

في الشتاء الماضي، وقفت بجوار مكبس (ثني) بطول 10 أقدام بينما كان المشغل يحاول جاهداً إدخال قالب “عالمي” جديد تماماً في المشبك. لقد انزلق للداخل. وتم إحكامه. بل وبدا مستوياً أيضاً.
مع الضربة الأولى بقوة 120 طناً، زحفت الكتف اليسرى. وبحلول الانحناء الثالث، كان الحافة منحرفة بمقدار 0.030 بوصة وأصبح الجزء خردة.
كان الكتالوج يقول إنه يناسب “معظم مكابس الثني الرئيسية”. تلك الكلمة "معظم" تقوم بالكثير من العمل، أليس كذلك؟
تجول في أي ورشة متوسطة الحجم وسترى ذلك: ألسنة (tangs) أمريكية على رف، وأوروبية على رف آخر، وربما مجموعة Wila موضوعة في رغوة مثل الأدوات الجراحية. ثلاث هندسات. ثلاث فلسفات للتثبيت. نفس المبنى.
لو كانت “الملاءمة العالمية” حقيقية، لما كنا لا نزال نتعايش مع ثلاثة معايير غير متوافقة تتصارع على مساحة الرفوف. المعايير لا تبقى إلا عندما تحل مشكلة ميكانيكية حقيقية - نقل الحمل، التكرارية، السلامة. إنها لا تبقى من أجل الحنين إلى الماضي.
مكبس الثني هو قفل ذو مفتاح. واللسان (tang) هو المفتاح. غيّر شكل المفتاح، وستغير كيفية تدفق القوة من الكبّاس إلى الأداة ثم إلى الجزء. إذا أجبرت المفتاح الخطأ على الدخول، فأنت لا تخدش المفتاح فحسب، بل تبلي القفل.
هذا هو التحول الذي أريدك أن تقوم به: توقف عن طرح سؤال “هل سيدخل في المشبك؟” وابدأ بطرح سؤال “هل صُممت هذه الأداة لنظام التثبيت الخاص بي؟” لأن التعايش ليس تاريخاً. إنه فيزياء.

خذ النمط الأمريكي: لسان أطول، تثبيت ببراغي ضبط، الحمل محمول في الأعلى. الأوروبي: لسان أقصر، تثبيت إسفيني، مسار حمل مختلف. Wila: لسان مطحون بدقة مع تثبيت ذاتي هيدروليكي أو ميكانيكي، مصمم لتحديد الموقع الرأسي بشكل متكرر بدون حشوات.
تلك ليست اختلافات تجميلية. إنها تحدد أين تعض قوة التثبيت وكيف تتراكم التفاوتات الرأسية على طول 10 أقدام.
منذ سنوات، شاهدت ورشة تحاول التقييس حول أدوات “متوافقة مع النمط الأوروبي” في أسطول مختلط. في الآلة الأمريكية القديمة، كانت براغي التثبيت تلامس بشكل غير مركزي قليلاً. عند حمولة منخفضة، كان الأمر جيداً. عند 80% من السعة، كان القالب يميل بشكل طفيف. لم تكن تستطيع رؤية ذلك، لكن كان بإمكانك قياسه.
لو كانت هندسة واحدة تتعامل حقاً مع كل حالات الحمل، لكان مصنعو الآلات قد اتحدوا على نمط واحد. لم يفعلوا ذلك. فما الذي تتنازل عنه عندما تتظاهر بأنهم فعلوا؟
الآن نصل إلى الحل الذكي: المحولات.
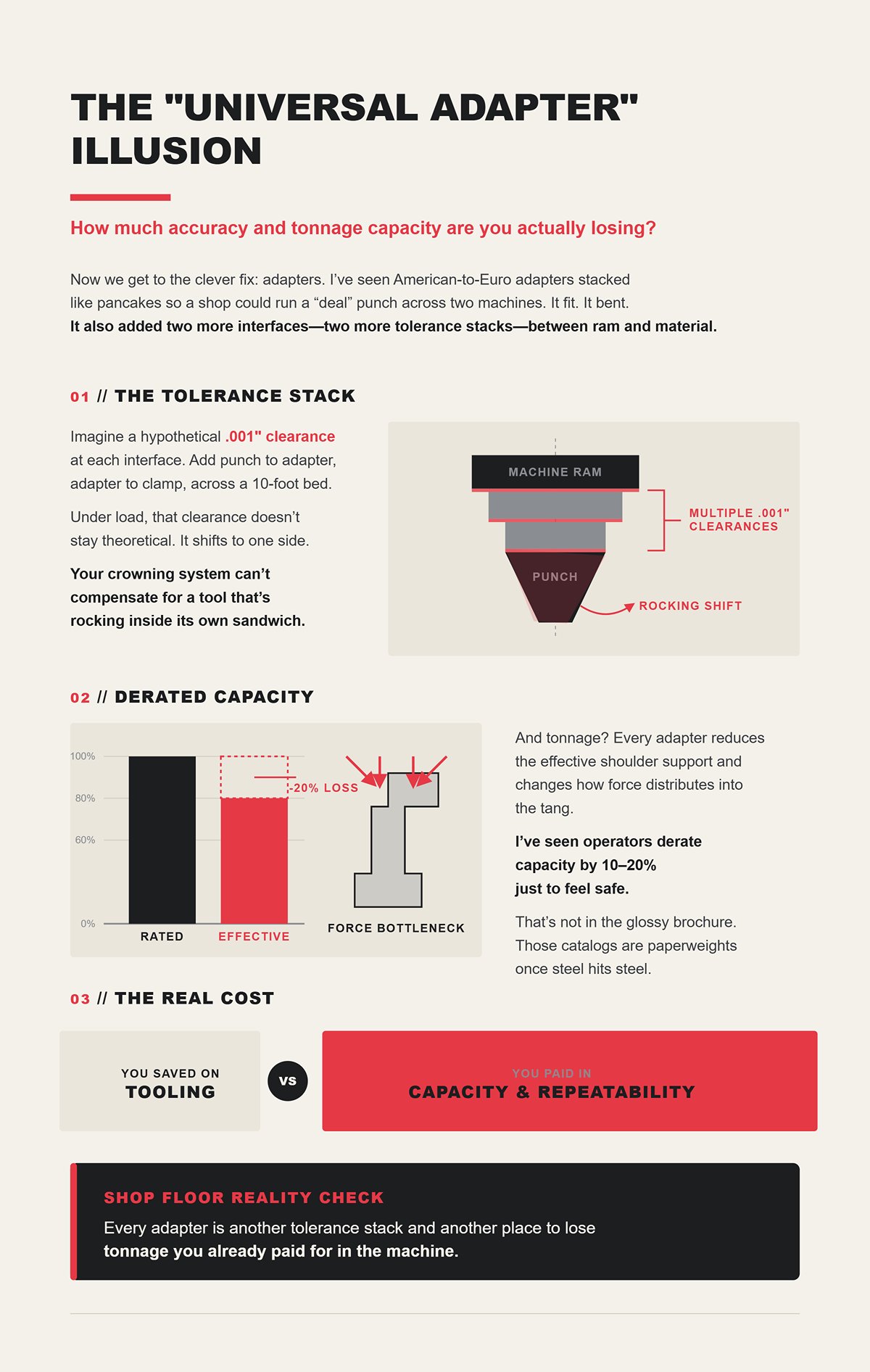
لقد رأيت محولات من النمط الأمريكي إلى الأوروبي مكدسة مثل الفطائر حتى تتمكن الورشة من تشغيل قالب “صفقة” عبر آلتين. لقد دخلت. وقامت بالثني. لكنها أضافت أيضاً واجهتين إضافيتين - تراكمين إضافيين للتفاوت - بين الكبّاس والمادة.
تخيل خلوصاً افتراضياً قدره 0.001 بوصة عند كل واجهة. أضف القالب إلى المحول، والمحول إلى المشبك، عبر سرير بطول 10 أقدام. تحت الحمل، هذا الخلوص لا يبقى نظرياً. إنه يتحول إلى جانب واحد. نظام التتويج (crowning) الخاص بك لا يمكنه التعويض عن أداة تتأرجح داخل شطيرتها الخاصة.
وماذا عن الحمولة؟ كل محول يقلل من دعم الكتف الفعال ويغير كيفية توزيع القوة في اللسان. لقد رأيت مشغلين يخفضون السعة بنسبة 10-20% فقط ليشعروا بالأمان. هذا ليس موجوداً في الكتيب اللامع. تلك الكتالوجات تصبح مجرد أثقال للورق بمجرد أن يصطدم الفولاذ بالفولاذ.
لقد وفرت في تكاليف الأدوات، لكنك دفعت الثمن من حيث القدرة الإنتاجية وقابلية التكرار. أي بند من هذه البنود تعتقد أنه يكلف أكثر على مدار العام؟
أخطر عبارة في ورشة الثني هي: “إنها قريبة بما يكفي”.”
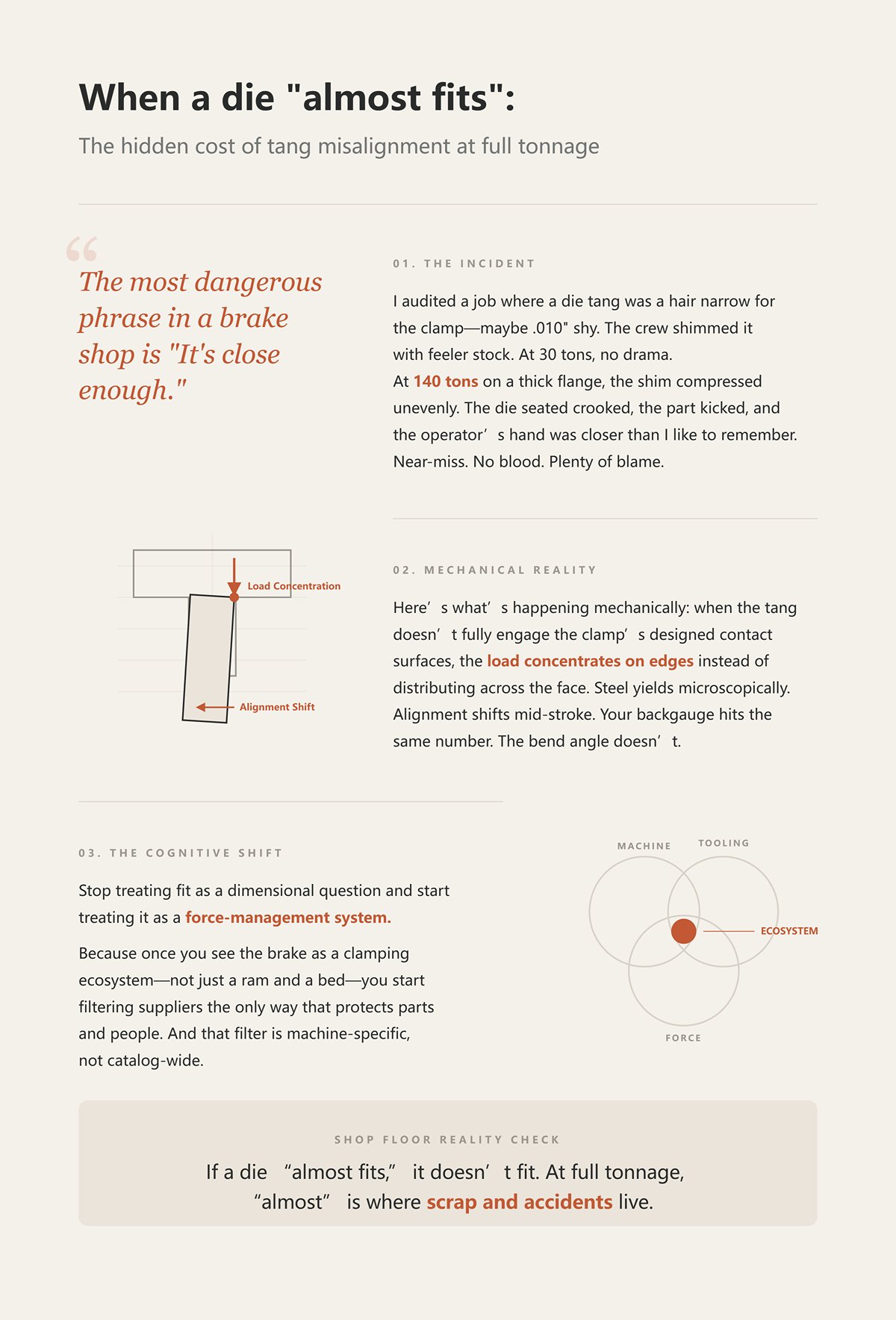
لقد قمت بتدقيق وظيفة كان فيها لسان القالب أضيق قليلاً من المشبك - ربما بمقدار 0.010 بوصة. قام الطاقم بحشوه باستخدام رقائق قياس الفجوات. عند ضغط 30 طنًا، لم تكن هناك مشكلة. ولكن عند ضغط 140 طنًا على حافة سميكة، انضغطت الحشوة بشكل غير متساوٍ. استقر القالب بشكل مائل، وانحرفت القطعة، وكانت يد المشغل أقرب مما أحب أن أتذكر. كاد أن يقع حادث. لم تكن هناك إصابات، لكن كان هناك الكثير من اللوم.
إليك ما يحدث ميكانيكيًا: عندما لا يتعشق اللسان تمامًا مع أسطح التلامس المصممة للمشبك، يتركز الحمل على الحواف بدلاً من توزيعه عبر الوجه. يخضع الفولاذ لانحناء مجهري. تتغير المحاذاة في منتصف الشوط. مقياس التوقف الخلفي الخاص بك يصل إلى نفس الرقم، لكن زاوية الثني لا تفعل ذلك.
هذا هو التحول الإدراكي: توقف عن التعامل مع الملاءمة كمسألة أبعاد وابدأ في التعامل معها كنظام لإدارة القوى.
لأنك بمجرد أن تنظر إلى مكبس الثني كنظام ربط متكامل - وليس مجرد كبش وسرير - ستبدأ في تصفية الموردين بالطريقة الوحيدة التي تحمي الأجزاء والأشخاص. وهذا الفلتر يعتمد على الماكينة نفسها، وليس على الكتالوج بالكامل.
لقد قبلت بالفعل أن “الملاءمة العالمية” هي خرافة. جيد.
الآن يظهر السؤال الحقيقي على طاولتك: إذا كانت الأدوات العالمية مجرد أسطورة، فكيف أحدد ما ينتمي فعليًا إلى مكبس الثني الخاص بي؟
ابدأ باللسان، نعم، لكن لا تتوقف عنده. لأن اللسان هو مجرد نقطة البداية. فشوط الماكينة، ومساحة العمل (Daylight)، وارتفاع الإغلاق، ونظام التتويج، وهندسة السرير هي التي تقرر ما إذا كانت نقطة البداية هذه ستتحول إلى مسار حمل مستقر أو انحراف بطيء نحو الخردة.
لقد قمت بقياس عدم تطابق رأسي بمقدار 2 مم بين قوالب التثقيب الأوروبية الجديدة المصقولة بدقة والمخزون القديم على نفس الماكينة. يبدو أن مليمترين رقم صغير على الورق. ولكن على سرير بطول 10 أقدام وبضغط 100 طن، يصبح ذلك تفاوتًا في الزاوية على طول القطعة بالكامل، مما يضطرك لملاحقته بالحشوات طوال فترة بعد الظهر.
تلك الكتالوجات اللامعة - التي لا تصلح إلا لتكون ثقالات ورق - لا تدرج أبدًا حدود ارتفاع الإغلاق لماكينتك أو سقف الشوط الذي يحد من نطاق التشكيل الخاص بك. إنهم يفترضون أنك ستتكيف.
الفولاذ لا يتكيف.
لذا دعنا نحلل ما يحدد التوافق فعليًا.
تخيل مكبس ثني أوروبي بمشبك إسفيني مصمم لأدوات مصقولة بدقة عند تفاوت ارتفاع موحد - عادة في حدود نصف ألف من البوصة. من المفترض أن يستقر كل قالب تثقيب عند نفس المرجع الرأسي حتى يتمكن المشبك الهيدروليكي من ضبط نفسه والتكرار بدقة.
الآن قم بخلط أدوات قديمة أطول بمقدار مليمتر واحد.
أنت تقوم بتثبيت الخط. إحدى المحطات تصل إلى القاع أولاً. نظام الإسفين يغلق هناك. بقية القوالب معلقة فعلياً، بانتظار أن تلمس تحت الحمل. عند 20 طناً، تبدو الأمور جيدة. عند 80 طناً، تنحرف المحطات المنخفضة بشكل مختلف. نظام التتويج (crowning) الخاص بك يعوض عن انحراف السرير، وليس عن عدم اتساق الأدوات عمودياً.
قبل سنوات، شاهدت ورشة تقضي ثلاث ساعات في وضع حشوات (shimming) لكل محطة على طول 12 قدماً لأن الأدوات الجديدة والأدوات القديمة كانت “كلاهما من الطراز الأوروبي”. لقد كانت كذلك بالفعل. لكنها لم تكن مصممة بنفس فلسفة الارتفاع. أول ضربة إنتاج؟ تم إتلاف قطعتين قبل أن يعترفوا بأن عدم التطابق لم يكن خطأ المشغل.
هذا المليمتران ليسا مجرد إزعاج في الإعداد. إنهما يغيران مكان إمساك المشبك، ومدى استوائه في الجلوس، وكيفية انتقال الحمل إلى الكبّاس (ram). الأدوات الأوروبية، وWila، والأمريكية القديمة—ليست مجرد ألسنة (tangs) مختلفة. إنها أنظمة تحكم عمودية مختلفة.
إذا كانت آلتك تتوقع ارتفاعاً موحداً ومطحوناً بدقة، فيجب على موردك أن يعيش في هذا النظام البيئي. خلط العصور داخل نفس “الطراز” هو الطريقة التي تبدأ بها تراكمات التفاوتات (tolerance stacks).
قمت بتدقيق مكبس هيدروليكي من التسعينيات تم تحديثه بنظام تحكم CNC حديث. على الورق، بدا حديثاً. في الواقع، كان لا يزال آلة من التسعينيات.
كان الشوط محدوداً. مساحة العمل—المسافة المفتوحة بين الكبّاس والسرير—كانت ضيقة. ارتفاع الإغلاق—المسافة عند النقطة الميتة السفلية—كان ثابتاً حول أبعاد الأدوات الأمريكية القديمة.
اشترت الورشة مجموعة قوالب مجزأة طويلة على الطراز الأوروبي لأن الكتالوج ذكر أنها “تناسب معظم العلامات التجارية الكبرى”. لقد تناسبت في المشبك. ثم حاولوا ثني صندوق عميق.
وصل الكبّاس إلى حد الشوط قبل أن يبتعد الحافة عن جسم القالب. لم يتمكنوا فعلياً من الفتح بما يكفي لاستخراج القطعة دون إعادة برمجة وإعادة ترتيب تسلسل الثني. تضاعف وقت الإعداد. ألقوا باللوم على البرمجة.
لم تكن المشكلة في البرمجة. كانت في الهندسة.
غالباً ما تحتوي الآلات القديمة على مساحة عمل أقل وشوط أقصر. الأدوات الحديثة الأطول تستهلك هذا الحيز بسرعة. وإذا كان ارتفاع الإغلاق لديك مصمماً حول نظام لسان أطول، فإن التحول إلى نظام أقصر يغير مكان وصول النقطة الميتة السفلية بالنسبة لارتفاع القالب السفلي.
هذا يؤثر على منحنى الحمولة وتكرارية الزاوية.
تخيل فرضية: مكبستك لديها 18 بوصة من مساحة العمل. مجموعة أدواتك تستهلك 14 بوصة. أضف سمك المادة وارتفاع الحافة. كم من المساحة المتبقية لديك فعلياً لاستخراج القطعة أو الثني النهائي (hemming)؟
التوافق ليس مجرد “هل يتم تثبيتها”. بل هو “هل تعمل ضمن حدود الحركة الفيزيائية لآلتي دون المساس بتسلسل الثني أو السلامة”.”
مكبسان بطول 10 أقدام. كلاهما مصنف بـ 130 طناً. كلاهما يستخدم أدوات على الطراز الأوروبي.
أحدهما يستخدم أسافين تتويج يدوية تحت السرير. والآخر يستخدم تتويجاً هيدروليكياً يتم التحكم فيه بواسطة CNC مرتبط بتغذية راجعة للحمولة. تختلف خصائص سمك السرير والانحراف حسب العلامة التجارية وعصر التصنيع.
قم بتحميل كلتا الماكينتين بحمولة 100 طن على كامل الطول. تعتمد الماكينة الأولى على التعويض الذي يضبطه المشغل، بينما تقوم الثانية بالتعديل النشط للحفاظ على زاوية ثابتة على طول العارضة.
الآن، أدخل أدوات تم تجليخها بتفاوت ارتفاع يبلغ ±0.0005 بوصة. في ماكينة التتويج الهيدروليكي، تظهر هذه الدقة في صورة قابلية للتكرار. أما في النظام اليدوي، فإن أي تفاوت بسيط في إعداد التتويج يتضخم على طول الماكينة.
رأيت ورشة تستبدل مجموعة قوالب ممتازة ومجلوخة بدقة ومتوافقة مع نظام Wila على سرير قديم به تآكل غير متساوٍ بالقرب من منتصف المدى. كانت الأدوات مثالية، لكن السرير لم يكن كذلك. لقد حاولوا معالجة تباين الزاوية على طول 8 أقدام وألقوا باللوم على مورد الأدوات. بعد ظهر ذلك اليوم، قمنا بفحص السرير باستخدام صبغة التحديد (blue-check) واكتشفنا وجود نقاط مرتفعة.
الأدوات عالية الدقة تضخم هندسة الماكينة - سواء للأفضل أو للأسوأ.
وهنا تصبح المنتديات صاخبة: “نحن نستخدم أدوات أمريكية على مكبسنا الأوروبي. فقط قم بتعديل زاوية السن من 90 إلى 88 درجة”. نعم، يمكنك تعويض هندسة الزاوية، لكن لا يمكنك تعويض أنماط انحراف السرير التي لم يُصمم نظام التتويج الخاص بك للتعامل معها باستخدام نمط التانغ (tang) وتوزيع الحمل هذا.
المحولات وحيل الزوايا تحل مشاكل الهندسة، لكنها لا تحل فيزياء مسار الحمل.
دعنا نجمعها بصدق.
ارتفاع تانغ (tang) غير متطابق قليلاً. شوط بالكاد يتجاوز الأدوات الطويلة. تتويج يفترض توزيعاً موحداً للحمل. سرير به أنماط تآكل ناتجة عن عقود من المهام التي يتم تحميلها في المنتصف.
بشكل فردي، كل مشكلة يمكن إدارتها. لكن معاً، تتراكم هذه المشكلات.
لقد راجعت دفعة من الدعامات الثقيلة حيث تم استخدام قوالب مصنفة لحمولات منخفضة - ذات نمط تانغ متوافق تماماً - على مكبس عالي السعة. تحت الحمل الأقصى، بدأت أكتاف القالب في التشوه. لم يكن الأمر كارثياً، بل كان تشوهاً كافياً لتغيير عرض فتحة القالب (V-opening) خلال الوردية. انحرفت الزاوية. قام المشغلون بالتعويض عن طريق العمق. تم تشغيل الدفعة التالية على ماكينة مختلفة وخرجت عن نطاق التفاوت. انتهى المطاف بأربعين قطعة في صندوق الخردة قبل أن يتتبع أي شخص السبب ويعيده إلى تصنيف القالب مقابل الحمولة الفعلية المطبقة.
كان التانغ متطابقاً، لكن مسار الحمل لم يحترم حدود قوة القالب.
عندما تتراكم التفاوتات، لن يقف مندوب المبيعات بجانبك عند المكبس. الشركة المصنعة ستشير إلى أوراق المواصفات، والمشغل سيشير إلى أوراق الإعداد، بينما يمتلئ صندوق الخردة بصمت.
إليك الآلية: كل واجهة - من المشبك إلى التانغ، ومن التانغ إلى جسم السن، ومن السن إلى المادة، ومن المادة إلى القالب، ومن القالب إلى السرير - لها تفاوت. إذا لم يتم تصميم نظام ماكينتك ونظام أدواتك معاً، فإن هذه التفاوتات ستتجمع بدلاً من أن تلغي بعضها البعض.
وهي تتجمع دائماً تحت الحمل.
لذا عندما تسأل: “كيف أحدد نظام الأدوات المناسب لمكبس الثني الخاص بي؟”، الإجابة ليست الولاء للعلامة التجارية. بل هي: طابق نمط التثبيت، وفلسفة الارتفاع الرأسي، ونطاق الشوط، وطريقة التتويج، وهندسة السرير، وتصنيف الحمولة كنظام واحد - خاص بطراز وموديل مكبسك.
أي شيء أقل من ذلك هو مقامرة بتفاوتات متراكمة.
ابدأ بشريط قياس ومصباح يدوي، وليس بكتالوج.
اسحب لقمة واحدة من المشبك الخاص بك. قم بقياس سمك لسان اللقمة في ثلاث نقاط على طول 150 مم. تحقق من عرض الكتف. قم بطلاء اللسان باللون الأزرق، وثبته في المشبك، وقم بتشغيل الكباس للأسفل تحت ضغط خفيف، ثم اسحبه وانظر إلى نمط التلامس. هل التلامس كامل الوجه، أم توجد خطوط لامعة عند الحواف؟
هذه هي الخطوة الأولى: تحقق مما يمسكه المشبك فعلياً ومدى تساويه في الإمساك. ليس ما تقوله لوحة الآلة، بل ما يقوله الفولاذ.
والآن إليك سبب أهمية ذلك. تهيمن الأدوات من طراز Promecam/Amada على معظم مكابس الثني ذات الحمولة المنخفضة إلى المتوسطة القادمة من آسيا. إنها في كل مكان. وهذا يعني أن السوق غارق في لقم “متوافقة” تم تجليخها وفقاً لأي تفاوت سماح كان المصنع يرغب في الالتزام به في ذلك الأسبوع. إذا تم تشغيل المشبك الخاص بك حول لسان بسمك 12 مم مع توازي محكم، وأرسل المورد لقمة بسمك 11.92 مم مع استدقاق طفيف، فستظل “مناسبة” للتركيب. لكنها لن تتحمل الضغط بالتساوي.
لقد قمت بتدقيق ورشة تستخدم مشبكاً هيدروليكياً من طراز Amada حيث كانت إحدى اللقم من طرف ثالث تستقر بإحكام في المنتصف ولكنها تتأرجح عند الأطراف. تحت ضغط 90 طناً على طول 8 أقدام، أدى ذلك الاستدقاق الطفيف إلى تحويل الحمل نحو منتصف المسافة. كانت الزوايا جيدة في المركز، ومفتوحة عند كلا الطرفين. لقد حاولوا معالجة المشكلة بضبط التحدب (Crowning). لم تكن المشكلة في التحدب، بل في هندسة اللسان.
عندما نتحدث عن الدقة على الطراز الأوروبي، فنحن لا نتحدث عن شعار. نحن نتحدث عمن يلتزم فعلياً بسمك اللسان، واستقامة الكتف، وتفاوت ارتفاع اللقمة وفقاً لما صُمم المشبك الخاص بك ليعمل معه. هذا هو المعيار.
تبدأ العملية خطوة بخطوة من هنا:
كل ما عدا ذلك ضجيج.
تخيل حامل Promecam بطول 3 أمتار محملاً بخمس عشرة قطعة لقمة بطول 150 مم. إحداها تعرضت للكسر بسبب حركة خاطئة للمصد الخلفي. تقوم باستبدال تلك القطعة. انتهى الأمر. عشر دقائق.
تلك البساطة النمطية هي سبب انتشار الأدوات على الطراز الأوروبي عالمياً. إنها قابلة للإصلاح. إنها عملية. ولا تتطلب استبدالاً بطول كامل مثل بعض الأنظمة عالية التكامل.
إذن أين تضع الخط الفاصل بين الدقة الممتازة والاستبدال بالجملة؟
ليس عند مستوى العلامة التجارية. بل عند اتساق التفاوتات عبر القطع.
إذا كانت قطعك تختلف في الارتفاع بمقدار 0.02 مم حتى بين الدفعات، فسترى ذلك في الثنيات الطويلة كنقاط ضغط متبادلة. في مكبس ثني مزود بنظام تحدب (Crowning) يعمل بالتحكم الرقمي (CNC) مرتبط بتغذية راجعة للحمولة، يتحول اختلاف الارتفاع هذا إلى اختلاف في الزاوية. تقوم الآلة بالتعويض عالمياً، بينما يكون عدم الاتساق محلياً.
لقد راقبت تشغيلاً لألواح الفولاذ المقاوم للصدأ حيث أنتجت قطعاً من دفعات مختلطة - من نفس “طراز Amada” ولكن من دفعات إنتاج مختلفة - تأثيراً خفيفاً يشبه لوح الغسيل على طول خط الثني. لم يكن مرئياً إلا بعد الطلاء بالبودرة. عندها أصبحت خردة. كانت القطع جميعها “مناسبة” للتركيب، لكنها ببساطة لم تكن مجلخة على نفس المرجع الرأسي.
عادة ما تشتري أسعار الشركات المصنعة للمعدات الأصلية (OEM) من الدرجة الأولى تحكماً أكثر صرامة بين الدفعات. أما أسعار الاستبدال بالجملة فغالباً ما تمنحك تحكماً إحصائياً أقل صرامة ولكن بتكلفة أقل للقطعة الواحدة. القرار ليس فلسفياً، بل يتعلق بتفاوت أجزائك وطول الثنية.
إذا كنت تقوم بثني أقواس قصيرة هوائيًا بدقة ±1 درجة، فقد يكون الحجم الإجمالي مقبولًا. أما إذا كنت تقوم بثني ألواح معمارية بطول 8 أقدام تخضع للفحص تحت إضاءة لامعة، فأنت بحاجة إلى اتساق في تفاوت الارتفاع عبر كل قطعة في ذلك المشبك.
يتم تحديد الخط الفاصل عند أضيق تفاوت يتطلبه الجزء النهائي الخاص بك، وليس عند مستوى التسويق الخاص بالمورد.
تحقق واقعي من أرض المصنع: إذا قمت بخلط قطع من ثلاثة موردين وتتوقع خط ثني مستقيم واحد، فأنت تراهن بلمساتك النهائية على ميكرونات غير مرئية.
أسعار الشركة المصنعة الأصلية مؤلمة. أنا أتفهم ذلك.
يعتمد مصنعو المكابح الرئيسيون الآن بشكل افتراضي على نمط Promecam/Amada في الآلات الجديدة لأنه يوازن بين التكلفة والوظيفة لمعظم التطبيقات. هذا لا يعني أن كل قالب (punch) من الشركة المصنعة الأصلية مصنوع من فولاذ سحري. بل يعني أن أدواتهم مصنوعة لتناسب هندسة المشبك التي يشحنونها.
إذًا، كيف يمكنك فحص مورد خارجي دون إهدار المال؟
اطلب ثلاثة أشياء:
إذا كانت الإجابة “يناسب نمط Amada”، فهذه ليست مواصفة. هذا تهرب.
تخيل فرضية: تم تشغيل مشبكك الهيدروليكي لسان تثبيت مقاس 12.00 مم مع توقع تفاوت ±0.01 مم. مورد خارجي يوفر تفاوت ±0.05 مم. في أسوأ الحالات، سيكون مقاسك أصغر بمقدار 0.04 مم. تحت قوة التثبيت، يستقر القالب بشكل أعمق قليلاً. وهذا يغير مرجعك الرأسي. اضرب ذلك في التفاوتات المتراكمة - ارتفاع القالب، تآكل السرير، التحدب - ولن تعود العمق المبرمج مساويًا للزاوية التي شكلتها.
لقد أصبحت أكثر ضيقًا.
وعندما تضيق بشكل غير متساوٍ على طول العارضة، فإنك تُدخل تحميلًا جانبيًا إلى نظام مصمم لمسارات تحميل مركزية. هكذا تتآكل المشابك قبل الأوان وتظهر على القوالب علامات تآكل لامعة عند كتف واحد فقط.
لقد راجعت حالة كانت فيها ألسنة تثبيت مورد اقتصادي أقل سمكًا بمقدار 0.03 مم باستمرار. قام الورشة بالتعويض عن ذلك بضغط المشبك. بعد ستة أشهر، أظهرت مكابس المشبك الهيدروليكي أنماط تآكل غير متساوية. وفرت الأدوات المال، لكن إعادة بناء المشبك محت تلك المدخرات.
يمكن للطرف الثالث أن ينجح، ولكن فقط إذا كان انضباط التفاوت لديهم يطابق النظام البيئي الذي بُنيت آلتك حوله.
أسماء النماذج قد تخدع، لكن المشابك لا تفعل.
لا تتصرف ماكينة Amada القديمة ذات الأوتاد اليدوية مثل ماكينة Amada الحديثة ذات المشابك الهيدروليكية، حتى وإن كان كلاهما يحمل تصنيف “طراز Promecam”. يمكن أن تختلف إصدارات LVD في هندسة الكتف وعمق سطح التثبيت. إن Promecam على الورق مجرد شكل جانبي (بروفايل)، لكنها في الواقع عائلة كاملة.
لذا تحتاج عمليتك إلى طبقة إضافية:
ثم قارن هذه البيانات المادية بالرسم الهندسي للمورد - وليس ورقة المبيعات. الرسم الهندسي.
لقد رأيت ذات مرة ورشة تطلب قوالب “متوافقة مع LVD” لماكينة من منتصف العقد الأول من القرن الحادي والعشرين. كان عرض اللسان (tang) متطابقاً، لكن نصف قطر الكتف لم يكن كذلك. تحت الحمل، استقر القالب بشكل غير دقيق على سطح التلامس المقصود. وبمرور الوقت، تسبب ذلك في تآكل مسار جديد في وجه المشبك. كان المفتاح يناسب القفل - حتى بدأ في توسيع القفل نفسه.
هذه هي حقيقة "القفل والمفتاح" في الأنظمة ذات الطراز الأوروبي. فهي تعمل على محاذاة خط منتصف الكبّاس مع جسم القالب لإلغاء الأحمال غير المتوازنة. لكن هذا لا ينجح إلا إذا كانت هندسة اللسان والكتف تطابق ما صُمم المشبك لاستقباله.
أنت لا تشتري شكلاً، بل تشتري محاذاة لمسار الحمل.
وهذا هو الجسر لما سيأتي لاحقاً. لأنه إذا كانت الأنظمة ذات الطراز الأوروبي تتطلب هذا المستوى من الانضباط، فانتظر حتى تنظر إلى الأنظمة التي تم فيها تصميم الأدوات والمشابك كوحدة واحدة مملوكة للشركة المصنعة.
لقد رأيت بالفعل كيف أن تذبذب الارتفاع بمقدار 0.02 مم في إعداد “الطراز الأوروبي” ينتقل مباشرة إلى زاوية الانحناء الخاصة بك. الآن تخيل هذا: لم يتم تصنيع المشبك ولسان القالب بنفس الشكل الجانبي فحسب، بل تم تصميمهما كزوج متوافق، مع زر أمان محمل بنابض مصمم ليُغلق في هندسة أخدود محددة تحت التحميل المسبق.
هذا هو نظام Wila/Trumpf.
في هذه الأنظمة، لا يتم تثبيت اللسان عن طريق الاحتكاك أو ضغط الوتد فقط، بل يتم توجيهه وتثبيته بواسطة آلية زر أمامي تتعشق مع أخاديد مزدوجة في لسان مقاس 20 مم، مما يتحكم في الموقع الرأسي والاستخراج تحت الحمل. شوط أسطوانة المشبك، وعمق الأخدود، وحركة الزر - كلها مصممة معاً. أنت لم تعد تكتفي بمحاذاة السماكة والتوازي، بل أصبحت توازن أجزاءً متحركة.
هنا تتوقف قاعدة “النظام البيئي أولاً” عن كونها نصيحة وتصبح مسألة بقاء. لأنه عندما يتم تصميم المشبك والأدوات معاً، فإن "التوافق" لا يتعلق بالشكل الخارجي، بل يتعلق بما إذا كان مفتاحك يطابق النوابض والنتوءات الداخلية داخل القفل.
وإذا لم يكن الأمر كذلك، فما الذي سيتضرر أولاً - الأداة أم المشبك؟
دعونا نكون محدّدين.
في القوالب الأخف من طراز Wila/Trumpf، يسمح نظام التثبيت الأمامي “بنقرة الزر” للمشغل بالوقوف أمام المكبس، والرفع، والدفع، وسماع صوت التعشيق. تحميل بيد واحدة. لا حاجة للوصول الجانبي. لا حاجة للالتفاف حول الكبّاس. لقد تم إحكام التثبيت.
ولكن إليك التفصيل الذي تغفله معظم أثقال الورق: بمجرد تجاوز وزن 12.5 كجم (27.6 رطلاً) تقريبًا لكل قطعة، تتحول العديد من الأدوات بنمط Wila/Trumpf — بما في ذلك أدوات الشركات المصنعة للمعدات الأصلية (OEM) — إلى دبابيس أمان جانبية بدلاً من الزر الأمامي. نفس النظام البيئي. طريقة تثبيت مختلفة.
هذا يخبرك بشيء مهم. “الزر الحصري” ليس سحريًا في جميع الأحوال. إنه حل هندسي ضمن حدود تحميل معينة.
قبل عقد من الزمان، إذا كنت تريد استخراجًا حقيقيًا بالزر الأمامي، كنت مقيدًا فعليًا بموردي المعدات الأصلية بسبب حماية براءات الاختراع. كانت هناك خيارات من شركات أخرى، لكنها كانت تعتمد في الغالب على تركيبات الدبابيس الجانبية الأبطأ. اليوم، يقوم العديد من المصنعين الجادين بتصنيع ألسنة (tangs) متطابقة ذات أخدود مزدوج مع واجهات أزرار مطابقة للأدوات الأخف، وأنظمة دبابيس مناسبة للقطع الثقيلة.
لقد قمت بمراجعة قطع من شركات أخرى تُركب في مشبك هيدروليكي من نوع Wila، وتتعشق مع الزر بشكل نظيف، ولا تظهر أي انحراف ملموس في توازي اللسان أو عمق الأخدود مقارنة بعينات الشركة المصنعة الأصلية.
لذا، السؤال ليس “هل يمكن لأي شخص مطابقة الزر؟” في كثير من الحالات، نعم.
السؤال الحقيقي هو: هل يحافظون على نفس تفاوتات الموضع للأخدود بالنسبة لارتفاع القالب، دفعة تلو الأخرى؟
لقد رأيت موقفًا كاد أن ينتهي بكارثة حيث أدت مجموعة مختلطة — قطع خفيفة من الشركة المصنعة الأصلية وقطع ثقيلة من شركة أخرى، جميعها “بنمط Wila” — إلى تفاوت رأسي طفيف بين الأدوات المثبتة بالزر والأدوات المثبتة بالدبوس. قام المشغل بتعديل العمق لملاحقة الزاوية. لم تكن المشكلة في المشبك، بل في تداخل المراجع (datum stack) المختلطة. كاد ذلك التشغيل أن يتسبب في إتلاف 40 لوحًا من الفولاذ المقاوم للصدأ قبل أن يقوم شخص ما بقياس الارتفاع الفعلي للعمل.
عندما يتم دمج آلية التثبيت في مسار التحميل، فإن التراخي ليس مجرد مشكلة تجميلية. إنه مشكلة هيكلية.
ضع قالبين جنبًا إلى جنب على طاولة العمل. نفس شكل اللسان. نفس الأخاديد المزدوجة. نفس تعشيق الزر. أحدهما يكلف 30% أكثر.
أين تكمن القيمة؟
في أدوات Wila/Trumpf الممتازة من الشركات المصنعة الأصلية أو من كبار الموردين الآخرين، فأنت تدفع عادةً مقابل التقسية الكاملة أو التقسية بالحث العميق، متبوعة بالطحن الدقيق لأسطح العمل وميزات اللسان في سلسلة عمليات خاضعة للرقابة. هذا مهم لأن المشبك يستقر على هندسة مقسّاة ومطحونة — وليس مجرد فولاذ مطحون بلمسة تجميلية.
تخيل فرضية: قالب مقسّى سطحيًا بعمق 1.5 مم مقابل قالب مقسّى بعمق أكبر بكثير. بعد بضع عمليات إعادة تجليخ على مر السنين، تكشف الأداة ذات التقسية الضحلة عن مادة أساسية أكثر ليونة عند كتف اللسان. تحت دورات التثبيت الهيدروليكي المتكررة، يتشوه ذلك الكتف مجهريًا. يتغير عمق تعشيق الزر بمقدار أجزاء من المئة. لن تلاحظ ذلك في الشهر الأول. لكنك ستطارده في السنة الثالثة.
هذا ما تشتريه حقًا — مقاومة الانحراف الأبعادي تحت قوة التثبيت.
لكن العلامة التجارية وحدها لا تضمن ذلك. لقد قمت بتدقيق أدوات ذات علامات تجارية ممتازة ذات خصائص معدنية ممتازة، ودققت موردين من المستوى المتوسط لديهم ملفات صلابة وجودة تجليخ مكافئة. كما رأيت أدوات “بنمط Wila اقتصادي” حيث تم قطع الأخاديد قبل التقسية، ثم تشوهت قليلاً أثناء المعالجة الحرارية وتم تنظيفها بما يكفي فقط لتجاوز مقياس القبول/الرفض.
إحدى الورش التي عملت معها خلطت دفعة منخفضة التكلفة في إعداد Wila أصلي في الغالب. في غضون ستة أشهر، أظهرت القطع الأرخص علامات تآكل مصقولة عند كتف أخدود واحد فقط — وهو انحراف زاوي طفيف تحت ضغط المشبك. ليس كارثيًا. فقط بما يكفي لبدء ملاحقة التفاوتات في الأجزاء الطويلة.
أنت لا تدفع مقابل شعار. أنت تدفع مقابل التحكم في عملية المعالجة الحرارية والتجليخ بالنسبة لآلية الأمان الهيدروليكية.
وإذا كان المورد لا يستطيع إخبارك بعمق التقسية وتسلسل التجليخ بعد المعالجة الحرارية، فما الذي تدفع ثمنه بالضبط؟
هنا تصبح الحسابات واقعية.
خذ على سبيل المثال وظيفة معمارية ذات حمولة عالية: ألواح طويلة من الفولاذ المقاوم للصدأ، بلمسة نهائية ظاهرة، وتفاوت زاوية دقيق عبر 3 أمتار. في نظام التثبيت الهيدروليكي من Wila مع تقنية التتويج (crowning) بالتحكم الرقمي، يفترض الجهاز وجود ارتفاع ثابت للقالب وهندسة أخدود متسقة حتى يتمكن من توزيع الحمل بالتساوي. أي انحراف يصبح خطأً في الزاوية المحلية لا يمكن لنظام التحكم رؤيته.
في تلك البيئة، يؤدي خلط الموردين - حتى ضمن “نمط Wila/Trumpf” - إلى إدخال متغير ثانٍ: مرجع الارتفاع بين الموردين. حتى الاختلاف المنهجي بمقدار 0.01–0.02 مم بين الدفعات يزيح موضع المحور المحايد بما يكفي ليظهر تحت إضاءة اللمعان.
لقد قمت بتدقيق منشأة تستخدم نظام Wila متميزاً وقررت الاستعانة بقطع من موردين خارجيين للتوفير في طلبية كبيرة. بشكل فردي، حافظ كل مورد على تفاوتات دقيقة. ولكن معاً، كانت نقاط المرجع الرأسية الخاصة بهم متداخلة قليلاً. قام الجهاز بالتعويض عالمياً. ظهرت على الأجزاء نطاقات زاوية متناوبة عبر مفاصل القطع. انتهى الأمر بإتلاف العديد من القطع بعد الطلاء.
النظام البيئي لم يفشل، بل فشلت أطر المرجع المختلطة.
الآن اعكس الصورة. أقواس قصيرة المدى، حمولة معتدلة، تفاوت ±1 درجة، لا تدقيق تجميلي. في هذه الحالة، يمكن لمورد خارجي معتمد يطابق هندسة اللسان (tang)، وموضع الأخدود، وملف الصلابة أن يؤدي بشكل لا يمكن تمييزه عن الشركة المصنعة الأصلية (OEM) - بتكلفة أقل.
يتم تبرير السعر المتميز عندما تتراكم ثلاثة شروط:
عندما لا تكون هذه العوامل موجودة، يمكن أن يكون التوريد المنضبط لما بعد البيع داخل نظام Wila منطقياً.
لكن لا تخدع نفسك بشأن ماهية هذا النظام. إنه ليس مجرد ملف تعريف أوروبي عام مع زر فاخر. إنه تجميع مشبك وأداة مصمم بشكل مشترك. تعامل معه كقفل بمفتاح. طابق الآلية الداخلية، وليس فقط المخطط الخارجي.
لأنه إذا كان هذا ما يحدث في نظام هيدروليكي متميز ومتكامل بإحكام، فماذا يعني ذلك بالنسبة للورش التي تحاول الحفاظ على إنتاجية الآلات الأمريكية القديمة دون هذا المستوى من المحاذاة الهندسية؟
هنا تبدأ التنازلات الحقيقية.
دخلت ورشة تشغل مكبس ثني أمريكي من عام 1998 بلسان (tang) تخطيط كلاسيكي مقاس 0.50 بوصة. مشابك يدوية. براغي تثبيت مصقولة من عشرين عاماً من الشد. قام المشغل بتبديل القالب، وشد البراغي، وضغط على دواسة القدم - وتحركت الأداة بضعة أجزاء من الألف من البوصة قبل أن تستقر. ثم أحكمت.
تلك الحركة الصغيرة هي القصة بأكملها.
في هذه الآلات التراثية، لا يوجد زر هيدروليكي يصحح هندسة الأخدود. لا يوجد دبوس أمان مدمج. قوة التثبيت تتحمل مباشرة على لسان ضيق نسبياً وأي منطقة تلامس للكتف تركها لك صانع الأداة. كل تغيير للأداة هو حدث احتكاك. وكل حدث احتكاك هو تآكل. وعلى عكس لسان النمط الأوروبي مقاس 13 مم أو 20 مم مع منطقة جلوس أوسع، فإن هذا اللسان الأمريكي مقاس نصف بوصة لديه مساحة أقل لتوزيع الحمل. مساحة أقل تعني إجهاد تلامس أعلى تحت نفس الحمولة. هذه ميكانيكا، وليست ولاءً للعلامة التجارية.
لذا عندما تسأل كيف تدير الورش المخاطر المتعلقة بالآلات القديمة، فإن الإجابة ليست “اشترِ كتالوجاً أفضل”، بل هي “احترم القفل الذي تمتلكه بالفعل”. لقد تم تصنيع تلك المكابح (المكابس) بعرض لسان، وارتفاع كتف، وفلسفة تثبيت محددة قبل عقدين من الزمن. وهي لا تهتم بما هو رائج في عالم أدوات التثبيت هذا العام.
إذا كان نظام هيدروليكي مصمم بشكل مشترك يعاقب استخدام أطر مرجعية مختلطة، فما الذي تعتقد أنه سيحدث عندما يكون تحكمك الوحيد في المحاذاة هو بضعة براغي تثبيت وبعض الخبرات المتوارثة؟
ألقِ نظرة على كتالوج حالي من مورد رئيسي — مثل Wilson أو Mate أو Rolleri — وستلاحظ شيئاً يغفله معظم الناس. إنهم لا يزالون ينتجون أدوات بنمط "American Precision". ليس كنوع من الحنين إلى الماضي، بل كخط إنتاج مربح.
هذا مهم.
هناك أسطورة منتشرة مفادها أن الأدوات الأمريكية القديمة أصبحت منقرضة، مما يدفع الورش نحو الواردات المشكوك فيها أو الطلبات المخصصة باهظة الثمن. لكن الموردين الذين يصنعون أيضاً مقاطع أوروبية ومقاطع Wila هم غالباً نفسهم الذين يقومون بطحن ألسنة مقاس 0.50 بوصة كل أسبوع. لقد استردوا بالفعل تكاليف البنية التحتية للمعالجة الحرارية والطحن. إضافة مقطع لسان آخر هو مجرد تغيير في البرمجة، وليس أمراً مستحيلاً.
لقد قمت بتدقيق ورشة اشترت دفعة “قريبة بما يكفي” من مصدر منخفض التكلفة لأنهم اعتقدوا أن الأدوات ذات النمط الأمريكي الأصلي تتطلب تسعيراً مخصصاً. في أول تشغيل ثقيل بقوة 90 طناً على طول ثمانية أقدام، تحرك أحد الأجزاء بما يكفي لترك علامة على كتف القالب. لم تكن كارثة، لكنها كانت كافية لإتلاف دفعة مطلية لأن خط الثني كان يتذبذب من قطعة إلى أخرى.
المفارقة؟ كان لدى مورد من الدرجة الأولى نفس مقطع الشركة المصنعة الأصلية (OEM) في المخزون وبسعر قياسي. لقد افترضت الورشة وجود ندرة فقط.
إليك الآلية: في الأدوات من نوع “planer-style”، أهمية اتساق الارتفاع وتوازي اللسان تفوق أهمية العلامة التجارية المحفورة. إذا قام المورد بطحن سطح العمل واللسان في إعداد واحد محكوم بعد المعالجة الحرارية، فإنك تحافظ على مرجع رأسي واحد. أما إذا قاموا بالطحن قبل المعالجة الحرارية، ثم التصليد، ثم "التنظيف" لاحقاً، فإنك تدعو إلى حدوث تشوه. هكذا ينتهي بك الأمر بمطاردة انحراف الزاوية في آلة لا تملك نظام تقويس (crowning) يعمل بالتحكم الرقمي (CNC) لإنقاذك.
لذا، فإن معيار البحث عن المورد ليس “هل يصنعون النمط الأمريكي؟” بل “هل يقومون بطحنه وتصليده بنفس الانضباط الذي يطبقونه على خطوط إنتاجهم الممتازة؟”
تخيل فرضية: لديك مكبس أمريكي صلب بقوة 150 طناً، بمدق محكم، وهيدروليك جيد، ومشابك يدوية. أنت تقوم بعمليات متنوعة وعالية الحجم مع تغييرات متكررة في الأدوات. يقترح أحدهم سكة تعديل سريعة التغيير على الطراز الأوروبي.
الآن نحن نتحدث عن تغيير القفل، وليس المفتاح فقط.
يمكن أن يكون التعديل منطقياً عندما تفوق فوائد وقت تغيير الأدوات ومخاطر السلامة تكلفة التعديل. تمنحك الأنظمة الأوروبية تعشيقاً أوسع للسان وغالباً ما تتضمن ميزات أمان مدمجة. وهذا يقلل من سلوك الزحف والارتخاء الذي تراه مع براغي التثبيت. كما أنه يوحد عملك مع نظام بيئي أوسع للأدوات.
لكن إليك ما تستهين به الورش: التعديل لا يصحح تآكل المدق، أو انحراف القاعدة، أو حدود الارتفاع المتاح (daylight). إذا كانت آلتك مصممة حول ارتفاع إغلاق وارتفاع تكديس معينين، فإن إضافة سكة قد يقلل من الارتفاع المتاح. لقد رأيت تعديلاً جعل الورشة في مأزق لأن أدوات الصناديق الطويلة لم تعد تتناسب مع طول الشوط.
إحدى الورش التي عملت معها قامت بالتعديل خصيصاً لتقليل حادث وشيك — انزلاق قالب ثقيل أثناء تغيير سريع. لقد استرد التعديل تكلفته في السلامة ووقت التغيير في غضون عام. ورشة أخرى فعلت ذلك سعياً وراء “الدقة الأوروبية” واكتشفت أن تفاوتات آلتهم الأساسية كانت هي المحدد الحقيقي. لقد كشف تحديث الأدوات عن ترهل الآلة، ولم يعالجه.
إذن هل يستحق الأمر؟
إذا كنت بحاجة إلى تغييرات أسرع، وتحسين في التثبيت، وتوافق مع الآلات المستقبلية، فربما. أما إذا كنت تعتقد أن تبديل السكة سيحول آلة عمرها 20 عاماً سحرياً إلى نظام بيئي مصمم بشكل مشترك، فأنت تحلم.
يسلمني مشرف العمل قالبًا (punch) مختومًا باسم شركة مصنعة للمعدات الأصلية لم تعد موجودة. يقول: “لم يعودوا يصنعون هذا بعد الآن”. وما يقصده حقًا هو: “لم يستطع مسؤول المشتريات لدينا العثور عليه بين أكوام أوراقه المعتادة”.”
تحتفظ الموردون العالميون بمخزونات من القوالب المقطعية والرسومات القديمة بدقة لأن الآلاف من هذه المكابح لا تزال تعمل. العديد من ملفات تعريف المعدات الأصلية المتوقفة عن الإنتاج ليست منقرضة؛ بل إنها فقط لا يتم تسويقها بشكل صاخب. الهندسة موجودة في قاعدة بيانات ما، في انتظار شخص يطرح السؤال الصحيح: عرض اللسان (tang width)، وارتفاع الكتف (shoulder height)، والارتفاع الإجمالي، والمرجع من أي نقطة أساس (datum)؟
لقد رأيت ورش عمل تدفع رسومًا “مخصصة” لملفات تعريف كانت في الواقع مخزنة تحت مسمى مختلف. الحيلة هي قياس أداتك الحالية بشكل صحيح - وليس بالنظر. قس سمك اللسان بالميكرومتر. تحقق من التوازي. تأكد من الارتفاع الإجمالي من سطح العمل إلى مقعد اللسان. ثم قارن ذلك مع مورد يتعامل مع أنظمة متعددة. أولئك الذين يقطعون أنماط (American) و(European) و(Wila) يفهمون كيفية الترجمة بين ملفات التعريف.
قامت إحدى العمليات بإلغاء تشغيل قصير لأنهم قبلوا قالبًا “متوافقًا” يطابق فتحة V والطول ولكنه كان أطول بمقدار 0.02 مم من مجموعتهم الحالية. في مكبح قديم بدون تعويض تلقائي، تراكم هذا التفاوت الصغير عبر الأجزاء وظهر كاختلاف في الزاوية عند المفاصل.
المتوقف عن الإنتاج لا يعني غير قابل للحصول عليه. بل يعني أنك بحاجة إلى مورد يحترم أطر المرجع بقدر ما تحترمها أنت.
وهذه هي نقطة الارتكاز، أليس كذلك؟ بمجرد أن تتقبل أن نظام التثبيت في آلتك هو المرشح غير القابل للتفاوض - سواء كان نظام (Wila) هيدروليكيًا أو مكبسًا أمريكيًا من التسعينيات - فإن السؤال التالي ليس “من هو الأرخص؟” بل هو “من يفهم إطار المرجع الخاص بي قبل أن أصدر طلب عرض الأسعار (RFQ)؟”
هل تريد طريقة منهجية لتقييم مورد الأدوات؟
ابدأ بمراقبة ما يطلبونه قبل أن يقدموا عرض السعر.
أسرع طريقة لاكتشاف المحتال هي الصمت. ترسل طلب عرض أسعار بعبارة “نمط أوروبي، أجزاء 835 مم”، ويعود إليك السعر في غضون ساعة - دون أسئلة حول نوع المشبك، ولا طراز الآلة، ولا ارتفاع الإغلاق، ولا سياق الحمولة. هذه ليست كفاءة. هذا تخمين بمالك.
لقد رأيت هذا الفيلم من قبل. طلبت ورشة عمل أدوات “متوافقة” لنظام تثبيت هيدروليكي من منتصف العقد الأول من القرن الحادي والعشرين لأن الكتالوج ذكر لسانًا أوروبيًا عالميًا. في الإعداد الأول، لم تستقر أزرار الأمان بشكل نظيف في أخدود المشبك. كان القالب بارزًا بمقدار شعرة. تم إحكامه. وتحت الحمل، تحولت تلك الشعرة إلى خط شاهد مرئي عبر كل ثنية في التشغيل. لم تكن الأجزاء خردة على الأرض. بل كانت خردة في تجميع العميل.
المورد الذي يفهم أنظمة التثبيت لا يتسرع في تجاوز القفل ليبيعك مفتاحًا.
إذا لم يطلبوا أرقامًا، توقف عن الحديث.
كحد أدنى، يجب أن يطلبوا: طراز الآلة الدقيق، ونمط المشبك (مسمار تثبيت أمريكي يدوي، تغيير سريع أوروبي، هيدروليكي Wila، إلخ)، وارتفاع الإغلاق (من الرام إلى القاعدة عند النقطة الميتة السفلية)، ومساحة العمل (daylight)، والحد الأقصى للحمولة - وليس فقط حمولة لوحة الاسم، بل ما تقوم بتشغيله فعليًا عبر أي طول. إذا لم يطرحوا موضوع الحمل لكل قدم، فهم لا يفكرون في مسار القوة.
وهنا تكمن نقطة ضعف معظم طلبات عروض الأسعار: المرجع الرأسي. الارتفاع الإجمالي للأداة من سطح العمل إلى مقعد اللسان. ليس “الارتفاع القياسي”. بل الارتفاع الفعلي. خاصة إذا كنت تخلطها مع مخزون موجود تم صقله وفقًا لنطاق تفاوت معروف.
اتساق الارتفاع ليس رفاهية؛ بل هو استراتيجية أساسية. عندما يقوم المورد بالصقل بعد المعالجة الحرارية في إعداد واحد، فإنه يحافظ على تلك العلاقة الرأسية. عندما لا يفعلون ذلك، ينتهي بك الأمر بوضع حشوات (shims) للأجزاء وكأنك تضبط جيتارًا.
تخيل فرضية: موردان يقدمان عرض سعر لنفس قالب التخريم بزاوية 30 درجة. أحدهما يطلب منك ارتفاع الإغلاق (shut height) وارتفاع الأداة الحالي بدقة تصل إلى عُشر المليمتر. والآخر يقول: “ارتفاع قياسي 4 بوصات”. أيهما يصمم بناءً على آلتك، وأيهما يبيع من على الرف؟
وهنا تكمن النقطة العمياء التي يغفل عنها معظم الورش: قوة المقطع الجانبي (profile strength). المورد الذي يفهم نظام عملك سيسأل أيضاً عما تقوم بثنيه؛ نوع المادة، وسماكتها، ونصف قطر الانحناء الداخلي المستهدف. لأن قالب التخريم الحاد الطويل والضيق الذي يناسب مشبكك تماماً قد يفشل إذا لم يكن المقطع العرضي مصمماً ليتحمل حملك لكل قدم. الملاءمة والقوة هما نقاشان منفصلان. المورد المناسب يمتلك كليهما.
“متوفر في المخزون” يبدو أمراً آمناً.
أحياناً يكون كذلك. وأحياناً يعني أنهم ينتجون هندسة لسان التثبيت (tang geometry) الخاصة بك بكميات كبيرة ويتحكمون فيها بشكل جيد بما يكفي للحفاظ على ارتفاع موحد عبر الدفعات. تلك هي الكفاءة.
لكن أحياناً تعني عبارة “متوفر في المخزون” أنهم على وشك إجبار آلتك على قبول ما هو مريح لهم.
إذا كنت تستخدم لسان تثبيت تقليدي على الطراز الأمريكي (planer-style) مع علاقة كتف محددة، وادعوا أن لديهم قطعة جاهزة للشحن على الرف، فاسأل عن عدد الورش التي تستخدم هذه الهندسة الدقيقة اليوم. إذا كانت الإجابة غامضة، فأنت لا تشتري منتجاً قياسياً، بل تشتري مخزوناً فائضاً.
من ناحية أخرى، فترات التوريد الطويلة للمنتجات الأوروبية لا تعني بالضرورة الدقة أيضاً. لقد شاهدت ورشة تنتظر اثني عشر أسبوعاً للحصول على أدوات من الشركة المصنعة الأصلية (OEM) لأنهم افترضوا أن التأخير يعني الجودة. وعندما وصلت، كانت تطابق المشبك تماماً، لكنهم لم يعيدوا التحقق من مساحة العمل (daylight) بعد إضافة سكة تعديل في العام السابق. لقد استهلك ارتفاع التكديس الجديد الخلوص الذي كانوا يحتاجونه لأداة الصناديق الطويلة. أدوات رائعة، لكن في سياق نظام خاطئ.
فترة التوريد لا تعني شيئاً إلا عندما تكون مرتبطة بإطارك المرجعي.
المورد الكفء سيشرح لماذا يعتبر المقطع الجانبي متوفراً في المخزون (نظام بيئي شائع، ارتفاع محكوم، طلب متكرر) أو لماذا هو مخصص (لسان تثبيت غير قياسي، ارتفاع إغلاق معدل، كتف معدل). سيربطون الوقت بالهندسة. إذا لم يتمكنوا من ذلك، فأنت تقرأ من أوراق لا قيمة لها مجدداً.
| الموضوع | التفاصيل |
|---|---|
| السؤال الأساسي | متى تكون عبارة “متوفر في المخزون” علامة تحذيرية فعلياً فيما يتعلق بفترات التوريد والمقاطع المخصصة؟ |
| تصور “المتوفر في المخزون” | “متوفر في المخزون” يبدو أمراً آمناً. وأحياناً يعكس حقاً الكفاءة والإنتاج المحكوم والقابل للتكرار. |
| متى تشير عبارة “متوفر في المخزون” إلى الكفاءة | يمكن أن تعني أن المورد ينتج هندسة لسان التثبيت الخاصة بك بانتظام وبكميات كبيرة ويحافظ على ارتفاع موحد عبر الدفعات. |
| متى تكون عبارة “متوفر في المخزون” علامة تحذيرية | قد تشير إلى أن المورد يدفع بمخزون فائض ومريح له بدلاً من تلبية متطلبات نظامك المحددة. |
| القلق بشأن الهندسة التقليدية | إذا كنت تستخدم لسان تثبيت تقليدي على الطراز الأمريكي (planer-style) وادعوا أنه جاهز للشحن، فاسأل عن عدد الورش التي تستخدم هذه الهندسة الدقيقة حالياً. |
| تحذير بشأن التبرير الغامض | إذا كانت إجابة المورد حول الاستخدام غامضة، فمن المحتمل أنك تشتري مخزوناً متبقياً، وليس معياراً حقيقياً. |
| فترات التوريد الطويلة المضللة | فترات التوريد الأوروبية الطويلة لا تشير تلقائياً إلى دقة أو جودة أعلى. |
| مثال على الافتراضات غير المتوافقة | انتظرت إحدى الورش اثني عشر أسبوعاً للحصول على أدوات من الشركة المصنعة الأصلية (OEM) مفترضة أن التأخير يعني الجودة، لكنها فشلت في إعادة التحقق من مساحة العمل (daylight) بعد إضافة سكة تعديل لاحقة. |
| فشل سياق النظام | أدى ارتفاع المجموعة الجديد إلى تقليل الخلوص اللازم لأداة الصندوق الطويلة، مما نتج عنه أدوات رائعة ولكنها لا تتناسب مع سياق النظام. |
| المبدأ الرئيسي | لا يكون لفترة التوريد معنى إلا عندما ترتبط بإطار مرجعي وهندسي محدد لآلتك. |
| ما يفعله الموردون الأكفاء | يوضحون ما إذا كان المقطع متوفراً في المخزون (نظام بيئي شائع، ارتفاع متحكم فيه، طلب متكرر) أو مخصصاً (لسان غير قياسي، ارتفاع إغلاق معدل، كتف معدل). |
| رؤية نهائية | يربط المورد الكفء فترة التوريد بالهندسة. إذا لم يتمكن من ذلك، فأنت تعتمد على افتراضات بدلاً من مواءمة النظام. |
تحقق واقعي من أرض المصنع: “متوفر في المخزون” يكون خياراً جيداً فقط عندما يتطابق مع منطق المشبك والارتفاع الخاص بك؛ وإلا فهو مجرد خردة سريعة.
لا تراهن على الرف بناءً على كتيب.
اطلب مجموعة اختبار صغيرة وعالية الحساسية، مكونة من قطعتين أو ثلاث قطع ستوضع بجانب أدواتك الحالية في مهمة حقيقية. قم بقياس الارتفاع الإجمالي باستخدام ميكرومتر. تحقق من سمك اللسان والتوازي. ثم قم بتركيبها بجوار قطعك الحالية دون تغيير إعدادات الآلة.
هنا تظهر الحقيقة.
إذا ادعى المورد اتساقاً في الارتفاع بمقدار ±0.0005 بوصة، فلا ينبغي أن يحتاج كبش الآلة إلى ضبط مستمر. يجب أن تثبت الزاوية عبر التماس بين القطع القديمة والجديدة. إذا كنت تعمل على آلة بدون نظام تتويج (crowning) بتحكم رقمي، فإن هذا الاختبار قاسٍ، ولكن بطريقة إيجابية. فهو يكشف التفاوتات المتراكمة على الفور.
واضغط عليهم فيما يخص التحميل. قم بتشغيل مهمة قريبة من نطاق الأطنان لكل قدم المعتاد لديك، وليس اختباراً على مقياس خفيف. راقب سلوك التثبيت في المشبك. استمع لذلك التحول الطفيف مع زيادة الضغط. هندسة اللسان الصحيحة ستكون مملة. لا يوجد زحف. لا يوجد استقرار بعد الضربة الأولى.
رأيت ذات مرة ورشة تتحقق من مورد جديد بتشغيل تجريبي تجميلي على صاج قياس 16. بدا كل شيء مثالياً. لكن أول مهمة على صاج فولاذي طري بسمك 1/4 بوصة عند حمل أعلى كشفت القصة الحقيقية؛ حيث انثنى المقطع بما يكفي لفتح الزاوية في منتصف المسافة. لم يكن فشلاً كارثياً، بل كان كافياً فقط لإتلاف الدفعة لأن الزاوية انحرفت خارج المواصفات عند التجميع.
إن طلب الاختبار المناسب لا يتعلق بالملاءمة وحدها، بل يتعلق بقابلية التبادل وسلوك التحميل داخل نظام التثبيت الخاص بك.
هذا هو التحول.
توقف عن طرح سؤال “من الأفضل؟” وابدأ بطرح سؤال “من يتصرف بشكل صحيح داخل الإطار المرجعي لآلتي تحت حمل حقيقي؟”
بمجرد أن يجتاز المورد طلب عرض الأسعار الخاص بك وينجح في اختبار حقيقي، يتغير السؤال. لم يعد “هل يمكنهم صنع أداة جيدة؟” بل “هل يمكنهم الاستمرار في صنع أدوات تتصرف داخل نظام التثبيت الخاص بي بدقة بعد خمس سنوات من الآن؟”
هذا هو الجزء الذي لا تضعه معظم الورش في إطار رسمي.
إنهم يتعاملون مع التجربة الناجحة كأنها مصافحة. ثم بعد ستة أشهر، تصل دفعة ثانية من دورة إنتاج مختلفة، تم طحنها على تجهيزات مختلفة، وفجأة يبدأ مستوى الصفر في الانحراف مرة أخرى. ليس لأن الأداة “سيئة”، بل لأنك لم تقم بتثبيت العلاقة مع الإطار المرجعي لآلتك.
هنا تتوقف عن التسوق للعلامات التجارية وتبدأ في إدارة نظام.
التحول بسيط وغير مريح: مكبس الثني (press brake) الخاص بك يصبح هو المواصفات، وليس الكتالوج.
هذا يعني أنك توثق ثلاثة أشياء وتعاملها كبيانات خاضعة للرقابة: نمط وأبعاد التثبيت (أوروبي، ويلا، أمريكي قديم - وصولاً إلى سمك اللسان وموقع الكتف)، وارتفاع الأداة الإجمالي المتحقق منه بالنسبة لسطح العمل، ونطاق التحميل الحقيقي الخاص بك بالطن لكل قدم. ليس أرقام الكتيبات، بل أرقام الورشة.
لقد شاهدت ورشة تتخطى هذه الخطوة بعد تشغيل تجريبي ناجح. وبعد ستة أشهر، أعادوا طلب نفس “الخرامة الأوروبية” مقاس 4 بوصات. لقد أحكمت التثبيت بشكل جيد، لكنها كانت أطول بمقدار 0.02 مم من مخزونهم الحالي. على الورق، لا شيء. في أرض الواقع، كان ذلك يعني مطاردة الزاوية عبر الإعدادات المجزأة وإضاعة نصف وردية العمل في ضبط الإعدادات للعودة إلى نقطة الأساس.
لم يقم أحد بإلغاء قطعة في ذلك اليوم.
لقد أضاعوا الوقت.
عندما تقوم بتجميد بيانات آلتك وتطلب من كل طلب متكرر أن يتم اعتماده وفقاً لنطاق الارتفاع وهندسة اللسان تلك، فإنك تزيل متغير المفاجأة. تختفي طلبات إعادة التوريد الطارئة لأن التوافق يتوقف عن كونه افتراضاً ويبدأ في كونه أمراً يتم التحقق منه مقابل مرجع ثابت.
أنت لم تعد تشتري أدوات، بل تحمي استراتيجية مرجعية.
الكتالوج السميك يخبرك فقط أنهم يستطيعون طحن الأشكال.
سجل الملاءمة يخبرك بأنهم يفهمون قفل آلتك.
إليك كيفية بناء القائمة المختصرة: الموردون الذين يمكنهم إثبات عمليات تسليم موثقة لنفس نمط التثبيت الخاص بك بالضبط - مع تفاوت في الارتفاع المتكرر والتحقق من الحمل - هم فقط من يبقون في القائمة. ليس نمطاً مشابهاً. بل النمط الدقيق.
تخيل فرضية: ورشة في دبي تعمل بنظام Amada تتخلى عن أدوات OEM باهظة الثمن لصالح مورد بديل لصلب 42CrMo. على الورق، يبدو هذا متهوراً. ولكن في الواقع، حافظ المورد الجديد على ارتفاع موحد ضمن نطاق ±0.0005 بوصة عبر الدفعات، وطابق هندسة لسان التثبيت (tang) الخاصة بـ Amada بدقة. لم تهتم الآلة بالشعار، بل اهتمت بأن المفتاح يطابق القفل ويتحمل الحمل.
هذا هو الدرس المستفاد.
سمعة العلامة التجارية هي بديل عن الجودة، أما التوافق المثبت داخل مشبك التثبيت الخاص بك فهو الدليل.
الآن، هناك حالة استثنائية يجب أن تحترمها. تتطلب بعض المهام مقاطع غير قياسية - أنصاف أقطار داخلية ضيقة، أدوات صناديق طويلة، قوالب ثني خاصة. المورد الذي يتفوق في المقاطع المخصصة قد لا يكون خبيراً في نظامك يوماً بعد يوم. هذا لا يستبعدهم، بل يعني أنك تعاملهم كاستثناءات خاضعة للرقابة: هدف ارتفاع موثق، مخطط معتمد للسان التثبيت، وفحص العينة الأولى مقابل مجموعتك الرئيسية.
ضع القائمة المختصرة بناءً على الإلمام بالنظام. واعتمد الاستثناءات بناءً على التحقق المقاس.
التوريد الواثق أمر ممل.
أنت تقوم بتركيب قطعة جديدة بجانب قطعة عمرها خمس سنوات. لا تلمس نقطة الصفر للرام (ram zero). لا تستخدم حشوات. لا تضطر إلى “الضبط التدريجي” للزاوية. إنها تعمل ببساطة. تحت المقاييس الخفيفة. وتحت الأحمال الثقيلة.
هذا الشعور لا يأتي من الثقة، بل يأتي من التتبع.
أنت تخصص مجموعة مرجعية رئيسية للارتفاع - يتم قياسها وتسجيلها. يتم فحص كل دفعة جديدة مقابلها قبل أن تصل إلى رف التخزين. أنت تطلب من الموردين ذكر الارتفاع الإجمالي المقاس الفعلي وأبعاد لسان التثبيت في مستندات التعبئة. إذا قاموا بتغيير تسلسل التجليخ، أو دفعة المواد، أو عملية المعالجة الحرارية، فإنهم يخطرونك.
هذه ليست بيروقراطية مؤسسية. هذه هي الطريقة التي تمنع بها الانحراف البطيء في نظام مجزأ.
لأن هذا هو الجزء غير الواضح: اتساق الارتفاع ليس مشكلة في الأدوات، بل هو مشكلة في استقرار النظام. بمجرد خلط الأنظمة - ولو قليلاً - تبدأ في التعويض عند الآلة. وكل تعويض يخفي عدم التطابق التالي.
يعتقد معظم المصنعين أن استراتيجية الأدوات طويلة الأجل تعني التفاوض على مستويات أسعار أفضل.
إنها تعني ربط علاقتك بالمورد بهندسة آلتك بإحكام شديد لدرجة أن تغيير الموردين سيشعر وكأنه تغيير للقفل، وليس مجرد تغيير للمفتاح.
وبمجرد أن تنظر إلى الأمر بهذه الطريقة، يبدو سؤال “من هو أفضل مصنع؟” سؤالاً خاطئاً تماماً.
السؤال الوحيد الذي يهم هو: من أثبت - بمرور الوقت وتحت الحمل - أن مفتاحه يناسب قفلك بدقة دون أن تضطر إلى إجباره على ذلك؟


















