

Прошлой зимой я стоял рядом с 3-метровым листогибочным прессом, пока оператор пытался вставить совершенно новый “универсальный” пуансон в зажим. Он вошел. Он затянулся. Он даже выглядел ровным.
При первом ударе с усилием 120 тонн левое плечо «поползло». К третьему сгибу фланец ушел на 0,030 дюйма, и деталь отправилась в брак.
В каталоге было сказано, что он подходит к “большинству основных листогибочных прессов”. Это слово «большинство» берет на себя слишком много, не так ли?
Пройдитесь по любому цеху среднего размера, и вы увидите: американские хвостовики на одной стойке, европейские на другой, а может, и набор Wila в поролоне, как хирургические инструменты. Три геометрии. Три философии зажима. Одно здание.
Если бы “универсальная посадка” существовала на самом деле, нам не пришлось бы мириться с тремя несовместимыми стандартами, борющимися за место на стеллажах. Стандарты выживают только тогда, когда они решают реальную механическую проблему — передачу нагрузки, повторяемость, безопасность. Они не существуют ради ностальгии.
Листогибочный пресс — это замок с ключом. Хвостовик — это ключ. Измените профиль ключа, и вы измените то, как сила передается от траверсы к инструменту и детали. Если вставить неподходящий ключ, вы не просто повредите его — вы износите замок.
Вот какой сдвиг в мышлении я хочу вам предложить: перестаньте спрашивать “Влезет ли он в зажим?” и начните спрашивать “Был ли этот инструмент разработан для моей системы зажима?”. Потому что сосуществование — это не история. Это физика.

Возьмем американский стиль: более высокий хвостовик, зажим установочными винтами, нагрузка воспринимается высоко. Европейский: более короткий хвостовик, клиновой зажим, другой путь передачи нагрузки. Wila: прецизионно шлифованный хвостовик с гидравлической или механической самопосадкой, разработанный для повторяемого вертикального позиционирования без прокладок.
Это не косметические различия. Они определяют, где именно зажимное усилие «вгрызается» в инструмент и как накапливается вертикальный допуск на длине 3 метров.
Много лет назад я наблюдал, как цех пытался стандартизировать “евро-совместимый” инструмент на смешанном парке оборудования. На старом американском станке зажимные винты контактировали со смещением от центра. При низкой нагрузке — нормально. При 80% мощности пуансон начинал микроскопически наклоняться. Этого нельзя было увидеть глазом. Но это можно было измерить.
Если бы одна геометрия действительно справлялась с любыми нагрузками, производители станков пришли бы к единому стандарту. Они этого не сделали. Так чем вы жертвуете, делая вид, что они это сделали?
Теперь перейдем к «умному» решению: адаптерам.
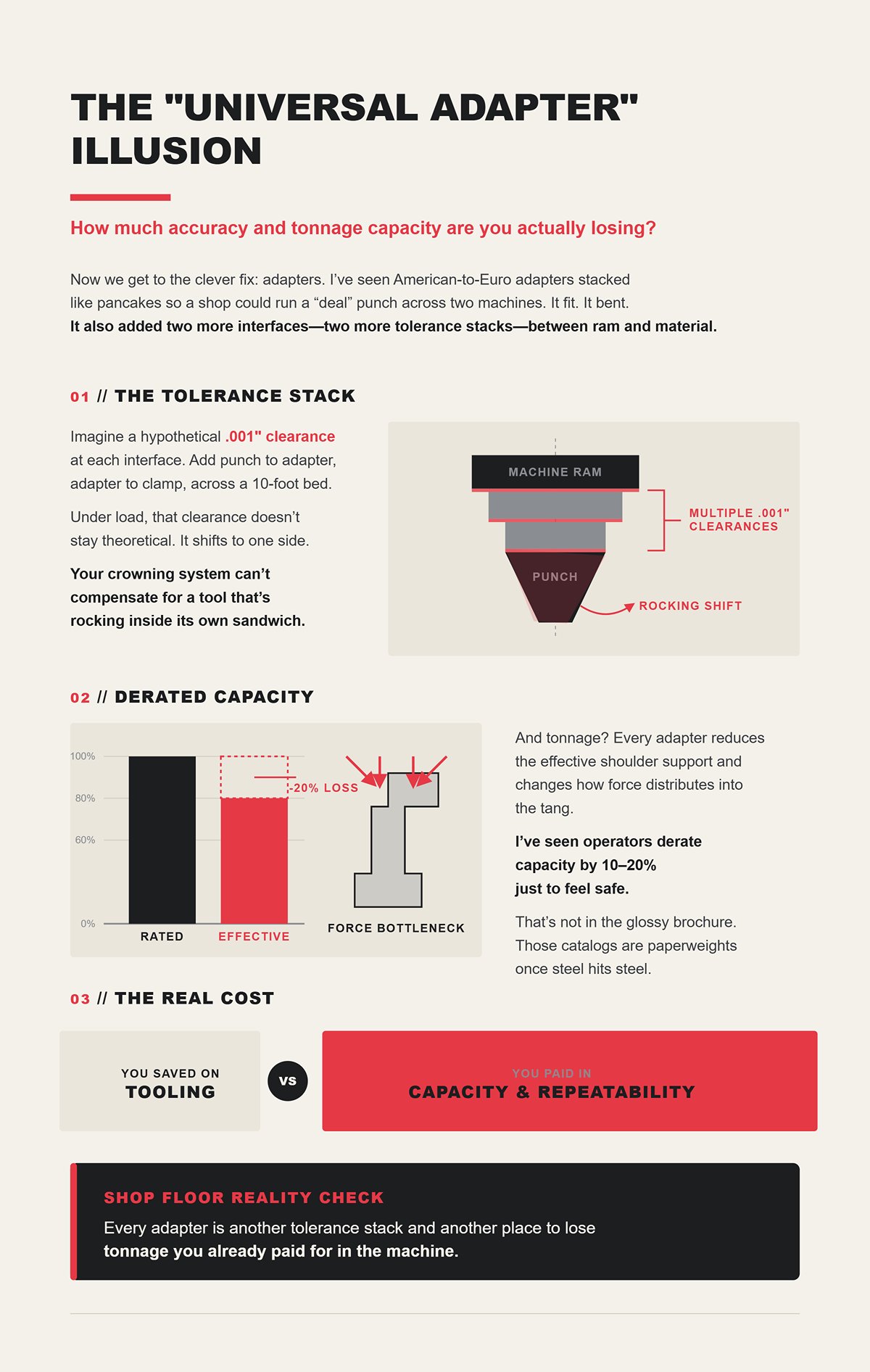
Я видел, как американские адаптеры для евро-инструмента складывали стопкой, как блины, чтобы цех мог использовать “выгодный” пуансон на двух станках. Он подошел. Он согнул. Но это также добавило еще два интерфейса — еще два набора допусков — между траверсой и материалом.
Представьте гипотетический зазор в 0,001 дюйма на каждом интерфейсе. Добавьте пуансон к адаптеру, адаптер к зажиму, на 3-метровой станине. Под нагрузкой этот зазор не остается теоретическим. Он смещается в одну сторону. Ваша система бомбирования не может компенсировать инструмент, который качается внутри собственного «сэндвича».
А как насчет тоннажа? Каждый адаптер уменьшает эффективную площадь опоры плеча и меняет распределение силы в хвостовике. Я видел, как операторы снижали нагрузку на 10–20%, просто чтобы чувствовать себя в безопасности. Об этом не пишут в глянцевых брошюрах. Эти каталоги превращаются в пресс-папье, как только сталь встречается со сталью.
Вы сэкономили на оснастке. Вы заплатили за это производительностью и повторяемостью. Как вы думаете, какая статья расходов обходится дороже в течение года?
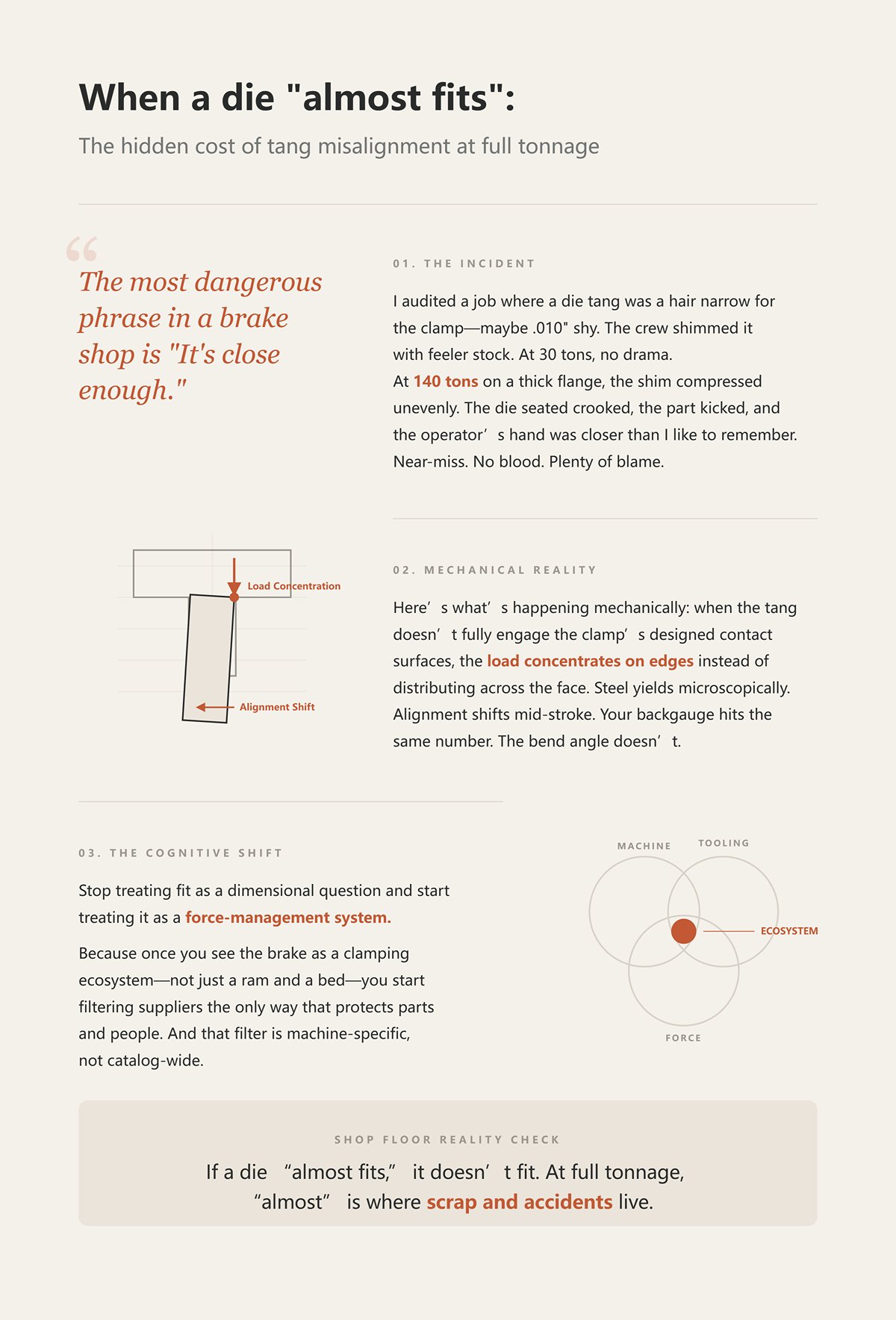
Самая опасная фраза в цехе гибки: “И так сойдет”.”
Я проводил аудит работы, где хвостовик пуансона был на волосок уже, чем нужно для зажима — возможно, на 0,010 дюйма. Рабочие подложили щуп. При 30 тоннах — никаких проблем. При 140 тоннах на толстом фланце прокладка сжалась неравномерно. Пуансон встал криво, деталь дернулась, а рука оператора оказалась ближе, чем мне хотелось бы вспоминать. Опасный инцидент. Без крови. Но с кучей взаимных обвинений.
Вот что происходит механически: когда хвостовик не полностью входит в контакт с предусмотренными поверхностями зажима, нагрузка концентрируется на краях, а не распределяется по всей плоскости. Сталь микроскопически деформируется. Выравнивание смещается в середине хода. Ваш задний упор показывает те же цифры, а угол гиба — нет.
Вот в чем заключается когнитивный сдвиг: перестаньте рассматривать посадку как вопрос размеров и начните рассматривать ее как систему управления силами.
Потому что, как только вы начинаете видеть листогибочный пресс как экосистему зажима, а не просто как траверсу и стол, вы начинаете отсеивать поставщиков единственным способом, который защищает детали и людей. И этот фильтр привязан к конкретному станку, а не к каталогу в целом.
Вы уже приняли тот факт, что “универсальная посадка” — это сказка. Хорошо.
Теперь настоящий вопрос встает перед вами на верстаке: Если универсальная оснастка — это миф, как мне определить, что на самом деле подходит для моего листогибочного пресса?
Начните с хвостовика, да, но не останавливайтесь на этом. Потому что хвостовик — это только рукопожатие. Ход станка, просвет, высота в закрытом состоянии, система бомбирования и геометрия стола решают, превратится ли это рукопожатие в стабильный путь передачи нагрузки или в медленное сползание к браку.
Я измерял вертикальное расхождение в 2 мм между новыми прецизионными европейскими пуансонами и старым инструментом на одном и том же станке. Два миллиметра звучат незначительно на бумаге. На 10-футовом столе при 100 тоннах это превращается в несоответствие угла по всей длине, которое вы будете пытаться исправить прокладками весь день.
В этих глянцевых каталогах — этих пресс-папье — никогда не указываются пределы высоты в закрытом состоянии вашего станка или ограничение хода, которое лимитирует ваши возможности гибки. Они предполагают, что вы будете подстраиваться.
Сталь не подстраивается.
Итак, давайте разберем, что на самом деле определяет совместимость.
Представьте европейский листогибочный пресс с клиновым зажимом, рассчитанный на прецизионную оснастку с единым допуском по высоте — обычно в пределах половины тысячной доли дюйма. Каждый пуансон должен находиться на одном и том же вертикальном уровне, чтобы гидравлический зажим мог самоцентрироваться и обеспечивать повторяемость.
Теперь добавьте старую оснастку, которая на миллиметр выше.
Вы зажимаете линию. Одна станция достигает дна первой. Клиновая система фиксируется там. Остальные пуансоны фактически висят, ожидая контакта под нагрузкой. При 20 тоннах всё выглядит нормально. При 80 тоннах нижние станции прогибаются иначе. Ваша система бомбирования компенсирует прогиб станины, а не несоответствие инструмента по высоте.
Несколько лет назад я наблюдал, как в одном цехе потратили три часа на подкладку проставок под каждую станцию на 12-футовом прогоне, потому что новый и старый инструменты были “оба в европейском стиле”. Так оно и было. Просто они не были изготовлены в соответствии с одной и той же философией высоты. Первый производственный удар? Две детали ушли в брак, прежде чем они признали, что несоответствие было вызвано не ошибкой оператора.
Эти 2 мм — не просто досадная помеха при наладке. Это меняет место захвата зажимом, равномерность посадки и передачу нагрузки на ползун. Европейские, Wila, старые американские — это не просто разные хвостовики. Это разные системы вертикального контроля.
Если ваш станок рассчитан на единообразную высоту прецизионно шлифованного инструмента, ваш поставщик должен работать в рамках этой экосистемы. Смешивание разных эпох внутри одного “стиля” — это то, с чего начинаются накопленные погрешности.
Я проводил аудит гидравлического пресса 1990-х годов, модернизированного современным ЧПУ. На бумаге он выглядел актуально. В металле это всё ещё был станок 1990-х годов.
Ход был ограничен. Просвет — расстояние между ползуном и столом — был небольшим. Рабочая высота — расстояние в нижней мертвой точке — была зафиксирована под размеры старого американского инструмента.
Цех купил высокий сегментированный пуансон европейского типа, потому что в каталоге было сказано, что он “подходит для большинства крупных брендов”. В зажим он встал. Затем они попытались сделать глубокий гиб короба.
Ползун достиг предела хода до того, как полка вышла из-под корпуса пуансона. Они физически не могли открыть пресс достаточно широко, чтобы извлечь деталь, не перепрограммируя и не перенастраивая последовательность гибки. Время наладки удвоилось. Они винили программирование.
Дело было не в программировании. Дело было в геометрии.
Старые станки часто имеют меньший просвет и более короткий ход. Более высокий современный инструмент быстро съедает этот запас. А если ваша рабочая высота была рассчитана под систему с более высокими хвостовиками, переход на более короткие меняет положение нижней мертвой точки относительно высоты матрицы.
Это влияет на кривую усилия и повторяемость угла.
Представьте гипотетическую ситуацию: у вашего пресса просвет 18 дюймов. Ваш комплект инструмента занимает 14 дюймов. Добавьте толщину материала и высоту полки. Сколько места у вас действительно остается для извлечения детали или подгибки?
Совместимость — это не только “зажимается ли он”. Это “работает ли он в пределах физических ограничений хода моего станка, не нарушая последовательность гибки или технику безопасности”.”
Два 10-футовых пресса. Оба рассчитаны на 130 тонн. Оба работают с инструментом европейского типа.
Один использует ручные клинья бомбирования под столом. Другой использует гидравлическое бомбирование с ЧПУ, связанное с обратной связью по усилию. Толщина станины и характеристики прогиба различаются в зависимости от бренда и эпохи выпуска.
Загрузите их оба до 100 тонн по всей длине. Первый полагается на компенсацию, задаваемую оператором. Второй активно подстраивается, чтобы поддерживать постоянный угол вдоль балки.
Теперь введем инструмент, отшлифованный с допуском по высоте ±0,0005 дюйма. На станке с гидравлической бомбировкой эта точность проявляется в повторяемости. На ручной системе любая небольшая неточность в настройке бомбировки увеличивается по всей длине.
Я видел, как в одном цехе установили первоклассный прецизионно шлифованный комплект матриц, совместимый с Wila, на старую станину с неравномерным износом в средней части. Инструмент был идеальным. Станина — нет. Они пытались устранить отклонение угла на 8 футах (около 2,4 м) и винили поставщика инструмента. Спустя полдня мы проверили станину краской и обнаружили выступающие участки.
Прецизионный инструмент усиливает геометрию станка — в лучшую или худшую сторону.
И вот здесь на форумах становится шумно: “Мы используем американский инструмент на нашем европейском листогибе. Просто подправьте угол пуансона с 90 до 88 градусов”. Да, вы можете компенсировать геометрию угла. Вы не можете компенсировать характер прогиба станины, с которым ваша система бомбировки не была рассчитана справляться при данном типе хвостовика и распределении нагрузки.
Адаптеры и уловки с углами решают вопросы геометрии. Они не решают физику пути передачи нагрузки.
Давайте сложим всё честно.
Слегка несовпадающая высота хвостовика. Ход, который едва обеспечивает зазор для высокого инструмента. Бомбировка, которая предполагает равномерное распределение нагрузки. Станина с характером износа от десятилетий работы с центральной нагрузкой.
По отдельности каждая проблема решаема. Вместе они суммируются.
Я изучал партию тяжелых кронштейнов, где матрицы, рассчитанные на низкое усилие — с идеально подходящим типом хвостовика — использовались на прессе высокой мощности. Под пиковой нагрузкой плечи матрицы начали деформироваться. Не катастрофически. Ровно настолько, чтобы изменить ширину раскрытия V-образного паза в течение смены. Угол «поплыл». Операторы компенсировали это глубиной. Следующая партия прошла на другом станке и вышла за пределы допусков. Сорок деталей в корзине для брака, прежде чем кто-то проследил связь с номиналом матрицы и фактически приложенным усилием.
Хвостовик подходил. Путь нагрузки не соответствовал пределу прочности матрицы.
Когда допуски суммируются, ни один представитель по каталогу не стоит рядом с вами у листогиба. Производитель указывает на спецификации. Оператор указывает на карты наладки. Корзина для брака просто тихо наполняется.
Вот механизм: каждый интерфейс — зажим к хвостовику, хвостовик к корпусу пуансона, пуансон к материалу, материал к матрице, матрица к станине — имеет допуск. Если экосистема вашего станка и экосистема инструмента не были спроектированы вместе, эти допуски складываются, а не компенсируют друг друга.
И они всегда складываются под нагрузкой.
Поэтому, когда вы спрашиваете: “Как мне определить правильную инструментальную систему для моего конкретного листогибочного пресса?”, ответ заключается не в лояльности к бренду. Ответ таков: подбирайте тип зажима, философию вертикальной высоты, диапазон хода, метод бомбировки, геометрию станины и номинальное усилие как единую систему — специфичную для марки и модели вашего листогиба.
Все, что меньше этого — игра в рулетку с суммирующимися допусками.
Начните с рулетки и фонарика, а не с каталога.
Выньте один пуансон из зажима. Измерьте толщину хвостовика в трех точках на участке 150 мм. Проверьте ширину плеча. Нанесите разметку на хвостовик, зажмите его, опустите ползун под небольшим давлением, затем выньте пуансон и посмотрите на пятно контакта. Контакт по всей поверхности или блестящие полосы по краям?
Это первый шаг: проверьте, за что именно ваш зажим держится и насколько равномерно он это делает. Не то, что написано на шильдике станка. А то, что показывает сталь.
А вот почему это важно. Инструмент типа Promecam/Amada доминирует на большинстве листогибочных прессов малого и среднего усилия, поставляемых из Азии. Он повсюду. Это означает, что рынок наводнен “совместимыми” пуансонами, отшлифованными с теми допусками, которые завод решил соблюдать на той неделе. Если ваш зажим был рассчитан на хвостовик 12 мм с жестким допуском по параллельности, а поставщик присылает 11,92 мм с небольшим конусом, он все равно “подойдет”. Просто он не будет нагружаться равномерно.
Я проводил аудит в цехе, где использовался гидравлический зажим типа Amada, в котором один пуансон стороннего производителя плотно сидел в центре, но качался по краям. При усилии 90 тонн на 8 футов (около 2,4 м) этот крошечный конус смещал нагрузку к середине пролета. Углы в центре были в норме, а по краям — раскрывались. Они пытались настроить систему бомбирования. Но дело было не в бомбировании. Дело было в геометрии хвостовика.
Когда мы говорим о точности европейского типа, мы говорим не о логотипе. Мы говорим о том, кто на самом деле выдерживает толщину хвостовика, перпендикулярность плеча и допуск по высоте пуансона в соответствии с тем, под что был спроектирован ваш зажим. Это и есть критерий отбора.
Пошаговый процесс начинается здесь:
Всё остальное — шум.
Представьте себе 3-метровый держатель Promecam, в который установлены пятнадцать 150-мм сегментов пуансона. Один из них получил скол из-за ошибки заднего упора. Вы меняете этот сегмент. Готово. Десять минут.
Эта модульная простота — причина, по которой инструмент европейского типа распространился по всему миру. Он ремонтопригоден. Он практичен. Он не требует замены всей длины, как некоторые высокоинтегрированные системы.
Так где же провести черту между премиальной точностью и массовой заменой?
Не по уровню бренда. А по стабильности допусков между сегментами.
Если ваши сегменты различаются по высоте даже на 0,02 мм между партиями, вы увидите это на длинных гибах как чередующиеся точки давления. На прессе с ЧПУ-бомбированием, завязанным на обратную связь по усилию, это отклонение по высоте превращается в отклонение по углу. Станок компенсирует это глобально. А несоответствие остается локальным.
Я наблюдал за партией панелей из нержавеющей стали, где сегменты из смешанных партий — одного “типа Amada”, но из разных производственных лотов — создавали слабый эффект “стиральной доски” вдоль линии гиба. Это было незаметно до порошковой окраски. А потом это стало браком. Все сегменты «подошли». Просто они не были отшлифованы до одной и той же вертикальной базы.
Цены OEM-производителей высшего уровня обычно обеспечивают более жесткий контроль между партиями. Цены на массовую замену часто означают более свободный статистический контроль, но меньшую стоимость за единицу. Это решение не философское. Оно зависит от допусков на вашу деталь и длины гиба.
Если вы выполняете гибку на воздухе коротких кронштейнов с допуском ±1 градус, то, возможно, вам подойдет и массовая продукция. Если же вы делаете отбортовку 8-футовых архитектурных панелей, которые будут проверяться при глянцевом освещении, вам необходима стабильность допуска по высоте для каждого сегмента в этом зажиме.
Граница проводится по самому жесткому допуску, который требует ваша готовая деталь, а не по маркетинговому уровню поставщика.
Реальность цеха: Если вы смешиваете сегменты от трех разных поставщиков и ожидаете получить одну прямую линию гиба, вы ставите на кон качество своей отделки ради невидимых микронов.
Цены OEM кусаются. Я понимаю.
Крупные производители листогибочных прессов сейчас по умолчанию используют стандарт Promecam/Amada на новых станках, поскольку он обеспечивает баланс стоимости и функциональности для большинства задач. Это не означает, что каждый пуансон от OEM — это волшебная сталь. Это означает, что их оснастка изготовлена под геометрию зажима, которую они поставляют.
Так как же проверить стороннего производителя, не выбрасывая деньги на ветер?
Попросите три вещи:
Если ответ звучит как “подходит для стиля Amada”, это не спецификация. Это просто пожатие плечами.
Представьте гипотетическую ситуацию: ваш гидравлический зажим был изготовлен под хвостовик 12,00 мм с ожидаемым допуском ±0,01 мм. Сторонний производитель выдерживает ±0,05 мм. В худшем случае вы получаете уменьшение размера на 0,04 мм. Под усилием зажима пуансон садится немного глубже. Это смещает вашу вертикальную точку отсчета. Умножьте это на накопленные допуски — высоту матрицы, износ станины, бомбирование — и ваша запрограммированная глубина перестает соответствовать сформированному углу.
Он стал туже.
А когда он затягивается неравномерно по всей балке, вы создаете боковую нагрузку в системе, рассчитанной на центральные пути нагрузки. Именно так зажимы изнашиваются преждевременно, а на пуансонах появляются блестящие следы износа только на одном плече.
Я рассматривал случай, когда хвостовики бюджетного поставщика были стабильно тоньше на 0,03 мм. Цех компенсировал это давлением зажима. Шесть месяцев спустя поршни гидравлического зажима показали неравномерный износ. Оснастка сэкономила деньги. Ремонт зажима перечеркнул всю экономию.
Сторонние производители могут работать хорошо. Но только если их дисциплина соблюдения допусков соответствует экосистеме, вокруг которой был построен ваш станок.
Названия моделей могут обманывать. Зажимы — нет.
Старый станок Amada с ручными клиньями ведет себя совсем не так, как новый гидравлический зажим Amada, даже если на обоих написано “в стиле Promecam”. Вариации LVD могут различаться геометрией плеча и глубиной зажимной поверхности. На бумаге Promecam — это профиль. В реальности — это целое семейство.
Поэтому ваш процесс требует еще одного уровня проверки:
Затем сравните эти физические данные с техническим чертежом поставщика, а не с рекламным проспектом. Именно с чертежом.
Однажды я видел, как цех заказал пуансоны, “совместимые с LVD”, для станка середины 2000-х годов. Ширина хвостовика совпадала. Радиус плеча — нет. Под нагрузкой пуансон садился немного не на ту контактную поверхность, которая была предусмотрена. Со временем он протер новый путь износа на поверхности зажима. Ключ подходил к замку — пока не начал расширять сам замок.
Такова реальность систем европейского типа, похожая на отношения замка и ключа. Они выравнивают центральную линию ползуна по корпусу пуансона, чтобы исключить смещенные нагрузки. Но это работает только в том случае, если геометрия хвостовика и плеча соответствует тому, для чего был спроектирован зажим.
Вы покупаете не форму. Вы покупаете выравнивание пути нагрузки.
И это мост к тому, что будет дальше. Потому что если системы европейского типа требуют такого уровня дисциплины, подождите, пока вы не взглянете на системы, где оснастка и зажим были спроектированы как единый запатентованный узел.
Вы уже видели, как отклонение высоты в 0,02 мм в установке “европейского типа” напрямую влияет на угол гиба. А теперь представьте: зажим и хвостовик пуансона были сделаны не просто по одному профилю — они были спроектированы как сопряженная пара с подпружиненной предохранительной кнопкой, предназначенной для фиксации в определенной геометрии паза под предварительной нагрузкой.
Это Wila/Trumpf.
В этих системах хвостовик удерживается не просто трением или давлением клина. Он позиционируется и удерживается передним кнопочным механизмом, который входит в двойные пазы на 20-мм хвостовике, контролируя вертикальное положение и извлечение под нагрузкой. Ход цилиндра зажима, глубина паза, ход кнопки — все спроектировано вместе. Вы больше не просто выравниваете толщину и параллельность. Вы выравниваете движущиеся части.
Именно здесь правило “экосистема прежде всего” перестает быть советом и становится вопросом выживания. Потому что, когда зажим и оснастка спроектированы совместно, «совместимость» — это не про силуэт. Это про то, подходит ли ваш ключ к внутренним пружинам и фиксаторам внутри замка.
А если нет, то что сломается первым — инструмент или зажим?
Давайте конкретизируем.
На более легких пуансонах в стиле Wila/Trumpf передняя фиксация “кнопочный щелчок” позволяет оператору стоять перед прессом, поднять, толкнуть и услышать щелчок фиксации. Загрузка одной рукой. Никакого бокового доступа. Не нужно тянуться вокруг ползуна. Он затянулся.
Но вот деталь, которую упускают большинство производителей пресс-форм: как только вес сегмента превышает примерно 12,5 кг (27,6 фунта), многие инструменты типа Wila/Trumpf — включая оригинальные (OEM) — переходят на боковые предохранительные штифты вместо передней кнопки. Экосистема та же. Метод фиксации другой.
Это говорит вам о многом. “Фирменная кнопка” — это не универсальное волшебство. Это инженерное решение, ограниченное пределами нагрузки.
Десять лет назад, если вы хотели настоящую систему извлечения с передней кнопкой, вы были фактически привязаны к поставкам OEM из-за патентной защиты. Существовали и сторонние варианты, но они часто ограничивались более медленной установкой на боковые штифты. Сегодня несколько серьезных производителей изготавливают идентичные хвостовики с двойным пазом и соответствующими интерфейсами кнопок для легких инструментов, а также надлежащие системы штифтов для тяжелых сегментов.
Я проверял сторонние изделия, которые встают в гидравлический зажим Wila, четко задействуют кнопку и не показывают измеримых отклонений в параллельности хвостовика или глубине паза по сравнению с образцами OEM.
Поэтому вопрос не в том, “может ли кто-то повторить кнопку?”. Во многих случаях — да.
Настоящий вопрос в том, выдерживают ли они одни и те же допуски на расположение паза относительно высоты пуансона, от партии к партии?
Я видел случай, когда смешанный комплект — легкие сегменты OEM и тяжелые сегменты стороннего производителя, все “типа Wila”, — привел к небольшому вертикальному расхождению между инструментами с фиксацией кнопкой и штифтом. Оператор регулировал глубину, чтобы добиться нужного угла. Проблема была не в зажиме. Проблема была в смешанном стеке базовых поверхностей. Тот тираж чуть не привел к списанию 40 панелей из нержавеющей стали, прежде чем кто-то измерил микрометром фактическую рабочую высоту.
Когда механизм фиксации интегрирован в тракт нагрузки, люфт — это не просто косметический дефект. Это структурная проблема.
Положите два пуансона рядом на верстак. Тот же профиль хвостовика. Те же двойные пазы. То же срабатывание кнопки. Один стоит на 30% дороже.
В чем подвох?
Покупая премиальный OEM или высококачественный сторонний инструмент Wila/Trumpf, вы обычно платите за сквозную закалку или глубокую индукционную закалку, за которой следует прецизионная шлифовка рабочих поверхностей и элементов хвостовика в рамках одного контролируемого технологического процесса. Это важно, потому что зажим опирается на закаленную шлифованную геометрию, а не просто на фрезерованную сталь с косметической шлифовкой.
Представьте гипотетическую ситуацию: пуансон с поверхностной закалкой глубиной 1,5 мм против пуансона, закаленного значительно глубже. После нескольких переточек в течение нескольких лет на инструменте с поверхностной закалкой обнажается более мягкий основной материал на плече хвостовика. При повторяющихся циклах гидравлического зажима это плечо микроскопически деформируется. Глубина зацепления кнопки меняется на сотые доли. Вы не заметите этого в первый месяц. Вы будете бороться с этим на третий год.
Вот за что вы на самом деле платите — за устойчивость к размерному дрейфу под воздействием усилия зажима.
Но один лишь бренд этого не гарантирует. Я проводил аудит инструментов премиальных брендов с отличной металлургией и аудит поставщиков среднего звена с эквивалентными профилями твердости и качеством шлифовки. Я также видел “бюджетные инструменты типа Wila”, где пазы были нарезаны до закалки, затем слегка деформировались во время термообработки и были зачищены ровно настолько, чтобы пройти проверку калибром.
Одна мастерская, с которой я работал, добавила бюджетную партию в комплект, состоящий в основном из OEM Wila. В течение шести месяцев на более дешевых сегментах появились следы износа только на одном плече паза — небольшое угловое смещение под предварительным натягом зажима. Не катастрофично. Но достаточно, чтобы начать погоню за допусками на длинных деталях.
Вы платите не за логотип. Вы платите за контроль процесса термообработки и шлифовки относительно гидравлического механизма безопасности.
И если поставщик не может сказать вам глубину своей закалки и последовательность шлифовки после термообработки, за что именно вы платите?
Вот где математика становится честной.
Возьмем крупнотоннажный архитектурный заказ: длинные панели из нержавеющей стали, видимая финишная отделка, жесткий допуск по углу на 3 метрах. В гидравлической зажимной системе Wila с ЧПУ-бомбированием станок предполагает постоянную высоту пуансона и геометрию паза, чтобы равномерно распределять нагрузку. Любое отклонение превращается в локальную ошибку угла, которую система управления не видит.
В таких условиях смешивание поставщиков — даже в рамках “стиля Wila/Trumpf” — вводит вторую переменную: разницу в базовой высоте между поставщиками. Даже систематическая разница в 0,01–0,02 мм между партиями смещает положение нейтральной оси ровно настолько, чтобы это стало заметно при глянцевом освещении.
Я проводил аудит на предприятии, использующем премиальную систему Wila, которое решило дополнить её сторонними сегментами для экономии на крупном заказе. По отдельности каждый поставщик выдерживал жесткие допуски. Но вместе их вертикальные базовые поверхности оказались немного смещены. Станок компенсировал это глобально. На деталях появились чередующиеся полосы углов в местах стыков сегментов. Несколько изделий пришлось отправить в брак после нанесения покрытия.
Экосистема не подвела. Подвели смешанные системы координат.
Теперь перевернем ситуацию. Мелкосерийные кронштейны, умеренное усилие, допуск ±1 градус, отсутствие косметических требований. В этом случае проверенный сторонний поставщик, который соответствует геометрии хвостовика, расположению паза и профилю твердости, может работать неотличимо от оригинала — при меньших затратах.
Премиальная цена оправдана, когда совпадают три условия:
Когда эти факторы отсутствуют, дисциплинированный подбор запчастей сторонних производителей внутри экосистемы Wila может быть оправдан.
Но не обманывайте себя относительно того, что это за система. Это не просто стандартный европейский профиль с красивой кнопкой. Это совместно спроектированный узел зажима и инструмента. Относитесь к нему как к замку с ключом. Совмещайте внутренний механизм, а не только контур.
Потому что если такое происходит в плотно интегрированной премиальной гидравлической системе, что это значит для цехов, пытающихся поддерживать производительность старых американских станков без такого уровня инженерного выравнивания?
Вот где начинаются настоящие компромиссы.
Я зашел в цех, где работал американский листогиб 1998 года с классическим хвостовиком 0,50 дюйма. Ручные зажимы. Установочные винты отполированы двадцатью годами затягивания. Оператор заменил пуансон, подтянул винты, нажал на педаль — и инструмент сместился на пару тысячных дюйма, прежде чем сел на место. Он затянулся.
Это маленькое движение — и есть вся суть.
На этих старых станках нет гидравлической кнопки, корректирующей геометрию паза. Нет встроенного предохранительного штифта. Усилие зажима передается непосредственно на относительно узкий хвостовик и ту площадь контакта плеча, которую оставил производитель инструмента. Каждая смена инструмента — это событие трения. Каждое событие трения — это износ. И в отличие от хвостовика европейского типа 13 мм или 20 мм с более широкой опорной поверхностью, этот полудюймовый американский хвостовик имеет меньше площади для распределения нагрузки. Меньше площадь — выше контактное напряжение при том же усилии. Это механика, а не лояльность к бренду.
Поэтому, когда вы спрашиваете, как цеха управляют рисками при работе на старом оборудовании, ответ не “купите каталог получше”. Ответ: “уважайте тот зажим, который у вас уже есть”. Этот листогибочный пресс был спроектирован под конкретную ширину хвостовика, высоту плеча и философию зажима еще два десятилетия назад. Ему нет дела до того, что сейчас модно в мире пресс-форм.
Если даже совместно спроектированная гидравлическая система «наказывает» за смешанные системы отсчета, как вы думаете, что произойдет, когда ваш единственный контроль выравнивания — это пара установочных винтов и «дедовские» методы?
Откройте актуальный каталог крупного поставщика — Wilson, Mate, Rolleri — и вы увидите то, что большинство упускает из виду. Они до сих пор производят инструмент американского стандарта (American Precision). И не из ностальгии. А как прибыльную линейку.
Это имеет значение.
Существует миф, что традиционный американский инструмент вымирает, что толкает цеха к покупке сомнительного импорта или заказу единичных изделий. Но поставщики, которые также производят европейские и Wila-профили, часто являются теми же самыми компаниями, которые каждую неделю шлифуют хвостовики 0,50 дюйма. Они уже окупили свою инфраструктуру для термообработки и шлифовки. Добавление еще одного профиля хвостовика — это вопрос изменения программы, а не полет на Луну.
Я проводил аудит в цехе, который закупил партию “достаточно подходящего” инструмента у дешевого поставщика, потому что они думали, что настоящий американский инструмент стоит как индивидуальный заказ. На первой же тяжелой операции при усилии 90 тонн на длине восемь футов один сегмент сместился ровно настолько, чтобы оставить след на плече матрицы. Не катастрофа. Но достаточно, чтобы отправить в брак окрашенную партию, потому что линия гиба «гуляла» от детали к детали.
Ирония в чем? Крупный поставщик держал в наличии именно тот профиль OEM по стандартной цене. Цех просто предположил, что это дефицит.
Механизм здесь такой: для инструмента строгального типа постоянство высоты и параллельность хвостовика важнее, чем гравировка бренда. Если поставщик шлифует рабочую поверхность и хвостовик за одну контролируемую установку после термообработки, вы сохраняете единую вертикальную базу. Если они фрезеруют до закалки, закаливают, а потом “доводят” — вы напрашиваетесь на деформацию. Именно так вы в итоге начинаете бороться с уводом угла на станке, у которого нет системы ЧПУ-бомбирования, чтобы вас спасти.
Поэтому фильтр при выборе поставщика — это не “Делают ли они американский стандарт?”, а “Шлифуют и закаливают ли они его с той же дисциплиной, что и свои премиальные линейки?”
Представьте гипотетическую ситуацию: у вас есть надежный 150-тонный американский пресс. Жесткая траверса. Хорошая гидравлика. Ручные зажимы. Вы выполняете разнообразные работы средними партиями с частой сменой инструмента. Кто-то предлагает модернизацию — установку быстросменной рейки европейского типа.
Теперь мы говорим о смене замка, а не только ключа.
Модернизация может иметь смысл, когда время смены инструмента и риски безопасности перевешивают стоимость переоснащения. Европейские системы обеспечивают более широкий захват хвостовика и часто имеют встроенную систему безопасности. Это уменьшает эффект «сползания и посадки», который наблюдается при использовании установочных винтов. Это также стандартизирует вас в рамках более широкой экосистемы инструмента.
Но вот что цеха недооценивают: модернизация не исправляет износ траверсы, прогиб станины или ограничения по рабочему пространству. Если ваш станок был спроектирован под определенную высоту закрытия и высоту пакета инструмента, добавление рейки может «съесть» рабочее пространство. Я видел, как после модернизации цех оказывался в тупике, потому что высокий гибочный инструмент больше не помещался под ходом ползуна.
Один цех, с которым я работал, провел модернизацию специально, чтобы снизить риск инцидента — тяжелый пуансон выскальзывал во время спешной переналадки. Модернизация окупилась за счет безопасности и сокращения времени переналадки в течение года. Другой цех сделал это в погоне за “европейской точностью” и обнаружил, что реальным ограничителем были допуски самого станка. Обновление инструмента выявило люфты станка, а не вылечило их.
Так стоит ли оно того?
Если вам нужна более быстрая переналадка, улучшенная фиксация и совместимость с будущими станками — возможно. Если вы думаете, что замена рейки магически превратит 20-летнюю раму в современную экосистему — вы мечтаете.
Мастер вручает мне пуансон с выбитым на нем названием давно исчезнувшего OEM-производителя. “Их больше не выпускают”, — говорит он. На самом деле он имеет в виду: “Наш снабженец не смог найти их в своих привычных каталогах”.”
Глобальные поставщики поддерживают складские запасы сегментированных матриц и чертежи устаревших изделий именно потому, что тысячи таких листогибочных прессов все еще работают. Многие снятые с производства профили OEM не исчезли; их просто не рекламируют. Геометрия хранится где-то в базе данных и ждет, когда кто-то задаст правильные вопросы: ширина хвостовика, высота плеча, общая высота и привязка к какой базовой поверхности?
Я видел, как цеха платили за “спецзаказ” профилей, которые на самом деле были на складе под другим названием. Секрет в том, чтобы правильно измерить ваш существующий инструмент — а не «на глаз». Замерьте микрометром толщину хвостовика. Проверьте параллельность. Уточните общую высоту от рабочей поверхности до посадочного места хвостовика. Затем сверьтесь с поставщиком, который работает с несколькими системами. Те, кто производит инструмент американского, европейского и Wila-стандартов, понимают разницу между профилями.
Одно предприятие отправило в брак небольшую партию, потому что они приняли “совместимую” матрицу, которая соответствовала по V-образному раскрытию и длине, но была на 0,02 мм выше их существующего комплекта. На старом прессе без автоматической компенсации это крошечное несоответствие суммировалось по всем сегментам и проявилось как изменение угла на стыках.
Снятый с производства не означает недоступный. Это означает, что вам нужен поставщик, который уважает системы координат так же, как и вы.
И в этом весь смысл, не так ли? Как только вы принимаете тот факт, что система зажима вашего станка является не подлежащим обсуждению фильтром — будь то гидравлическая система Wila или американский строгальный станок 1990-х годов, — следующий вопрос уже не “Кто дешевле?”, а “Кто понимает мою систему координат до того, как я отправлю запрос на коммерческое предложение (RFQ)?”
Хотите систематический способ проверки поставщика оснастки?
Начните с того, о чем они спрашивают, прежде чем выставить счет.
Самый быстрый способ вычислить дилетанта — это тишина. Вы отправляете запрос: “Европейский стандарт, сегменты 835 мм”, и через час получаете цену — без вопросов о типе зажима, модели станка, монтажной высоте, ограничениях по тоннажу. Это не эффективность. Это гадание на ваших деньгах.
Я видел этот фильм. Цех заказал “совместимую” оснастку для гидравлической зажимной системы середины 2000-х, потому что в каталоге было указано «универсальный европейский хвостовик». При первой же установке предохранительные кнопки не сели плотно в паз зажима. Пуансон выступал на волосок. Его затянули. И под нагрузкой этот волосок превратился в видимый след на каждом сгибе в партии. Детали не были браком на полу. Они стали браком при сборке у заказчика.
Поставщик, который понимает системы зажима, не будет спешить продать вам ключ, не разобравшись с замком.
Если они не просят цифр — прекращайте разговор.
Как минимум, они должны потребовать: точную марку и модель станка, тип зажима (ручной американский с установочными винтами, европейский быстросменный, гидравлический Wila и т. д.), монтажную высоту (расстояние от ползуна до стола в нижней мертвой точке), дневной просвет и максимальный тоннаж — и не просто тоннаж с таблички, а то, что вы реально используете на какой длине. Если они не поднимают вопрос о нагрузке на метр, они не думают о пути приложения силы.
И вот здесь большинство запросов становятся слабыми: вертикальная привязка. Общая высота инструмента от рабочей поверхности до посадочного места хвостовика. Не “стандартная высота”. А фактическая. Особенно если вы смешиваете новый инструмент с существующим, шлифованным до определенного допуска.
Стабильность высоты — это не роскошь, это стратегия базирования. Когда поставщик шлифует инструмент после термообработки за один установ, он сохраняет эту вертикальную взаимосвязь. Когда нет — вы будете подкладывать прокладки под сегменты, как будто настраиваете гитару.
Представьте гипотетическую ситуацию: два поставщика предлагают пуансон с углом 30 градусов. Один просит указать вашу монтажную высоту и высоту существующего инструмента с точностью до десятой доли миллиметра. Другой говорит: “Стандартная высота 4 дюйма”. Кто из них проектирует инструмент под ваш станок, а кто продает то, что есть на складе?
А вот «слепая зона», которую упускают большинство цехов: прочность профиля. Поставщик, который понимает вашу производственную экосистему, также спросит, что именно вы гнете — тип материала, толщину, целевой внутренний радиус. Потому что высокий и узкий остроугольный пуансон, который идеально подходит к вашему зажиму, все равно может выйти из строя, если поперечное сечение профиля не рассчитано на вашу нагрузку на погонный метр. Совместимость и прочность — это разные темы для обсуждения. Хороший поставщик учитывает и то, и другое.
“В наличии” кажется безопасным вариантом.
Иногда это так и есть. Иногда это означает, что они уже производят геометрию вашего хвостовика в больших объемах и контролируют ее достаточно хорошо, чтобы поддерживать одинаковую высоту в разных партиях. Это признак компетентности.
Но иногда “в наличии” означает, что они собираются заставить ваш станок принять то, что удобно им.
Если вы используете устаревший американский хвостовик строгального типа с определенным соотношением плеча, а они заявляют, что он лежит на полке и готов к отправке — спросите, сколько цехов сегодня используют именно эту геометрию. Если ответ расплывчат, вы покупаете не стандарт. Вы покупаете залежавшийся товар.
С другой стороны, долгие сроки поставки европейского инструмента также не всегда гарантируют точность. Я видел, как один цех двенадцать недель ждал брендовую оснастку от производителя оборудования, полагая, что задержка означает качество. Когда она пришла, она идеально подошла к зажиму, но они не перепроверили просвет после установки модернизированной рейки годом ранее. Новая высота стека «съела» зазор, необходимый для высокого коробочного инструмента. Прекрасная оснастка. Неправильный контекст системы.
Срок поставки имеет значение только тогда, когда он привязан к вашей системе координат.
Компетентный поставщик объяснит, почему профиль является складским — общая экосистема, контролируемая высота, постоянный спрос — или почему он является заказным — нестандартный хвостовик, измененная монтажная высота, модифицированное плечо. Они свяжут время с геометрией. Если они не могут этого сделать, вы снова выбираете «пресс-папье».
| Тема | Подробности |
|---|---|
| Основной вопрос | Когда статус “в наличии” на самом деле является тревожным сигналом в контексте сроков поставки и заказных профилей? |
| Восприятие статуса “В наличии” | “В наличии” кажется безопасным вариантом. Иногда это действительно отражает компетентность и контролируемое, воспроизводимое производство. |
| Когда “В наличии” свидетельствует о компетентности | Это может означать, что поставщик регулярно производит геометрию вашего хвостовика в больших объемах и поддерживает одинаковую высоту в разных партиях. |
| Когда “В наличии” — это тревожный сигнал | Это может указывать на то, что поставщик пытается сбыть удобные ему остатки со склада, вместо того чтобы соответствовать вашим конкретным системным требованиям. |
| Проблема с устаревшей геометрией | Если вы используете устаревший американский хвостовик строгального типа и он якобы готов к отправке, спросите, сколько цехов в настоящее время используют именно эту геометрию. |
| Предупреждение о расплывчатом обосновании | Если ответ поставщика об использовании продукта расплывчат, скорее всего, вы покупаете остатки со склада, а не настоящий стандарт. |
| Вводящие в заблуждение длительные сроки поставки | Длительные сроки поставки из Европы не всегда означают более высокую точность или качество. |
| Пример ошибочных предположений | Цех ждал двенадцать недель фирменную оснастку OEM, полагая, что задержка означает качество, но не проверил рабочую высоту после установки модернизированной направляющей. |
| Ошибка в контексте системы | Новая высота пакета уменьшила необходимый зазор для высокого инструмента — в результате получилась прекрасная оснастка, которая не подошла к системе. |
| Ключевой принцип | Срок поставки имеет значение только тогда, когда он привязан к конкретной системе координат и геометрии вашего станка. |
| Что делают компетентные поставщики | Они объясняют, является ли профиль складским (общая экосистема, контролируемая высота, постоянный спрос) или заказным (нестандартный хвостовик, измененная рабочая высота, модифицированное плечо). |
| Заключительное понимание | Компетентный поставщик связывает срок поставки с геометрией. Если он не может этого сделать, вы полагаетесь на предположения, а не на системную совместимость. |
Реальность цеха: “В наличии” — это хорошо только тогда, когда это соответствует вашему зажиму и логике высоты; в противном случае это просто быстрый металлолом.
Не делайте ставку на всё оборудование, основываясь только на брошюре.
Закажите небольшой, высокочувствительный тестовый комплект — два или три сегмента, которые будут стоять рядом с вашей существующей оснасткой на реальной работе. Измерьте общую высоту микрометром. Проверьте толщину хвостовика и параллельность. Затем установите их рядом с текущими сегментами, не меняя настроек станка.
Вот где проявляется истина.
Если поставщик заявляет о стабильности высоты ±0,0005 дюйма, вашему ползуну не нужно будет подстраиваться. Угол должен сохраняться на стыке между старыми и новыми сегментами. Если вы работаете на станке без ЧПУ-бомбирования, этот тест будет жестким — и это хорошо. Он мгновенно выявляет накопленные допуски.
И проверьте их под нагрузкой. Выполните работу, близкую к вашему типичному диапазону тоннажа на фут, а не легкую проверку на тонком листе. Следите за поведением посадки в зажиме. Прислушайтесь к тому едва уловимому сдвигу при нарастании давления. Правильная геометрия хвостовика будет ощущаться как «скучная». Никакого сползания. Никакой усадки после первого удара.
Однажды я видел, как цех проверял нового поставщика на косметической работе с 16-м калибром. Все выглядело идеально. Первая же работа с низкоуглеродистой сталью толщиной 1/4 дюйма при более высокой нагрузке рассказала настоящую историю — профиль прогнулся ровно настолько, чтобы изменить угол в середине пролета. Это не было катастрофическим отказом. Но этого хватило, чтобы отправить партию в брак, так как угол вышел за пределы допусков при сборке.
Правильный пробный заказ — это не только вопрос посадки. Это вопрос взаимозаменяемости и поведения под нагрузкой внутри вашей конкретной системы зажима.
Вот этот момент.
Вы перестаете спрашивать: “Кто лучший?” и начинаете спрашивать: “Кто ведет себя правильно в системе координат моего станка при реальной нагрузке?”
Как только поставщик проходит ваш запрос котировок (RFQ) и успешно выполняет реальный пробный заказ, вопрос меняется. Это уже не “Могут ли они сделать хороший инструмент?”, а “Смогут ли они продолжать делать инструменты, которые будут работать в моей конкретной системе зажима и через пять лет?”
Это та часть, которую большинство цехов никогда не формализуют.
Они относятся к успешному испытанию как к простому рукопожатию. А через полгода приходит вторая партия из другого производственного цикла, отшлифованная на другой оснастке, и внезапно ваш ноль ползуна снова “плывет”. Не потому, что инструмент «плохой». А потому, что вы никогда не привязывали отношения к системе координат вашего станка.
Именно здесь вы перестаете выбирать бренды и начинаете управлять системой.
Этот сдвиг прост и неудобен: ваш листогибочный пресс становится спецификацией. А не каталог.
Это означает, что вы документируете три вещи и относитесь к ним как к контролируемым данным: тип и размеры зажима (европейский, Wila, старый американский — вплоть до толщины хвостовика и расположения плеча), проверенная общая высота инструмента до рабочей поверхности и ваш реальный диапазон нагрузки в тоннах на фут. Не цифры из брошюры. Цеховые цифры.
Я видел, как один цех пропустил этот шаг после успешной пробной партии. Через полгода они перезаказали “такой же” 4-дюймовый европейский пуансон. Он отлично встал в зажим. Но он был на 0,02 мм выше, чем их имеющийся инвентарь. На бумаге — ничего особенного. В цеху это означало попытки выровнять угол на сегментированных настройках и потерю половины смены на возвращение к исходным параметрам.
В тот день никто не отправил деталь в брак.
Они отправили в брак время.
Когда вы фиксируете данные своего станка и требуете, чтобы каждый повторный заказ соответствовал этому диапазону высоты и геометрии хвостовика, вы устраняете фактор неожиданности. Экстренные перезаказы исчезают, потому что совместимость перестает быть предположением и начинает проверяться по фиксированному эталону.
Вы больше не покупаете оснастку. Вы защищаете стратегию базовых точек.
Толстый каталог говорит лишь о том, что они умеют шлифовать формы.
Запись о соответствии говорит вам о том, что они понимают ваш замок.
Вот как составить шорт-лист: в нем остаются только те поставщики, которые могут подтвердить документально поставки именно для вашего типа зажима — с допуском по повторяемости высоты и проверкой под нагрузкой. Не похожие. А именно такие.
Представьте гипотетическую ситуацию: цех в Дубае, работающий на экосистеме Amada, отказывается от дорогостоящей оригинальной оснастки (OEM) в пользу альтернативного поставщика для стали 42CrMo. На бумаге это звучит безрассудно. На практике новый поставщик обеспечил равномерную высоту в пределах ±0,0005 дюйма в разных партиях и точно повторил геометрию хвостовика Amada. Станку было все равно, какой там логотип. Ему было важно, чтобы ключ подходил к замку и выдерживал нагрузку.
В этом и заключается урок.
Репутация бренда — это лишь косвенный показатель качества. Доказанная совместимость с вашим зажимом — это прямое свидетельство.
Теперь об исключительных случаях, которые нужно учитывать. Некоторые задачи требуют нестандартных профилей — малых внутренних радиусов, высоких коробочных пуансонов, специальных гибочных матриц. Поставщик, который преуспевает в изготовлении нестандартных профилей, может не работать в вашей экосистеме ежедневно. Это не дисквалифицирует их. Это означает, что вы рассматриваете их как контролируемые исключения: с установленным целевым значением высоты, утвержденным чертежом хвостовика и проверкой первого изделия по вашему эталонному набору.
Составляйте шорт-лист на основе глубокого понимания экосистемы. Утверждайте исключения на основе замеров и валидации.
Уверенные закупки — это скучно.
Вы устанавливаете новый сегмент рядом с пятилетним. Вам не нужно менять нулевую точку ползуна. Вам не нужны прокладки. Вам не нужно “подкрадываться” к углу. Он просто работает. На тонком металле. Под большой нагрузкой.
Это чувство возникает не из доверия. Оно возникает из прослеживаемости.
Вы назначаете эталонный набор для измерения высоты — измеренный и задокументированный. Каждая новая партия проверяется по нему, прежде чем попасть на стеллаж. Вы требуете от поставщиков указывать фактическую измеренную общую высоту и размеры хвостовика в сопроводительных документах. Если они меняют последовательность шлифовки, партию материала или процесс термообработки, они уведомляют вас.
Это не корпоративная бюрократия. Это способ остановить постепенное отклонение в сегментированной экосистеме.
Потому что вот неочевидный момент: постоянство высоты — это не проблема оснастки. Это проблема стабильности системы. Как только вы начинаете смешивать экосистемы — даже незначительно — вы начинаете вносить компенсации на станке. И каждая компенсация скрывает следующее несоответствие.
Большинство производителей считают, что долгосрочная стратегия оснастки означает согласование лучших ценовых уровней.
Она означает настолько тесную привязку отношений с поставщиком к геометрии вашего станка, что смена поставщика ощущалась бы как смена замка, а не просто ключа.
И как только вы начинаете смотреть на это так, вопрос “Кто лучший производитель?” кажется совершенно неуместным.
Единственный вопрос, который имеет значение: кто доказал — со временем, под нагрузкой — что их ключ подходит к вашему замку без необходимости его подгонки?


















