

Letzten Winter stand ich neben einer 10-Fuß-Bremsmaschine, während ein Bediener einen brandneuen “universellen” Stempel in den Spannvorrichtung kämpfte. Er rutschte hinein. Er zog sich fest. Er sah sogar quadratisch aus.
Der erste Schlag bei 120 Tonnen, die linke Schulter bewegte sich. Bei der dritten Biegung war der Flansch um .030″ versetzt und das Teil war Schrott.
Der Katalog sagte, es passe zu “den meisten großen Biegemaschinen.” Dieses Wort „meisten“ hat viel zu tun, oder?
Gehen Sie durch eine mittelgroße Werkstatt und Sie werden es sehen: Amerikanische Tangs auf einem Regal, europäische auf einem anderen, vielleicht ein Wila-Set in Schaumstoff wie chirurgische Werkzeuge. Drei Geometrien. Drei Spannphilosophien. Das gleiche Gebäude.
Wenn “universelle Passform” echt wäre, würden wir nicht immer noch mit drei inkompatiblen Standards leben, die um Platz im Regal kämpfen. Standards überleben nur, wenn sie ein echtes mechanisches Problem lösen – Lastübertragung, Wiederholbarkeit, Sicherheit. Sie bleiben nicht aus Nostalgie.
Eine Biegemaschine ist ein Schlüsselschloss. Der Tang ist der Schlüssel. Ändern Sie das Schlüsselprofil, und Sie ändern, wie die Kraft vom Zylinder zum Werkzeug zum Teil fließt. Zwingen Sie den falschen Schlüssel, und Sie vernarben nicht nur den Schlüssel – Sie nutzen das Schloss ab.
Das ist der Wandel, den ich möchte, dass Sie vollziehen: Hören Sie auf zu fragen “Passt es in die Spannvorrichtung?” und beginnen Sie zu fragen “Wurde dieses Werkzeug für mein Spannökosystem entworfen?” Denn Koexistenz ist keine Geschichte. Es ist Physik.

Nehmen Sie den amerikanischen Stil: höherer Tang, Schraubenklemmung, Last hoch getragen. Europäisch: kürzerer Tang, Keilklemmung, anderer Lastweg. Wila: präzisionsgeschliffener Tang mit hydraulischem oder mechanischem Selbstsitz, entworfen für wiederholbare vertikale Positionierung ohne Unterlegscheiben.
Das sind keine kosmetischen Unterschiede. Sie bestimmen, wo die Klemmkraft greift und wie sich die vertikale Toleranz über 10 Fuß stapelt.
Vor Jahren sah ich eine Werkstatt, die versuchte, sich um “Euro-kompatibles” Werkzeug auf einer gemischten Flotte zu standardisieren. An der älteren amerikanischen Maschine berührten die Klemmschrauben leicht versetzt. Bei niedriger Tonnage, in Ordnung. Bei 80% Kapazität würde der Stempel mikro-neigen. Man konnte es nicht sehen. Man konnte es messen.
Wenn eine Geometrie tatsächlich jeden Lastfall bewältigen könnte, hätten sich Maschinenbauer vereinheitlicht. Das taten sie nicht. Also, was geben Sie auf, wenn Sie so tun, als hätten sie es getan?
Jetzt kommen wir zur cleveren Lösung: Adapter.
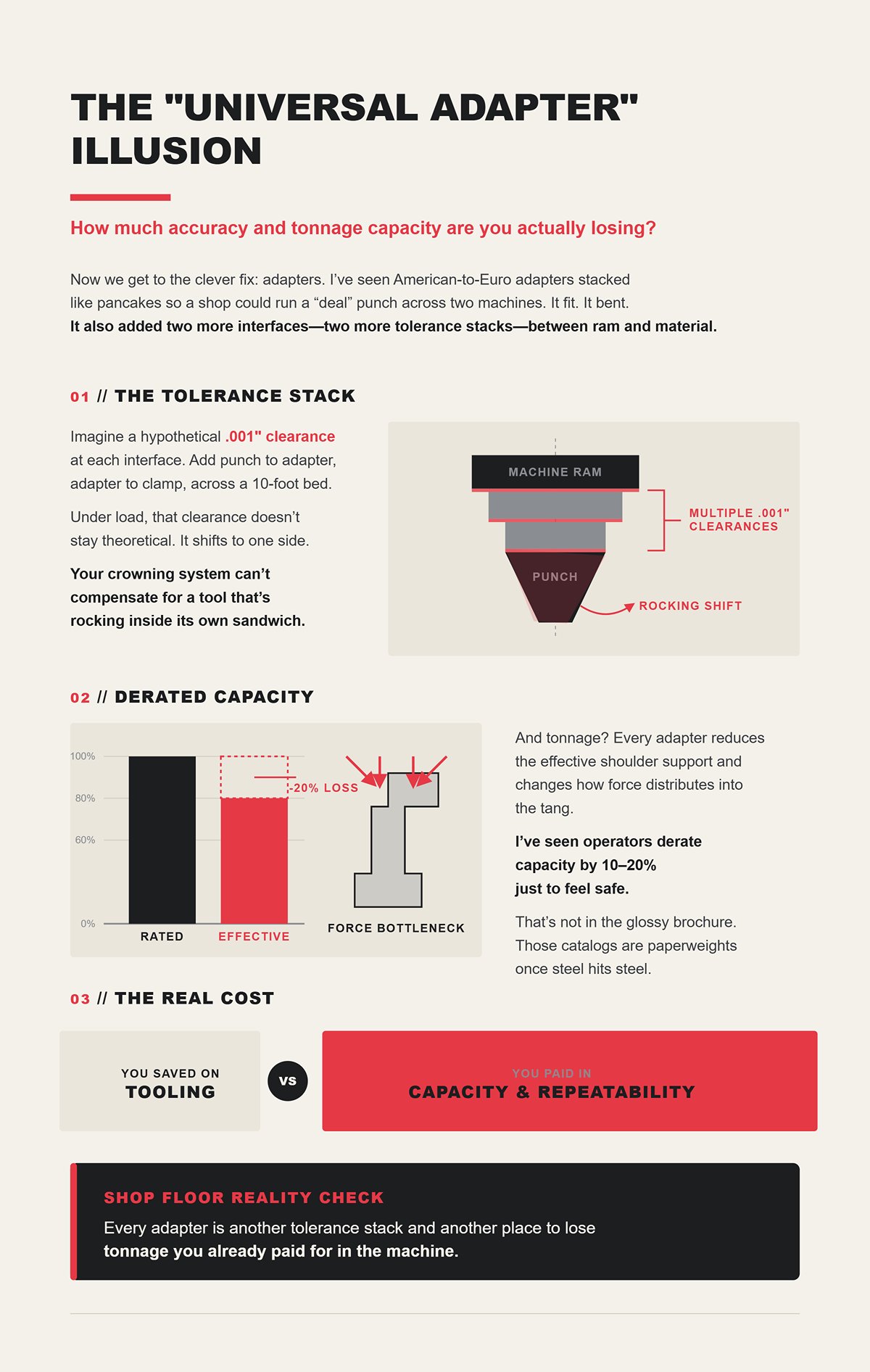
Ich habe amerikanische zu europäischen Adapter gesehen, die wie Pfannkuchen gestapelt waren, damit eine Werkstatt einen “Schnäppchen”-Stempel über zwei Maschinen laufen lassen konnte. Er passte. Er bog sich. Er fügte auch zwei weitere Schnittstellen hinzu – zwei weitere Toleranzstapel – zwischen Zylinder und Material.
Stellen Sie sich eine hypothetische .001″ Spiel an jeder Schnittstelle vor. Fügen Sie Stempel zum Adapter, Adapter zur Klemmvorrichtung, über ein 10-Fuß-Bett hinzu. Unter Last bleibt dieses Spiel nicht theoretisch. Es verschiebt sich zur einen Seite. Ihr Krönungssystem kann sich nicht für ein Werkzeug kompensieren, das in seinem eigenen Sandwich wackelt.
Und Tonnage? Jeder Adapter reduziert die effektive Schulterunterstützung und verändert, wie die Kraft in den Tang verteilt wird. Ich habe gesehen, wie Bediener die Kapazität um 10–20% herabsetzen, nur um sich sicher zu fühlen. Das steht nicht in der glänzenden Broschüre. Diese Kataloge sind Papiergewichte, sobald Stahl auf Stahl trifft.
Sie haben bei den Werkzeugen gespart. Sie haben in Kapazität und Wiederholbarkeit bezahlt. Welcher Posten kostet Ihrer Meinung nach über ein Jahr mehr?
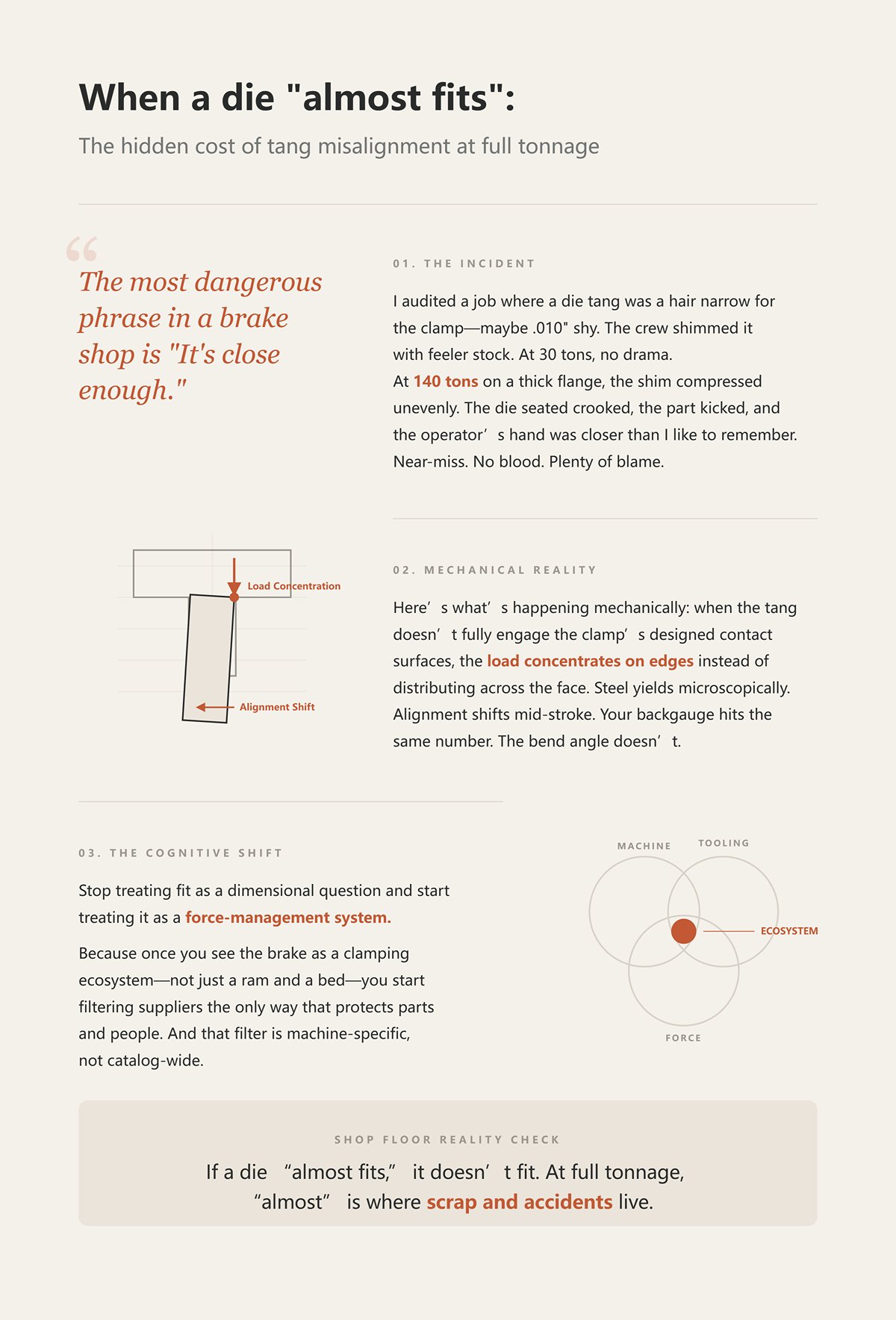
Der gefährlichste Satz in einer Bremsenwerkstatt ist: “Es ist nah genug.”
Ich habe einen Job geprüft, bei dem ein Werkzeugtang für den Klemmbereich etwas zu schmal war – vielleicht .010″ zu wenig. Die Crew hat es mit Fühlerlehren ausgeglichen. Bei 30 Tonnen gab es kein Drama. Bei 140 Tonnen auf einem dicken Flansch komprimierte der Keil ungleichmäßig. Das Werkzeug saß schief, das Teil sprang, und die Hand des Bedieners war näher, als ich gerne erinnere. Beinahe-Unfall. Kein Blut. Viel Schuld.
Hier ist, was mechanisch passiert: Wenn der Tang die vorgesehenen Kontaktflächen des Klemms nicht vollständig erfasst, konzentriert sich die Last an den Kanten, anstatt sich über die Fläche zu verteilen. Stahl gibt mikroskopisch nach. Die Ausrichtung verschiebt sich während des Hubs. Ihr Hintergrundmaß trifft dieselbe Zahl. Der Biegewinkel nicht.
Das ist der kognitive Wandel: Hören Sie auf, Passungen als dimensionales Problem zu betrachten, und beginnen Sie, es als ein System zur Kraftverwaltung zu betrachten.
Denn sobald Sie die Bremsen als ein Klemmen-Ökosystem betrachten – nicht nur als einen Kolben und ein Bett – beginnen Sie, Lieferanten auf die einzige Weise zu filtern, die Teile und Menschen schützt. Und dieser Filter ist maschinenspezifisch, nicht katalogweit.
Sie haben bereits akzeptiert, dass “universelle Passform” ein Märchen ist. Gut.
Jetzt taucht die eigentliche Frage auf Ihrem Tisch auf: Wenn universelles Werkzeug ein Mythos ist, wie bestimme ich, was tatsächlich auf meine Abkantpresse gehört?
Beginnen Sie mit dem Tang, ja – aber hören Sie dort nicht auf. Denn der Tang ist nur der Handschlag. Der Hub der Maschine, die Tageslichtöffnung, die Schließhöhe, das Krönungssystem und die Bettgeometrie entscheiden, ob dieser Handschlag in einen stabilen Lastpfad oder in ein langsames Abdriften in den Abfall übergeht.
Ich habe einen vertikalen Unterschied von 2 mm zwischen neuen präzisionsgeschliffenen europäischen Stempeln und Altbeständen an derselben Maschine gemessen. Zwei Millimeter erscheinen auf dem Papier klein. Auf einem 10-Fuß-Bett bei 100 Tonnen wird es zu einer vollständigen Winkelinkonsistenz, die Sie den ganzen Nachmittag mit Unterlegscheiben verfolgen.
Diese glänzenden Kataloge – die Briefbeschwerer – listen niemals die Schließhöhenlimits Ihrer Maschine oder die Hubobergrenze auf, die Ihr Formungsvolumen begrenzt. Sie gehen davon aus, dass Sie sich anpassen.
Stahl passt sich nicht an.
Also lassen Sie uns aufschlüsseln, was tatsächlich die Kompatibilität bestimmt.
Stellen Sie sich eine Keilklemmbremsenmaschine vor, die für präzisionsgeschliffenes Werkzeug mit einer einheitlichen Höhen-Toleranz entworfen wurde – typischerweise innerhalb von einem halben Tausendstel. Jeder Stempel soll auf demselben vertikalen Datum sitzen, damit sich der hydraulische Klemmbereich selbst setzen und wiederholen kann.
Jetzt mischen Sie ältere Werkzeuge ein, die einen Millimeter höher sind.
Sie spannen die Linie. Eine Station erreicht zuerst den Boden. Das Keilsystem verriegelt dort. Der Rest der Stempel hängt effektiv und wartet darauf, unter Last Kontakt zu bekommen. Bei 20 Tonnen sieht es gut aus. Bei 80 verformen sich die niedrigen Stationen unterschiedlich. Ihr Krönungssystem kompensiert die Verformung des Bettes, nicht die vertikale Inkonsistenz der Werkzeuge.
Vor Jahren habe ich gesehen, wie eine Werkstatt drei Stunden damit verbrachte, jede Station auf einem 12-Fuß-Lauf auszurichten, weil neue Werkzeuge und alte Werkzeuge “beide im Euro-Stil” waren. Das waren sie. Sie wurden nur nicht nach derselben Höhenphilosophie gebaut. Erster Produktionsschlag? Zwei Teile wurden verschrottet, bevor sie zugeben konnten, dass die Diskrepanz kein Bedienfehler war.
Diese 2 mm sind nicht nur eine Ärgernis bei der Einrichtung. Sie verändern, wo der Spannvorgang greift, wie gleichmäßig er sitzt und wie die Last in den Zylinder übertragen wird. Europäische, Wila, alte amerikanische – sie sind nicht nur unterschiedliche Tangs. Sie sind unterschiedliche vertikale Kontrollsysteme.
Wenn Ihre Maschine eine einheitliche, präzisionsgeschliffene Höhe erwartet, muss Ihr Lieferant in diesem Ökosystem leben. Das Mischen von Epochen innerhalb desselben “Stils” ist der Beginn von Toleranzstapeln.
Ich habe eine hydraulische Bremsmaschine aus den 1990er Jahren geprüft, die mit einer modernen CNC-Steuerung aufgerüstet wurde. Auf dem Papier sah sie aktuell aus. In der Realität war es immer noch eine Maschine aus den 1990er Jahren.
Der Hub war begrenzt. Das Lichtmaß – der offene Abstand zwischen Zylinder und Bett – war eng. Die Schließhöhe – der Abstand im unteren Totpunkt – war festgelegt auf die Dimensionen älterer amerikanischer Werkzeuge.
Die Werkstatt kaufte ein hohes europäisches, segmentiertes Stanzset, weil der Katalog sagte, es “passt zu den meisten großen Marken”. Es passte in den Spannvorrichtung. Dann versuchten sie eine tiefe Kastenbiegung.
Der Zylinder erreichte die Hubgrenze, bevor der Flansch den Stempelkörper freigab. Sie konnten physisch nicht genug öffnen, um das Teil zu entnehmen, ohne die Biegesequenz neu zu programmieren und neu zu gestalten. Die Einrichtungszeit verdoppelte sich. Sie gaben der Programmierung die Schuld.
Es war nicht die Programmierung. Es war Geometrie.
Ältere Maschinen haben oft weniger Lichtmaß und kürzeren Hub. Höhere moderne Werkzeuge beanspruchen diesen Raum schnell. Und wenn Ihre Schließhöhe für ein höheres Tangsystem ausgelegt war, ändert der Wechsel zu einem kürzeren, wo der untere Totpunkt relativ zur Höhe Ihres Werkzeugs landet.
Das beeinflusst die Tonnagekurve und die Winkelwiederholbarkeit.
Stellen Sie sich ein hypothetisches Szenario vor: Ihre Bremsvorrichtung hat 18 Zoll Lichtmaß. Ihr Werkzeugstapel verbraucht 14. Fügen Sie Materialdicke und Flanschhöhe hinzu. Wie viel Platz haben Sie wirklich noch für die Teileentnahme oder das Umlegen?
Kompatibilität bedeutet nicht nur “klemmt es”. Es bedeutet “funktioniert es innerhalb der physikalischen Bewegungsgrenzen meiner Maschine, ohne die Biegesequenz oder die Sicherheit zu beeinträchtigen”.”
Zwei 10-Fuß-Bremsen. Beide mit 130 Tonnen bewertet. Beide mit europäischem Werkzeug ausgestattet.
Eine verwendet manuelle Krönungskeile unter dem Bett. Die andere verwendet CNC-gesteuerte hydraulische Krönung, die mit Tonnage-Feedback verbunden ist. Die Bettstärke und die Verformungseigenschaften unterscheiden sich je nach Marke und Bauzeit.
Laden Sie beide auf 100 Tonnen über die gesamte Länge. Der erste verlässt sich auf vom Bediener eingestellte Kompensation. Der zweite passt aktiv an, um einen konstanten Winkel entlang des Trägers beizubehalten.
Jetzt führen Sie Werkzeug mit einer Höhenabweichung von ±0,0005 Zoll ein. Bei der hydraulischen Krümmungsmaschine zeigt sich diese Präzision als Wiederholgenauigkeit. Bei dem manuellen System übertreibt jede kleine Inkonsistenz in der Krümmungseinrichtung über die Länge.
Ich habe eine Werkstatt gesehen, die ein hochwertiges, präzisionsgeschliffenes Wila-kompatibles Stanzwerkzeug auf ein älteres Bett mit ungleichmäßiger Abnutzung in der Mitte umgestellt hat. Das Werkzeug war perfekt. Das Bett nicht. Sie verfolgten die Winkelvariation über 8 Fuß und gaben dem Werkzeuganbieter die Schuld. Einen Nachmittag später haben wir das Bett mit einem Blaufilm überprüft und hohe Stellen gefunden.
Präzisionswerkzeuge verstärken die Maschinengeometrie – zum Besseren oder Schlechteren.
Und hier wird es laut in den Foren: “Wir verwenden amerikanische Werkzeuge an unserer Euro-Bremse. Justieren Sie einfach den Stanzwinkel von 90 auf 88 Grad.” Ja, Sie können die Winkelgeometrie kompensieren. Sie können jedoch keine Bettausschlagmuster kompensieren, für die Ihr Krümmungssystem nicht mit diesem Tang-Stil und dieser Lastverteilung ausgelegt wurde.
Adapter und Winkeltricks lösen die Geometrie. Sie lösen nicht die Physik des Lastpfades.
Lassen Sie uns ehrlich stapeln.
Eine leicht unpassende Tanghöhe. Ein Hub, der gerade so hohe Werkzeuge freigibt. Eine Krümmung, die von einer gleichmäßigen Lastverteilung ausgeht. Ein Bett mit Abnutzungsmustern von jahrzehntelangen zentrallastbelasteten Arbeiten.
Einzeln ist jedes Problem handhabbar. Zusammen stapeln sie sich.
Ich habe eine Charge schwerer Halterungen überprüft, bei denen niedrigtonnierte Stanzwerkzeuge – perfekt kompatibler Tang-Stil – an einer Hochleistungs-Presse verwendet wurden. Unter Höchstlast begannen die Stanzschultern zu quellen. Nicht katastrophal. Nur genug Verformung, um die V-Öffnungsbreite über den Schichtwechsel zu verändern. Der Winkel driftete. Die Bediener kompensierten mit der Tiefe. Die nächste Charge lief an einer anderen Maschine und fiel aus der Toleranz. Vierzig Teile im Schrottbehälter, bevor jemand es auf die Stanzbewertung im Vergleich zur tatsächlich angewandten Tonnage zurückverfolgen konnte.
Der Tang passte. Der Lastpfad respektierte nicht das Festigkeitsprofil des Werkzeugs.
Wenn sich Toleranzen stapeln, steht kein Katalogvertreter mit Ihnen an der Bremse. Der Hersteller verweist auf die Spezifikationsblätter. Der Bediener verweist auf die Einrichtungsblätter. Der Schrottbehälter füllt sich einfach still.
Hier ist der Mechanismus: Jede Schnittstelle – Klemme zum Tang, Tang zum Stanzkörper, Stanzkörper zum Material, Material zum Werkzeug, Werkzeug zum Bett – hat eine Toleranz. Wenn Ihr Maschinenökosystem und Ihr Werkzeugökosystem nicht zusammen entworfen wurden, addieren sich diese Toleranzen anstatt sich aufzuheben.
Und sie addieren sich immer unter Last.
Wenn Sie also fragen: “Wie bestimme ich das richtige Werkzeug-System für meine spezifische Abkantpresse?” ist die Antwort nicht Markentreue. Es ist dies: Passen Sie Klemmenstil, vertikale Höhenphilosophie, Hubumfang, Krümmungsmethode, Bettgeometrie und Tonnagebewertung als ein System an – spezifisch für das Modell und die Marke Ihrer Presse.
Alles andere ist Glücksspiel mit gestapelten Toleranzen.
Beginnen Sie mit einem Maßband und einer Taschenlampe, nicht mit einem Katalog.
Ziehen Sie einen Stempel aus Ihrem Spannmittel. Messen Sie die Dicke des Tangs an drei Punkten über 150 mm. Überprüfen Sie die Schulterbreite. Blauen Sie den Tang, klemmen Sie ihn ein, drücken Sie den Ram bei leichtem Druck nach unten und ziehen Sie ihn dann heraus und schauen Sie sich das Kontaktmuster an. Vollflächiger Kontakt oder glänzende Streifen an den Rändern?
Das ist Schritt eins: Überprüfen Sie, was Ihr Spannmittel tatsächlich erfasst und wie gleichmäßig es das tut. Nicht, was das Maschinenetikett sagt. Was der Stahl sagt.
Jetzt kommt der Grund, warum das wichtig ist. Werkzeuge im Promecam/Amada-Stil dominieren die meisten Niedrig- bis Mitteltonnage-Bremsen, die aus Asien kommen. Sie sind überall. Das bedeutet, dass der Markt mit “kompatiblen” Stempeln überschwemmt ist, die auf die Toleranz geschliffen sind, die die Fabrik in dieser Woche für angemessen hielt. Wenn Ihr Spannmittel um einen 12 mm dicken Tang gefertigt wurde, der auf enge Parallelität gehalten wird, und der Lieferant 11,92 mm mit einer leichten Verjüngung sendet, wird es trotzdem “passen”. Es wird nur nicht gleichmäßig beladen.
Ich habe eine Werkstatt überprüft, die eine hydraulische Klemme im Amada-Stil betreibt, bei der ein Drittanbieter-Stempel in der Mitte fest saß, aber an den Enden wackelte. Unter 90 Tonnen über 8 Fuß verschob diese kleine Verjüngung die Last zur Mitte. Die Winkel waren in der Mitte in Ordnung, an beiden Enden offen. Sie jagten nach Wölbung. Es war keine Wölbung. Es war die Geometrie des Tangs.
Wenn wir über europäische Präzision sprechen, sprechen wir nicht über ein Logo. Wir sprechen darüber, wer tatsächlich die Tangdicke, die Schulterrechtwinkligkeit und die Toleranz der Stempelhöhe hält, auf die Ihr Spannmittel ausgelegt wurde. Das ist der Filter.
Der Schritt-für-Schritt-Prozess beginnt hier:
Alles andere ist Lärm.
Stellen Sie sich einen 3-Meter-Promecam-Halter vor, der mit fünfzehn 150 mm Stempelsegmenten beladen ist. Eines wird bei einem schlechten Rücklauf beschädigt. Sie tauschen dieses Segment aus. Fertig. Zehn Minuten.
Diese modulare Einfachheit ist der Grund, warum Werkzeuge im europäischen Stil weltweit verbreitet sind. Sie sind reparierbar. Sie sind praktisch. Sie erfordern keinen vollständigen Austausch wie einige hochintegrierte Systeme.
Wo ziehen Sie also die Grenze zwischen Premium-Präzision und Massenersatz?
Nicht auf der Markeebene. Bei der Toleranzkonsistenz über die Segmente hinweg.
Wenn Ihre Segmente in der Höhe selbst um 0,02 mm zwischen den Chargen variieren, werden Sie dies bei langen Biegungen als abwechselnde Druckpunkte sehen. Bei einer Bremsen mit CNC-Wölbung, die an die Tonnage-Rückmeldung gebunden ist, verwandelt sich diese Höhenvariation in eine Winkelvariation. Die Maschine kompensiert global. Die Inkonsistenz ist lokal.
Ich habe eine Charge von Edelstahlplatten beobachtet, bei der gemischte Chargensegmente – dasselbe “Amada-Stil”, unterschiedliche Produktionslots – einen schwachen Waschbrett-Effekt entlang der Biegelinie erzeugten. Nicht sichtbar bis zur Pulverbeschichtung. Dann war es Schrott. Die Segmente “passten” alle. Sie waren nur nicht auf denselben vertikalen Bezug geschliffen.
Preise für Spitzen-OEMs kaufen Ihnen in der Regel eine engere Kontrolle von Charge zu Charge. Preise für Massenersatz kaufen Ihnen oft eine lockerere statistische Kontrolle, aber einen günstigeren Stückpreis. Die Entscheidung ist nicht philosophisch. Es geht um Ihre Teile-Toleranz und Biegelänge.
Wenn Sie kurze Klammern bei ±1 Grad biegen, könnte die Masse in Ordnung sein. Wenn Sie 8-Fuß-Architekturpaneele säumen, die unter glänzender Beleuchtung inspiziert werden, benötigen Sie eine konsistente Höhen-Toleranz über jedes Segment in dieser Klemme.
Die Grenze wird bei der engsten Toleranz gezogen, die Ihr fertiges Teil verlangt - nicht bei der Marketingstufe des Lieferanten.
Realitätscheck auf dem Werkstattboden: Wenn Sie Segmente von drei Anbietern mischen und eine gerade Biegekante erwarten, setzen Sie Ihren Finish auf unsichtbare Mikrometer.
OEM-Preise schmerzen. Ich verstehe das.
Große Bremsenbauer setzen jetzt standardmäßig auf den Promecam/Amada-Stil bei neuen Maschinen, da er Kosten und Funktion für die meisten Anwendungen ausbalanciert. Das bedeutet jedoch nicht, dass jeder OEM-Stempel magisches Stahl ist. Es bedeutet, dass ihre Werkzeuge auf die Klemmengeometrie abgestimmt sind, die sie versenden.
Wie überprüfen Sie also einen Drittanbieter, ohne Geld zu verbrennen?
Fragen Sie nach drei Dingen:
Wenn die Antwort “passt im Amada-Stil” lautet, ist das keine Spezifikation. Das ist ein Schulterzucken.
Stellen Sie sich ein hypothetisches Szenario vor: Ihre hydraulische Klemme wurde für einen 12,00 mm langen Tang mit einer Erwartung von ±0,01 mm bearbeitet. Ein Drittanbieter hält ±0,05 mm. Im schlimmsten Fall sind Sie 0,04 mm unterdimensioniert. Unter Klemmdruck sitzt der Stempel etwas tiefer. Das verschiebt Ihren vertikalen Referenzpunkt. Multiplizieren Sie das mit gestapelten Toleranzen - Werkzeughöhe, Bettnutzung, Wölbung - und Ihre programmierte Tiefe entspricht nicht mehr Ihrem geformten Winkel.
Es hat sich verengt.
Und wenn es sich ungleichmäßig entlang des Balkens verengt, führen Sie seitliche Belastungen in ein System ein, das für zentrierte Lastpfade ausgelegt ist. So verschleißen Klemmen vorzeitig und Stempel entwickeln glänzende Abdrücke nur an einer Schulter.
Ich habe einen Fall überprüft, in dem die Tangs eines Budgetlieferanten konstant 0,03 mm dünn waren. Die Werkstatt kompensierte mit Klemmdruck. Sechs Monate später zeigten die hydraulischen Klemmpistons ungleichmäßige Abnutzungsspuren. Das Werkzeug sparte Geld. Der Klemmenumbau löschte die Einsparungen aus.
Drittanbieter können funktionieren. Aber nur, wenn ihre Toleranzdisziplin mit dem Ökosystem übereinstimmt, um das herum Ihre Maschine gebaut wurde.
Modellnamen lügen. Klemmen nicht.
Eine ältere Amada mit manuellen Keilen verhält sich nicht wie eine neuere hydraulische Amada, auch wenn beide “Promecam-Stil” sagen. LVD-Variationen können sich in der Schultergeometrie und der Tiefe der Klebefläche unterscheiden. Promecam auf Papier ist ein Profil. In der Realität ist es eine Familie.
Ihr Prozess benötigt eine weitere Ebene:
Vergleichen Sie dann diese physikalischen Daten mit der technischen Zeichnung des Lieferanten – nicht mit dem Verkaufsblatt. Die Zeichnung.
Ich habe einmal gesehen, wie eine Werkstatt “LVD-kompatible” Stempel für eine Maschine aus den 2000er Jahren bestellte. Die Zungenbreite stimmte überein. Der Schulterradius jedoch nicht. Unter Last saß der Stempel leicht versetzt auf der vorgesehenen Kontaktfläche. Im Laufe der Zeit polierte er einen neuen Abnutzungsweg in die Klemmfläche. Der Schlüssel passte ins Schloss – bis er anfing, das Schloss breiter zu fräsen.
Das ist die Realität von Schloss-und-Schlüssel-Systemen im europäischen Stil. Sie richten die Rammitte auf den Stempelkörper aus, um Versatzlasten zu eliminieren. Aber das funktioniert nur, wenn die Zungen- und Schultergeometrie dem entspricht, was die Klemme bearbeitet wurde, um es zu empfangen.
Sie kaufen keine Form. Sie kaufen die Ausrichtung des Lastpfades.
Und das ist die Brücke zu dem, was als Nächstes kommt. Denn wenn europäischer Stil dieses Maß an Disziplin erfordert, warten Sie, bis Sie sich Systeme ansehen, bei denen das Werkzeug und die Klemme als eine einzige proprietäre Einheit entwickelt wurden.
Sie haben bereits gesehen, wie eine Höhenänderung von 0,02 mm in einem “europäischen Stil”-Setup direkt in Ihren Biegewinkel überträgt. Stellen Sie sich nun Folgendes vor: Die Klemme und die Stempelzunge wurden nicht nur nach demselben Profil gefertigt – sie wurden als gepaarte Einheit entwickelt, mit einem federbelasteten Sicherheitsschalter, der dazu entworfen wurde, sich unter Vorlast in eine spezifische Nutgeometrie einzuklinken.
Das ist Wila/Trumpf.
Bei diesen Systemen wird die Zunge nicht nur durch Reibung oder Keilpressung gehalten. Sie wird durch einen frontseitigen Knopfmechanismus indexiert und gehalten, der in zwei Nuten einer 20 mm Zunge eingreift und die vertikale Position und Extraktion unter Last steuert. Der Hub des Klemmsylinders, die Nuttiefe, der Knopfweg – alles zusammen entworfen. Sie richten nicht mehr nur Dicke und Parallelität aus. Sie richten bewegliche Teile aus.
Hier hört die Regel “Ökosystem zuerst” auf, ein Ratschlag zu sein, und beginnt, Überleben zu sein. Denn wenn die Klemme und das Werkzeug gemeinsam entworfen werden, geht es bei „kompatibel“ nicht um Silhouette. Es geht darum, ob Ihr Schlüssel mit den inneren Federn und Rastmechanismen im Schloss übereinstimmt.
Und wenn nicht, was gibt zuerst nach – das Werkzeug oder die Klemme?
Lass uns konkret werden.
Bei leichteren Wila/Trumpf-Stempeln ermöglicht die vordere “Knopf-Klick”-Rückhaltevorrichtung einem Bediener, vor der Presse zu stehen, zu heben, zu drücken und das Einrasten zu hören. Einhandbeladung. Kein seitlicher Zugang. Kein Umgreifen um den Ram. Es hat sich festgezogen.
Aber hier ist das Detail, das die meisten Papiergewichte überspringen: Sobald Sie ungefähr 12,5 kg (27,6 lb) pro Segment überschreiten, wechseln viele Wila/Trumpf-Stil-Werkzeuge – einschließlich OEM – zu seitlichen Sicherheitsstiften anstelle des Frontknopfs. Gleiches Ökosystem. Unterschiedliche Haltemethode.
Das sagt Ihnen etwas Wichtiges. Der “proprietäre Knopf” ist nicht überall magisch. Es ist eine technische Lösung innerhalb der Lastgrenzen.
Vor einem Jahrzehnt, wenn Sie eine echte Frontknopf-Entnahme wollten, waren Sie aufgrund des Patentschutzes effektiv an OEM-Lieferungen gebunden. Es gab Aftermarket-Optionen, aber diese fielen oft auf langsamere Seitenstift-Installationen zurück. Heute fertigen mehrere ernsthafte Hersteller identische Doppelrillen-Tangs mit passenden Knopf-Schnittstellen für leichtere Werkzeuge und geeignete Stiftsysteme für schwere Segmente.
Ich habe Aftermarket-Teile überprüft, die in einen Wila-Hydraulikzangen passen, den Knopf sauber betätigen und keine messbare Abweichung in der Tang-Parallelität oder Rillentiefe im Vergleich zu OEM-Proben zeigen.
Die Frage ist also nicht: “Kann jemand den Knopf nachahmen?” In vielen Fällen ja.
Die eigentliche Frage ist: Halten sie die gleichen Positions-Toleranzen an der Rille in Bezug auf die Stanzhöhe, Charge für Charge?
Ich habe einen Beinahe-Fehler gesehen, bei dem ein gemischtes Set – OEM-Leichtsegmente und Aftermarket-Schwersegmente – alle “Wila-Stil” waren und eine subtile vertikale Abweichung zwischen knopfbehaltenen und stiftbehaltenen Werkzeugen einführte. Der Bediener passte die Tiefe an, um den Winkel zu verfolgen. Die Zange war nicht das Problem. Der gemischte Bezugspunkt war es. Dieser Lauf hätte fast in 40 verschrotteten Edelstahlplatten geendet, bevor jemand die tatsächliche Arbeitshöhe gemessen hat.
Wenn der Haltemechanismus in den Lastpfad integriert ist, ist Spiel nicht nur kosmetisch. Es ist strukturell.
Legen Sie zwei Stempel nebeneinander auf die Werkbank. Gleiches Tang-Profil. Gleiche Doppelrillen. Gleiche Knopfbetätigung. Einer kostet 30% mehr.
Wo bleibt das Geld?
Bei Premium-OEM- und Top-Tier-Aftermarket-Wila/Trumpf-Werkzeugen zahlen Sie in der Regel für Durchhärtung oder tiefe Induktionshärtung, gefolgt von präzisem Schleifen der Arbeitsflächen und Tangmerkmale in einer kontrollierten Prozesskette. Das ist wichtig, weil die Zange auf gehärteter, geschliffener Geometrie sitzt – nicht nur auf gefrästem Stahl mit einem kosmetischen Schleifgang.
Stellen Sie sich ein hypothetisches Szenario vor: ein Stempel, der 1,5 mm tief oberflächengehärtet ist, im Vergleich zu einem, der deutlich tiefer gehärtet ist. Nach einigen Nachschliffen über Jahre hinweg zeigt das flach gehärtete Werkzeug weicheres Kernmaterial an der Tang-Schulter. Unter wiederholten hydraulischen Spannzyklen verformt sich diese Schulter mikroskopisch. Ihre Knopfbetätigungstiefe ändert sich um Hundertstel. Sie werden es im ersten Monat nicht sehen. Sie werden es im dritten Jahr verfolgen.
Das ist es, was Sie wirklich kaufen – Widerstand gegen dimensionale Abweichungen unter Spannkraft.
Aber allein die Marke garantiert das nicht. Ich habe Werkzeuge mit Premium-Marken und exzellenter Metallurgie geprüft und Mid-Tier-Lieferanten mit vergleichbaren Härteprofilen und Schleifqualität geprüft. Ich habe auch “Budget-Wila-Stil”-Werkzeuge gesehen, bei denen die Rillen vor der Härtung geschnitten wurden, dann während der Wärmebehandlung leicht verzogen und nur so weit gereinigt wurden, dass sie eine Go/No-Go-Lehre bestanden.
Eine Werkstatt, mit der ich gearbeitet habe, mischte eine kostengünstige Charge in ein überwiegend OEM-Wila-Setup. Innerhalb von sechs Monaten zeigten die günstigeren Segmente polierte Abnutzungsmarken nur an einer Rillenschulter – leichte Winkelabweichung unter der Spannvorrichtung. Nicht katastrophal. Nur genug, um eine Toleranzverfolgung bei langen Teilen zu beginnen.
Sie zahlen nicht für ein Logo. Sie zahlen für Prozesskontrolle bei der Wärmebehandlung und dem Schleifen in Bezug auf einen hydraulischen Sicherheitsmechanismus.
Und wenn der Lieferant Ihnen nicht sagen kann, wie tief die Härtung geht und welche Nachwärmeschleiffolge es gibt, wofür zahlen Sie dann genau?
Hier wird die Mathematik ehrlich.
Nehmen Sie einen hochtonnigen architektonischen Auftrag: lange Edelstahlplatten, sichtbare Oberfläche, enge Winkel-Toleranz über 3 Meter. Bei einem Wila-Hydraulikspannsystem mit CNC-Krönung geht die Maschine von einer konstanten Stanzhöhe und Rillengeometrie aus, damit sie die Last gleichmäßig verteilen kann. Jede Abweichung wird zu einem lokalen Winkel-Fehler, den die Steuerung nicht erkennen kann.
In dieser Umgebung führt das Mischen von Anbietern – selbst innerhalb des “Wila/Trumpf-Stils” – eine zweite Variable ein: den höhenreferenzierten Querschnitt der Lieferanten. Selbst ein systematischer Unterschied von 0,01–0,02 mm zwischen Chargen verschiebt die neutrale Achsenposition gerade genug, um unter Glanzlicht sichtbar zu werden.
Ich habe eine Einrichtung geprüft, die ein Premium-Wila-Setup betreibt und beschlossen hat, mit Segmenten von Drittanbietern zu ergänzen, um bei einer großen Bestellung zu sparen. Jeder Anbieter hielt für sich enge Toleranzen ein. Zusammen waren ihre vertikalen Bezugspunkte leicht versetzt. Die Maschine kompensierte global. Die Teile zeigten abwechselnde Winkelbänder an den Segmentverbindungen. Mehrere Teile wurden nach der Beschichtung verschrottet.
Das Ökosystem ist nicht gescheitert. Die gemischten Referenzrahmen haben versagt.
Jetzt drehen wir es um. Kurzlaufhalterungen, moderate Tonnage, ±1 Grad Toleranz, keine kosmetische Prüfung. In diesem Fall kann ein geprüfter Drittanbieter, der die Tanggeometrie, die Rillenplatzierung und das Härteprofil anpasst, vom OEM nicht zu unterscheiden sein – zu niedrigeren Kosten.
Das Premium ist gerechtfertigt, wenn drei Bedingungen zusammentreffen:
Wenn diese nicht gegeben sind, kann eine disziplinierte Beschaffung im Aftermarket innerhalb des Wila-Ökosystems sinnvoll sein.
Aber machen Sie sich nichts vor, was dieses System ist. Es ist kein generisches europäisches Profil mit einem schicken Knopf. Es ist eine gemeinsam entwickelte Spann- und Werkzeuganordnung. Behandeln Sie es wie ein Schlüsselloch. Passen Sie den inneren Mechanismus an, nicht nur die Umrisse.
Denn wenn das in einem eng integrierten, hochwertigen hydraulischen System passiert, was bedeutet das für Werkstätten, die versuchen, ältere amerikanische Maschinen produktiv zu halten, ohne dieses Maß an ingenieurtechnischer Ausrichtung?
Hier beginnen die echten Kompromisse.
Ich betrat eine Werkstatt, die eine amerikanische Biegemaschine von 1998 mit dem klassischen 0,50-Zoll-Planer-Tang betrieb. Manuelle Spannvorrichtungen. Einstellschrauben, die von zwanzig Jahren Festziehen poliert waren. Der Bediener tauschte einen Stempel aus, zog die Schrauben fest, trat auf das Fußpedal – und das Werkzeug bewegte sich vielleicht ein paar Tausendstel, bevor es sich setzte. Es zog sich fest.
Diese kleine Bewegung ist die ganze Geschichte.
Bei diesen Legacy-Maschinen gibt es keinen hydraulischen Knopf, der die Rillengeometrie korrigiert. Keine integrierte Sicherheitsstift. Die Spannkraft wirkt direkt auf einen relativ schmalen Tang und auf den Schulterkontaktbereich, den der Werkzeugmacher Ihnen hinterlassen hat. Jeder Werkzeugwechsel ist ein Reibungsereignis. Jedes Reibungsereignis ist Verschleiß. Und im Gegensatz zu einem 13 mm oder 20 mm großen europäischen Tang mit breiterer Auflagefläche hat dieser halbzollige amerikanische Tang weniger Oberfläche, um die Last zu verteilen. Weniger Fläche bedeutet höheren Kontaktstress bei derselben Tonnage. Das ist Mechanik, nicht Markentreue.
Wenn Sie also fragen, wie Werkstätten das Risiko bei älteren Maschinen managen, ist die Antwort nicht “Kaufen Sie einen besseren Katalog.” Es ist “Respektieren Sie das Schloss, das Sie bereits besitzen.” Diese Bremsvorrichtung wurde vor zwei Jahrzehnten für eine spezifische Zungenbreite, Schulterhöhe und Spannphilosophie gefertigt. Es interessiert sich nicht dafür, was in diesem Jahr bei Papiergewichten im Trend liegt.
Wenn selbst ein gemeinsam entwickeltes hydraulisches System gemischte Referenzrahmen bestraft, was glauben Sie, passiert, wenn Ihre einzige Ausrichtungssteuerung ein paar Setzschrauben und tribal knowledge sind?
Ziehen Sie einen aktuellen Katalog von einem großen Anbieter – Wilson, Mate, Rolleri – auf, und Sie werden etwas sehen, das die meisten Menschen übersehen. Sie schneiden immer noch im amerikanischen Präzisionsstil. Nicht als nostalgische Aktion. Als profitables Produkt.
Das ist von Bedeutung.
Es gibt einen Mythos, der besagt, dass traditionelle amerikanische Werkzeuge vom Aussterben bedroht sind, was Werkstätten dazu drängt, auf fragwürdige Importe oder Einzelanfertigungen zurückzugreifen. Aber Lieferanten, die auch europäische und Wila-Profile herstellen, sind oft dieselben, die jede Woche 0,50-Zoll-Zungen schleifen. Sie haben ihre Wärmebehandlung und Schleifinfrastruktur bereits amortisiert. Das Hinzufügen eines weiteren Zungenprofils ist eine Programmänderung, kein großer Wurf.
Ich habe eine Werkstatt geprüft, die eine “nahe genug” Charge von einer kostengünstigen Quelle gekauft hat, weil sie dachten, echtes amerikanisches Werkzeug erfordere individuelle Preise. Bei der ersten schweren Charge von 90 Tonnen über acht Fuß ist ein Segment gerade genug gewandert, um die Matrizenspitze zu markieren. Nicht katastrophal. Nur genug, um eine lackierte Charge zu verschrotten, weil die Biegelinie von Teil zu Teil wanderte.
Die Ironie? Ein Tier-1-Lieferant hatte das genaue OEM-Profil im Regal zu Standardpreisen vorrätig. Die Werkstatt nahm einfach an, es gäbe einen Mangel.
Hier ist der Mechanismus: Bei Plattenwerkzeugen sind Höhenkonstanz und Zungenparallelität wichtiger als Markengravuren. Wenn der Lieferant die Arbeitsfläche und die Zunge in einem kontrollierten Setup nach der Wärmebehandlung schleift, bewahren Sie einen einzigen vertikalen Bezugspunkt. Wenn sie vor der Wärmebehandlung fräsen, härten und später “aufräumen”, laden Sie Verzerrungen ein. So endet man damit, Winkelabweichungen an einer Maschine zu verfolgen, die keine CNC-Krönung hat, um Sie herauszuholen.
Der Beschaffungsfilter ist also nicht “Stellen sie amerikanische Stile her?” Es ist “Schleifen und härten sie es mit derselben Disziplin, die sie auf ihre Premiumlinien anwenden?”
Stellen Sie sich ein hypothetisches Szenario vor: Sie haben eine solide 150-Tonnen amerikanische Bremsvorrichtung. Enger Zylinder. Gute Hydraulik. Manuelle Spannvorrichtungen. Sie führen hochvariierte, mittlere Volumenarbeiten mit häufigen Werkzeugwechseln durch. Jemand schlägt eine Schnellwechsel-Europäer-Retrofit-Schiene vor.
Jetzt sprechen wir darüber, das Schloss zu wechseln, nicht nur den Schlüssel.
Eine Umrüstung kann sinnvoll sein, wenn die Werkzeugwechselzeit und das Sicherheitsrisiko die Umrüstungskosten überwiegen. Europäische Systeme bieten Ihnen eine breitere Zungenverbindung und oft eine eingebaute Sicherheitsverriegelung. Das reduziert das Verhalten von Kriechen und Sitzen, das Sie bei Setzschrauben sehen. Es standardisiert Sie auch mit einem breiteren Werkzeug-Ökosystem.
Aber hier ist, was Werkstätten unterschätzen: Eine Umrüstung korrigiert keine Zylinderabnutzung, Bettverformung oder Tageslichtgrenzen. Wenn Ihre Maschine für eine bestimmte Schalthöhe und Stapelhöhe konzipiert wurde, kann das Hinzufügen einer Schiene das Tageslicht verringern. Ich habe gesehen, dass eine Umrüstung eine Werkstatt in Schwierigkeiten brachte, weil hohe Boxwerkzeuge nicht mehr unter den Hub passten.
Eine Werkstatt, mit der ich gearbeitet habe, hat speziell umgerüstet, um einen Beinahe-Unfall zu reduzieren – ein schwerer Stempel, der während eines hastigen Wechsels verrutschte. Die Umrüstung hat sich innerhalb eines Jahres in Bezug auf Sicherheit und Wechselzeit amortisiert. Eine andere Werkstatt tat es, um “europäische Präzision” zu verfolgen, und entdeckte, dass die zugrunde liegenden Maschinentoleranzen der wahre Begrenzungsfaktor waren. Das Werkzeug-Upgrade offenbarte Maschinen-Spiel; es heilte es nicht.
Also, ist es das wert?
Wenn Sie schnellere Wechsel, verbesserte Halterung und Ausrichtung mit zukünftigen Maschinen benötigen, vielleicht. Wenn Sie denken, ein Schienenwechsel verwandelt einen 20 Jahre alten Rahmen magisch in ein co-engineered Ökosystem, träumen Sie.
Ein Vorarbeiter reicht mir einen Stempel, der mit einem längst verschwundenen OEM-Namen geprägt ist. “Das stellen sie nicht mehr her”, sagt er. Was er wirklich meint, ist: “Unser Einkaufstyp konnte es in seinen üblichen Papiergewichten nicht finden.”
Globale Lieferanten führen segmentierte Werkzeugbestände und Altzeichnungen, genau weil Tausende dieser Bremsen noch in Betrieb sind. Viele eingestellte OEM-Profile sind nicht ausgestorben; sie werden nur nicht laut beworben. Die Geometrie existiert irgendwo in einer Datenbank und wartet darauf, dass jemand die richtige Frage stellt: Tangbreite, Schulterhöhe, Gesamthöhe und Bezug von welchem Bezugspunkt?
Ich habe gesehen, wie Werkstätten “Sonder”-Gebühren für Profile gezahlt haben, die tatsächlich unter einer anderen Bezeichnung vorrätig waren. Der Trick besteht darin, Ihr vorhandenes Werkzeug richtig zu messen – nicht einfach nur zu schätzen. Messen Sie die Dicke des Tangs. Überprüfen Sie die Parallelität. Bestätigen Sie die Gesamthöhe von der Arbeitsfläche bis zur Tangaufnahme. Dann vergleichen Sie mit einem Lieferanten, der mehrere Systeme bedient. Diejenigen, die amerikanische, europäische und Wila-Stile schneiden, verstehen die Übersetzung zwischen den Profilen.
Eine Werkstatt hat einen kurzen Lauf eingestellt, weil sie ein “kompatibles” Werkzeug akzeptiert hat, das zwar mit der V-Öffnung und der Länge übereinstimmte, aber 0,02 mm höher war als ihr vorhandenes Set. Bei einer Altbremsmaschine ohne automatische Kompensation stapelte sich diese kleine Abweichung über die Segmente und zeigte sich als Winkelvariation an den Verbindungen.
Eingestellt bedeutet nicht unerhältlich. Es bedeutet, dass Sie einen Lieferanten benötigen, der Bezugssysteme genauso respektiert wie Sie.
Und das ist der Wendepunkt, nicht wahr? Sobald Sie akzeptieren, dass das Klemm-Ökosystem Ihrer Maschine der nicht verhandelbare Filter ist – egal ob es sich um eine hydraulische Wila oder eine amerikanische Fräse aus den 1990er Jahren handelt – ist die nächste Frage nicht “Wer ist am günstigsten?” sondern “Wer versteht mein Bezugssystem, bevor ich die RFQ herausgebe?”
Möchten Sie eine systematische Methode, um einen Werkzeuglieferanten zu überprüfen?
Beginnen Sie damit, zu beobachten, was sie fragen, bevor sie ein Angebot abgeben.
Der schnellste Weg, einen Blender zu erkennen, ist Stille. Sie senden eine RFQ mit “europäischem Stil, 835 mm Segmente”, und innerhalb einer Stunde kommt ein Preis zurück – keine Fragen zum Klemmtyp, kein Maschinenmodell, keine Schließhöhe, kein Tonnagekontext. Das ist keine Effizienz. Das ist Raten mit Ihrem Geld.
Ich habe diesen Film gesehen. Eine Werkstatt bestellte “kompatible” Werkzeuge für ein hydraulisches Klemm-System aus den 2000er Jahren, weil der Katalog universellen europäischen Tang angab. Bei der ersten Einrichtung saßen die Sicherheitsknöpfe nicht sauber in der Klemmnut. Der Stempel stand um einen Hauch zu hoch. Es wurde festgezogen. Und unter Last verwandelte sich dieser Hauch in eine sichtbare Zeugenlinie über jede Biegung im Lauf. Die Teile waren kein Schrott auf dem Boden. Sie waren Schrott in der Montage des Kunden.
Ein Lieferant, der Klemm-Ökosysteme versteht, eilt nicht am Schloss vorbei, um Ihnen einen Schlüssel zu verkaufen.
Wenn sie keine Zahlen verlangen, hören Sie auf zu reden.
Mindestens sollten sie verlangen: genaue Maschinenmarke und -modell, Klemmstil (manuelle amerikanische Schraubenklemmung, europäischer Schnellwechsel, Wila hydraulisch usw.), Schließhöhe (Ram-zu-Bett im unteren Totpunkt), Lichtmaß und maximale Tonnage – und nicht nur Nennlast, sondern was Sie tatsächlich über welche Länge betreiben. Wenn sie nicht von der Last pro Fuß sprechen, denken sie nicht über den Kraftweg nach.
Und hier ist der Punkt, an dem die meisten RFQs weich werden: vertikaler Bezug. Gesamte Werkzeughöhe von der Arbeitsfläche bis zur Tangaufnahme. Nicht “Standardhöhe”. Tatsächliche Höhe. Besonders wenn Sie mit vorhandenen Beständen mischen, die auf eine bekannte Toleranzband geschliffen wurden.
Höhenkonsistenz ist kein Luxus; es ist eine Bezugspunktstrategie. Wenn ein Lieferant nach der Wärmebehandlung in einem einzigen Setup schleift, bewahrt er diese vertikale Beziehung. Wenn nicht, enden Sie damit, Segmente zu unterlegen, als würden Sie eine Gitarre stimmen.
Stellen Sie sich ein hypothetisches Szenario vor: Zwei Anbieter bieten das gleiche 30-Grad-Stanzprofil an. Der eine fragt nach Ihrer Schließhöhe und der bestehenden Werkzeughöhe bis zur Zehntelmillimeter. Der andere sagt: “Standardhöhe von 4 Zoll.” Welcher entwirft um Ihre Maschine herum und welcher verkauft von einem Regal?
Und hier ist der blinde Fleck, den die meisten Werkstätten übersehen: die Profilstärke. Ein Anbieter, der Ihr Ökosystem versteht, wird auch fragen, was Sie biegen – Materialtyp, Dicke, Ziel-Innenradius. Denn ein hoher, schmaler spitzer Stempel, der perfekt in Ihren Spannvorrichtungen sitzt, kann trotzdem versagen, wenn der Querschnitt des Profils nicht für Ihre Last pro Fuß ausgelegt ist. Passform und Stärke sind separate Gespräche. Der richtige Anbieter hat beides.
“Auf Lager” fühlt sich sicher an.
Manchmal ist es das auch. Manchmal bedeutet es, dass sie Ihre Tang-Geometrie bereits in großen Mengen produzieren und gut genug kontrollieren, um eine einheitliche Höhe über die Chargen hinweg zu halten. Das ist Kompetenz.
Aber manchmal bedeutet “auf Lager”, dass sie Ihre Maschine zwingen werden, das zu akzeptieren, was für sie bequem ist.
Wenn Sie einen Legacy-amerikanischen Planer-Stil-Tang mit einer spezifischen Schulterbeziehung betreiben und sie behaupten, er liege auf einem Regal bereit zum Versand – fragen Sie, wie viele Werkstätten heute genau diese Geometrie verwenden. Wenn die Antwort vage ist, kaufen Sie keinen Standard. Sie kaufen Restbestände.
Auf der anderen Seite signalisieren lange europäische Lieferzeiten nicht automatisch Präzision. Ich habe gesehen, wie eine Werkstatt zwölf Wochen auf markenbezogene OEM-Werkzeuge gewartet hat, weil sie annahmen, dass eine Verzögerung Qualität bedeutet. Als es ankam, passte es perfekt in die Spannvorrichtung – aber sie hatten ihren Abstand nicht erneut überprüft, nachdem sie im Jahr zuvor eine Nachrüstschiene hinzugefügt hatten. Die neue Stapelhöhe nahm den Platz weg, den sie für ein hohes Boxwerkzeug benötigten. Wunderschöne Werkzeuge. Falscher Systemkontext.
Die Lieferzeit bedeutet nur etwas, wenn sie an Ihren Referenzrahmen gebunden ist.
Ein kompetenter Anbieter wird erklären, warum ein Profil Standard ist – gemeinsames Ökosystem, kontrollierte Höhe, wiederholte Nachfrage – oder warum es maßgeschneidert ist – nicht standardmäßiger Tang, veränderte Schließhöhe, modifizierte Schulter. Sie werden Zeit mit Geometrie verbinden. Wenn sie das nicht können, lesen Sie wieder von Papiergewichten.
| Thema | Details |
|---|---|
| Kernfrage | Wann ist “auf Lager” tatsächlich ein Warnsignal in Bezug auf Lieferzeiten und maßgeschneiderte Profile? |
| Wahrnehmung von “Auf Lager” | “Auf Lager” fühlt sich sicher an. Manchmal spiegelt es tatsächlich Kompetenz und kontrollierte, wiederholbare Produktion wider. |
| Wann “Auf Lager” Kompetenz signalisiert | Es kann bedeuten, dass der Anbieter Ihre Tang-Geometrie regelmäßig in großen Mengen produziert und eine einheitliche Höhe über die Chargen hinweg aufrechterhält. |
| Wann “Auf Lager” ein Warnsignal ist | Es kann darauf hindeuten, dass der Anbieter bequeme, übrig gebliebene Bestände anbietet, anstatt Ihre spezifischen Systemanforderungen zu erfüllen. |
| Bedenken zur Legacy-Geometrie | Wenn Sie einen Legacy-amerikanischen Planer-Stil-Tang verwenden und er angeblich versandbereit ist, fragen Sie, wie viele Werkstätten derzeit genau diese Geometrie verwenden. |
| Vage Rechtfertigungswarnung | Wenn die Antwort des Lieferanten zur Nutzung vage ist, kaufen Sie wahrscheinlich Restbestände – kein echtes Standardprodukt. |
| Irreführende lange Lieferzeiten | Lange europäische Lieferzeiten deuten nicht automatisch auf höhere Präzision oder Qualität hin. |
| Beispiel für falsch ausgerichtete Annahmen | Eine Werkstatt wartete zwölf Wochen auf markenbezogenes OEM-Werkzeug in der Annahme, dass die Verzögerung Qualität bedeutete, überprüfte jedoch nicht das Lichtmaß nach dem Hinzufügen einer Nachrüstschiene. |
| Systemkontextfehler | Die neue Stapelhöhe reduzierte den notwendigen Abstand für ein hohes Boxwerkzeug – was zu wunderschönem Werkzeug führte, das nicht in den Systemkontext passte. |
| Schlüsselprinzip | Die Lieferzeit hat nur dann Bedeutung, wenn sie an Ihren spezifischen Maschinenreferenzrahmen und die Geometrie gebunden ist. |
| Was kompetente Lieferanten tun | Sie erklären, ob ein Profil Standard (gemeinsames Ökosystem, kontrollierte Höhe, wiederholte Nachfrage) oder maßgeschneidert (nicht standardmäßiger Tangen, veränderte Schließhöhe, modifizierte Schulter) ist. |
| Letzte Erkenntnis | Ein kompetenter Lieferant verbindet die Lieferzeit mit der Geometrie. Wenn sie das nicht können, verlassen Sie sich auf Annahmen statt auf Systemausrichtung. |
Realitätscheck auf dem Werkstattboden: “Auf Lager” ist nur dann grün, wenn es mit Ihrer Klemm- und Höhenlogik übereinstimmt; andernfalls ist es nur schneller Schrott.
Setzen Sie nicht alles auf eine Broschüre.
Bestellen Sie ein kleines, hochsensibles Testset – zwei oder drei Segmente, die neben Ihrem bestehenden Werkzeug bei einem echten Job sitzen. Messen Sie die Gesamthöhe mit einem Mikrometer. Überprüfen Sie die Tangenstärke und Parallelität. Installieren Sie sie dann neben Ihren aktuellen Segmenten, ohne die Maschineneinstellungen zu ändern.
Hier zeigt sich die Wahrheit.
Wenn der Lieferant eine Höhenkonstanz von ±0,0005″ behauptet, sollte Ihr Zylinder keine Nachbearbeitung benötigen. Der Winkel sollte über die Naht zwischen alten und neuen Segmenten konstant bleiben. Wenn Sie an einer nicht-CNC-gekrümmten Maschine arbeiten, ist dieser Test brutal – im positiven Sinne. Er zeigt gestapelte Toleranzen sofort auf.
Und setzen Sie sie unter Last. Führen Sie einen Job in Ihrem typischen Tonnen-pro-Fuß-Bereich aus, nicht einen leichten Prüfstand. Achten Sie auf das Sitzverhalten in der Klemmung. Hören Sie auf die subtile Verschiebung, während der Druck steigt. Die richtige Tangengeometrie wird sich langweilig anfühlen. Kein Kriechen. Kein Setzen nach dem ersten Schlag.
Ich habe einmal gesehen, wie eine Werkstatt einen neuen Lieferanten mit einem kosmetischen 16-Gauge-Lauf validierte. Alles sah perfekt aus. Der erste 1/4″ Mildstahljob bei höherer Last erzählte die wahre Geschichte – das Profil bog sich gerade genug, um den Winkel in der Mitte zu öffnen. Kein katastrophales Versagen. Nur genug, um die Charge zu verschrotten, weil der Winkel bei der Montage außerhalb der Spezifikation wanderte.
Eine ordnungsgemäße Testbestellung dreht sich nicht nur um die Passform. Es geht um Austauschbarkeit und das Lastverhalten innerhalb Ihres spezifischen Spannsystems.
Das ist die Veränderung.
Sie hören auf zu fragen: “Wer ist der Beste?” und beginnen zu fragen: “Wer verhält sich korrekt im Referenzrahmen meiner Maschine unter realer Last?”
Sobald ein Lieferant Ihre Anfrage zur Angebotsabgabe (RFQ) besteht und eine echte Testbestellung übersteht, ändert sich die Frage. Es geht nicht mehr darum: “Können sie ein gutes Werkzeug herstellen?” Es geht darum: “Können sie Werkzeuge herstellen, die auch in meinem genauen Spannsystem in fünf Jahren funktionieren?”
Das ist der Teil, den die meisten Werkstätten nie formalisiert haben.
Sie behandeln einen erfolgreichen Versuch wie einen Handschlag. Dann, sechs Monate später, taucht eine zweite Charge aus einem anderen Produktionslauf auf, die auf anderen Vorrichtungen geschliffen wurde, und plötzlich driftet Ihr Ram Null wieder. Nicht, weil das Werkzeug “schlecht” ist. Weil Sie die Beziehung zu dem Referenzrahmen Ihrer Maschine nie festgelegt haben.
Hier hören Sie auf, Marken zu vergleichen, und beginnen, ein System zu verwalten.
Der Wechsel ist einfach und unangenehm: Ihre Abkantpresse wird zur Spezifikation. Nicht der Katalog.
Das bedeutet, Sie dokumentieren drei Dinge und behandeln sie als kontrollierte Daten: Spannstil und Abmessungen (europäisch, Wila, alte amerikanische – bis hin zur Zangentickdicke und Schulterposition), verifizierte Gesamthöhe des Werkzeugs zur Arbeitsfläche und Ihr tatsächliches Lastprofil in Tonnen pro Fuß. Nicht die Zahlen aus der Broschüre. Werkstattzahlen.
Ich habe gesehen, wie eine Werkstatt diesen Schritt nach einem erfolgreichen Musterlauf übersprang. Sechs Monate später bestellten sie “das gleiche” 4-Zoll-europäische Stanzwerkzeug nach. Es spannte sich im Spannsystem gut fest. Aber es war 0,02 mm höher als ihr bestehendes Inventar. Auf dem Papier nichts. Auf dem Boden bedeutete es, dass man den Winkel über segmentierte Setups verfolgen und die Hälfte einer Schicht damit verbringen musste, auf den Basiswert zurückzudrehen.
Niemand hat an diesem Tag ein Teil verschrottet.
Sie haben Zeit verschrottet.
Wenn Sie Ihre Maschinendaten einfrieren und jede Wiederbestellung verlangen, die diese Höhenband- und Zangentypgeometrie zertifiziert, entfernen Sie die Überraschungsvariable. Notfallnachbestellungen verschwinden, weil Kompatibilität nicht mehr angenommen, sondern gegen einen festen Referenzrahmen verifiziert wird.
Sie kaufen keine Werkzeuge mehr. Sie schützen eine Datumsstrategie.
Ein dicker Katalog sagt Ihnen, dass sie Formen schleifen können.
Ein passender Datensatz sagt Ihnen, dass sie Ihr Schloss verstehen.
So erstellen Sie die Shortlist: Nur Anbieter, die dokumentierte Lieferungen in Ihren genauen Spannstil nachweisen können – mit wiederholter Höhentoleranz und Lastvalidierung – bleiben darauf. Nicht ähnlich. Genau.
Stellen Sie sich ein hypothetisches Szenario vor: Ein Geschäft in Dubai, das ein Amada-Ökosystem betreibt, gibt teure OEM-Werkzeuge für einen alternativen Anbieter von 42CrMo auf. Auf dem Papier klingt das riskant. In der Praxis hielt der neue Anbieter eine einheitliche Höhe innerhalb von ±0,0005 Zoll über die Chargen hinweg und passte die Amada-Tang-Geometrie genau an. Der Maschine war das Logo egal. Sie interessierte sich dafür, dass der Schlüssel zum Schloss passte und die Last trug.
Das ist die Lektion.
Die Markenreputation ist ein Indikator für Qualität. Nachgewiesene Kompatibilität in Ihrem Spannsystem ist der Beweis.
Jetzt gibt es einen Sonderfall, den Sie respektieren müssen. Einige Arbeiten erfordern nicht standardisierte Profile – enge Innenradien, hohe Boxwerkzeuge, spezielle Umformwerkzeuge. Ein Anbieter, der in maßgeschneiderten Profilen hervorragend ist, könnte nicht täglich in Ihrem Ökosystem leben. Das disqualifiziert sie nicht. Es bedeutet, dass Sie sie als kontrollierte Ausnahmen behandeln: dokumentiertes Höhenniveau, genehmigter Tangdruck, Erstartikelprüfung gegen Ihr Masterset.
Erstellen Sie eine Shortlist nach Ökosystemflüssigkeit. Genehmigen Sie Ausnahmen durch gemessene Validierung.
Sicheres Sourcing ist langweilig.
Sie installieren ein neues Segment neben einem fünf Jahre alten. Sie berühren nicht die Ram Null. Sie shimmen nicht. Sie “schleichen” sich nicht an den Winkel heran. Es verhält sich einfach. Unter leichtem Material. Unter schwerer Last.
Dieses Gefühl kommt nicht von Vertrauen. Es kommt von Rückverfolgbarkeit.
Sie weisen ein Master-Höhenreferenzset zu – gemessen und protokolliert. Jede neue Charge wird dagegen geprüft, bevor sie ins Regal kommt. Sie verlangen von den Anbietern, dass sie die tatsächliche gemessene Gesamthöhe und die Tang-Dimensionen auf den Verpackungsdokumenten angeben. Wenn sie die Schleifsequenz, die Materialcharge oder den Wärmebehandlungsprozess ändern, benachrichtigen sie Sie.
Das ist keine Unternehmensbürokratie. So stoppen Sie langsame Abweichungen in einem segmentierten Ökosystem.
Denn hier ist der nicht offensichtliche Teil: Die Höhenkonstanz ist kein Werkzeugproblem. Es ist ein Stabilitätsproblem des Systems. Sobald Sie Ökosysteme mischen – auch nur geringfügig – beginnen Sie, an der Maschine zu kompensieren. Und jede Kompensation verbirgt die nächste Fehlanpassung.
Die meisten Hersteller denken, dass eine langfristige Werkzeugstrategie bedeutet, bessere Preisstufen auszuhandeln.
Es bedeutet, Ihre Lieferantenbeziehung so eng an die Geometrie Ihrer Maschine zu binden, dass ein Wechsel der Anbieter sich anfühlen würde wie ein Wechsel des Schlosses, nicht nur des Schlüssels.
Und sobald Sie es so sehen, klingt die Frage “Wer ist der beste Hersteller?” völlig falsch.
Die einzige Frage, die zählt, ist diese: Wer hat über die Zeit, unter Last, nachgewiesen, dass sein Schlüssel genau in Ihr Schloss passt, ohne dass Sie ihn zwingen müssen?


















