

Geçen kış, bir operatörün yeni bir “evrensel” punçun kelepçeye yerleştirmeye çalıştığı 10 ayaklık bir frenin yanında durdum. Punç yerine oturdu. Sıkılaştırdı. Hatta kare gibi görünüyordu.
120 tonluk ilk vuruşta, sol omuz kaymaya başladı. Üçüncü bükümde, flanş .030″ dışarıda kaldı ve parça hurda oldu.
Katalog, “çoğu büyük pres frenine uyduğunu” söylüyordu. O "çoğu" kelimesi gerçekten çok şey ifade ediyor, değil mi?
Herhangi bir orta ölçekli atölyede yürüyün ve bunu göreceksiniz: bir rafta Amerikan dişlileri, diğerinde Avrupa dişlileri, belki de cerrahi aletler gibi köpük içinde bir Wila seti. Üç geometri. Üç kelepçe felsefesi. Aynı yapı.
Eğer “evrensel uyum” gerçek olsaydı, hala uyumsuz üç standartla raf alanı için savaşmazdık. Standartlar, gerçek bir mekanik sorunu çözdüklerinde hayatta kalır—yük transferi, tekrarlanabilirlik, güvenlik. Nostalji için etrafta dolanmazlar.
Bir pres freni, anahtarlı bir kilittir. Dişli anahtardır. Anahtar profilini değiştirirseniz, kuvvetin ramden alete ve parçaya nasıl aktığını değiştirirsiniz. Yanlış anahtarı zorlayın, sadece anahtarı yaralamazsınız—kilidi de aşındırırsınız.
Yapmanızı istediğim değişim bu: “Kelepçeye girecek mi?” sormayı bırakın ve “Bu alet benim kelepçe ekosistemim için tasarlandı mı?” sormaya başlayın. Çünkü birlikte var olma, tarih değil. Fizik.

Amerikan stilini ele alalım: daha uzun dişli, set vidalı kelepçeleme, yük üstte taşınıyor. Avrupa: daha kısa dişli, kama ile kelepçeleme, farklı yük yolu. Wila: hidrolik veya mekanik kendi kendine oturan, shim olmadan tekrarlanabilir dik konumlandırma için tasarlanmış hassas zeminli dişli.
Bunlar kozmetik farklılıklar değil. Kelepçe kuvvetinin nerede etkili olduğunu ve 10 ayak boyunca dik toleransın nasıl biriktiğini belirlerler.
Yıllar önce, bir atölyenin karışık bir filoda “Avrupa uyumlu” aletler etrafında standartlaştırmaya çalıştığını izledim. Daha eski Amerikan makinesinde, kelepçe vidaları hafifçe merkez dışı temas ediyordu. Düşük tonajda, sorun yok. 80% kapasitesinde, punç mikro eğiliyordu. Bunu göremezdiniz. Ölçebilirsiniz.
Eğer bir geometri gerçekten her yük durumunu yönetebiliyorsa, makine üreticileri birleşirdi. Birleşmediler. Peki, onların birleştiğini varsaydığınızda neyi kaybediyorsunuz?
Şimdi akıllı çözüm olan adaptörlere geliyoruz.
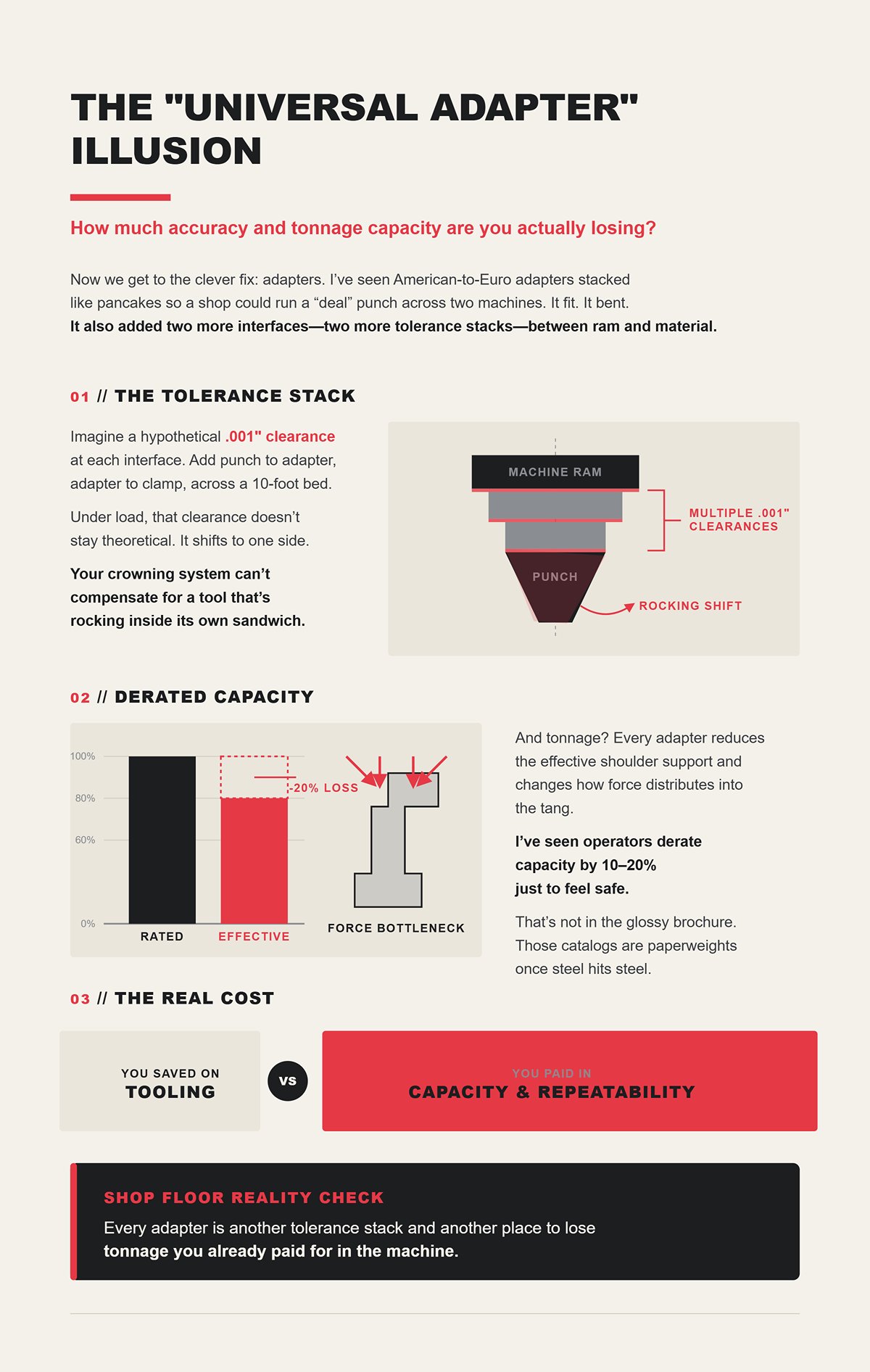
Bir atölyenin iki makine arasında bir “anlaşma” punç çalıştırabilmesi için Amerikan'dan Avrupa'ya adaptörleri yığınlar halinde dizdiğini gördüm. Uygun geldi. Büküldü. Ayrıca ram ile malzeme arasında iki tane daha arayüz—iki tane daha tolerans yığını ekledi.
Her arayüzde varsayımsal .001″ boşluk olduğunu hayal edin. Punçtan adaptöre, adaptörden kelepçeye, 10 ayaklık bir yatak boyunca. Yük altında, o boşluk teorik kalmaz. Bir tarafa kayar. Taçlama sisteminiz, kendi sandviçinin içinde sallanan bir alet için telafi edemez.
Ve tonaj? Her adaptör, etkili omuz desteğini azaltır ve kuvvetin dişliye nasıl dağıldığını değiştirir. Operatörlerin güvenli hissetmek için kapasiteyi 10–20% kadar düşürdüğünü gördüm. Bu, parlak broşürde yok. O kataloglar, çelik çeliğe çarptığında kağıt ağırlığına dönüşür.
Aletlerinizi tasarruf ettiniz. Kapasite ve tekrarlanabilirlikte ödeme yaptınız. Bir yıl boyunca hangi kalem daha pahalıdır sizce?
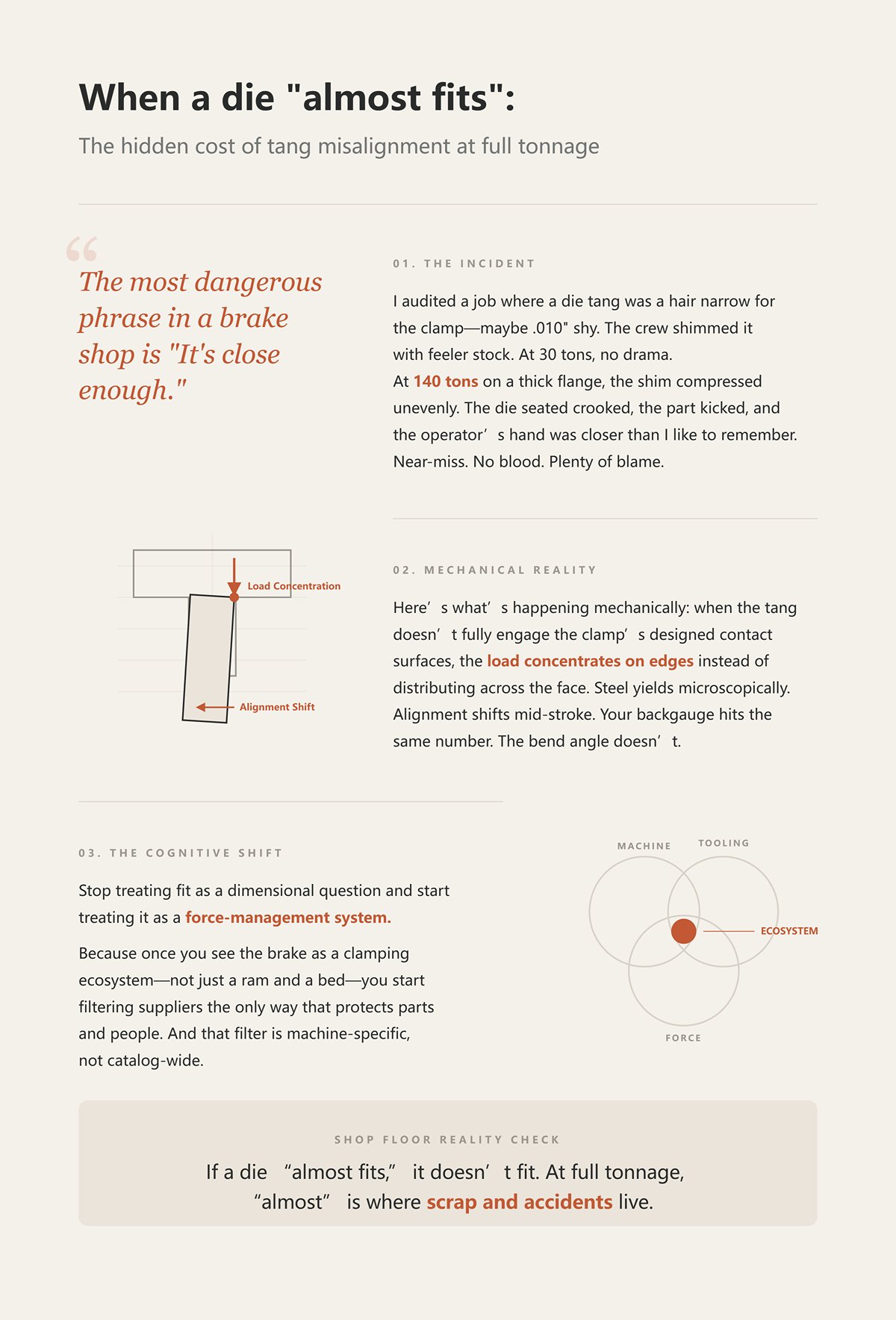
Bir fren atölyesindeki en tehlikeli ifade “Yeterince yakın.”dır.”
Bir işte, bir kalıp dişinin kelepçe için biraz dar olduğunu denetledim - belki .010″ eksik. Ekip, bunu hissedici malzeme ile shimledi. 30 ton da sorun yoktu. 140 ton kalın bir flanşta, shim düzensiz sıkıştı. Kalıp eğri oturdu, parça fırladı ve operatörün eli hatırlamak istemediğim kadar yakındı. Yakın tehlike. Kan yok. Bolca suçlama.
Mekanik olarak olanlar şunlardır: diş, kelepçenin tasarlanmış temas yüzeylerine tam olarak oturmadığında, yük kenarlara yoğunlaşır ve yüzey boyunca dağılmaz. Çelik mikroskobik olarak şekil değiştirir. Hizalama, hareketin ortasında kayar. Arka ölçüm aynı sayıyı gösterir. Bükülme açısı göstermez.
Bu, bilişsel bir kaymadır: uyumu bir boyutsal soru olarak değil, bir kuvvet yönetim sistemi olarak değerlendirmeyi bırakın.
Çünkü freni bir kelepçe ekosistemi olarak gördüğünüzde - sadece bir piston ve bir yatak değil - tedarikçileri, parçaları ve insanları koruyan tek yol ile filtrelemeye başlarsınız. Ve bu filtre makineye özgüdür, katalog genelinde değildir.
Artık “evrensel uyumun” bir masal olduğunu kabul ettiniz. Güzel.
Şimdi gerçek soru masanızda belirdi: Evrensel aletler bir efsane ise, gerçekten neyin pres frenime ait olduğunu nasıl belirlerim?
Diş ile başlayın, evet - ama orada durmayın. Çünkü diş sadece bir el sıkışmadır. Makinenin strok uzunluğu, gün ışığı, kapama yüksekliği, taçlama sistemi ve yatak geometrisi, o el sıkışmasının stabil bir yük yolu mu yoksa hurdaya yavaş bir kayış mı haline geleceğini belirler.
Aynı makinede yeni hassas zeminli Avrupa punchları ile eski stok arasında 2 mm dikey uyumsuzluk ölçtüm. İki milimetre kağıtta küçük görünür. 100 tonluk 10 fitlik bir yatakta, tüm gün shimlerle peşinden koştuğunuz tam uzunlukta bir açı tutarsızlığı haline gelir.
O parlak kataloglar - kağıt ağırlıkları - asla makinenizin kapama yüksekliği sınırlarını veya şekillendirme zarfınızı sınırlayan strok tavanını listelemez. Uyum sağlayacağınızı varsayarlar.
Çelik uyum sağlamaz.
O halde, uyumluluğu gerçekten belirleyen unsurları inceleyelim.
Hassas zeminli aletler için uniform yükseklik toleransına sahip bir wedge-clamp Avrupa frenini hayal edin - genellikle yarım binlik içinde. Her punch, hidrolik kelepçenin kendiliğinden oturabilmesi ve tekrarlanabilmesi için aynı dikey referans noktasında oturacak şekilde tasarlanmıştır.
Artık milimetre daha yüksek olan eski aletleri karıştırın.
Hattı sıkıştırıyorsunuz. Bir istasyon önce dibe vuruyor. Kılavuz sistemi orada kilitleniyor. Diğer tokmaklar etkili bir şekilde asılı kalıyor, yük altında dokunmayı bekliyor. 20 ton olduğunda, her şey yolunda görünüyor. 80 ton olduğunda, düşük istasyonlar farklı şekilde sapıyor. Taçlandırma sisteminiz yatak sapmasını telafi ediyor, dikey alet tutarsızlığını değil.
Yıllar önce, yeni aletler ve eski aletler “her ikisi de Euro tarzı” olduğu için 12 fitlik bir hat üzerindeki her istasyonu üç saat boyunca shimleyerek yanan bir atölyeyi izledim. Öyleydi. Sadece aynı yükseklik felsefesine göre inşa edilmemişlerdi. İlk üretim vuruşu? Uyuşmazlığı kabul etmeden önce iki parça hurdaya gitti.
O 2 mm sadece kurulum rahatsızlığı değil. Sıkıştırmanın nerede biteceğini, ne kadar eşit oturduğunu ve yükün ram'e nasıl aktarıldığını değiştirir. Avrupa, Wila, eski Amerikan—sadece farklı tanglar değil. Farklı dikey kontrol sistemleridir.
Makineniz eşit, hassas zemin yüksekliği bekliyorsa, tedarikçiniz o ekosistemde yaşamak zorunda. Aynı “stil” içinde dönemleri karıştırmak, tolerans yığınlarının nasıl başladığıdır.
1990'ların bir hidrolik freni modern bir CNC kontrol ile güncelledim. Kağıtta, güncel görünüyordu. Çelikte, hala 1990'ların bir makinesiydi.
Darbelik sınırlıydı. Açıklık—ram ile yatak arasındaki açık mesafe—dar idi. Kapalı yükseklik—alt ölü merkezdeki mesafe—eski Amerikan tarzı alet boyutları etrafında sabitlenmişti.
Atölye, katalogda “çoğu büyük markaya uyar” denildiği için yüksek Avrupa tarzı segmentli bir tokmak seti satın aldı. Kılavuzda uydu. Sonra derin bir kutu bükme denediler.
Ram, flanş tokmak gövdesini temizlemeden önce darbelik sınırına ulaştı. Parçayı çıkarmak için yeterince fiziksel olarak açamadılar, bükme dizisini yeniden programlamadan ve yeniden sahnelemeden. Kurulum süresi iki katına çıktı. Programlamayı suçladılar.
Bu programlama değildi. Bu geometriydi.
Eski makineler genellikle daha az açıklığa ve daha kısa darbelere sahiptir. Daha yüksek modern aletler bu alanı hızla tüketir. Ve eğer kapalı yüksekliğiniz daha yüksek bir tang sistemi etrafında tasarlandıysa, daha kısa birine geçmek, alt ölü merkezinin kalıp yüksekliğinize göre nerede durduğunu değiştirir.
Bu tonaj eğrisini ve açı tekrarlanabilirliğini etkiler.
Hayali bir durumu hayal edin: freninizin 18 inç açıklığı var. Alet yığınınız 14 inç tüketiyor. Malzeme kalınlığını ve flanş yüksekliğini ekleyin. Parça çıkarımı veya kenar katlama için gerçekten ne kadar alanınız kaldı?
Uyumluluk sadece “sıkıştırıyor mu” değil. “Bükme dizisini veya güvenliği tehlikeye atmadan makinemin fiziksel hareket sınırları içinde çalışıyor mu” demektir.”
İki adet 10 fit fren. Her ikisi de 130 ton kapasiteye sahip. Her ikisi de Avrupa tarzı alet kullanıyor.
Birisi yatağın altında manuel taçlandırma kılavuzları kullanıyor. Diğeri, tonaj geri bildirimine bağlı CNC kontrollü hidrolik taçlandırma kullanıyor. Yatak kalınlığı ve sapma özellikleri marka ve üretim dönemine göre farklılık gösterir.
Her ikisini de tam uzunluk boyunca 100 ton yükle yükleyin. Birincisi operatör ayarlı telafiye dayanır. İkincisi, kiriş boyunca tutarlı açıyı korumak için aktif olarak ayarlama yapar.
Şimdi ±0.0005 inç yükseklik toleransına sahip alet zeminini tanıtın. Hidrolik taçlandırma makinesinde bu hassasiyet tekrar edilebilirlik olarak ortaya çıkar. Manuel sistemde, taçlandırma ayarındaki küçük bir tutarsızlık uzunluk boyunca abartılır.
Bir atölyede, orta kısımda düzensiz aşınma olan eski bir yatağa premium hassas zeminli Wila uyumlu bir kalıp seti takıldığını gördüm. Alet mükemmeldi. Yatak değildi. 8 fit boyunca açı varyasyonunu takip ettiler ve alet tedarikçisini suçladılar. Bir öğleden sonra, yatağı mavi kontrol ettik ve yüksek noktalar bulduk.
Hassas aletler makine geometrisini büyütür - daha iyi veya daha kötü.
Ve işte forumların gürültülü olduğu yer: “Avrupa freni üzerinde Amerikan aletleri kullanıyoruz. Sadece delme açısını 90”dan 88 dereceye ayarlayın.” Evet, açı geometrisini telafi edebilirsiniz. Ancak, taçlandırma sisteminizin o tang tarzı ve yük dağılımı ile başa çıkmak için tasarlanmadığı yatak defleksiyon desenleri için telafi edemezsiniz.
Adaptörler ve açı hileleri geometriyi çözer. Yük yolu fiziğini çözmezler.
Bunu dürüstçe biriktirelim.
Hafifçe uyumsuz bir tang yüksekliği. Uzun aletleri zar zor geçen bir strok. Eşit yük dağılımı varsayan bir taçlandırma. Merkez yüklemeli işlerden kaynaklanan aşınma desenlerine sahip bir yatak.
Bireysel olarak, her sorun yönetilebilir. Bir araya geldiklerinde, birikirler.
Düşük tonaj dereceli kalıpların - mükemmel uyumlu tang tarzı - yüksek kapasiteli bir pres üzerinde kullanıldığı ağır braketlerin bir üretimini gözden geçirdim. Zirve yük altında, kalıp omuzları şişmeye başladı. Kötü değil. V-açıklık genişliğini değiştirmek için yeterli deformasyon. Açı kaydı. Operatörler derinlik ile telafi ettiler. Bir sonraki parti farklı bir makinede çalıştı ve tolerans dışı gitti. Kimse bunu kalıp derecesi ile uygulanan gerçek tonaj arasında izleyene kadar atık kutusunda kırk parça vardı.
Tang eşleşti. Yük yolu kalıbın dayanım sınırını dikkate almadı.
Toleranslar biriktiğinde, katalog temsilcisi sizinle frenin yanında durmaz. Üretici spesifikasyon belgelerine işaret eder. Operatör kurulum belgelerine işaret eder. Atık kutusu sessizce dolar.
İşte mekanizma: her arayüz - kelepçe ile tang, tang ile delme gövdesi, delme ile malzeme, malzeme ile kalıp, kalıp ile yatak - bir toleransa sahiptir. Eğer makine ekosisteminiz ve alet ekosisteminiz birlikte tasarlanmadıysa, bu toleranslar birikir, iptal edilmez.
Ve her zaman yük altında birikirler.
Bu yüzden “Belirli pres frenim için doğru alet sistemini nasıl belirlerim?” diye sorduğunuzda, cevap marka sadakati değildir. Bu: kelepçe tarzını, dikey yükseklik felsefesini, strok zarfını, taçlandırma yöntemini, yatak geometrisini ve tonaj derecesini bir sistem olarak eşleştirin - freninizin markasına ve modeline özgü.
Bundan daha azı, birikmiş toleranslarla kumar oynamaktır.
Bir mezura ve bir el feneri ile başlayın, bir katalogla değil.
Kelepçenizden bir tokmak çıkarın. 150 mm boyunca üç noktada tang kalınlığını ölçün. Omuz genişliğini kontrol edin. Tangı maviye boyayın, kelepçeyi sıkıştırın, ramı hafif bir basınç altında aşağı indirin, sonra çekin ve temas desenine bakın. Tam yüzey teması mı, yoksa kenarlarda parlak şeritler mi?
İşte birinci adım: kelepçenizin gerçekten neyi tuttuğunu ve ne kadar eşit tuttuğunu doğrulamak. Makine etiketinin ne söylediği değil. Çeliğin ne söylediği.
Şimdi bunun neden önemli olduğunu açıklayayım. Promecam/Amada tarzı aletler, Asya'dan çıkan çoğu düşük-orta tonajlı frenlerde baskın durumda. Her yerde. Bu da demektir ki, piyasa, fabrikanın o hafta tutmak istediği herhangi bir toleransa göre zeminlenmiş “uyumlu” tokmaklarla dolup taşıyor. Eğer kelepçeniz, sıkı paralellikte tutulan 12 mm'lik bir tang etrafında işlenmişse ve tedarikçi 11.92 mm'lik hafif bir konik gönderiyorsa, yine de “uyar.” Sadece eşit yüklenmeyecek.
Amada tarzı hidrolik bir kelepçe ile çalışan bir atölyeyi denetledim; burada bir üçüncü taraf tokmak merkezde sıkı oturuyordu ama uçlarda sallanıyordu. 8 feet boyunca 90 ton altında, o küçük konik yükü orta kısma kaydırdı. Merkezde açılar iyiydi, her iki uçta açıktı. Taçlanmayı takip ettiler. Taçlanma değildi. Tang geometrisiydi.
Avrupa tarzı hassasiyetten bahsettiğimizde, bir logodan bahsetmiyoruz. Tang kalınlığını, omuz dikliğini ve tokmak yükseklik toleransını kelepçenizin tasarlandığı değerlere kimlerin gerçekten tuttuğundan bahsediyoruz. İşte filtre bu.
Adım adım süreç burada başlıyor:
Geri kalanı gürültüdür.
On beş 150 mm tokmak segmenti ile yüklü bir 3 metrelik Promecam tutucusunu hayal edin. Kötü bir arka ölçüm hareketinde bir tanesi çatlıyor. O segmenti değiştiriyorsunuz. Tamam. On dakika.
Bu modüler basitlik, Avrupa tarzı aletlerin küresel olarak yayılmasının nedenidir. Onarılabilir. Pratik. Bazı yüksek entegrasyon sistemleri gibi tam uzunlukta değişim talep etmez.
Peki, premium hassasiyet ile toplu yedekleme arasında nerede çizgi çekiyorsunuz?
Marka seviyesinde değil. Segmentler arasında tolerans tutarlılığında.
Eğer segmentleriniz partiler arasında yükseklik olarak 0.02 mm bile değişiyorsa, bunu uzun bükümlerde alternatif basınç noktaları olarak göreceksiniz. CNC taçlanmasının tonaj geri bildirimine bağlı olduğu bir fren üzerinde, bu yükseklik değişimi açı değişimine dönüşüyor. Makine genel olarak telafi ediyor. Tutarsızlık yerel.
Karışık parti segmentleriyle yapılan bir paslanmaz panel çalışmasını izledim—aynı “Amada tarzı”, farklı üretim partileri—büküm çizgisi boyunca hafif bir yıpranma etkisi üretti. Toz kaplama yapılana kadar görünmüyordu. Sonra atık oldu. Segmentler hepsi “uyuyordu.” Sadece aynı dikey referansa göre zeminlenmemişlerdi.
Üst düzey OEM fiyatlandırması genellikle size daha sıkı parti-parti kontrolü sağlar. Toplu yedekleme fiyatlandırması genellikle daha gevşek istatistiksel kontrol almanızı sağlar ama parça başına maliyet daha düşüktür. Karar felsefi değil. Parça toleransınız ve büküm uzunluğunuzla ilgilidir.
Eğer ±1 derece ile hava bükme yapıyorsanız, toplu üretim uygun olabilir. Eğer 8 fitlik mimari panelleri kenar dikişi yapıyorsanız ve bunlar parlak aydınlatma altında denetleniyorsa, o kısımda her segment için yükseklik toleransı tutarlılığına ihtiyacınız var.
Çizgi, bitmiş parçanızın gerektirdiği en sıkı toleransta çizilir - tedarikçinin pazarlama katmanında değil.
Atölye Gerçeklik Kontrolü: Üç tedarikçiden segmentleri karıştırıp tek bir düz bükme hattı bekliyorsanız, bitişinizi görünmez mikronlar üzerine kumar oynuyorsunuz demektir.
OEM fiyatlandırması can yakar. Anlıyorum.
Büyük fren üreticileri artık yeni makinelerde maliyet ve işlevi dengelediği için Promecam/Amada stiline geçiş yapıyor. Bu, her OEM punçunun sihirli çelik olduğu anlamına gelmez. Bu, aletlerinin gönderdikleri kelepçe geometrisine göre yapıldığı anlamına gelir.
Peki, bir üçüncü tarafı nasıl değerlendirirsiniz, parayı ateşte yakmadan?
Üç şey isteyin:
Cevap “Amada tarzına uyuyor” ise, bu bir spesifikasyon değildir. Bu bir omuz silkmektir.
Hayali bir durumu düşünün: hidrolik kelepçeniz ±0.01 mm beklentisiyle 12.00 mm tang için işlenmişti. Bir üçüncü taraf ±0.05 mm tutuyor. En kötü durumda, 0.04 mm eksik oluyorsunuz. Sıkıştırma kuvveti altında, punç biraz daha derine oturur. Bu, dikey referansınızı kaydırır. Bunu yığılmış toleranslarla çarpın - kalıp yüksekliği, yatak aşınması, taçlanma - ve programlanmış derinliğiniz artık oluşturduğunuz açıya eşit olmaz.
Sıkılaştı.
Ve kiriş boyunca eşit olmayan bir şekilde sıkılaştığında, merkezi yük yolları için tasarlanmış bir sisteme yan yük eklemiş olursunuz. İşte bu yüzden kelepçeler erken aşınır ve punçlar yalnızca bir omuzda parlak izler geliştirir.
Bir bütçe tedarikçisinin tanglarının sürekli olarak 0.03 mm ince olduğu bir durumu inceledim. Atölye, kelepçe basıncı ile telafi etti. Altı ay sonra, hidrolik kelepçe pistonları düzensiz aşınma desenleri gösterdi. Aletler para tasarrufu sağladı. Kelepçe yeniden inşası tasarrufu sildi.
Üçüncü taraf işe yarayabilir. Ama sadece tolerans disiplinleri, makinenizin inşa edildiği ekosistemle eşleşirse.
Model adları yalan söyler. Kelepçeler yalan söylemez.
Eski bir Amada, manuel kama ile, yeni bir hidrolik sıkıştırma Amada gibi davranmaz, her ikisi de “Promecam tarzı” dese bile. LVD varyasyonları omuz geometrisi ve sıkıştırma yüzeyi derinliği açısından farklılık gösterebilir. Promecam kağıt üzerinde bir profildir. Gerçekte, bu bir ailedir.
Bu nedenle, sürecinizin bir katman daha ihtiyacı var:
Sonra bu fiziksel verileri tedarikçinin mühendislik çizimiyle karşılaştırın - satış sayfasıyla değil. Çizimle.
Bir zamanlar bir atölyenin 2000“lerin ortalarındaki bir makine için ”LVD-uyumlu" delikler sipariş ettiğini gördüm. Diş genişliği eşleşiyordu. Omuz yarıçapı eşleşmiyordu. Yük altında, delik biraz hedeflenen temas yüzeyinin dışında yerleşti. Zamanla, sıkıştırma yüzeyinde yeni bir aşınma yolu parlatmaya başladı. Anahtar kilidi açıyordu - ta ki kilidi daha geniş oymaya başlayana kadar.
Bu, Avrupa tarzı sistemlerin kilit ve anahtar gerçeğidir. Ram merkez hattını delik gövdesi ile hizalarlar, kayma yüklerini ortadan kaldırmak için. Ama bu, diş ve omuz geometrisinin sıkıştırmanın alması için işlenmiş olanla eşleşmesi durumunda işe yarar.
Bir şekil satın almıyorsunuz. Yük yolu hizalaması satın alıyorsunuz.
Ve bu, sonraki aşamaya köprüdür. Çünkü Avrupa tarzı bu disiplin seviyesini gerektiriyorsa, aletlerin ve sıkıştırmanın tek bir özel birim olarak mühendislik tasarlandığı sistemlere baktığınızda bekleyin.
“Avrupa tarzı” bir kurulumda 0.02 mm yükseklik değişiminin bükme açınıza doğrudan yansıdığını zaten gördünüz. Şunu hayal edin: sıkıştırma ve delik dişi sadece aynı profile göre yapılmamış — ön yük altında belirli bir oluk geometrisine kilitlenmek üzere tasarlanmış bir yaylı güvenlik düğmesi ile eşleştirilmiş bir çift olarak mühendislik tasarlandı.
Bu, Wila/Trumpf'tır.
Bu sistemlerde, diş sadece sürtünme veya kama basıncı ile tutulmaz. Ön yüzeydeki bir düğme mekanizması tarafından indekslenir ve tutulur, 20 mm dişte çift olukları etkinleştirir, dikey konumu ve yük altında çıkarımı kontrol eder. Sıkıştırma silindiri strok, oluk derinliği, düğme hareketi - hepsi birlikte tasarlandı. Artık sadece kalınlık ve paralellik hizalamıyorsunuz. Hareketli parçaları hizalıyorsunuz.
İşte burada ekosistem öncelikli kural, tavsiye olmaktan çıkıp hayatta kalma haline geliyor. Çünkü sıkıştırma ve alet birlikte tasarlandığında, “uyumlu” silüetle ilgili değildir. Anahtarınızın kilidin içindeki yaylar ve mandallar ile eşleşip eşleşmediği ile ilgilidir.
Ve eğer eşleşmiyorsa, ilk önce ne kırılır - alet mi, yoksa sıkıştırma mı?
Hadi, detaya inelim.
Daha hafif Wila/Trumpf tarzı deliklerde, ön “düğme-tıklama” tutma mekanizması, bir operatörün freni önünde durmasına, kaldırmasına, itmesine ve bağlantının tıkırtısını duymasına olanak tanır. Tek elle yükleme. Yan erişim yok. Ram'in etrafında uzanma yok. Sıkılaştırdı.
Ama burada çoğu kağıt ağırlığının atladığı bir detay var: yaklaşık 12.5 kg (27.6 lb) her segment için geçtikten sonra, birçok Wila/Trumpf tarzı alet — OEM dahil — ön buton yerine yan giriş emniyet pimlerine geçiyor. Aynı ekosistem. Farklı tutma yöntemi.
Bu, size önemli bir şey söylüyor. “Telif hakkı olan buton” her durumda sihirli değil. Yük limitleri içinde mühendislik harikası bir çözümdür.
On yıl önce, eğer gerçek ön buton çıkarımı istiyorsanız, patent koruması nedeniyle etkili bir şekilde OEM tedarikine bağlıydınız. Yedek parça seçenekleri mevcuttu, ancak genellikle daha yavaş yan pim montajlarına yöneliyordu. Bugün, birkaç ciddi üretici, daha hafif aletler için eşleşen buton arayüzleri ile aynı çift oluklu sapları işliyor ve ağır segmentler için uygun pim sistemleri üretiyor.
Wila hidrolik kelepçesine oturan, butonu temiz bir şekilde devreye sokan ve OEM örneklerinden sap paralelliği veya oluk derinliğinde ölçülebilir bir sapma göstermeyen yedek parça parçalarını inceledim.
Yani soru “Butonu kimse eşleştirebilir mi?” değil. Birçok durumda, evet.
Gerçek soru şu: her seferinde, delik yüksekliği ile oluk arasındaki pozisyon toleranslarını aynı şekilde tutabiliyorlar mı?
OEM hafif segmentler ve yedek ağır segmentlerden oluşan karışık bir setin “Wila tarzı” olduğu bir durumu gördüm; bu, butonla tutulan ve pimle tutulan aletler arasında ince bir dikey uyumsuzluk yarattı. Operatör, açıyı takip etmek için derinliği ayarladı. Kelepçe sorun değildi. Karışık referans yığını sorunuydu. O üretim neredeyse 40 hurda paslanmaz panel haline geliyordu, birisi gerçek çalışma yüksekliğini ölçene kadar.
Tutma mekanizması yük yoluna entegre edildiğinde, boşluk sadece kozmetik değil. Yapısaldır.
İki delgeci yan yana masaya koyun. Aynı sap profili. Aynı çift oluklar. Aynı buton etkileşimi. Birinin maliyeti 30% daha fazla.
Para nerede?
Premium OEM ve üst düzey yedek parça Wila/Trumpf aletlerinde, genellikle tam sertleştirme veya derin indüksiyon sertleştirme için ödeme yapıyorsunuz, ardından çalışma yüzeylerinin ve sap özelliklerinin hassas taşlanması tek kontrollü bir süreç zincirinde gerçekleşiyor. Bu önemlidir çünkü kelepçe, sertleştirilmiş, taşlanmış bir geometrinin üzerine oturur — sadece kozmetik bir taşlama geçişi olan işlenmiş çelik değil.
Hayali bir durumu düşünün: yüzey sertleştirilmiş 1.5 mm derinlikte bir delgeç ile önemli ölçüde daha derin sertleştirilmiş bir delgeç. Yıllar içinde birkaç taşlama işleminden sonra, sığ sertleştirilmiş alet, sap omuzunda daha yumuşak bir çekirdek malzeme açığa çıkarır. Tekrar eden hidrolik kelepçe döngüleri altında, o omuz mikroskobik olarak deforme olur. Buton etkileşim derinliğiniz yüzdelik değişiklikler gösterir. Bunu birinci ayda göremezsiniz. Üçüncü yılda peşinden koşarsınız.
Gerçekten satın aldığınız şey bu — kelepçe kuvveti altında boyutsal kaymaya karşı direnç.
Ama sadece marka bunun garantisini vermez. Mükemmel metalurjiye sahip premium markalı aletleri denetledim ve eşdeğer sertlik profilleri ve taşlama kalitesine sahip orta düzey tedarikçileri denetledim. Ayrıca, olukların sertleştirmeden önce kesildiği, sonra ısıl işlem sırasında hafifçe bozulduğu ve sadece geçmek için yeterince temizlendiği “bütçe Wila tarzı” aletler de gördüm.
Bir atölyede, düşük maliyetli bir partiyi çoğunlukla OEM Wila kurulumuna karıştırdım. Altı ay içinde, daha ucuz segmentler yalnızca bir oluk omzunda parlatılmış aşınma izleri gösterdi — kelepçe ön yükü altında hafif açısal hizalama hatası. Felaket değil. Uzun parçalar üzerinde tolerans takibine başlamak için yeterince.
Bir logo için ödeme yapmıyorsunuz. Hidrolik emniyet mekanizmasına göre ısıl işlem ve taşlama süreç kontrolü için ödeme yapıyorsunuz.
Ve eğer tedarikçi sertleştirme derinliği ve ısıl işlem sonrası taşlama sırasını size söyleyemiyorsa, ne için ödeme yapıyorsunuz?
İşte burada matematik dürüstleşiyor.
Yüksek tonajlı bir mimari iş alın: uzun paslanmaz paneller, görünür yüzey, 3 metre boyunca sıkı açı toleransı. CNC taçlama ile Wila hidrolik sıkıştırma sisteminde, makine tutarlı bir delik yüksekliği ve oluk geometrisi varsayar, böylece yükü eşit şekilde dağıtabilir. Herhangi bir sapma, kontrolün göremediği yerel açı hatası haline gelir.
Bu ortamda, tedarikçileri karıştırmak — “Wila/Trumpf tarzı” içinde bile — ikinci bir değişkeni getirir: çapraz tedarikçi yükseklik referansı. Partiler arasında 0.01–0.02 mm'lik sistematik bir fark bile, nötr eksen pozisyonunu yeterince kaydırarak parlak ışık altında görünür hale getirir.
Büyük bir siparişi tasarruf etmek için üçüncü taraf segmentlerle takviye yapmaya karar veren premium Wila kurulumuna sahip bir tesisi denetledim. Bireysel olarak, her tedarikçi sıkı toleranslar sağlıyordu. Birlikte, dikey referansları hafifçe kaymıştı. Makine küresel olarak telafi etti. Parçalar segment eklemleri boyunca alternatif açı bantları gösterdi. Birkaç parça kaplama sonrası hurdaya gitti.
Ekosistem başarısız olmadı. Karışık referans çerçeveleri başarısız oldu.
Şimdi tersine çevirin. Kısa süreli braketler, orta tonaj, ±1 derece tolerans, kozmetik inceleme yok. Bu durumda, tang geometrisini, oluk yerleşimini ve sertlik profilini eşleştiren bir onaylı üçüncü taraf tedarikçi, OEM'den ayırt edilemez bir şekilde performans gösterebilir — daha düşük maliyetle.
Üç koşul üst üste geldiğinde premium haklı çıkar.
Bunlar devrede olmadığında, Wila ekosisteminde disiplinli ikinci el kaynak mantıklı olabilir.
Ama bu sistemin ne olduğunu kendinize yalan söylemeyin. Bu, şık bir düğmeye sahip genel bir Avrupa profili değil. Bu, birlikte tasarlanmış bir sıkıştırma ve alet montajıdır. Bunu anahtarlı bir kilit gibi ele alın. İç mekanizmayı, sadece dış hatları değil, eşleştirin.
Çünkü eğer bu, sıkı entegre edilmiş, premium bir hidrolik sistemde olanlarsa, bu, daha eski Amerikan makinelerini bu düzeyde mühendislik hizalaması olmadan verimli tutmaya çalışan atölyeler için ne anlama geliyor?
Gerçek uzlaşmalar burada başlıyor.
1998 model bir Amerikan frenini çalıştıran bir atölyeye girdim, klasik 0.50 inç planör tangı ile. Manuel sıkıştırmalar. Yirmi yıl sıkıştırmadan parlatılmış ayar vidaları. Operatör bir delik değiştirdi, vidaları sıktı, ayak pedalıyla bastı — ve alet belki birkaç binlik hareket etti, sonra yerine oturdu. Sıkılaştı.
O küçük hareket tüm hikaye.
Bu miras makinelerde, oluk geometrisini düzelten bir hidrolik düğme yok. Entegre bir güvenlik pimi yok. Sıkıştırma kuvveti, nispeten dar bir tang ve alet yapımcısının size bıraktığı herhangi bir omuz temas alanı üzerinde doğrudan etkili olur. Her alet değişimi bir sürtünme olayıdır. Her sürtünme olayı aşınmadır. Ve daha geniş oturma alanına sahip 13 mm veya 20 mm Avrupa tarzı tangların aksine, o yarım inçlik Amerikan tangı yükü dağıtmak için daha az yüzeye sahiptir. Daha az alan, aynı tonaj altında daha yüksek temas stresine neden olur. Bu mekanik bir durumdur, marka sadakati değil.
Yani, dükkanların eski demirlerde riski nasıl yönettiğini sorduğunuzda, cevap “daha iyi bir katalog satın al” değil. Cevap “zaten sahip olduğun kilide saygı göster”dir. O fren, yirmi yıl önce belirli bir tang genişliği, omuz yüksekliği ve sıkıştırma felsefesi için işlenmiştir. Bu yıl kağıt ağırlıklarında neyin trend olduğuyla ilgilenmiyor.
Eğer hatta birlikte tasarlanmış bir hidrolik sistem karışık referans çerçevelerini cezalandırıyorsa, tek hizalama kontrolünüzün bir çift ayar vidası ve kabile bilgisi olduğu durumda ne olacağını düşünüyorsunuz?
Büyük bir tedarikçiden güncel bir katalog açın - Wilson, Mate, Rolleri - ve çoğu kişinin gözden kaçırdığı bir şeyi göreceksiniz. Hala Amerikan Hassasiyet tarzında kesim yapıyorlar. Bir nostalji eylemi olarak değil. Karlı bir hat olarak.
Bu önemli.
Miras Amerikan takımlarının yok olduğu yönünde bir efsane dolaşıyor, bu da dükkanları şüpheli ithalatlara veya tek seferlik özel üretimlere yönlendiriyor. Ancak Avrupa ve Wila profilleri üreten tedarikçiler genellikle her hafta 0.50 inç tangları taşlayan aynı tedarikçilerdir. Isıl işlem ve taşlama altyapılarını zaten amorti ettiler. Başka bir tang profili eklemek bir programlama değişikliği, bir ayak fırlatma değil.
Bir dükkanı denetledim, gerçek Amerikan tarzı takımların özel fiyatlandırma gerektirdiğini düşündükleri için düşük maliyetli bir kaynaktan “yeterince yakın” bir parti satın aldılar. Sekiz ayak boyunca 90 tonluk ilk ağır çalışmada, bir segment yeterince kayarak kalıp omzunu işaretledi. Felaket değil. Sadece bükme hattının parça parça kayması nedeniyle boyalı bir üretimi atmak için yeterliydi.
İronik olan? Birinci sınıf bir tedarikçi, standart fiyatla tam OEM profilini rafında bulunduruyordu. Dükkan sadece kıtlık varsayımında bulundu.
İşte mekanizma: planlayıcı tarzı takımlarda, yükseklik tutarlılığı ve tang paralelliği marka gravüründen daha önemlidir. Tedarikçi, ısıl işlemden sonra çalışma yüzeyini ve tangı tek bir kontrollü kurulumda taşlarsa, tek bir dikey referans korursunuz. Ön ısıl işlem yaparlarsa, sertleştirirlerse ve “temizlerlerse” sonra, distorsiyonu davet edersiniz. Bu, CNC taçlama olmayan bir makinede açı kaymasını takip etmenizin nedenidir.
Yani, kaynak filtreleri “Amerikan tarzı yapıyorlar mı?” değil. “Bunu premium hatlarına uyguladıkları disiplinle mi taşlıyorlar ve sertleştiriyorlar?”dır.”
Hayali bir durumu düşünün: sağlam bir 150 tonluk Amerikan freniniz var. Sıkı silindir. İyi hidrolikler. Manuel kelepçeler. Sık sık alet değişiklikleri ile yüksek karışımlı, orta hacimli iş yapıyorsunuz. Birisi hızlı değişim Avrupa tarzı bir yenileme rayı öneriyor.
Artık kilidi değiştirmekten, sadece anahtarı değiştirmekten bahsediyoruz.
Yenileme, alet değiştirme süresi ve güvenlik riski yenileme maliyetini aştığında mantıklı olabilir. Avrupa sistemleri size daha geniş tang etkileşimi ve genellikle yerleşik güvenlik tutma sağlar. Bu, ayar vidaları ile gördüğünüz kayma ve oturma davranışını azaltır. Ayrıca, sizi daha geniş bir alet ekosistemi ile standartlaştırır.
Ama iş yerlerinin hafife aldığı şey şu: yenileme, silindir aşınmasını, yatak sapmasını veya gün ışığı sınırlarını düzeltmez. Eğer makineniz belirli bir kapama yüksekliği ve yığın yüksekliği etrafında tasarlandıysa, bir ray eklemek gün ışığını yiyebilir. Bir yenilemenin, yüksek kutu takımlarının artık strok altında sığmadığı için bir dükkanı telaş içinde bıraktığını gördüm.
Çalıştığım bir dükkan, acele bir değişim sırasında ağır bir delginin kayması nedeniyle bir yakından geçme durumunu azaltmak için özel olarak yenileme yaptı. Yenileme, bir yıl içinde güvenlik ve değişim süresi açısından kendini amorti etti. Diğer bir dükkan “Avrupa hassasiyeti” peşinde gitti ve temel makine toleranslarının gerçek sınırlayıcı olduğunu keşfetti. Alet yükseltmesi makine kaymasını ortaya çıkardı; bunu iyileştirmedi.
Peki, buna değer mi?
Eğer daha hızlı değişim, geliştirilmiş tutma ve gelecekteki makinelerle uyum istiyorsanız, belki. Eğer bir ray değişiminin 20 yıllık bir çerçeveyi birlikte tasarlanmış bir ekosisteme sihirli bir şekilde yükselttiğini düşünüyorsanız, hayal görüyorsunuz.
Bir ustabaşı bana uzun zamandır kaybolmuş bir OEM adıyla damgalanmış bir delgi veriyor. “Bunu artık yapmıyorlar,” diyor. Gerçekten demek istediği, “Satın alma adamımız bunu alışılmış kağıt ağırlıklarında bulamadı.”
Küresel tedarikçiler, bu frenlerin binlercesinin hâlâ çalışıyor olması nedeniyle, segmentli kalıp envanterleri ve eski çizimleri koruyor. Birçok kullanımdan kaldırılmış OEM profili yok olmamıştır; sadece yüksek sesle pazarlanmıyorlar. Geometri bir veritabanında bir yerde yaşıyor, doğru soruyu sormayı bekliyor: diş genişliği, omuz yüksekliği, toplam yükseklik ve hangi referans noktasından?
Dükkanların, aslında farklı bir adlandırma konvansiyonu altında stokta bulunan profiller için “özel” ücretler ödediğini gördüm. Püf noktası, mevcut aletinizi doğru bir şekilde ölçmektir — göz kararıyla değil. Diş kalınlığını ölçün. Paralellik kontrolü yapın. Çalışma yüzeyinden diş oturumu yüksekliğini onaylayın. Sonra, birden fazla sistemi yöneten bir tedarikçi ile çapraz referans yapın. Amerikan, Avrupa ve Wila stillerini kesenler, profiller arasında çeviri yapmayı anlarlar.
Bir işletme, V-açıklığı ve uzunluğu eşleşen ancak mevcut setlerinden 0.02 mm daha yüksek olan “uyumlu” bir kalıp kabul ettikleri için kısa bir üretimi iptal etti. Otomatik telafi olmayan bir eski fren üzerinde, bu küçük uyumsuzluk segmentler boyunca birikti ve eklemlerde açı varyasyonu olarak ortaya çıktı.
Kullanımdan kaldırılmış olmak, ulaşılamaz olduğu anlamına gelmez. Bu, referans çerçevelerine sizin kadar saygı duyan bir tedarikçiye ihtiyacınız olduğu anlamına gelir.
Ve işte dönüş noktası, değil mi? Makinenizin sıkıştırma ekosisteminin müzakere edilemez bir filtre olduğunu kabul ettiğinizde — ister bir hidrolik Wila ister 1990“ların Amerikan planeri olsun — bir sonraki soru ”En ucuz kim?“ değil. ”RFQ’yu vermeden önce referans çerçevemi kim anlıyor?”
Bir alet tedarikçisini değerlendirmek için sistematik bir yol mu istiyorsunuz?
Öncelikle, fiyat vermeden önce ne sorduklarına dikkat ederek başlayın.
Bir sahtekarı tespit etmenin en hızlı yolu sessizliktir. “Avrupa stili, 835 mm segmentler” ile bir RFQ gönderiyorsunuz ve bir saat içinde bir fiyat geliyor — sıkıştırma tipi hakkında hiçbir soru yok, makine modeli yok, kapama yüksekliği yok, tonaj bağlamı yok. Bu verimlilik değil. Bu, paranızla tahmin yapmaktır.
Bu filmi gördüm. Bir dükkan, katalogda evrensel Avrupa dişi yazdığı için 2000“lerin ortalarındaki bir hidrolik sıkıştırma sistemi için ”uyumlu” aletler sipariş etti. İlk kurulumda, güvenlik butonları sıkıştırma oluklarında düzgün oturmadı. Delgi bir saç kadar yukarıda kaldı. Sıkılaştırıldı. Ve yük altında, o saç her bükümde görünür bir tanık çizgisine dönüştü. Parçalar yerde hurda değildi. Müşterinin montajında hurdaydı.
Sıkıştırma ekosistemlerini anlayan bir tedarikçi, size bir anahtar satmak için kilidin yanından geçmez.
Eğer sayılar istemezlerse, konuşmayı kesin.
En azından, talep etmeleri gerekenler: tam makine markası ve modeli, sıkıştırma stili (manuel Amerikan vida, Avrupa hızlı değiştirme, Wila hidrolik vb.), kapama yüksekliği (alt ölü merkezde ram ile yatak arasındaki mesafe), gün ışığı ve maksimum tonaj — sadece isim plakası tonajı değil, aslında hangi uzunlukta ne kadar çalıştığınız. Eğer yük başına ayak konusunu gündeme getirmiyorlarsa, kuvvet yolunu düşünmüyorlar demektir.
Ve burada çoğu RFQ yumuşar: dikey referans. Çalışma yüzeyinden diş oturumu yüksekliği. “Standart yükseklik” değil. Gerçek yükseklik. Özellikle mevcut envanterle bilinen bir tolerans bandına göre karıştırıyorsanız.
Yükseklik tutarlılığı bir lüks değildir; bu bir referans stratejisidir. Bir tedarikçi, ısı tedavisinden sonra tek bir kurulumda taşlama yapıyorsa, o dikey ilişkiyi korur. Bunu yapmadıklarında, segmentleri bir gitar ayarlıyormuş gibi shimlemeye başlarsınız.
Hayali bir durumu düşünün: iki tedarikçi aynı 30 derece delme profili için teklif veriyor. Biri sizden kapama yüksekliğinizi ve mevcut alet yüksekliğinizi on milimetre hassasiyetle istiyor. Diğeri ise, “Standart 4 inç yüksekliği.” diyor. Hangisi makinenize göre tasarım yapıyor, hangisi raftan satıyor?
Ve çoğu atölyenin gözden kaçırdığı kör nokta: profil dayanıklılığı. Ekosisteminizi anlayan bir tedarikçi, neyi bükmekte olduğunuzu da soracaktır—malzeme türü, kalınlık, iç yarıçap hedefi. Çünkü, klampınıza mükemmel şekilde uyan uzun, dar bir keskin delik, profilin kesitinin ayak başına yükünüz için uygun şekilde inşa edilmemişse yine de başarısız olabilir. Uyum ve dayanıklılık ayrı konuşmalardır. Doğru tedarikçi her ikisine de sahiptir.
“Stokta” olmak güvenli hissettiriyor.
Bazen öyledir. Bazen, onların zaten sizin tang geometrinizi hacim olarak çalıştırdıkları ve partiler arasında uniform yükseklik tutacak kadar iyi kontrol ettikleri anlamına gelir. Bu, yetkinliktir.
Ama bazen “stokta” olmak, makinenizi kendileri için uygun olanı kabul etmeye zorlayacakları anlamına gelir.
Eğer belirli bir omuz ilişkisine sahip bir miras Amerikan planlayıcı tarzı tang kullanıyorsanız ve bunun bir rafın üzerinde hazır olduğunu iddia ediyorlarsa—bugün o tam geometrinin kaç atölyede çalıştığını sorun. Cevap belirsizse, standart bir şey satın almıyorsunuz. Artan envanter satın alıyorsunuz.
Diğer yandan, uzun Avrupa öngörü süreleri otomatik olarak hassasiyet anlamına gelmez. Bir atölyenin markalı OEM aletleri için on iki hafta beklediğine tanık oldum çünkü gecikmenin kalite anlamına geldiğini varsayıyorlardı. Geldiğinde, klampa mükemmel uyuyordu—ama bir yıl önce bir retrofitle ray ekledikten sonra gün ışıklarını yeniden kontrol etmemişlerdi. Yeni yığın yüksekliği, yüksek bir kutu alet için ihtiyaç duydukları boşluğu çalmıştı. Güzel aletler. Yanlış sistem bağlamı.
Öngörü süresi yalnızca referans çerçevenizle bağlantılı olduğunda bir anlam ifade eder.
Yetkin bir tedarikçi, bir profilin neden stokta olduğunu—yaygın ekosistem, kontrol edilen yükseklik, tekrar eden talep—veya neden özel olduğunu—standart dışı tang, değiştirilmiş kapama yüksekliği, modifiye edilmiş omuz—açıklayacaktır. Zamanı geometrik yapıya bağlayacaklardır. Bunu yapamazlarsa, tekrar kağıt ağırlıklarından okuyorsunuz demektir.
| Konu | Detaylar |
|---|---|
| Temel Soru | “Stokta” olmak, öngörü süreleri ve özel profillerle ilgili olarak ne zaman gerçekten bir kırmızı bayrak? |
| “Stokta” Algısı” | “Stokta” olmak güvenli hissettiriyor. Bazen bu gerçekten yetkinliği ve kontrol edilen, tekrar edilebilir üretimi yansıtıyor. |
| “Stokta” Olmak Yetkinliği Gösterdiğinde | Bu, tedarikçinin düzenli olarak sizin tang geometrinizi hacim olarak çalıştırdığı ve partiler arasında uniform yükseklik sağladığı anlamına gelebilir. |
| “Stokta” Olmak Bir Kırmızı Bayrak Olduğunda | Bu, tedarikçinin belirli sistem gereksinimlerinizi karşılamak yerine uygun, artan envanteri zorladığını gösterebilir. |
| Miras Geometri Endişesi | Eğer bir miras Amerikan planlayıcı tarzı tang kullanıyorsanız ve bunun gönderilmeye hazır olduğu iddia ediliyorsa, o tam geometrinin şu anda kaç atölyede çalıştığını sorun. |
| Belirsiz Gerekçe Uyarısı | Tedarikçinin kullanım hakkında verdiği cevap belirsizse, muhtemelen kalıntı envanter alıyorsunuz - gerçek bir standart değil. |
| Yanıltıcı Uzun Teslim Süreleri | Uzun Avrupa teslim süreleri otomatik olarak daha yüksek hassasiyet veya kalite anlamına gelmez. |
| Yanlış Anlaşılmış Varsayımlar Örneği | Bir atölye, markalı OEM aletleri için on iki hafta bekledi ve gecikmenin kalite anlamına geldiğini varsaydı, ancak bir retrofitle ray ekledikten sonra gün ışığını yeniden kontrol etmeyi başaramadı. |
| Sistem Bağlamı Hatası | Yeni yığın yüksekliği, uzun bir kutu aleti için gerekli boşluğu azalttı - bu da sistem bağlamına uymayan güzel bir aletle sonuçlandı. |
| Temel İlke | Teslim süresi yalnızca belirli makine referans çerçeveniz ve geometrinizle bağlantılı olduğunda anlam kazanır. |
| Yetenekli Tedarikçilerin Yaptığı Şeyler | Bir profilin stokta (yaygın ekosistem, kontrol edilen yükseklik, tekrar eden talep) mı yoksa özel (standart dışı tang, değiştirilmiş kapama yüksekliği, modifiye edilmiş omuz) olduğunu açıklarlar. |
| Son İçgörü | Yetenekli bir tedarikçi, teslim süresini geometri ile bağlar. Bunu yapamıyorlarsa, sistem uyumu yerine varsayımlara dayanıyorsunuz demektir. |
Atölye Gerçeklik Kontrolü: “Stokta” yeşil renkte yalnızca klamp ve yükseklik mantığınızla eşleştiğinde geçerlidir; aksi takdirde sadece hızlı hurda demektir.
Bir broşüre güvenmeyin.
Küçük, yüksek hassasiyetli bir test seti sipariş edin - mevcut aletlerinizin yanında gerçek bir işte oturacak iki veya üç segment. Genel yüksekliği bir mikrometre ile ölçün. Tang kalınlığını ve paralelliği kontrol edin. Ardından, makine ayarlarını değiştirmeden mevcut segmentlerinizin yanına kurun.
Gerçek burada ortaya çıkar.
Eğer tedarikçi ±0.0005″ yükseklik tutarlılığı iddia ediyorsa, ram'iniz takip gerektirmemelidir. Açı, eski ve yeni segmentler arasındaki dikiş boyunca korunmalıdır. Eğer CNC olmayan bir taçlandırma makinesindeyseniz, bu test serttir - iyi bir şekilde. Yığılmış toleransları anında ortaya çıkarır.
Ve yük altında zorlayın. Tipik ton başına ayak aralığınızda bir iş yapın, hafif bir ölçüm değil. Klampta oturma davranışını izleyin. Basınç arttıkça o ince kaymayı dinleyin. Doğru tang geometrisi sıkıcı hissedecektir. Hiçbir kayma yok. İlk darbeden sonra yerleşme yok.
Bir kez bir dükkanın yeni bir tedarikçiyi kozmetik 16-gauge çalışmasıyla doğruladığını gördüm. Her şey mükemmel görünüyordu. İlk 1/4″ hafif çelik iş parçası daha yüksek yük altında gerçek hikayeyi anlattı—profil, orta kısımda açıyı açacak kadar esnedi. Felaket bir arıza değil. Sadece montajda açının spesifikasyondan çıkmasına neden olacak kadar.
Doğru bir test siparişi yalnızca uyumla ilgili değildir. Bu, belirli sıkıştırma ekosisteminiz içindeki değiştirilebilirlik ve yük davranışıyla ilgilidir.
İşte değişim bu.
“En iyisi kim?” sormayı bırakır ve “Gerçek yük altında makinemin referans çerçevesinde doğru davranan kim?” sormaya başlarsınız.”
Bir tedarikçi RFQ’nizi geçip gerçek bir test siparişini geçtikten sonra, soru değişir. Artık “İyi bir alet yapabilirler mi?” değil, “Beş yıl sonra tam sıkıştırma ekosistemimde doğru davranan aletler yapmaya devam edebilirler mi?” sorusudur.”
Bu, çoğu dükkanın asla resmileştirmediği kısımdır.
Başarılı bir denemeyi bir tokalaşma gibi ele alıyorlar. Sonra altı ay sonra, farklı bir üretim çalışmasından ikinci bir parti geliyor, farklı aparatlarla zeminlenmiş ve aniden ram sıfırınız tekrar kayıyor. Alet “kötü” olduğu için değil. Çünkü makinenizin referans çerçevesine olan ilişkiyi asla kilitlemediniz.
Burada markaları satın almayı bırakır ve bir sistemi yönetmeye başlarsınız.
Kayma basit ve rahatsız edicidir: pres freniniz spesifikasyon haline gelir. Katalog değil.
Bu, üç şeyi belgelediğiniz ve bunları kontrol edilen veriler olarak ele aldığınız anlamına gelir: sıkıştırma stili ve boyutları (Avrupa, Wila, eski Amerikan—tang kalınlığı ve omuz konumuna kadar), doğrulanmış toplam alet yüksekliği ile çalışma yüzeyi ve gerçek yük zarfınız ton başına ayak cinsinden. Broşür rakamları değil. Dükkan rakamları.
Başarılı bir örnek çalışmasından sonra bir dükkanın bu adımı atladığını izledim. Altı ay sonra “aynı” 4 inç Avrupa punçunu yeniden sipariş ettiler. Sıkıştırmada gayet iyi oturdu. Ama mevcut envanterlerinden 0.02 mm daha yüksekti. Kağıtta hiçbir şey. Zeminde, segmentli kurulumlar arasında açıyı takip etmek ve temel ayara geri dönmek için yarım vardiya harcamak anlamına geliyordu.
O gün kimse bir parçayı hurdaya çıkarmadı.
Zamanı hurdaya çıkardılar.
Makine verilerinizi dondurduğunuzda ve her tekrar siparişin o yükseklik bandına ve tang geometrisine sertifikalandırılmasını talep ettiğinizde, sürpriz değişkeni ortadan kaldırırsınız. Acil yeniden siparişler kaybolur çünkü uyumluluk varsayılan olmaktan çıkar ve sabit bir referansa karşı doğrulanmaya başlar.
Artık alet satın almıyorsunuz. Bir datum stratejisini koruyorsunuz.
Kalın bir katalog, şekilleri öğütebileceklerini söylüyor.
Uygun bir kayıt, kilidinizi anladıklarını söylüyor.
Kısa listeyi nasıl oluşturursunuz: yalnızca belgelenmiş teslimatları tam olarak sizin sıkıştırma stilinize uygun olan tedarikçiler—tekrar yükseklik toleransı ve yük doğrulaması ile—listeye kalır. Benzer değil. Tam.
Hayali bir senaryo düşünün: Dubai'deki bir dükkan, Amada ekosisteminde pahalı OEM takımlarını 42CrMo alternatif tedarikçisine bırakıyor. Kağıt üzerinde bu dikkatsiz görünüyor. Pratikte, yeni tedarikçi, partiler arasında ±0.0005 inç içinde uniform yükseklik sağladı ve Amada diş geometrisini tam olarak eşleştirdi. Makine logoya aldırış etmedi. Anahtarın kilide uyum sağlaması ve yükü taşımasıyla ilgilendi.
İşte bu ders.
Marka itibarı kalite için bir vekildir. Sıkıştırma içinde kanıtlanmış uyumluluk delildir.
Şimdi, saygı duymanız gereken bir kenar durumu var. Bazı işler standart dışı profiller gerektirir—dar iç yarıçaplar, uzun kutu aletler, özel kenar kıvırma kalıpları. Özel profillerde mükemmel olan bir tedarikçi, günlük olarak sizin ekosisteminize dahil olmayabilir. Bu onları diskalifiye etmez. Onları kontrol edilen istisnalar olarak değerlendirirsiniz: belgelenmiş yükseklik hedefi, onaylı diş baskısı, ana setinize karşı ilk makale denetimi.
Ekosistem akıcılığına göre kısa liste oluşturun. Ölçülen doğrulama ile istisnaları onaylayın.
Güvenilir kaynak bulma sıkıcıdır.
Beş yıllık bir segmentin yanına yeni bir segment kuruyorsunuz. Ram sıfırına dokunmuyorsunuz. Shim yapmıyorsunuz. Açıyı “yavaşça” artırmıyorsunuz. Sadece davranıyor. Hafif ölçekte. Ağırlıklı yük altında.
O his güven duygusundan gelmiyor. İzlenebilirlikten geliyor.
Bir ana yükseklik referans seti atıyorsunuz—ölçülmüş ve kaydedilmiş. Her yeni parti, raflara ulaşmadan önce buna karşı kontrol ediliyor. Tedarikçilerden, ambalaj belgelerinde gerçek ölçülen toplam yükseklik ve diş boyutlarını belirtmelerini talep ediyorsunuz. Öğütme sırasını, malzeme partisinin veya ısıl işlem sürecini değiştirirlerse, sizi bilgilendiriyorlar.
Bu kurumsal bürokrasi değil. Bu, bölümlenmiş bir ekosistemde yavaş kaymayı nasıl durdurduğunuzdur.
Çünkü işte burada bariz olmayan bir kısım var: yükseklik tutarlılığı bir takım sorunu değil. Bu, bir sistem istikrarı sorunudur. Ekosistemleri karıştırdığınızda—hatta biraz—makinede telafi etmeye başlarsınız. Ve her telafi, bir sonraki uyumsuzluğu gizler.
Çoğu imalatçı, uzun vadeli takım stratejisinin daha iyi fiyatlandırma katmanları müzakere etmek anlamına geldiğini düşünür.
Bu, tedarikçi ilişkinizi makinenizin geometrisine o kadar sıkı bir şekilde kilitlemek demektir ki, tedarikçileri değiştirmek, sadece anahtarı değil, kilidi değiştirmek gibi hissedilir.
Ve bunu bu şekilde gördüğünüzde, “En iyi üretici kim?” sorusu tamamen yanlış bir soru gibi gelir.
Tek önemli soru şudur: zamanla, yük altında, anahtarının tam kilidinize uymadığını zorlamadan kanıtlayan kim?


















