部を選択し、位置合わせを確認しました。.
さて、ここからが本題です。先ほど指示した作業に、パンチは耐えられるでしょうか?
プレスブレーキの定格は300トン、600トン、1,000トンなど様々です。この数値は、フレームがベッド全体に対して押し出せる力を意味します。パンチ先端の細い鋼材が1フィートあたりどれだけの荷重を受けるかについては、何も示していません。機械がエンジンブロックなら、パンチ先端はコンロッドです。この両者を混同すれば、小さな部品から先に壊れます。.
ギアが噛み合っているからといって、動力が安全に伝達されるとは限りません。.
まずは、すでに使用しているエアーベンディングの計算式から始めましょう。
kN/m ≈ (1.42 × Rm × T²) / V
次に、20パーセントを加算してください。これは推測ではなく、摩擦、実際の引張強度のばらつき、そして板材が実験室のように完璧ではないという事実に対する保険です。.
次に、それを1フィートあたりのトン数に換算し、2つの数値と比較します。1つは曲げ長さに対する機械の1フィートあたりの定格トン数、もう1つはメーカーが定めたパンチの1フィートあたりの定格トン数です。これらは互換性のあるものではありません。.
見習いが「理解したつもり」の計算で痛い目を見るのはここです。板厚は2乗されます。板厚を2倍にすれば、荷重は4倍に跳ね上がります。3mmの軟鋼で作った試作品は1フィートあたり8トンで問題なく加工できました。生産品を6mmに変更します。このとき、荷重を2倍にしたのではありません。4倍にしたのです。プレス機は全体の定格内(特に短い部品の場合)に収まっているかもしれませんが、パンチ先端はそうではない可能性があります。.
私は、オペレーターがパンチの「1フィートあたり18トン」という制限よりも、機械の「220トン」という銘板を信じたために、鋭角パンチがステンレスでマッシュルーム状に変形するのを見たことがあります。1打目は問題ありませんでした。2打目では、フランジが2度開いてしまいました。5打目までには、先端がわずかに広がったことで有効ノーズ半径が変化し、バッチ全体で角度がずれていきました。機械は何の警告も出しませんでした。工具がその代償を払ったのです。.
機械のトン数とパンチの容量が同じだと決して思い込まないでください。計算式で1フィートあたりのトン数を算出し、20パーセントを加え、最初のサイクルを開始する前にパンチの公表定格と照らし合わせて確認してください。.
荷重は故障モードの1つに過ぎません。もう1つは摩耗です。.
非焼き入れ工具の硬度は28〜32 HRC程度です。焼き入れ工具は40台後半から50台前半に達します。この違いが、研磨性のスケール、レーザー酸化物、あるいはステンレスのクロムによって、精密なエッジがヤスリのように削り取られてしまうかどうかを決定づけます。.
きれいな材料で軟鋼をエアーベンディングするなら、非焼き入れ工具でも長く誠実に働いてくれるでしょう。しかし、研磨剤が埋め込まれた酸洗・オイル仕上げの材料や、引張強度が高く加工硬化しやすいステンレスを扱い始めると、パンチノーズにかかる接触圧力は、荷重下での研削作業と同じになります。.
それはゆっくりと進行し、ある時突然限界を迎えます。.
私は、厚いミルスケールが付着した研磨性の高い304ステンレス鋼に、非焼き入れパンチを使用した現場を見たことがあります。数千回の打撃の後、ノーズ半径は長手方向に不均一に摩耗していました。オペレーターは深さ調整で角度を追いかけましたが、部品にはかすかな筋が残り、スプリングバックも不安定でした。誰かがノーズを測定した時には、すでにコンマ数ミリの公差外となっており、歪みの分布と有効トン数を変化させるには十分な値でした。金属が間違っていたのではありません。表面硬度が間違っていたのです。.
「標準」とは、「取り付けファミリー内での標準」を意味するのであって、「あらゆる材料に対して壊れない」という意味ではありません。“
接触荷重を計算し、材料クラスに対して硬度が適切であることを確認せずに、研磨性材料や高張力材料を非焼き入れ工具で加工してはいけません。.
あなたは材料を変えているつもりかもしれませんが、実際には力の曲線を変えているのです。.
同じ板厚とV開口幅で考えてみましょう。引張強さ450 MPaの軟鋼と650 MPaのステンレス鋼では、その差は決して小さくありません。これを同じエアベンドの計算式に当てはめると、荷重は引張強さに比例して増加します。1フィートあたり8トンの荷重は、20%の安全率を加える前に11〜12トンになります。.
さらに、ステンレス鋼はスプリングバックが大きいため、より深く突き込んで角度を補正する必要があります。突き込み量を増やすと、パンチの先端とダイの肩部にかかる接触圧力が高まります。これによりパンチ先端への局所的な負荷が増大し、安全率を食いつぶすことになります。.
機械の定格内であっても、パンチの定格を超えてしまう可能性があるのです。.
長い曲げ加工では、この問題はさらに深刻化します。総トン数が許容範囲内であっても、クランプの剛性にわずかな不一致があれば、その高い荷重が全長にわたってどのように分散されるかが変わってしまいます。もしその連鎖のどこか一つの接合部で、設計者が意図した通りの中心線が固定されていなければ、力のベクトルがずれます。ステンレス鋼は塑性変形するまで抵抗し続けるため、そのずれを増幅させてしまうのです。.
軟鋼はミスを許容してくれますが、ステンレス鋼はミスを露呈させます。.
実際の引張強さを用いて1フィートあたりのトン数を再計算し、20%の余裕を見込み、パンチの定格とクランプの剛性の両方が新しい荷重に耐えられることを確認せずに、軟鋼からステンレス鋼へ切り替えてはなりません。.
ここまででパターンが見えてきたはずです。形状が力を定義し、力が容量を試し、材料がすべてを増幅させるのです。次のステップは、単なる注意喚起ではありません。ペダルを踏む前に、クランプ、形状、トン数、硬度を確実に連動させる、再現性のある意思決定プロセスを構築することです。.
最初の打ち込みを行う前に、クランプ、形状、トン数、硬度を整合させる手順が必要です。.
良いことです。なぜなら、推測による作業を終わらせる唯一の方法は、機械工がシャフトの仕様を決めるのと同じように、力が実際に伝わる順序に従って、接合部ごとにツーリングを仕様化することだからです。.
力は角度から始まるのではありません。ラムから始まり、クランプを通り、パンチへ、板材を横切ってダイへ、そしてベッドへと伝わります。その連鎖のどこか一つの接合部で、設計者が意図した通りの中心線が固定されていなければ、力のベクトルがずれます。そして一度ずれてしまえば、計算結果は現実離れしたものになってしまいます。.
だからこそ、荷重が流れる順序で仕様を決めていくのです。.
まずはトランスミッションのスプライン、次にギア、最後に馬力です。.
それ以外のやり方は、良質な鋼材をスクラップに変えるようなものです。.
以前、ある工場で角度が一致するという理由だけで、別のプレスブレーキ用の「汎用」パンチに交換しているのを見たことがあります。パンチは装着でき、曲げもできました。しかし、タング(シャンク)の形状がクランプの規格と合っていなかったため、中心線から0.4mmずれていました。1週間テーパー不良に悩まされた末、彼らはレールのフレッティング痕と、すべてのダイの片側の肩部にわずかな磨耗跡を発見しました。.
ツーリングが間違っていたのではありません。接合部が間違っていたのです。.
クイックチェンジ、ヨーロピアンスタイル、アメリカンスタイル、独自のフロントローディング方式など、これらは単なる見た目の違いではありません。これらは以下を定義するものです。
これは実際には「同一取り付けファミリー内での標準」を意味します。ファミリーをまたぐものではありません。.
パンチを選択する前に、機械に関する3つの質問に答える必要があります。
クランプの定格が20トン/フィートで、計算結果(20パーセントの余裕を含む)が24トンである場合、パンチがどれほど優れていても意味がありません。.
まず取り付けファミリーを固定してください。他のすべてはそのスプラインに適合しなければなりません。.
クランプの互換性、センタリング方法、およびインターフェースのトン数/フィート定格を確認する前に、パンチのプロファイルやダイのオプションを評価してはいけません。.
エアベンドにおいて、角度はパンチの角度を決定するものではありません。貫通深さがそれを決定します。パンチは力を加えるものであり、ダイの開口部が荷重を制御します。.
部品図面から始めます:
次に、V幅を計算します。軟鋼のエアベンドの場合、板厚の6〜8倍程度から始めるのが一般的です。しかし、それは開始範囲であり、決定ではありません。.
以下の式を使用してください:
kN/m ≈ (1.42 × Rm × T²) / V
ステップ1で求めた1フィートあたりの許容トン数に基づき、Vを算出してください。.
クランプおよびパンチの能力内に収めるために必要なV値が、図面で許容される内側半径よりも大きくなる場合、「深さを調整」してはいけません。ツーリングのスタイルを変更するか、図面そのものに異議を唱える必要があります。.
次に、見習いが陥りやすい例外的なケースについて説明します。チャンネル材の中央ウェブがダイ本体の幅の約半分より狭い場合、標準的なエアベンディングでは部品をダイに正しくまたがらせることができません。この場合はフォームツールや特殊ダイが必要となり、多くの場合、元の力の数倍の負荷がかかります。これは角度の問題ではなく、形状がワークフローを支配しているケースです。.
「Vが板厚に合っている」という理由だけで、狭いリターンフランジを標準ダイに無理やり押し込んでいるのを見たことがあります。曲げが完了する前にウェブがダイの肩に接触してしまい、オペレーターは深さを増やしました。その結果、パンチの先端がブリネル硬度を超えて変形し、部品の全長にわたってキャンバー(反り)が生じました。.
形状がすべてを物語っていたのに、オペレーターはそれに耳を貸さなかったのです。.
パンチを選択する際は、開き角だけで判断してはいけません。引張強度と板厚からV開口幅を計算し、半径とフランジの制約を満たしていることを確認した上で、ダイ本体の幅がその部品形状を実際に支えられるかを確認してください。.
次に、計算で求められた数値を機械が物理的に実行できるかを確認します。.
シャットハイトとは、下死点におけるラムからベッドまでの距離からツーリング高さを引いた、合計の積み上げ寸法です。パンチとダイの組み合わせが機械のオープンハイト(デイライト)やストロークを超えている場合、CAD上では気づけません。ラムが途中で停止し、アラームが鳴ったときに初めて気づくことになります。.
次に、1フィートあたりのトン数を確認します。
その数値を以下と比較します。
これら3つすべてが、必要な値を上回っていなければなりません。.
また、長さは力以上の意味を持ちます。長い曲げ加工ではラムのたわみが発生します。機械に適切なクラウニング調整機能がない場合、計算上の荷重は中央に集中してしまいます。計算では均一な分布を前提としていますが、鋼材はそうはなりません。.
アクティブ・クラウニングなしで、10フィートのステンレスパネルをプレスブレーキにかける様子を見ました。両端は完璧でしたが、中央は1.5度開いていました。オペレーターは深さで補正しましたが、次の短い部品では補正が残っていたため、中央が曲がりすぎてしまいました。数日もすると、ツールチップには不均一な摩耗が見られました。.
能力とは、単に「押せるかどうか」ではありません。「均一に押せるかどうか」です。“
シャットハイトが機械のストローク内に収まり、必要なトン数(余裕を含む)が機械、パンチ、クランプの定格を下回り、クラウニング能力が計画している曲げ長さに適合するまで、ツーリング構成を承認してはいけません。.
機械に戻る際に、皆さんに持って帰ってほしい視点があります。.
角度で考えるのをやめ、荷重経路で考え始めてください。.
クランプはスプラインであり、パンチとダイはギア、材料は抵抗、そして機械の定格はエンジンブロックに過ぎません。スプラインが適合していなければ、どれほどの馬力や角度補正があっても、力をきれいに伝達することはできません。.
したがって、順序は以下の通り固定されます:
多くのオペレーターは目に見えるもの、つまり曲げ角度から作業を始めるため、この順序は直感的ではないかもしれません。しかし、角度とはクランプから始まる力の連鎖の最終的な結果に過ぎないのです。.
ツーリングを「部品」として扱うと、欠陥を追いかけることになります。.
ツーリングを「システム」として扱えば、欠陥が発生する前に予測することができます。.
クランプからパンチ、材料、ダイ、ベッドに至るまでの力の経路全体をたどり、その連鎖におけるすべての接合部が適合していることを数値で証明できるようになるまで、プレスブレーキのツーリングを発注してはいけません。.


















