

El invierno pasado me paré junto a una prensa de 10 pies mientras un operador forcejeaba para colocar un punzón “universal” nuevo en la mordaza. Entró. Se ajustó. Incluso parecía estar a escuadra.
Primer golpe a 120 toneladas, el hombro izquierdo cedió. Para la tercera doblada, el ala estaba fuera .030″ y la pieza era chatarra.
El catálogo decía que encajaba en “la mayoría de las prensas plegadoras principales”. Esa palabra “la mayoría” está haciendo mucho trabajo, ¿no?
Camina por cualquier taller mediano y lo verás: tangs americanos en un estante, europeos en otro, tal vez un juego Wila colocado en espuma como instrumentos quirúrgicos. Tres geometrías. Tres filosofías de sujeción. El mismo edificio.
Si la “compatibilidad universal” fuera real, no seguiríamos viviendo con tres estándares incompatibles luchando por espacio en el estante. Los estándares sólo sobreviven cuando resuelven un problema mecánico real: transferencia de carga, repetibilidad, seguridad. No se mantienen por nostalgia.
Una prensa plegadora es como una cerradura con llave. El tang es la llave. Cambia el perfil de la llave y cambias cómo fluye la fuerza desde el carro hasta la herramienta y la pieza. Forzar la llave incorrecta no sólo marca la llave: desgasta la cerradura.
Ese es el cambio que quiero que hagas: deja de preguntar “¿Entrará en la mordaza?” y empieza a preguntar “¿Esta herramienta fue diseñada para mi ecosistema de sujeción?” Porque la coexistencia no es historia. Es física.

Toma el estilo americano: tang más alto, sujeción por tornillo de ajuste, carga soportada arriba. Europeo: tang más corto, sujeción por cuña, trayectoria de carga diferente. Wila: tang rectificado con precisión con asiento hidráulico o mecánico, diseñado para posicionamiento vertical repetible sin calzas.
No son diferencias estéticas. Dictan dónde muerde la fuerza de sujeción y cómo se acumula la tolerancia vertical en 10 pies.
Hace años vi un taller intentar estandarizar herramientas “compatibles con Euro” en una flota mixta. En la máquina americana más antigua, los tornillos de sujeción contactaban ligeramente fuera del centro. A baja tonelada, bien. A capacidad 80%, el punzón hacía una micro-inclinación. No podías verlo. Podías medirlo.
Si una geometría realmente manejara todos los casos de carga, los fabricantes de máquinas habrían convergido. No lo hicieron. Entonces, ¿qué estás perdiendo cuando finges que sí?
Ahora llegamos a la solución ingeniosa: los adaptadores.
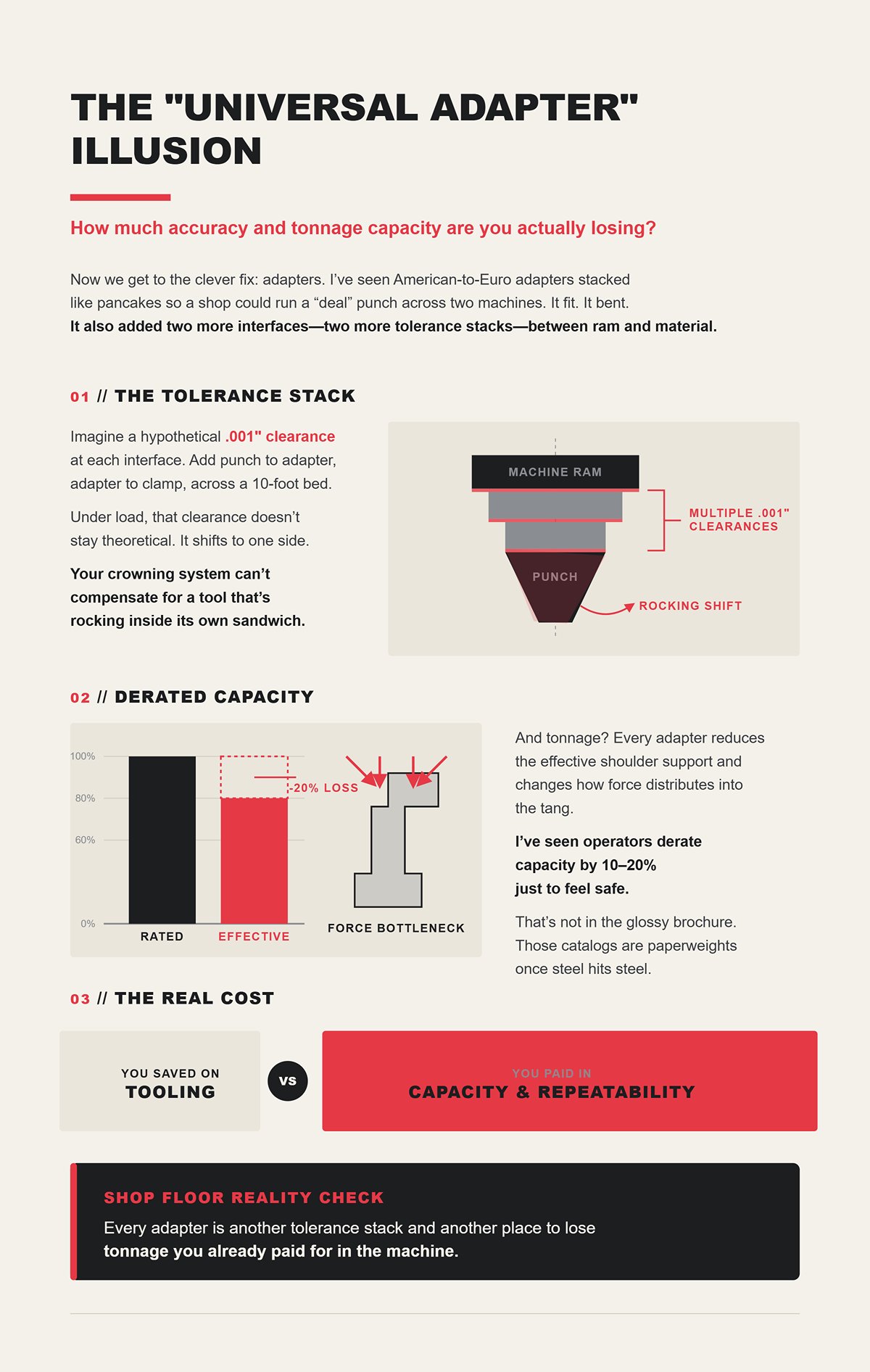
He visto adaptadores de americano a europeo apilados como panqueques para que un taller pudiera usar un punzón “de oferta” en dos máquinas. Encajó. Dobló. También añadió dos interfaces más —dos acumulaciones de tolerancias más— entre el carro y el material.
Imagina una hipotética holgura de .001″ en cada interfaz. Añade punzón al adaptador, adaptador a la mordaza, a lo largo de una cama de 10 pies. Bajo carga, esa holgura deja de ser teórica. Se desplaza hacia un lado. Tu sistema de compensación no puede corregir una herramienta que se balancea dentro de su propio “sándwich”.
¿Y el tonelaje? Cada adaptador reduce el soporte efectivo del hombro y cambia cómo se distribuye la fuerza en el tang. He visto operadores rebajar la capacidad en 10–20% sólo para sentirse seguros. Eso no aparece en el folleto brillante. Esos catálogos son pisapapeles en cuanto el acero golpea el acero.
Ahorraste en herramientas. Pagaste en capacidad y repetibilidad. ¿Cuál partida crees que cuesta más durante un año?
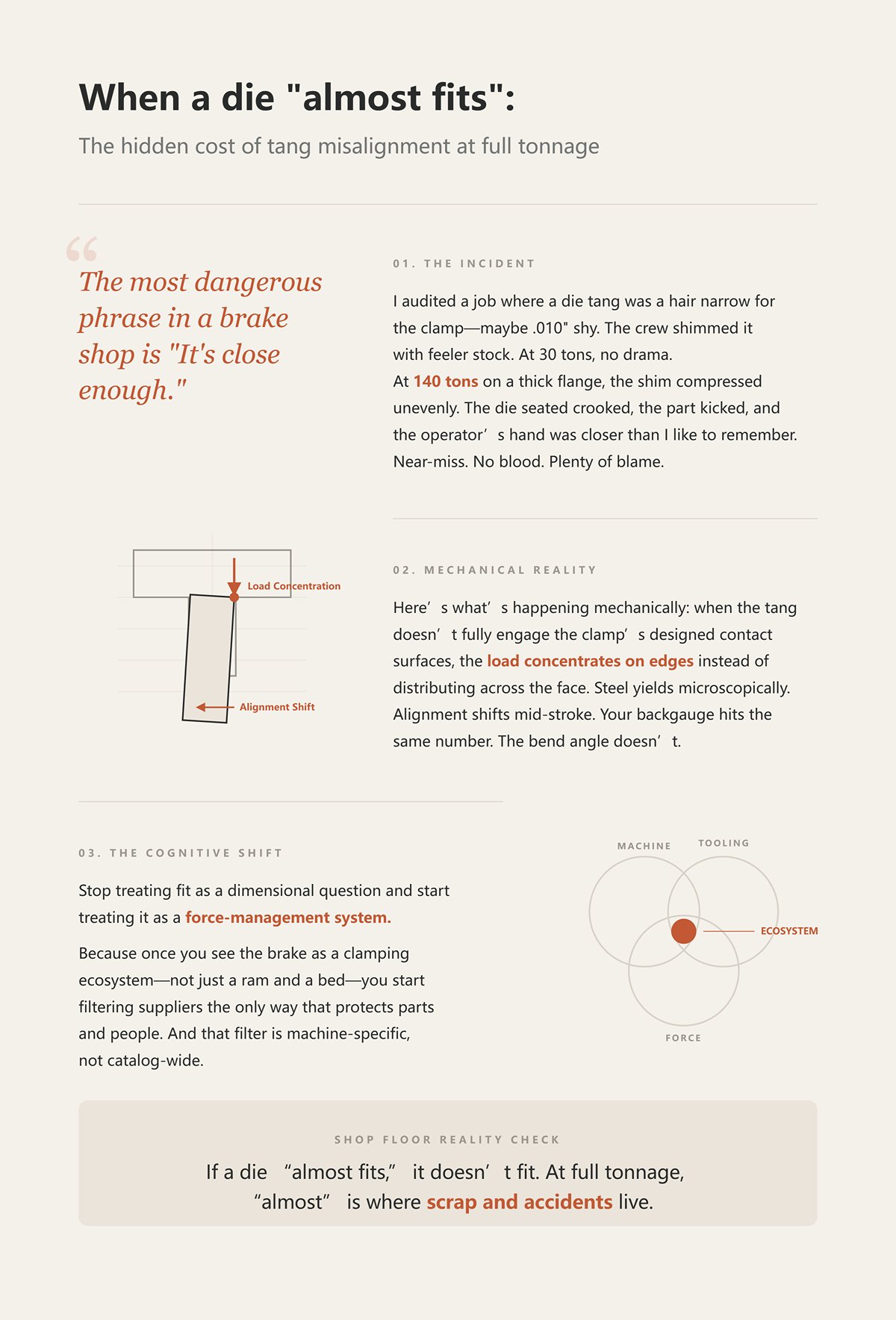
La frase más peligrosa en un taller de frenos es “Está lo suficientemente cerca.”
Auditaba un trabajo donde el tang de una matriz era apenas más estrecho para la mordaza—quizás 0.010″ menos. El equipo lo calzó con láminas de palpador. A 30 toneladas, sin drama. A 140 toneladas en un ala gruesa, el calzo se comprimió de manera desigual. La matriz se asentó torcida, la pieza se desplazó, y la mano del operador estuvo más cerca de lo que me gusta recordar. Casi accidente. Sin sangre. Suficiente culpa.
Esto es lo que pasa mecánicamente: cuando el tang no se acopla completamente a las superficies de contacto diseñadas de la mordaza, la carga se concentra en los bordes en lugar de distribuirse por la cara. El acero cede microscópicamente. La alineación cambia a mitad de carrera. Tu medidor posterior marca el mismo número. El ángulo de doblado no lo hace.
Ese es el cambio cognitivo: dejar de tratar el ajuste como una cuestión dimensional y empezar a tratarlo como un sistema de gestión de fuerzas.
Porque una vez que ves la prensa como un ecosistema de sujeción—no solo un émbolo y una cama—empiezas a filtrar proveedores de la única manera que protege piezas y personas. Y ese filtro es específico de la máquina, no de todo el catálogo.
Ya has aceptado que el “ajuste universal” es un cuento de hadas. Bien.
Ahora la verdadera pregunta aparece en tu banco: Si el utillaje universal es un mito, ¿cómo determino qué pertenece realmente a mi prensa plegadora?
Empieza con el tang, sí—pero no te detengas ahí. Porque el tang es solo el apretón de manos. La carrera de la máquina, la luz libre, la altura de cierre, el sistema de compensación y la geometría de la cama deciden si ese apretón se convierte en una ruta de carga estable o una lenta deriva hacia el desperdicio.
He medido una desalineación vertical de 2 mm entre nuevos punzones europeos rectificados de precisión y el stock heredado en la misma máquina. Dos milímetros suenan pequeños en papel. En una cama de 10 pies a 100 toneladas, se convierte en una inconsistencia de ángulo a lo largo de toda la longitud que persigues con calzos toda la tarde.
Esos catálogos brillantes—los pisapapeles—nunca enumeran los límites de altura de cierre de tu máquina ni el techo de carrera que limita tu capacidad de formado. Asumen que te adaptarás.
El acero no se adapta.
Así que vamos a desglosar lo que realmente dicta la compatibilidad.
Imagina una prensa europea con mordaza en cuña diseñada para herramientas rectificadas de precisión con una tolerancia de altura uniforme—típicamente dentro de medio milésima. Cada punzón está diseñado para sentarse en el mismo dato vertical para que la mordaza hidráulica pueda autoasentarse y repetir.
Ahora mezcla herramientas antiguas que sean un milímetro más altas.
Sujetaste la línea. Una estación llega al fondo primero. El sistema de cuña se bloquea ahí. El resto de los punzones están efectivamente colgando, esperando tocar bajo carga. A 20 toneladas, parece bien. A 80, las estaciones bajas se desvían de manera diferente. Tu sistema de compensación ajusta la deflexión de la cama, no la inconsistencia vertical de la herramienta.
Hace años vi a un taller perder tres horas calzando cada estación en una corrida de 12 pies porque herramientas nuevas y herramientas heredadas eran “ambas de estilo Euro”. Lo eran. Solo que no estaban construidas con la misma filosofía de altura. ¿El primer golpe de producción? Dos piezas descartadas antes de que admitieran que la descoordinación no era error del operador.
Ese 2 mm no es solo una molestia de configuración. Cambia dónde muerde la mordaza, cómo se asienta de manera uniforme y cómo la carga se transfiere al ariete. Europea, Wila, americana heredada: no son solo tangas diferentes. Son sistemas de control vertical diferentes.
Si tu máquina espera altura uniforme y rectificada con precisión, tu proveedor tiene que vivir en ese ecosistema. Mezclar épocas dentro del mismo “estilo” es como empiezan las acumulaciones de tolerancia.
Audité una prensa hidráulica de los años 90 actualizada con un control CNC moderno. En papel, parecía actual. En acero, seguía siendo una máquina de los años 90.
La carrera estaba limitada. La luz libre—la distancia abierta entre el ariete y la cama—era ajustada. La altura de cierre—la distancia en el punto muerto inferior—estaba fijada alrededor de las dimensiones de herramientas antiguas de estilo americano.
El taller compró un juego alto de punzones segmentados estilo europeo porque el catálogo decía que “sirve para la mayoría de las marcas principales”. Encajó en la mordaza. Luego intentaron una doblez de caja profunda.
El ariete alcanzó el límite de carrera antes de que el ala despejara el cuerpo del punzón. No podían abrir físicamente lo suficiente como para extraer la pieza sin reprogramar y reorganizar la secuencia de doblez. El tiempo de preparación se duplicó. Culparon a la programación.
No fue la programación. Fue la geometría.
Las máquinas antiguas a menudo tienen menos luz libre y una carrera más corta. Las herramientas modernas más altas consumen ese espacio rápidamente. Y si tu altura de cierre fue diseñada alrededor de un sistema de tangas más alto, cambiar a uno más corto modifica donde el punto muerto inferior se ubica en relación con la altura del troquel.
Eso afecta la curva de tonelaje y la repetibilidad del ángulo.
Imagina un hipotético: tu prensa tiene 18 pulgadas de luz libre. Tu conjunto de herramientas consume 14. Añade el espesor del material y la altura del ala. ¿Cuánto espacio te queda realmente para la extracción de piezas o el remachado?
La compatibilidad no es solo “¿encaja en la mordaza?”. Es “¿opera dentro de los límites físicos de recorrido de mi máquina sin comprometer la secuencia de doblez o la seguridad?”.”
Dos prensas de 10 pies. Ambas de 130 toneladas. Ambas usando herramientas de estilo europeo.
Una usa cuñas de compensación manual bajo la cama. La otra usa compensación hidráulica controlada por CNC ligada a retroalimentación de tonelaje. El grosor y las características de deflexión de la cama difieren según la marca y la época de fabricación.
Cárgalos ambos a 100 toneladas a lo largo de toda la longitud. El primero depende de la compensación establecida por el operador. El segundo se ajusta activamente para mantener un ángulo constante a lo largo de la viga.
Ahora introduce herramientas rectificadas con una tolerancia de altura de ±0.0005 pulgadas. En la máquina con coronado hidráulico, esa precisión se manifiesta como repetibilidad. En el sistema manual, cualquier pequeña inconsistencia en la configuración del coronado se amplifica a lo largo de la longitud.
Vi un taller cambiar un juego de matrices Wila de precisión premium, compatibles, a una bancada más antigua con desgaste desigual cerca del centro. La herramienta era perfecta. La bancada no. Persiguieron variaciones de ángulo a lo largo de 8 pies y culparon al proveedor de herramientas. Una tarde después, verificamos la bancada con azul de control y encontramos puntos altos.
Las herramientas de precisión amplifican la geometría de la máquina, para bien o para mal.
Y aquí es donde los foros se ponen ruidosos: “Usamos herramientas americanas en nuestro freno europeo. Solo ajusta el ángulo del punzón de 90 a 88 grados.” Sí, puedes compensar la geometría de ángulo. No puedes compensar los patrones de deflexión de la bancada que tu sistema de coronado no fue diseñado para manejar con ese tipo de tang y distribución de carga.
Los adaptadores y los trucos de ángulo resuelven la geometría. No resuelven la física del recorrido de la carga.
Seamos sinceros con la acumulación.
Una altura de tang ligeramente desajustada. Una carrera que apenas despeja herramientas altas. Un coronado que asume distribución de carga uniforme. Una bancada con patrones de desgaste de décadas de trabajos cargados al centro.
Individualmente, cada problema es manejable. Juntos, se acumulan.
Revisé una serie de soportes pesados donde se usaron matrices clasificadas para baja tonelada—de estilo de tang perfectamente compatible—en una prensa de alta capacidad. Bajo carga máxima, los hombros de la matriz comenzaron a abollarse. No fue catastrófico. Solo suficiente deformación para cambiar la apertura en V durante el turno. El ángulo se desvió. Los operadores compensaron con profundidad. El siguiente lote se ejecutó en una máquina diferente y salió fuera de tolerancia. Cuarenta piezas al contenedor de chatarra antes de que alguien lo rastreara hasta la clasificación de matriz frente a la tonelada aplicada real.
El tang coincidía. El recorrido de carga no respetó el rango de resistencia de la matriz.
Cuando las tolerancias se acumulan, ningún representante de catálogo está allí contigo en el freno. El fabricante señala las hojas de especificaciones. El operador señala las hojas de configuración. El contenedor de chatarra simplemente se llena en silencio.
Aquí está el mecanismo: cada interfaz—abrazadera con tang, tang con cuerpo del punzón, punzón con material, material con matriz, matriz con bancada—tiene una tolerancia. Si tu ecosistema de máquina y el ecosistema de herramienta no fueron diseñados juntos, esas tolerancias se suman en lugar de cancelarse.
Y siempre se suman bajo carga.
Así que cuando preguntas, “¿Cómo determino el sistema de herramientas adecuado para mi prensa plegadora específica?” la respuesta no es la lealtad a la marca. Es esto: iguala el estilo de sujeción, la filosofía de altura vertical, el rango de carrera, el método de coronado, la geometría de la bancada y la clasificación de tonelada como un solo sistema—específico para la marca y modelo de tu freno.
Cualquier cosa menos es apostar con tolerancias acumuladas.
Comienza con una cinta métrica y una linterna, no con un catálogo.
Saca un punzón de tu prensa. Mide el grosor del alma en tres puntos a lo largo de 150 mm. Comprueba el ancho del hombro. Marca el alma con azul, sujétalo, baja el carro con ligera presión, luego sácalo y observa el patrón de contacto. ¿Contacto completo en toda la cara, o franjas brillantes en los bordes?
Ese es el primer paso: verificar qué agarra realmente tu prensa y qué tan uniformemente lo agarra. No lo que diga la placa de la máquina. Lo que dice el acero.
Ahora aquí está la razón por la que esto importa. El utillaje estilo Promecam/Amada domina la mayoría de las prensas plegadoras de bajo a medio tonelaje que salen de Asia. Está por todas partes. Lo que significa que el mercado está inundado de punzones “compatibles” rectificados según la tolerancia que la fábrica decidió mantener esa semana. Si tu prensa fue mecanizada para un alma de 12 mm mantenida con estricta paralelidad y el proveedor envía 11,92 mm con un ligero cono, seguirá “encajando”. Simplemente no cargará de manera uniforme.
Auditaba un taller con una prensa hidráulica estilo Amada donde un punzón de terceros encajaba firme en el centro pero se balanceaba en los extremos. Con 90 toneladas en 8 pies, ese pequeño cono desplazaba la carga hacia el centro del tramo. Los ángulos estaban bien en el centro, abiertos en ambos extremos. Ellos perseguían el problema de curvado (“crowning”). No era curvado. Era la geometría del alma.
Cuando hablamos de precisión estilo europeo, no hablamos de un logotipo. Hablamos de quién realmente mantiene el grosor del alma, la escuadra de los hombros y la tolerancia de altura del punzón según lo que fue diseñado para tu prensa. Ese es el filtro.
El proceso paso a paso comienza aquí:
Todo lo demás es ruido.
Imagina un soporte Promecam de 3 metros cargado con quince segmentos de punzón de 150 mm. Uno se astilla por un mal movimiento del tope trasero. Cambias ese segmento. Listo. Diez minutos.
Esa simplicidad modular es la razón por la que el utillaje estilo europeo se expandió globalmente. Es reparable. Es práctico. No exige un reemplazo de longitud completa como algunos sistemas de alta integración.
Entonces, ¿dónde trazas la línea entre precisión premium y reemplazo masivo?
No en el nivel de marca. En la consistencia de tolerancia entre segmentos.
Si tus segmentos varían en altura incluso 0,02 mm entre lotes, lo notarás en pliegues largos como puntos de presión alternos. En una prensa con curvado CNC ligado a retroalimentación de tonelaje, esa variación de altura se convierte en variación de ángulo. La máquina compensa globalmente. La inconsistencia es local.
Vi una producción de paneles de acero inoxidable donde segmentos de lotes mezclados—mismo “estilo Amada”, diferentes lotes de producción—generaban un leve efecto de ondulación a lo largo de la línea de pliegue. No visible hasta el pintado con polvo. Entonces era chatarra. Todos los segmentos “encajaban”. Simplemente no estaban rectificados con el mismo dato vertical.
El precio de un OEM de alta gama normalmente te asegura un control más estricto lote a lote. El precio de reemplazo masivo suele darte un control estadístico más laxo pero un coste por pieza más bajo. La decisión no es filosófica. Se trata de la tolerancia de tu pieza y la longitud de pliegue.
Si estás plegando al aire soportes cortos a ±1 grado, el trabajo a granel puede estar bien. Si estás doblando paneles arquitectónicos de 8 pies que serán inspeccionados bajo iluminación brillante, necesitas consistencia en la tolerancia de altura en cada segmento de esa mordaza.
La línea se traza en la tolerancia más estricta que exige tu pieza terminada—no en el nivel de marketing del proveedor.
Comprobación de la realidad en el taller: Si mezclas segmentos de tres proveedores y esperas una línea de doblado recta, estás apostando tu acabado a micras invisibles.
El precio de OEM duele. Lo entiendo.
Los principales fabricantes de prensas plegadoras ahora usan por defecto el estilo Promecam/Amada en nuevas máquinas porque equilibra costo y función para la mayoría de las aplicaciones. Eso no significa que cada punzón OEM sea de acero mágico. Significa que su herramienta está hecha para la geometría de la mordaza que entregan.
Entonces, ¿cómo evalúas a un tercero sin desperdiciar dinero?
Pide tres cosas:
Si la respuesta es “encaja estilo Amada”, eso no es una especificación. Eso es un encogimiento de hombros.
Imagina un hipotético: tu mordaza hidráulica fue mecanizada para una lengüeta de 12,00 mm con una expectativa de ±0,01 mm. Un tercero mantiene ±0,05 mm. En el peor caso, estás 0,04 mm por debajo del tamaño. Bajo fuerza de sujeción, el punzón se asienta ligeramente más profundo. Eso cambia tu referencia vertical. Multiplica eso por tolerancias acumuladas—altura de matriz, desgaste de la cama, compensación—y tu profundidad programada ya no equivale a tu ángulo formado.
Se apretó.
Y cuando se aprieta de manera desigual a lo largo de la viga, introduces carga lateral en un sistema diseñado para trayectorias de carga centradas. Así es como las mordazas se desgastan prematuramente y los punzones desarrollan marcas brillantes solo en un hombro.
Revisé un caso donde las lengüetas de un proveedor económico eran consistentemente 0,03 mm más delgadas. El taller compensó con presión de la mordaza. Seis meses después, los pistones de la mordaza hidráulica mostraban patrones de desgaste desigual. La herramienta ahorró dinero. La reconstrucción de la mordaza borró el ahorro.
Un tercero puede funcionar. Pero solo si su disciplina de tolerancia coincide con el ecosistema para el cual fue construida tu máquina.
Los nombres de los modelos mienten. Las mordazas no.
Una Amada más antigua con cuñas manuales no se comporta como una Amada más nueva con abrazadera hidráulica, incluso si ambas dicen “estilo Promecam”. Las variaciones de LVD pueden diferir en la geometría del hombro y en la profundidad de la superficie de sujeción. Promecam, sobre el papel, es un perfil. En realidad, es una familia.
Así que tu proceso necesita una capa más:
Luego compara esos datos físicos con el dibujo de ingeniería del proveedor, no con la hoja de ventas. El dibujo.
Una vez vi un taller que pidió punzones “compatibles con LVD” para una máquina de mediados de los 2000. El ancho de la lengüeta coincidía. El radio del hombro, no. Bajo carga, el punzón se asentaba ligeramente fuera de la superficie de contacto prevista. Con el tiempo, pulió una nueva ruta de desgaste en la cara de la abrazadera. La llave encajaba en la cerradura… hasta que empezó a ensancharla.
Esa es la realidad de llave y cerradura de los sistemas de estilo europeo. Alinean la línea central del ariete con el cuerpo del punzón para eliminar cargas descentradas. Pero eso solo funciona si la geometría de la lengüeta y del hombro coincide con lo que la abrazadera fue mecanizada para recibir.
No estás comprando una forma. Estás comprando alineación del camino de carga.
Y ese es el puente hacia lo que viene después. Porque si el estilo europeo requiere este nivel de disciplina, espera a ver los sistemas donde las herramientas y la abrazadera fueron diseñadas como una unidad propietaria única.
Ya has visto cómo una variación de 0,02 mm en altura en una configuración de “estilo europeo” se transmite directamente a tu ángulo de doblado. Ahora imagina esto: la abrazadera y la lengüeta del punzón no solo se fabricaron con el mismo perfil, sino que fueron diseñadas como un par acoplado, con un botón de seguridad con resorte diseñado para encajar en una geometría de ranura específica bajo precarga.
Eso es Wila/Trumpf.
En estos sistemas, la lengüeta no se sujeta solo por fricción o presión de cuña. Se indexa y retiene mediante un mecanismo de botón frontal que engancha doble ranura en una lengüeta de 20 mm, controlando la posición vertical y la extracción bajo carga. El recorrido del cilindro de la abrazadera, la profundidad de la ranura, el desplazamiento del botón: todo diseñado en conjunto. Ya no estás alineando solo el espesor y el paralelismo. Estás alineando piezas móviles.
Aquí es donde la regla de “ecosistema primero” deja de ser un consejo y se convierte en una cuestión de supervivencia. Porque cuando la abrazadera y las herramientas son co-diseñadas, “compatible” no tiene que ver con la silueta. Se trata de si tu llave coincide con los resortes y los mecanismos internos dentro de la cerradura.
Y si no coincide, ¿qué cede primero realmente: la herramienta o la abrazadera?
Vamos a ser específicos.
En punzones más ligeros de estilo Wila/Trumpf, la retención frontal tipo “clic de botón” permite que un operador se coloque frente a la prensa, levante, empuje y escuche el chasquido de acoplamiento. Carga con una sola mano. Sin acceso lateral. Sin tener que rodear el ariete. Queda ajustado.
Pero aquí está el detalle que la mayoría de los pisapapeles omiten: una vez que superas aproximadamente 12,5 kg (27,6 lb) por segmento, muchas herramientas estilo Wila/Trumpf —incluido el OEM— cambian a pasadores de seguridad de entrada lateral en lugar del botón frontal. Mismo ecosistema. Diferente método de retención.
Eso te dice algo importante. El “botón patentado” no es mágico en todos los casos. Es una solución de ingeniería dentro de ciertos límites de carga.
Hace una década, si querías una verdadera extracción con botón frontal, estabas prácticamente bloqueado en el suministro OEM debido a la protección de patente. Existían opciones del mercado secundario, pero a menudo recurrían a instalaciones más lentas con pasadores laterales. Hoy, varios fabricantes serios mecanizan tangs idénticos de doble ranura con interfaces de botón coincidentes para herramientas ligeras y sistemas de pasador adecuados para segmentos pesados.
He revisado piezas del mercado secundario que encajan en una mordaza hidráulica Wila, activan el botón limpiamente y no muestran desviación medible en el paralelismo del tang o la profundidad de la ranura respecto a muestras OEM.
Así que la pregunta no es “¿Puede alguien igualar el botón?” En muchos casos, sí.
La verdadera pregunta es: ¿están manteniendo las mismas tolerancias posicionales en la ranura en relación con la altura del punzón, lote tras lote?
Vi un incidente casi grave donde un conjunto mixto —segmentos ligeros OEM y segmentos pesados del mercado secundario— todos “estilo Wila”, introdujo un sutil desajuste vertical entre las herramientas retenidas por botón y las retenidas por pasador. El operador ajustó la profundidad para perseguir el ángulo. La mordaza no era el problema. La acumulación de datos mezclada lo era. Esa tanda casi se convirtió en 40 paneles de acero inoxidable desechados antes de que alguien midiera la altura de trabajo real.
Cuando el mecanismo de retención está integrado en la trayectoria de carga, el juego no es solo estético. Es estructural.
Pon dos punzones uno al lado del otro en el banco. Mismo perfil de tang. Mismas ranuras dobles. Mismo enganche del botón. Uno cuesta 30% más.
¿Dónde está el dinero?
En herramientas premium OEM y de fabricantes de primer nivel estilo Wila/Trumpf, normalmente pagas por un endurecimiento completo o un endurecimiento por inducción profundo, seguido de un rectificado de precisión de las superficies de trabajo y características del tang en una cadena de proceso controlada. Esto importa porque la mordaza se asienta sobre geometría endurecida y rectificada —no solo acero fresado con un rectificado cosmético.
Imagina un hipotético: un punzón endurecido superficialmente a 1,5 mm de profundidad frente a uno endurecido significativamente más profundo. Después de varios rectificados a lo largo de los años, la herramienta de endurecimiento superficial expone material del núcleo más blando en el hombro del tang. Bajo ciclos repetidos de sujeción hidráulica, ese hombro se deforma microscópicamente. La profundidad de enganche del botón cambia por centésimas. No lo verás en el mes uno. Lo perseguirás en el año tres.
Eso es lo que realmente estás comprando: resistencia a la deriva dimensional bajo fuerza de sujeción.
Pero la marca por sí sola no lo garantiza. He auditado herramientas de marca premium con excelente metalurgia y he auditado proveedores de nivel medio con perfiles de dureza y calidad de rectificado equivalentes. También he visto herramientas “estilo Wila” económicas donde las ranuras se cortaron antes del endurecimiento, luego se deformaron ligeramente durante el tratamiento térmico y se limpiaron lo justo para pasar una galga de rechazo/aceptación.
Un taller con el que trabajé mezcló un lote de bajo costo en un montaje mayormente OEM Wila. En seis meses, los segmentos más baratos mostraron marcas de desgaste pulidas solo en un hombro de ranura —un ligero desalineamiento angular bajo precarga de la mordaza. No catastrófico. Solo lo suficiente para iniciar una búsqueda de tolerancias en piezas largas.
No estás pagando por un logo. Estás pagando por el control de proceso en el tratamiento térmico y el rectificado en relación con un mecanismo de seguridad hidráulico.
Y si el proveedor no puede decirte la profundidad de endurecimiento y la secuencia de rectificado posterior al tratamiento térmico, ¿exactamente por qué estás pagando?
Aquí es donde las matemáticas se vuelven honestas.
Tome un trabajo arquitectónico de alto tonelaje: paneles largos de acero inoxidable, acabado visible, tolerancia de ángulo estrecha en 3 metros. En un sistema de sujeción hidráulica Wila con coronado CNC, la máquina asume una altura de punzón y una geometría de ranura consistentes para poder distribuir la carga de manera uniforme. Cualquier desviación se convierte en error de ángulo local que el control no puede detectar.
En ese entorno, mezclar proveedores — incluso dentro del estilo “Wila/Trumpf” — introduce una segunda variable: la referencia de altura entre proveedores. Incluso una diferencia sistemática de 0,01–0,02 mm entre tandas desplaza la posición del eje neutro lo suficiente como para ser visible bajo luz brillante.
Auditaba una instalación con un sistema Wila premium que decidió complementar con segmentos de terceros para ahorrar en un pedido grande. Individualmente, cada proveedor mantenía tolerancias estrictas. En conjunto, sus datums verticales estaban ligeramente desalineados. La máquina compensó globalmente. Las piezas mostraron bandas de ángulo alternas en las uniones de segmentos. Varias piezas terminaron desechadas tras el recubrimiento.
El ecosistema no falló. Los marcos de referencia mezclados sí.
Ahora, al contrario. Soportes de tiradas cortas, tonelaje moderado, tolerancia de ±1 grado, sin exigencia estética. En ese caso, un proveedor de terceros aprobado que coincida en geometría del tang, ubicación de la ranura y perfil de dureza puede rendir indistinguiblemente del OEM — a menor costo.
El premium está justificado cuando se cumplen tres condiciones:
Cuando esas condiciones no están presentes, un abastecimiento disciplinado de posventa dentro del ecosistema Wila puede tener sentido.
Pero no te engañes sobre lo que es este sistema. No es un perfil europeo genérico con un botón bonito. Es un conjunto abrazadera-herramienta co-diseñado. Trátalo como una cerradura con llave. Haz coincidir el mecanismo interno, no solo el contorno.
Porque si esto es lo que sucede en un sistema hidráulico premium, estrechamente integrado, ¿qué significa para los talleres que intentan mantener productivo el hierro americano más antiguo sin este nivel de alineación diseñada?
Ahí es donde comienzan los compromisos reales.
Entré en un taller que operaba una prensa americana de 1998 con el clásico tang de 0,50 pulgadas de cepilladora. Abrazaderas manuales. Tornillos de ajuste pulidos por veinte años de apriete. El operario cambió un punzón, ajustó los tornillos, presionó el pedal — y la herramienta se movió quizá unas milésimas antes de asentarse. Se apretó.
Ese pequeño movimiento es toda la historia.
En estas máquinas heredadas, no hay botón hidráulico corrigiendo la geometría de ranura. No hay pasador de seguridad integrado. La fuerza de sujeción recae directamente sobre un tang relativamente estrecho y sobre cualquier área de contacto de hombro que el fabricante de herramientas haya dejado. Cada cambio de herramienta es un evento de fricción. Cada evento de fricción es desgaste. Y a diferencia de un tang de estilo europeo de 13 mm o 20 mm con área de asiento más amplia, ese tang americano de media pulgada tiene menos superficie para distribuir la carga. Menos área significa mayor tensión de contacto bajo el mismo tonelaje. Eso es mecánica, no lealtad a la marca.
Entonces, cuando preguntas cómo las tiendas gestionan el riesgo con maquinaria antigua, la respuesta no es “compra un mejor catálogo”. Es “respeta el sistema de sujeción que ya tienes”. Ese freno fue mecanizado para un ancho de espiga, una altura de hombro y una filosofía de sujeción específicos hace dos décadas. No le importa lo que esté de moda en pisapapeles este año.
Si incluso un sistema hidráulico co-diseñado castiga los marcos de referencia mezclados, ¿qué crees que sucede cuando tu único control de alineación son un par de tornillos de fijación y el conocimiento tribal?
Abre un catálogo actual de un proveedor importante — Wilson, Mate, Rolleri — y verás algo que la mayoría pasa por alto. Todavía fabrican el estilo American Precision. No como un acto de nostalgia. Como una línea rentable.
Eso importa.
Circula un mito de que las herramientas heredadas estadounidenses están desapareciendo, lo que empuja a las tiendas hacia importaciones dudosas o series personalizadas únicas. Pero los proveedores que también fabrican perfiles europeos y Wila suelen ser los mismos que muelen espigas de 0,50 pulgadas cada semana. Ya han amortizado su infraestructura de tratamiento térmico y rectificado. Agregar otro perfil de espiga es un cambio de programación, no un salto a la luna.
Audité una tienda que compró un lote “suficientemente parecido” de una fuente de bajo costo porque pensaban que las herramientas de estilo americano real requerían precios personalizados. En la primera pasada pesada a 90 toneladas en ocho pies, un segmento se movió lo suficiente como para marcar el hombro del troquel. No fue catastrófico. Solo lo suficiente como para desechar una ejecución pintada porque la línea de doblez se desvió de pieza en pieza.
¿La ironía? Un proveedor de primer nivel tenía en stock exactamente el perfil OEM, disponible de inmediato y con precio estándar. La tienda simplemente asumió escasez.
He aquí el mecanismo: en herramientas estilo cepillo, la consistencia de la altura y el paralelismo de la espiga importan más que el grabado de la marca. Si el proveedor rectifica la superficie de trabajo y la espiga en una única configuración controlada después del tratamiento térmico, se preserva un solo datum vertical. Si mecanizan antes del endurecimiento, luego endurecen y “repasan” después, se introduce distorsión. Así es como terminas persiguiendo desviaciones de ángulo en una máquina que no tiene abombado CNC para rescatarte.
Así que el filtro de abastecimiento no es “¿Fabrican estilo americano?” sino “¿Rectifican y endurecen con la misma disciplina que aplican a sus líneas premium?”
Imagina un hipotético: tienes un sólido freno americano de 150 toneladas. Viga ajustada. Buena hidráulica. Abrazaderas manuales. Estás ejecutando trabajo de alta mezcla y volumen moderado con frecuentes cambios de herramienta. Alguien te propone un riel de cambio rápido de estilo europeo.
Ahora estamos hablando de cambiar la cerradura, no solo la llave.
La adaptación puede tener sentido cuando el tiempo de cambio de herramienta y el riesgo de seguridad superan el costo de adaptación. Los sistemas europeos te brindan una mayor sujeción de espiga y, a menudo, retención de seguridad integrada. Eso reduce el comportamiento de asentamiento progresivo que ves con los tornillos de fijación. También te estandariza con un ecosistema de herramientas más amplio.
Pero esto es lo que las tiendas subestiman: la adaptación no corrige el desgaste del carro, la deflexión de la cama ni los límites de luz. Si tu máquina fue diseñada en torno a una altura de cierre y una altura de apilamiento específicas, agregar un riel puede reducir la luz útil. He visto una adaptación dejar a una tienda en apuros porque las herramientas altas de caja ya no cabían bajo el recorrido.
Una tienda con la que trabajé hizo la adaptación específicamente para reducir un incidente casi grave: un punzón pesado que resbaló durante un cambio apresurado. La adaptación se pagó sola en seguridad y tiempo de cambio en menos de un año. Otra tienda lo hizo persiguiendo la “precisión europea” y descubrió que las tolerancias de su máquina eran el verdadero limitante. La mejora en las herramientas expuso el juego mecánico; no lo corrigió.
Entonces, ¿vale la pena?
Si necesitas cambios más rápidos, mejor retención y alineación con futuras máquinas, quizá. Si crees que cambiar un riel convierte mágicamente un bastidor de 20 años en un ecosistema co-diseñado, estás soñando.
Un capataz me entrega un punzón estampado con el nombre de un fabricante OEM desaparecido hace mucho tiempo. “Ya no fabrican esto”, dice. Lo que realmente quiere decir es: “Nuestro comprador no pudo encontrarlo en sus habituales pisapapeles”.”
Los proveedores globales mantienen inventarios segmentados de matrices y planos heredados precisamente porque miles de estas prensas siguen funcionando. Muchos perfiles OEM descontinuados no están extintos; simplemente no se comercializan de forma destacada. La geometría vive en alguna base de datos, esperando a que alguien haga la pregunta correcta: ancho del espigón, altura del hombro, altura total y referencia desde qué punto de origen.
He visto talleres pagar tarifas “personalizadas” por perfiles que en realidad estaban en stock bajo una convención de nombres diferente. El truco está en medir correctamente tu herramienta existente —no a ojo. Usa el micrómetro para medir el espigón. Comprueba el paralelismo. Confirma la altura total desde la superficie de trabajo hasta el asiento del espigón. Luego haz referencia cruzada con un proveedor que maneje múltiples sistemas. Los que trabajan estilos americano, europeo y Wila comprenden la traducción entre perfiles.
Una operación descartó una tirada corta porque aceptó una matriz “compatible” que coincidía en apertura en V y longitud pero era 0,02 mm más alta que su juego existente. En una prensa heredada sin compensación automática, esa pequeña diferencia acumulada a través de los segmentos se manifestó como variación del ángulo en las uniones.
Descontinuado no significa inalcanzable. Significa que necesitas un proveedor que respete los marcos de referencia tanto como tú.
Y ahí está el punto de inflexión, ¿no? Una vez que aceptas que el ecosistema de sujeción de tu máquina es el filtro no negociable —ya sea un sistema hidráulico Wila o un cepillo americano de los 90— la siguiente pregunta no es “¿Quién es más barato?” sino “¿Quién entiende mi marco de referencia antes de que emita la RFQ?”
¿Quieres un método sistemático para evaluar a un proveedor de herramientas?
Empieza observando lo que preguntan antes de cotizar.
La forma más rápida de detectar a un impostor es el silencio. Envías una RFQ con “estilo europeo, segmentos de 835 mm” y recibes el precio en una hora —sin preguntas sobre tipo de sujeción, modelo de máquina, altura de cierre, ni contexto de tonelaje. Eso no es eficiencia. Eso es adivinar con tu dinero.
He visto esta película. Un taller pidió herramientas “compatibles” para un sistema de sujeción hidráulico de mediados de los 2000 porque el catálogo decía espigón europeo universal. En el primer montaje, los botones de seguridad no encajaron bien en la ranura de la sujeción. El punzón quedó ligeramente levantado. Se ajustó. Y bajo carga, ese pequeño levantamiento se convirtió en una línea visible en cada doblez de la tirada. Las piezas no eran chatarra en el suelo. Eran chatarra en el ensamblaje del cliente.
Un proveedor que entiende los ecosistemas de sujeción no pasa por alto el bloqueo para venderte una llave.
Si no te piden números, deja de hablar.
Como mínimo, deberían exigir: marca y modelo exacto de la máquina, estilo de sujeción (tornillo manual americano, cambio rápido europeo, hidráulico Wila, etc.), altura de cierre (distancia entre el ariete y la cama en punto muerto inferior), luz libre y tonelaje máximo —y no solo el tonelaje nominal, sino lo que realmente usas en qué longitud. Si no mencionan carga por pie, no están pensando en la trayectoria de la fuerza.
Y aquí es donde la mayoría de las RFQ se suavizan: referencia vertical. Altura total de la herramienta desde la superficie de trabajo hasta el asiento del espigón. No “altura estándar”. Altura real. Especialmente si la mezclas con inventario existente rectificado a una banda de tolerancia conocida.
La consistencia de altura no es un lujo; es una estrategia de referencia. Cuando un proveedor rectifica tras el tratamiento térmico en una sola configuración, preserva esa relación vertical. Cuando no lo hacen, terminas calzando segmentos como si estuvieras afinando una guitarra.
Imagina un escenario hipotético: dos proveedores cotizan el mismo perfil de punzón de 30 grados. Uno te pide la altura de cierre y la altura existente de la herramienta con una precisión de una décima de milímetro. El otro dice: “Altura estándar de 4 pulgadas.” ¿Cuál está diseñando según tu máquina y cuál está vendiendo desde el estante?
Y aquí está el punto ciego que la mayoría de los talleres pasan por alto: la resistencia del perfil. Un proveedor que comprende tu ecosistema también preguntará qué estás doblando—tipo de material, espesor, radio interior objetivo. Porque un punzón agudo, alto y estrecho que encaja perfectamente en tu sujeción todavía puede fallar si la sección transversal del perfil no está construida para tu carga por pie. El ajuste y la resistencia son conversaciones distintas. El proveedor adecuado tiene ambos.
“En stock” se siente seguro.
A veces lo es. A veces significa que ya fabrican tu geometría de lengüeta en volumen y la controlan lo suficientemente bien como para mantener una altura uniforme entre lotes. Eso es competencia.
Pero a veces “en stock” significa que están a punto de obligar a tu máquina a aceptar lo que les resulta conveniente.
Si utilizas una lengüeta de estilo cepilladora americana heredada con una relación de hombro específica y ellos afirman que la tienen lista en un estante para enviar, pregunta cuántos talleres usan hoy exactamente esa geometría. Si la respuesta es vaga, no estás comprando un estándar. Estás comprando inventario sobrante.
Por otro lado, los largos tiempos de entrega europeos tampoco señalan automáticamente precisión. Vi un taller esperar doce semanas por herramientas OEM de marca porque asumieron que la demora significaba calidad. Cuando llegaron, coincidían perfectamente con la sujeción, pero no habían vuelto a verificar su luz después de agregar un riel de adaptación el año anterior. La nueva altura total robó el espacio libre que necesitaban para una herramienta de caja alta. Herramientas hermosas. Contexto del sistema equivocado.
El tiempo de entrega solo significa algo cuando está vinculado a tu marco de referencia.
Un proveedor competente explicará por qué un perfil es estándar—ecosistema común, altura controlada, demanda repetida—o por qué es personalizado—lengüeta no estándar, altura de cierre modificada, hombro alterado. Relacionarán el tiempo con la geometría. Si no pueden hacerlo, estás leyendo sobre pisapapeles otra vez.
| Tema | Detalles |
|---|---|
| Pregunta central | ¿Cuándo “en stock” es realmente una señal de advertencia en relación con los tiempos de entrega y los perfiles personalizados? |
| Percepción de “En Stock” | “En stock” se siente seguro. A veces realmente refleja competencia y una producción controlada y repetible. |
| Cuando “En Stock” Señala Competencia | Puede significar que el proveedor fabrica regularmente tu geometría de lengüeta en volumen y mantiene una altura uniforme entre lotes. |
| Cuando “En Stock” Es Una Señal de Advertencia | Puede indicar que el proveedor está ofreciendo inventario sobrante y conveniente en lugar de cumplir con los requisitos específicos de tu sistema. |
| Preocupación por Geometría Heredada | Si utilizas una lengüeta de estilo cepilladora americana heredada y supuestamente está lista para enviar, pregunta cuántos talleres utilizan actualmente exactamente esa geometría. |
| Advertencia de justificación vaga | Si la respuesta del proveedor acerca del uso es vaga, probablemente estás comprando inventario sobrante, no un estándar verdadero. |
| Tiempos de entrega largos y engañosos | Los largos plazos de entrega europeos no indican automáticamente mayor precisión o calidad. |
| Ejemplo de supuestos desalineados | Un taller esperó doce semanas por herramientas OEM de marca, asumiendo que la demora significaba calidad, pero no volvió a comprobar la distancia libre después de añadir un riel de adaptación. |
| Fallo en el contexto del sistema | La nueva altura del conjunto redujo el espacio necesario para una herramienta de caja alta, resultando en una herramienta hermosa que no encajaba en el contexto del sistema. |
| Principio clave | El tiempo de entrega solo tiene sentido cuando se relaciona con el marco de referencia y la geometría específicos de tu máquina. |
| Qué hacen los proveedores competentes | Explican si un perfil es de stock (ecosistema común, altura controlada, demanda repetida) o personalizado (lengüeta no estándar, altura de cierre alterada, hombro modificado). |
| Perspectiva final | Un proveedor competente conecta el tiempo de entrega con la geometría. Si no puede hacerlo, estás confiando en suposiciones en lugar de en la alineación del sistema. |
Comprobación de la realidad en el taller: “En stock” es verde solo cuando coincide con la lógica de sujeción y altura; de lo contrario, es solo chatarra rápida.
No apuestes todo por un folleto.
Haz un pedido pequeño de prueba de alta sensibilidad: dos o tres segmentos que se colocarán junto a tus herramientas existentes en un trabajo real. Mide la altura total con un micrómetro. Verifica el grosor y el paralelismo de la lengüeta. Luego instálalos adyacentes a tus segmentos actuales sin cambiar los ajustes de la máquina.
Aquí es donde aparece la verdad.
Si el proveedor afirma una consistencia de altura de ±0.0005″, no debería ser necesario ajustar el martillo. El ángulo debe mantenerse en la unión entre los segmentos viejos y nuevos. Si trabajas con una máquina sin coronado CNC, esta prueba es brutal—en el buen sentido. Expone las tolerancias acumuladas al instante.
Y ponlos a prueba en carga. Ejecuta un trabajo cercano a tu rango típico de toneladas por pie, no una prueba de calibre liviano. Observa el comportamiento del asiento en la sujeción. Escucha ese leve desplazamiento cuando aumenta la presión. La geometría correcta de la lengüeta se sentirá aburrida. Sin movimiento. Sin asentamientos después del primer golpe.
Una vez vi a un taller validar un nuevo proveedor con una corrida cosmética de calibre 16. Todo parecía perfecto. El primer trabajo de acero dulce de 1/4″ con mayor carga contó la historia real: el perfil se flexionó lo suficiente como para abrir el ángulo a mitad de la pieza. No fue una falla catastrófica. Solo lo suficiente para desechar el lote porque el ángulo se salió de las especificaciones durante el ensamblaje.
Una orden de prueba adecuada no se trata solo del ajuste. Se trata de la intercambiabilidad y del comportamiento bajo carga dentro de tu ecosistema de sujeción específico.
Ese es el cambio.
Dejas de preguntar: “¿Quién es el mejor?” y comienzas a preguntar: “¿Quién se comporta correctamente dentro del marco de referencia de mi máquina bajo carga real?”
Una vez que un proveedor pasa tu RFQ y supera una orden de prueba real, la pregunta cambia. Ya no es “¿Pueden fabricar una buena herramienta?” sino “¿Pueden seguir fabricando herramientas que se comporten dentro de mi ecosistema de sujeción exacto dentro de cinco años?”
Esa es la parte que la mayoría de los talleres nunca formaliza.
Tratan una prueba exitosa como un apretón de manos. Luego, seis meses después, llega un segundo lote de una producción diferente, rectificado en otros dispositivos, y de repente el cero del pistón vuelve a desviarse. No porque la herramienta sea “mala”. Sino porque nunca vinculaste la relación al marco de referencia de tu máquina.
Aquí es donde dejas de comprar marcas y empiezas a gestionar un sistema.
El cambio es simple e incómodo: tu prensa dobladora se convierte en la especificación. No el catálogo.
Eso significa que documentas tres cosas y las tratas como datos controlados: estilo y dimensiones de la abrazadera (europea, Wila, americana tradicional—hasta el grosor de la lengüeta y la ubicación del hombro), altura total verificada de la herramienta hasta la superficie de trabajo y tu rango real de carga en toneladas por pie. No los números del folleto. Números del taller.
Vi a un taller saltarse este paso después de una corrida de muestra exitosa. Seis meses después reordenaron “el mismo” punzón europeo de 4 pulgadas. Se ajustó bien a la abrazadera. Pero era 0,02 mm más alto que su inventario existente. En el papel, nada. En el taller, significó perseguir el ángulo a través de los montajes segmentados y perder medio turno tratando de volver a la referencia base.
Nadie desechó una pieza ese día.
Desecharon tiempo.
Cuando congelas los datos de tu máquina y exiges que cada pedido repetido se certifique según esa banda de altura y geometría de lengüeta, eliminas la variable sorpresa. Los pedidos de emergencia desaparecen porque la compatibilidad deja de asumirse y empieza a verificarse contra una referencia fija.
Ya no estás comprando herramientas. Estás protegiendo una estrategia de datum.
Un catálogo extenso te dice que pueden rectificar formas.
Un registro adecuado te dice que entienden tu cerradura.
Así es como construyes la lista corta: solo los proveedores que puedan mostrar entregas documentadas dentro de tu estilo exacto de sujeción—con tolerancia de altura repetida y validación de carga—se mantienen en ella. No similar. Exacto.
Imagina un hipotético: un taller en Dubái que opera con un ecosistema Amada deja de usar herramientas OEM costosas para pasar a un proveedor alternativo de 42CrMo. En teoría, eso suena temerario. En la práctica, el nuevo proveedor mantuvo una altura uniforme dentro de ±0.0005 pulgadas entre lotes y coincidió exactamente con la geometría de la lengüeta Amada. A la máquina no le importaba el logo. Le importaba que la llave coincidiera con la cerradura y soportara la carga.
Esa es la lección.
La reputación de la marca es un indicador de calidad. La compatibilidad comprobada dentro de tu sujeción es evidencia.
Ahora, hay un caso particular que debes respetar. Algunos trabajos exigen perfiles no estándar—radios internos estrechos, herramientas altas tipo caja, troqueles especiales de plegado por reborde. Un proveedor que sobresale en perfiles personalizados puede que no viva dentro de tu ecosistema día a día. Eso no lo descalifica. Significa que lo tratas como una excepción controlada: objetivo de altura documentado, plano de lengüeta aprobado, inspección de primera pieza contra tu conjunto maestro.
Haz la lista corta según la fluidez en el ecosistema. Aprueba las excepciones con validación medida.
La compra segura es aburrida.
Instalas un segmento nuevo junto a uno de cinco años. No tocas el punto cero del ariete. No calzas. No “te aproximas” al ángulo. Simplemente funciona. Bajo calibre ligero. Bajo carga pesada.
Esa sensación no proviene de la confianza. Proviene de la trazabilidad.
Asignas un conjunto maestro de referencia de altura—medido y registrado. Cada nuevo lote se verifica contra él antes de colocarlo en el estante. Exiges que los proveedores indiquen la altura total real medida y las dimensiones de la lengüeta en los documentos de empaque. Si cambian la secuencia de rectificado, el lote de material o el proceso de tratamiento térmico, te lo notifican.
Eso no es burocracia corporativa. Es como se detiene la deriva lenta en un ecosistema segmentado.
Porque aquí está la parte no obvia: la consistencia de la altura no es un problema de herramienta. Es un problema de estabilidad del sistema. Una vez que mezclas ecosistemas—aunque sea un poco—empiezas a compensar en la máquina. Y cada compensación oculta el siguiente desajuste.
La mayoría de los fabricantes creen que una estrategia de herramientas a largo plazo significa negociar mejores niveles de precios.
Significa vincular tu relación con el proveedor a la geometría de tu máquina tan estrechamente que cambiar de proveedor se sienta como cambiar la cerradura, no solo la llave.
Y una vez que lo ves así, “¿Quién es el mejor fabricante?” suena como la pregunta equivocada por completo.
La única pregunta que importa es esta: ¿quién ha demostrado—con el tiempo, bajo carga—que su llave encaja exactamente en tu cerradura sin que tengas que forzarla?


















