

Прошлой зимой я наблюдал, как парень повесил пуансон с углом 88° в гидравлический зажим европейского типа, подтянул его, поставил под него матрицу V с углом 88°, и улыбнулся, будто угол уже гарантирован. Первый удар: пуансон сместился в сторону на полмиллиметра и оставил блестящий след на плече матрицы. Второй удар: фланец вышел с открытым углом на 2°.
Он обвинил упругий возврат.
Он никогда не посмотрел на хвостовик.
Большинство операторов выбирают инструмент так, как вы только что сделали в своей голове: начинают с угла гиба, подбирают наконечник пуансона, выбирают раскрытие матрицы и предполагают, что остальное — “стандарт”. Это предположение работает — пока система зажима станка и геометрия посадки инструмента не расходятся во мнении о том, как должно передаваться усилие.
Листогибочный пресс не просто давит на металл. Он передает нагрузку от ползуна, через зажим, в пуансон, через заготовку, в матрицу и обратно в станину. Если какой-либо интерфейс в этой цепочке не фиксирует центральную линию точно там, где задумал конструктор, вектор силы смещается. Смещаете усилие — смещаете гиб.
Я видел, как кронштейн из стали A36 толщиной 3/16″ отправили в утиль, потому что верхний хвостовик был рассчитан на другой тип зажима; при нагрузке в 60 тонн пуансон наклонился вперед ровно настолько, чтобы коснуться радиуса матрицы и отколоть его. Одно сколотое плечо матрицы превратило инструмент $900 в бесполезный кусок металла. Никогда не предполагайте, что совпадение углов означает совместимость систем.

Вы слышите “стандарт” и думаете “универсальный”. На самом деле это означает «стандарт в пределах одной монтажной семьи».”
Возьмем типичный гиб на 60 тонн в режиме воздушного гиба в мягкой стали. Формула расчета тоннажа для воздушного гиба:
Тонн/фут = (Предел прочности материала × Толщина²) ÷ (8 × Раскрытие V)
Берем предел прочности 60 000 psi, толщину 0,125″, раскрытие V = 1″:
(60 000 × 0,125²) ÷ (8 × 1) = (60 000 × 0,015625) ÷ 8 = 937,5 ÷ 8 = 117 тонн на фут.
Эта нагрузка не заботится о том, с какой страницы каталога пришел ваш пуансон. Ей важно, как хвостовик входит в зажим и где находится центр тяжести относительно линии действия ползуна.
“Стандартный европейский”, “американский хвостовик”, “самопозиционирующийся гидравлический” — каждый из них является своей шлицевой частью в трансмиссии. Пуансон — это шестерня. Зажим — вход трансмиссии. Если шлицы не совпадают, крутящий момент передается не чисто; он дребезжит, смещается или уходит.
Много-V матрица выглядит универсальной, потому что можно повернуть на разные раскрытия V. Верно. Но при повороте вы меняете распределение массы матрицы и точку контакта под нагрузкой. Если ваша система зажима не фиксирует пуансон повторяемо при таком повороте, ваша “стандартная” установка только что ввела новую переменную.
Стандарт означает общую геометрию внутри одной системы. Это не значит взаимозаменяемость между системами. Никогда не заказывайте инструмент только по углу наконечника, не подтвердив точный профиль зажима и метод посадки на вашем станке.

Вы закрыли коробчатую деталь и услышали этот неприятный металлический щелчок, когда тело пуансона — не наконечник — ударило по боковой стенке. Угол наконечника был правильным. Тело — нет.
Узкий пробойник и массивный острый пробойник могут оба иметь наконечники с углом 88°. Но мечевидный пробойник держит массу плотно к центральной линии. Массивный же выносит вес вперёд и в стороны. Под нагрузкой эта дополнительная масса создаёт плечо момента. Зажим должен сопротивляться этой вращающей силе.
Если контактная поверхность зажима допускает даже микроскопическое движение, пробойник начинает поворачиваться. Этот поворот меняет глубину проникновения на наконечнике, что проявляется как колебание угла, которое вы называете “пружинением”. Тогда вы увеличиваете глубину. Теперь вы компенсируете движение, а не поведение материала.
Однажды я видел, как панель из нержавейки длиной 10 футов вышла за допуски, потому что оператор пытался компенсировать 1,5° “пружинения”, которое на самом деле было перекатом пробойника в изношенном механическом зажиме. Когда мы это поняли, плечи матрицы уже были оббиты, а кромки детали — задираны. Металл испорчен. И всё потому, что никто не проверил, как инструмент сидит под нагрузкой.
Современные датчики угла могут автоматически корректировать положение в середине цикла. Они считывают угол гиба и при необходимости углубляют ход. Но они не могут предотвратить боковое смещение пробойника или сдвиг матрицы под неравномерной нагрузкой. Датчики корректируют угол. Они не исправляют механическую нестабильность.
Когда возникает заедание или непредсказуемое пружинение, не спешите сразу увеличивать глубину. Никогда не вините поведение материала, пока не убедитесь, что пробойник, матрица и зажим имеют общий устойчивый центр тяжести при расчётном усилии.
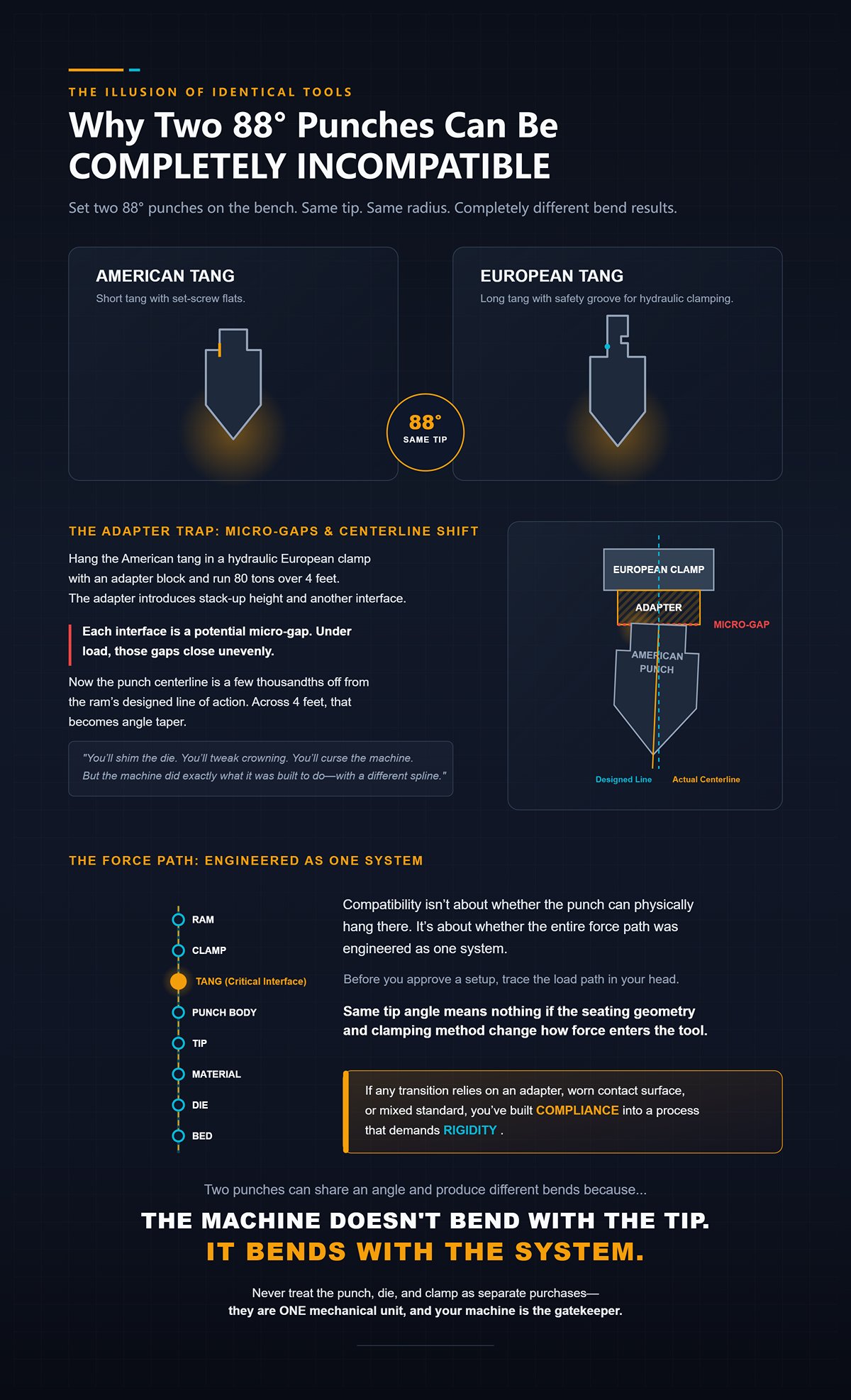
Поставьте два пробойника 88° на верстак. У одного короткий американский хвостовик с притёртыми под винт гранями. У другого длинный европейский хвостовик с предохранительной канавкой для гидравлического зажима. Один и тот же наконечник. Один и тот же радиус.
Подвесьте американский хвостовик в гидравлическом европейском зажиме с проставочным блоком и приложите 80 тонн на 4 фута. Проставка добавляет высоту в сборке и ещё один интерфейс. Каждый интерфейс — это потенциальный микрозазор. Под нагрузкой эти зазоры закрываются неравномерно.
Теперь центральная линия пробойника смещена на несколько тысячных дюйма относительно расчётной линии действия ползуна. На протяжении 4 футов это превращается в конусность угла. Вы будете подкладывать шимы под матрицу. Будете настраивать бомбировку. Будете ругаться на станок.
Но станок сделал ровно то, для чего он был спроектирован — с другим шлицем.
Совместимость — это не о том, может ли пробойник физически повиснуть на месте. Это о том, был ли весь путь передачи силы спроектирован как единая система. Совпадение угла наконечника ничего не значит, если геометрия посадки и метод зажима меняют способ, которым сила поступает в инструмент.
Перед тем как одобрить наладку, мысленно проследите путь нагрузки: ползун → зажим → хвостовик → корпус пробойника → наконечник → материал → матрица → стол. Если любой переход зависит от проставки, изношенной контактной поверхности или смешанного стандарта, вы встроили податливость в процесс, который требует жёсткости.
Два пробойника могут иметь одинаковый угол и давать разные изгибы, потому что станок гнёт не наконечником, а системой. Никогда не рассматривайте пробойник, матрицу и зажим как отдельные покупки — это единый механический узел, и ваш станок является его привратником.
Хотите знать, как проверить совместимость ещё до того, как пустите тоннаж?
Вот первое, что я делаю, подходя к станку: я не смотрю на наконечник пробойника. Я смотрю на плоскость ползуна и измеряю профиль зажима. Ширина хвостовика. Глубина хвостовика. Наличие предохранительной канавки. Диаметр штифта, если это прецизионная система. Затем я проверяю спецификацию посадки производителя для этого интерфейса и сравниваю с чертежом пробойника. Если эти размеры не совпадают в пределах задуманных стандартов, я останавливаюсь прямо там.
Потому что ваш листогибный пресс не принимает “пробойники” вообще. Он принимает одну-единственную точную геометрию крепления. Всё остальное — компромисс, переходник или догадка.
А догадки — это прямой путь к испорченному металлу.
Так что давайте выстроим их так, как они реально ведут себя под нагрузкой, а не так, как описано в каталогах.
Представьте себе классический американский хвостовик: короткая прямоугольная шейка, два установочных винта, которые прижимают её к направляющей. Вы вставляете его, подтягиваете винты, и он “чувствуется” плотным. Быстро. Просто. Дёшево.
А теперь переведём это в цифры.
Возьмём тот предыдущий пример — 117 тонн на фут. Прогоните всего 3 фута такого изгиба, и вы будете прикладывать примерно 350 тонн, распределённых вдоль ползуна. Установочные винты не зажимают вертикально; они давят сбоку, прижимая хвостовик к лицевой поверхности направляющей. Вертикальная опора обеспечивается узким уступом под хвостовиком.
Таким образом, путь передачи усилия: ползун → направляющая → край хвостовика → пуансон.
Контакт по краю небольшой. Маленькая площадь контакта означает более высокое контактное напряжение. Со временем лицевая поверхность направляющей изнашивается. Не катастрофически. Всего на несколько тысячных дюйма.
Несколько тысячных на направляющей превращаются в угловое отклонение на кончике, потому что хвостовик может микроскопически качаться под нагрузкой. Это ваша скрытая накопленная погрешность. Вы её не замечаете, пока не начинаете подгонять глубину.
Я видел цех, который изготавливал разные кронштейны на старом американском зажиме. Второй удар: отгиб получился на 2° открытым. Они обвинили упругий возврат. Добавили глубину. Третья деталь — перегиб. Настоящая проблема? Верхняя направляющая износилась неравномерно в местах, где всегда стояли самые тяжёлые пуансоны. Хвостовик больше не садился ровно.
После того как откололось плечо матрицы, они наконец нанесли синюю краску на хвостовик и увидели неравномерный контакт.
Американская система не “плохая”. Она простая. Но её точность зависит от состояния направляющей и дисциплины при работе с установочными винтами. Она требует, чтобы оператор был частью системы выравнивания.
Если вы работаете с низкими нагрузками и редко меняете инструмент, это может быть вполне приемлемо. Если же вы весь день используете тяжёлые инструменты, направляющая становится расходным материалом — независимо от того, предусмотрели вы это в бюджете или нет.
Перед нагрузкой на американском станке снимите пуансон и осмотрите лицевую поверхность направляющей на наличие задиров или ступенчатого износа, затем нанесите синюю краску на хвостовик и проверьте контакт по всей длине при лёгком зажиме. Никогда не предполагайте, что плотный установочный винт означает полное прилегание поверхности.
А теперь взгляните на 20-миллиметровый прецизионный хвостовик с двойными канавками и гидравлическим зажимом с фиксацией штифтом. Вы вставляете пуансон, включаете гидравлическую систему, и зажим подтягивает хвостовик вверх к обработанной опорной поверхности. Вертикальная посадка. Опора по всей длине.
Такая система может удерживать примерно 45 кН усилия зажима на станцию и оставаться стабильной при производственных скоростях хода с пуансонами весом до примерно 110 фунтов. Это не рекламный трюк. Это рассчитанный преднатяг.
Разница в том, где находится ответственность за выравнивание.
В этой системе зажим определяет центральную линию. Геометрия хвостовика и закалённые опорные поверхности зажима обеспечивают повторяемость, измеряемую в микронах. Задача оператора — лишь вставить и подтвердить.
Но вот момент, который большинство упускает: теперь сам зажим является прецизионным компонентом. Если упадёт гидравлическое давление, если износятся штифты, если в канавке окажется мусор — ваша “прецизионная” система перестанет быть точной.
Я наблюдал, как цех устанавливал гидравлические зажимы на изношенный ползун, не проверив его прямолинейность. Отличный инструмент. Кривая монтажная поверхность. Они ожидали, что зажим исправит геометрию станка.
Не исправит.
Эти системы отлично работают в условиях большого разнообразия продукции и высокой повторяемости, где смена инструмента происходит часто и выравнивание должно быть автоматическим. Но если вы гнёте тонкий мягкий металл раз в неделю, сложность может себя не оправдать.
Так как же проверить совместимость здесь?
Проверьте размер хвостовика (20 мм означает 20 мм, а не 19,85 мм от поддельного поставщика), убедитесь, что положение канавки соответствует спецификации зажима, проверьте, что гидравлическое давление соответствует требованиям производителя, и выполните тест посадки с помощью щупов по всей длине хвостовика перед загрузкой тоннажа.
Никогда не предполагайте, что “прецизионная система” означает самокорректирующуюся.
Теперь возьмите европейский хвостовик 13 мм с защитной канавкой. Канавка — не декоративная. Она предназначена для того, чтобы губа зажима могла захватить пуансон ещё до полного затягивания, предотвращая выпадение.
На самом деле это означает “стандарт в пределах монтажного семейства”.”
Логика установки здесь меняется. Зажим обычно подталкивает хвостовик вверх к опорной поверхности, аналогично концепции прецизионных систем, но часто с ручным затягиванием, а не с гидравлическим преднатягом.
Ваши контактные поверхности шире, чем у классических американских направляющих, но сила зажима и повторяемость зависят от давления механического винта и чистого зацепления канавки.
Представьте, что в этой защитной канавке набился мусор. Губа зажима упирается в грязь, прежде чем хвостовик полностью сядет. При нагрузке в 80 тонн хвостовик смещается вверх на последние несколько тысячных.
Вы не заметите этого, пока не измерите конус по всей длине детали.
Однажды я видел, как длинный острый пуансон слегка выдвинулся во время тяжёлой обработки нержавейки, потому что губа канавки за годы использования округлилась. Пуансон не упал. Он просто медленно выдвинулся. В результате вариация угла испортила целую партию панелей корпусов.
Защитная канавка улучшает удержание и выравнивание по сравнению с простым хвостовиком, но вводит новую точку инспекции: целостность канавки и состояние губы зажима.
Перед загрузкой производственного тоннажа осмотрите защитную канавку на наличие деформаций, визуально подтвердите глубину зацепления губы зажима и затяните винты зажима по спецификации, а не “от руки”. Никогда не игнорируйте канавку, считая её просто защитной функцией.
| Система | Конструктивные особенности | Путь силы / Логика зажима | Преимущества | Скрытые риски / Проблемы с допусками | Лучшие варианты применения | Контрольный список инспекции перед загрузкой |
|---|---|---|---|---|---|---|
| Инструмент в американском стиле | Короткий прямоугольный хвостовик; два боковых установочных винта; опора на основе направляющей | Ползун → направляющая → кромка хвостовика → пуансон; давление бокового винта прижимает хвостовик к направляющей; вертикальная опора от узкого уступа | Просто, быстро, низкая стоимость; достаточно для низких нагрузок | Малая площадь контакта кромки увеличивает напряжение; износ поверхности направляющей вызывает угловое отклонение; хвостовик может качаться под нагрузкой; выравнивание зависит от оператора | Работы с низкой нагрузкой; редкая смена инструмента | Осмотрите поверхность направляющей на наличие задиров/ступенчатого износа; нанесите синюю краску на хвостовик для проверки контакта по всей длине; подтвердите посадку при лёгком зажиме; не полагайтесь только на тугие установочные винты |
| Wila / Trumpf Precision Systems | Хвостовик 20 мм высокой точности; двойные канавки; гидравлический зажим с фиксирующими штифтами; закалённые опорные поверхности | Гидравлическая система подтягивает хвостовик вверх к обработанной опорной поверхности; полная вертикальная посадка по всей длине; рассчитанный преднатяг (~45 кН на станцию) | Высокая повторяемость (на уровне микронов); автоматическое выравнивание; устойчивость при производственных скоростях хода; идеально для частых смен инструмента | Зажим становится переменной точности; потеря гидравлического давления, износ штифтов или загрязнения влияют на точность; не компенсирует изношенный или неправильно выровненный ползун | Производство с большим разнообразием и высокой повторяемостью; частые смены инструмента | Проверьте точные размеры хвостовика (истинные 20 мм); подтвердите положение канавки по спецификации; проверьте гидравлическое давление; выполните тест посадки щупом; осмотрите прямолинейность ползуна |
| Promecam / European Style | Хвостовик 13 мм с защитной канавкой; губа зажима захватывает канавку; обычно ручное затягивание винтов | Зажим подтягивает хвостовик вверх к опорной поверхности; удержание за счёт зацепления канавки; более широкий контакт, чем у американской направляющей | Улучшенное удержание; безопасная установка; лучшее выравнивание по сравнению с базовыми системами хвостовиков | Загрязнения в канавке препятствуют полной посадке; износ губы зажима позволяет пуансону смещаться; момент затяжки винтов влияет на повторяемость; смещение вверх при большой нагрузке | Среднее и тяжёлое производство с стандартизированными семействами креплений | Осмотрите защитную канавку на деформацию/загрязнения; проверьте состояние губы зажима и глубину зацепления; затяните винты по спецификации; подтвердите полную посадку перед нагрузкой |
Теперь мы подходим к тихому убийце.
У вас есть европейский станок с зажимом. У вас куча американских пуансонов. Поэтому вы покупаете адаптерные блоки. Проблема решена, верно?
Давайте проследим путь силы.
Ползун → гидравлический зажим → адаптер → американский хвостовик → корпус пуансона → наконечник.
Каждый добавленный интерфейс — это ещё один потенциальный слой податливости. Если какой-либо интерфейс в этой цепочке не фиксирует осевую линию точно там, где задумал конструктор, вектор силы смещается.
Система компенсации прогиба в ЧПУ предполагает известную высоту и жёсткость инструмента. Добавьте адаптер, который изменяет высоту пакета даже на 0,500″ — ваша модель прогиба уже неверна. Добавьте небольшой боковой зазор между хвостовиком и адаптером — теперь у вас есть свобода вращения под нагрузкой.
Станок всё ещё работает идеально. Датчик угла всё ещё считывает правильно. Но пуансон может микроскопически сместиться до того, как датчик отреагирует.
Я видел, как на 10-футовой панели углы по станциям были непостоянными, потому что смешанные адаптеры садились по-разному вдоль ползуна. Оператор часами пытался устранить проблему настройками компенсации прогиба. Настоящим решением было убрать адаптеры и стандартизировать систему крепления.
Адаптеры иногда неизбежны в переходные периоды. Хорошо. Но относитесь к ним как к инженерным компонентам, а не к удобным блокам.
Измеряйте толщину адаптера в нескольких точках. Подтверждайте параллельность. Проверяйте посадку хвостовика без бокового люфта перед зажимом. Пересчитывайте высоту пакета инструмента в управлении ЧПУ, а не предполагая эквивалентность.
Никогда не смешивайте системы крепления на точной работе без повторной проверки всего пути силы от ползуна до стола.
Вы проверяете совместимость, измеряя геометрию, подтверждая механику посадки, инспектируя поверхности износа и прослеживая путь нагрузки до первого хода. Когда семейство креплений зафиксировано и механически исправно, только тогда имеет смысл говорить о геометрии пуансона и поведении материала.
Потому что как только шлицы совпадают с трансмиссией, вы наконец можете выбрать правильную передачу.
И вот тогда начинаются настоящие решения по гибке.
Вы проверили хвостовик, зажим, посадочные поверхности. Шлицы привода совпадают. Отлично.
Теперь вы смотрите на стойку и думаете:, 90° гиб… значит, возьму пуансон на 90°.
Это наоборот.
Начнём с реального задания. Допустим, 3 мм нержавеющая сталь 304, гибка в воздухе, целевой внутренний радиус около 3 мм, фланец 40 мм. Если следовать ленивому правилу — V = 8T — вы бы выбрали матрицу с раскрытием 24 мм. Но нержавейка — не мягкая сталь. Она быстро упрочняется и трескается, если её «душить». На практике раскрытие матрицы увеличивают до 10T или даже 12T. То есть 30–36 мм.
И вот момент, который большинство упускает: как только V-раскрытие меняется, внутренний радиус при гибке в воздухе меняется вместе с ним. Радиус не задаёт нос пуансона. Его определяют прочность материала и раскрытие матрицы.
Геометрия пуансона зависит от толщины, сплава, длины фланца и метода. Формула не учитывает, что у вас есть на складе.
Никогда не выбирайте пуансон по углу, прежде чем рассчитать диапазон материала, в котором он должен работать.
Однажды я видел, как цех гнул 2 мм 5052 с пуансоном, имеющим радиус носа 0,2 мм, потому что “так получаются чёткие углы”. Первая партия выглядела нормально. Вторая партия? Микротрещины вдоль линии гиба после порошкового покрытия. Детали прошли визуальный контроль. Они провалились в эксплуатации.
Вот механизм.
При осадке или чеканке радиус носа пуансона становится внутренним радиусом гиба. Поэтому минимальный радиус носа пуансона должен соответствовать минимальному внутреннему радиусу для данного сплава. Для многих алюминиев — примерно 1T для острых гибов; для более твёрдых состояний — больше. Если T = 2 мм и вы чеканите с носом 0,2 мм, вы заставляете Ri = 0,2 мм в материале, которому нужен 2 мм. Деформация превышает удлинение. Он трескается. Простая математика.
При гибке в воздухе всё меняется. Внутренний радиус примерно равен V/6 до V/8 в зависимости от прочности материала. Если выбрать V = 8T для 2 мм мягкой стали, это 16 мм. Ri окажется около 2–2,7 мм. Измените материал на нержавейку и раскройте до V = 12T (24 мм). Теперь Ri увеличится до 3–4 мм. Тот же пуансон. Разный радиус. Потому что метод и матрица определяют.
И усилие следует той же логике. Усилие при гибке в воздухе на фут примерно:
Тонн/фут = (575 × T²) / V (для мягкой стали)
Подставьте 3 мм (0,118 дюйма) и V = 1 дюйм эквивалент, получите конкретную нагрузку. Раскройте V шире — требуемое усилие падает. Осадка? Умножьте усилие гибки в воздухе на 3–5. Чеканка? До 8–10 раз. Ваш пуансон должен это выдержать. Тонкие острые пуансоны под нагрузкой чеканки складываются, как банки из-под газировки.
Так что правильный радиус носа — не вопрос предпочтений. Он ограничен:
Если вы не записали эти три пункта, вы просто гадаете.
Никогда не выбирайте радиус носа пуансона меньше допустимого внутреннего радиуса материала для метода гибки, который вы реально используете.
Представьте себе канал: 2,5 мм мягкая сталь, боковые фланцы по 20 мм, затем возвратный фланец 15 мм внутрь под углом 90°. Вы можете целый день вычислять V. Это не имеет значения, если корпус пуансона врезается в вертикальную стенку до того, как его наконечник достигнет нужной глубины.
Вот здесь “требуется зазор” перестаёт быть фразой из каталога и превращается в геометрию.
Прямой пуансон имеет ширину корпуса над наконечником. При втором ударе этот корпус заходит в ранее сформированный фланец. Если высота фланца меньше рабочего зазора пуансона, физически невозможно завершить изгиб. Теперь размер фланца диктует тип пуансона.
Пуансон с «гусиной шеей» сужается внутрь над наконечником, создавая зазор для возвратных фланцев. Но это сужение уменьшает поперечную жёсткость. При больших нагрузках — например, 6 мм лист, осадка — прогиб увеличивается. Разброс угла появляется по всей длине.
Теперь свяжем это с силой. Если ваша 2,5 мм мягкая сталь гнётся в воздухе с V = 8T (20 мм), тонна/фут ≈ (575 × T²) / V. Переведите 2,5 мм в дюймы (0,098 дюйма). Возведите в квадрат, умножьте, разделите — вы получите управляемый диапазон. «Гусиная шея» справится без проблем. Попробуйте ту же геометрию на 6 мм нержавейке, осаживая с усилием в 4 раза больше, чем при гибке в воздухе. Та же «шея» превращается в шарнир.
Таким образом, длина фланца и геометрия возврата выбирают между прямым пуансоном и «гусиной шеей» ещё до того, как в разговор вступает угол. А толщина материала определяет, будет ли «гусиная шея» конструктивно разумной.
Я видел работу с высоким возвратным фланцем, выполненную на прямом пуансоне “потому что он уже был установлен”. Второй удар: фланец вышел на 2° открыт в центре, потому что оператор слегка уменьшил глубину, чтобы избежать столкновения. Они не решили проблему геометрии. Они обошли её стороной.
Никогда не игнорируйте помехи от фланца при выборе типа пуансона — нарисуйте последовательность гибов в масштабе 1:1 и проверьте физический зазор ещё до того, как начнёте вычислять V.
Возьмите лист толщиной менее 3 мм. Острые пуансоны — с малым углом между гранями — уменьшают требуемое проникновение при гибке в воздухе. Меньшее проникновение означает меньшую площадь контакта, меньше требуемое усилие. Для тонкого материала это преимущество. Вы получаете более чистые изгибы с меньшей потребностью в тоннаже.
Поднимитесь выше 3 мм. Теперь жёсткость важнее, чем острота наконечника. Прямые пуансоны с большими углами между гранями и более толстыми корпусами сопротивляются прогибу. Особенно при осадке.
Вот граница, которую большинство цехов размывают:
Если вы гнёте в воздухе 2 мм мягкую сталь при V = 16 мм, тонна/фут ≈ (575 × T²) / V. Откройте V до 20 мм — тоннаж ещё снизится. Острый пуансон здесь работает отлично. Попробуйте осадку с тем же набором и умножьте усилие. Внезапно ваш тонкий острый пуансон несёт нагрузки, для которых он не был рассчитан.
Метод гибки — это не второстепенный момент. Он определяет, формирует ли геометрия пуансона радиус или лишь участвует во взаимодействии трёх тел — пуансона, матрицы и материала.
Иерархия строго определена:
Интерфейс станка фиксирует центральную линию. Толщина и сплав материала определяют допустимую деформацию и окно матрицы. Геометрия фланца диктует тип пуансона. Метод гибки задаёт, насколько пуансон реально контролирует радиус — и какую нагрузку он должен выдержать.
Только в этом узком окне вопрос “пуансона на 90° или на 88°?” становится значимым.
Никогда не выбирайте геометрию пуансона, не произнеся вслух материал, толщину, ограничения по отбортовке, расчёт раскрытия матрицы и метод гибки в одном предложении.
Вам нужен пошаговый процесс для выбора правильного пуансона.
Хорошо. Тогда перестаньте смотреть на стойку с пуансонами и взгляните вниз на матрицу.
Начните с реальной задачи: 3 мм мягкая сталь, воздушная гибка, 90°, длина 1 метр. Вы уже знаете формулу для воздушной гибки:
Тонны/фут = (575 × T²) / V (мягкая сталь)
Переведите 3 мм в 0,118 дюйма. Возведите в квадрат: 0,0139. Умножьте на 575: примерно 8,0. Теперь разделите на V. Если вы выберете раскрытие V 1,0 дюйм (примерно 8,5× толщины), получится около 8 тонн на фут. Откройте V до 1,25 дюйма — тоннаж снизится до примерно 6,4 тонн на фут. Тот же материал. Тот же угол. Другая матрица.
Это V также задаёт внутренний радиус при воздушной гибке — примерно V/6 до V/8 в зависимости от прочности. Так, раскрытие V 1,0 дюйм даёт радиус около 0,125–0,167 дюйма. Откройте до 1,25 дюйма — радиус увеличится вместе с ним.
Вы ещё не коснулись пуансона, а радиус и нагрузка уже изменились.
Вот почему выбор матрицы идёт первым. Раскрытие V — это не догадка; это множитель, который определяет и деформацию, и силу. Измените его — и изменятся пружинение, тоннаж и то, выживет ли пуансон, который вам понравился на бумаге, при работе.
Никогда не выбирайте пуансон, прежде чем рассчитать раскрытие V и получающийся тоннаж на фут для конкретного материала.
Я видел, как цех гнул 2 мм нержавейку на V 16 мм, потому что “8× — это стандарт”. Детали выходили на 1,5° открытыми. Они пытались исправить глубиной. Перегнули. Непостоянство по длине. Матрица не была «неправильной» по каталожной логике. Она была неправильной для сплава.
“Правило 8×” — это среднее, а не закон. Для мягкой стали толщиной до 4 мм часто более стабильно 5–6× толщины. Нержавейка свыше 4 мм может требовать 6–8×. Алюминий толщиной 4 мм и более может доходить до 8–10×, чтобы избежать трещин. Эти множители меняются, потому что меняются предел текучести и удлинение.
Механизм имеет значение. Более узкое V увеличивает проникновение для заданного угла, увеличивая пластическую деформацию по толщине. Больше пластической деформации — меньше упругого восстановления, меньше пружинения. Откройте V слишком широко — деформация уменьшается, упругое восстановление доминирует, деталь распружинивается. Вы не можете “компенсировать” это углом пуансона, потому что матрица управляет дугой гиба при воздушной формовке.
А тоннаж меняется в противоположном направлении. Используя ту же формулу, уменьшите V вдвое — и тоннаж на фут удвоится. Эта дополнительная нагрузка должна пройти через зажимной шлиц, через тело пуансона, в плечи матрицы. Если какой-либо интерфейс в этой цепочке не фиксирует осевую линию точно так, как задумал конструктор, вектор силы смещается.
Однажды я видел, как 4 мм 304 гнули на V 12×, чтобы “снизить тоннаж”. Пружинение стало неконтролируемым, операторы увеличили глубину, и плечи матрицы отполировали яркую отметину на каждой детали. Металл был не неправильным. Неправильным был множитель.
Никогда не цитируйте “8× толщины”, не назвав материал, диапазон толщины и рассчитанный тоннаж на фут в одном предложении.
Представьте себе четырёхсторонний блок матрицы: раскрытия 16 мм, 22 мм, 30 мм, 40 мм. Удобно. Перевернул — и работай.
Теперь зажмите его слегка вне центра в системе, которая изношена на 0,05 мм с одной стороны направляющей. На штампе с одним V ошибка по центру мала и предсказуема. На многоканальном V каждая канавка находится в разном боковом положении относительно зажимных поверхностей. Переверните блок, и вы измените не только V, но и путь нагрузки через стол.
Посчитайте. Предположим, 3 мм мягкая сталь на V 22 мм (примерно 7,3×). В метрической форме приближение для нагрузки при воздушном гибе:
кН/м ≈ (1,42 × Rm × T²) / V
Предположим прочность на разрыв около 450 МПа. Подставьте, и вы получите примерно 100 кН/м. Эта сила должна располагаться симметрично над ползуном и столом. Смещайте её на миллиметр от истинного центра, потому что геометрия блока штампа и зажимные поверхности не идеально совпадают, и вы вводите неравномерную нагрузку на плечи.
Деталь показывает это как изменение угла слева направо. Оператор винит прогиб. Настоящий виновник — “универсальный” штамп изменил геометрию привода.
Я видел, как длинная алюминиевая панель была отправлена в брак, потому что многоканальный V был перевернут в середине партии после смены инструмента. Тот же номинальный V. Другая позиция канавки. Линия нагрузки сместилась. Панель изогнулась.
Универсальность хороша для мелких мастерских. Точная работа требует повторяемой геометрии линии центра между канавкой штампа и интерфейсом зажима.
Никогда не считайте многоканальные V геометрически идентичными одиночным V, не проверив центр линии канавки относительно базовой точки станка.
Возьмите алюминий 5052 толщиной 2 мм, лицевую сторону наружу. Пропустите его через штамп с острым краем плеча и малым радиусом. Вы получите яркую линию давления точно в точке касания, где лист переходит в V. Это не косметическая неудача. Это механика контакта.
Когда пуансон вдавливает материал в штамп, контактное давление концентрируется вдоль плеч штампа. Малый радиус плеча увеличивает контактное напряжение. Высокое напряжение плюс мягкий алюминий — это задира и видимые следы. Увеличьте радиус плеча — и вы распределите нагрузку на большую площадь, снижая пиковое давление. Чистота поверхности делает то же самое — полированные плечи уменьшают трение, снижая следы от скольжения.
Но измените радиус плеча, и вы тонко измените, как материал течёт в V. На очень узких V‑проёмах большой радиус плеча фактически сужает рабочее отверстие при начальном контакте, увеличивая начальное сопротивление и изменяя прогресс гиба. Это влияет на усилие и поведение упругого возврата.
Вот почему нельзя рассматривать “следы” только как косметическую проблему. Радиус плеча штампа и чистота поверхности влияют на коэффициент трения, который влияет на распределение силы, что влияет на постоянство угла по длине.
Я однажды видел, как декоративные детали из нержавеющей стали были испорчены, потому что штамп с изношенными, шероховатыми плечами был “достаточно близок”. Чистота поверхности передалась в виде слабой насечки вдоль каждой линии гиба. Металл запомнил каждую царапину на этом штампе.
Никогда не игнорируйте радиус плеча штампа и состояние поверхности, когда указана чистота поверхности или строгая допуск угла — проверяйте и измеряйте их перед первым ударом.
Вы просили пошаговый процесс. Вот он по порядку:
Это правильно подключенный привод. Следующий вопрос — достаточно ли прочен сам инструмент, чтобы выдержать рассчитанные вами нагрузки.
Вы рассчитали формулу. Вы выбрали V-открытие. Вы проверили выравнивание.
Теперь главный вопрос: выдержит ли пуансон то, что вы только что попросили его сделать?
Листогиб может иметь номинал 300 тонн, 600 тонн, 1000 тонн. Эта цифра означает, что рама может давить с такой силой по всей длине стола. Она ничего не говорит о тонкой линии стали на кончике пуансона, которая принимает нагрузку на фут. Машина — это блок двигателя. Кончик пуансона — это шатун. Перепутайте их, и первым выйдет из строя что-то маленькое.
Мощность не передаётся безопасно только потому, что шестерни зацеплены.
Начните с формулы воздушного гиба, которую вы уже использовали:
кН/м ≈ (1,42 × Rm × T²) / V
Затем добавьте 20 процентов. Не как догадку — а как страховку от трения, реальных колебаний прочности на разрыв и того факта, что ваш лист далёк от лабораторного идеала.
Теперь переведите это в тонны на фут и сравните с двумя числами: номинальными тоннами на фут машины при данной длине гиба и номинальными тоннами на фут пуансона от производителя. Они не взаимозаменяемы.
Вот где ученики получают травмы из-за математики, которую, как им кажется, они понимают. Толщина возводится в квадрат. Удвоите T — и нагрузка вырастет в четыре раза. Прототип из мягкой стали толщиной 3 мм работал нормально при 8 тоннах на фут. В производстве переходят на 6 мм. Вы не удвоили нагрузку — вы увеличили её вчетверо. Пресс может всё ещё быть в пределах своей общей номинальной мощности — особенно на короткой детали — но кончик пуансона может не выдержать.
Я видел, как острый пуансон «распух» на нержавейке, потому что оператор доверился значку «220 тонн» на машине больше, чем лимиту пуансона в 18 тонн на фут. Первый удар выглядел нормально. Второй удар: фланец вышел на 2° открытым. К пятому удару кончик расплющился ровно настолько, чтобы изменить эффективный радиус носа, и угол начал «плыть» по всей партии. Машина не жаловалась. Инструмент усвоил урок.
Никогда не предполагайте, что тоннаж машины равен мощности пуансона — рассчитывайте тонны на фут по формуле, добавляйте 20 процентов и проверяйте по опубликованному рейтингу пуансона перед первым циклом.
Нагрузка — это один режим отказа. Износ — другой.
Незакалённый инструмент может иметь твердость около 28–32 HRC. Закалённые инструменты достигают высоких 40 или низких 50 единиц HRC. Эта разница определяет, превратят ли абразивная окалина, лазерный оксид или хром в нержавейке вашу точную кромку в напильник.
Воздушный гиб мягкой стали на чистом материале? Незакалённый инструмент может служить долго и честно. Начните работать с травлёным и промасленным листом с вкраплённым абразивом или с нержавейкой с более высокой прочностью на разрыв и склонностью к наклёпу — и давление контакта на носу пуансона превратится в шлифовальную операцию под нагрузкой.
Это происходит медленно. А потом — сразу.
Я видел комплект незакалённых пуансонов, использованных на абразивной стали 304 с тяжёлым прокатным налётом. После нескольких тысяч ударов радиус носика износился неравномерно по всей длине. Оператор пытался компенсировать угол регулировкой глубины. Детали показывали слабые следы от инструмента и непостоянный возврат упругости. К тому времени, как кто-то измерил носик, он вышел за пределы допуска на десятые миллиметра — достаточно, чтобы изменить распределение напряжений и эффективную нагрузку. Металл был не виноват. Поверхностная твёрдость — да.
На самом деле это означает “стандарт в пределах монтажной группы” — а не “неразрушимый для любых материалов”.”
Никогда не работайте с абразивными или высокопрочными материалами на незакалённом инструменте, не рассчитав контактную нагрузку и не убедившись, что твёрдость соответствует классу материала.
Вы думаете, что меняете материал. На самом деле вы меняете кривую силы.
Возьмите ту же толщину и тот же V-образный раскрывающийся паз. Мягкая сталь с пределом прочности 450 МПа против нержавеющей с 650 МПа — это не тонкий сдвиг. Подставьте это в то же уравнение воздушного гиба, и нагрузка масштабируется прямо пропорционально прочности на разрыв. Те 8 тонн на фут превращаются в 11 или 12 ещё до того, как вы добавите свой 20-процентный запас.
И нержавеющая сталь даёт больший возврат упругости. Поэтому вы закрываете угол дополнительным проникновением. Большее проникновение увеличивает контактное давление на носике и плечах матрицы. Что увеличивает локализованное напряжение на кончике пуансона. Что съедает ваш запас прочности.
Станок может всё ещё быть в пределах своей номинальной мощности. Пуансон — нет.
На длинном изгибе проблема усугубляется. Даже если общая нагрузка приемлема, любое небольшое несоответствие в жёсткости зажима изменяет то, как эта повышенная нагрузка распределяется по длине. Если какой-либо интерфейс в этой цепочке не фиксирует осевую линию точно так, как задумал конструктор, вектор силы смещается — и нержавеющая сталь усилит этот сдвиг, потому что она дольше сопротивляется пластической деформации, прежде чем поддаться.
Мягкая сталь прощает. Нержавеющая — докладывает.
Никогда не переходите от мягкой стали к нержавеющей, не пересчитав тонны на фут с использованием фактических значений прочности на разрыв, добавив 20 процентов запаса, и не убедившись, что номинал пуансона и жёсткость зажима способны выдержать новую нагрузку.
Теперь вы видите закономерность: геометрия определяет силу, сила проверяет мощность, материал усиливает всё. Следующий шаг — это не очередное предупреждение, а построение повторяемой последовательности решений, которая связывает зажим, геометрию, нагрузку и твёрдость до того, как вы вообще нажмёте педаль.
Вам нужна последовательность, которая заставляет зажим, геометрию, нагрузку и твёрдость согласоваться до первого удара.
Хорошо. Потому что единственный способ перестать гадать — это задавать параметры инструмента так же, как токарь задаёт параметры вала: один интерфейс за раз, в порядке, в котором сила реально проходит.
Сила не начинается с угла. Она начинается с ползуна, проходит через зажим, в пуансон, через лист, в матрицу и обратно в станину. Если какой-либо интерфейс в этой цепочке не фиксирует осевую линию точно так, как задумал конструктор, вектор силы смещается. И как только он сместился, ваши расчёты становятся фикцией.
Так что мы будем задавать параметры в порядке, в котором течёт нагрузка.
Сначала шлицевое соединение передачи. Потом шестерни. Мощность — в последнюю очередь.
Всё остальное — это путь, как хороший металл превращается в лом.
Однажды я видел, как в мастерской заменили на другом прессе “универсальный” пуансон, потому что угол совпадал. Он установился. Он гнул. Но он также оказался смещён на 0,4 мм от центральной линии, потому что геометрия хвостовика не совпадала с семейством зажимов. После недели поиска причины конусности они обнаружили следы трения на направляющей и лёгкую полировку на одном плече каждой матрицы.
Оснастка была не неправильной. Неправильным был интерфейс.
Быстрая смена, европейский стиль, американский стиль, собственная фронтальная загрузка — это не косметические различия. Они определяют:
На практике это означает “стандарт внутри одного семейства креплений”. Не между семействами.
Вы не выбираете пуансоны, пока не ответите на три вопроса по станку:
Если зажим рассчитан на 20 тонн/фут, а ваш расчёт (с 20‑процентным запасом) показывает 24, не имеет значения, насколько красив пуансон.
Сначала зафиксируйте семейство креплений. Всё остальное должно соответствовать этому шлицу.
Никогда не оценивайте профиль пуансона или варианты матриц, не подтвердив совместимость зажимов, метод центрирования и рейтинг тонн‑на‑фут интерфейса.
Угол не определяет угол пуансона при воздушном гибе. Глубина проникновения — определяет. Пуансон — это применитель силы; отверстие матрицы контролирует нагрузку.
Начните с чертежа детали:
Затем рассчитайте V-открытие. Для воздушного гиба мягкой стали можно начать примерно с 6–8 × T. Но это лишь начальный диапазон, а не окончательное решение.
Используйте формулу:
кН/м ≈ (1,42 × Rm × T²) / V
Решите для V, исходя из допустимых тонн на фут из Шага 1.
Если требуемое V для соблюдения ограничений зажима и пуансона даёт внутренний радиус больше, чем допускает чертёж, вы не “регулируете глубину”. Вы либо меняете тип оснастки, либо оспариваете чертёж.
Теперь крайний случай, который ученики упускают: если центральная стенка профиля-канала уже примерно половины ширины корпуса матрицы, деталь не сможет правильно опереться на матрицу при стандартном воздушном гибе. Тут нужны формовочные инструменты или специальные матрицы, часто с кратным увеличением исходного усилия. Это не проблема угла. Это геометрия, которая диктует ваш процесс.
Я видел, как узкий возвратный фланец насильно гнули на стандартной матрице, потому что “V соответствует толщине”. Центральная стенка упёрлась в плечи матрицы до завершения гиба. Оператор увеличил глубину. Нос пуансона получил вмятины, а деталь изогнулась по длине.
Геометрия сказала первой. Оператор не услышал.
Никогда не выбирайте пуансон только по углу — рассчитайте V-открытие исходя из прочности на разрыв и толщины, убедитесь, что оно удовлетворяет требованиям радиуса и фланца, и проверьте, что ширина корпуса матрицы действительно поддерживает геометрию детали.
Теперь мы проверяем, может ли машина физически выполнить то, что требует расчёт.
Закрытая высота — это общий пакет: расстояние от ползуна до станины в нижней мёртвой точке минус высота оснастки. Если комбинация пуансона и матрицы превышает световой проём или ход машины, вы не узнаете об этом в CAD. Вы узнаете об этом, когда ползун выдаст сигнал тревоги на полпути вниз.
Затем тоннаж на фут:
Сравните это число с:
Все три должны превышать ваше требуемое значение.
И длина имеет значение помимо силы. Длинные гибы вызывают прогиб ползуна. Если у машины нет достаточной регулировки компенсации прогиба, рассчитанная нагрузка будет сосредоточена в центре. Математика предполагает равномерное распределение. Сталь — нет.
Я наблюдал, как 10-футовая панель из нержавеющей стали работала на прессе без активной компенсации прогиба. Концы были идеальны. Центр был открыт на 1,5°. Оператор компенсировал глубиной. Следующая короткая деталь была перегнута в середине, потому что компенсация осталась. Кончики инструмента показали неравномерный блеск всего за несколько дней.
Возможность — это не просто “может ли она давить”. Это “может ли она давить равномерно”.”
Никогда не одобряйте комплект инструмента, пока высота в закрытом положении не вписывается в ход машины, требуемые тонны на фут (с запасом) не ниже рейтингов машины, пуансона и зажима, а возможность компенсации прогиба соответствует планируемой длине гиба.
Вот взгляд, который я хочу, чтобы вы принесли обратно к машине.
Перестаньте думать в углах. Начните думать в путях передачи нагрузки.
Зажим — это шлиц. Пуансон и матрица — это шестерни. Материал — сопротивление. Рейтинг машины — это просто блок двигателя. Если шлиц не совпадает, никакое количество лошадиных сил или коррекция угла не передаст силу чисто.
Так что порядок фиксирован:
Эта последовательность кажется неочевидной, потому что большинство операторов начинают с видимой вещи — угла гиба. Но угол — это конечное выражение цепи передачи силы, которая началась с зажима.
Когда вы относитесь к инструменту как к отдельной детали, вы гоняетесь за дефектами.
Когда вы рассматриваете это как систему, вы предсказываете события до того, как они произойдут.
Никогда не заказывайте инструмент для листогибочного пресса, пока не сможете проследить весь путь передачи усилия — от зажима к пуансону, к материалу, к матрице, к столу — и доказать, с помощью чисел, что каждый интерфейс в этой цепочке совместим.


















