

L'hiver dernier, je me tenais à côté d'une presse plieuse de 3 mètres pendant qu'un opérateur s'efforçait d'insérer un poinçon “ universel ” flambant neuf dans le système de serrage. Il est entré. Il a été serré. Il semblait même d'équerre.
Dès le premier coup à 120 tonnes, l'épaulement gauche a glissé. Au troisième pli, la bride était décalée de 0,030 pouce et la pièce était bonne pour la ferraille.
Le catalogue indiquait qu'il était compatible avec “ la plupart des grandes presses plieuses ”. Ce mot « plupart » fait beaucoup de travail, n'est-ce pas ?
Visitez n'importe quel atelier de taille moyenne et vous le verrez : des queues de type américain sur un râtelier, des européennes sur un autre, peut-être un jeu Wila rangé dans de la mousse comme des instruments chirurgicaux. Trois géométries. Trois philosophies de serrage. Le même bâtiment.
Si l“” ajustement universel » était réel, nous ne vivrions pas encore avec trois normes incompatibles qui se disputent l'espace de rangement. Les normes ne survivent que lorsqu'elles résolvent un problème mécanique réel : transfert de charge, répétabilité, sécurité. Elles ne subsistent pas par nostalgie.
Une presse plieuse est comme une serrure à clé. La queue est la clé. Changez le profil de la clé, et vous changez la façon dont la force circule du coulisseau vers l'outil, puis vers la pièce. Forcez la mauvaise clé, et vous ne vous contentez pas d'abîmer la clé : vous usez la serrure.
C'est le changement de mentalité que je veux que vous adoptiez : cessez de demander “ Est-ce que ça va entrer dans le système de serrage ? ” et commencez à demander “ Cet outil a-t-il été conçu pour mon écosystème de serrage ? ”. Parce que la coexistence n'est pas une question d'histoire. C'est de la physique.

Prenons le style américain : queue plus haute, serrage par vis de pression, charge portée haut. Européen : queue plus courte, serrage par coin, chemin de charge différent. Wila : queue rectifiée avec précision avec auto-centrage hydraulique ou mécanique, conçue pour un positionnement vertical répétable sans cales.
Ce ne sont pas des différences cosmétiques. Elles dictent où la force de serrage s'exerce et comment la tolérance verticale s'accumule sur 3 mètres.
Il y a des années, j'ai vu un atelier essayer de se standardiser autour d'outillage “ compatible Euro ” sur un parc de machines mixte. Sur l'ancienne machine américaine, les vis de serrage entraient en contact légèrement décentrées. À faible tonnage, ça allait. À 80 % de la capacité, le poinçon s'inclinait légèrement. On ne pouvait pas le voir. On pouvait le mesurer.
Si une géométrie gérait vraiment tous les cas de charge, les constructeurs de machines auraient convergé. Ils ne l'ont pas fait. Alors, à quoi renoncez-vous en prétendant qu'ils l'ont fait ?
Nous en arrivons maintenant à l'astucieuse solution : les adaptateurs.
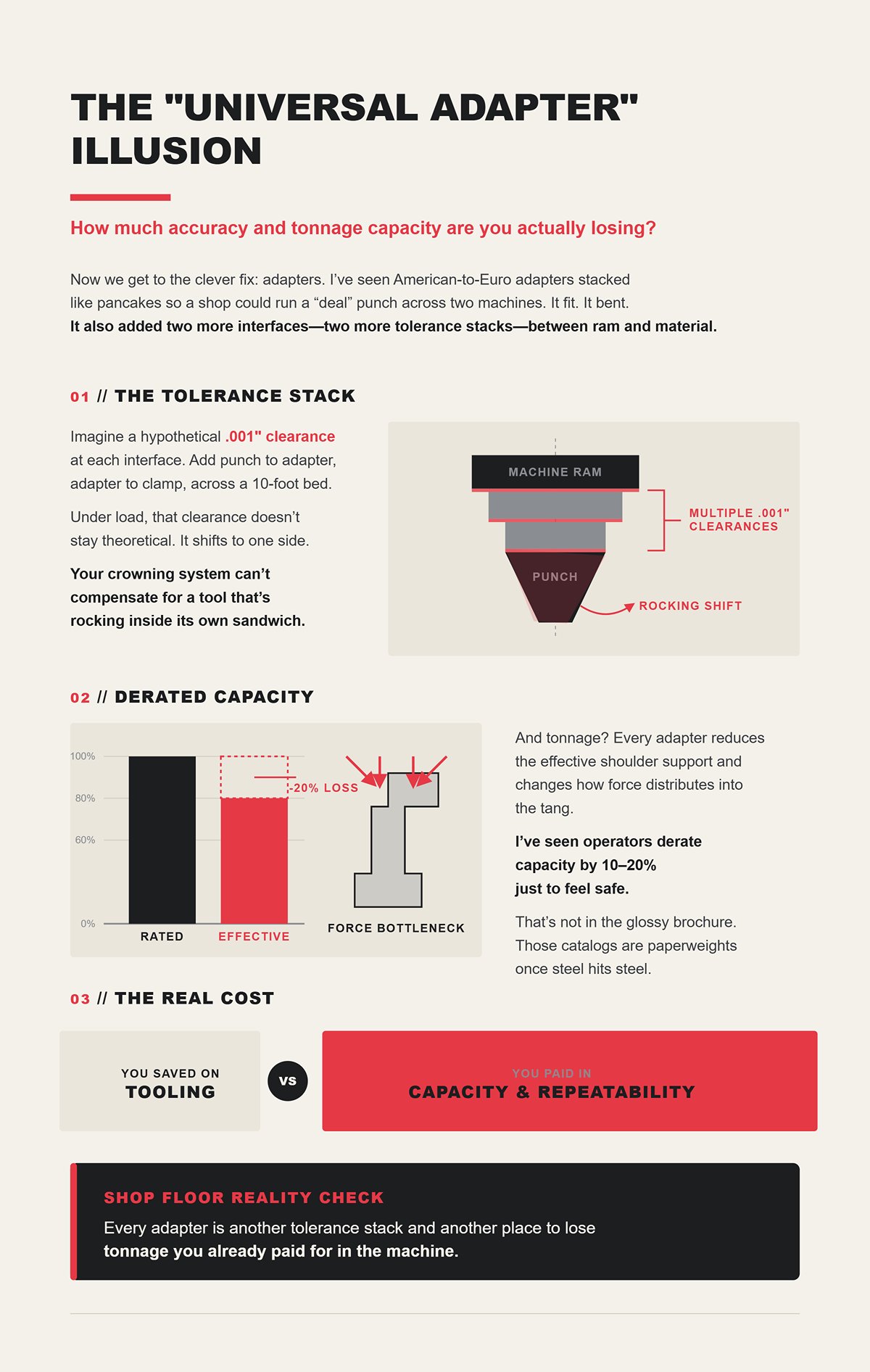
J'ai vu des adaptateurs américain-vers-Euro empilés comme des crêpes pour qu'un atelier puisse utiliser un poinçon “ en promotion ” sur deux machines. Ça entrait. Ça pliait. Mais cela ajoutait aussi deux interfaces supplémentaires — deux empilements de tolérances de plus — entre le coulisseau et le matériau.
Imaginez un jeu hypothétique de 0,001 pouce à chaque interface. Ajoutez le poinçon à l'adaptateur, l'adaptateur au système de serrage, sur un banc de 3 mètres. Sous charge, ce jeu ne reste pas théorique. Il se déplace d'un côté. Votre système de bombage ne peut pas compenser un outil qui oscille à l'intérieur de son propre sandwich.
Et le tonnage ? Chaque adaptateur réduit le support effectif de l'épaulement et modifie la façon dont la force se répartit dans la queue. J'ai vu des opérateurs réduire la capacité de 10 à 20 % juste pour se sentir en sécurité. Ce n'est pas écrit dans la brochure publicitaire. Ces catalogues ne sont que des presse-papiers une fois que l'acier rencontre l'acier.
Vous avez économisé sur l'outillage. Vous l'avez payé en capacité et en répétabilité. Quel poste de dépense pensez-vous qui coûte le plus cher sur une année ?
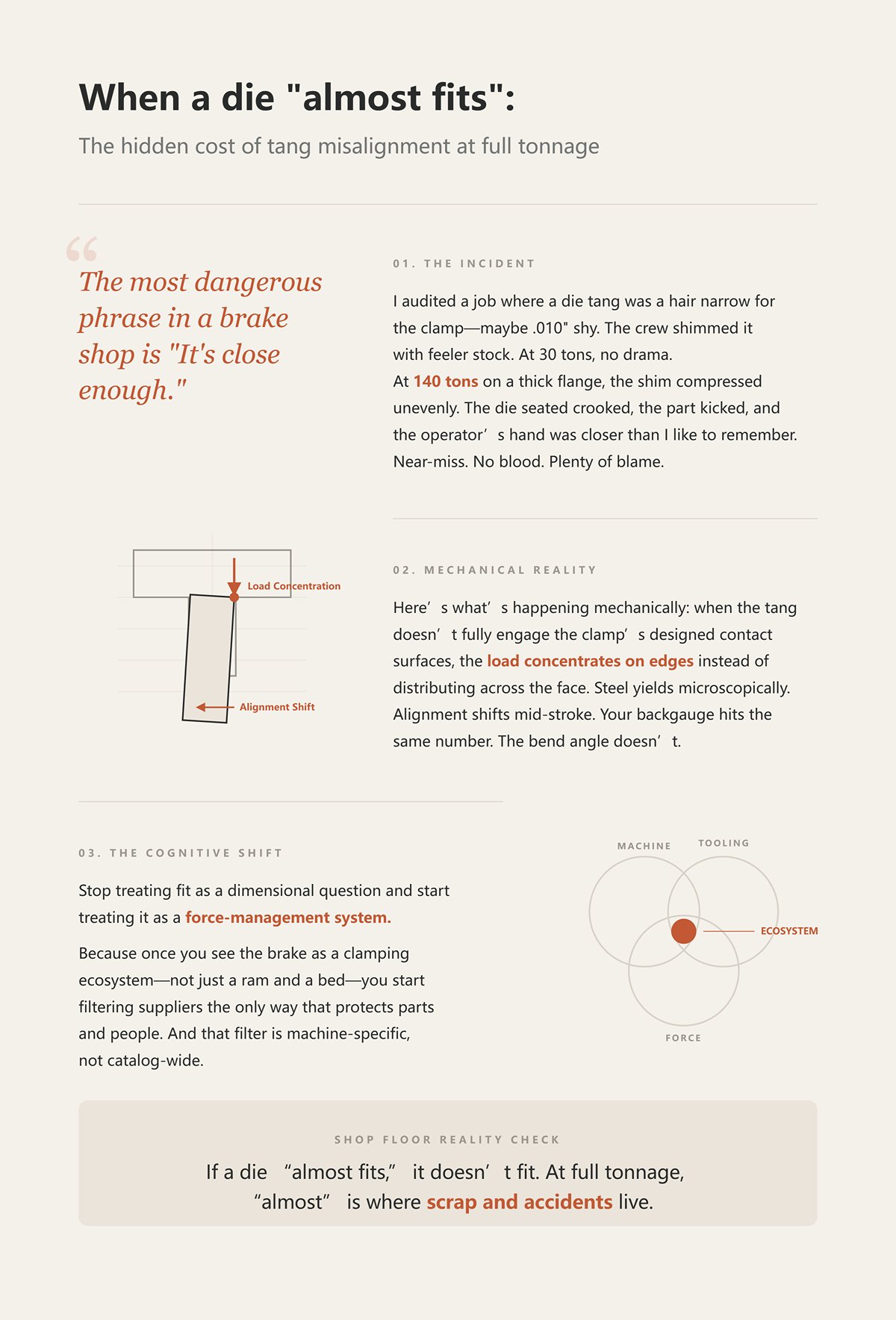
La phrase la plus dangereuse dans un atelier de pliage est : “ C'est assez proche. ”
J'ai audité un travail où le tenon d'une matrice était un cheveu trop étroit pour la bride — peut-être 0,010 pouce de moins. L'équipe l'a calé avec des jauges d'épaisseur. À 30 tonnes, aucun problème. À 140 tonnes sur une bride épaisse, la cale s'est comprimée de manière inégale. La matrice s'est mise de travers, la pièce a bougé et la main de l'opérateur était plus proche que ce que j'aime me rappeler. Un accident évité de justesse. Pas de sang. Beaucoup de reproches.
Voici ce qui se passe mécaniquement : lorsque le tenon n'engage pas complètement les surfaces de contact conçues pour la bride, la charge se concentre sur les bords au lieu de se répartir sur la face. L'acier se déforme microscopiquement. L'alignement se décale en milieu de course. Votre butée arrière atteint la même valeur. L'angle de pliage, lui, ne l'atteint pas.
C'est là le changement cognitif : cessez de traiter l'ajustement comme une question dimensionnelle et commencez à le traiter comme un système de gestion des forces.
Car une fois que vous voyez la presse plieuse comme un écosystème de serrage — et non juste comme un coulisseau et une table — vous commencez à filtrer les fournisseurs de la seule manière qui protège les pièces et les personnes. Et ce filtre est spécifique à la machine, pas au catalogue complet.
Vous avez déjà accepté que l“” ajustement universel » est un conte de fées. Bien.
Maintenant, la vraie question se pose sur votre établi : Si l'outillage universel est un mythe, comment déterminer ce qui appartient réellement à ma presse plieuse ?
Commencez par le tenon, oui, mais ne vous arrêtez pas là. Parce que le tenon n'est que la poignée de main. La course de la machine, l'ouverture, la hauteur de fermeture, le système de bombage et la géométrie de la table décident si cette poignée de main se transforme en un chemin de charge stable ou en une dérive lente vers le rebut.
J'ai mesuré un décalage vertical de 2 mm entre des poinçons européens rectifiés avec précision et des stocks anciens sur la même machine. Deux millimètres semblent peu sur le papier. Sur une table de 10 pieds à 100 tonnes, cela devient une incohérence d'angle sur toute la longueur que vous poursuivez avec des cales tout l'après-midi.
Ces catalogues brillants — ces presse-papiers — ne listent jamais les limites de hauteur de fermeture de votre machine ou le plafond de course qui limite votre enveloppe de formage. Ils supposent que vous allez vous adapter.
L'acier ne s'adapte pas.
Alors, décomposons ce qui dicte réellement la compatibilité.
Imaginez une presse plieuse européenne à serrage par coin conçue pour un outillage rectifié avec précision à une tolérance de hauteur uniforme — généralement à un demi-millième près. Chaque poinçon est censé reposer sur la même référence verticale afin que la bride hydraulique puisse s'auto-ajuster et se répéter.
Maintenant, ajoutez des outils plus anciens qui sont un millimètre plus hauts.
Vous fixez la ligne. Une station touche le fond en premier. Le système de coins se verrouille à cet endroit. Le reste des poinçons est effectivement suspendu, attendant d'entrer en contact sous la charge. À 20 tonnes, cela semble correct. À 80 tonnes, les stations basses se déforment différemment. Votre système de bombage compense la déflexion du banc, pas l'incohérence verticale des outils.
Il y a des années, j'ai vu un atelier passer trois heures à caler chaque station sur une longueur de 12 pieds parce que les outils neufs et les outils anciens étaient “ tous deux de style européen ”. Ils l'étaient. Ils n'étaient tout simplement pas construits selon la même philosophie de hauteur. Premier coup de production ? Deux pièces mises au rebut avant qu'ils n'admettent que le décalage n'était pas une erreur de l'opérateur.
Ces 2 mm ne sont pas juste une gêne lors de la configuration. Cela change l'endroit où la bride mord, l'uniformité de l'assise et la manière dont la charge est transférée dans le coulisseau. Européen, Wila, ancien style américain : ce ne sont pas seulement des queues différentes. Ce sont des systèmes de contrôle vertical différents.
Si votre machine attend une hauteur uniforme rectifiée avec précision, votre fournisseur doit vivre dans cet écosystème. Mélanger les époques au sein du même “ style ” est la façon dont les cumuls de tolérances commencent.
J'ai audité une presse plieuse hydraulique des années 1990 modernisée avec une commande CNC actuelle. Sur papier, elle semblait moderne. Dans la réalité, c'était toujours une machine des années 1990.
La course était limitée. L'ouverture — la distance libre entre le coulisseau et le banc — était restreinte. La hauteur de fermeture — la distance au point mort bas — était fixée autour des dimensions des anciens outils de style américain.
L'atelier a acheté un jeu de poinçons segmentés de style européen haut parce que le catalogue disait qu'il “ s'adapte à la plupart des grandes marques ”. Il s'est adapté dans la bride. Ensuite, ils ont essayé un pliage en boîte profonde.
Le coulisseau a atteint la limite de course avant que le rebord ne dégage le corps du poinçon. Ils ne pouvaient physiquement pas ouvrir assez pour extraire la pièce sans reprogrammer et réorganiser la séquence de pliage. Le temps de configuration a doublé. Ils ont blâmé la programmation.
Ce n'était pas la programmation. C'était la géométrie.
Les machines plus anciennes ont souvent moins d'ouverture et une course plus courte. L'outillage moderne plus haut réduit rapidement cette enveloppe. Et si votre hauteur de fermeture a été conçue autour d'un système de queue plus haut, passer à un système plus court change l'endroit où le point mort bas se situe par rapport à la hauteur de votre matrice.
Cela affecte la courbe de tonnage et la répétabilité de l'angle.
Imaginez une hypothèse : votre presse plieuse a 18 pouces d'ouverture. Votre empilement d'outillage en consomme 14. Ajoutez l'épaisseur du matériau et la hauteur du rebord. Combien d'espace vous reste-t-il réellement pour l'extraction de la pièce ou l'écrasement ?
La compatibilité ne se résume pas à “ est-ce que ça se fixe ”. C'est “ est-ce que cela fonctionne dans les limites de déplacement physique de ma machine sans compromettre la séquence de pliage ou la sécurité ”.”
Deux presses plieuses de 10 pieds. Toutes deux évaluées à 130 tonnes. Toutes deux utilisant de l'outillage de style européen.
L'une utilise des coins de bombage manuels sous le banc. L'autre utilise un bombage hydraulique contrôlé par CNC lié au retour d'information sur le tonnage. L'épaisseur du banc et les caractéristiques de déflexion diffèrent selon la marque et l'époque de construction.
Chargez-les toutes deux à 100 tonnes sur toute la longueur. La première repose sur une compensation réglée par l'opérateur. La seconde s'ajuste activement pour maintenir un angle constant le long de la poutre.
Introduisons maintenant un outillage rectifié avec une tolérance de hauteur de ±0,0005 pouce. Sur la machine à bombage hydraulique, cette précision se traduit par une répétabilité. Sur le système manuel, toute petite incohérence dans le réglage du bombage est amplifiée sur toute la longueur.
J'ai vu un atelier installer un jeu de matrices de précision haut de gamme compatible Wila sur un banc plus ancien présentant une usure inégale près du milieu. L'outillage était parfait. Le banc ne l'était pas. Ils ont cherché à corriger la variation d'angle sur 8 pieds et ont blâmé le fournisseur d'outillage. Un après-midi plus tard, nous avons vérifié le banc au bleu et avons trouvé des points hauts.
L'outillage de précision amplifie la géométrie de la machine, pour le meilleur ou pour le pire.
Et c'est là que les forums s'animent : “ Nous utilisons de l'outillage américain sur notre presse plieuse européenne. Il suffit de modifier l'angle du poinçon de 90 à 88 degrés. ” Oui, vous pouvez compenser la géométrie de l'angle. Vous ne pouvez pas compenser les modèles de déflexion du banc que votre système de bombage n'a pas été conçu pour gérer avec ce type de queue et cette répartition de charge.
Les adaptateurs et les astuces d'angle résolvent la géométrie. Ils ne résolvent pas la physique du chemin de charge.
Soyons honnêtes sur l'accumulation.
Une hauteur de queue légèrement inadaptée. Une course qui dégage à peine un outillage haut. Un bombage qui suppose une répartition uniforme de la charge. Un banc avec des traces d'usure dues à des décennies de travaux chargés au centre.
Individuellement, chaque problème est gérable. Ensemble, ils s'accumulent.
J'ai examiné une série de supports lourds où des matrices conçues pour un faible tonnage — au style de queue parfaitement compatible — étaient utilisées sur une presse à haute capacité. Sous une charge maximale, les épaulements de la matrice ont commencé à s'écraser. Rien de catastrophique. Juste assez de déformation pour modifier la largeur de l'ouverture en V au cours de la journée. L'angle a dérivé. Les opérateurs ont compensé par la profondeur. Le lot suivant a été traité sur une autre machine et est sorti des tolérances. Quarante pièces au rebut avant que quelqu'un ne remonte jusqu'à la différence entre la capacité nominale de la matrice et le tonnage réellement appliqué.
La queue correspondait. Le chemin de charge ne respectait pas l'enveloppe de résistance de la matrice.
Lorsque les tolérances s'accumulent, aucun représentant de catalogue ne se tient à la presse avec vous. Le fabricant pointe les fiches techniques. L'opérateur pointe les feuilles de réglage. Le bac à rebuts se remplit simplement en silence.
Voici le mécanisme : chaque interface — du système de serrage à la queue, de la queue au corps du poinçon, du poinçon au matériau, du matériau à la matrice, de la matrice au banc — possède une tolérance. Si l'écosystème de votre machine et celui de votre outillage n'ont pas été conçus ensemble, ces tolérances s'additionnent au lieu de s'annuler.
Et elles s'additionnent toujours sous charge.
Alors, quand vous demandez : “ Comment déterminer le bon système d'outillage pour ma presse plieuse spécifique ? ”, la réponse n'est pas la fidélité à une marque. C'est ceci : faites correspondre le style de serrage, la philosophie de hauteur verticale, l'enveloppe de course, la méthode de bombage, la géométrie du banc et la capacité de tonnage en un seul système, spécifique à la marque et au modèle de votre presse.
Tout le reste n'est qu'un pari avec des tolérances cumulées.
Commencez avec un mètre ruban et une lampe de poche, pas un catalogue.
Retirez un poinçon de votre système de serrage. Mesurez l'épaisseur de la queue en trois points sur 150 mm. Vérifiez la largeur de l'épaulement. Bleutez la queue, serrez-la, abaissez le coulisseau sous une légère pression, puis retirez-le et examinez la marque de contact. Contact sur toute la face ou rayures brillantes sur les bords ?
C'est la première étape : vérifiez ce que votre système de serrage saisit réellement et avec quelle uniformité. Pas ce que dit la plaque signalétique de la machine. Ce que dit l'acier.
Voici pourquoi c'est important. L'outillage de type Promecam/Amada domine la plupart des presses plieuses de faible à moyenne puissance provenant d'Asie. Il est partout. Ce qui signifie que le marché est inondé de poinçons “ compatibles ” rectifiés selon la tolérance que l'usine a bien voulu respecter cette semaine-là. Si votre système de serrage a été usiné pour une queue de 12 mm avec un parallélisme strict et que le fournisseur envoie du 11,92 mm avec une légère conicité, cela “ s'adaptera ” toujours. Mais la charge ne sera pas répartie uniformément.
J'ai audité un atelier utilisant un système de serrage hydraulique de type Amada où un poinçon tiers était bien serré au centre mais oscillait aux extrémités. Sous 90 tonnes sur 2,4 mètres, cette légère conicité a déplacé la charge vers le milieu de la portée. Les angles étaient corrects au centre, mais ouverts aux deux extrémités. Ils ont cherché à régler le bombage. Ce n'était pas le bombage. C'était la géométrie de la queue.
Quand nous parlons de précision à l'européenne, nous ne parlons pas d'un logo. Nous parlons de qui respecte réellement l'épaisseur de la queue, l'équerrage de l'épaulement et la tolérance de hauteur du poinçon pour lesquels votre système de serrage a été conçu. C'est là que se fait la sélection.
Le processus étape par étape commence ici :
Tout le reste est du bruit.
Imaginez un porte-poinçon Promecam de 3 mètres chargé de quinze segments de 150 mm. L'un d'eux est ébréché à cause d'un mauvais mouvement de la butée arrière. Vous remplacez ce segment. C'est fait. Dix minutes.
Cette simplicité modulaire est la raison pour laquelle l'outillage de style européen s'est répandu mondialement. Il est réparable. Il est pratique. Il ne nécessite pas un remplacement sur toute la longueur comme certains systèmes à haute intégration.
Alors, où fixez-vous la limite entre la précision haut de gamme et le remplacement en gros ?
Pas au niveau de la marque. Au niveau de la cohérence des tolérances entre les segments.
Si vos segments varient en hauteur ne serait-ce que de 0,02 mm entre les lots, vous le verrez dans les longs pliages sous forme de points de pression alternés. Sur une presse avec bombage CNC lié au retour d'information sur le tonnage, cette variation de hauteur se transforme en variation d'angle. La machine compense globalement. L'incohérence est locale.
J'ai observé une série de panneaux en acier inoxydable où des segments de lots mélangés — même “ style Amada ”, mais lots de production différents — produisaient un léger effet de tôle ondulée le long de la ligne de pliage. Non visible avant le thermolaquage. Ensuite, c'était de la ferraille. Les segments “ s'adaptaient ” tous. Ils n'étaient tout simplement pas rectifiés selon la même référence verticale.
Le prix des équipementiers haut de gamme vous garantit généralement un meilleur contrôle entre les lots. Le prix du remplacement en gros vous offre souvent un contrôle statistique plus lâche, mais un coût unitaire moins élevé. La décision n'est pas philosophique. Elle concerne la tolérance de vos pièces et la longueur de pliage.
Si vous pliez en l'air de courts supports à ±1 degré, le vrac peut suffire. Si vous ourlez des panneaux architecturaux de 8 pieds inspectés sous un éclairage brillant, vous avez besoin d'une cohérence de tolérance de hauteur sur chaque segment de ce bridage.
La limite est fixée par la tolérance la plus stricte exigée par votre pièce finie, et non par le niveau marketing du fournisseur.
Vérification de la réalité sur le plancher de production : Si vous mélangez des segments provenant de trois fournisseurs et que vous attendez une ligne de pliage droite, vous jouez votre finition sur des microns invisibles.
Les prix des équipementiers font mal. Je comprends.
Les principaux constructeurs de presses plieuses utilisent désormais par défaut le style Promecam/Amada sur les nouvelles machines, car il équilibre le coût et la fonction pour la plupart des applications. Cela ne signifie pas que chaque poinçon d'origine est en acier magique. Cela signifie que leur outillage est fabriqué selon la géométrie de bridage qu'ils livrent.
Alors, comment vérifier un tiers sans jeter l'argent par les fenêtres ?
Demandez trois choses :
Si la réponse est “ compatible style Amada ”, ce n'est pas une spécification. C'est un haussement d'épaules.
Imaginez une hypothèse : votre bridage hydraulique a été usiné pour un talon de 12,00 mm avec une attente de ±0,01 mm. Un tiers maintient ±0,05 mm. Dans le pire des cas, vous avez une sous-dimension de 0,04 mm. Sous la force de serrage, le poinçon s'insère légèrement plus profondément. Cela déplace votre référence verticale. Multipliez cela par les tolérances cumulées — hauteur de matrice, usure du banc, bombage — et votre profondeur programmée ne correspond plus à votre angle formé.
Il s'est resserré.
Et lorsqu'il se resserre de manière inégale le long du tablier, vous introduisez une charge latérale dans un système conçu pour des chemins de charge centrés. C'est ainsi que les bridages s'usent prématurément et que les poinçons développent des marques d'usure brillantes sur un seul épaulement.
J'ai examiné un cas où les talons d'un fournisseur économique étaient systématiquement plus fins de 0,03 mm. L'atelier a compensé avec la pression de serrage. Six mois plus tard, les pistons du bridage hydraulique présentaient des modèles d'usure inégaux. L'outillage a permis d'économiser de l'argent. La reconstruction du bridage a effacé ces économies.
Le tiers peut fonctionner. Mais seulement si sa discipline en matière de tolérance correspond à l'écosystème autour duquel votre machine a été construite.
Les noms de modèles mentent. Les bridages, non.
Une ancienne Amada avec des coins manuels ne se comporte pas comme une Amada plus récente à serrage hydraulique, même si les deux sont de “ style Promecam ”. Les variantes LVD peuvent différer par la géométrie de l'épaulement et la profondeur de la surface de serrage. Sur le papier, Promecam est un profil. En réalité, c'est une famille.
Votre processus nécessite donc une étape supplémentaire :
Comparez ensuite ces données physiques au dessin technique du fournisseur, et non à la fiche commerciale. Le dessin.
J'ai vu un atelier commander des poinçons “ compatibles LVD ” pour une machine du milieu des années 2000. La largeur de la queue correspondait. Le rayon de l'épaulement, non. Sous charge, le poinçon s'est logé légèrement en dehors de la surface de contact prévue. Avec le temps, il a poli une nouvelle trace d'usure sur la face de serrage. La clé entrait dans la serrure, jusqu'à ce qu'elle commence à élargir la serrure.
C'est la réalité du système « clé-serrure » des systèmes de style européen. Ils alignent l'axe du coulisseau sur le corps du poinçon pour éliminer les charges décentrées. Mais cela ne fonctionne que si la géométrie de la queue et de l'épaulement correspond à ce que le serrage a été usiné pour recevoir.
Vous n'achetez pas une forme. Vous achetez un alignement de chemin de charge.
Et c'est le pont vers ce qui suit. Car si le style européen exige ce niveau de discipline, attendez de voir les systèmes où l'outillage et le serrage ont été conçus comme une unité propriétaire unique.
Vous avez déjà vu comment une variation de hauteur de 0,02 mm dans une configuration de “ style européen ” se répercute directement sur votre angle de pliage. Imaginez maintenant ceci : le serrage et la queue du poinçon n'ont pas seulement été fabriqués selon le même profil, ils ont été conçus comme une paire appariée, avec un bouton de sécurité à ressort conçu pour se verrouiller dans une géométrie de rainure spécifique sous précharge.
C'est Wila/Trumpf.
Sur ces systèmes, la queue n'est pas seulement maintenue par friction ou par pression de coin. Elle est indexée et retenue par un mécanisme à bouton frontal qui s'enclenche dans deux rainures sur une queue de 20 mm, contrôlant la position verticale et l'extraction sous charge. La course du vérin de serrage, la profondeur de la rainure, la course du bouton : tout est conçu ensemble. Vous ne vous contentez plus d'aligner l'épaisseur et le parallélisme. Vous alignez des pièces mobiles.
C'est ici que la règle de l'écosystème d'abord cesse d'être un conseil pour devenir une question de survie. Car lorsque le serrage et l'outillage sont co-conçus, la “ compatibilité ” ne concerne pas la silhouette. Il s'agit de savoir si votre clé correspond aux ressorts internes et aux crans à l'intérieur de la serrure.
Et si ce n'est pas le cas, qu'est-ce qui cède en premier : l'outil ou le serrage ?
Soyons précis.
Sur les poinçons plus légers de style Wila/Trumpf, la rétention frontale “ bouton-clic ” permet à un opérateur de se tenir devant la presse-plieuse, de soulever, de pousser et d'entendre le déclic de l'engagement. Chargement à une main. Pas d'accès latéral. Pas besoin de contourner le coulisseau. C'était serré.
Mais voici le détail que la plupart des presse-papiers omettent : une fois que vous dépassez environ 12,5 kg (27,6 lb) par segment, de nombreux outils de type Wila/Trumpf — y compris ceux des équipementiers (OEM) — passent aux goupilles de sécurité à insertion latérale plutôt qu'au bouton frontal. Même écosystème. Méthode de rétention différente.
Cela vous indique quelque chose d'important. Le “ bouton propriétaire ” n'est pas magique dans tous les cas. C'est une solution technique conçue dans le respect des limites de charge.
Il y a dix ans, si vous vouliez une véritable extraction par bouton frontal, vous étiez pratiquement contraint de vous fournir auprès de l'équipementier en raison de la protection par brevet. Des options sur le marché secondaire existaient, mais elles utilisaient souvent par défaut des installations plus lentes par goupille latérale. Aujourd'hui, plusieurs fabricants sérieux usinent des queues à double rainure identiques avec des interfaces à bouton correspondantes pour les outils plus légers, et des systèmes de goupilles appropriés pour les segments lourds.
J'ai examiné des pièces du marché secondaire qui s'insèrent dans un système de bridage hydraulique Wila, s'enclenchent proprement sur le bouton et ne présentent aucune déviation mesurable du parallélisme de la queue ou de la profondeur de rainure par rapport aux échantillons OEM.
La question n'est donc pas : “ Quelqu'un peut-il égaler le bouton ? ” Dans de nombreux cas, oui.
La vraie question est : maintiennent-ils les mêmes tolérances de positionnement sur la rainure par rapport à la hauteur du poinçon, lot après lot ?
J'ai été témoin d'un incident évité de justesse où un jeu mixte — segments légers OEM et segments lourds du marché secondaire — tous de “ style Wila ”, a introduit un subtil décalage vertical entre les outils retenus par bouton et ceux retenus par goupille. L'opérateur a ajusté la profondeur pour corriger l'angle. Le problème ne venait pas du bridage. C'était l'empilement des références mixtes. Cette série a failli entraîner la mise au rebut de 40 panneaux en acier inoxydable avant que quelqu'un ne mesure la hauteur de travail réelle au micromètre.
Lorsque le mécanisme de rétention est intégré au chemin de charge, le jeu n'est pas seulement esthétique. Il est structurel.
Placez deux poinçons côte à côte sur l'établi. Même profil de queue. Même double rainure. Même engagement du bouton. L'un coûte 30 % de plus.
Où est l'argent ?
Sur les outillages Wila/Trumpf haut de gamme OEM et du marché secondaire de premier plan, vous payez généralement pour une trempe à cœur ou une trempe par induction profonde, suivie d'une rectification de précision des surfaces de travail et des caractéristiques de la queue dans une chaîne de processus contrôlée. C'est important car le bridage repose sur une géométrie rectifiée et trempée — pas seulement sur de l'acier fraisé avec une passe de rectification esthétique.
Imaginez une hypothèse : un poinçon dont la surface est trempée sur 1,5 mm de profondeur par rapport à un autre trempé beaucoup plus profondément. Après quelques rectifications au fil des années, l'outil à trempe superficielle expose un matériau de cœur plus tendre au niveau de l'épaulement de la queue. Sous des cycles de serrage hydraulique répétés, cet épaulement se déforme de manière microscopique. La profondeur d'engagement de votre bouton change de quelques centièmes. Vous ne le verrez pas le premier mois. Vous le traquerez la troisième année.
C'est ce que vous achetez réellement : la résistance à la dérive dimensionnelle sous la force de serrage.
Mais la marque seule ne le garantit pas. J'ai audité des outils de marques haut de gamme avec une excellente métallurgie et des fournisseurs de milieu de gamme avec des profils de dureté et une qualité de rectification équivalents. J'ai aussi vu des outils “ style Wila bon marché ” où les rainures étaient coupées avant la trempe, puis légèrement déformées lors du traitement thermique et nettoyées juste assez pour passer une jauge passe/passe-pas.
Un atelier avec lequel j'ai travaillé a mélangé un lot à bas prix dans une configuration Wila principalement OEM. En six mois, les segments les moins chers présentaient des marques d'usure polies sur un seul épaulement de rainure — un léger désalignement angulaire sous la précharge du bridage. Pas catastrophique. Juste assez pour commencer une chasse aux tolérances sur les pièces longues.
Vous ne payez pas pour un logo. Vous payez pour le contrôle du processus de traitement thermique et de rectification par rapport à un mécanisme de sécurité hydraulique.
Et si le fournisseur ne peut pas vous indiquer sa profondeur de trempe et sa séquence de rectification après traitement thermique, pour quoi payez-vous exactement ?
Voici où les calculs deviennent honnêtes.
Prenons un travail architectural à fort tonnage : longs panneaux en acier inoxydable, finition visible, tolérance d'angle serrée sur 3 mètres. Sur un système de bridage hydraulique Wila avec bombage CNC, la machine suppose une hauteur de poinçon et une géométrie de rainure constantes afin de pouvoir répartir la charge uniformément. Toute déviation devient une erreur d'angle locale que la commande ne peut pas détecter.
Dans cet environnement, mélanger les fournisseurs — même au sein du “ style Wila/Trumpf ” — introduit une seconde variable : la référence de hauteur entre les fournisseurs. Même une différence systématique de 0,01 à 0,02 mm entre les lots déplace la position de l'axe neutre juste assez pour être visible sous une lumière brillante.
J'ai audité une installation utilisant une configuration Wila haut de gamme qui avait décidé de compléter avec des segments tiers pour économiser sur une grosse commande. Individuellement, chaque fournisseur respectait des tolérances serrées. Ensemble, leurs références verticales étaient légèrement décalées. La machine a compensé globalement. Les pièces présentaient des bandes d'angle alternées au niveau des joints de segments. Plusieurs pièces ont fini au rebut après le revêtement.
L'écosystème n'a pas échoué. Ce sont les cadres de référence mixtes qui ont échoué.
Maintenant, inversons la situation. Supports en petite série, tonnage modéré, tolérance de ±1 degré, aucun examen cosmétique. Dans ce cas, un fournisseur tiers approuvé qui correspond à la géométrie de la queue, à l'emplacement de la rainure et au profil de dureté peut offrir des performances indiscernables de celles de l'équipementier, à moindre coût.
Le surcoût est justifié lorsque trois conditions sont réunies :
Lorsque ces conditions ne sont pas réunies, un approvisionnement discipliné sur le marché secondaire au sein de l'écosystème Wila peut être judicieux.
Mais ne vous faites pas d'illusions sur ce qu'est ce système. Ce n'est pas un profil européen générique avec un bouton sophistiqué. C'est un ensemble bride-outil co-conçu. Traitez-le comme une serrure à clé. Faites correspondre le mécanisme interne, pas seulement le contour.
Car si c'est ce qui se passe dans un système hydraulique haut de gamme étroitement intégré, qu'est-ce que cela signifie pour les ateliers qui tentent de maintenir la productivité de vieilles machines américaines sans ce niveau d'alignement technique ?
C'est là que les vrais compromis commencent.
Je suis entré dans un atelier utilisant une presse américaine de 1998 avec la queue de 0,50 pouce classique. Brides manuelles. Vis de réglage polies par vingt ans de serrage. L'opérateur a changé un poinçon, a serré les vis, a appuyé sur la pédale — et l'outil a glissé de quelques millièmes avant de se mettre en place. Il s'est resserré.
Ce petit mouvement est toute l'histoire.
Sur ces machines anciennes, il n'y a pas de bouton hydraulique corrigeant la géométrie de la rainure. Pas de goupille de sécurité intégrée. La force de bridage s'exerce directement sur une queue relativement étroite et sur toute surface de contact d'épaulement laissée par l'outilleur. Chaque changement d'outil est un événement de friction. Chaque événement de friction est une usure. Et contrairement à une queue de style européen de 13 mm ou 20 mm avec une zone d'appui plus large, cette queue américaine d'un demi-pouce a moins de surface pour répartir la charge. Moins de surface signifie une contrainte de contact plus élevée sous le même tonnage. C'est de la mécanique, pas de la fidélité à une marque.
Ainsi, lorsque vous demandez comment les ateliers gèrent les risques sur du matériel ancien, la réponse n'est pas “ achetez un meilleur catalogue ”. C'est “ respectez le système de verrouillage que vous possédez déjà ”. Cette presse plieuse a été usinée pour une largeur de tenon, une hauteur d'épaulement et une philosophie de serrage spécifiques il y a vingt ans. Elle se moque de ce qui est à la mode cette année en matière de presse-papiers.
Si même un système hydraulique co-conçu sanctionne les référentiels mixtes, qu'arrive-t-il, selon vous, lorsque votre seul contrôle d'alignement repose sur quelques vis de pression et des connaissances empiriques ?
Consultez le catalogue actuel d'un fournisseur majeur — Wilson, Mate, Rolleri — et vous remarquerez quelque chose qui échappe à la plupart des gens. Ils continuent de fabriquer le style « American Precision ». Non par nostalgie. Mais comme une gamme rentable.
C’est important.
Il existe un mythe selon lequel l'outillage américain traditionnel est en voie d'extinction, ce qui pousse les ateliers vers des importations douteuses ou des fabrications sur mesure coûteuses. Pourtant, les fournisseurs qui fabriquent également des profils européens et Wila sont souvent les mêmes qui rectifient des tenons de 0,50 pouce chaque semaine. Ils ont déjà amorti leurs infrastructures de traitement thermique et de rectification. Ajouter un autre profil de tenon est un changement de programmation, pas un exploit technologique.
J'ai audité un atelier qui avait acheté un lot “ assez proche ” auprès d'une source à bas prix parce qu'ils pensaient que l'outillage de style américain authentique nécessitait des tarifs sur mesure. Lors de la première grosse série à 90 tonnes sur deux mètres cinquante, un segment s'est décalé juste assez pour marquer l'épaulement de la matrice. Rien de catastrophique. Juste assez pour mettre au rebut une série de pièces peintes parce que la ligne de pliage variait d'une pièce à l'autre.
L'ironie ? Un fournisseur de premier plan avait le profil OEM exact en stock à un prix standard. L'atelier avait simplement présumé qu'il était rare.
Voici le mécanisme : sur l'outillage de type raboteuse, la constance de la hauteur et le parallélisme du tenon importent plus que la gravure de la marque. Si le fournisseur rectifie la surface de travail et le tenon en une seule configuration contrôlée après traitement thermique, vous préservez une référence verticale unique. S'ils fraisent avant traitement, durcissent, puis “ nettoient ” plus tard, vous provoquez des distorsions. C'est ainsi que vous finissez par courir après la dérive d'angle sur une machine qui ne dispose pas de bombage CNC pour vous sauver.
Le filtre de sélection n'est donc pas “ Fabriquent-ils le style américain ? ” mais “ Le rectifient-ils et le durcissent-ils avec la même rigueur que celle appliquée à leurs gammes premium ? ”
Imaginons une hypothèse : vous avez une solide presse plieuse américaine de 150 tonnes. Un coulisseau rigide. Une bonne hydraulique. Des brides manuelles. Vous effectuez des travaux à haute mixité et volume modéré avec des changements d'outils fréquents. Quelqu'un vous propose un rail de modernisation de style européen à changement rapide.
Maintenant, nous parlons de changer la serrure, pas seulement la clé.
La modernisation peut être judicieuse lorsque le temps de changement d'outil et le risque de sécurité l'emportent sur le coût de la transformation. Les systèmes européens offrent un engagement de tenon plus large et souvent une rétention de sécurité intégrée. Cela réduit le comportement de glissement et de mise en place que vous observez avec les vis de pression. Cela vous standardise également avec un écosystème d'outillage plus large.
Mais voici ce que les ateliers sous-estiment : la modernisation ne corrige pas l'usure du coulisseau, la déflexion du banc ou les limites de hauteur sous outil. Si votre machine a été conçue autour d'une hauteur de fermeture et d'une hauteur d'empilement spécifiques, l'ajout d'un rail peut réduire votre espace de travail. J'ai vu une modernisation laisser un atelier dans l'embarras parce que l'outillage de boîte haut ne passait plus sous la course.
Un atelier avec lequel j'ai travaillé a effectué cette modernisation spécifiquement pour réduire un incident évité de justesse — un poinçon lourd glissant lors d'un changement précipité. La modernisation a été rentabilisée en termes de sécurité et de temps de changement en moins d'un an. Un autre atelier l'a fait en poursuivant la “ précision européenne ” et a découvert que les tolérances de leur machine étaient le véritable facteur limitant. La mise à niveau de l'outillage a exposé le jeu mécanique ; elle ne l'a pas guéri.
Alors, est-ce que ça vaut le coup ?
Si vous avez besoin de changements plus rapides, d'une meilleure rétention et d'un alignement avec de futures machines, peut-être. Si vous pensez qu'un changement de rail transforme par magie un châssis de 20 ans en un écosystème co-conçu, vous rêvez.
Un contremaître me tend un poinçon estampillé du nom d'un fabricant d'équipement d'origine (OEM) disparu depuis longtemps. “ Ils ne fabriquent plus ça ”, dit-il. Ce qu'il veut vraiment dire, c'est : “ Notre responsable des achats n'a pas pu le trouver dans ses catalogues habituels. ”
Les fournisseurs mondiaux maintiennent des inventaires de matrices segmentées et des plans anciens précisément parce que des milliers de ces presses plieuses sont toujours en service. De nombreux profilés OEM abandonnés ne sont pas éteints ; ils ne sont tout simplement pas mis en avant. La géométrie existe quelque part dans une base de données, attendant que quelqu'un pose la bonne question : largeur du tenon, hauteur de l'épaulement, hauteur totale et référence par rapport à quel plan de base ?
J'ai vu des ateliers payer des frais de “ personnalisation ” pour des profilés qui étaient en réalité stockés sous une nomenclature différente. L'astuce consiste à mesurer correctement votre outil existant — pas à l'œil nu. Mesurez l'épaisseur du tenon au micromètre. Vérifiez le parallélisme. Confirmez la hauteur totale de la surface de travail au siège du tenon. Ensuite, faites un recoupement avec un fournisseur qui gère plusieurs systèmes. Ceux qui fabriquent des styles américain, européen et Wila comprennent la conversion entre les profilés.
Une entreprise a mis au rebut une petite série parce qu'elle a accepté une matrice “ compatible ” qui correspondait à l'ouverture en V et à la longueur, mais qui était 0,02 mm plus haute que son jeu existant. Sur une presse plieuse ancienne sans compensation automatique, ce minuscule écart s'est accumulé sur les segments et s'est traduit par une variation d'angle au niveau des joints.
Abandonné ne signifie pas introuvable. Cela signifie que vous avez besoin d'un fournisseur qui respecte les cadres de référence autant que vous.
Et c'est là que tout se joue, n'est-ce pas ? Une fois que vous acceptez que l'écosystème de serrage de votre machine est le filtre non négociable — qu'il s'agisse d'un système hydraulique Wila ou d'une raboteuse américaine des années 1990 — la question suivante n'est pas “ Qui est le moins cher ? ” mais “ Qui comprend mon cadre de référence avant que j'émette la demande de devis ? ”
Vous voulez une méthode systématique pour évaluer un fournisseur d'outillage ?
Commencez par observer ce qu'ils demandent avant de vous faire une offre.
Le moyen le plus rapide de repérer un imposteur est le silence. Vous envoyez une demande de devis avec “ style européen, segments de 835 mm ”, et vous recevez un prix en une heure — aucune question sur le type de serrage, aucun modèle de machine, aucune hauteur de fermeture, aucun contexte de tonnage. Ce n'est pas de l'efficacité. C'est jouer avec votre argent.
J'ai déjà vu ce film. Un atelier a commandé de l'outillage “ compatible ” pour un système de serrage hydraulique du milieu des années 2000 parce que le catalogue indiquait « tenon européen universel ». Lors du premier montage, les boutons de sécurité ne se sont pas logés correctement dans la rainure de serrage. Le poinçon dépassait d'un cheveu. Il a été serré. Et sous la charge, ce cheveu s'est transformé en une ligne de marquage visible sur chaque pli de la série. Les pièces n'étaient pas des déchets à l'atelier. Elles étaient des déchets dans l'assemblage du client.
Un fournisseur qui comprend les écosystèmes de serrage ne se précipite pas pour vous vendre une clé sans connaître la serrure.
S'ils ne demandent pas de chiffres, arrêtez la discussion.
Au minimum, ils devraient exiger : la marque et le modèle exacts de la machine, le style de serrage (américain manuel à vis, européen à changement rapide, hydraulique Wila, etc.), la hauteur de fermeture (du coulisseau à la table au point mort bas), la hauteur de travail (daylight) et le tonnage maximal — et pas seulement le tonnage nominal, mais ce que vous utilisez réellement sur quelle longueur. S'ils n'évoquent pas la charge par pied, ils ne réfléchissent pas au cheminement de la force.
Et c'est là que la plupart des demandes de devis deviennent floues : la référence verticale. La hauteur totale de l'outil, de la surface de travail au siège du tenon. Pas la “ hauteur standard ”. La hauteur réelle. Surtout si vous mélangez avec un inventaire existant rectifié selon une plage de tolérance connue.
La cohérence de la hauteur n'est pas un luxe ; c'est une stratégie de référence. Lorsqu'un fournisseur rectifie après traitement thermique en une seule opération, il préserve cette relation verticale. Sinon, vous finirez par caler les segments comme si vous accordiez une guitare.
Imaginez une situation hypothétique : deux fournisseurs proposent le même profil de poinçon à 30 degrés. L'un demande votre hauteur de fermeture et la hauteur de votre outil actuel au dixième de millimètre près. L'autre dit : “ Hauteur standard de 4 pouces ”. Lequel conçoit l'outil en fonction de votre machine et lequel vend un produit sur étagère ?
Et voici l'angle mort que la plupart des ateliers ignorent : la résistance du profil. Un fournisseur qui comprend votre écosystème vous demandera également ce que vous pliez : type de matériau, épaisseur, rayon intérieur cible. Car un poinçon aigu, haut et étroit, qui s'adapte parfaitement à votre bride, peut quand même échouer si la section transversale du profil n'est pas conçue pour votre charge par pied. L'ajustement et la résistance sont deux discussions distinctes. Le bon fournisseur maîtrise les deux.
“ En stock ” semble rassurant.
Parfois, ça l'est. Parfois, cela signifie qu'ils produisent déjà votre géométrie de queue en volume et qu'ils la maîtrisent suffisamment pour maintenir une hauteur uniforme entre les lots. C'est de la compétence.
Mais parfois, “ en stock ” signifie qu'ils sont sur le point de forcer votre machine à accepter ce qui les arrange.
Si vous utilisez une queue de style américain pour raboteuse avec une relation d'épaulement spécifique et qu'ils prétendent l'avoir sur étagère, prête à être expédiée, demandez combien d'ateliers utilisent cette géométrie exacte aujourd'hui. Si la réponse est vague, vous n'achetez pas un standard. Vous achetez des invendus.
D'un autre côté, les longs délais de livraison européens ne sont pas non plus automatiquement synonymes de précision. J'ai vu un atelier attendre douze semaines pour de l'outillage de marque OEM parce qu'ils pensaient que le délai était gage de qualité. À son arrivée, il s'adaptait parfaitement à la bride, mais ils n'avaient pas revérifié leur ouverture après avoir ajouté un rail de modernisation l'année précédente. La nouvelle hauteur d'empilage a réduit le dégagement nécessaire pour un outil à boîte haute. Un outillage magnifique. Mais inadapté au système.
Le délai de livraison n'a de sens que lorsqu'il est lié à votre cadre de référence.
Un fournisseur compétent expliquera pourquoi un profil est en stock (écosystème courant, hauteur contrôlée, demande répétée) ou pourquoi il est personnalisé (queue non standard, hauteur de fermeture modifiée, épaulement modifié). Ils lieront le temps à la géométrie. S'ils ne peuvent pas le faire, vous achetez encore des presse-papiers.
| Sujet | Détails |
|---|---|
| Question centrale | Quand “ en stock ” est-il réellement un signal d'alarme par rapport aux délais de livraison et aux profils personnalisés ? |
| Perception du “ En stock ” | “ En stock ” semble rassurant. Parfois, cela reflète réellement une compétence et une production contrôlée et reproductible. |
| Quand “ En stock ” est signe de compétence | Cela peut signifier que le fournisseur produit régulièrement votre géométrie de queue en volume et maintient une hauteur uniforme entre les lots. |
| Quand “ En stock ” est un signal d'alarme | Cela peut indiquer que le fournisseur cherche à écouler des stocks invendus plutôt que de répondre aux exigences spécifiques de votre système. |
| Préoccupation concernant la géométrie héritée | Si vous utilisez une queue de style américain pour raboteuse et qu'elle est soi-disant prête à être expédiée, demandez combien d'ateliers utilisent actuellement cette géométrie exacte. |
| Avertissement sur une justification vague | Si la réponse du fournisseur concernant l’utilisation est vague, il est probable que vous achetiez des stocks invendus, et non un véritable standard. |
| Délais de livraison trompeusement longs | Des délais de livraison européens longs n’indiquent pas automatiquement une précision ou une qualité supérieure. |
| Exemple d’hypothèses mal alignées | Un atelier a attendu douze semaines pour de l’outillage OEM de marque en supposant que le retard était synonyme de qualité, mais a omis de vérifier à nouveau la hauteur de travail après l’ajout d’un rail de rattrapage. |
| Échec de la prise en compte du contexte système | La nouvelle hauteur d’empilement a réduit le dégagement nécessaire pour un outil à boîte haute, ce qui a abouti à un outillage magnifique qui ne s’adapte pas au contexte système. |
| Principe clé | Le délai de livraison n’a de sens que lorsqu’il est lié à votre référentiel machine spécifique et à sa géométrie. |
| Ce que font les fournisseurs compétents | Ils expliquent si un profil est en stock (écosystème courant, hauteur contrôlée, demande répétée) ou sur mesure (attache non standard, hauteur fermée modifiée, épaulement modifié). |
| Observation finale | Un fournisseur compétent lie le délai de livraison à la géométrie. S’il ne peut pas le faire, vous vous reposez sur des hypothèses plutôt que sur un alignement système. |
Vérification de la réalité sur le plancher de production : “ En stock ” n’est une bonne chose que lorsque cela correspond à votre logique de bridage et de hauteur ; sinon, ce n’est que de la ferraille rapide.
Ne misez pas tout sur une brochure.
Commandez un petit jeu d’essai à haute sensibilité : deux ou trois segments qui seront placés à côté de votre outillage existant sur un travail réel. Mesurez la hauteur totale avec un micromètre. Vérifiez l’épaisseur de l’attache et le parallélisme. Ensuite, installez-les à côté de vos segments actuels sans modifier les réglages de la machine.
C’est là que la vérité apparaît.
Si le fournisseur revendique une cohérence de hauteur de ±0,0005″, votre coulisseau ne devrait pas avoir besoin d’être ajusté. L’angle doit rester constant au niveau de la jonction entre les anciens et les nouveaux segments. Si vous utilisez une machine sans bombage CNC, ce test est brutal, mais de manière positive. Il expose instantanément les tolérances cumulées.
Et mettez-les à l’épreuve sous charge. Exécutez un travail proche de votre plage habituelle de tonnes par pied, pas un test sur tôle fine. Observez le comportement de mise en place dans le bridage. Soyez attentif à ce léger déplacement lorsque la pression augmente. La bonne géométrie d’attache doit sembler banale. Pas de glissement. Pas de tassement après le premier coup.
J’ai vu un jour un atelier valider un nouveau fournisseur avec un essai cosmétique sur de la tôle de 16 gauges. Tout semblait parfait. Le premier travail sur acier doux de 1/4″ à une charge plus élevée a révélé la réalité : le profil a fléchi juste assez pour ouvrir l’angle à mi-portée. Pas une défaillance catastrophique. Juste assez pour mettre le lot au rebut car l’angle s’est écarté des spécifications lors de l’assemblage.
Une commande d'essai appropriée ne concerne pas seulement l'ajustement. Il s'agit d'interchangeabilité et de comportement sous charge au sein de votre écosystème de serrage spécifique.
C’est le basculement.
Vous cessez de demander “ Qui est le meilleur ? ” pour commencer à demander “ Qui se comporte correctement dans le référentiel de ma machine sous une charge réelle ? ”
Une fois qu'un fournisseur a passé votre appel d'offres et survécu à une commande d'essai réelle, la question change. Il ne s'agit plus de savoir “ Peuvent-ils fabriquer un bon outil ? ”, mais “ Peuvent-ils continuer à fabriquer des outils qui se comportent correctement dans mon écosystème de serrage précis dans cinq ans ? ”
C'est la partie que la plupart des ateliers ne formalisent jamais.
Ils traitent un essai réussi comme une simple poignée de main. Puis, six mois plus tard, un deuxième lot arrive, issu d'une production différente, rectifié sur des montages différents, et soudain, votre point zéro de coulisseau dérive à nouveau. Non pas parce que l'outil est “ mauvais ”, mais parce que vous n'avez jamais verrouillé la relation avec le référentiel de votre machine.
C'est là que vous arrêtez de magasiner des marques pour commencer à gérer un système.
Le changement est simple et inconfortable : votre presse plieuse devient la spécification. Pas le catalogue.
Cela signifie que vous documentez trois éléments et que vous les traitez comme des données contrôlées : le style et les dimensions du serrage (européen, Wila, américain traditionnel, jusqu'à l'épaisseur de la queue et l'emplacement de l'épaulement), la hauteur totale vérifiée de l'outil par rapport à la surface de travail, et votre enveloppe de charge réelle en tonnes par pied. Pas les chiffres de la brochure. Les chiffres de l'atelier.
J'ai vu un atelier sauter cette étape après un essai réussi. Six mois plus tard, ils ont recommandé “ le même ” poinçon européen de 4 pouces. Il s'est serré correctement dans le support. Mais il était 0,02 mm plus haut que leur inventaire existant. Sur le papier, rien. Dans l'atelier, cela signifiait devoir corriger l'angle sur des montages segmentés et perdre une demi-journée à revenir à la ligne de base.
Personne n'a mis une pièce au rebut ce jour-là.
Ils ont mis du temps au rebut.
Lorsque vous figez les données de votre machine et exigez que chaque commande répétée soit certifiée selon cette plage de hauteur et cette géométrie de queue, vous supprimez la variable de surprise. Les commandes urgentes disparaissent car la compatibilité cesse d'être supposée pour commencer à être vérifiée par rapport à une référence fixe.
Vous n'achetez plus d'outillage. Vous protégez une stratégie de référence.
Un catalogue épais vous indique qu'ils savent rectifier des formes.
Un dossier d'adéquation vous indique qu'ils comprennent votre système de verrouillage.
Voici comment constituer votre liste de présélection : seuls les fournisseurs capables de démontrer des livraisons documentées pour votre style de bridage exact — avec une tolérance de hauteur répétable et une validation de la charge — y restent. Pas similaire. Exact.
Imaginez une hypothèse : un atelier à Dubaï utilisant un écosystème Amada abandonne des outils OEM coûteux pour un fournisseur alternatif de 42CrMo. Sur le papier, cela semble imprudent. En pratique, le nouveau fournisseur a maintenu une hauteur uniforme à ±0,0005 pouce près sur tous les lots et a reproduit la géométrie de la queue d'aronde Amada avec précision. La machine ne se souciait pas du logo. Elle se souciait du fait que la clé correspondait à la serrure et supportait la charge.
C'est là toute la leçon.
La réputation d'une marque est un indicateur de qualité. La compatibilité prouvée au sein de votre bride est une preuve.
Maintenant, il existe un cas particulier que vous devez respecter. Certains travaux exigent des profils non standard — rayons intérieurs serrés, outils de boîte hauts, matrices de pliage spéciales. Un fournisseur qui excelle dans les profils personnalisés peut ne pas vivre au quotidien dans votre écosystème. Cela ne les disqualifie pas. Cela signifie que vous les traitez comme des exceptions contrôlées : cible de hauteur documentée, plan de queue d'aronde approuvé, inspection du premier article par rapport à votre jeu maître.
Présélectionnez par fluidité d'écosystème. Approuvez les exceptions par validation mesurée.
Un approvisionnement en toute confiance est ennuyeux.
Vous installez un nouveau segment à côté d'un ancien de cinq ans. Vous ne touchez pas au zéro du coulisseau. Vous ne calez pas. Vous ne tâtonnez pas pour trouver l'angle. Il se comporte simplement comme il faut. Sous faible épaisseur. Sous forte charge.
Ce sentiment ne vient pas de la confiance. Il vient de la traçabilité.
Vous assignez un jeu de référence de hauteur maître — mesuré et enregistré. Chaque nouveau lot est vérifié par rapport à celui-ci avant d'atteindre le rayonnage. Vous exigez des fournisseurs qu'ils indiquent la hauteur totale mesurée réelle et les dimensions de la queue d'aronde sur les documents d'expédition. S'ils modifient la séquence de rectification, le lot de matériau ou le processus de traitement thermique, ils vous en informent.
Ce n'est pas de la bureaucratie d'entreprise. C'est ainsi que vous stoppez la dérive lente dans un écosystème segmenté.
Car voici le point non évident : la cohérence de la hauteur n'est pas un problème d'outillage. C'est un problème de stabilité du système. Une fois que vous mélangez les écosystèmes — même légèrement — vous commencez à compenser au niveau de la machine. Et chaque compensation masque le décalage suivant.
La plupart des fabricants pensent qu'une stratégie d'outillage à long terme signifie négocier de meilleurs niveaux de prix.
Cela signifie verrouiller votre relation fournisseur à la géométrie de votre machine si étroitement que changer de fournisseur donnerait l'impression de changer la serrure, et pas seulement la clé.
Et une fois que vous voyez les choses sous cet angle, “ Qui est le meilleur fabricant ? ” semble être la mauvaise question.
La seule question qui compte est celle-ci : qui a prouvé — au fil du temps, sous charge — que sa clé s'adapte à votre serrure exacte sans que vous ayez à forcer ?


















