

El invierno pasado vi a un chico colocar un punzón de 88° en una mordaza hidráulica de estilo europeo, ajustarlo bien, colocar una matriz en V de 88° debajo y sonreír como si el ángulo ya estuviera garantizado. Primer golpe: el punzón se desplazó lateralmente medio milímetro y dejó una marca brillante en el hombro de la matriz. Segundo golpe: el ala salió 2° abierta.
Él culpó al retorno elástico.
Nunca miró la lengüeta.
La mayoría de los operadores eligen las herramientas como tú lo acabas de hacer mentalmente: empiezan con el ángulo de plegado, igualan la punta del punzón, eligen la apertura de la matriz y asumen que el resto es “estándar”. Esa suposición funciona—hasta que el sistema de sujeción de la máquina y la geometría de asiento de la herramienta discrepan sobre cómo debe transmitirse la fuerza.
Una prensa plegadora no solo empuja metal. Transfiere carga desde el carro, a través de la mordaza, hacia el punzón, a través de la pieza de trabajo, hacia la matriz y de vuelta a la bancada. Si cualquier interfaz en esa cadena no bloquea la línea central exactamente donde el diseñador pretendía, el vector de fuerza se desplaza. Si desplazas la fuerza, desplazas el pliegue.
He visto desechar un soporte de A36 de 3/16″ porque la lengüeta superior estaba diseñada para un estilo de mordaza diferente; bajo 60 toneladas el punzón se inclinó hacia adelante lo suficiente como para rozar el radio de la matriz y astillarlo. Un hombro de matriz astillado convirtió una herramienta $900 en un pisapapeles. Nunca asumas que igualar el ángulo equivale a compatibilidad de sistema.

Oyes “estándar” y piensas en universal. Lo que realmente significa es “estándar dentro de una familia de montaje”.”
Toma un plegado al aire típico de 60 toneladas en acero dulce. La fórmula de tonelaje para plegado al aire es:
Toneladas/pie = (Resistencia a la tracción del material × Espesor²) ÷ (8 × apertura en V)
Usa 60,000 psi de resistencia a la tracción, 0.125″ de espesor, sobre una V de 1″:
(60,000 × 0.125²) ÷ (8 × 1) = (60,000 × 0.015625) ÷ 8 = 937.5 ÷ 8 = 117 toneladas por pie.
Esa carga no se preocupa por la página de catálogo de donde provino tu punzón. Le importa cómo la lengüeta engancha la mordaza y dónde se encuentra el centro de gravedad en relación con la línea de acción del carro.
“Estándar europeo”, “lengüeta estilo americano”, “hidráulico autoajustable”—cada uno es su propio estriado en una transmisión. El punzón es un engranaje. La mordaza es la entrada de la transmisión. Si los estriados no coinciden, el par no se transfiere limpiamente; vibra, se desplaza o se mueve.
Una matriz multi-V parece versátil porque puedes girarla a diferentes aperturas en V. Cierto. Pero al girarla cambias la distribución de masa de la matriz y el punto de contacto bajo carga. Si tu sistema de sujeción no asienta el punzón de manera repetible en esa rotación, tu configuración “estándar” acaba de introducir una nueva variable.
Estándar significa geometría común dentro de un sistema. No significa intercambiable entre sistemas. Nunca pidas herramientas solo por el ángulo de la punta sin confirmar el perfil exacto de sujeción y el método de asiento en tu máquina.

Has cerrado una pieza tipo caja y escuchado ese desagradable clic metálico cuando el cuerpo del punzón—no la punta—golpea la pared lateral. El ángulo de la punta era correcto. El cuerpo no lo era.
Un golpe de espada estrecho y un golpe agudo voluminoso pueden tener ambos puntas de 88°. Pero el golpe de espada mantiene la masa ajustada a la línea central. El voluminoso lleva el peso hacia adelante y hacia afuera. Bajo carga, esa masa extra crea un brazo de momento. La mordaza debe resistir esa fuerza de rotación.
Si la interfaz de sujeción permite incluso un movimiento microscópico, el punzón pivota. Ese pivote cambia la profundidad de penetración en la punta, lo que se manifiesta como variación de ángulo que llamas “retroceso elástico”. Entonces aumentas la profundidad. Ahora estás compensando por el movimiento, no por el comportamiento del material.
Una vez vi un panel de acero inoxidable de 10 pies fuera de tolerancia porque el operador perseguía 1,5° de “retroceso elástico” que en realidad era giro del punzón en una mordaza mecánica desgastada. Cuando lo diagnosticamos, los hombros del troquel estaban golpeados y los bordes de la pieza rayados. Metal arruinado. Todo porque nadie comprobó cómo se asentaba la herramienta bajo carga.
Los sensores de ángulo modernos pueden corregir automáticamente a mitad del ciclo. Leen la curva y profundizan más si es necesario. Pero no pueden evitar que un punzón se desplace lateralmente o que un troquel se mueva bajo carga desigual. Los sensores corrigen el ángulo. No corrigen la inestabilidad mecánica.
Cuando aparece choque o retroceso elástico impredecible, no recurras primero a una penetración más profunda. Nunca culpes al comportamiento del material antes de verificar que el punzón, el troquel y la mordaza compartan un centro de gravedad estable bajo el tonelaje calculado.
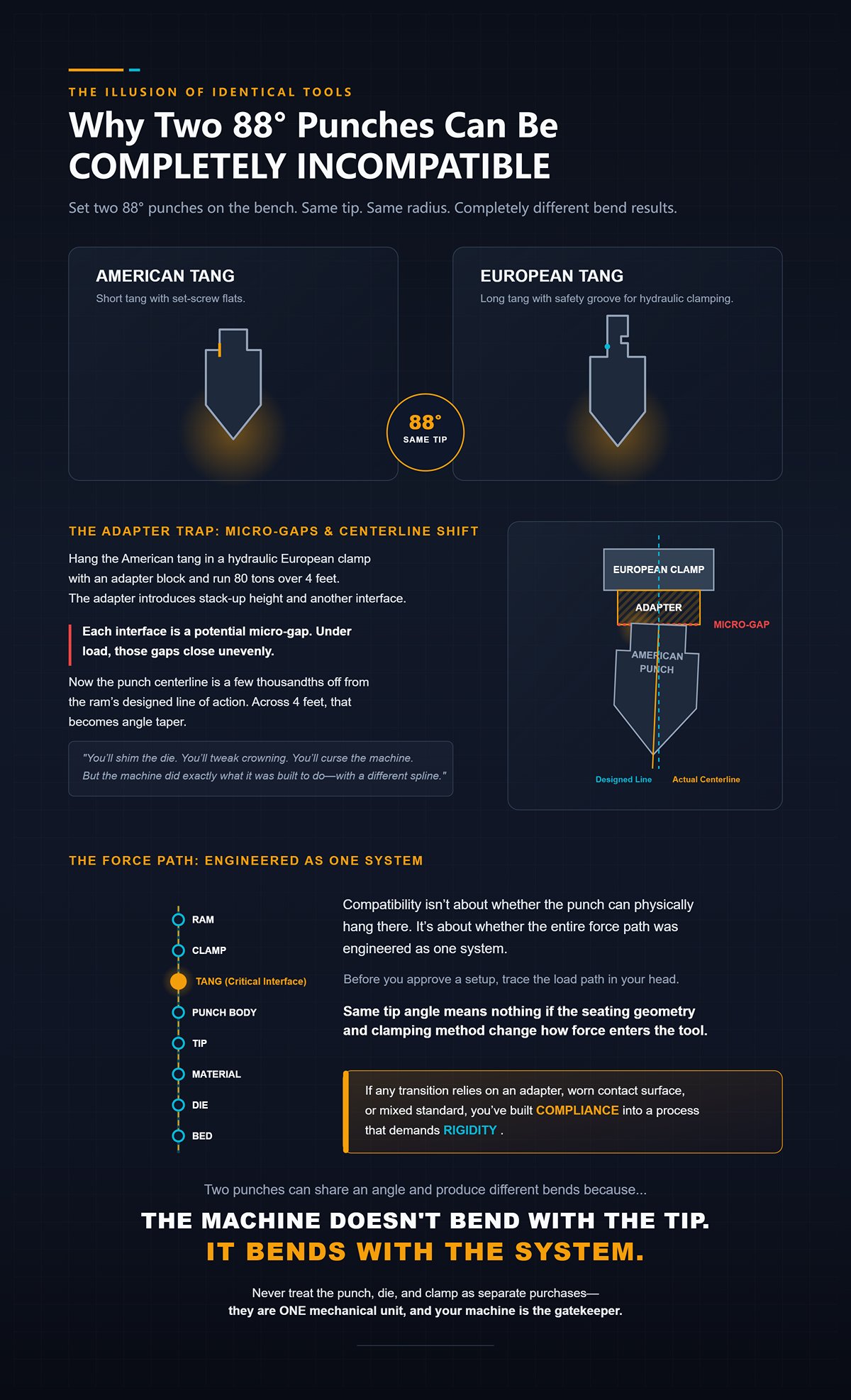
Coloca dos punzones de 88° en el banco. Uno tiene una espiga corta americana con planos para tornillos de fijación. El otro tiene una espiga larga europea con una ranura de seguridad para sujeción hidráulica. Misma punta. Mismo radio.
Cuelga la espiga americana en una mordaza hidráulica europea con un bloque adaptador y aplica 80 toneladas sobre 4 pies. El adaptador introduce altura acumulada y otra interfaz. Cada interfaz es un posible microespacio. Bajo carga, esos espacios se cierran de manera desigual.
Ahora la línea central del punzón está a unas milésimas fuera de la línea de acción diseñada del ariete. A lo largo de 4 pies, eso se convierte en un ángulo en forma de cono. Ajustarás el troquel. Modificarás el coronado. Maldecirás la máquina.
Pero la máquina hizo exactamente lo que fue diseñada para hacer—con un perfil diferente.
La compatibilidad no se trata de si el punzón puede colgar físicamente allí. Se trata de si toda la ruta de fuerza fue diseñada como un solo sistema. El mismo ángulo de punta no significa nada si la geometría de asiento y el método de sujeción cambian cómo entra la fuerza en la herramienta.
Antes de aprobar un montaje, traza la ruta de carga en tu cabeza: ariete → mordaza → espiga → cuerpo del punzón → punta → material → troquel → bancada. Si alguna transición depende de un adaptador, superficie de contacto desgastada o estándar mezclado, has incorporado flexibilidad en un proceso que exige rigidez.
Dos punzones pueden compartir un ángulo y producir dobleces diferentes porque la máquina no dobla con la punta. Dobla con el sistema. Nunca trates el punzón, el troquel y la mordaza como compras separadas—son una unidad mecánica, y tu máquina es el guardián.
¿Quieres saber cómo verificar la compatibilidad antes de aplicar tonelaje?
Esto es lo primero que hago cuando me acerco a una máquina: no miro la punta del punzón. Miro la cara del ariete y mido el perfil de sujeción. Anchura de espiga. Profundidad de espiga. Presencia de ranura de seguridad. Diámetro del pasador si es un sistema de precisión. Luego reviso la especificación de asiento del fabricante para esa interfaz y la comparo con el plano del punzón. Si esos números no coinciden dentro de la familia de montaje prevista, me detengo ahí mismo.
Porque tu prensa plegadora no acepta “punzones”. Acepta una geometría de montaje exacta. Todo lo demás es un compromiso, un adaptador o una suposición.
Y suponer es cómo se arruina el metal.
Así que vamos a alinearlos de la manera en que realmente se comportan bajo carga, no de la manera en que los describen los catálogos.
Imagina una lengüeta clásica americana: cuello rectangular corto, dos tornillos de fijación que la empujan contra un riel. La deslizas, ajustas los tornillos y “se siente” firme. Rápido. Simple. Barato.
Ahora ponle números.
Toma el ejemplo anterior de 117 toneladas por pie. Haz solo 3 pies de esa curva y estarás aplicando aproximadamente 350 toneladas en total distribuidas a lo largo del ariete. Los tornillos de fijación no sujetan verticalmente; empujan lateralmente, forzando la lengüeta contra la cara del riel. Tu soporte vertical proviene de una repisa estrecha debajo de la lengüeta.
Así que tu ruta de fuerza es ariete → riel → borde de la lengüeta → punzón.
Ese contacto en el borde es pequeño. Área de contacto pequeña significa mayor tensión de contacto. Con el tiempo, la cara del riel se desgasta. No de forma catastrófica. Solo unas milésimas.
Unas milésimas en el riel se convierten en desviación angular en la punta porque la lengüeta puede oscilar microscópicamente bajo carga. Esa es tu acumulación de tolerancia oculta. No la ves hasta que empiezas a perseguir ajustes de profundidad.
Vi un taller trabajando con soportes de alta variedad en una abrazadera de estilo americano más antigua. Segundo golpe: la pestaña salió 2° abierta. Culparon al retroceso elástico. Añadieron profundidad. La tercera pieza quedó sobrecurvada. ¿El problema real? El riel superior se había desgastado de forma desigual donde siempre se colocaban los punzones más pesados. La lengüeta ya no se asentaba plana.
Después de un hombro de matriz astillado, finalmente marcaron con azul la lengüeta y vieron contacto desigual.
El sistema americano no es “malo”. Es simple. Pero su precisión depende del estado del riel y de la disciplina con los tornillos de fijación. Le pide al operador que sea parte del sistema de alineación.
Si trabajas con baja tonelada y cambios poco frecuentes, puede ser perfectamente adecuado. Si estás ciclando herramientas pesadas todo el día, el riel se convierte en un consumible, lo hayas presupuestado o no.
Antes de aplicar carga en una máquina de estilo americano, retira el punzón e inspecciona la cara del riel en busca de desgaste por fricción o escalones, luego marca con azul la lengüeta y verifica el contacto a lo largo de toda su longitud bajo presión ligera de sujeción. Nunca asumas que un tornillo de fijación ajustado equivale a un asiento de superficie completa.
Ahora mira una lengüeta de precisión de 20 mm con ranuras dobles y una abrazadera hidráulica con bloqueo por pasador. Insertas el punzón, activas el sistema hidráulico y la abrazadera tira de la lengüeta hacia arriba contra una superficie de referencia mecanizada. Asiento vertical. Soporte de longitud completa.
Ese sistema puede mantener aproximadamente 45 kN de fuerza de sujeción por estación y permanecer estable a ritmos de golpe de producción con punzones de hasta unos 110 libras. No es propaganda de marketing. Es precarga diseñada.
La diferencia está en dónde reside la responsabilidad de la alineación.
En este sistema, la abrazadera define la línea central. La geometría de la lengüeta y las superficies endurecidas de asiento de la abrazadera establecen repetibilidad medida en micras. El trabajo del operador es solo insertar y confirmar.
Pero aquí está la parte que la mayoría omite: ahora la propia abrazadera es un componente de precisión. Si la presión hidráulica baja, si los pasadores se desgastan, si hay residuos en la ranura, tu sistema “de precisión” deja de ser preciso.
He visto un taller adaptar abrazaderas hidráulicas a un ariete desgastado sin comprobar la rectitud. Herramientas hermosas. Superficie de montaje torcida. Esperaban que la abrazadera corrigiera la geometría de la máquina.
No lo hará.
Estos sistemas brillan en entornos de alta variedad y alta repetibilidad donde los cambios de herramientas son frecuentes y la alineación debe ser automática. Pero si estás doblando acero dulce de calibre ligero una vez a la semana, la complejidad puede que no justifique su coste.
Entonces, ¿cómo verificas la compatibilidad aquí?
Verifica la dimensión del espigón (20 mm significa 20 mm, no 19,85 de un proveedor falsificado), confirma que la posición de la ranura coincida con la especificación de la mordaza, verifica que la presión hidráulica cumpla con los requisitos del fabricante y realiza una prueba de asiento con galgas de espesores a lo largo de la longitud del espigón antes de aplicar el tonelaje.
Nunca asumas que “sistema de precisión” significa autocorrectivo.
Ahora toma un espigón de estilo europeo de 13 mm con una ranura de seguridad. La ranura no es decorativa. Está ahí para que el labio de la mordaza pueda capturar el punzón incluso antes del apriete completo, evitando que se caiga.
Lo que realmente significa es “estándar dentro de una familia de montaje”.”
La lógica de asiento cambia aquí. La mordaza normalmente empuja el espigón hacia arriba contra una superficie de referencia, similar en concepto a los sistemas de precisión, pero a menudo con apriete manual en lugar de precarga hidráulica.
Tus superficies de contacto son más amplias que los rieles clásicos americanos, pero la fuerza de sujeción y la repetibilidad dependen de la presión mecánica de tornillos y del correcto acoplamiento de la ranura.
Imagina residuos acumulados en esa ranura de seguridad. El labio de la mordaza hace tope sobre la suciedad antes de que el espigón se asiente completamente. Bajo 80 toneladas, el espigón se desplaza hacia arriba esas últimas milésimas.
No lo verás hasta que midas el ángulo a lo largo de la pieza.
Una vez vi un punzón largo de ángulo agudo expulsarse ligeramente durante una corrida pesada de acero inoxidable porque el labio de la ranura se había redondeado tras años de uso. El punzón no cayó. Solo se deslizó. La variación de ángulo resultante arruinó un lote completo de paneles de gabinete.
La ranura de seguridad mejora la retención y alineación en comparación con un espigón simple, pero introduce un nuevo punto de inspección: la integridad de la ranura y el estado del labio de la mordaza.
Antes de aplicar el tonelaje de producción, inspecciona la ranura de seguridad en busca de deformaciones, confirma visualmente la profundidad de acoplamiento del labio de la mordaza y aprieta los tornillos de la mordaza según especificación en lugar de “a mano”. Nunca ignores la ranura como si fuera solo una característica de seguridad.
| Sistema | Características de diseño | Ruta de fuerza / Lógica de sujeción | Ventajas | Riesgos ocultos / Problemas de tolerancia | Mejores casos de uso | Lista de verificación de inspección previa a la carga |
|---|---|---|---|---|---|---|
| Herramientas de estilo americano | Tang rectangular corto; dos tornillos laterales de fijación; soporte basado en riel | Carnero → riel → borde del tang → punzón; la presión de los tornillos laterales fuerza el tang contra el riel; soporte vertical desde una repisa estrecha | Simple, rápido, de bajo costo; adecuado para baja tonelaje | Área de contacto pequeña en el borde aumenta el esfuerzo; el desgaste de la cara del riel provoca desviación angular; el tang puede oscilar bajo carga; alineación dependiente del operador | Trabajos de baja tonelaje; cambios de herramienta poco frecuentes | Inspeccionar la cara del riel por marcas o desgaste escalonado; marcar el tang con azul para verificar contacto a lo largo completo; confirmar asiento bajo presión ligera de sujeción; no confiar únicamente en tornillos de fijación apretados |
| Sistemas de Precisión Wila / Trumpf | Tang de precisión de 20 mm; doble ranura; sujeción por pasadores hidráulicos; superficies de referencia endurecidas | El sistema hidráulico tira del tang hacia arriba contra la superficie de referencia mecanizada; asiento vertical a lo largo completo; precarga diseñada (~45 kN por estación) | Alta repetibilidad (nivel micrónico); alineación automática; estable bajo tasas de golpe de producción; ideal para cambios frecuentes | La sujeción se convierte en variable de precisión; pérdida de presión hidráulica, desgaste de pasadores o residuos afectan la precisión; no puede compensar un carnero desgastado o desalineado | Producción de alta variedad y alta repetibilidad; cambios de herramienta frecuentes | Verificar dimensiones exactas del tang (verdadero 20 mm); confirmar posición de ranura según especificación; comprobar presión hidráulica; realizar prueba de asiento con galgas; inspeccionar rectitud del carnero |
| Estilo Promecam / Europeo | Tang de 13 mm con ranura de seguridad; el labio de la sujeción captura la ranura; normalmente apriete manual con tornillos | La sujeción empuja el tang hacia arriba contra la superficie de referencia; retención mediante el enganche de la ranura; contacto más amplio que el riel americano | Retención mejorada; inserción más segura; mejor alineación que sistemas básicos de tang | Residuos en la ranura impiden asiento completo; desgaste del labio de sujeción permite desplazamiento del punzón; el par de los tornillos afecta la repetibilidad; desplazamiento hacia arriba bajo carga pesada | Producción moderada a pesada con familias de montaje estandarizadas | Inspeccionar la ranura de seguridad por deformación o residuos; comprobar condición y profundidad de enganche del labio de sujeción; apretar tornillos según especificación; confirmar asiento completo antes de aplicar tonelaje |
Ahora llegamos al asesino silencioso.
Tienes una máquina de sujeción europea. Posees un montón de punzones americanos. Así que compras bloques adaptadores. Problema resuelto, ¿verdad?
Vamos a seguir la ruta de la fuerza.
Carnero → sujeción hidráulica → adaptador → lengüeta americana → cuerpo del punzón → punta.
Cada interfaz añadida es otra capa potencial de flexibilidad. Si alguna interfaz en esa cadena no bloquea la línea central exactamente donde el diseñador lo pretendía, el vector de fuerza se desplaza.
El curvado CNC asume una altura de herramienta y rigidez conocidas. Añade un adaptador que cambie la altura de la pila incluso en 0,500″. Tu modelo de deflexión está equivocado. Añade una ligera holgura lateral entre la lengüeta y el adaptador. Ahora tienes libertad de rotación bajo carga.
La máquina sigue ciclando perfectamente. El sensor de ángulo sigue leyendo correctamente. Pero el punzón puede moverse microscópicamente antes de que el sensor reaccione.
He visto un panel de 10 pies mostrar ángulos inconsistentes entre estaciones porque los adaptadores mezclados se asentaban de forma diferente a lo largo del carnero. El operador persiguió el problema con ajustes de curvado durante horas. La solución real fue quitar los adaptadores y estandarizar la familia de montaje.
Los adaptadores a veces son inevitables durante períodos de transición. Bien. Pero trátalos como componentes diseñados, no como bloques de conveniencia.
Mide el grosor del adaptador en múltiples puntos. Confirma el paralelismo. Verifica el ajuste de la lengüeta sin juego lateral antes de sujetar. Recalcula la altura de la pila de herramientas en el control CNC en lugar de asumir equivalencia.
Nunca mezcles sistemas de montaje en un trabajo de precisión sin volver a validar toda la ruta de fuerza desde el carnero hasta la cama.
Verificas la compatibilidad midiendo la geometría, confirmando la mecánica de asiento, inspeccionando las superficies de desgaste y siguiendo la ruta de carga antes del primer golpe. Una vez que la familia de montaje está bloqueada y mecánicamente sólida, solo entonces tiene sentido hablar de la geometría del punzón y el comportamiento del material.
Porque una vez que la estría coincide con la transmisión, finalmente puedes elegir la marcha correcta.
Y ahí es donde comienzan las verdaderas decisiones de doblado.
Has verificado la lengüeta, la sujeción, las superficies de asiento. La estría del tren de transmisión coincide. Bien.
Ahora estás mirando el estante, pensando, Doblado de 90°… así que tomaré un punzón de 90°.
Eso está al revés.
Comienza con un trabajo real. Digamos acero inoxidable 304 de 3 mm, doblado al aire, radio interior objetivo de alrededor de 3 mm, ala de 40 mm. Si sigues la regla perezosa —V = 8T— elegirías una matriz de 24 mm. Pero el inoxidable no es acero dulce. Se endurece rápidamente y se agrieta si lo estrangulas. En la práctica, abres esa matriz a 10T o incluso 12T. Llámalo 30–36 mm.
Y aquí está la parte que la mayoría de los chicos pasa por alto: una vez que esa apertura en V se mueve, el radio interno en el doblado al aire se mueve con ella. La punta del punzón no fijó el radio. La resistencia del material y la apertura de la matriz lo hicieron.
La geometría del punzón está aguas abajo del espesor, la aleación, la longitud del ala y el método. La fórmula no se preocupa por lo que tengas en el estante.
Nunca elijas un punzón por el ángulo antes de calcular la ventana de material en la que debe vivir.
Una vez vi un taller doblar 5052 de 2 mm con un punzón de radio de punta de 0,2 mm porque “hace esquinas nítidas”. El primer lote se veía bien. ¿Segundo lote? Grietas finas a lo largo de la línea de doblado después del recubrimiento en polvo. Las piezas pasaron la inspección visual. Fallaron en servicio.
Aquí está el mecanismo.
En el acuñado o prensado, el radio de la punta del punzón se convierte en el radio interior del doblado. Así que el radio mínimo de la punta del punzón debe respetar el radio interior mínimo para la aleación. Para muchos aluminios, eso es aproximadamente 1T para doblados cerrados; para temple más duros, más. Si T = 2 mm y acuñas con una punta de 0,2 mm, estás forzando un Ri = 0,2 mm en un material que quiere 2 mm. La tensión excede la elongación. Se agrieta. Matemáticas simples.
En el doblado al aire, cambia. El radio interior se aproxima a V/6 a V/8 dependiendo de la resistencia del material. Si eliges V = 8T en acero dulce de 2 mm, eso es 16 mm. Ri cae alrededor de 2–2,7 mm. Cambia el material a inoxidable y abre a V = 12T (24 mm). Ahora Ri crece hacia 3–4 mm. Mismo punzón. Radio diferente. Porque el método y la matriz dominan.
Y la tonelada sigue la misma lógica. La fuerza de doblado al aire por pie es aproximadamente:
Toneladas/pie = (575 × T²) / V (para acero dulce)
Pon 3 mm (0,118 in) y V = 1 in equivalente, obtienes una carga específica. Abre V más y la tonelada requerida baja. ¿Prensado? Multiplica la tonelada de doblado al aire por 3 a 5. ¿Acuñado? Hasta 8 a 10 veces. Tu punzón debe sobrevivir a eso. Los punzones finos y agudos bajo cargas de acuñado se doblan como latas de refresco.
Así que el radio correcto de la punta no es una preferencia. Está limitado por:
Si no has escrito esas tres, estás adivinando.
Nunca elijas un radio de punta de punzón más pequeño que el radio interior permitido por el material para el método de doblado que realmente estás usando.
Imagina un canal: acero dulce de 2,5 mm, bridas laterales de 20 mm, luego una brida de retorno de 15 mm hacia adentro a 90°. Puedes calcular V todo el día. No importará si el cuerpo del punzón choca contra la pared vertical antes de que la punta alcance la profundidad.
Aquí es donde “requiere holgura” deja de ser una frase de catálogo y se convierte en geometría.
Un punzón recto tiene un ancho de cuerpo por encima de la punta. Durante el segundo golpe, ese cuerpo se inclina hacia la brida previamente formada. Si la altura de la brida es menor que la holgura de luz del punzón, físicamente no puedes completar la curva. La dimensión de la brida ahora ha dictado el estilo de punzón.
Los punzones de cuello de ganso estrechan hacia adentro por encima de la punta para crear espacio para las bridas de retorno. Pero ese estrechamiento reduce la rigidez de la sección transversal. Bajo cargas más altas—digamos placa de 6 mm, con fondo—la deflexión aumenta. La variación de ángulo se cuela a lo largo de longitudes grandes.
Ahora vincúlalo con la fuerza. Si tu acero dulce de 2,5 mm se dobla al aire con V = 8T (20 mm), toneladas/pie ≈ (575 × T²) / V. Convierte 2,5 mm a pulgadas (0,098 in). Cuadrado, multiplicado, dividido—terminarás en un rango manejable. Un cuello de ganso sobrevive cómodamente. Prueba esa geometría en acero inoxidable de 6 mm, con fondo a 4× la tonelada de aire. Ese mismo cuello se convierte en una bisagra.
Así que la longitud de la brida y la geometría de retorno eligen entre recto y cuello de ganso antes de que el ángulo entre en la conversación. Y el espesor del material decide si ese cuello de ganso es estructuralmente sensato.
He visto un trabajo con una brida de retorno alta ejecutarse con un punzón recto “porque ya estaba montado”. Segundo golpe: la brida salió 2° abierta en el centro porque el operador suavizó la profundidad para evitar la colisión. No resolvieron la geometría. La esquivaron.
Nunca ignores la interferencia de la brida al seleccionar el estilo de punzón—dibuja la secuencia de doblado a escala real y verifica la holgura física antes incluso de calcular V.
Toma chapa de menos de 3 mm. Los punzones agudos—con ángulos incluidos pronunciados—reducen la penetración requerida en el doblado al aire. Menos penetración significa menos área de contacto, menos fuerza requerida. Para material delgado, eso es una ventaja. Obtienes curvas más limpias con menor demanda de tonelaje.
Sube por encima de 3 mm. Ahora la rigidez importa más que la agudeza de la punta. Los punzones rectos con ángulos incluidos mayores y cuerpos más gruesos resisten la deflexión. Especialmente si trabajas con fondo.
Aquí está la línea divisoria que la mayoría de los talleres difuminan:
Si doblas al aire acero dulce de 2 mm con V = 16 mm, toneladas/pie ≈ (575 × T²) / V. Abre la V a 20 mm, el tonelaje baja aún más. Un punzón agudo prospera aquí. Intenta hacer fondo con ese mismo montaje y multiplica la fuerza. De repente tu punzón agudo y esbelto está soportando cargas para las que no fue diseñado.
El método de doblado no es una idea secundaria. Determina si la geometría del punzón está moldeando el radio o simplemente participando en una interacción de tres cuerpos entre punzón, matriz y material.
Así que la jerarquía es estricta:
La interfaz de la máquina fija la línea central. El espesor y la aleación del material definen la deformación admisible y la ventana de la matriz. La geometría de la brida dicta el estilo de punzón. El método de doblado establece cuánto controla realmente el punzón el radio—y cuánta carga debe soportar.
Solo dentro de esa ventana estrecha se convierte en una pregunta significativa “¿punzón de 90° o de 88°?”.
Nunca selecciones la geometría del punzón sin antes decir—en voz alta—el material, el espesor, las restricciones de ala, el cálculo de apertura de matriz y el método de doblado en una sola frase.
Quieres un proceso paso a paso para seleccionar el punzón correcto.
Bien. Entonces deja de mirar el estante de punzones y mira hacia la matriz.
Comienza con un trabajo real: acero dulce de 3 mm, doblado al aire, 90°, 1 metro de largo. Ya conoces la fórmula de doblado al aire:
Toneladas/pie = (575 × T²) / V (acero dulce)
Convierte 3 mm a 0.118 in. Cuadrado: 0.0139. Multiplica por 575: aproximadamente 8.0. Ahora divide por V. Si eliges una apertura en V de 1.0 in (aproximadamente 8.5× el espesor), estás en alrededor de 8 toneladas por pie. Abre la V a 1.25 in, la tonelada baja a aproximadamente 6.4 toneladas por pie. Mismo material. Mismo ángulo. Diferente matriz.
Esa V también establece tu radio interior en el doblado al aire—aproximadamente V/6 a V/8 dependiendo de la resistencia. Así que una V de 1.0 in te da aproximadamente un radio de 0.125–0.167 in. Ábrela a 1.25 in y tu radio crece con ella.
Aún no has tocado el punzón, y ya el radio y la carga han cambiado.
Por eso la selección de la matriz viene primero. La apertura en V no es una suposición; es el multiplicador que define tanto la deformación como la fuerza. Cámbiala y cambias el retroceso elástico, la tonelada, y si el punzón que te gustaba en teoría sobrevive al trabajo.
Nunca elijas un punzón antes de calcular la apertura en V y las toneladas por pie resultantes en el material real.
He visto un taller doblar acero inoxidable de 2 mm en una V de 16 mm porque “8× es estándar.” Las piezas salieron 1.5° abiertas. Intentaron corregirlo con profundidad. Sobre-doblado. Inconsistente a lo largo de la pieza. La matriz no estaba mal según la lógica del catálogo. Estaba mal para la aleación.
La “regla de 8×” es un promedio, no una ley. Para acero dulce de menos de 4 mm, 5–6× el espesor suele ser más estable. El inoxidable de más de 4 mm puede requerir 6–8×. El aluminio de 4 mm o más puede llegar a 8–10× para evitar grietas. Esos multiplicadores cambian porque la resistencia a la fluencia y la elongación cambian.
El mecanismo importa. Una V más estrecha aumenta la penetración para un ángulo dado, incrementando la deformación plástica a través del espesor. Más deformación plástica significa menos recuperación elástica—menos retroceso. Abrir demasiado la V reduce la deformación; la recuperación elástica domina; la pieza se abre. No puedes “compensar” eso con el ángulo del punzón porque la matriz controla el arco de doblado en el formado al aire.
Y la tonelada se mueve en dirección opuesta. Usando la misma fórmula, si reduces la V a la mitad, duplicas las toneladas por pie. Esa carga extra tiene que viajar a través del eje de sujeción, a través del cuerpo del punzón, hacia los hombros de la matriz. Si alguna interfaz en esa cadena no bloquea la línea central exactamente donde el diseñador pretendía, el vector de fuerza cambia.
Una vez vi acero inoxidable 304 de 4 mm trabajarse en una V de 12× para “reducir la tonelada.” El retroceso se volvió incontrolable, los operadores aumentaron la profundidad, y los hombros de la matriz pulieron una línea brillante de testigo en cada pieza. El metal no estaba mal. El multiplicador sí.
Nunca cites “8× el espesor” sin nombrar el material, el rango de espesor y las toneladas calculadas por pie en la misma frase.
Imagina un bloque de matriz de 4 vías: aperturas de 16 mm, 22 mm, 30 mm, 40 mm. Conveniente. Girar y listo.
Ahora sujételo ligeramente descentrado en un sistema que está desgastado 0,05 mm en un lado del riel. En una matriz de V única, el error de línea central es pequeño y predecible. En una multi‑V, cada ranura se encuentra en una posición lateral diferente en relación con las caras de sujeción. Gire el bloque y habrá cambiado no solo la V, sino también la trayectoria de carga a través de la cama.
Haz los cálculos. Supongamos acero dulce de 3 mm en una V de 22 mm (aproximadamente 7,3×). En forma métrica, la aproximación de carga de doblado al aire es:
kN/m ≈ (1,42 × Rm × T²) / V
Supongamos resistencia a la tracción de alrededor de 450 MPa. Insértalo y estarás en el rango de 100 kN/m. Esa fuerza debe estar situada simétricamente sobre el carro y la cama. Desplázala un milímetro fuera del centro verdadero porque la geometría del bloque de matriz y las caras de sujeción no coinciden perfectamente, y introduces carga desigual en los hombros.
La pieza lo muestra como variación de ángulo de un lado a otro. El operador culpa al arqueo. El verdadero culpable es que la matriz “versátil” cambió la geometría del tren de transmisión.
He visto desechar un panel largo de aluminio porque una matriz multi‑V se giró a mitad de la producción después de un cambio de herramienta. Misma V nominal. Diferente posición de ranura. La línea de carga se movió. El panel se arqueó.
La versatilidad está bien para talleres de trabajo. El trabajo de precisión exige geometría de línea central repetible entre la ranura de la matriz y la interfaz de sujeción.
Nunca trates las matrices multi‑V como geométricamente idénticas a las matrices de V única sin verificar la línea central de la ranura en relación con el datum de la máquina.
Toma aluminio 5052 de 2 mm, cara cosmética hacia afuera. Pásalo sobre un hombro de matriz de borde afilado con un radio pequeño. Obtendrás una línea de presión brillante exactamente en el punto tangente donde la lámina pasa a la V. Eso no es mala suerte cosmética. Es mecánica de contacto.
A medida que el punzón impulsa el material hacia la matriz, la presión de contacto se concentra a lo largo de los hombros de la matriz. Un radio de hombro pequeño aumenta la tensión de contacto. Alta tensión más aluminio blando equivale a agarrotamiento y marcas visibles. Aumenta el radio del hombro y distribuyes la carga sobre un área más amplia, reduciendo la presión máxima. El acabado superficial hace lo mismo: hombros pulidos reducen la fricción, disminuyendo las marcas de arrastre durante el deslizamiento.
Pero cambia ese radio de hombro y cambias sutilmente cómo el material fluye hacia la V. En aperturas de V muy estrechas, un radio de hombro grande efectivamente estrecha la apertura de trabajo en el contacto inicial, aumentando la resistencia temprana y alterando la progresión del doblado. Esto retroalimenta el comportamiento de tonelaje y recuperación elástica.
Por eso no puedes aislar las “marcas” como un problema cosmético. El radio y el acabado del hombro de la matriz influyen en el coeficiente de fricción, lo que influye en la distribución de fuerzas, lo que influye en la consistencia del ángulo a lo largo de la pieza.
Una vez vi piezas decorativas de acero inoxidable arruinadas porque una matriz con hombros desgastados y ásperos era “lo suficientemente buena”. El acabado se transfirió como una ligera serración a lo largo de cada línea de doblado. El metal recordó cada arañazo en esa matriz.
Nunca ignores el radio de hombro de la matriz y la condición de la superficie cuando se especifica acabado superficial o tolerancia de ángulo estricta: inspecciónalos y mídelo antes del primer golpe.
Pediste un proceso paso a paso. Aquí está en orden:
Ese es el tren de transmisión correctamente engranado. La siguiente pregunta es si la herramienta en sí es lo suficientemente fuerte como para soportar las cargas que acaba de calcular.
Usted aplicó la fórmula. Eligió la abertura en V. Verificó la alineación.
Ahora la verdadera pregunta: ¿sobrevivirá el punzón a lo que acaba de pedirle que haga?
Una prensa plegadora puede estar clasificada para 300 toneladas, 600 toneladas, 1,000 toneladas. Ese número significa que el bastidor puede ejercer esa fuerza a lo largo de la cama. No dice nada sobre la delgada línea de acero en la punta del punzón soportando la carga por pie. La máquina es el bloque del motor. La punta del punzón es la biela. Confundirlos y algo pequeño fallará primero.
La potencia no se transfiere de forma segura solo porque los engranajes encajen.
Comience con la fórmula de doblado al aire que ya utilizó:
kN/m ≈ (1,42 × Rm × T²) / V
Luego añada un 20 por ciento. No como una suposición, sino como un seguro contra la fricción, la variación real de la resistencia a la tracción y el hecho de que su lámina no es perfecta de laboratorio.
Ahora conviértalo a toneladas por pie y compárelo con dos números: las toneladas por pie nominales de la máquina en esa longitud de doblado y las toneladas por pie nominales del punzón según el fabricante. No son intercambiables.
Aquí es donde los aprendices se lesionan por matemáticas que creen entender. El espesor se eleva al cuadrado. Doble T y la carga se cuadruplica. Ese prototipo en acero dulce de 3 mm funcionó bien a 8 toneladas por pie. Producción cambia a 6 mm. No duplicó la carga. La cuadruplicó. La prensa podría seguir dentro de su clasificación global — especialmente en una pieza corta — pero la punta del punzón puede que no.
Vi cómo un punzón agudo se deformó en acero inoxidable porque el operador confió más en la placa de 220 toneladas de la máquina que en el límite de 18 toneladas por pie del punzón. El primer golpe parecía bien. Segundo golpe: el ala salió 2° abierta. Para el quinto, la punta se había expandido lo suficiente como para cambiar el radio efectivo de la nariz y el ángulo se desvió en todo el lote. La máquina nunca se quejó. La herramienta absorbió la lección.
Nunca asuma que el tonelaje de la máquina equivale a la capacidad del punzón — calcule las toneladas por pie con la fórmula, añada un 20 por ciento y verifique contra la clasificación publicada del punzón antes del primer ciclo.
La carga es un modo de fallo. El desgaste es el otro.
Las herramientas no endurecidas pueden estar alrededor de 28–32 HRC. Las herramientas endurecidas alcanzan altos 40 o bajos 50. Esa diferencia decide si la cascarilla abrasiva, el óxido de láser o el cromo del acero inoxidable convierten su filo de precisión en una lima.
¿Doblado al aire de acero dulce en material limpio? El no endurecido puede tener una vida larga y honesta. Comience a trabajar con acero decapado y aceitado con partículas incrustadas, o acero inoxidable con mayor resistencia a la tracción y comportamiento de endurecimiento por trabajo, y la presión de contacto en la punta del punzón se convierte en una operación de rectificado bajo carga.
Sucede lentamente. Luego todo de golpe.
Vi un juego de punzones no endurecidos usados en 304 abrasivo con fuerte cascarilla de laminación. Después de unos miles de golpes, el radio de la nariz se había desgastado de manera desigual a lo largo de la pieza. El operador corrigió el ángulo con ajustes de profundidad. Las piezas mostraban líneas de seguimiento leves e inconsistencias en el retroceso elástico. Cuando alguien midió la nariz, ya estaba fuera de especificación por décimas de milímetro — suficiente para alterar la distribución de la tensión y la tonelada efectiva. El metal no estaba mal. La dureza superficial sí.
Lo que realmente significa es “estándar dentro de una familia de montaje” — no “indestructible entre materiales”.”
Nunca trabajes material abrasivo o de alta resistencia a la tracción con herramientas no endurecidas sin calcular la carga de contacto y confirmar que la dureza es apropiada para la clase de material.
Crees que estás cambiando de material. En realidad estás cambiando la curva de fuerza.
Toma el mismo espesor y apertura en V. Acero dulce a 450 MPa de resistencia a la tracción frente a acero inoxidable a 650 MPa no es un cambio sutil. Pon eso en la misma ecuación de doblado al aire y la carga escala directamente con la resistencia a la tracción. Esas 8 toneladas por pie se convierten en 11 o 12 antes de añadir tu margen del 20 por ciento.
Y el acero inoxidable retrocede más. Así que cierras el ángulo con penetración adicional. Más penetración aumenta la presión de contacto en la nariz y los hombros de la matriz. Lo que incrementa el estrés localizado en la punta del punzón. Lo que reduce tu margen de seguridad.
La máquina puede seguir dentro de su capacidad nominal. El punzón puede que no.
En una dobladura larga, el problema se complica. Incluso si el tonelaje total es aceptable, cualquier ligera descoordinación en la rigidez de sujeción cambia cómo esa carga más alta se distribuye a lo largo de la pieza. Si cualquier interfaz en esa cadena no bloquea la línea central exactamente donde el diseñador lo pretendía, el vector de fuerza se desplaza — y el acero inoxidable amplificará ese desplazamiento porque resiste la deformación plástica más tiempo antes de ceder.
El acero dulce perdona. El inoxidable te delata.
Nunca cambies de acero dulce a inoxidable sin recalcular toneladas por pie usando valores reales de resistencia a la tracción, añadiendo un 20 por ciento de capacidad, y confirmando que tanto la clasificación del punzón como la rigidez de sujeción pueden soportar la nueva carga.
Ahora has visto el patrón: la geometría define la fuerza, la fuerza prueba la capacidad, el material amplifica todo. El siguiente paso no es otra advertencia — es construir una secuencia de decisión repetible que vincule sujeción, geometría, tonelaje y dureza antes de que siquiera toques el pedal.
Quieres una secuencia que obligue a que sujeción, geometría, tonelaje y dureza estén de acuerdo antes del primer golpe.
Bien. Porque la única manera de que esto deje de ser una adivinanza es si especificas las herramientas de la misma forma en que un maquinista especifica un eje: una interfaz a la vez, en el orden en que la fuerza realmente viaja.
La fuerza no empieza en el ángulo. Empieza en el ariete, pasa por la sujeción, entra en el punzón, atraviesa la lámina, entra en la matriz y regresa a la bancada. Si cualquier interfaz en esa cadena no bloquea la línea central exactamente donde el diseñador lo pretendía, el vector de fuerza se desplaza. Y una vez que se desplaza, tus cálculos se convierten en ficción.
Así que vamos a especificar en el orden en que fluye la carga.
Estriado de transmisión primero. Engranajes segundo. Potencia al final.
Cualquier otra cosa es cómo el buen acero se convierte en chatarra.
Una vez vi a un taller cambiar a un punzón “universal” en una prensa diferente porque el ángulo coincidía. Encajó. Doblaron. También quedó 0,4 mm fuera de la línea central porque la geometría de la lengüeta no coincidía con la familia de la mordaza. Después de una semana persiguiendo el estrechamiento, encontraron marcas de desgaste por fricción en el riel y un ligero pulido en un hombro de cada matriz.
La herramienta no estaba equivocada. La interfaz sí.
Cambio rápido, estilo europeo, estilo americano, carga frontal propietaria—estas no son diferencias cosméticas. Definen:
Lo que realmente significa es “estándar dentro de una familia de montaje”. No entre familias.
No eliges punzones hasta responder tres preguntas sobre la máquina:
Si la mordaza está clasificada para 20 toneladas/pie y tu cálculo (con el margen del 20 por ciento) dice 24, no importa lo hermoso que sea el punzón.
Fija primero la familia de montaje. Todo lo demás debe encajar en ese perfil.
Nunca evalúes perfiles de punzón o opciones de matriz antes de confirmar la compatibilidad de la mordaza, el método de centrado y la clasificación de toneladas por pie de la interfaz.
El ángulo no dicta el ángulo del punzón en el doblado al aire. La profundidad de penetración sí. El punzón es un aplicador de fuerza; la apertura de la matriz controla la carga.
Comienza con el plano de la pieza:
Luego calcula tu apertura en V. Para doblado al aire de acero dulce, podrías comenzar alrededor de 6–8 × T. Pero eso es un rango inicial, no una decisión.
Usa la fórmula:
kN/m ≈ (1,42 × Rm × T²) / V
Resuelve la V en función de las toneladas por pie permitidas del Paso 1.
Si la V requerida para mantenerse por debajo de la capacidad de la prensa y el punzón produce un radio interior mayor del permitido en el plano, no “ajustas la profundidad”. O cambias el estilo de herramienta o cuestionas el plano.
Ahora el caso límite que los aprendices pasan por alto: si la alma central de un canal es más estrecha que aproximadamente la mitad del ancho del cuerpo de la matriz, la pieza no puede encajar correctamente sobre la matriz en el doblado al aire estándar. Estás en herramientas de conformado o matrices especiales, a menudo con múltiples de la fuerza original. No es un problema de ángulo. Es la geometría anulando tu flujo de trabajo.
Vi una brida de retorno estrecha forzada sobre una matriz estándar porque “la V coincidía con el espesor”. El alma hizo tope en los hombros de la matriz antes de que el doblado se completara. El operador aumentó la profundidad. La punta del punzón se marcó, y la pieza se arqueó a lo largo de su longitud.
La geometría habló primero. El operador no escuchó.
Nunca selecciones un punzón solo por el ángulo incluido — calcula la apertura en V a partir de la resistencia a la tracción y el espesor, confirma que satisface las restricciones de radio y brida, y verifica que el ancho del cuerpo de la matriz realmente soporte la geometría de la pieza.
Ahora comprobamos si la máquina puede ejecutar físicamente lo que las matemáticas exigen.
La altura de cierre es el total apilado: del ariete a la cama en el punto muerto inferior menos la altura de la herramienta. Si tu combinación de punzón y matriz excede la luz o el recorrido de la máquina, no lo descubrirás en CAD. Lo descubrirás cuando el ariete dé una alarma a mitad de camino.
Luego tonelaje por pie:
Compara ese número con:
Los tres deben superar el valor que necesitas.
Y la longitud importa más allá de la fuerza. Las flexiones largas introducen deflexión del ariete. Si la máquina carece de un ajuste de coronado adecuado, tu carga calculada se concentrará hacia el centro. Las matemáticas asumieron distribución uniforme. El acero no lo hará.
Vi un panel de acero inoxidable de 10 pies trabajar en una prensa plegadora sin coronado activo. Los extremos estaban perfectos. El centro estaba abierto 1,5°. El operador compensó con profundidad. La siguiente pieza corta se dobló de más en el medio porque la compensación permaneció. Las puntas de la herramienta mostraron pulido desigual en pocos días.
La capacidad no es solo “¿puede empujar?”. Es “¿puede empujar de manera uniforme?”.”
Nunca apruebes un conjunto de herramientas hasta que la altura de cierre encaje dentro del recorrido de la máquina, las toneladas por pie requeridas (con margen) estén por debajo de las clasificaciones de la máquina, el punzón y la mordaza, y la capacidad de coronado coincida con la longitud de la flexión planificada.
Aquí está la perspectiva que quiero que lleves de vuelta a la máquina.
Deja de pensar en ángulos. Empieza a pensar en rutas de carga.
La mordaza es el eje estriado. El punzón y la matriz son los engranajes. El material es la resistencia. La clasificación de la máquina es solo el bloque del motor. Si el eje estriado no coincide, ninguna cantidad de potencia o corrección de ángulo transfiere la fuerza limpiamente.
Así que el orden está fijado:
Esa secuencia parece poco obvia porque la mayoría de los operadores comienzan con lo visible — el ángulo de doblado. Pero el ángulo es la expresión final de una cadena de fuerza que comenzó en la mordaza.
Cuando tratas el utillaje como una pieza, persigues defectos.
Cuando lo tratas como un sistema, los predices antes de que sucedan.
Nunca ordenes herramientas para prensa plegadora hasta que puedas rastrear toda la ruta de fuerza — de la mordaza al punzón, al material, a la matriz, a la cama — y demostrar, con números, que cada interfaz en esa cadena es compatible.


















