

No inverno passado, vi um rapaz montar um punção de 88° num sistema hidráulico de fixação de estilo europeu, apertá-lo bem, colocar uma matriz em V de 88° por baixo e sorrir como se o ângulo já estivesse garantido. Primeira batida: o punção deslizou meio milímetro de lado e deixou uma marca brilhante no ombro da matriz. Segunda batida: a aba saiu aberta 2°.
Ele culpou o retorno elástico.
Nunca olhou para a lingueta (tang).
A maioria dos operadores escolhe as ferramentas da forma que acabou de imaginar: começa pelo ângulo de dobra, ajusta a ponta do punção, escolhe a abertura da matriz e assume que o resto é “padrão”. Essa suposição funciona — até que o sistema de fixação da máquina e a geometria de assentamento da ferramenta não concordam sobre como a força deve ser transmitida.
Uma prensa dobradeira não está apenas a empurrar metal. Está a transferir carga do veio, através da fixação, para o punção, através da peça, para a matriz e de volta para a base. Se alguma interface nessa cadeia não bloquear a linha central exatamente onde o projetista pretendia, o vetor de força desloca-se. Se muda a força, muda a dobra.
Já vi um suporte de A36 de 3/16″ ser rejeitado porque a lingueta superior foi concebida para um estilo de fixação diferente; sob 60 toneladas, o punção basculou ligeiramente à frente, o suficiente para tocar o raio da matriz e lascá-lo. Um único ombro de matriz lascado transformou uma ferramenta $900 num peso de papel. Nunca presuma que combinar ângulos significa compatibilidade de sistema.

Quando ouves “padrão”, pensas em universal. O que realmente significa é “padrão dentro de uma família de montagem”.”
Consideremos uma dobra ao ar típica de 60 toneladas em aço macio. A fórmula de tonelagem para dobragem ao ar é:
Toneladas/pé = (Resistência à Tração do Material × Espessura²) ÷ (8 × Abertura em V)
Usando 60.000 psi de resistência à tração, 0.125″ de espessura e uma abertura em V de 1″:
(60.000 × 0.125²) ÷ (8 × 1) = (60.000 × 0.015625) ÷ 8 = 937,5 ÷ 8 = 117 toneladas por pé.
Essa carga não quer saber de que página de catálogo veio o teu punção. Interessa-lhe como a lingueta se encaixa na fixação e onde o centro de gravidade se situa em relação à linha de ação do veio.
“Europeu padrão”, “lingueta estilo americano”, “hidráulico autoassentado” — cada um é a sua própria ranhura num sistema de transmissão. O punção é uma engrenagem. A fixação é a entrada da transmissão. Se as ranhuras não coincidem, o torque não é transferido de forma limpa; trepida, muda ou desliza.
Uma matriz multi-V parece versátil porque pode ser rodada para diferentes aberturas em V. Verdade. Mas ao rodá-la, muda-se a distribuição de massa da matriz e o ponto de contacto sob carga. Se o teu sistema de fixação não assentar o punção de forma repetível em cada rotação, a tua configuração “padrão” acabou de introduzir uma nova variável.
Padrão significa geometria comum dentro de um sistema. Não significa intercambiável entre sistemas. Nunca encomendes ferramentas apenas com base no ângulo da ponta sem confirmar o perfil exato de fixação e o método de assentamento na tua máquina.

Você fechou uma peça de caixa e ouviu aquele som metálico nauseante quando o corpo do punção — não a ponta — bate na parede lateral. O ângulo da ponta estava correto. O corpo não estava.
Um punção estreito tipo espada e um punção volumoso de ângulo agudo podem ambos ter pontas de 88°. Mas o punção tipo espada mantém a massa próxima à linha central. O volumoso leva peso para a frente e para fora. Sob carga, essa massa extra cria um braço de momento. O grampo deve resistir a essa força rotacional.
Se a interface de fixação permitir até mesmo movimento microscópico, o punção pivota. Esse pivô altera a profundidade de penetração na ponta, o que se manifesta como variação de ângulo que você chama de “retorno elástico”. Então aumenta a profundidade. Agora está a compensar o movimento, não o comportamento do material.
Certa vez, vi um painel de aço inoxidável de 3 metros sair da tolerância porque o operador perseguiu 1,5° de “retorno elástico” que era na verdade uma rotação do punção num grampo mecânico gasto. Quando diagnosticámos, os ombros da matriz estavam deformados e as bordas da peça estavam danificadas. Metal arruinado. Tudo porque ninguém verificou como a ferramenta estava posicionada sob carga.
Sensores modernos de ângulo podem corrigir automaticamente a meio do ciclo. Eles medem a dobra e pressionam mais fundo se necessário. Mas não podem impedir que um punção se desloque lateralmente ou que uma matriz se mova sob carga desigual. Os sensores corrigem ângulo. Não corrigem instabilidade mecânica.
Quando ocorre choque ou retorno elástico imprevisível, não recorra primeiro a maior penetração. Nunca culpe o comportamento do material antes de verificar se o punção, a matriz e o grampo partilham um centro de gravidade estável sob a tonelagem calculada.
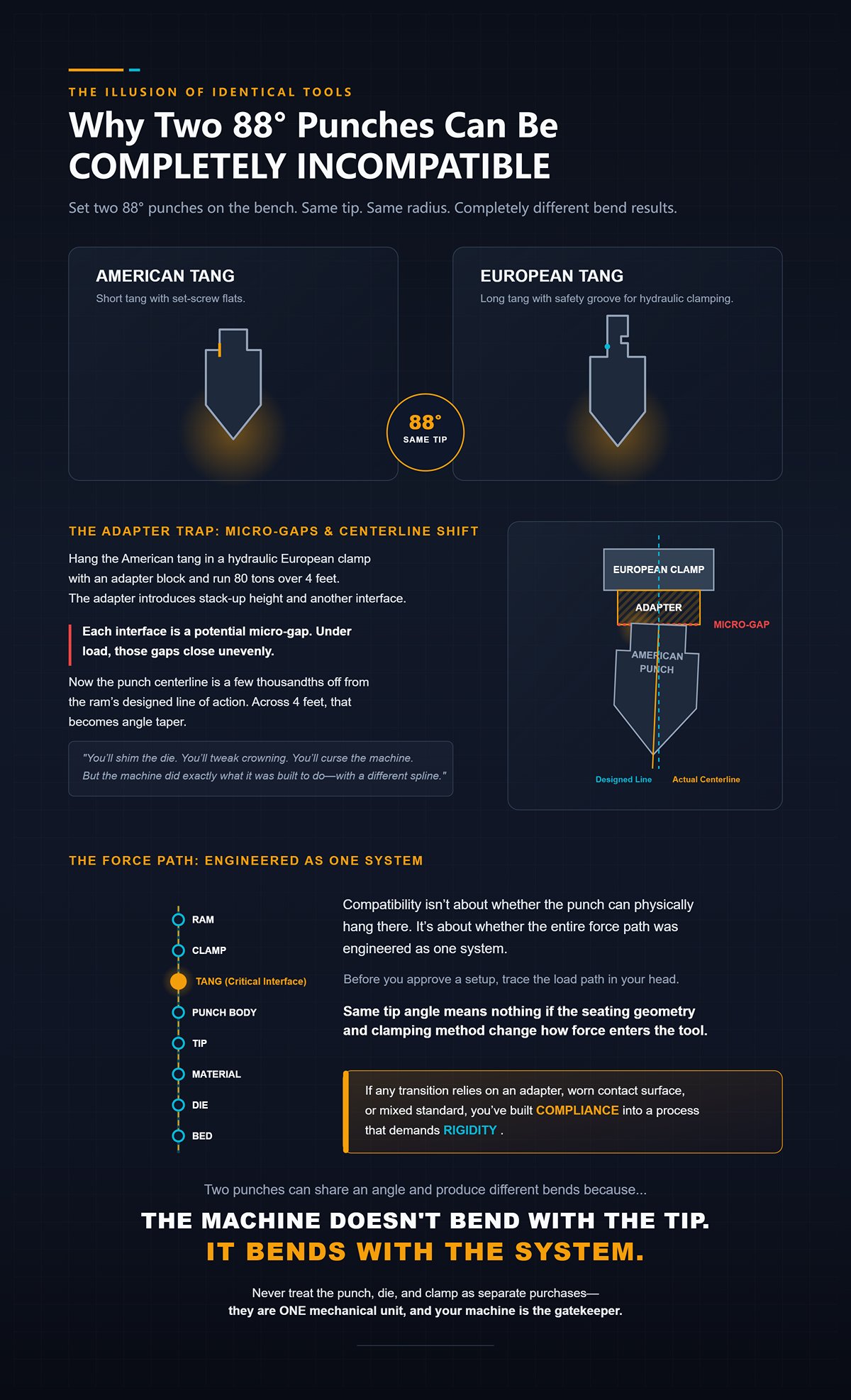
Coloque dois punções de 88° no banco. Um tem um encaixe americano curto com superfícies planas para parafuso. O outro tem um encaixe europeu longo com um sulco de segurança para fixação hidráulica. Mesma ponta. Mesmo raio.
Pendure o encaixe americano num grampo hidráulico europeu com um bloco adaptador e aplique 80 toneladas ao longo de 1,2 metros. O adaptador introduz altura empilhada e outra interface. Cada interface é um potencial microespaço. Sob carga, esses espaços fecham-se de forma desigual.
Agora a linha central do punção está a alguns milésimos fora da linha de ação projetada pelo veio. Ao longo de 1,2 metros, isso transforma-se em inclinação no ângulo. Você vai calçar a matriz. Vai ajustar a compensação. Vai praguejar contra a máquina.
Mas a máquina fez exatamente o que foi construída para fazer — com um encaixe diferente.
Compatibilidade não é sobre se o punção consegue fisicamente ficar suspenso lá. É sobre se todo o percurso da força foi projetado como um único sistema. Mesma ponta significa nada se a geometria de assento e o método de fixação mudam a forma como a força entra na ferramenta.
Antes de aprovar uma configuração, trace mentalmente o caminho da carga: veio → grampo → encaixe → corpo do punção → ponta → material → matriz → bancada. Se qualquer transição depender de um adaptador, superfície de contacto gasta ou padrão misto, você introduziu flexibilidade num processo que exige rigidez.
Dois punções podem partilhar um ângulo e produzir dobras diferentes porque a máquina não dobra com a ponta. Ela dobra com o sistema. Nunca trate punção, matriz e grampo como compras separadas — são uma unidade mecânica, e a sua máquina é o guardião.
Quer saber como verificar a compatibilidade antes de aplicar tonelagem?
Aqui está a primeira coisa que faço ao aproximar-me de uma máquina: não olho para a ponta do punção. Olho para a face do veio e meço o perfil da fixação. Largura do encaixe. Profundidade do encaixe. Presença de sulco de segurança. Diâmetro do pino se for um sistema de precisão. Depois verifico a especificação de assento do fabricante para essa interface e comparo com o desenho do punção. Se esses números não coincidirem dentro da família de montagem pretendida, paro logo aí.
Porque a sua prensa de dobrar não aceita “punções”. Aceita apenas uma geometria de montagem exata. Todo o resto é um compromisso, um adaptador ou um palpite.
E palpites são como o metal é arruinado.
Então vamos alinhá-los da forma como realmente se comportam sob carga, não como os catálogos os descrevem.
Imagine uma espiga clássica americana: pescoço retangular curto, dois parafusos de fixação a pressioná-la contra um trilho. Encaixa-se, apertam-se os parafusos e ela “parece” firme. Rápido. Simples. Barato.
Agora coloque números nisso.
Pegue o exemplo anterior de 117 toneladas por pé. Execute apenas 3 pés dessa dobra e estará a aplicar cerca de 350 toneladas no total, distribuídas ao longo do carro. Os parafusos de fixação não prendem verticalmente; empurram lateralmente, forçando a espiga contra a face do trilho. O suporte vertical vem de uma saliência estreita por baixo da espiga.
Assim, o caminho da força é carro → trilho → borda da espiga → punção.
Esse contacto na borda é pequeno. Área de contacto pequena significa maior tensão de contacto. Com o tempo, a face do trilho desgasta-se. Não de forma catastrófica. Apenas alguns milésimos.
Alguns milésimos no trilho tornam-se desvio angular na ponta porque a espiga pode oscilar microscopicamente sob carga. Esse é o seu empilhamento de tolerância oculto. Só o percebe quando começa a ajustar a profundidade.
Vi uma oficina a produzir suportes de alta variedade com uma braçadeira de estilo americano mais antiga. Segundo golpe: a aba saía 2° mais aberta. Culpavam o retorno elástico. Aumentaram a profundidade. A terceira peça ficou sobrecurvada. O verdadeiro problema? O trilho superior estava gasto de forma irregular no ponto onde os punções mais pesados sempre ficavam. A espiga já não assentava plana.
Depois de uma ombreira de matriz lascada, finalmente aplicaram tinta azul na espiga e viram o contacto desigual.
O sistema americano não é “mau”. É simples. Mas a sua precisão depende do estado do trilho e da disciplina na fixação dos parafusos. Exige que o operador faça parte do sistema de alinhamento.
Se trabalha com baixa tonelagem e mudanças pouco frequentes, isso pode ser perfeitamente adequado. Se utiliza ferramentas pesadas durante todo o dia, o trilho torna-se um componente consumível, quer o tenha orçamentado ou não.
Antes de aplicar carga numa máquina de estilo americano, retire o punção e inspecione a face do trilho à procura de desgaste ou marcas, depois aplique tinta azul na espiga e verifique o contacto total ao longo de todo o comprimento com pressão leve de fixação. Nunca presuma que um parafuso apertado equivale a um apoio total da superfície.
Agora observe uma espiga de precisão de 20 mm com ranhuras duplas e uma braçadeira hidráulica com bloqueio por pino. Introduz o punção, aciona o sistema hidráulico, e a braçadeira puxa a espiga para cima contra uma superfície de referência maquinada. Apoio vertical. Sustentação em todo o comprimento.
Esse sistema pode suportar cerca de 45 kN de força de fixação por estação e manter-se estável em taxas de produção com punções até cerca de 50 kg. Não é conversa de marketing. É pré-carga projetada.
A diferença está em onde reside a responsabilidade pelo alinhamento.
Neste sistema, a braçadeira define a linha central. A geometria da espiga e as superfícies endurecidas de apoio da braçadeira estabelecem uma repetibilidade medida em micrómetros. O papel do operador é apenas inserir e confirmar.
Mas aqui está a parte que a maioria ignora: agora a própria braçadeira é um componente de precisão. Se a pressão hidráulica cair, se os pinos se desgastarem, ou se houver detritos na ranhura, o seu sistema “de precisão” deixa de ser preciso.
Vi uma oficina adaptar braçadeiras hidráulicas num carro gasto sem verificar o alinhamento. Ferramentas lindas. Superfície de montagem torta. Esperavam que a braçadeira corrigisse a geometria da máquina.
Não vai.
Estes sistemas destacam-se em ambientes de alta variedade e alta repetibilidade, onde as trocas de ferramentas são frequentes e o alinhamento tem de ser automático. Mas se dobrares aço macio de espessura leve uma vez por semana, a complexidade pode não compensar.
Então, como verificas a compatibilidade neste caso?
Verifica a dimensão do encaixe (20 mm significa 20 mm, não 19,85 mm de um fornecedor de imitação), confirma que a posição do rasgo corresponde à especificação da braçadeira, verifica se a pressão hidráulica cumpre o requisito do fabricante e realiza um teste de assentamento com calibradores ao longo do comprimento do encaixe antes de aplicar a tonelagem.
Nunca assumas que “sistema de precisão” significa autocompensação.
Agora considera um encaixe de estilo europeu de 13 mm com um rasgo de segurança. O rasgo não é decorativo. Está ali para que o rebordo da braçadeira possa segurar o punção mesmo antes do aperto total, prevenindo quedas.
O que isso realmente significa é “padrão dentro de uma família de montagem”.”
A lógica de assentamento muda aqui. A braçadeira normalmente empurra o encaixe para cima contra uma superfície de referência, semelhante em conceito aos sistemas de precisão, mas frequentemente com aperto manual em vez de pré-carga hidráulica.
As tuas superfícies de contacto são mais largas do que as calhas americanas clássicas, mas a força de aperto e a repetibilidade dependem da pressão mecânica do parafuso e do bom encaixe do rasgo.
Imagina detritos acumulados nesse rasgo de segurança. O rebordo da braçadeira encosta-se à sujidade antes de o encaixe assentar totalmente. Sob 80 toneladas, o encaixe desloca-se para cima essas últimas milésimas.
Não o verás até medires o cone ao longo do comprimento da peça.
Certa vez vi um punção agudo longo levantar ligeiramente durante uma operação pesada com aço inox porque o rebordo do rasgo se tinha arredondado após anos de uso. O punção não caiu. Apenas deslizou. A variação resultante do ângulo inutilizou todo um lote de painéis de invólucro.
O rasgo de segurança melhora a retenção e o alinhamento em comparação com um encaixe simples, mas introduz um novo ponto de inspeção: integridade do rasgo e condição do rebordo da braçadeira.
Antes de aplicar a tonelagem de produção, inspeciona o rasgo de segurança quanto a deformações, confirma visualmente a profundidade de engate do rebordo da braçadeira e aperta os parafusos da braçadeira conforme a especificação, em vez de “apertar à mão”. Nunca ignores o rasgo como se fosse apenas um elemento de segurança.
| Sistema | Características de Design | Caminho da Força / Lógica de Aperto | Vantagens | Riscos Ocultos / Questões de Tolerância | Melhores Casos de Utilização | Lista de Verificação de Inspeção Pré-Carga |
|---|---|---|---|---|---|---|
| Ferramentas de Estilo Americano | Lingueta retangular curta; dois parafusos laterais de fixação; suporte baseado em carril | Cunha → carril → borda da lingueta → punção; pressão dos parafusos laterais força a lingueta contra o carril; suporte vertical por meio de um rebordo estreito | Simples, rápido, de baixo custo; adequado para baixa tonelagem | Pequena área de contacto da borda aumenta o stress; desgaste da face do carril causa desvio angular; a lingueta pode oscilar sob carga; alinhamento dependente do operador | Trabalhos de baixa tonelagem; mudanças de ferramentas pouco frequentes | Inspecionar a face do carril para desgaste por fricção ou degraus; aplicar azul na lingueta para verificar contacto ao longo de todo o comprimento; confirmar encaixe com pressão leve de fixação; não confiar apenas em parafusos apertados |
| Sistemas de Precisão Wila / Trumpf | Lingueta de precisão de 20 mm; ranhuras duplas; fixação por pino com fecho hidráulico; superfícies de referência endurecidas | O sistema hidráulico puxa a lingueta para cima até à superfície de referência maquinada; encaixe vertical ao longo de todo o comprimento; pré-carga projetada (~45 kN por estação) | Alta repetibilidade (nível de micrões); alinhamento automático; estável a taxas de curso de produção; ideal para mudanças frequentes | A fixação torna-se uma variável de precisão; perda de pressão hidráulica, desgaste do pino ou detritos afetam a precisão; não consegue compensar uma cunha desgastada ou desalinhada | Produção de alta variedade e alta repetibilidade; mudanças de ferramentas frequentes | Verificar dimensões exatas da lingueta (20 mm real); confirmar a posição da ranhura conforme especificação; verificar a pressão hidráulica; realizar teste de encaixe com calibrador de folga; inspecionar a retidão da cunha |
| Estilo Promecam / Europeu | Lingueta de 13 mm com ranhura de segurança; lábio da fixação captura a ranhura; normalmente apertado manualmente com parafuso | A fixação empurra a lingueta para cima até à superfície de referência; retenção através do engate na ranhura; contacto mais amplo que o carril americano | Retenção melhorada; inserção mais segura; melhor alinhamento do que sistemas básicos de lingueta | Detritos na ranhura impedem encaixe completo; desgaste do lábio de fixação permite deslocamento da punção; torque do parafuso afeta a repetibilidade; deslocamento para cima sob carga pesada | Produção moderada a pesada com famílias de montagem padronizadas | Inspecione a ranhura de segurança para deformação/sujidade; verifique o estado da aba de fixação e a profundidade de encaixe; aperte os parafusos com o torque especificado; confirme o encaixe completo antes da aplicação de tonelagem |
Agora chegamos ao assassino silencioso.
Tem uma máquina de fixação europeia. Possui um monte de punções americanos. Então compra blocos adaptadores. Problema resolvido, certo?
Vamos seguir o caminho da força.
Carro → fixação hidráulica → adaptador → lingueta americana → corpo do punção → ponta.
Cada interface adicionada é mais uma potencial camada de flexibilidade. Se alguma interface dessa cadeia não bloquear a linha central exatamente onde o projetista pretendia, o vetor de força desloca-se.
O sistema de compensação CNC assume uma altura de ferramenta conhecida e rigidez. Adicione um adaptador que altera a altura da pilha em até 0,500″. O seu modelo de deflexão fica errado. Adicione uma ligeira folga lateral entre a lingueta e o adaptador. Agora tem liberdade rotacional sob carga.
A máquina continua a ciclar perfeitamente. O sensor de ângulo continua a ler corretamente. Mas o punção pode mover-se microscopicamente antes que o sensor reaja.
Já vi um painel de 10 pés apresentar ângulos inconsistentes entre estações porque adaptadores mistos assentaram de forma diferente ao longo do carro. O operador perseguiu o problema com ajustes de compensação durante horas. A verdadeira solução foi remover os adaptadores e padronizar a família de montagem.
Os adaptadores são por vezes inevitáveis durante períodos de transição. Tudo bem. Mas trate-os como componentes engenheirados, não como blocos de conveniência.
Meça a espessura do adaptador em vários pontos. Confirme o paralelismo. Verifique o encaixe da lingueta sem folga lateral antes da fixação. Recalcule a altura da pilha de ferramentas no controlo CNC em vez de assumir equivalência.
Nunca misture sistemas de montagem num trabalho de precisão sem revalidar todo o caminho da força desde o carro até à cama.
Verifica a compatibilidade medindo a geometria, confirmando os mecanismos de encaixe, inspeccionando as superfícies de desgaste e traçando o caminho da carga antes do primeiro ciclo. Uma vez que a família de montagem esteja bloqueada e mecanicamente sólida, só então faz sentido falar sobre geometria do punção e comportamento do material.
Porque uma vez que o estriado corresponde à transmissão, pode finalmente escolher a engrenagem certa.
E é aí que começam as verdadeiras decisões de dobragem.
Verificou a lingueta, a fixação, as superfícies de encaixe. O estriado da transmissão corresponde. Ótimo.
Agora está a olhar para o expositor, a pensar, Dobra de 90°… então vou buscar um punção de 90°.
Isso está ao contrário.
Comece com um trabalho real. Digamos aço inoxidável 304 de 3 mm, dobra ao ar, raio interno alvo de cerca de 3 mm, aba de 40 mm. Se seguir a regra preguiçosa — V = 8T — escolheria uma matriz de 24 mm. Mas o inox não é aço macio. Endurece rapidamente e racha se o apertar demasiado. Na prática, abre-se essa matriz para 10T ou até 12T. Chame-lhe 30–36 mm.
E aqui está a parte que a maioria dos operadores não percebe: uma vez que a abertura em V muda, o raio interno na dobra ao ar muda com ela. A ponta do punção não definiu o raio. A resistência do material e a abertura da matriz é que o fizeram.
A geometria do punção é consequência da espessura, liga, comprimento da aba e método. A fórmula não se importa com o que tem no armazém.
Nunca escolha um punção pelo ângulo antes de calcular a janela de material em que ele deve operar.
Uma vez vi uma oficina dobrar 2 mm de 5052 com um punção de raio de ponta de 0,2 mm porque “faz cantos definidos”. O primeiro lote parecia bom. Segundo lote? Fissuras finas ao longo da linha de dobra após pintura eletrostática. As peças passaram na inspeção visual. Falharam em serviço.
Aqui está o mecanismo.
Na conformação por encosto ou cunhagem, o raio da ponta do punção torna-se o raio interno da dobra. Portanto, o raio mínimo da ponta do punção deve respeitar o raio interno mínimo permitido para a liga. Para muitos alumínios, isso é aproximadamente 1T para dobras apertadas; para têmperas mais duras, mais. Se T = 2 mm e cunhar com uma ponta de 0,2 mm, está a forçar um Ri = 0,2 mm num material que quer 2 mm. A tensão excede a elongação. Racha. Matemática simples.
Na dobra ao ar, muda. O raio interno aproxima-se de V/6 a V/8 dependendo da resistência do material. Se escolher V = 8T em aço macio de 2 mm, isso dá 16 mm. O Ri fica entre 2–2,7 mm. Mude o material para inox e abra para V = 12T (24 mm). Agora o Ri cresce para cerca de 3–4 mm. Mesmo punção. Raio diferente. Porque o método e a matriz dominam.
E a tonelagem segue a mesma lógica. A força de dobra ao ar por pé é aproximadamente:
Toneladas/pé = (575 × T²) / V (para aço macio)
Insira 3 mm (0,118 pol) e V = 1 pol equivalente, obtém uma carga específica. Abra o V mais e a tonelagem necessária cai. Encosto? Multiplique a tonelagem de dobra ao ar por 3 a 5. Cunhagem? Até 8 a 10 vezes. O seu punção tem de aguentar isso. Punções finos e agudos sob cargas de cunhagem dobram-se como latas de refrigerante.
Portanto, o raio correto da ponta não é preferência. É limitado por:
Se não anotou esses três pontos, está a adivinhar.
Nunca escolha um raio de ponta de punção menor do que o raio interno permitido pelo material para o método de dobra que está realmente a utilizar.
Imagine um perfil em U: aço macio de 2,5 mm, abas laterais de 20 mm e depois uma aba de retorno de 15 mm para dentro a 90°. Pode calcular o V o dia todo. Não vai importar se o corpo do punção colidir com a parede vertical antes da ponta atingir a profundidade.
É aqui que “necessidade de folga” deixa de ser uma frase de catálogo e passa a ser geometria.
Um punção reto tem uma largura de corpo acima da ponta. Durante a segunda batida, esse corpo balança para dentro da aba previamente formada. Se a altura da aba for menor do que a folga vertical do punção, fisicamente não é possível completar a dobra. A dimensão da aba passou agora a ditar o estilo do punção.
Os punções de pescoço de ganso estreitam-se para dentro acima da ponta para criar folga para abas de retorno. Mas esse estreitamento reduz a rigidez da secção transversal. Sob cargas mais elevadas — digamos chapa de 6 mm, em encosto — a deflexão aumenta. A variação de ângulo começa a aparecer ao longo de comprimentos grandes.
Agora relacione isto com a força. Se o seu aço macio de 2,5 mm for dobrado ao ar com V = 8T (20 mm), toneladas/pé ≈ (575 × T²) / V. Converta 2,5 mm para polegadas (0,098 pol.). Eleve ao quadrado, multiplique, divida — ficará numa gama gerível. Um pescoço de ganso aguenta confortavelmente. Experimente essa geometria em aço inox de 6 mm, encostando com 4× a tonelagem do ar. Esse mesmo pescoço torna-se uma dobradiça.
Assim, o comprimento da aba e a geometria de retorno escolhem entre reto e pescoço de ganso antes mesmo de entrar a questão do ângulo. E a espessura do material decide se esse pescoço de ganso é estruturalmente viável.
Já vi um trabalho com aba de retorno alta ser feito com um punção reto “porque já estava montado”. Segunda batida: a aba ficou 2° aberta no centro porque o operador suavizou a profundidade para evitar colisão. Não resolveram a geometria. Contornaram-na com cuidado.
Nunca ignore a interferência da aba ao selecionar o estilo de punção — desenhe a sequência de dobra em escala real e verifique a folga física antes mesmo de calcular o V.
Pegue em chapa com menos de 3 mm. Punções agudos — aqueles com ângulos incluídos afiados — reduzem a penetração necessária na dobra ao ar. Menos penetração significa menos área de contacto, menos força necessária. Para material fino, isso é uma vantagem. Obtém dobras mais limpas com menor exigência de tonelagem.
Acima de 3 mm. Agora a rigidez importa mais do que a afiação da ponta. Punções retos com ângulos incluídos maiores e corpos mais espessos resistem melhor à deflexão. Especialmente se trabalhar em encosto.
Eis a linha divisória que a maioria das oficinas confunde:
Se dobrar ao ar aço macio de 2 mm com V = 16 mm, toneladas/pé ≈ (575 × T²) / V. Abra o V para 20 mm, a tonelagem desce ainda mais. Um punção agudo funciona bem aqui. Experimente encostar com a mesma configuração e multiplique a força. De repente, o seu punção esguio e agudo está a suportar cargas para as quais não foi concebido.
O método de dobra não é um pormenor. Ele determina se a geometria do punção está a moldar o raio ou apenas a participar numa interação a três corpos entre punção, matriz e material.
Assim, a hierarquia é rigorosa:
A interface da máquina fixa a linha central. A espessura e a liga do material definem a deformação admissível e a janela da matriz. A geometria da aba dita o estilo do punção. O método de dobra define quanto o punção realmente controla o raio — e quanta carga ele deve suportar.
Só dentro dessa janela estreita é que “punção de 90° ou 88°?” se torna uma pergunta significativa.
Nunca seleciones a geometria do punção sem antes declarar — em voz alta — o material, a espessura, as restrições de aba, o cálculo da abertura da matriz e o método de curvatura, tudo numa única frase.
Queres um processo passo a passo para selecionar o punção correto.
Ótimo. Então para de olhar para o suporte de punções e olha para a matriz.
Começa com um trabalho real: aço macio de 3 mm, dobra por ar, 90°, 1 metro de comprimento. Já conheces a fórmula da dobra por ar:
Toneladas/pé = (575 × T²) / V (aço macio)
Converte 3 mm para 0,118 pol. Eleva ao quadrado: 0,0139. Multiplica por 575: cerca de 8,0. Agora divide por V. Se escolheres uma abertura em V de 1,0 pol (cerca de 8,5× a espessura), ficas aproximadamente em 8 toneladas por pé. Abre o V para 1,25 pol, a tonelagem cai para cerca de 6,4 toneladas por pé. Mesmo material. Mesmo ângulo. Matriz diferente.
Esse V também define o teu raio interno na dobra por ar — aproximadamente V/6 a V/8 dependendo da resistência. Portanto, um V de 1,0 pol dá-te cerca de 0,125–0,167 pol de raio. Abrindo para 1,25 pol, o teu raio aumenta proporcionalmente.
Ainda não tocaste no punção, e já o raio e a carga mudaram.
É por isso que a seleção da matriz vem primeiro. A abertura em V não é um palpite; é o multiplicador que define tanto a deformação quanto a força. Alterá-la muda o retorno elástico, a tonelagem e se o punção que gostaste no papel irá sobreviver ao trabalho.
Nunca escolhas um punção antes de calculares a abertura em V e as toneladas por pé resultantes no material real.
Vi uma oficina dobrar inox de 2 mm numa matriz V de 16 mm porque “8× é o padrão.” As peças saíram 1,5° abertas. Tentaram compensar com profundidade. Dobraram demais. Inconsistência ao longo do comprimento. A matriz não estava errada pela lógica do catálogo. Estava errada para o tipo de liga.
A “regra dos 8×” é uma média, não uma lei. Para aço macio abaixo de 4 mm, 5–6× a espessura é geralmente mais estável. Inox acima de 4 mm pode exigir 6–8×. Alumínio com 4 mm ou mais pode chegar a 8–10× para evitar fissuras. Esses multiplicadores mudam porque a resistência ao escoamento e o alongamento mudam.
O mecanismo importa. Uma abertura em V mais estreita aumenta a penetração para um dado ângulo, aumentando a deformação plástica ao longo da espessura. Mais deformação plástica significa menos recuperação elástica — menos retorno elástico. Abre demasiado o V e reduzes a deformação; a recuperação elástica domina; a peça volta a abrir. Não podes “compensar” isso com o ângulo do punção, porque é a matriz que controla o arco da dobra na formação por ar.
E a tonelagem move-se na direção oposta. Usando a mesma fórmula, se reduzires o V para metade, duplicas as toneladas por pé. Essa carga extra tem de percorrer o encaixe de fixação, o corpo do punção e chegar aos ombros da matriz. Se alguma interface nessa cadeia não bloquear a linha central exatamente onde o projetista pretendia, o vetor de força desloca-se.
Certa vez vi aço inox 304 de 4 mm ser usado num V de 12× para “reduzir a tonelagem.” O retorno elástico ficou descontrolado, os operadores aumentaram a profundidade, e os ombros da matriz poliram uma linha brilhante de marca em cada peça. O metal não estava errado. O multiplicador é que estava.
Nunca cites “8× a espessura” sem mencionar o material, a faixa de espessura e as toneladas por pé calculadas na mesma frase.
Imagine um bloco de matriz de 4 lados: aberturas de 16 mm, 22 mm, 30 mm, 40 mm. Prático. Vira e segue.
Agora aperte-o ligeiramente fora do centro num sistema que está gasto 0,05 mm de um lado do carril. Numa matriz de V único, o erro da linha central é pequeno e previsível. Numa de múltiplos V, cada ranhura fica numa posição lateral diferente em relação às faces de fixação. Vire o bloco e mudou não só o V, mas também o caminho de carga através da mesa.
Faça as contas. Suponha aço macio de 3 mm num V de 22 mm (cerca de 7,3×). Em forma métrica, a aproximação da carga de dobra no ar é:
kN/m ≈ (1,42 × Rm × T²) / V
Assuma resistência à tração de cerca de 450 MPa. Coloque na fórmula e estará na ordem dos 100 kN/m. Essa força deve estar simetricamente distribuída sobre o martelo e a mesa. Desloque-a um milímetro fora do centro verdadeiro porque a geometria do bloco de matriz e as faces de fixação não estão perfeitamente alinhadas, e introduz-se carga desigual nos ombros.
A peça mostra isso como variação de ângulo de um lado para o outro. O operador culpa o arqueamento. O verdadeiro culpado é que a matriz “versátil” alterou a geometria da transmissão.
Já vi um painel longo de alumínio ser sucateado porque uma matriz de múltiplos V foi virada a meio da produção após uma troca de ferramenta. Mesmo V nominal. Posição de ranhura diferente. A linha de carga deslocou-se. O painel encurvou.
A versatilidade é boa para oficinas de trabalhos variados. Trabalho de precisão exige geometria de linha central repetível entre a ranhura da matriz e a interface de fixação.
Nunca trate matrizes de múltiplos V como geometricamente idênticas às de V único sem verificar a linha central da ranhura em relação ao datum da máquina.
Pegue alumínio 5052 de 2 mm, face cosmética para fora. Passe-o sobre um ombro de matriz de aresta viva com um raio pequeno. Vai obter uma linha de pressão brilhante exatamente no ponto tangente onde a chapa transita para dentro do V. Isso não é azar cosmético. É mecânica de contacto.
À medida que o punção empurra o material para dentro da matriz, a pressão de contacto concentra-se ao longo dos ombros da matriz. Um raio pequeno no ombro aumenta a tensão de contacto. Alta tensão mais alumínio macio resulta em gripagem e marcação visível. Aumente o raio do ombro e espalha a carga por uma área maior, reduzindo a pressão de pico. O acabamento superficial faz o mesmo—ombros polidos reduzem o atrito, diminuindo as marcas de arrasto durante o deslizamento.
Mas alterar esse raio do ombro muda subtilmente a forma como o material flui para dentro do V. Em aberturas de V muito estreitas, um raio de ombro grande efetivamente estreita a abertura de trabalho no contacto inicial, aumentando a resistência inicial e alterando a progressão da dobra. Isso repercute-se na tonelagem e no comportamento de retorno elástico.
É por isso que não se pode isolar a “marcação” como um problema apenas cosmético. O raio e o acabamento do ombro da matriz influenciam o coeficiente de atrito, que influencia a distribuição de forças, que influencia a consistência do ângulo ao longo do comprimento.
Uma vez vi peças decorativas em inox serem arruinadas porque uma matriz com ombros gastos e ásperos era “suficientemente próxima”. O acabamento transferiu-se como uma ligeira serrilha ao longo de cada linha de dobra. O metal “lembrou-se” de cada risco dessa matriz.
Nunca ignore o raio do ombro da matriz e o estado da superfície quando o acabamento superficial ou a tolerância apertada de ângulo são especificados—inspecione e meça-os antes da primeira batida.
Pediu um processo passo a passo. Aqui está pela ordem:
Isso é a transmissão corretamente engatada. A próxima questão é saber se a própria ferramenta é suficientemente forte para suportar as cargas que acabou de calcular.
Você fez o cálculo. Escolheu a abertura em V. Verificou o alinhamento.
Agora a verdadeira questão: o punção vai sobreviver ao que acabou de lhe pedir para fazer?
Uma prensa dobradeira pode ter classificação para 300 toneladas, 600 toneladas, 1.000 toneladas. Esse número significa que a estrutura pode exercer essa força ao longo da mesa. Não diz nada sobre a fina linha de aço na ponta do punção que suporta a carga por pé. A máquina é o bloco do motor. A ponta do punção é a biela. Confundir os dois significa que algo pequeno falha primeiro.
A potência não é transferida de forma segura apenas porque as engrenagens encaixam.
Comece com a fórmula de dobragem ao ar que já utilizou:
kN/m ≈ (1,42 × Rm × T²) / V
Depois acrescente 20 por cento. Não como um palpite — mas como seguro contra fricção, variação real de resistência à tração e o facto de a sua chapa não ser perfeita de laboratório.
Agora converta isso em toneladas por pé e compare com dois números: as toneladas por pé classificadas da máquina para aquele comprimento de dobra, e as toneladas por pé classificadas do punção pelo fabricante. Não são intercambiáveis.
É aqui que os aprendizes se magoam com matemática que pensam compreender. A espessura é elevada ao quadrado. Duplicar T e a carga aumenta quatro vezes. Aquele protótipo em aço macio de 3 mm funcionou bem a 8 toneladas por pé. A produção muda para 6 mm. Não duplicou a carga. Quadruplicou-a. A prensa pode ainda estar dentro da sua classificação global — especialmente numa peça curta — mas a ponta do punção pode não estar.
Vi um punção agudo deformar-se em inox porque o operador confiou mais na placa de 220 toneladas da máquina do que no limite de 18 toneladas por pé do punção. A primeira batida pareceu boa. Segunda batida: a aba saiu 2° aberta. À quinta, a ponta tinha-se alargado apenas o suficiente para alterar o raio efetivo do nariz e o ângulo desviou-se ao longo do lote. A máquina nunca se queixou. A ferramenta absorveu a lição.
Nunca assuma que a tonelagem da máquina equivale à capacidade do punção — calcule toneladas por pé com a fórmula, acrescente 20 por cento e verifique com a classificação publicada do punção antes do primeiro ciclo.
A carga é um modo de falha. O desgaste é outro.
Ferramentas não temperadas podem situar-se entre 28–32 HRC. Ferramentas temperadas chegam aos altos 40 ou baixos 50. Essa diferença decide se a incrustação abrasiva, óxido de corte a laser ou o crómio do inox transformam a sua aresta de precisão numa lima.
Dobrar ao ar aço macio em material limpo? Não temperado pode ter uma vida longa e honesta. Comece a trabalhar com material decapado e oleado com partículas embutidas, ou inox com maior resistência à tração e comportamento de encruamento, e a pressão de contacto na ponta do punção torna-se uma operação de moagem sob carga.
Acontece lentamente. Depois, tudo de uma vez.
Vi um conjunto de punções não endurecidos usados em 304 abrasivo com forte incrustação de laminação. Após alguns milhares de golpes, o raio do nariz tinha desgastado de forma desigual ao longo do comprimento. O operador tentou compensar o ângulo com ajustes de profundidade. As peças mostravam linhas de acompanhamento subtis e retorno elástico inconsistente. Quando alguém mediu o nariz, já estava fora de especificação por décimos de milímetro — suficiente para alterar a distribuição de tensão e a tonelagem efetiva. O metal não estava errado. A dureza superficial é que estava.
O que realmente significa é “padrão dentro de uma família de montagem” — não “indestrutível entre materiais”.”
Nunca trabalhe com material abrasivo ou de alta resistência à tração em ferramentas não endurecidas sem calcular a carga de contacto e confirmar que a dureza é adequada para a classe de material.
Pensa que está a mudar o material. Na realidade, está a mudar a curva de força.
Pegue na mesma espessura e abertura em V. Aço macio com resistência à tração de 450 MPa versus inox com 650 MPa não é uma mudança subtil. Insira isso na mesma equação de dobra ao ar e a carga escala diretamente com a resistência à tração. Aqueles 8 toneladas por pé tornam-se 11 ou 12 antes de adicionar a sua margem de 20 por cento.
E o inox tem mais retorno elástico. Então fecha o ângulo com penetração adicional. Mais penetração aumenta a pressão de contacto no nariz e nos ombros da matriz. O que aumenta a tensão localizada na ponta do punção. O que reduz a sua margem de segurança.
A máquina pode ainda estar dentro da classificação. O punção pode não estar.
Num dobra longa, o problema agrava-se. Mesmo que a tonelagem total seja aceitável, qualquer ligeira discrepância na rigidez da fixação altera a forma como essa carga mais elevada se distribui ao longo do comprimento. Se qualquer interface nessa cadeia não bloquear a linha central exatamente onde o projetista pretendia, o vetor de força desloca-se — e o inox vai amplificar essa deslocação porque resiste mais tempo à deformação plástica antes de ceder.
O aço macio perdoa. O inox denuncia-o.
Nunca mude de aço macio para inox sem recalcular toneladas por pé usando os valores reais de resistência à tração, acrescentando 20 por cento de capacidade e confirmando que tanto a classificação do punção como a rigidez da fixação podem suportar a nova carga.
Agora já viu o padrão: a geometria define a força, a força testa a capacidade, o material amplifica tudo. O próximo passo não é outro aviso — é construir uma sequência de decisão repetível que ligue fixação, geometria, tonelagem e dureza antes de tocar no pedal.
Quer uma sequência que obrigue fixação, geometria, tonelagem e dureza a concordar antes do primeiro golpe.
Bom. Porque a única forma de isto deixar de ser adivinhação é especificar as ferramentas da mesma forma que um maquinista especifica um veio: uma interface de cada vez, na ordem em que a força realmente percorre.
A força não começa no ângulo. Começa no martelo, passa pela fixação, entra no punção, atravessa a chapa, entra na matriz e volta para a cama. Se qualquer interface nessa cadeia não bloquear a linha central exatamente onde o projetista pretendia, o vetor de força desloca-se. E uma vez deslocado, os seus cálculos tornam-se ficção.
Portanto, vamos especificar na ordem em que a carga flui.
Primeiro a estria de transmissão. Depois as engrenagens. Por último a potência.
Qualquer outra coisa é como bom aço se transforma em sucata.
Uma vez observei uma oficina trocar para uma punção “universal” num travamento diferente porque o ângulo correspondia. Assentou. Dobrou. Também ficou 0,4 mm fora da linha central porque a geometria da lingueta não correspondia à família de fixação. Após uma semana a tentar corrigir o abatimento, encontraram marcas de desgaste na barra e um ligeiro polimento num dos ombros de cada matriz.
A ferramenta não estava errada. A interface é que estava.
Troca rápida, estilo europeu, estilo americano, carregamento frontal proprietário — estas não são diferenças cosméticas. Definem:
O que isto realmente significa é “padrão dentro de uma família de montagem”. Não entre famílias.
Não escolhe punções até responder a três perguntas sobre a máquina:
Se a fixação estiver classificada para 20 ton/pé e o seu cálculo (com a margem de 20 por cento) indicar 24, não importa quão bonita é a punção.
Primeiro trave a família de montagem. Tudo o resto deve encaixar nessa ranhura.
Nunca avalie perfis de punções ou opções de matriz antes de confirmar a compatibilidade de fixação, o método de centragem e a classificação de tonagem‑por‑pé da interface.
O ângulo não dita o ângulo da punção no dobramento ao ar. A profundidade de penetração é que o faz. A punção é um aplicador de força; a abertura da matriz controla a carga.
Comece com o desenho da peça:
Depois calcule a abertura em V. Para dobra ao ar de aço macio, pode começar por volta de 6–8 × T. Mas isso é uma faixa inicial, não uma decisão.
Use a fórmula:
kN/m ≈ (1,42 × Rm × T²) / V
Resolva para V com base nas toneladas por pé permitidas do Passo 1.
Se o V necessário para permanecer abaixo da capacidade de fixação e punção produzir um raio interno maior do que o permitido no desenho, não “ajusta a profundidade”. Ou muda o estilo da ferramenta ou desafia o desenho.
Agora o caso extremo que os aprendizes ignoram: se a alma central de um perfil em U for mais estreita do que aproximadamente metade da largura do corpo da matriz, a peça não consegue assentar corretamente na matriz em dobra ao ar padrão. Está a entrar em ferramentas de conformação ou matrizes especiais, muitas vezes com múltiplos da força original. Isso não é um problema de ângulo. É a geometria a sobrepor-se ao seu fluxo de trabalho.
Vi um flange de retorno estreito forçado sobre uma matriz padrão porque “o V correspondia à espessura”. A alma tocou nos ombros da matriz antes de a dobra estar concluída. O operador aumentou a profundidade. O nariz do punção ficou marcado, e a peça arqueou ao longo do seu comprimento.
A geometria falou primeiro. O operador não ouviu.
Nunca selecione um punção apenas pelo ângulo incluído — calcule a abertura em V a partir da resistência à tração e da espessura, confirme que satisfaz as restrições de raio e flange, e verifique se a largura do corpo da matriz realmente suporta a geometria da peça.
Agora verificamos se a máquina consegue executar fisicamente o que a matemática exige.
Altura de fecho é o empilhamento total: do carro à mesa no ponto morto inferior menos a altura da ferramenta. Se a combinação de punção e matriz exceder a abertura ou curso da máquina, não vai descobrir isso no CAD. Vai descobrir quando o carro der alarme a meio do percurso.
Depois tonelagem por pé:
Compare esse número com:
Todos os três devem exceder o valor necessário.
E o comprimento importa para além da força. Dobras longas introduzem deflexão do carro. Se a máquina não tiver ajuste de compensação adequado, a carga calculada irá concentrar-se no centro. A matemática assumiu distribuição uniforme. O aço não.
Observei um painel de aço inoxidável de 10 pés a ser trabalhado numa prensa dobradeira sem compensação ativa. As extremidades estavam perfeitas. O centro estava aberto 1,5°. O operador compensou com profundidade. A peça curta seguinte ficou excessivamente dobrada no meio porque a compensação permaneceu. As pontas das ferramentas mostraram polimento desigual em poucos dias.
A capacidade não é apenas “consegue empurrar”. É “consegue empurrar de forma uniforme”.”
Nunca aprove um conjunto de ferramentas até que a altura de fecho se enquadre no curso da máquina, as toneladas por pé necessárias (com margem) estejam abaixo das classificações da máquina, punção e braçadeira, e a capacidade de compensação corresponda ao comprimento de dobra planeado.
Aqui está a perspetiva que quero que leve de volta para a máquina.
Pare de pensar em ângulos. Comece a pensar em caminhos de carga.
A braçadeira é o veio estriado. O punção e a matriz são as engrenagens. O material é a resistência. A classificação da máquina é apenas o bloco do motor. Se o veio estriado não corresponder, nenhuma quantidade de potência ou correção de ângulo transfere a força de forma limpa.
Assim, a ordem é fixa:
Essa sequência parece não óbvia porque a maioria dos operadores começa com o elemento visível — o ângulo de dobra. Mas o ângulo é a expressão final de uma cadeia de força que começou na braçadeira.
Quando trata as ferramentas como uma peça, persegue defeitos.
Quando as trata como um sistema, prevê-os antes de acontecerem.
Nunca encomende ferramentas para prensa dobradeira até conseguir rastrear todo o percurso da força — do grampo ao punção, ao material, à matriz, à base — e provar, com números, que todas as interfaces dessa cadeia são compatíveis.


















