

في الشتاء الماضي شاهدت شابًا يعلق لكمة بزاوية 88° في مشبك هيدروليكي على الطراز الأوروبي، يثبتها بإحكام، يضع قالب V بزاوية 88° تحتها، ويبتسم وكأن الزاوية مضمونة بالفعل. الضربة الأولى: تحركت اللكمة جانبياً نصف مليمتر وتركَت علامة لامعة على كتف القالب. الضربة الثانية: خرج الحافة بزاوية مفتوحة بمقدار درجتين.
ألقى باللوم على الارتداد المرن.
لم ينظر أبداً إلى اللسان.
معظم المشغلين يختارون الأدوات بالطريقة التي فعلتها للتو في رأسك: يبدأون بزاوية الانحناء، يطابقون طرف اللكمة، يختارون فتحة القالب، ويفترضون أن الباقي “قياسي”. هذا الافتراض يعمل — حتى يختلف نظام التثبيت في الماكينة وهندسة تثبيت الأداة حول كيفية انتقال القوة.
المكبس الضاغط لا يدفع المعدن فقط. إنه ينقل الحمل من الكباس، عبر المشبك، إلى اللكمة، عبر قطعة العمل، إلى القالب، ثم يعود إلى قاعدة الماكينة. إذا لم يقفل أي واجهة في هذه السلسلة خط المركز تمامًا كما أراد المصمم، فإن متجه القوة يتحول. بتحويل القوة، يتحول الانحناء.
لقد رأيت قطعة تثبيت من A36 بسماكة 3/16″ تُهدر لأن اللسان العلوي صُمم لنمط مشبك مختلف؛ تحت ضغط 60 طنًا، تأرجحت اللكمة للأمام بما يكفي لتلامس نصف قطر القالب وتكسره. كتف قالب مكسور واحد حوّل أداة $900 إلى قطعة خردة. لا تفترض أبدًا أن مطابقة الزاوية تعني توافق النظام.

عندما تسمع كلمة “قياسي” تفكر في أنه عالمي. ما يعنيه فعليًا هو “قياسي ضمن عائلة تثبيت معينة”.”
خذ مثال انحناء هوائي نموذجي بقدرة 60 طن في الفولاذ الطري. صيغة حساب القدرة للانحناء الهوائي هي:
طن/قدم = (قوة الشد للمادة × السماكة²) ÷ (8 × فتحة V)
شغّل قوة شد 60,000 psi، سماكة 0.125″، على فتحة V بمقدار 1″:
(60,000 × 0.125²) ÷ (8 × 1) = (60,000 × 0.015625) ÷ 8 = 937.5 ÷ 8 = 117 طن لكل قدم.
ذلك الحمل لا يهتم من أي صفحة في الكتالوج جاءت لكمتك. يهتم بكيفية تفاعل اللسان مع المشبك وأين يقع مركز الثقل بالنسبة لخط عمل الكباس.
“قياسي أوروبي”، “لسان على الطراز الأمريكي”، “هيدروليكي ذاتي التثبيت” — كل منها هو شَطْر خاص في نظام نقل الحركة. اللكمة هي ترس. المشبك هو مدخل ناقل الحركة. إذا لم تتطابق الشطيرات، فلن تنتقل العزم بسلاسة؛ بل يهتز، يتحول، أو يتحرك.
يبدو قالب متعدد الفتحات V متعدد الاستخدامات لأنه يمكنك تدويره لفتحات V مختلفة. صحيح. لكن تدويره يغيّر توزيع كتلة القالب ونقطة التلامس تحت الحمل. إذا كان نظام التثبيت لديك لا يثبت اللكمة بشكل متكرر عبر هذا التدوير، فإن إعدادك “القياسي” قد أدخل متغيرًا جديدًا.
القياسي يعني هندسة شائعة ضمن نظام معين. لا يعني قابلية التبادل عبر الأنظمة. لا تطلب أدوات بناءً على زاوية الطرف وحدها دون التأكد من ملف التثبيت وطريقة الجلوس الدقيقة على ماكينتك.

لقد أغلقت جزءًا من الصندوق وسمعت ذلك الصوت المعدني المزعج عندما يصطدم جسم البنش—not الطرف—بالجدار الجانبي. زاوية الطرف كانت صحيحة. الجسم لم يكن كذلك.
يمكن أن يكون للبنش الضيق الشبيه بالسيف والبنش الضخم الحاد نفس زاوية الطرف 88°. لكن البنش الشبيه بالسيف يحافظ على الكتلة قريبة من خط المركز. أما الضخم فيحمل الوزن للأمام وللخارج. تحت الحمل، تلك الكتلة الإضافية تخلق ذراع عزم. يجب على المشبك مقاومة تلك القوة الدورانية.
إذا سمح واجهة التثبيت حتى بحركة مجهرية، فإن البنش يدور. هذا الدوران يغير عمق الاختراق عند الطرف، مما يظهر كاختلاف في الزاوية تسميه “الارتداد”. فتضيف عمقًا. الآن أنت تعوض عن الحركة، لا عن سلوك المادة.
لقد شاهدت مرة لوحًا من الفولاذ المقاوم للصدأ بطول 10 أقدام يخرج عن حدود التفاوت لأن المشغل لاحق 1.5° من “الارتداد” الذي كان في الواقع دوران البنش في مشبك ميكانيكي مهترئ. بحلول الوقت الذي شخصنا فيه المشكلة، كانت أكتاف القالب قد تضررت وحواف القطعة قد خدشت. معدن تالف. كل ذلك لأن أحدًا لم يتحقق من كيفية جلوس الأداة تحت الحمل.
يمكن لأجهزة استشعار الزاوية الحديثة التصحيح تلقائيًا أثناء الدورة. فهي تقرأ الانحناء وتدفع أعمق إذا لزم الأمر. لكنها لا تستطيع منع البنش من الانحراف جانبيًا أو القالب من التحرك تحت حمل غير متساوٍ. المستشعرات تصحح الزاوية. لكنها لا تصحح عدم الاستقرار الميكانيكي.
عندما يظهر التصادم أو الارتداد غير المتوقع، لا تلجأ أولاً إلى زيادة عمق الاختراق. لا تلُم سلوك المادة قبل أن تتحقق من أن البنش والقالب والمشبك يشتركون في مركز ثقل ثابت تحت الحمولة المحسوبة.
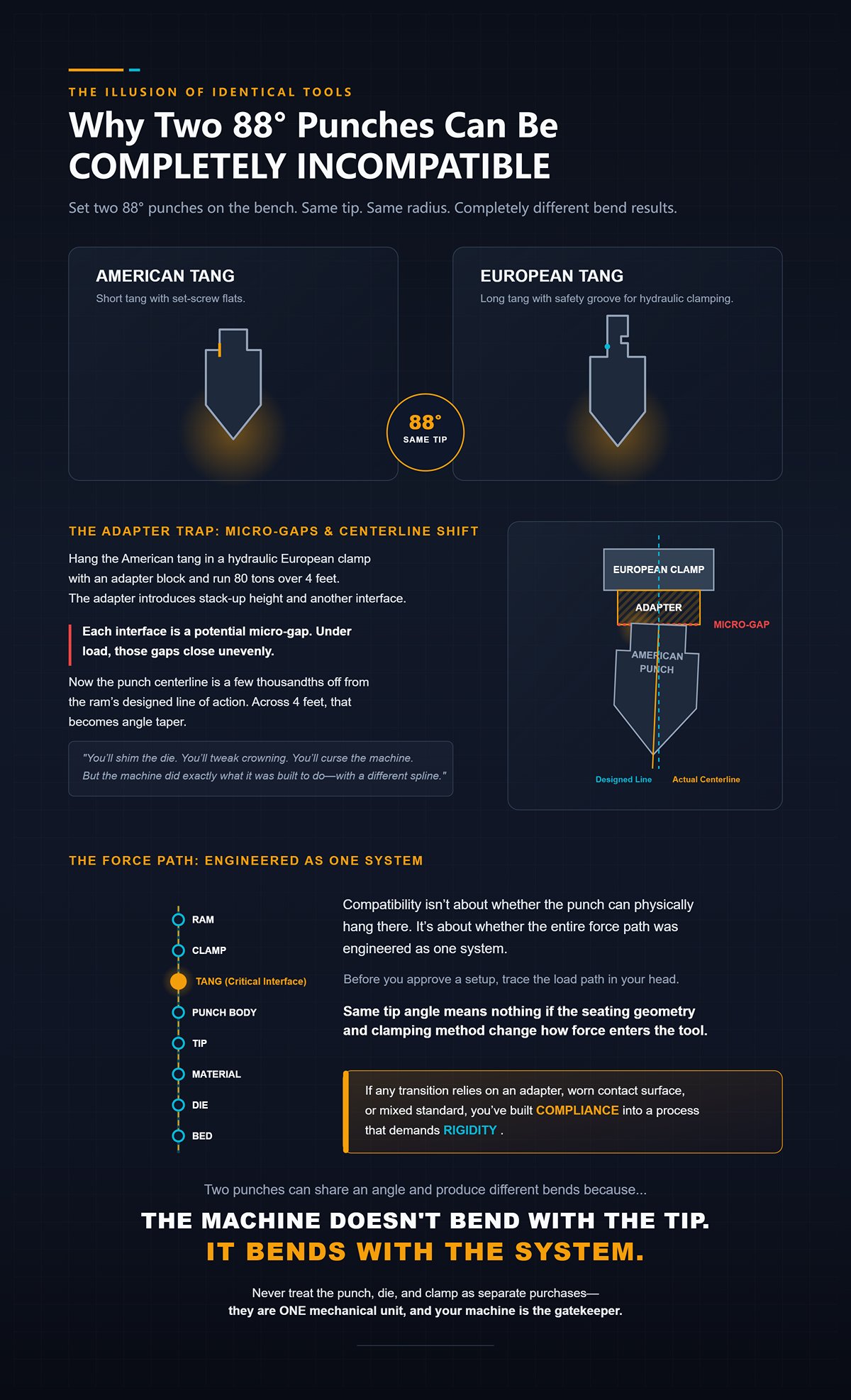
ضع بنشين بزاوية 88° على الطاولة. أحدهما له ساق أمريكية قصيرة مع أسطح مسطحة لبراغي التثبيت. الآخر له ساق أوروبية طويلة مع أخدود أمان للتثبيت الهيدروليكي. نفس الطرف. نفس نصف القطر.
علق الساق الأمريكية في مشبك أوروبي هيدروليكي باستخدام كتلة محول وشغل 80 طنًا على مدى 4 أقدام. يقدم المحول ارتفاعًا إضافيًا وتفاعلًا آخر. كل تفاعل هو فجوة مجهرية محتملة. تحت الحمل، تُغلق تلك الفجوات بشكل غير متساوٍ.
الآن خط مركز البنش أصبح بعيدًا بضعة آلاف من البوصة عن خط العمل المصمم للرام. عبر 4 أقدام، يتحول ذلك إلى تدرج في الزاوية. ستضع حشوات للقالب. ستعدل التاج. ستلعن الماكينة.
لكن الماكينة فعلت بالضبط ما صُممت لتفعله—مع شريحة مختلفة.
التوافق ليس عن ما إذا كان البنش يمكن أن يعلق فعليًا هناك. الأمر يتعلق بما إذا كان مسار القوة بأكمله قد صُمم كنظام واحد. نفس زاوية الطرف لا تعني شيئًا إذا كانت هندسة الجلوس وطريقة التثبيت تغير كيفية دخول القوة إلى الأداة.
قبل أن توافق على إعداد، تتبع مسار الحمل في ذهنك: رام → مشبك → ساق → جسم البنش → طرف → مادة → قالب → قاعدة. إذا كان أي انتقال يعتمد على محول، سطح تلامس مهترئ، أو معيار مختلط، فقد بنيت مرونة في عملية تتطلب الصلابة.
يمكن لبنشين أن يشتركا في زاوية ويُنتجا انحناءات مختلفة لأن الماكينة لا تنحني مع الطرف. إنها تنحني مع النظام. لا تعامل البنش والقالب والمشبك كعمليات شراء منفصلة—إنها وحدة ميكانيكية واحدة، وماكينتك هي الحارس.
هل تريد أن تعرف كيف تتحقق من التوافق قبل تشغيل الحمولة؟
إليك أول شيء أفعله عندما أقترب من ماكينة: لا أنظر إلى طرف البنش. أنظر إلى وجه الرام وأقيس ملف التثبيت. عرض الساق. عمق الساق. وجود أخدود أمان. قطر الدبوس إذا كان نظام دقة. ثم أتحقق من مواصفات الجلوس الخاصة بالمصنع لذلك التفاعل وأقارنها برسم البنش. إذا لم تتطابق تلك الأرقام ضمن عائلة التركيب المقصودة، أتوقف فورًا.
لأن مكبس الثني الخاص بك لا يقبل “بنشات”. إنه يقبل هندسة تركيب واحدة دقيقة. كل شيء آخر هو تسوية، أو محول، أو تخمين.
والتخمين هو كيف يُفسد المعدن.
فلنصطفهم بالطريقة التي يتصرفون بها فعليًا تحت الحمل، لا بالطريقة التي تصفهم بها الكتالوجات.
تخيل لسان أمريكي كلاسيكي: عنق مستطيل قصير، مسماران يثبتانه ضد السكة. تنزلقه في مكانه، تشد المسامير، ويشعر بأنه “محكم”. سريع. بسيط. رخيص.
الآن ضع الأرقام على ذلك.
خذ مثال الـ 117 طن لكل قدم السابق. شغّل فقط 3 أقدام من ذلك الانحناء وستدفع تقريبًا 350 طن موزعة على طول الكباس. المسامير لا تثبت عموديًا؛ إنها تدفع جانبيًا، مجبرة اللسان على الالتصاق بوجه السكة. دعمك العمودي يأتي من حافة ضيقة تحت اللسان.
مسار القوة لديك هو: الكباس → السكة → حافة اللسان → القالب العلوي.
ذلك الاتصال بالحافة صغير. مساحة الاتصال الصغيرة تعني إجهاد اتصال أعلى. مع مرور الوقت، يتآكل وجه السكة. ليس بشكل كارثي. فقط بضعة أجزاء من الألف.
بضعة أجزاء من الألف في السكة تتحول إلى انحراف زاوي عند الطرف لأن اللسان يمكن أن يتأرجح بشكل مجهري تحت الحمل. هذه هي مشكلة التحمل الخفية لديك. لن تراها حتى تبدأ بملاحقة تعديلات العمق.
رأيت ورشة تعمل على أقواس متنوعة على مشبك قديم على الطراز الأمريكي. الضربة الثانية: خرج الحافة مفتوحة بزاوية 2°. ألقوا اللوم على الارتداد. أضافوا عمقًا. القطعة الثالثة انثنت أكثر من اللازم. المشكلة الحقيقية؟ السكة العلوية كانت قد تآكلت بشكل غير متساوٍ حيث كانت القوالب الأثقل دائمًا موجودة. لم يعد اللسان يجلس بشكل مسطح.
بعد كتف قالب مكسور واحد، أخيرًا قاموا بتلوين اللسان ورأوا الاتصال غير المتساوي.
النظام الأمريكي ليس “سيئًا”. إنه بسيط. لكن دقته تعتمد على حالة السكة وانضباط المسامير. إنه يطلب من المشغل أن يكون جزءًا من نظام المحاذاة.
إذا كنت تعمل بأحمال منخفضة وتغييرات غير متكررة، فقد يكون ذلك مناسبًا تمامًا. إذا كنت تدور أدوات ثقيلة طوال اليوم، تصبح السكة جزءًا مستهلكًا سواء خططت لذلك أم لا.
قبل تشغيل الحمل على آلة على الطراز الأمريكي، أزل القالب العلوي وافحص وجه السكة بحثًا عن خدوش أو تآكل متدرج، ثم لوّن اللسان وتحقق من الاتصال على طول كامل تحت ضغط تثبيت خفيف. لا تفترض أبدًا أن مسمارًا محكمًا يعني جلوسًا كامل السطح.
الآن انظر إلى لسان دقة بسمك 20 مم مع أخدودين مزدوجين ومشبك هيدروليكي بقفل دبوس. تقوم بإدخال القالب العلوي، وتشغل النظام الهيدروليكي، ويسحب المشبك اللسان للأعلى إلى سطح مرجعي مُشغّل. تثبيت عمودي. دعم كامل الطول.
يمكن لهذا النظام أن يتحمل تقريبًا 45 كيلو نيوتن من قوة التثبيت لكل محطة ويبقى ثابتًا عند معدلات ضرب الإنتاج مع قوالب حتى حوالي 110 رطل. هذا ليس دعاية تسويقية. هذا تحميل مُهندَس مسبقًا.
الفرق هو أين تقع مسؤولية المحاذاة.
في هذا النظام، يحدد المشبك خط المركز. هندسة اللسان والأسطح الصلبة للمشبك تحدد التكرارية بدقة تُقاس بالميكرونات. وظيفة المشغل هي فقط الإدخال والتأكيد.
لكن هنا الجزء الذي يتجاهله معظم الناس: الآن المشبك نفسه هو مكون دقيق. إذا انخفض الضغط الهيدروليكي، إذا تآكلت الدبابيس، إذا تراكمت الحطام في الأخدود، فإن نظامك “الدقيق” لم يعد دقيقًا.
لقد شاهدت ورشة تقوم بتركيب مشابك هيدروليكية على كباس متآكل دون التحقق من الاستقامة. أدوات جميلة. سطح تثبيت معوج. توقعوا أن يصحح المشبك هندسة الآلة.
لن يفعل ذلك.
تتألق هذه الأنظمة في البيئات ذات التنوع العالي والتكرار العالي حيث تكون تغييرات الأدوات متكررة ويجب أن يكون الضبط تلقائيًا. لكن إذا كنت تقوم بثني فولاذ معتدل خفيف السمك مرة واحدة في الأسبوع، فقد لا تستحق التعقيد العناء.
فكيف تتحقق من التوافق هنا؟
تحقق من أبعاد اللسان (20 مم تعني 20 مم، وليس 19.85 من مورد مقلد)، تأكد من أن موضع الأخدود يطابق مواصفات المشبك، تحقق من أن ضغط النظام الهيدروليكي يلبي متطلبات الشركة المصنعة، وقم بإجراء اختبار تثبيت باستخدام مقاييس الفيلر على طول اللسان قبل تحميل القوة.
لا تفترض أبدًا أن “النظام الدقيق” يعني التصحيح الذاتي.
الآن خذ لسانًا بأسلوب أوروبي بسمك 13 مم مع أخدود أمان. الأخدود ليس للزينة. إنه موجود لكي يتمكن شفة المشبك من الإمساك باللكمة حتى قبل إحكام الربط بالكامل، مما يمنع سقوطها.
ما يعنيه فعليًا هو “قياسي ضمن عائلة تثبيت”.”
يتغير منطق التثبيت هنا. يدفع المشبك عادةً اللسان للأعلى نحو سطح مرجعي، مشابه في المفهوم للأنظمة الدقيقة، لكن غالبًا مع إحكام يدوي بدلاً من التحميل المسبق الهيدروليكي.
أسطح التلامس لديك أوسع من القضبان الأمريكية الكلاسيكية، لكن قوة التثبيت وقابلية التكرار تعتمد على ضغط البراغي الميكانيكي ونظافة تداخل الأخدود.
تخيل وجود حطام متراكم في أخدود الأمان. تصل شفة المشبك إلى القاع على الأوساخ قبل أن يجلس اللسان بالكامل. تحت قوة 80 طن، يتحرك اللسان للأعلى بضعة أجزاء من الألف.
لن تلاحظ ذلك حتى تقيس التدرج على طول القطعة.
لقد رأيت مرة لكمة طويلة بزاوية حادة تنزلق قليلًا أثناء تشغيل ثقيل للفولاذ المقاوم للصدأ لأن شفة الأخدود كانت قد تقوست من سنوات الاستخدام. لم تسقط اللكمة، بل تحركت ببطء. أدى اختلاف الزاوية الناتج إلى إتلاف دفعة كاملة من ألواح الحاويات.
يحسن أخدود الأمان الاحتفاظ والمحاذاة مقارنة بلسان بسيط، لكنه يقدم نقطة فحص جديدة: سلامة الأخدود وحالة شفة المشبك.
قبل تحميل قوة الإنتاج، افحص أخدود الأمان بحثًا عن التشوه، تأكد بصريًا من عمق تداخل شفة المشبك، وشد براغي المشبك حسب المواصفات بدلاً من “الشد اليدوي”. لا تتجاهل الأخدود كما لو كان مجرد ميزة أمان.
| النظام | ميزات التصميم | مسار القوة / منطق التثبيت | المزايا | المخاطر الخفية / مشاكل السماحية | أفضل حالات الاستخدام | قائمة فحص ما قبل التحميل |
|---|---|---|---|---|---|---|
| أدوات على الطراز الأمريكي | لسان مستطيل قصير؛ برغيان جانبيان للتثبيت؛ دعم قائم على السكة | المكبس → السكة → حافة اللسان → الثاقب؛ ضغط البرغي الجانبي يدفع اللسان نحو السكة؛ دعم عمودي من حافة ضيقة | بسيط، سريع، منخفض التكلفة؛ مناسب للأحمال المنخفضة | مساحة التلامس الصغيرة تزيد الإجهاد؛ تآكل وجه السكة يسبب انحرافًا زاويًا؛ يمكن أن يتأرجح اللسان تحت الحمل؛ يعتمد على محاذاة المشغل | أعمال منخفضة الحمولة؛ تغييرات أدوات غير متكررة | افحص وجه السكة بحثًا عن الخدوش/التآكل المتدرج؛ ضع طبقة زرقاء على اللسان للتحقق من التلامس بطول كامل؛ تأكد من التثبيت تحت ضغط تثبيت خفيف؛ لا تعتمد فقط على البراغي الجانبية المحكمة |
| أنظمة الدقة من Wila / Trumpf | لسان دقة 20 مم؛ أخدودان مزدوجان؛ مشبك تثبيت بقفل دبوس هيدروليكي؛ أسطح مرجعية مقواة | النظام الهيدروليكي يسحب اللسان إلى الأعلى نحو السطح المرجعي المشغول؛ تثبيت عمودي بطول كامل؛ تحميل مُهندَس (~45 كيلو نيوتن لكل محطة) | قابلية تكرار عالية (على مستوى الميكرون)؛ محاذاة تلقائية؛ ثابت تحت معدلات ضرب إنتاجية؛ مثالي للتغييرات المتكررة | المشبك يصبح متغير الدقة؛ فقدان الضغط الهيدروليكي أو تآكل الدبوس أو وجود حطام يؤثر على الدقة؛ لا يمكن التعويض عن مكبس مهترئ أو غير محاذٍ | إنتاج عالي التنوع وعالي التكرار؛ تغييرات أدوات متكررة | تحقق من أبعاد اللسان الدقيقة (20 مم حقيقي)؛ تأكد من موضع الأخدود حسب المواصفات؛ تحقق من ضغط النظام الهيدروليكي؛ قم باختبار التثبيت بمقياس الفيلر؛ افحص استقامة المكبس |
| طراز Promecam / الأوروبي | لسان 13 مم مع أخدود أمان؛ شفة المشبك تلتقط الأخدود؛ عادةً شد برغي يدوي | المشبك يدفع اللسان إلى الأعلى نحو السطح المرجعي؛ التثبيت عبر تداخل الأخدود؛ تلامس أوسع من سكة الطراز الأمريكي | تحسين التثبيت؛ إدخال أكثر أمانًا؛ محاذاة أفضل من أنظمة اللسان الأساسية | الحطام في الأخدود يمنع التثبيت الكامل؛ تآكل شفة المشبك يسمح بانزلاق الثاقب؛ عزم البرغي يؤثر على قابلية التكرار؛ انزلاق للأعلى تحت الحمل الثقيل | إنتاج متوسط إلى ثقيل مع عائلات تثبيت موحدة | افحص أخدود الأمان بحثًا عن التشوه/الحطام؛ تحقق من حالة شفة المشبك وعمق التثبيت؛ شد البراغي وفق المواصفات؛ تأكد من التثبيت الكامل قبل تطبيق الحمولة |
الآن نصل إلى القاتل الصامت.
لديك ماكينة مشبك أوروبية. تمتلك مجموعة من القوالب الأمريكية. لذا تشتري كتل محول. المشكلة حُلّت، أليس كذلك؟
دعنا نتتبع مسار القوة.
المكبس → المشبك الهيدروليكي → المحول → اللسان الأمريكي → جسم القالب → الطرف.
كل واجهة مضافة هي طبقة امتثال محتملة أخرى. إذا لم تقفل أي واجهة في تلك السلسلة خط المركز تمامًا كما قصد المصمم، فإن متجه القوة يتغير.
افتراض التاج في CNC يعتمد على ارتفاع أداة معروف وصلابة محددة. أضف محولًا يغير ارتفاع التكديس حتى بمقدار 0.500″. نموذج الانحراف لديك يصبح خاطئًا. أضف فراغًا جانبيًا بسيطًا بين اللسان والمحول. الآن لديك حرية دوران تحت الحمل.
لا تزال الماكينة تعمل بشكل مثالي. ولا يزال مستشعر الزاوية يقرأ بشكل صحيح. لكن القالب يمكن أن يتحرك بشكل مجهري قبل أن يتفاعل المستشعر.
لقد رأيت لوحًا بطول 10 أقدام يظهر زوايا غير متسقة عبر المحطات لأن المحولات المختلطة كانت مثبتة بشكل مختلف على طول المكبس. قضى المشغل ساعات في مطاردة المشكلة بتعديلات التاج. الحل الحقيقي كان إزالة المحولات وتوحيد عائلة التثبيت.
المحولات أحيانًا لا يمكن تجنبها خلال فترات الانتقال. حسنًا. لكن تعامل معها كمكونات هندسية، لا ككتل مريحة.
قم بقياس سمك المحول في نقاط متعددة. تأكد من التوازي. تحقق من ملاءمة اللسان بدون أي فراغ جانبي قبل التثبيت. أعد حساب ارتفاع تكديس الأداة في تحكم CNC بدلًا من افتراض التكافؤ.
لا تخلط أنظمة التثبيت في عمل دقيق دون إعادة التحقق من مسار القوة الكامل من المكبس إلى السرير.
تتحقق من التوافق عن طريق قياس الهندسة، تأكيد آليات التثبيت، فحص أسطح التآكل، وتتبع مسار الحمل قبل أول ضربة. بمجرد أن تكون عائلة التثبيت مقفلة ومتماسكة ميكانيكيًا، عندها فقط يصبح من المنطقي التحدث عن هندسة القالب وسلوك المادة.
لأنه بمجرد أن يتطابق المحور مع ناقل الحركة، يمكنك أخيرًا اختيار الترس المناسب.
وهنا تبدأ قرارات الانحناء الحقيقية.
لقد تحققت من اللسان، المشبك، أسطح التثبيت. تطابق محور النقل. جيد.
الآن تحدق في الرف، تفكر،, انحناء 90°… إذن سألتقط قالب 90°.
هذا معكوس.
ابدأ بعمل حقيقي. لنقل فولاذ مقاوم للصدأ 304 بسماكة 3 مم، ثني بالهواء، الهدف نصف قطر داخلي حوالي 3 مم، شفة بطول 40 مم. إذا اتبعت القاعدة الكسولة — V = 8T — ستختار قالب بفتحة 24 مم. لكن الفولاذ المقاوم للصدأ ليس مثل الفولاذ الطري. فهو يتصلب بسرعة ويتشقق إذا ضغطت عليه بشدة. عملياً، تقوم بفتح القالب إلى 10T أو حتى 12T. أي حوالي 30–36 مم.
وهنا الجزء الذي يتجاهله معظم الناس: بمجرد أن تتحرك فتحة الـ V، يتحرك نصف القطر الداخلي في الثني بالهواء معها. لم يحدد أنف البنش نصف القطر. قوة المادة وفتحة القالب هما من فعل ذلك.
شكل البنش يأتي بعد سماكة المادة، السبيكة، طول الشفة، وطريقة الثني. الصيغة لا تهتم بما لديك على الرف.
لا تختَر البنش بناءً على الزاوية قبل أن تحسب نطاق المادة الذي يجب أن يعمل داخله.
لقد شاهدت مرة ورشة تثني ألمنيوم 5052 بسماكة 2 مم باستخدام بنش نصف قطر أنفه 0.2 مم لأنهم قالوا “يعطي زوايا حادة.” الدفعة الأولى بدت جيدة. الدفعة الثانية؟ تشققات شعرية على خط الثني بعد الطلاء بالبودرة. الأجزاء اجتازت الفحص البصري. لكنها فشلت أثناء الخدمة.
إليك الآلية.
في الثني السفلي أو التشكيل بالضغط (coining)، نصف قطر أنف البنش يصبح نصف القطر الداخلي للثني. لذا يجب أن يحترم الحد الأدنى لنصف قطر أنف البنش الحد الأدنى لنصف القطر الداخلي للسبيكة. بالنسبة لكثير من أنواع الألمنيوم، يكون ذلك تقريباً 1T للثنيات الضيقة؛ وللسبائك الأقسى، أكثر. إذا كان T = 2 مم وتقوم بالتشكيل بالضغط باستخدام أنف بنش نصف قطره 0.2 مم، فأنت تفرض Ri = 0.2 مم على مادة تريد 2 مم. الإجهاد يتجاوز الاستطالة. النتيجة: تشقق. رياضيات بسيطة.
في الثني بالهواء، يتغير الأمر. نصف القطر الداخلي يقارب V/6 إلى V/8 حسب قوة المادة. إذا اخترت V = 8T على فولاذ طري بسماكة 2 مم، فهذا يعني 16 مم. Ri سيكون حوالي 2–2.7 مم. غيّر المادة إلى فولاذ مقاوم للصدأ وافتح إلى V = 12T (24 مم). الآن Ri ينمو نحو 3–4 مم. نفس البنش. نصف قطر مختلف. لأن الطريقة والقالب هما المسيطران.
والحمولة (الطنّاج) تتبع نفس المنطق. قوة الثني بالهواء لكل قدم تقريباً:
طن/قدم = (575 × T²) / V (للفولاذ الطري)
أدخل 3 مم (0.118 بوصة) و V = 1 بوصة مكافئة، ستحصل على حمل محدد. افتح V أكثر وستنخفض الحمولة المطلوبة. الثني السفلي؟ اضرب حمولة الثني بالهواء في 3 إلى 5. التشكيل بالضغط؟ حتى 8 إلى 10 مرات. يجب أن يتحمل البنش ذلك. البنوش الحادة الرفيعة تحت أحمال التشكيل بالضغط تنهار مثل علب الصودا.
لذا فإن نصف قطر الأنف الصحيح ليس مسألة تفضيل. بل تحدده:
إذا لم تكتب هذه الثلاثة، فأنت تخمّن.
لا تختار أبداً نصف قطر أنف لللكمة أصغر من نصف القطر الداخلي المسموح به للمادة لطريقة الثني التي تستخدمها فعلياً.
تخيل قناة: فولاذ معتدل بسماكة 2.5 مم، حواف جانبية بطول 20 مم، ثم حافة مرتجعة بطول 15 مم إلى الداخل بزاوية 90°. يمكنك حساب قيمة V طوال اليوم. لن يهم إذا اصطدم جسم اللكمة بالجدار العمودي قبل أن يصل الطرف إلى العمق المطلوب.
هنا تتوقف عبارة “يتطلب فراغ” عن كونها مصطلحاً في الكتالوج وتصبح مسألة هندسية.
اللكمة المستقيمة لها عرض جسم فوق الطرف. أثناء الضربة الثانية، يتحرك هذا الجسم نحو الحافة التي تم تشكيلها مسبقاً. إذا كان ارتفاع الحافة أقل من فراغ الإضاءة لللكمة، فلن تتمكن فعلياً من إكمال الثني. أصبح بعد الحافة الآن هو الذي يحدد نمط اللكمة.
لكمات رقبة الإوزة تنحني إلى الداخل فوق الطرف لتوفير فراغ للحواف المرتجعة. لكن هذه الرقبة تقلل من الصلابة المقطعية. تحت الأحمال العالية—مثل صفيحة بسماكة 6 مم، مع طريقة القاع—يزداد الانحراف. يبدأ اختلاف الزاوية بالتسلل عبر الأطوال الكبيرة.
الآن اربط الأمر بالقوة. إذا كان الفولاذ المعتدل بسماكة 2.5 مم يعمل بطريقة الثني الهوائي مع V = 8T (20 مم)، فإن القوة بالطن/قدم ≈ (575 × T²) / V. حوّل 2.5 مم إلى بوصة (0.098 بوصة). قم بالتربيع، واضرب، واقسم—ستصل إلى نطاق يمكن التحكم فيه. رقبة الإوزة تتحمل بسهولة. جرب نفس الهندسة مع الفولاذ المقاوم للصدأ بسماكة 6 مم، بطريقة القاع عند 4× قوة الثني الهوائي. تصبح نفس الرقبة حينها مفصلة.
إذن طول الحافة وهندسة الحافة المرتجعة يحددان الاختيار بين اللكمة المستقيمة ورقبة الإوزة قبل أن تدخل الزاوية في النقاش. وسماكة المادة تحدد ما إذا كانت رقبة الإوزة سليمة هيكلياً.
لقد رأيت عملاً بحافة مرتجعة طويلة يُنفذ باستخدام لكمة مستقيمة “لأنها كانت معدة بالفعل”. الضربة الثانية: خرجت الحافة بزاوية مفتوحة بمقدار درجتين على طول المركز لأن المشغل خفف العمق لتجنب الاصطدام. لم يحلوا المشكلة الهندسية. بل تجنبوا مواجهتها.
لا تتجاهل أبداً تداخل الحافة عند اختيار نمط اللكمة—ارسم تسلسل الثني بالحجم الكامل وتحقق من الفراغ الفيزيائي قبل أن تحسب حتى قيمة V.
خذ صفائح أقل من 3 مم. اللكمات الحادة—ذات الزوايا المشمولة الحادة—تقلل من عمق الاختراق المطلوب في الثني الهوائي. عمق أقل يعني مساحة تماس أقل، وقوة مطلوبة أقل. بالنسبة للمادة الرقيقة، هذا ميزة. تحصل على ثنيات أنظف مع طلب قوة أقل.
انتقل إلى ما فوق 3 مم. الآن الصلابة تهم أكثر من حدة الطرف. اللكمات المستقيمة ذات الزوايا المشمولة الأكبر والأجسام السميكة تقاوم الانحراف. خاصة إذا كنت تستخدم طريقة القاع.
إليك الخط الفاصل الذي يخلطه معظم الورش:
إذا كنت تثني هوائياً فولاذ معتدل بسماكة 2 مم عند V = 16 مم، فإن القوة بالطن/قدم ≈ (575 × T²) / V. افتح فتحة V إلى 20 مم، تنخفض القوة أكثر. اللكمة الحادة تزدهر هنا. جرب طريقة القاع بنفس الإعداد واضرب القوة. فجأة تصبح لكمة حادة نحيفة تحمل أحمالاً لم تُصمم لها.
طريقة الثني ليست فكرة لاحقة. إنها تحدد ما إذا كانت هندسة اللكمة تشكل نصف القطر أو مجرد تشارك في تفاعل ثلاثي بين اللكمة والقالب والمادة.
إذن التسلسل الهرمي صارم:
واجهة الماكينة تثبت خط المركز. سماكة المادة والسبيكة تحددان الإجهاد المسموح ونافذة القالب. هندسة الحافة تحدد نمط اللكمة. طريقة الثني تحدد مدى تحكم اللكمة فعلياً في نصف القطر—ومقدار الحمل الذي يجب أن تتحمله.
فقط داخل تلك النافذة الضيقة يصبح سؤال “لكمة 90° أم 88°؟” سؤالاً ذا معنى.
لا تختَر هندسة اللكمة أبداً دون أن تذكر—بصوت عالٍ—المادة، السمك، قيود الحافة، حساب فتحة القالب، وطريقة الثني في جملة واحدة.
أنت تريد عملية خطوة بخطوة لاختيار اللكمة الصحيحة.
جيد. إذن توقف عن التحديق في رف اللكمات وانظر إلى القالب.
ابدأ بعمل حقيقي: فولاذ معتدل بسمك 3 مم، ثني بالهواء، 90°، بطول متر واحد. أنت تعرف بالفعل صيغة الثني بالهواء:
طن/قدم = (575 × T²) / V (فولاذ معتدل)
حوّل 3 مم إلى 0.118 بوصة. اربعه: 0.0139. اضربه في 575: حوالي 8.0. الآن اقسم على V. إذا اخترت فتحة V بمقدار 1.0 بوصة (حوالي 8.5× السمك)، ستكون عند حوالي 8 طن لكل قدم. افتح V إلى 1.25 بوصة، ينخفض الحمل إلى حوالي 6.4 طن لكل قدم. نفس المادة. نفس الزاوية. قالب مختلف.
ذلك الـ V يحدد أيضاً نصف القطر الداخلي في الثني بالهواء—حوالي V/6 إلى V/8 حسب القوة. لذا فتحة V بمقدار 1.0 بوصة تعطيك نصف قطر حوالي 0.125–0.167 بوصة. افتح إلى 1.25 بوصة وسيكبر نصف القطر معها.
لم تلمس اللكمة بعد، ومع ذلك تغير نصف القطر والحمل بالفعل.
لهذا يأتي اختيار القالب أولاً. فتحة V ليست تخميناً؛ إنها المضاعف الذي يحدد كلاً من الإجهاد والقوة. تغييرها يعني تغيير الارتداد، الحمل، وما إذا كانت اللكمة التي أعجبتك على الورق ستنجو من المهمة.
لا تختَر لكمة قبل أن تحسب فتحة V والحمل الناتج لكل قدم على المادة الفعلية.
لقد شاهدت ورشة تثني فولاذ مقاوم للصدأ بسمك 2 مم على فتحة V بمقدار 16 مم لأن “8× هي القياسية.” خرجت القطع بزاوية مفتوحة 1.5°. حاولوا مع العمق. ثنوا أكثر من اللازم. غير متسق على طول القطعة. القالب لم يكن خاطئاً وفق منطق الكتالوج. كان خاطئاً بالنسبة للسبيكة.
قاعدة “8×” هي متوسط، وليست قانوناً. للفولاذ المعتدل تحت 4 مم، غالباً ما يكون 5–6× السمك أكثر استقراراً. الفولاذ المقاوم للصدأ فوق 4 مم قد يتطلب 6–8×. الألمنيوم عند 4 مم وما فوق يمكن أن يصل إلى 8–10× لتجنب التشقق. تتغير هذه المضاعفات لأن مقاومة الخضوع والاستطالة تتغير.
الآلية مهمة. فتحة V الأضيق تزيد الاختراق لزاوية معينة، مما يزيد الإجهاد البلاستيكي عبر السمك. المزيد من الإجهاد البلاستيكي يعني أقل استعادة مرنة—أقل ارتداد. فتح V كثيراً يقلل الإجهاد؛ الاستعادة المرنة تهيمن؛ القطعة ترتد مفتوحة. لا يمكنك “تعويض” ذلك بزاوية اللكمة لأن القالب يتحكم في قوس الثني في التشكيل بالهواء.
والحمل يتحرك في الاتجاه المعاكس. باستخدام نفس الصيغة، إذا قللت V إلى النصف فإنك تضاعف الحمل لكل قدم. هذا الحمل الإضافي يجب أن ينتقل عبر عمود التثبيت، عبر جسم اللكمة، إلى أكتاف القالب. إذا لم يقفل أي واجهة في تلك السلسلة خط المركز تماماً كما قصد المصمم، فإن متجه القوة يتحول.
لقد رأيت مرة فولاذ 304 بسمك 4 مم يُشغل على فتحة V بمقدار 12× لـ “تقليل الحمل.” ارتداد أصبح خارج السيطرة، المشغلون زادوا العمق، وأكتاف القالب صقلت خطاً لامعاً على كل قطعة. المعدن لم يكن خاطئاً. المضاعف كان.
لا تقتبس “8× السمك” أبداً دون ذكر المادة، نطاق السمك، والحمل المحسوب لكل قدم في نفس الجملة.
تخيل كتلة قالب بأربع فتحات: 16 مم، 22 مم، 30 مم، 40 مم. مريحة. اقلب وانطلق.
الآن قم بتثبيتها بشكل منحرف قليلاً في نظام به تآكل بمقدار 0.05 مم على أحد جانبي السكة. في قالب أحادي الـ V، يكون خطأ خط المركز صغيرًا ويمكن التنبؤ به. في قالب متعدد الـ V، كل أخدود يقع في موضع جانبي مختلف بالنسبة لوجوه التثبيت. اقلب الكتلة وستكون قد غيرت ليس فقط الـ V، بل مسار الحمل عبر الطاولة.
قم بحساب الأرقام. افترض فولاذ معتدل بسماكة 3 مم على فتحة V بمقدار 22 مم (حوالي 7.3×). بصيغة مترية، تقريب حمل الانحناء الهوائي هو:
كـن/م ≈ (1.42 × مقاومة الشد × السماكة²) / فتحة V
افترض مقاومة شد حوالي 450 ميجا باسكال. ضعها في الحساب وستكون في حدود 100 كـن/م. يجب أن يتمركز هذا الحمل بشكل متماثل فوق الكباس والطاولة. إذا انحرف بمقدار مليمتر واحد عن المركز الحقيقي بسبب هندسة كتلة القالب ووجوه التثبيت غير المتطابقة تمامًا، فإنك تدخل تحميلًا غير متساوٍ على الكتفين.
يظهر ذلك في القطعة على شكل اختلاف زاوية من جانب لآخر. المشغل يلوم الانحناء (التاج). السبب الحقيقي هو أن القالب “متعدد الاستخدامات” غيّر هندسة نظام النقل.
لقد رأيت لوح ألمنيوم طويل يتم التخلص منه لأن قالب متعدد الـ V تم قلبه في منتصف التشغيل بعد تغيير الأداة. نفس فتحة الـ V الاسمية. موضع أخدود مختلف. خط الحمل تحرك. اللوح انحنى.
التعددية جيدة لورش العمل. العمل الدقيق يتطلب هندسة خط مركز قابلة للتكرار بين أخدود القالب وواجهة التثبيت.
لا تعامل القوالب متعددة الـ V على أنها متطابقة هندسيًا مع القوالب أحادية الـ V دون التحقق من خط مركز الأخدود بالنسبة لمرجع الماكينة.
خذ ألمنيوم 5052 بسماكة 2 مم، الوجه التجميلي للخارج. مرره فوق كتف قالب حاد الحافة ذو نصف قطر صغير. ستحصل على خط ضغط لامع تمامًا عند نقطة التماس حيث ينتقل اللوح إلى الـ V. هذا ليس سوء حظ تجميلي. إنها ميكانيكا التلامس.
عندما يدفع الكباس المادة إلى القالب، يتركز ضغط التلامس على طول أكتاف القالب. نصف قطر كتف صغير يزيد من إجهاد التلامس. إجهاد مرتفع مع ألمنيوم طري يعني التصاق وعلامات مرئية. زيادة نصف قطر الكتف توزع الحمل على مساحة أوسع، مما يخفض الضغط الأقصى. تشطيب السطح يفعل الشيء نفسه—الأكتاف المصقولة تقلل الاحتكاك، مما يقلل علامات السحب أثناء الانزلاق.
لكن تغيير نصف قطر الكتف يغير بشكل طفيف كيفية تدفق المادة إلى الـ V. في فتحات الـ V الضيقة جدًا، نصف قطر كتف كبير يضيق فعليًا الفتحة العاملة عند التلامس الأولي، مما يزيد المقاومة المبكرة ويغير تقدم الانحناء. هذا يؤثر على الحمولة والارتداد المرن.
لهذا السبب لا يمكنك عزل “العلامات” كمسألة تجميلية. نصف قطر كتف القالب وتشطيب السطح يؤثران على معامل الاحتكاك، الذي يؤثر على توزيع القوة، والذي يؤثر على اتساق الزاوية على طول القطعة.
لقد شاهدت أجزاء من الفولاذ المقاوم للصدأ الزخرفي تُفسد لأن قالبًا بأكتاف مهترئة وخشنة كان “قريبًا بما فيه الكفاية”. التشطيب انتقل كتموجات باهتة عبر كل خط انحناء. المعدن تذكر كل خدش في ذلك القالب.
لا تتجاهل نصف قطر كتف القالب وحالة السطح عندما يكون التشطيب السطحي أو تحمل الزاوية الضيق محددًا—قم بفحصهما وقياسهما قبل الضربة الأولى.
لقد طلبت عملية خطوة بخطوة. ها هي بالترتيب:
هذا هو نظام نقل الحركة وقد تم تشغيله بشكل صحيح. السؤال التالي هو ما إذا كانت الأداة نفسها قوية بما يكفي لتحمل الأحمال التي حسبتها للتو.
لقد أجريت الحساب. اخترت فتحة الـ V. تأكدت من المحاذاة.
الآن السؤال الحقيقي: هل ستتحمل لكمة ما طلبت منها فعله؟
يمكن أن يكون مكبس الثني مُصنّفًا لـ 300 طن، 600 طن، 1,000 طن. هذا الرقم يعني أن الإطار يمكنه الدفع بهذه القوة عبر الطاولة. لكنه لا يقول شيئًا عن الخط الرفيع من الفولاذ عند طرف اللكمة الذي يتحمل الحمل لكل قدم. الآلة هي كتلة المحرك. طرف اللكمة هو ذراع التوصيل. إذا خلطت بين الاثنين، فإن شيئًا صغيرًا سيفشل أولاً.
القوة لا تنتقل بأمان لمجرد أن التروس تتشابك.
ابدأ بصيغة الثني بالهواء التي استخدمتها بالفعل:
كـن/م ≈ (1.42 × مقاومة الشد × السماكة²) / فتحة V
ثم أضف 20 بالمئة. ليس كافتراض — بل كضمان ضد الاحتكاك، وتفاوت الشد الفعلي، وحقيقة أن لوحك ليس مثاليًا مختبريًا.
الآن حوّل ذلك إلى أطنان لكل قدم وقارنه برقمين: الأطنان لكل قدم التي تم تصنيف الآلة بها عند طول الثني، وتصنيف الأطنان لكل قدم للطرف من الشركة المصنعة. هذه الأرقام ليست قابلة للاستبدال.
هنا يتعرض المتدربون للأذى بسبب الرياضيات التي يعتقدون أنهم يفهمونها. السمك يُربع. ضاعف T والقوة تقفز أربعة أضعاف. النموذج الأولي في فولاذ معتدل بسماكة 3 مم عمل جيدًا عند 8 أطنان لكل قدم. الإنتاج تحول إلى 6 مم. لم تضاعف الحمل، بل ربّعته. قد يكون المكبس لا يزال ضمن تصنيفه العام — خاصةً على قطعة قصيرة — لكن طرف اللكمة قد لا يكون كذلك.
شاهدت لكمة حادة تتشوه على الفولاذ المقاوم للصدأ لأن المشغل وثق في شارة الـ 220 طن للآلة أكثر من حد الـ 18 طن لكل قدم للطرف. الضربة الأولى بدت جيدة. الضربة الثانية: خرج الحافة بزاوية مفتوحة 2°. بحلول الضربة الخامسة، كان الطرف قد تمدد بما يكفي لتغيير نصف قطر الأنف الفعلي وانحرفت الزاوية عبر الدفعة. الآلة لم تشتكِ أبدًا. الأداة استوعبت الدرس.
لا تفترض أبدًا أن حمولة الآلة تساوي قدرة اللكمة — احسب الأطنان لكل قدم باستخدام الصيغة، أضف 20 بالمئة، وتحقق من التصنيف المنشور للطرف قبل الدورة الأولى.
الحمل هو أحد أوضاع الفشل. التآكل هو الآخر.
قد تكون الأدوات غير المقسّاة في حدود 28–32 HRC. الأدوات المقسّاة تصل إلى أواخر الأربعينات أو أوائل الخمسينات. هذا الفرق يحدد ما إذا كان القشور الكاشطة، أو أكسيد الليزر، أو الكروم في الفولاذ المقاوم للصدأ سيحول حافتك الدقيقة إلى ملف.
ثني الهواء للفولاذ المعتدل على مخزون نظيف؟ قد تعيش الأدوات غير المقسّاة حياة طويلة وصادقة. ابدأ بتشغيل مواد مُخللة ومُزيتة مع حبيبات مدمجة، أو الفولاذ المقاوم للصدأ ذو قوة شد أعلى وسلوك تصلب بالتشغيل، وسيصبح ضغط التلامس عند أنف اللكمة عملية طحن تحت الحمل.
يحدث الأمر ببطء. ثم فجأة دفعة واحدة.
رأيت مجموعة من القوالب غير المقسّاة تُستخدم على الفولاذ المقاوم للصدأ 304 الكاشط مع طبقة أكسيد كثيفة. بعد بضعة آلاف من الضربات، تآكل نصف قطر الأنف بشكل غير متساوٍ على طول القالب. قام المشغل بتعديل العمق لملاحقة الزاوية. أظهرت القطع خطوط تتبع خفيفة وارتداد نابض غير متسق. بحلول الوقت الذي قام فيه أحدهم بقياس الأنف، كان خارج المواصفات بعُشر المليمتر — وهو ما يكفي لتغيير توزيع الإجهاد والقدرة الفعلية للضغط. المعدن لم يكن خاطئاً. الصلابة السطحية كانت.
ما يعنيه فعلياً هو “قياسي ضمن عائلة التركيب” — وليس “غير قابل للتدمير عبر المواد”.”
لا تقم أبداً بتشغيل مواد كاشطة أو عالية الشد على أدوات غير مقسّاة دون حساب حمل التلامس والتأكد من أن الصلابة مناسبة لفئة المادة.
تعتقد أنك تغيّر المادة. أنت في الواقع تغيّر منحنى القوة.
خذ نفس السمك ونفس فتحة الـ V. الفولاذ الطري بقوة شد 450 ميجا باسكال مقابل الفولاذ المقاوم للصدأ بقوة شد 650 ميجا باسكال ليس تحولاً طفيفاً. ضع ذلك في نفس معادلة الانحناء الهوائي وستجد أن الحمل يتناسب مباشرة مع قوة الشد. تلك الـ 8 أطنان لكل قدم تصبح 11 أو 12 قبل أن تضيف هامش الـ 20 بالمئة.
والفولاذ المقاوم للصدأ يرتد أكثر. لذا تغلق الزاوية بمزيد من الاختراق. المزيد من الاختراق يزيد ضغط التلامس عند الأنف وأكتاف القالب. وهذا يزيد الإجهاد الموضعي على طرف القالب. مما يقلص هامش الأمان لديك.
قد تظل الآلة ضمن التصنيف. لكن القالب قد لا يكون كذلك.
في الانحناء الطويل، تتفاقم المشكلة. حتى إذا كانت القدرة الإجمالية مقبولة، فإن أي عدم تطابق طفيف في صلابة التثبيت يغيّر كيفية توزيع الحمل الأعلى على طول القالب. إذا لم يقفل أي واجهة في تلك السلسلة خط المركز تماماً حيث أراد المصمم، فإن متجه القوة يتحول — والفولاذ المقاوم للصدأ سيضخم ذلك التحول لأنه يقاوم التشوه البلاستيكي لفترة أطول قبل الخضوع.
الفولاذ الطري يسامح. الفولاذ المقاوم للصدأ يبلغ عنك.
لا تنتقل أبداً من الفولاذ الطري إلى الفولاذ المقاوم للصدأ دون إعادة حساب الأطنان لكل قدم باستخدام قيم الشد الفعلية، وإضافة 20 بالمئة من القدرة، والتأكد من أن تصنيف القالب وصلابة التثبيت يمكنهما حمل الحمل الجديد.
لقد رأيت الآن النمط: الهندسة تحدد القوة، القوة تختبر القدرة، والمادة تضخم كل شيء. الخطوة التالية ليست تحذيراً آخر — بل بناء تسلسل قرار قابل للتكرار يربط التثبيت والهندسة والقدرة والصلابة معاً قبل أن تلمس الدواسة.
تريد تسلسلاً يجبر التثبيت والهندسة والقدرة والصلابة على الاتفاق قبل الضربة الأولى.
جيد. لأن الطريقة الوحيدة لجعل هذا يتوقف عن كونه تخميناً هي أن تحدد مواصفات الأدوات بنفس الطريقة التي يحدد بها الميكانيكي مواصفات عمود: واجهة واحدة في كل مرة، بالترتيب الذي تسير فيه القوة فعلياً.
القوة لا تبدأ عند الزاوية. تبدأ عند الكباس، تمر عبر المشبك، إلى القالب، عبر الصفيحة، إلى القالب السفلي، ثم تعود إلى السرير. إذا لم يقفل أي واجهة في تلك السلسلة خط المركز تماماً حيث أراد المصمم، فإن متجه القوة يتحول. وبمجرد أن يتحول، تصبح حساباتك خيالية.
لذا سنحدد المواصفات بالترتيب الذي يتدفق فيه الحمل.
المشط الناقل أولاً. التروس ثانياً. القدرة الحصانية أخيراً.
أي شيء آخر هو كيف يتحول الفولاذ الجيد إلى خردة.
لقد شاهدت مرة ورشة تستبدل لكمة “عالمية” على مكبس آخر لأن الزاوية كانت متطابقة. تم تثبيتها. قامت بالثني. لكنها كانت أيضًا على بعد 0.4 مم عن خط المركز لأن هندسة اللسان لم تتطابق مع عائلة المشبك. بعد أسبوع من مطاردة التدرج، وجدوا علامات احتكاك على السكة ولمعانًا طفيفًا على أحد أكتاف كل قالب.
الأدوات لم تكن خاطئة. الواجهة كانت.
التغيير السريع، النمط الأوروبي، النمط الأمريكي، التحميل الأمامي الخاص—هذه ليست اختلافات شكلية. إنها تحدد:
ما يعنيه فعليًا هو “قياسي ضمن عائلة تركيب واحدة.” وليس عبر العائلات.
لا تختار اللكمات حتى تجيب على ثلاثة أسئلة عن الماكينة:
إذا كان المشبك مصمم لتحمل 20 طن/قدم وحسابك (مع هامش 20 بالمئة) يقول 24، فلن يهم مدى جمال اللكمة.
قم بتثبيت عائلة التركيب أولاً. كل شيء آخر يجب أن يتناسب مع ذلك النمط.
لا تقيم أشكال اللكمات أو خيارات القوالب قبل تأكيد توافق التثبيت، وطريقة التمركز، وتصنيف الأطنان لكل قدم للواجهة.
الزاوية لا تحدد زاوية اللكمة في الثني الهوائي. عمق الاختراق هو الذي يحدد ذلك. اللكمة هي مطبّق للقوة؛ فتحة القالب تتحكم في الحمل.
ابدأ بمخطط القطعة:
ثم احسب فتحة الـ V. عند ثني الهواء للفولاذ المعتدل، قد تبدأ بحوالي 6–8 × T. لكن هذا نطاق ابتدائي، وليس قرارًا نهائيًا.
استخدم الصيغة:
كـن/م ≈ (1.42 × مقاومة الشد × السماكة²) / فتحة V
احسب قيمة V بناءً على الأطنان المسموح بها لكل قدم من الخطوة 1.
إذا كانت قيمة V المطلوبة للبقاء ضمن قدرة المشبك واللكمة تنتج نصف قطر داخلي أكبر مما يسمح به الرسم، فلا تقوم “بتعديل العمق”. إما أن تغير نمط الأدوات أو تطعن في الرسم.
الآن الحالة الخاصة التي يغفل عنها المتدربون: إذا كان الشريط المركزي للقناة أضيق من نصف عرض جسم القالب تقريبًا، فلن يتمكن الجزء من الاستناد على القالب بشكل صحيح في ثني الهواء القياسي. أنت في مجال أدوات التشكيل أو القوالب الخاصة، غالبًا بأضعاف القوة الأصلية. هذه ليست مشكلة زاوية، بل الهندسة هي التي تتجاوز سير العمل.
رأيت حافة عودة ضيقة أُجبرت على قالب قياسي لأن “الـ V تطابق السماكة”. ارتكز الشريط على أكتاف القالب قبل اكتمال الانحناء. قام المشغل بزيادة العمق. تضررت مقدمة اللكمة، وانحنى الجزء على طوله.
الهندسة تحدثت أولاً. المشغل لم يستمع.
لا تختار لكمة بناءً على الزاوية المدرجة فقط — احسب فتحة الـ V من قوة الشد والسماكة، وتأكد من أنها تلبي قيود نصف القطر والحافة، وتحقق من أن عرض جسم القالب يدعم فعليًا هندسة الجزء.
الآن نتحقق مما إذا كان الجهاز يمكنه تنفيذ ما تتطلبه الحسابات فعليًا.
ارتفاع الإغلاق هو المكدس الكلي: المسافة من الكباس إلى السرير عند النقطة الميتة السفلى ناقص ارتفاع الأدوات. إذا كانت مجموعة اللكمة والقالب تتجاوز ضوء الجهاز أو شوطه، فلن تكتشف ذلك في برنامج CAD. ستكتشفه عندما يصدر الكباس إنذارًا في منتصف النزول.
ثم الحمولة لكل قدم:
قارن ذلك الرقم بـ:
يجب أن تتجاوز الثلاثة جميعًا القيمة المطلوبة.
والطول مهم إلى جانب القوة. الانحناءات الطويلة تسبب انحراف الكباس. إذا كانت الآلة تفتقر إلى ضبط التاج بشكل كافٍ، فإن الحمل المحسوب سيتجمع نحو الوسط. الحسابات افترضت توزيعًا موحدًا. الفولاذ لن يفعل ذلك.
شاهدت لوحة من الفولاذ المقاوم للصدأ بطول 10 أقدام تعمل على مكبح بدون تاج نشط. كانت الأطراف مثالية. الوسط كان مفتوحًا بمقدار 1.5°. قام المشغل بالتعويض عن ذلك بالعمق. الجزء القصير التالي انحنى بشكل زائد في الوسط لأن التعويض بقي. أطراف الأدوات أظهرت لمعانًا غير متساوٍ خلال أيام.
القدرة ليست مجرد “هل يمكنها الدفع”. بل “هل يمكنها الدفع بشكل متساوٍ”.”
لا توافق أبدًا على مجموعة أدوات حتى يتناسب ارتفاع الإغلاق ضمن شوط الآلة، وتكون الطنات المطلوبة لكل قدم (مع هامش) أقل من تقييمات الآلة واللكمة والمشبك، وتكون قدرة التاج مطابقة لطول الانحناء المخطط.
إليك المنظور الذي أريدك أن تحمله معك إلى الآلة.
توقف عن التفكير بالزوايا. ابدأ التفكير في مسارات الحمل.
المشبك هو العمود المسنن. اللكمة والقالب هما التروس. المادة هي المقاومة. تقييم الآلة هو مجرد كتلة المحرك. إذا لم يتطابق العمود المسنن، فلن ينقل أي مقدار من القوة الحصانية أو تصحيح الزاوية القوة بشكل نظيف.
إذن الترتيب ثابت:
ذلك التسلسل يبدو غير بديهي لأن معظم المشغلين يبدأون بالشيء المرئي — زاوية الانحناء. لكن الزاوية هي التعبير النهائي لسلسلة قوة بدأت عند المشبك.
عندما تعامل الأدوات كجزء، فإنك تطارد العيوب.
عندما تعاملها كنظام، فإنك تتنبأ بها قبل أن تحدث.
لا تطلب أدوات مكبس الثني حتى تتمكن من تتبع مسار القوة بالكامل — من المشبك إلى الثاقب إلى المادة إلى القالب إلى السرير — وتثبت بالأرقام أن كل واجهة في تلك السلسلة متوافقة.


















