

Musim dingin lalu saya melihat seorang anak memasang punch 88° di penjepit hidrolik gaya Eropa, mengencangkannya, menempatkan V-die 88° di bawahnya, dan tersenyum seolah sudutnya sudah terjamin. Pukulan pertama: punch bergeser ke samping setengah milimeter dan meninggalkan tanda kilap pada bahu die. Pukulan kedua: flange keluar dengan sudut terbuka 2°.
Dia menyalahkan springback.
Dia tidak pernah melihat tang.
Kebanyakan operator memilih peralatan seperti yang baru saja Anda lakukan di kepala: mulai dari sudut tekukan, cocokkan ujung punch, pilih bukaan die, dan menganggap sisanya “standar.” Asumsi itu bekerja—hingga sistem penjepit mesin dan geometri dudukan alat tidak sepakat tentang bagaimana gaya harus mengalir.
Press brake bukan hanya mendorong logam. Ia mentransfer beban dari ram, melalui penjepit, ke punch, melintasi benda kerja, ke die, dan kembali ke bed. Jika ada antarmuka dalam rantai itu yang tidak mengunci garis tengah persis seperti yang dimaksudkan oleh desainer, vektor gaya bergeser. Geser gaya, maka tekukan pun bergeser.
Saya pernah melihat bracket A36 3/16″ dibuang karena tang atas dirancang untuk gaya penjepit yang berbeda; di bawah 60 ton punch bergoyang ke depan cukup untuk menyentuh radius die dan merusaknya. Satu bahu die yang terkelupas mengubah alat $900 menjadi barang rongsokan. Jangan pernah menganggap pencocokan sudut berarti kompatibilitas sistem.

Anda mendengar “standar” dan Anda berpikir universal. Sebenarnya itu berarti “standar dalam satu keluarga pemasangan.”
Ambil contoh tekukan udara 60 ton pada baja ringan. Rumus tonase untuk tekukan udara adalah:
Ton/ft = (Kekuatan Tarik Material × Ketebalan²) ÷ (8 × Bukaan V)
Jalankan kekuatan tarik 60.000 psi, ketebalan 0,125″, pada bukaan V 1″:
(60.000 × 0,125²) ÷ (8 × 1) = (60.000 × 0,015625) ÷ 8 = 937,5 ÷ 8 = 117 ton per kaki.
Beban itu tidak peduli dari halaman katalog mana punch Anda berasal. Beban itu peduli bagaimana tang terhubung ke penjepit dan di mana pusat gravitasi berada relatif terhadap garis aksi ram.
“Standar Eropa,” “tang gaya Amerika,” “hidrolik self-seating”—masing-masing adalah spline tersendiri dalam drivetrain. Punch adalah gigi. Penjepit adalah input transmisi. Jika spline tidak cocok, torsi tidak berpindah dengan bersih; ia bergetar, bergeser, atau berjalan.
Die multi-V terlihat serbaguna karena Anda dapat memutar ke bukaan V yang berbeda. Benar. Tetapi memutarnya berarti Anda mengubah distribusi massa die dan titik kontak di bawah beban. Jika sistem penjepit Anda tidak mendudukkan punch secara konsisten pada setiap rotasi, setup “standar” Anda baru saja memperkenalkan variabel baru.
Standar berarti geometri umum dalam satu sistem. Itu tidak berarti dapat dipertukarkan antar sistem. Jangan pernah memesan peralatan hanya berdasarkan sudut ujung tanpa mengonfirmasi profil penjepit dan metode dudukan yang tepat pada mesin Anda.

Anda telah menutup bagian kotak dan mendengar bunyi klik logam yang menyakitkan ketika badan punch—bukan ujungnya—menabrak dinding samping. Sudut ujungnya benar. Badannya tidak.
Pukulan pedang yang ramping dan pukulan lancip yang besar sama-sama bisa memiliki ujung 88°. Tetapi pukulan pedang menjaga massa tetap rapat di garis tengah. Yang besar membawa bobot ke depan dan ke luar. Saat diberi beban, massa ekstra itu menciptakan lengan momen. Penjepit harus menahan gaya rotasi tersebut.
Jika antarmuka penjepitan memungkinkan pergerakan sekecil mikroskopis, pukulan akan berputar. Putaran itu mengubah kedalaman penetrasi di ujung, yang muncul sebagai variasi sudut yang Anda sebut “springback.” Jadi Anda menambah kedalaman. Sekarang Anda mengompensasi pergerakan, bukan perilaku material.
Saya pernah melihat panel stainless 10 kaki keluar dari toleransi karena operator mengejar 1,5° “springback” yang sebenarnya adalah pergeseran pukulan pada penjepit mekanis yang aus. Saat kami mendiagnosisnya, bahu cetakan sudah penyok dan tepi bagian tergores parah. Logam rusak. Semua karena tidak ada yang memeriksa bagaimana alat duduk saat diberi beban.
Sensor sudut modern dapat mengoreksi otomatis di tengah siklus. Mereka membaca tekukan dan menekan lebih dalam jika diperlukan. Tetapi mereka tidak dapat menghentikan pukulan bergeser ke samping atau cetakan bergeser di bawah beban yang tidak merata. Sensor mengoreksi sudut. Mereka tidak mengoreksi ketidakstabilan mekanis.
Ketika benturan atau springback yang tidak terduga muncul, jangan langsung menambah kedalaman penetrasi. Jangan pernah menyalahkan perilaku material sebelum Anda memastikan bahwa pukulan, cetakan, dan penjepit berbagi pusat gravitasi yang stabil di bawah tonase yang dihitung.
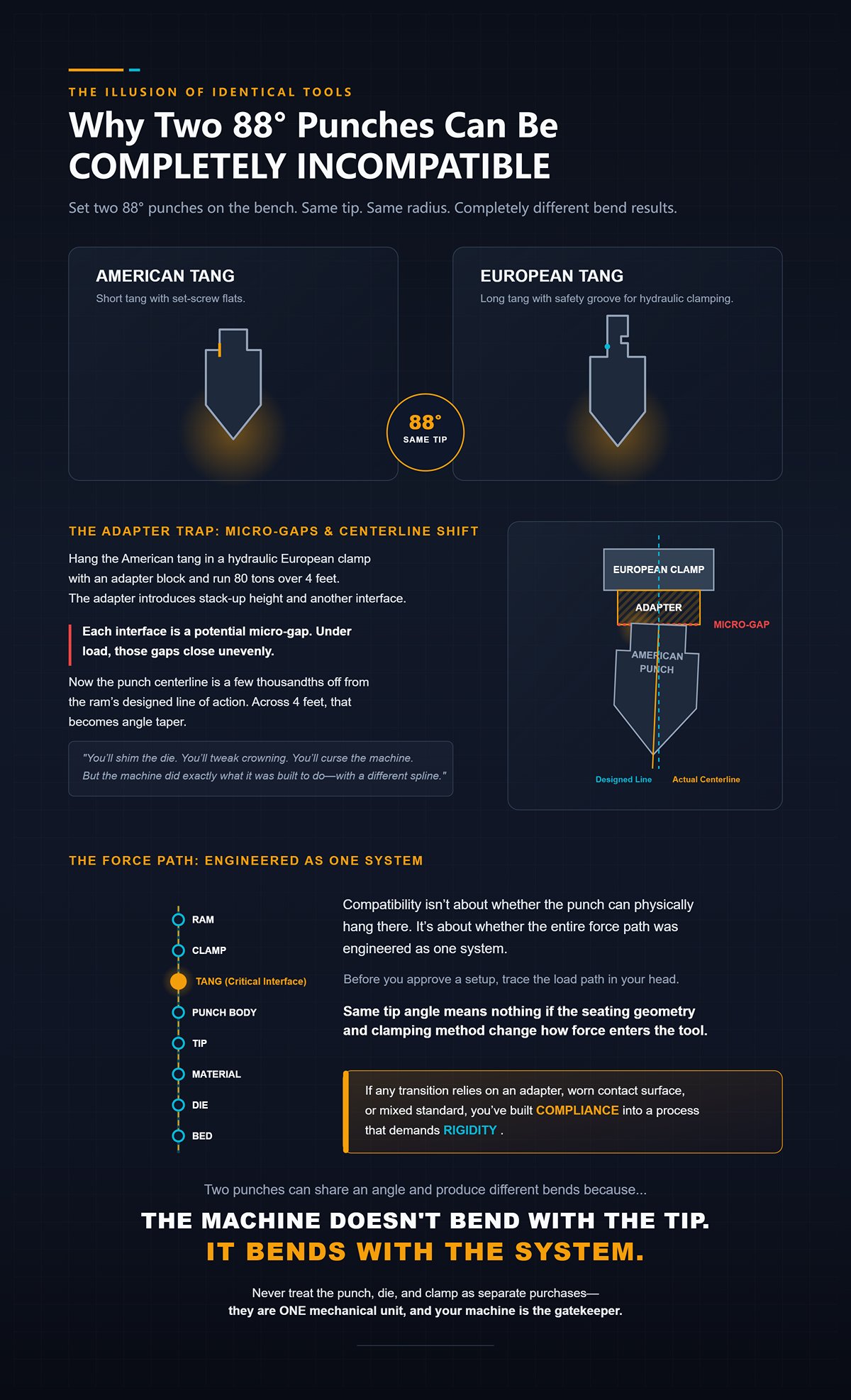
Letakkan dua pukulan 88° di meja. Satu memiliki tang pendek gaya Amerika dengan bidang set-screw. Yang lain memiliki tang panjang gaya Eropa dengan alur pengaman untuk penjepitan hidrolik. Ujung sama. Radius sama.
Gantung tang Amerika di penjepit hidrolik gaya Eropa dengan blok adaptor dan jalankan 80 ton di sepanjang 4 kaki. Adaptor menambah tinggi tumpukan dan satu antarmuka lagi. Setiap antarmuka adalah potensi celah mikro. Saat diberi beban, celah-celah itu menutup secara tidak merata.
Sekarang garis tengah pukulan bergeser beberapa ribuan inci dari garis aksi yang dirancang pada ram. Sepanjang 4 kaki, itu menjadi kemiringan sudut. Anda akan menyetel cetakan. Anda akan mengutak-atik crowning. Anda akan mengumpat mesin.
Tetapi mesin melakukan persis seperti yang dirancang—dengan spline yang berbeda.
Kompatibilitas bukan soal apakah pukulan bisa secara fisik tergantung di sana. Ini soal apakah seluruh jalur gaya direkayasa sebagai satu sistem. Sudut ujung yang sama tidak berarti apa-apa jika geometri dudukan dan metode penjepitan mengubah cara gaya masuk ke alat.
Sebelum Anda menyetujui suatu pengaturan, telusuri jalur beban di kepala Anda: ram → penjepit → tang → badan pukulan → ujung → material → cetakan → meja. Jika ada transisi yang bergantung pada adaptor, permukaan kontak aus, atau standar campuran, Anda telah membangun kelenturan ke dalam proses yang menuntut kekakuan.
Dua pukulan bisa memiliki sudut yang sama dan menghasilkan tekukan yang berbeda karena mesin tidak menekuk dengan ujungnya. Mesin menekuk dengan sistemnya. Jangan pernah menganggap pukulan, cetakan, dan penjepit sebagai pembelian terpisah—mereka adalah satu kesatuan mekanis, dan mesin Anda adalah penjaganya.
Anda ingin tahu bagaimana memverifikasi kompatibilitas sebelum menjalankan tonase?
Hal pertama yang saya lakukan ketika mendekati mesin: Saya tidak melihat ujung pukulan. Saya melihat permukaan ram dan mengukur profil penjepitan. Lebar tang. Kedalaman tang. Adanya alur pengaman. Diameter pin jika itu sistem presisi. Lalu saya memeriksa spesifikasi dudukan pabrik untuk antarmuka itu dan membandingkannya dengan gambar pukulan. Jika angka-angka itu tidak cocok dalam keluarga pemasangan yang dimaksud, saya berhenti di situ.
Karena press brake Anda tidak menerima “pukulan.” Ia menerima satu geometri dudukan yang tepat. Segala hal lain adalah kompromi, adaptor, atau tebakan.
Dan menebak adalah cara logam menjadi rusak.
Jadi mari kita susun mereka sesuai perilaku sebenarnya di bawah beban, bukan seperti yang dijelaskan katalog.
Bayangkan sebuah tang klasik Amerika: leher persegi panjang pendek, dua sekrup set yang mendorongnya ke rel. Anda menggesernya masuk, mengencangkan sekrup, dan rasanya “kokoh”. Cepat. Sederhana. Murah.
Sekarang beri angka pada itu.
Ambil contoh sebelumnya 117 ton per kaki. Jalankan hanya 3 kaki dari tekukan itu dan Anda mendorong sekitar 350 ton total yang terdistribusi sepanjang ram. Sekrup set tidak menjepit secara vertikal; mereka mendorong secara lateral, memaksa tang ke permukaan rel. Dukungan vertikal Anda berasal dari ledge sempit di bawah tang.
Jadi jalur gaya Anda adalah ram → rel → tepi tang → punch.
Kontak tepi itu kecil. Area kontak kecil berarti tegangan kontak lebih tinggi. Seiring waktu, permukaan rel aus. Tidak secara katastrofik. Hanya beberapa ribuan inci.
Beberapa ribuan inci di rel menjadi deviasi sudut di ujung karena tang dapat bergoyang secara mikroskopis di bawah beban. Itulah tumpukan toleransi tersembunyi Anda. Anda tidak melihatnya sampai mulai mengejar penyesuaian kedalaman.
Saya melihat sebuah bengkel menjalankan bracket high-mix pada clamp gaya Amerika yang lebih tua. Pukulan kedua: flange keluar 2° terbuka. Mereka menyalahkan springback. Menambah kedalaman. Bagian ketiga over-bent. Masalah sebenarnya? Rel atas telah aus tidak merata di tempat punch terberat selalu berada. Tang tidak lagi duduk rata.
Satu bahu die yang terkelupas kemudian, mereka akhirnya memberi warna biru pada tang dan melihat kontak yang tidak merata.
Sistem Amerika tidak “buruk.” Sederhana. Tetapi akurasinya bergantung pada kondisi rel dan disiplin sekrup set. Ia meminta operator menjadi bagian dari sistem penyelarasan.
Jika Anda menjalankan tonase rendah dan pergantian alat jarang, itu mungkin sangat memadai. Jika Anda mengoperasikan alat berat sepanjang hari, rel menjadi komponen habis pakai, apakah Anda menganggarkannya atau tidak.
Sebelum menjalankan beban pada mesin gaya Amerika, lepaskan punch dan periksa permukaan rel untuk galling atau keausan bertingkat, lalu beri warna biru pada tang dan verifikasi kontak penuh sepanjang panjang di bawah tekanan clamp ringan. Jangan pernah menganggap sekrup set yang kencang sama dengan dudukan permukaan penuh.
Sekarang lihat tang presisi 20 mm dengan alur ganda dan clamp hidrolik pin-lock. Anda memasukkan punch, mengaktifkan sistem hidrolik, dan clamp menarik tang ke atas ke permukaan referensi yang dikerjakan mesin. Dudukan vertikal. Dukungan penuh sepanjang panjang.
Sistem itu dapat menahan sekitar 45 kN gaya clamping per stasiun dan tetap stabil pada laju stroke produksi dengan punch hingga sekitar 110 pound. Itu bukan omong kosong pemasaran. Itu adalah preload yang direkayasa.
Perbedaannya adalah di mana tanggung jawab penyelarasan berada.
Dalam sistem ini, clamp menentukan garis tengah. Geometri tang dan permukaan dudukan clamp yang dikeraskan menetapkan repeatability yang diukur dalam mikron. Tugas operator hanyalah memasukkan dan mengonfirmasi.
Tetapi inilah bagian yang sering dilewatkan orang: sekarang clamp itu sendiri adalah komponen presisi. Jika tekanan hidrolik turun, jika pin aus, jika ada kotoran di alur, sistem “presisi” Anda tidak lagi presisi.
Saya telah melihat sebuah bengkel memasang retrofit clamp hidrolik pada ram yang aus tanpa memeriksa kelurusan. Peralatan indah. Permukaan pemasangan bengkok. Mereka mengharapkan clamp memperbaiki geometri mesin.
Tidak akan.
Sistem ini unggul di lingkungan high-mix, high-repeatability di mana pergantian alat sering dan penyelarasan harus otomatis. Tetapi jika Anda membengkokkan baja ringan sekali seminggu, kompleksitasnya mungkin tidak sepadan.
Jadi bagaimana Anda memverifikasi kompatibilitas di sini?
Periksa dimensi tang (20 mm berarti 20 mm, bukan 19,85 dari pemasok tiruan), pastikan posisi alur sesuai dengan spesifikasi penjepit, verifikasi tekanan hidrolik memenuhi persyaratan pabrikan, dan lakukan uji pemasangan dengan feeler gauge di sepanjang panjang tang sebelum memuat tonase.
Jangan pernah berasumsi bahwa “sistem presisi” berarti dapat mengoreksi sendiri.
Sekarang ambil tang gaya Eropa 13 mm dengan alur pengaman. Alur tersebut bukan hiasan. Itu ada agar bibir penjepit dapat menangkap punch bahkan sebelum pengencangan penuh, mencegah terjatuh.
Yang sebenarnya dimaksud adalah “standar dalam satu keluarga pemasangan.”
Logika pemasangan berubah di sini. Penjepit biasanya mendorong tang ke atas ke permukaan referensi, mirip konsepnya dengan sistem presisi, tetapi sering kali dengan pengencangan manual daripada pra-tekanan hidrolik.
Permukaan kontak Anda lebih lebar daripada rel gaya Amerika klasik, tetapi gaya penjepitan dan keterulangan bergantung pada tekanan sekrup mekanis dan keterlibatan alur yang bersih.
Bayangkan kotoran menumpuk di alur pengaman itu. Bibir penjepit menyentuh kotoran sebelum tang terpasang sepenuhnya. Di bawah 80 ton, tang bergeser ke atas beberapa ribu inci terakhir.
Anda tidak akan melihatnya sampai Anda mengukur ketirusan di sepanjang panjang bagian.
Saya pernah melihat punch sudut akut panjang sedikit terlepas selama proses berat pada baja tahan karat karena bibir alur telah membulat akibat penggunaan bertahun-tahun. Punch tidak jatuh. Hanya merayap. Variasi sudut yang dihasilkan membuat seluruh batch panel penutup menjadi barang rongsokan.
Alur pengaman meningkatkan retensi dan penyelarasan dibandingkan dengan tang sederhana, tetapi juga memperkenalkan titik inspeksi baru: integritas alur dan kondisi bibir penjepit.
Sebelum memuat tonase produksi, periksa alur pengaman dari deformasi, pastikan kedalaman keterlibatan bibir penjepit secara visual, dan kencangkan sekrup penjepit sesuai spesifikasi, bukan hanya “sekencang tangan.” Jangan pernah mengabaikan alur seolah itu hanya fitur pengaman.
| Sistem | Fitur Desain | Jalur Gaya / Logika Penjepitan | Keuntungan | Risiko Tersembunyi / Masalah Toleransi | Kasus Penggunaan Terbaik | Daftar Periksa Inspeksi Pra-Muat |
|---|---|---|---|---|---|---|
| Perkakas Gaya Amerika | Tang persegi panjang pendek; dua sekrup samping; penyangga berbasis rel | Ram → rel → tepi tang → punch; tekanan sekrup samping memaksa tang menempel pada rel; penyangga vertikal dari tonjolan sempit | Sederhana, cepat, biaya rendah; memadai untuk tonase rendah | Area kontak tepi kecil meningkatkan tegangan; keausan permukaan rel menyebabkan penyimpangan sudut; tang dapat bergoyang saat beban; penyelarasan bergantung pada operator | Pekerjaan tonase rendah; pergantian alat jarang | Periksa permukaan rel untuk kerusakan/keausan bertingkat; beri warna biru pada tang untuk memverifikasi kontak sepanjang penuh; pastikan dudukan dengan tekanan penjepit ringan; jangan hanya mengandalkan sekrup samping yang kencang |
| Sistem Presisi Wila / Trumpf | Tang presisi 20 mm; alur ganda; penjepit pin-lock hidraulik; permukaan referensi yang dikeraskan | Sistem hidraulik menarik tang ke atas ke permukaan referensi yang dikerjakan mesin; dudukan vertikal penuh sepanjang; pra-tekanan yang direkayasa (~45 kN per stasiun) | Pengulangan tinggi (tingkat mikron); penyelarasan otomatis; stabil pada laju pukulan produksi; ideal untuk pergantian alat yang sering | Penjepit menjadi variabel presisi; kehilangan tekanan hidraulik, keausan pin, atau kotoran mempengaruhi akurasi; tidak dapat mengimbangi ram yang aus atau tidak sejajar | Produksi dengan variasi tinggi dan pengulangan tinggi; pergantian alat sering | Verifikasi dimensi tang yang tepat (benar 20 mm); konfirmasi posisi alur sesuai spesifikasi; periksa tekanan hidraulik; lakukan uji dudukan dengan feeler gauge; periksa kelurusan ram |
| Gaya Promecam / Eropa | Tang 13 mm dengan alur pengaman; bibir penjepit menangkap alur; biasanya pengencangan sekrup manual | Penjepit mendorong tang ke atas ke permukaan referensi; penahan melalui keterlibatan alur; kontak lebih luas dibanding rel Amerika | Penahan yang lebih baik; pemasangan lebih aman; penyelarasan lebih baik dibanding sistem tang dasar | Kotoran di alur mencegah dudukan penuh; keausan bibir penjepit memungkinkan punch bergeser; torsi sekrup mempengaruhi pengulangan; pergeseran ke atas di bawah beban berat | Produksi sedang hingga berat dengan keluarga pemasangan standar | Periksa alur pengaman untuk deformasi/kotoran; periksa kondisi bibir penjepit dan kedalaman keterlibatan; kencangkan sekrup sesuai spesifikasi; pastikan dudukan penuh sebelum tonase |
Sekarang kita sampai pada pembunuh yang diam-diam.
Anda memiliki mesin penjepit Eropa. Anda memiliki tumpukan punch Amerika. Jadi Anda membeli blok adapter. Masalah selesai, kan?
Mari kita telusuri jalur gaya.
Ram → penjepit hidrolik → adapter → tang Amerika → badan punch → ujung.
Setiap antarmuka tambahan adalah lapisan kepatuhan potensial lainnya. Jika ada antarmuka dalam rantai itu yang tidak mengunci garis tengah persis seperti yang dimaksudkan oleh perancang, vektor gaya akan bergeser.
Crowning CNC mengasumsikan tinggi alat dan kekakuan yang diketahui. Tambahkan adapter yang mengubah tinggi susunan bahkan sebesar 0,500″. Model defleksi Anda menjadi meleset. Tambahkan sedikit kelonggaran lateral antara tang dan adapter. Sekarang Anda memiliki kebebasan rotasi saat diberi beban.
Mesin masih berputar dengan sempurna. Sensor sudut masih membaca dengan benar. Tetapi punch dapat bergerak secara mikroskopis sebelum sensor bereaksi.
Saya pernah melihat panel sepanjang 10 kaki menunjukkan sudut yang tidak konsisten di berbagai stasiun karena adapter campuran duduk berbeda di sepanjang ram. Operator mengejar masalah itu dengan penyesuaian crowning selama berjam-jam. Perbaikan sebenarnya adalah menghapus adapter dan menyeragamkan keluarga pemasangan.
Adapter kadang-kadang tidak dapat dihindari selama periode transisi. Baik. Tetapi perlakukan mereka sebagai komponen rekayasa, bukan blok kenyamanan.
Ukur ketebalan adapter di beberapa titik. Pastikan kesebandingan. Verifikasi kecocokan tang tanpa kelonggaran lateral sebelum menjepit. Hitung ulang tinggi susunan alat di kontrol CNC daripada mengasumsikan kesetaraan.
Jangan pernah mencampur sistem pemasangan pada pekerjaan presisi tanpa memvalidasi ulang seluruh jalur gaya dari ram ke bed.
Anda memverifikasi kompatibilitas dengan mengukur geometri, memastikan mekanisme dudukan, memeriksa permukaan aus, dan menelusuri jalur beban sebelum pukulan pertama. Setelah keluarga pemasangan terkunci dan secara mekanis kokoh, barulah masuk akal untuk membicarakan geometri punch dan perilaku material.
Karena setelah spline cocok dengan transmisi, Anda akhirnya bisa memilih gigi yang tepat.
Dan di situlah keputusan pembengkokan yang sebenarnya dimulai.
Anda telah memverifikasi tang, penjepit, permukaan dudukan. Spline drivetrain cocok. Bagus.
Sekarang Anda menatap rak, berpikir, Bengkok 90°… jadi saya akan mengambil punch 90°.
Itu terbalik.
Mulailah dengan pekerjaan nyata. Misalnya 3 mm 304 stainless, air bending, target radius dalam sekitar 3 mm, flange 40 mm. Jika Anda mengikuti aturan malas—V = 8T—Anda akan memilih die 24 mm. Tetapi stainless bukan baja lunak. Ia cepat mengeras dan retak jika Anda mencekiknya. Dalam praktiknya, Anda membuka die itu menjadi 10T atau bahkan 12T. Sebut saja 30–36 mm.
Dan inilah bagian yang paling sering dilewatkan orang: begitu bukaan V bergerak, radius dalam pada air bending ikut bergerak. Hidung punch tidak menentukan radius. Kekuatan material dan bukaan die yang melakukannya.
Geometri punch berada di hilir dari ketebalan, paduan, panjang flange, dan metode. Rumus tidak peduli apa yang Anda miliki di rak.
Jangan pernah memilih punch berdasarkan sudut sebelum Anda menghitung jendela material yang harus dimasukinya.
Saya pernah melihat sebuah bengkel membengkokkan 2 mm 5052 dengan punch radius hidung 0,2 mm karena “membuat sudut tajam.” Batch pertama terlihat baik. Batch kedua? Retak rambut di sepanjang garis tekukan setelah powder coat. Bagian-bagian lolos inspeksi visual. Mereka gagal saat digunakan.
Inilah mekanismenya.
Dalam bottoming atau coining, radius hidung punch menjadi radius tekukan dalam. Jadi radius hidung punch minimum harus menghormati radius dalam minimum untuk paduan tersebut. Untuk banyak aluminium, itu kira-kira 1T untuk tekukan ketat; untuk temper yang lebih keras, lebih besar. Jika T = 2 mm dan Anda melakukan coining dengan hidung 0,2 mm, Anda memaksakan Ri = 0,2 mm ke material yang menginginkan 2 mm. Regangan melebihi elongasi. Retak. Matematika sederhana.
Dalam air bending, hal ini bergeser. Radius dalam mendekati V/6 hingga V/8 tergantung pada kekuatan material. Jika Anda memilih V = 8T pada baja lunak 2 mm, itu berarti 16 mm. Ri berada di sekitar 2–2,7 mm. Ubah material menjadi stainless dan buka ke V = 12T (24 mm). Sekarang Ri tumbuh menuju 3–4 mm. Punch yang sama. Radius berbeda. Karena metode dan die yang mendominasi.
Dan tonase mengikuti logika yang sama. Gaya air bending per kaki kira-kira:
Ton/kaki = (575 × T²) / V (untuk baja lunak)
Masukkan 3 mm (0,118 in) dan V = 1 in ekuivalen, Anda mendapatkan beban spesifik. Buka V lebih lebar dan tonase yang dibutuhkan turun. Bottoming? Kalikan tonase air bending dengan 3 hingga 5. Coining? Hingga 8 hingga 10 kali. Punch Anda harus mampu menahan itu. Punch tipis akut di bawah beban coining akan melipat seperti kaleng soda.
Jadi radius hidung yang benar bukanlah preferensi. Itu dibatasi oleh:
Jika Anda belum menulis ketiga hal itu, Anda sedang menebak.
Jangan pernah memilih radius hidung punch yang lebih kecil dari radius dalam yang diizinkan material untuk metode tekuk yang benar-benar Anda gunakan.
Bayangkan sebuah kanal: baja lunak 2,5 mm, flange samping 20 mm, lalu flange balik 15 mm ke dalam pada sudut 90°. Anda bisa menghitung V seharian. Tidak akan berarti jika badan punch menabrak dinding vertikal sebelum ujungnya mencapai kedalaman.
Di sinilah “clearance-required” berhenti menjadi istilah katalog dan berubah menjadi geometri.
Punch lurus memiliki lebar badan di atas ujungnya. Saat pukulan kedua, badan itu berayun ke flange yang sudah terbentuk sebelumnya. Jika tinggi flange lebih kecil dari jarak bebas punch, Anda secara fisik tidak dapat menyelesaikan tekukan. Dimensi flange kini telah menentukan gaya punch.
Punch gooseneck menyempit ke dalam di atas ujung untuk menciptakan jarak bebas bagi return flange. Namun leher itu mengurangi kekakuan penampang. Di bawah beban lebih tinggi—misalnya pelat 6 mm, bottoming—defleksi meningkat. Variasi sudut merayap di sepanjang panjang.
Sekarang hubungkan kembali ke gaya. Jika baja lunak 2,5 mm Anda dijalankan air bend dengan V = 8T (20 mm), ton/ft ≈ (575 × T²) / V. Konversi 2,5 mm ke inci (0,098 in). Kuadratkan, kalikan, bagi—Anda akan berada dalam kisaran yang dapat dikelola. Gooseneck bertahan dengan nyaman. Coba geometri itu pada stainless 6 mm, bottoming pada 4× tonase air. Leher yang sama menjadi engsel.
Jadi panjang flange dan geometri return memilih antara punch lurus dan gooseneck sebelum sudut masuk dalam pembicaraan. Dan ketebalan material menentukan apakah gooseneck tersebut secara struktural masuk akal.
Saya pernah melihat pekerjaan return flange tinggi dijalankan dengan punch lurus “karena sudah terpasang.” Pukulan kedua: flange keluar 2° terbuka di tengah karena operator mengurangi kedalaman untuk menghindari tabrakan. Mereka tidak menyelesaikan geometri. Mereka hanya menghindarinya.
Jangan pernah mengabaikan interferensi flange saat memilih gaya punch—gambar urutan tekukan skala penuh dan periksa jarak bebas fisik sebelum Anda menghitung V.
Ambil lembaran di bawah 3 mm. Punch acute—yang memiliki sudut inklusi tajam—mengurangi penetrasi yang diperlukan dalam air bending. Penetrasi lebih sedikit berarti area kontak lebih kecil, gaya yang diperlukan lebih rendah. Untuk material tipis, itu keuntungan. Anda mendapatkan tekukan lebih bersih dengan permintaan tonase lebih rendah.
Naik di atas 3 mm. Kini kekakuan lebih penting daripada ketajaman ujung. Punch lurus dengan sudut inklusi lebih besar dan badan lebih tebal menahan defleksi. Terutama jika Anda melakukan bottoming.
Inilah garis pembatas yang sering kabur di banyak bengkel:
Jika Anda air bend baja lunak 2 mm pada V = 16 mm, ton/ft ≈ (575 × T²) / V. Buka V menjadi 20 mm, tonase turun lebih jauh. Punch acute berkembang di sini. Coba bottoming dengan setup yang sama dan kalikan gaya. Tiba-tiba punch acute ramping Anda menanggung beban yang tidak dirancang untuknya.
Metode bending bukanlah hal yang bisa diabaikan. Ia menentukan apakah geometri punch membentuk radius atau sekadar ikut serta dalam interaksi tiga tubuh antara punch, die, dan material.
Jadi hierarkinya ketat:
Antarmuka mesin mengunci garis tengah. Ketebalan dan paduan material menentukan regangan yang diizinkan dan jendela die. Geometri flange menentukan gaya punch. Metode bending menetapkan seberapa banyak punch benar-benar mengontrol radius—dan seberapa besar beban yang harus ditahannya.
Hanya di dalam jendela sempit itulah “Punch 90° atau 88°?” menjadi pertanyaan yang bermakna.
Jangan pernah memilih geometri punch tanpa terlebih dahulu menyebutkan—secara lisan—material, ketebalan, batasan flange, perhitungan bukaan die, dan metode pembengkokan dalam satu kalimat.
Anda menginginkan proses langkah demi langkah untuk memilih punch yang tepat.
Bagus. Maka berhentilah menatap rak punch dan lihatlah ke arah die.
Mulailah dengan pekerjaan nyata: baja lunak 3 mm, air bend, 90°, panjang 1 meter. Anda sudah tahu rumus air‑bend:
Ton/ft = (575 × T²) / V (baja lunak)
Ubah 3 mm menjadi 0,118 inci. Kuadratkan: 0,0139. Kalikan dengan 575: sekitar 8,0. Sekarang bagi dengan V. Jika Anda memilih bukaan V 1,0 inci (sekitar 8,5× ketebalan), Anda berada di sekitar 8 ton per kaki. Buka V menjadi 1,25 inci, tonase turun menjadi sekitar 6,4 ton per kaki. Material sama. Sudut sama. Die berbeda.
Bukaan V itu juga menentukan radius dalam pada air bending—sekitar V/6 hingga V/8 tergantung kekuatan. Jadi bukaan V 1,0 inci memberi radius sekitar 0,125–0,167 inci. Dibuka menjadi 1,25 inci dan radius Anda bertambah seiring itu.
Anda belum menyentuh punch, dan sudah radius serta beban berubah.
Inilah alasan pemilihan die dilakukan terlebih dahulu. Bukaan V bukan tebakan; ini adalah pengali yang menentukan baik regangan maupun gaya. Mengubahnya berarti mengubah springback, tonase, dan apakah punch yang Anda sukai di atas kertas akan bertahan pada pekerjaan.
Jangan pernah memilih punch sebelum Anda menghitung bukaan V dan ton per kaki yang dihasilkan pada material sebenarnya.
Saya pernah melihat sebuah bengkel membengkokkan stainless 2 mm pada bukaan V 16 mm karena “8× adalah standar.” Bagian keluar 1,5° terbuka. Mereka mengejarnya dengan kedalaman. Terlalu bengkok. Tidak konsisten sepanjang panjangnya. Die tidak salah menurut logika katalog. Die salah untuk paduan tersebut.
“Aturan 8×” adalah rata-rata, bukan hukum. Untuk baja lunak di bawah 4 mm, 5–6× ketebalan sering lebih stabil. Stainless di atas 4 mm mungkin membutuhkan 6–8×. Aluminium pada 4 mm ke atas bisa mendorong 8–10× untuk menghindari retak. Pengali tersebut bergeser karena kekuatan luluh dan perpanjangan bergeser.
Mekanisme penting. Bukaan V yang lebih sempit meningkatkan penetrasi untuk sudut tertentu, meningkatkan regangan plastik melalui ketebalan. Lebih banyak regangan plastik berarti lebih sedikit pemulihan elastis—lebih sedikit springback. Membuka V terlalu lebar mengurangi regangan; pemulihan elastis mendominasi; bagian kembali terbuka. Anda tidak bisa “mengkompensasi” itu dengan sudut punch karena die mengontrol arc bengkok pada air forming.
Dan tonase bergerak ke arah yang berlawanan. Menggunakan rumus yang sama, membagi dua V berarti menggandakan ton per kaki. Beban ekstra itu harus mengalir melalui spline penjepit, melalui badan punch, ke bahu die. Jika ada antarmuka dalam rantai itu yang tidak mengunci garis tengah persis seperti yang dirancang, vektor gaya bergeser.
Saya pernah melihat 4 mm 304 dijalankan pada V 12× untuk “mengurangi tonase.” Springback menjadi liar, operator memutar kedalaman, dan bahu die memoles garis saksi terang pada setiap bagian. Metal tidak salah. Pengali yang salah.
Jangan pernah mengutip “8× ketebalan” tanpa menyebutkan material, rentang ketebalan, dan ton per kaki yang dihitung dalam satu napas.
Bayangkan blok die 4‑arah: bukaan 16 mm, 22 mm, 30 mm, 40 mm. Praktis. Balik dan langsung pakai.
Sekarang jepit sedikit tidak tepat di tengah pada sistem yang aus 0,05 mm di satu sisi rel. Pada cetakan V tunggal, kesalahan garis tengah kecil dan dapat diprediksi. Pada cetakan multi‑V, setiap alur berada pada posisi lateral yang berbeda relatif terhadap permukaan penjepit. Balikkan blok dan Anda tidak hanya mengubah V, tetapi juga jalur beban di atas meja.
Hitung angkanya. Misalkan baja lunak 3 mm pada V 22 mm (sekitar 7,3×). Dalam bentuk metrik, perkiraan beban tekuk udara adalah:
kN/m ≈ (1,42 × Rm × T²) / V
Asumsikan kekuatan tarik sekitar 450 MPa. Masukkan nilainya dan Anda berada di kisaran 100 kN/m. Gaya itu harus berada secara simetris di atas ram dan meja. Geser satu milimeter dari pusat sejati karena geometri blok cetakan dan permukaan penjepit tidak sepenuhnya cocok, dan Anda akan menimbulkan beban bahu yang tidak merata.
Bagian tersebut menunjukkannya sebagai variasi sudut dari sisi ke sisi. Operator menyalahkan pembengkokan (crowning). Penyebab sebenarnya adalah cetakan “serbaguna” itu mengubah geometri drivetrain.
Saya pernah melihat panel aluminium panjang dibuang karena cetakan multi‑V dibalik di tengah proses setelah pergantian alat. V nominal sama. Posisi alur berbeda. Garis beban bergeser. Panel menjadi melengkung.
Keserbagunaan baik untuk bengkel job shop. Pekerjaan presisi menuntut geometri garis tengah yang dapat diulang antara alur cetakan dan antarmuka penjepit.
Jangan pernah menganggap cetakan multi‑V secara geometris identik dengan cetakan V tunggal tanpa memverifikasi garis tengah alur relatif terhadap datum mesin.
Ambil aluminium 5052 tebal 2 mm, sisi kosmetik di luar. Jalankan di atas bahu cetakan yang tajam dengan radius kecil. Anda akan mendapatkan garis tekanan terang tepat di titik singgung tempat lembaran bertransisi ke dalam V. Itu bukan kebetulan kosmetik yang buruk. Itu adalah mekanika kontak.
Saat punch mendorong material ke dalam cetakan, tekanan kontak terkonsentrasi di sepanjang bahu cetakan. Radius bahu kecil meningkatkan tegangan kontak. Tegangan tinggi ditambah aluminium lunak menghasilkan pengikisan (galling) dan bekas yang terlihat. Perbesar radius bahu dan Anda menyebarkan beban ke area yang lebih luas, menurunkan tekanan puncak. Hasil akhir permukaan melakukan hal yang sama—bahu yang dipoles mengurangi gesekan, menurunkan bekas seret saat bergeser.
Namun mengubah radius bahu secara halus mengubah cara material mengalir ke dalam V. Pada bukaan V yang sangat sempit, radius bahu besar secara efektif mempersempit bukaan kerja pada kontak awal, meningkatkan resistensi awal dan mengubah progresi tekukan. Hal ini berdampak kembali pada tonase dan perilaku pegas balik (springback).
Inilah mengapa Anda tidak dapat mengisolasi “bekas” sebagai masalah kosmetik saja. Radius dan hasil akhir bahu cetakan memengaruhi koefisien gesekan, yang memengaruhi distribusi gaya, yang memengaruhi konsistensi sudut di sepanjang panjangnya.
Saya pernah melihat bagian baja tahan karat dekoratif rusak karena cetakan dengan bahu aus dan kasar dianggap “cukup dekat.” Hasil akhirnya berpindah sebagai gerigi samar di setiap garis tekukan. Logam itu mengingat setiap goresan pada cetakan tersebut.
Jangan pernah mengabaikan radius bahu cetakan dan kondisi permukaan ketika hasil akhir atau toleransi sudut ketat ditentukan—periksa dan ukur sebelum pukulan pertama.
Anda meminta proses langkah demi langkah. Berikut ini urutannya:
Itulah drivetrain yang terpasang dengan benar. Pertanyaan berikutnya adalah apakah perkakas itu sendiri cukup kuat untuk bertahan dari beban yang baru saja Anda hitung.
Anda telah menjalankan rumusnya. Anda memilih bukaan V. Anda memverifikasi penyelarasan.
Sekarang pertanyaan sebenarnya: apakah punch akan bertahan dari apa yang baru saja Anda minta untuk dilakukan?
Press brake dapat diberi rating 300 ton, 600 ton, 1.000 ton. Angka itu berarti rangka dapat mendorong sekuat itu di seluruh meja. Itu tidak mengatakan apa-apa tentang garis tipis baja di ujung punch yang menahan beban per kaki. Mesin adalah blok mesin. Ujung punch adalah batang penghubung. Jika Anda menyamakan keduanya, sesuatu yang kecil akan gagal terlebih dahulu.
Daya tidak berpindah dengan aman hanya karena roda gigi saling mengait.
Mulailah dengan rumus air-bend yang sudah Anda gunakan:
kN/m ≈ (1,42 × Rm × T²) / V
Kemudian tambahkan 20 persen. Bukan sebagai tebakan — tetapi sebagai jaminan untuk gesekan, variasi tarik nyata, dan fakta bahwa lembaran Anda tidak sempurna seperti di laboratorium.
Sekarang ubah itu menjadi ton per kaki dan bandingkan dengan dua angka: ton per kaki yang diberi rating mesin pada panjang tekukan tersebut, dan ton per kaki yang diberi rating punch dari pabriknya. Mereka tidak dapat dipertukarkan.
Di sinilah para magang terluka oleh matematika yang mereka pikir mereka pahami. Ketebalan dikuadratkan. Gandakan T dan beban melonjak empat kali lipat. Prototipe dalam baja ringan 3 mm berjalan baik pada 8 ton per kaki. Produksi beralih ke 6 mm. Anda tidak menggandakan beban. Anda melipatgandakannya empat kali. Press mungkin masih berada dalam rating globalnya — terutama pada bagian pendek — tetapi ujung punch mungkin tidak.
Saya pernah melihat punch akut mengembang pada stainless karena operator lebih mempercayai badge 220 ton mesin daripada batas 18 ton per kaki punch. Pukulan pertama terlihat baik. Pukulan kedua: flange keluar 2° lebih terbuka. Pada pukulan kelima, ujung telah melebar cukup untuk mengubah radius hidung efektif dan sudut bergeser di seluruh batch. Mesin tidak pernah mengeluh. Perkakas menyerap pelajaran.
Jangan pernah menganggap tonnage mesin sama dengan kapasitas punch — hitung ton per kaki dengan rumus, tambahkan 20 persen, dan verifikasi terhadap rating yang dipublikasikan punch sebelum siklus pertama.
Beban adalah satu mode kegagalan. Keausan adalah yang lainnya.
Perkakas yang tidak dikeraskan mungkin berada di sekitar 28–32 HRC. Perkakas yang dikeraskan mencapai tinggi 40-an atau rendah 50-an. Perbedaan itu menentukan apakah kerak abrasif, oksida laser, atau kromium stainless mengubah tepi presisi Anda menjadi sebuah berkas.
Air bending baja ringan pada stok bersih? Perkakas yang tidak dikeraskan mungkin bertahan lama dengan baik. Mulai menjalankan pickled-and-oiled dengan grit yang tertanam, atau stainless dengan kekuatan tarik lebih tinggi dan perilaku pengerasan kerja, maka tekanan kontak di hidung punch menjadi operasi penggilingan di bawah beban.
Itu terjadi perlahan. Lalu sekaligus.
Saya melihat satu set punch yang tidak dikeraskan digunakan pada 304 abrasif dengan mill scale tebal. Setelah beberapa ribu pukulan, radius hidung aus tidak merata sepanjang panjangnya. Operator mengejar sudut dengan penyesuaian kedalaman. Bagian-bagian menunjukkan garis pelacakan samar dan springback yang tidak konsisten. Saat akhirnya ada yang mengukur hidung, ukurannya sudah keluar spesifikasi hingga sepersepuluh milimeter — cukup untuk menggeser distribusi regangan dan tonase efektif. Logamnya tidak salah. Kekerasan permukaannya yang salah.
Yang sebenarnya berarti adalah “standar dalam satu keluarga pemasangan” — bukan “tidak dapat dihancurkan di semua material.”
Jangan pernah menjalankan material abrasif atau berkekuatan tarik tinggi pada perkakas yang tidak dikeraskan tanpa menghitung beban kontak dan memastikan kekerasannya sesuai untuk kelas material tersebut.
Anda pikir Anda sedang mengganti material. Sebenarnya Anda sedang mengubah kurva gaya.
Ambil ketebalan dan bukaan V yang sama. Baja lunak dengan kekuatan tarik 450 MPa dibandingkan stainless dengan 650 MPa bukanlah pergeseran yang halus. Masukkan itu ke persamaan air-bend yang sama dan beban akan meningkat langsung sebanding dengan kekuatan tarik. Delapan ton per kaki menjadi 11 atau 12 sebelum Anda menambahkan margin 20 persen.
Dan stainless memiliki springback lebih besar. Jadi Anda menutup sudut dengan penetrasi tambahan. Penetrasi lebih banyak meningkatkan tekanan kontak pada hidung punch dan bahu die. Yang meningkatkan tegangan lokal pada ujung punch. Yang menggerogoti margin keamanan Anda.
Mesin mungkin masih dalam batas rating. Punch mungkin tidak.
Pada tekukan panjang, masalahnya bertambah. Bahkan jika total tonase dapat diterima, setiap ketidaksesuaian kecil dalam kekakuan penjepitan mengubah cara beban yang lebih tinggi itu terdistribusi sepanjang panjangnya. Jika ada antarmuka dalam rantai itu yang tidak mengunci garis tengah persis seperti yang dirancang, vektor gaya bergeser — dan stainless akan memperbesar pergeseran itu karena ia menahan deformasi plastik lebih lama sebelum menyerah.
Baja lunak memaafkan. Stainless melaporkan Anda.
Jangan pernah beralih dari baja lunak ke stainless tanpa menghitung ulang ton per kaki menggunakan nilai kekuatan tarik aktual, menambahkan kapasitas 20 persen, dan memastikan rating punch serta kekakuan penjepitan dapat membawa beban baru.
Anda sekarang telah melihat polanya: geometri menentukan gaya, gaya menguji kapasitas, material memperkuat semuanya. Langkah berikutnya bukan peringatan lain — melainkan membangun urutan keputusan yang dapat diulang yang mengunci penjepitan, geometri, tonase, dan kekerasan bersama sebelum Anda menyentuh pedal.
Anda menginginkan urutan yang memaksa penjepitan, geometri, tonase, dan kekerasan untuk selaras sebelum pukulan pertama.
Bagus. Karena satu-satunya cara ini berhenti menjadi tebakan adalah jika Anda menentukan spesifikasi perkakas sama seperti seorang machinist menentukan poros: satu antarmuka pada satu waktu, dalam urutan aliran gaya yang sebenarnya.
Gaya tidak dimulai pada sudut. Ia dimulai di ram, melewati penjepit, masuk ke punch, melintasi lembaran, masuk ke die, dan kembali ke bed. Jika ada antarmuka dalam rantai itu yang tidak mengunci garis tengah persis seperti yang dirancang, vektor gaya bergeser. Dan begitu bergeser, perhitungan Anda menjadi fiksi.
Jadi kita akan menentukan spesifikasi sesuai urutan aliran beban.
Spline transmisi dulu. Gigi kedua. Tenaga kuda terakhir.
Selain itu adalah cara baja bagus berubah menjadi scrap.
Saya pernah melihat sebuah bengkel mengganti ke punch “universal” pada rem yang berbeda karena sudutnya cocok. Punch tersebut terpasang. Punch tersebut membengkokkan. Punch tersebut juga berada 0,4 mm dari garis tengah karena geometri tang tidak cocok dengan keluarga penjepit. Setelah seminggu mengejar taper, mereka menemukan tanda fretting pada rel dan sedikit kilap pada satu bahu setiap die.
Perkakasnya tidak salah. Antarmukanya yang salah.
Quick-change, gaya Eropa, gaya Amerika, front-loading khusus—ini bukan perbedaan kosmetik. Mereka menentukan:
Artinya sebenarnya adalah “standar dalam satu keluarga pemasangan.” Bukan antar keluarga.
Anda tidak memilih punch sampai Anda menjawab tiga pertanyaan mesin:
Jika penjepit dinilai untuk 20 ton/kaki dan perhitungan Anda (dengan margin 20 persen) menunjukkan 24, tidak peduli seberapa indah punch tersebut.
Kunci keluarga pemasangan terlebih dahulu. Semua hal lainnya harus sesuai spline tersebut.
Jangan pernah mengevaluasi profil punch atau opsi die sebelum memastikan kompatibilitas penjepit, metode pemusatan, dan rating ton‑per‑kaki dari antarmuka.
Sudut tidak menentukan sudut punch dalam air bending. Kedalaman penetrasi yang menentukan. Punch adalah pengaplikasi gaya; bukaan die mengontrol beban.
Mulailah dengan cetak bagian:
Kemudian hitung bukaan V Anda. Untuk air bending baja ringan, Anda bisa mulai sekitar 6–8 × T. Tetapi itu adalah kisaran awal, bukan keputusan.
Gunakan rumus:
kN/m ≈ (1,42 × Rm × T²) / V
Hitung V berdasarkan ton yang diizinkan per kaki dari Langkah 1.
Jika V yang diperlukan untuk tetap di bawah kapasitas clamp dan punch menghasilkan radius dalam yang lebih besar dari yang diizinkan pada gambar, Anda tidak “menyesuaikan kedalaman.” Anda harus mengubah gaya tooling atau mempertanyakan gambar.
Sekarang kasus tepi yang sering dilewatkan oleh magang: jika web tengah dari sebuah kanal lebih sempit dari kira-kira setengah lebar badan die, bagian tersebut tidak dapat melintasi die dengan benar dalam air bending standar. Anda akan masuk ke alat bentuk atau die khusus, sering kali dengan kelipatan gaya asli. Itu bukan masalah sudut. Itu adalah geometri yang mengesampingkan alur kerja Anda.
Saya melihat flange balik sempit dipaksa di atas die standar karena “V sesuai dengan ketebalan.” Web menyentuh bahu die sebelum tekukan selesai. Operator meningkatkan kedalaman. Hidung punch menjadi brinnelled, dan bagian melengkung sepanjang panjangnya.
Geometri berbicara terlebih dahulu. Operator tidak mendengarkan.
Jangan pernah memilih punch hanya berdasarkan sudut inklusi — hitung bukaan V dari kekuatan tarik dan ketebalan, pastikan memenuhi batas radius dan flange, serta verifikasi lebar badan die benar-benar mendukung geometri bagian.
Sekarang kita periksa apakah mesin dapat secara fisik menjalankan apa yang diminta oleh perhitungan.
Tinggi tutup adalah total tumpukan: ram ke bed di titik mati bawah dikurangi tinggi tooling. Jika kombinasi punch dan die Anda melebihi daylight atau stroke mesin, Anda tidak akan menemukannya di CAD. Anda akan menemukannya ketika ram memberi alarm di tengah perjalanan.
Kemudian ton per kaki:
Bandingkan angka itu dengan:
Ketiganya harus melebihi nilai yang Anda butuhkan.
Dan panjang penting selain gaya. Lekukan panjang menyebabkan defleksi ram. Jika mesin tidak memiliki penyesuaian crowning yang memadai, beban yang Anda hitung akan terkonsentrasi di tengah. Perhitungan mengasumsikan distribusi yang merata. Baja tidak akan demikian.
Saya melihat panel stainless 10 kaki dijalankan pada brake tanpa crowning aktif. Ujungnya sempurna. Bagian tengah terbuka 1,5°. Operator mengompensasi dengan kedalaman. Bagian pendek berikutnya tertekuk berlebih di tengah karena kompensasi tetap. Ujung alat menunjukkan kilap yang tidak merata dalam hitungan hari.
Kapasitas bukan hanya “apakah bisa mendorong.” Ini adalah “apakah bisa mendorong secara merata.”
Jangan pernah menyetujui susunan tooling sampai tinggi tutup pas dalam stroke mesin, ton per kaki yang dibutuhkan (dengan margin) berada di bawah rating mesin, punch, dan clamp, serta kemampuan crowning sesuai dengan panjang lekukan yang direncanakan.
Inilah sudut pandang yang ingin saya bawa kembali ke mesin.
Berhenti berpikir dalam sudut. Mulailah berpikir dalam jalur beban.
Clamp adalah spline. Punch dan die adalah roda gigi. Material adalah resistansi. Rating mesin hanyalah blok mesin. Jika spline tidak cocok, tidak ada jumlah tenaga atau koreksi sudut yang dapat menyalurkan gaya dengan bersih.
Jadi urutannya sudah tetap:
Urutan ini terasa tidak jelas karena sebagian besar operator memulai dengan hal yang terlihat — sudut tekukan. Tetapi sudut adalah ekspresi akhir dari rantai gaya yang dimulai dari clamp.
Ketika Anda memperlakukan tooling sebagai bagian, Anda akan selalu mengejar cacat.
Ketika Anda memperlakukannya sebagai sebuah sistem, Anda memprediksi mereka sebelum terjadi.
Jangan pernah memesan perkakas press brake sampai Anda dapat menelusuri seluruh jalur gaya — dari penjepit ke punch ke material ke die ke bed — dan membuktikan, dengan angka, bahwa setiap antarmuka dalam rantai tersebut kompatibel.


















