

No inverno passado, fiquei ao lado de uma prensa de 10 pés enquanto um operador lutava para encaixar um punção “universal” novo na braçadeira. Entrou. Apertou. Até parecia alinhado.
Primeiro golpe a 120 toneladas, o ombro esquerdo cedeu. Na terceira dobra, a aba estava fora .030″ e a peça virou sucata.
O catálogo dizia que servia para “a maioria das prensas dobradeiras principais”. Essa palavra “maioria” está a fazer muito trabalho, não está?
Percorra qualquer oficina de médio porte e verá: ganchos americanos num suporte, europeus noutro, talvez um conjunto Wila encaixado em espuma como ferramentas cirúrgicas. Três geometrías. Três filosofias de fixação. No mesmo edifício.
Se a “compatibilidade universal” fosse real, não estaríamos ainda a viver com três padrões incompatíveis a disputar espaço no suporte. Os padrões só sobrevivem quando resolvem um problema mecânico real—transferência de carga, repetibilidade, segurança. Não permanecem por nostalgia.
Uma prensa dobradeira é como uma fechadura com chave. O gancho é a chave. Mude o perfil da chave e muda a forma como a força flui do martelo para a ferramenta e para a peça. Forçar a chave errada não só marca a chave—desgasta a fechadura.
Essa é a mudança que quero que faça: pare de perguntar “Vai caber na braçadeira?” e comece a perguntar “Esta ferramenta foi concebida para o meu sistema de fixação?” Porque coexistência não é história. É física.

Veja o estilo Americano: gancho mais alto, fixação por parafuso de aperto, carga suportada em cima. Europeu: gancho mais curto, fixação por cunha, caminho de carga diferente. Wila: gancho de precisão retificado com auto-alinhamento hidráulico ou mecânico, concebido para posicionamento vertical repetitivo sem calços.
Essas não são diferenças cosméticas. Elas determinam onde a força de fixação atua e como a tolerância vertical se acumula ao longo de 10 pés.
Há anos vi uma oficina tentar padronizar com ferramentas “compatíveis com Euro” numa frota mista. Na máquina americana mais antiga, os parafusos de fixação contactavam ligeiramente fora do centro. Em baixa tonelagem, tudo bem. A 80% de capacidade, o punção inclinava microscopicamente. Não dava para ver. Mas dava para medir.
Se uma geometria realmente lidasse com todos os casos de carga, os fabricantes de máquinas teriam convergido. Não convergiram. Então, o que é que está a perder quando finge que convergiram?
Agora chegamos à solução engenhosa: adaptadores.
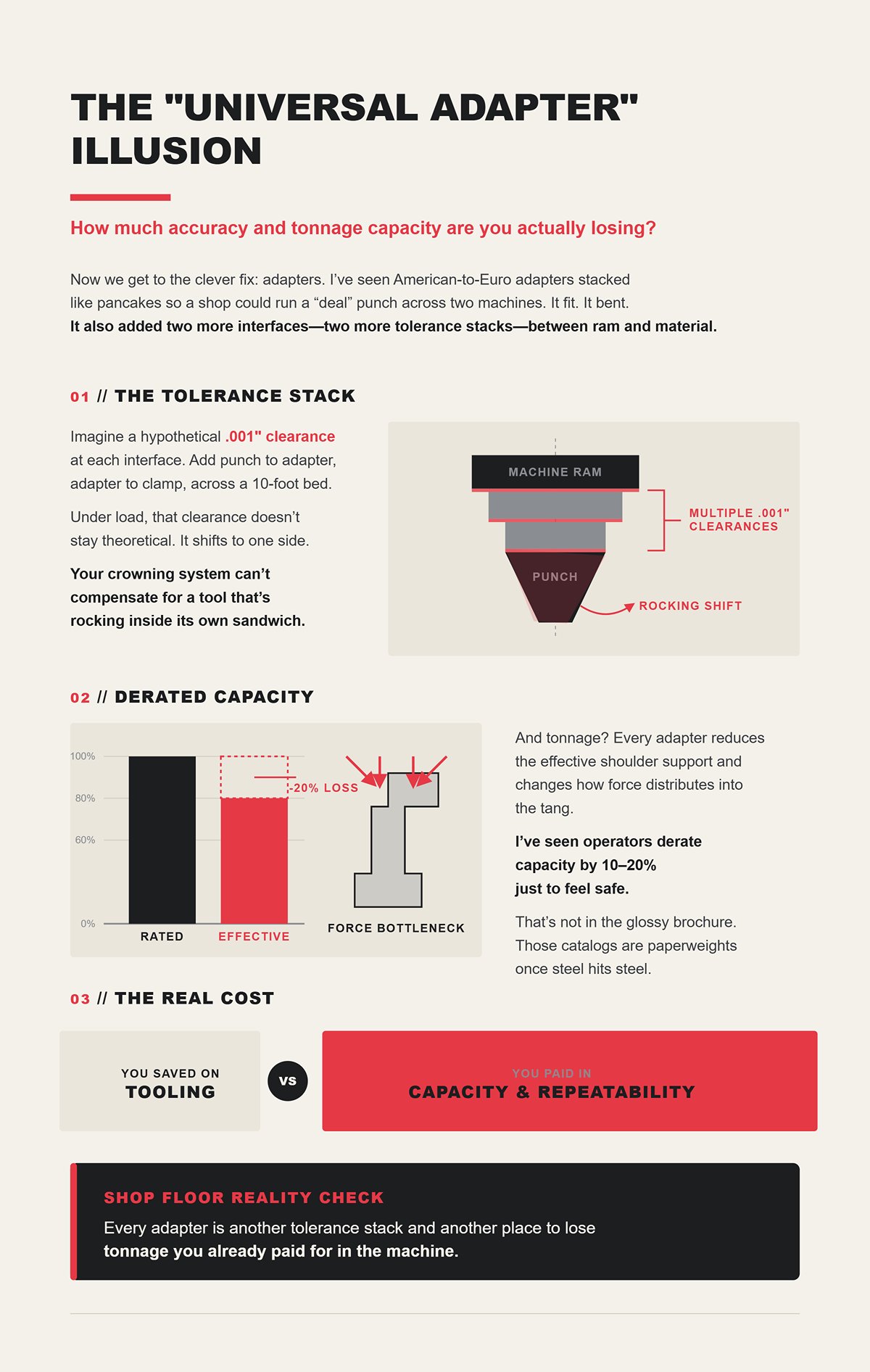
Já vi adaptadores de Americano para Euro empilhados como panquecas para uma oficina poder usar um punção “em promoção” em duas máquinas. Encaixou. Dobrou. Também adicionou mais duas interfaces—mais duas acumulações de tolerância—entre o martelo e o material.
Imagine uma folga hipotética de .001″ em cada interface. Some punção a adaptador, adaptador a fixação, ao longo de um leito de 10 pés. Sob carga, essa folga não permanece teórica. Desloca-se para um lado. O seu sistema de compensação não consegue corrigir uma ferramenta que balança dentro do seu próprio “sanduíche”.
E tonelagem? Cada adaptador reduz o suporte efetivo do ombro e muda a forma como a força se distribui no gancho. Já vi operadores reduzirem a capacidade em 10–20% só para se sentirem seguros. Isso não está no catálogo brilhante. Esses catálogos são pesos de papel assim que o aço bate no aço.
Você poupou na ferramenta. Pagou em capacidade e repetibilidade. Qual item da linha acha que custa mais ao longo de um ano?
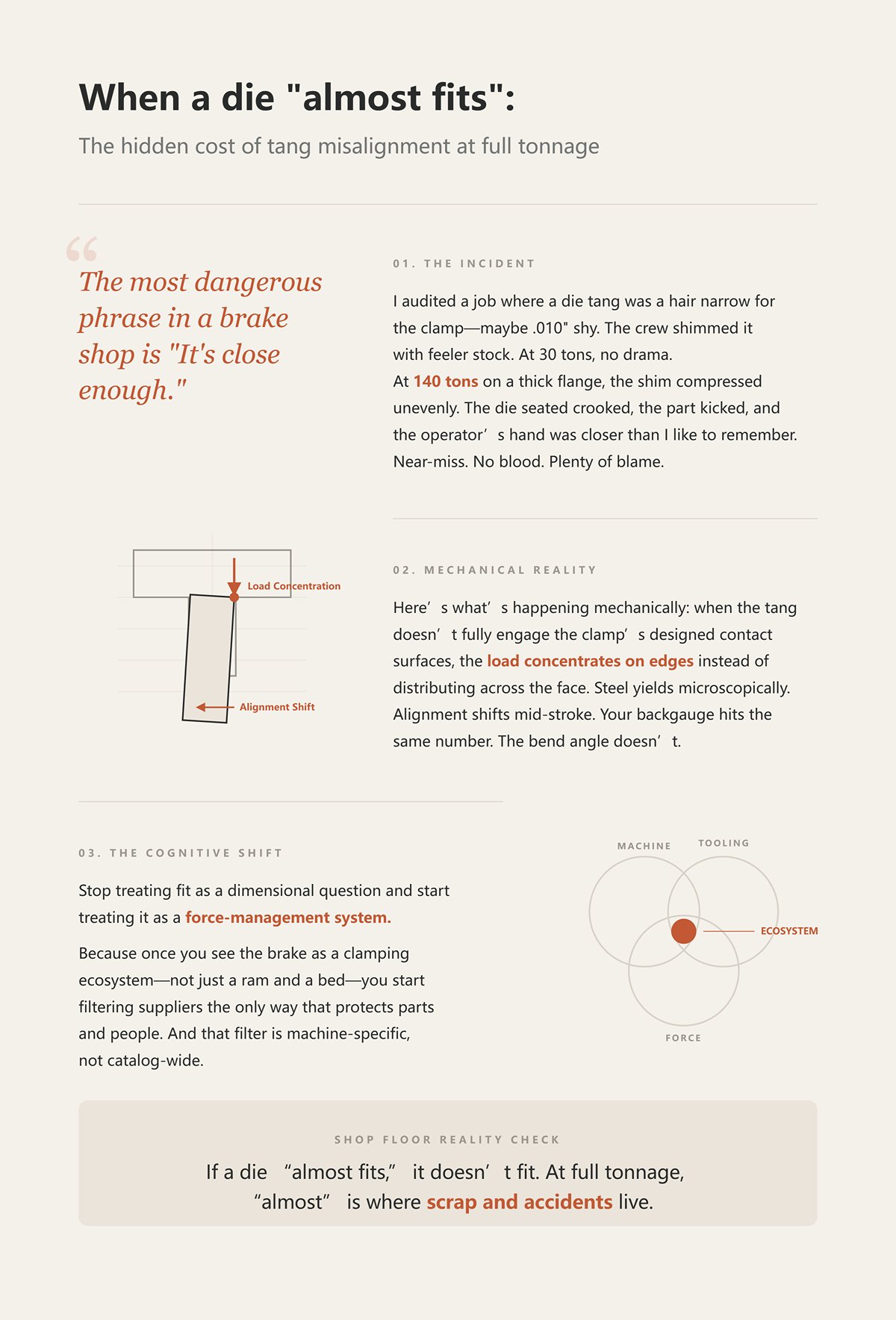
A frase mais perigosa numa oficina de prensa é “Está perto o suficiente.”
Auditei um trabalho em que o tang da matriz era um pouco estreito para a pinça — talvez 0,010″ a menos. A equipa calçou-o com lâmina calibrada. A 30 toneladas, sem drama. A 140 toneladas numa aba grossa, o calço comprimiu-se de forma desigual. A matriz assentou torta, a peça deslocou-se e a mão do operador ficou mais perto do que eu gosto de recordar. Quase-acidente. Sem sangue. Com muita culpa.
Aqui está o que acontece mecanicamente: quando o tang não envolve totalmente as superfícies de contacto projetadas da pinça, a carga concentra-se nas arestas em vez de distribuir-se pela face. O aço cede microscopicamente. O alinhamento desloca-se a meio curso. O batente traseiro regista o mesmo número. O ângulo da dobra não.
Essa é a mudança cognitiva: deixar de tratar o encaixe como uma questão dimensional e passar a tratá-lo como um sistema de gestão de forças.
Porque, quando se vê a prensa como um ecossistema de fixação — e não apenas como um carro e uma base — começa-se a filtrar fornecedores da única forma que protege peças e pessoas. E esse filtro é específico da máquina, não abrangente ao catálogo.
Já aceitou que o “encaixe universal” é um conto de fadas. Ótimo.
Agora a verdadeira questão aparece na sua bancada: Se a ferramenta universal é um mito, como determino o que realmente pertence à minha prensa?
Comece pelo tang, sim — mas não pare aí. Porque o tang é apenas o aperto de mão. O curso da máquina, a luz livre (daylight), a altura de fecho, o sistema de compensação (crowning) e a geometria da base decidem se esse aperto de mão se transforma num caminho de carga estável ou numa lenta deriva para o desperdício.
Medi um desfasamento vertical de 2 mm entre punções europeus novos, retificados com precisão, e stock legado na mesma máquina. Dois milímetros parecem pouco no papel. Numa cama de 10 pés a 100 toneladas, tornam-se uma inconsistência de ângulo em toda a extensão que se persegue com calços durante toda a tarde.
Aqueles catálogos lustrosos — pesos de papel — nunca listam os limites de altura de fecho da sua máquina ou o teto de curso que limita o seu envelope de conformação. Assumem que vai adaptar-se.
O aço não se adapta.
Então vamos decompor o que realmente dita a compatibilidade.
Imagine uma prensa europeia com fixação por cunha, concebida para ferramentas retificadas com precisão e tolerância de altura uniforme — tipicamente dentro de meio milésimo. Cada punção é feito para se situar no mesmo datum vertical para que a fixação hidráulica possa auto-assentar e repetir.
Agora mistura ferramentas mais antigas que sejam um milímetro mais altas.
Fixas a linha. Uma estação encosta primeiro. O sistema de cunha bloqueia aí. O resto dos punções fica, na prática, suspenso, à espera de tocar sob carga. A 20 toneladas, parece tudo bem. A 80, as estações mais baixas fletam de modo diferente. O teu sistema de compensação corrige a deflexão da mesa, não a inconsistência vertical das ferramentas.
Há anos vi uma oficina perder três horas a calçar cada estação num percurso de 12 pés porque as ferramentas novas e antigas eram “ambas estilo europeu”. Eram. Simplesmente não tinham sido fabricadas segundo a mesma filosofia de altura. Primeira produção? Duas peças rejeitadas antes de admitirem que a incompatibilidade não era erro do operador.
Esses 2 mm não são só um incómodo de afinação. Alteram onde a braçadeira agarra, quão uniformemente assenta e como a carga se transfere para o êmbolo. Europeias, Wila, americanas antigas — não diferem apenas nas patilhas. São sistemas de controlo vertical diferentes.
Se a tua máquina exige altura uniforme e retificada de precisão, o teu fornecedor tem de viver nesse ecossistema. Misturar épocas dentro do mesmo “estilo” é como começam as acumulações de tolerâncias.
Auditei uma quinadeira hidráulica dos anos 1990 atualizada com um controlo CNC moderno. No papel, parecia atual. Em aço, continuava a ser uma máquina dos anos 1990.
O curso era limitado. A abertura — a distância livre entre o êmbolo e a mesa — era curta. A altura de fecho — a distância no ponto morto inferior — estava fixada segundo dimensões de ferramentas ao estilo americano antigo.
A oficina comprou um conjunto alto de punções segmentados ao estilo europeu porque o catálogo dizia que “serve na maioria das marcas principais”. Encaixava na braçadeira. Depois tentaram uma dobra de caixa profunda.
O êmbolo atingiu o limite de curso antes de a aba limpar o corpo do punção. Não conseguiam abrir o suficiente para extrair a peça sem reprogramar e reorganizar a sequência de dobra. O tempo de configuração duplicou. Culpavam a programação.
Não era programação. Era geometria.
As máquinas mais antigas têm frequentemente menor abertura e curso mais curto. As ferramentas modernas mais altas consomem rapidamente esse espaço. E se a tua altura de fecho foi projetada para um sistema de patilha mais alto, mudar para um mais curto altera onde o ponto morto inferior fica em relação à altura do veio.
Isso afeta a curva de tonagem e a repetibilidade do ângulo.
Imagina um exemplo hipotético: a tua quinadeira tem 18 polegadas de abertura. O conjunto de ferramentas consome 14. Adiciona a espessura do material e a altura da aba. Quanto espaço resta realmente para extrair a peça ou fazer rebatimento?
Compatibilidade não é apenas “encaixa?”. É “funciona dentro dos limites físicos de curso da minha máquina sem comprometer a sequência de dobra ou a segurança”.”
Duas quinadeiras de 10 pés. Ambas com capacidade de 130 toneladas. Ambas a usar ferramentas ao estilo europeu.
Uma usa cunhas de compensação manuais sob a mesa. A outra usa compensação hidráulica controlada por CNC ligada ao retorno de força. A espessura da mesa e as características de deflexão variam conforme a marca e a época de fabrico.
Carregue ambos até 100 toneladas em todo o comprimento. O primeiro depende de compensação definida pelo operador. O segundo ajusta-se ativamente para manter um ângulo consistente ao longo da viga.
Agora introduza ferramentas retificadas com tolerância de altura de ±0,0005 polegada. Na máquina com coroamento hidráulico, essa precisão traduz-se em repetibilidade. No sistema manual, qualquer pequena inconsistência na configuração de coroamento é amplificada ao longo do comprimento.
Vi uma oficina trocar um conjunto de matrizes de precisão Wila-compatível de alta qualidade para uma cama mais antiga com desgaste irregular no meio do vão. As ferramentas estavam perfeitas. A cama, não. Andaram atrás da variação de ângulo ao longo de 8 pés e culparam o fornecedor das ferramentas. Uma tarde depois, fizemos um teste de toque com azul e encontrámos pontos altos.
Ferramentas de precisão amplificam a geometria da máquina — para melhor ou para pior.
E é aqui que os fóruns ficam barulhentos: “Usamos ferramentas americanas no nosso travão europeu. Basta ajustar o ângulo do punção de 90 para 88 graus.” Sim, é possível compensar a geometria angular. Não é possível compensar padrões de deflexão da cama que o teu sistema de coroamento não foi concebido para lidar com esse tipo de encaixe e distribuição de carga.
Adaptadores e truques de ângulo resolvem a geometria. Não resolvem a física do percurso de carga.
Vamos empilhá-las honestamente.
Uma altura de encaixe ligeiramente desalinhada. Curso que mal liberta ferramentas altas. Coroamento que assume distribuição uniforme de carga. Uma cama com padrões de desgaste formados por décadas de trabalhos carregados ao centro.
Individualmente, cada problema é gerível. Juntos, acumulam-se.
Analisei uma série de suportes pesados onde matrizes com classificação de baixa tonelagem — perfeitamente compatíveis em estilo de encaixe — foram usadas numa prensa de alta capacidade. Sob carga máxima, os ombros da matriz começaram a deformar-se. Nada catastrófico. Só deformação suficiente para alterar a largura da abertura em V durante o turno. O ângulo desviou-se. Os operadores compensaram com a profundidade. O lote seguinte correu noutra máquina e saiu fora de tolerância. Quarenta peças no caixote de desperdícios antes de alguém perceber que a origem estava na classificação da matriz em relação à tonelagem real aplicada.
O encaixe correspondia. O percurso de carga não respeitou o limite estrutural da matriz.
Quando as tolerâncias se acumulam, nenhum representante de catálogo está ao teu lado na prensa. O fabricante aponta para as folhas de especificações. O operador aponta para as folhas de configuração. O caixote de desperdícios apenas se vai enchendo, silenciosamente.
Eis o mecanismo: cada interface — grampo com encaixe, encaixe com corpo do punção, punção com material, material com matriz, matriz com cama — tem uma tolerância. Se o ecossistema da tua máquina e o ecossistema das tuas ferramentas não foram concebidos em conjunto, essas tolerâncias somam-se em vez de se anularem.
E somam-se sempre sob carga.
Portanto, quando perguntas: “Como determino o sistema de ferramentas certo para a minha prensa específica?”, a resposta não é lealdade à marca. É isto: corresponde o estilo de fixação, a filosofia de altura vertical, o curso útil, o método de coroamento, a geometria da cama e a classificação de tonelagem como um único sistema — específico para a marca e modelo da tua prensa.
Qualquer coisa abaixo disso é apostar com tolerâncias acumuladas.
Começa com uma fita métrica e uma lanterna, não com um catálogo.
Retira um punção da tua braçadeira. Mede a espessura da lingueta em três pontos ao longo de 150 mm. Verifica a largura do ombro. Marca a lingueta com azul, prende-a, faz descer o êmbolo sob ligeira pressão, depois retira-a e observa o padrão de contacto. Contacto total na face, ou riscas brilhantes nas bordas?
Esse é o primeiro passo: verificar o que a tua braçadeira realmente agarra e quão uniformemente o faz. Não o que diz a chapa da máquina. O que diz o aço.
Agora, eis porque isto importa. As ferramentas do tipo Promecam/Amada dominam a maioria das quinadoras de baixa a média tonelagem que saem da Ásia. Estão por todo o lado. O que significa que o mercado está inundado de punções “compatíveis” retificados conforme a tolerância que a fábrica decidiu aplicar nessa semana. Se a tua braçadeira foi maquinada para uma lingueta de 12 mm mantida com paralelismo apertado e o fornecedor te envia uma de 11,92 mm com ligeira inclinação, ainda irá “encaixar”. Só que não distribui a carga de forma uniforme.
Auditei uma oficina a utilizar uma braçadeira hidráulica estilo Amada em que um punção de terceiros assentava firme no centro mas balançava nas extremidades. Sob 90 toneladas em 8 pés, essa pequena inclinação transferiu a carga para o meio do vão. Os ângulos estavam corretos no centro, abertos nas pontas. Pensaram que era arqueamento. Não era arqueamento. Era geometria da lingueta.
Quando falamos em precisão de estilo europeu, não falamos de um logótipo. Falamos de quem realmente mantém a espessura da lingueta, a esquadria do ombro e a tolerância de altura do punção conforme o que a tua braçadeira foi projetada para usar. Esse é o filtro.
O processo passo a passo começa aqui:
Tudo o resto é ruído.
Imagina um suporte Promecam de 3 metros carregado com quinze segmentos de punções de 150 mm. Um fica lascado devido a um movimento errado do batente traseiro. Substituis esse segmento. Feito. Dez minutos.
Essa simplicidade modular é a razão pela qual as ferramentas de estilo europeu se espalharam globalmente. São reparáveis. São práticas. Não exigem substituir o comprimento total como alguns sistemas de alta integração.
Então, onde traças a linha entre precisão premium e substituição em massa?
Não no nível da marca. Na consistência das tolerâncias entre segmentos.
Se os teus segmentos variam em altura mesmo que apenas 0,02 mm entre lotes, vais notar em dobras longas como pontos de pressão alternados. Numa quinadora com arqueamento CNC ligado ao feedback de tonelagem, essa variação de altura transforma-se em variação de ângulo. A máquina compensa globalmente. A inconsistência é local.
Observei uma produção de painéis em inox onde segmentos de lotes mistos—mesmo “estilo Amada”, diferentes séries de fabrico—produziram um ligeiro efeito de ondulação ao longo da linha de dobra. Invisível até à pintura em pó. Depois foi sucata. Todos os segmentos “encaixavam”. Simplesmente não estavam retificados para o mesmo datum vertical.
O preço de um OEM de topo normalmente garante-te um controlo mais apertado entre lotes. O preço de substituição em massa geralmente dá-te um controlo estatístico mais folgado mas um custo unitário mais baixo. A decisão não é filosófica. É sobre a tolerância da tua peça e o comprimento da dobra.
Se estiver a efetuar dobra aérea de suportes curtos a ±1 grau, o volume pode ser aceitável. Se estiver a fazer bainhas em painéis arquitetónicos de 8 pés que são inspecionados sob luz de brilho, precisa de consistência na tolerância de altura em todos os segmentos dessa braçadeira.
A linha é definida pela tolerância mais apertada que a sua peça acabada exige — não pelo nível de marketing do fornecedor.
Verificação da Realidade no Chão de Fábrica: Se misturar segmentos de três fornecedores e esperar uma linha de dobra reta, está a apostar o seu acabamento em microns invisíveis.
Os preços do OEM doem. Eu compreendo.
Os principais fabricantes de prensas dobradeiras agora adotam o estilo Promecam/Amada por defeito em novas máquinas, porque equilibra custo e funcionalidade na maioria das aplicações. Isso não significa que cada punção OEM seja feito de aço mágico. Significa que as suas ferramentas são fabricadas de acordo com a geometria da braçadeira que fornecem.
Então, como avaliar um fornecedor terceirizado sem deitar dinheiro ao lixo?
Peça três coisas:
Se a resposta for “encaixa no estilo Amada”, isso não é uma especificação. É um encolher de ombros.
Imagine um cenário hipotético: a sua braçadeira hidráulica foi usinada para uma lingueta de 12,00 mm com uma expectativa de ±0,01 mm. Um fornecedor terceirizado trabalha com ±0,05 mm. No pior caso, fica 0,04 mm abaixo do tamanho. Sob força de aperto, o punção assenta um pouco mais fundo. Isso desloca a sua referência vertical. Multiplique isso pelas tolerâncias acumuladas — altura da matriz, desgaste da cama, compensação — e a profundidade programada já não corresponde ao ângulo formado.
Aperta.
E quando aperta de forma desigual ao longo da viga, introduz carga lateral num sistema projetado para trajetórias de carga centradas. É assim que as braçadeiras se desgastam prematuramente e os punções desenvolvem marcas de desgaste brilhantes apenas num dos ombros.
Analisei um caso em que as linguetas de um fornecedor económico eram consistentemente 0,03 mm mais finas. A oficina compensou com pressão de aperto. Seis meses depois, os pistões da braçadeira hidráulica mostravam padrões de desgaste irregulares. As ferramentas pouparam dinheiro. A reconstrução da braçadeira eliminou a poupança.
Fornecedores terceirizados podem funcionar. Mas apenas se a disciplina de tolerância deles corresponder ao ecossistema em que a sua máquina foi construída.
Os nomes dos modelos mentem. As braçadeiras não.
Uma Amada mais antiga com cunhas manuais não se comporta como uma Amada mais recente com grampos hidráulicos, mesmo que ambas digam “estilo Promecam”. As variações da LVD podem diferir na geometria do ombro e na profundidade da superfície de fixação. No papel, Promecam é um perfil. Na realidade, é uma família.
Portanto, o teu processo precisa de mais uma camada:
Depois, compara esses dados físicos com o desenho técnico do fornecedor — não com a ficha comercial. O desenho técnico.
Uma vez vi uma oficina encomendar punções “compatíveis com LVD” para uma máquina de meados dos anos 2000. A largura da lingueta correspondia. O raio do ombro, não. Sob carga, o punção assentava ligeiramente fora da superfície de contacto prevista. Com o tempo, poliu um novo caminho de desgaste na face do grampo. A chave encaixava na fechadura — até começar a alargar a fechadura.
Essa é a realidade de encaixe de fechadura dos sistemas de estilo europeu. Eles alinham o eixo central do martelo com o corpo do punção para eliminar cargas desalinhadas. Mas isso só funciona se a geometria da lingueta e do ombro corresponder ao que o grampo foi maquinado para receber.
Não estás a comprar uma forma. Estás a comprar o alinhamento do caminho de carga.
E essa é a ponte para o que vem a seguir. Porque, se o estilo europeu exige este nível de disciplina, espera até veres sistemas em que a ferramenta e o grampo foram concebidos como uma unidade proprietária única.
Já viste como uma variação de 0,02 mm na altura num conjunto “de estilo europeu” se traduz diretamente no teu ângulo de dobra. Agora imagina o seguinte: o grampo e a lingueta do punção não foram apenas fabricados com o mesmo perfil — foram projetados como um par ajustado, com um botão de segurança com mola concebido para encaixar numa geometria de ranhura específica sob pré-carga.
Isso é Wila/Trumpf.
Nestes sistemas, a lingueta não é apenas retida por fricção ou pressão de cunha. É indexada e mantida por um mecanismo frontal de botão que se engata em ranhuras duplas numa lingueta de 20 mm, controlando a posição vertical e a extração sob carga. O curso do cilindro do grampo, a profundidade da ranhura, o curso do botão — tudo desenhado em conjunto. Já não estás apenas a alinhar espessura e paralelismo. Estás a alinhar peças móveis.
É aqui que a regra do “ecossistema em primeiro lugar” deixa de ser um conselho e passa a ser uma condição de sobrevivência. Porque, quando o grampo e a ferramenta são co-projetados, “compatível” não tem a ver com a silhueta. Tem a ver com se a tua chave corresponde às molas internas e aos detentores dentro da fechadura.
E se não corresponder, o que cede primeiro — a ferramenta ou o grampo?
Vamos ser específicos.
Nos punções mais leves de estilo Wila/Trumpf, a fixação frontal “com clique de botão” permite que um operador se posicione em frente à prensa, levante, pressione e ouça o encaixe a prender. Carregamento com uma só mão. Sem acesso lateral. Sem ter de contornar o martelo. Ficou apertado.
Mas aqui está o detalhe que a maioria dos pesos de papel ignora: assim que se ultrapassa aproximadamente 12,5 kg (27,6 lb) por segmento, muitas ferramentas do estilo Wila/Trumpf — incluindo OEM — passam a utilizar pinos de segurança de entrada lateral em vez do botão frontal. Mesmo ecossistema. Método de retenção diferente.
Isso diz-lhe algo importante. O “botão proprietário” não é mágico em todos os casos. É uma solução de engenharia dentro de limites de carga.
Há uma década, se queria uma extração verdadeira por botão frontal, ficava praticamente preso ao fornecimento OEM por causa da proteção de patentes. Havia opções de mercado secundário, mas normalmente usavam instalações mais lentas com pinos laterais. Hoje, diversos fabricantes sérios maquinam tangs idênticos com duplo rasgo e interfaces de botão correspondentes para ferramentas mais leves e sistemas de pino adequados para segmentos pesados.
Analisei peças de mercado secundário que se encaixam num grampo hidráulico Wila, acionam o botão de forma limpa e não apresentam qualquer desvio mensurável no paralelismo do tang ou na profundidade do rasgo em comparação com amostras OEM.
Portanto, a questão não é “Será que alguém consegue igualar o botão?” Em muitos casos, sim.
A verdadeira questão é: estão a manter as mesmas tolerâncias posicionais no rasgo em relação à altura do punção, lote após lote?
Vi um quase acidente com um conjunto misto — segmentos leves OEM e segmentos pesados de mercado secundário — todos “estilo Wila”, que introduziu uma ligeira discrepância vertical entre ferramentas retidas por botão e por pino. O operador ajustou a profundidade para buscar o ângulo. O grampo não era o problema. A referência mista era. Essa execução quase resultou em 40 painéis de inox descartados antes que alguém medisse a altura real de trabalho.
Quando o mecanismo de retenção está integrado no caminho da carga, o jogo não é apenas estético. É estrutural.
Coloque dois punções lado a lado na bancada. Mesmo perfil de tang. Mesmos duplos rasgos. Mesmo encaixe do botão. Um custa 30% mais.
Onde está o dinheiro?
Em ferramentas OEM premium e de mercado secundário de topo Wila/Trumpf, normalmente paga-se por endurecimento integral ou indução profunda, seguido de retificação de precisão das superfícies de trabalho e das características do tang num único processo controlado. Isso importa porque o grampo assenta sobre geometria endurecida e retificada — não apenas aço fresado com uma passagem de retificação cosmética.
Imagine um caso hipotético: um punção endurecido à superfície com 1,5 mm de profundidade versus outro significativamente mais profundo. Após alguns rebruços ao longo dos anos, a ferramenta com endurecimento superficial expõe material mais macio na base do tang. Sob ciclos repetidos de fixação hidráulica, essa base deforma-se microscopicamente. A profundidade de engate do botão altera-se em centésimos. Não notará no primeiro mês. Vai sentir no terceiro ano.
É isso que realmente está a comprar — resistência à deriva dimensional sob força de fixação.
Mas a marca sozinha não garante isso. Auditei ferramentas de marca premium com excelente metalurgia e fornecedores de nível intermédio com perfis de dureza e qualidade de retificação equivalentes. Também vi ferramentas “económicas estilo Wila” em que os rasgos foram cortados antes do endurecimento, depois distorcidos ligeiramente durante o tratamento térmico e limpos apenas o suficiente para passar no calibre de aprovação.
Uma oficina com que trabalhei misturou um lote de baixo custo num conjunto maioritariamente OEM Wila. Em seis meses, os segmentos mais baratos mostravam marcas de desgaste apenas num dos lados do rasgo — ligeiro desalinhamento angular sob pré-carga do grampo. Não catastrófico. Apenas o suficiente para começar uma perseguição de tolerâncias em peças longas.
Não está a pagar por um logótipo. Está a pagar pelo controlo de processo no tratamento térmico e na retificação, em relação a um mecanismo de segurança hidráulico.
E se o fornecedor não consegue dizer qual é a profundidade do endurecimento e a sequência de retificação pós-tratamento, por que exatamente está a pagar?
É aqui que a matemática fica honesta.
Imagine um trabalho arquitetónico de alta tonelagem: painéis longos de aço inoxidável, acabamento visível, tolerância de ângulo apertada ao longo de 3 metros. Num sistema de aperto hidráulico Wila com compensação CNC, a máquina assume uma altura de punção consistente e geometria de ranhura uniforme para poder distribuir a carga de forma equilibrada. Qualquer desvio torna-se um erro de ângulo local que o controlo não consegue detetar.
Nesse ambiente, misturar fornecedores — mesmo dentro do “estilo Wila/Trumpf” — introduz uma segunda variável: referência de altura entre fornecedores. Até uma diferença sistemática de 0,01–0,02 mm entre lotes desloca a posição do eixo neutro o suficiente para ser visível sob luz brilhante.
Auditei uma instalação com um sistema Wila premium que decidiu complementar com segmentos de terceiros para poupar num pedido grande. Individualmente, cada fornecedor mantinha tolerâncias apertadas. Juntos, os seus referenciais verticais estavam ligeiramente deslocados. A máquina compensou de forma global. As peças apresentavam bandas de ângulo alternadas nos pontos de união dos segmentos. Algumas peças acabaram descartadas após o revestimento.
O ecossistema não falhou. Foram as referências misturadas que falharam.
Agora ao contrário. Suportes de pequena série, tonelagem moderada, tolerância ±1 grau, sem exigência cosmética. Nesse caso, um fornecedor de terceiros verificado, que corresponda na geometria da haste, posicionamento da ranhura e perfil de dureza, pode ter desempenho indistinguível do OEM — a um custo inferior.
O premium é justificado quando três condições se acumulam:
Quando essas condições não se verificam, uma aquisição disciplinada no mercado secundário dentro do ecossistema Wila pode fazer sentido.
Mas não se iluda sobre o que este sistema é. Não é um perfil genérico europeu com um botão elegante. É um conjunto de aperto e ferramenta co-projetado. Trate-o como uma fechadura com chave única. Combine o mecanismo interno, não apenas o contorno.
Porque se isto acontece num sistema hidráulico premium integrado de forma estreita, o que significa para oficinas que tentam manter máquinas americanas mais antigas produtivas sem este nível de alinhamento projetado?
Aí é que começam os compromissos reais.
Entrei numa oficina que operava uma prensa americana de 1998 com a clássica haste de 0,50 polegadas. Aperto manual. Parafusos de fixação polidos por vinte anos de apertos. O operador trocou um punção, apertou os parafusos, carregou no pedal — e a ferramenta deslocou-se talvez alguns milésimos antes de assentar. Ficou apertada.
Esse pequeno movimento conta toda a história.
Nestes equipamentos antigos, não existe botão hidráulico a corrigir a geometria da ranhura. Nem pino de segurança integrado. A força de aperto atua diretamente sobre uma haste relativamente estreita e a área de contacto do ombro que o fabricante da ferramenta lhe deixou. Cada troca de ferramenta é um evento de fricção. Cada evento de fricção é desgaste. E, ao contrário de uma haste de estilo europeu de 13 mm ou 20 mm com área de assentamento mais ampla, essa haste americana de meia polegada tem menos superfície para distribuir a carga. Menos área significa maior tensão de contacto sob a mesma tonelagem. Isso é mecânica, não fidelidade à marca.
Portanto, quando perguntas como as oficinas gerem o risco em ferro mais antigo, a resposta não é “compra um catálogo melhor”. É “respeita o bloqueio que já tens”. Esse travão foi maquinado para uma largura de lingueta, altura de ombro e filosofia de fixação específicas há duas décadas. Não se interessa pelo que está na moda em pesos de papel este ano.
Se até um sistema hidráulico co-projetado penaliza referências de enquadramento misturadas, o que achas que acontece quando o teu único controlo de alinhamento são dois parafusos de ajuste e conhecimento transmitido oralmente?
Abre um catálogo atual de um grande fornecedor — Wilson, Mate, Rolleri — e verás algo que a maioria das pessoas ignora. Eles ainda fabricam no estilo American Precision. Não como um ato de nostalgia. Mas como uma linha rentável.
Isso importa.
Há um mito que circula de que a ferramenta americana tradicional está a tornar-se extinta, o que leva as oficinas a recorrer a importações duvidosas ou a produções personalizadas únicas. Mas os fornecedores que também fabricam perfis europeus e Wila são muitas vezes os mesmos que retificam linguetas de 0,50 polegadas todas as semanas. Já amortizaram a sua infraestrutura de tratamento térmico e retificação. Adicionar outro perfil de lingueta é uma alteração de programação, não uma façanha impossível.
Auditei uma oficina que comprou um lote “suficientemente parecido” de uma fonte de baixo custo porque achava que uma ferramenta de estilo americano autêntica exigia preços personalizados. Na primeira execução pesada a 90 toneladas em oito pés, um segmento deslocou-se só o suficiente para marcar o ombro da matriz. Não foi catastrófico. Apenas o suficiente para inutilizar uma série pintada, porque a linha de dobra variava de peça para peça.
A ironia? Um fornecedor de primeira linha tinha em stock o perfil OEM exato, disponível de imediato a preço normal. A oficina apenas presumiu que fosse escasso.
Eis o mecanismo: nas ferramentas de estilo plaina, a consistência de altura e o paralelismo da lingueta importam mais do que a gravação da marca. Se o fornecedor retifica a superfície de trabalho e a lingueta numa única configuração controlada após o tratamento térmico, mantém-se um único datum vertical. Se maquinam antes do aquecimento, endurecem e “ajustam” mais tarde, provocam distorção. É assim que acabas a tentar corrigir desvios de ângulo numa máquina que não tem compensação CNC para te salvar.
Portanto, o filtro de aquisição não é “Fabricam no estilo americano?” É “Retificam e endurecem com a mesma disciplina que aplicam às suas linhas premium?”
Imagina o cenário hipotético: tens um travão americano sólido de 150 toneladas. Cilindro apertado. Boa hidráulica. Fixações manuais. Operas com grande variedade de peças e volume moderado, trocando ferramentas frequentemente. Alguém propõe um trilho de substituição rápido de estilo europeu.
Agora estamos a falar de mudar a fechadura, não apenas a chave.
A adaptação pode fazer sentido quando o tempo de troca de ferramenta e o risco de segurança superam o custo da modificação. Os sistemas europeus oferecem um engate de lingueta mais largo e muitas vezes retenção de segurança incorporada. Isso reduz o comportamento de “assentar” que se observa com parafusos de fixação. Também te alinha com um ecossistema de ferramentas mais amplo.
Mas eis o que as oficinas subestimam: a adaptação não corrige desgaste do cilindro, deflexão da mesa ou limitação de abertura. Se a tua máquina foi concebida para uma altura de fecho e empilhamento específicas, adicionar um trilho pode reduzir a abertura útil. Já vi uma adaptação deixar uma oficina em apuros porque as ferramentas altas já não cabiam no curso.
Uma oficina com que trabalhei adaptou a máquina especificamente para reduzir um quase-acidente — um punção pesado que escorregou durante uma troca apressada. A modificação compensou-se por si mesma em segurança e tempo de troca dentro de um ano. Outra fez isto em busca da “precisão europeia” e descobriu que as tolerâncias da própria máquina eram o verdadeiro limitador. A atualização de ferramentas revelou a folga da máquina; não a curou.
Então, vale a pena?
Se precisas de trocas mais rápidas, melhor retenção e alinhamento com máquinas futuras, talvez. Se pensas que trocar o trilho transforma magicamente uma estrutura de 20 anos num ecossistema co-projetado, estás a sonhar.
Um encarregado entrega-me um punção estampado com o nome de um OEM há muito desaparecido. “Já não fabricam isto,” diz ele. O que ele realmente quer dizer é: “O nosso comprador não conseguiu encontrar isto nos habituais ”pressiona-papéis’ dele.”
Fornecedores globais mantêm inventários de matrizes segmentadas e desenhos de legado precisamente porque milhares destes prensas dobradeiras continuam a funcionar. Muitos perfis OEM descontinuados não estão extintos; simplesmente não são divulgados de forma visível. A geometria vive numa base de dados algures, à espera que alguém faça a pergunta certa: largura da lingueta, altura do ombro, altura total e referência a partir de que datum?
Já vi oficinas pagarem taxas “personalizadas” por perfis que na realidade estavam em stock sob uma convenção de nomenclatura diferente. O truque é medir corretamente a sua ferramenta existente — não confiar no “olhómetro”. Meça a espessura da lingueta. Verifique o paralelismo. Confirme a altura total desde a superfície de trabalho até ao assento da lingueta. Depois cruze com um fornecedor que trabalhe com vários sistemas. Os que cortam estilos Americano, Europeu e Wila percebem a tradução entre perfis.
Uma operação teve de descartar uma produção pequena porque aceitou uma matriz “compatível” que correspondia à abertura em V e ao comprimento, mas era 0,02 mm mais alta do que o conjunto existente. Numa prensa de legado sem compensação automática, esse pequeno desvio acumulado entre segmentos resultou numa variação de ângulo nas junções.
Descontinuado não significa inalcançável. Significa que precisa de um fornecedor que respeite os referenciais tanto quanto você.
E aí está o ponto de viragem, não é? Assim que aceita que o ecossistema de fixação da sua máquina é o filtro inegociável — seja uma Wila hidráulica ou um plainer americano dos anos 90 — a próxima pergunta não é “Quem é mais barato?” mas sim “Quem entende o meu referencial antes de eu emitir o RFQ?”
Quer um método sistemático para avaliar um fornecedor de ferramentas?
Comece por observar o que perguntam antes de apresentar o orçamento.
A maneira mais rápida de identificar um impostor é o silêncio. Envia um RFQ com “estilo europeu, segmentos de 835 mm” e, em menos de uma hora, recebe um preço — sem perguntas sobre tipo de fixação, modelo da máquina, altura de fecho, contexto de tonelagem. Isso não é eficiência. É apostar com o seu dinheiro.
Já vi este filme. Uma oficina encomendou ferramentas “compatíveis” para um sistema hidráulico de fixação de meados dos anos 2000 porque o catálogo dizia lingueta universal europeia. Na primeira instalação, os botões de segurança não encaixaram corretamente no sulco da fixação. O punção ficou ligeiramente alto. Apertou. E sob carga, essa diferença mínima transformou-se numa marca visível em cada dobra da produção. As peças não eram lixo no chão. Eram lixo na montagem do cliente.
Um fornecedor que entende ecossistemas de fixação não passa por cima da fechadura para lhe vender uma chave.
Se não pedem números, pare de falar.
No mínimo, devem exigir: marca e modelo exatos da máquina, estilo de fixação (manual americano com parafuso de ajuste, europeu de troca rápida, Wila hidráulico, etc.), altura de fecho (distância do ariete à mesa no ponto morto inferior), abertura útil, e tonelagem máxima — não só a tonelagem na placa de características, mas o que realmente usa e em que comprimento. Se não falam de carga por pé, não estão a pensar sobre o caminho da força.
E aqui é onde a maioria dos RFQs falha: referência vertical. Altura total da ferramenta desde a superfície de trabalho até ao assento da lingueta. Não “altura padrão”. Altura real. Especialmente se está a combinar com inventário existente retificado para uma faixa de tolerância conhecida.
Consistência de altura não é um luxo; é uma estratégia de datum. Quando um fornecedor retifica após tratamento térmico numa única configuração, preserva essa relação vertical. Quando não o faz, acaba por calçar segmentos como se estivesse a afinar uma guitarra.
Imagina o seguinte cenário hipotético: dois fornecedores apresentam o mesmo perfil de punção de 30 graus. Um pede a tua altura de fecho e a altura da ferramenta existente com precisão de um décimo de milímetro. O outro diz: “Altura padrão de 4 polegadas.” Qual deles está a projetar em função da tua máquina e qual está a vender a partir da prateleira?
E aqui está o ponto cego que a maioria das oficinas ignora: resistência do perfil. Um fornecedor que compreende o teu ecossistema também vai perguntar o que estás a dobrar — tipo de material, espessura, raio interior pretendido. Porque uma punção aguda alta e estreita que encaixa perfeitamente na tua braçadeira pode ainda falhar se a secção transversal do perfil não estiver construída para suportar a carga por pé. Ajuste e resistência são conversas distintas. O fornecedor certo contempla ambas.
“Em stock” parece seguro.
Por vezes é. Por vezes significa que já produzem a tua geometria de encaixe em volume e controlam-na suficientemente bem para manter altura uniforme entre lotes. Isso é competência.
Mas por vezes “em stock” significa que estão prestes a obrigar a tua máquina a aceitar o que é conveniente para eles.
Se utilizas um encaixe de tipo tang americano antigo, estilo plaina, com uma relação de ombro específica e eles dizem que o têm disponível para envio — pergunta quantas oficinas ainda usam exatamente essa geometria hoje. Se a resposta for vaga, não estás a comprar um padrão. Estás a comprar inventário remanescente.
Por outro lado, longos prazos de entrega europeus não indicam automaticamente precisão. Vi uma oficina esperar doze semanas por ferramentas OEM de marca porque presumiram que o atraso significava qualidade. Quando chegou, encaixava perfeitamente na braçadeira — mas eles não voltaram a verificar a abertura do vão após terem adicionado um trilho de adaptação no ano anterior. A nova altura do conjunto roubou-lhes a folga necessária para uma ferramenta alta de caixa. Ferramentas bonitas. Contexto de sistema errado.
O prazo de entrega só significa alguma coisa quando está associado ao teu referencial.
Um fornecedor competente irá explicar porque é que um perfil é de stock — ecossistema comum, altura controlada, procura repetida — ou porque é que é personalizado — encaixe não padrão, altura de fecho alterada, ombro modificado. Vão relacionar o tempo com a geometria. Se não o conseguirem, voltas a estar a ler pesos de papel.
| Tópico | Detalhes |
|---|---|
| Questão Central | Quando é que “em stock” é realmente um sinal de alerta em relação a prazos de entrega e perfis personalizados? |
| Perceção de “Em Stock” | “Em stock” parece seguro. Por vezes reflete verdadeiramente competência e produção controlada e repetível. |
| Quando “Em Stock” Indica Competência | Pode significar que o fornecedor produz regularmente a tua geometria de encaixe em volume e mantém altura uniforme entre lotes. |
| Quando “Em Stock” É um Sinal de Alerta | Pode indicar que o fornecedor está a tentar despachar inventário conveniente e remanescente, em vez de satisfazer os requisitos específicos do teu sistema. |
| Preocupação com Geometria Legada | Se utilizas um encaixe de tipo tang americano antigo, estilo plaina, e supostamente está pronto para envio, pergunta quantas oficinas atualmente usam exatamente essa geometria. |
| Aviso de Justificação Vaga | Se a resposta do fornecedor sobre a utilização for vaga, é provável que esteja a comprar stock excedente — não um verdadeiro padrão. |
| Prazos de Entrega Enganosamente Longos | Prazos de entrega longos na Europa não indicam automaticamente maior precisão ou qualidade. |
| Exemplo de Suposições Desalinhadas | Uma oficina esperou doze semanas por ferramentas OEM de marca, assumindo que o atraso significava qualidade, mas não reavaliou a altura útil após adicionar um carril de adaptação. |
| Falha no Contexto do Sistema | A nova altura de empilhamento reduziu a folga necessária para uma ferramenta de caixa alta — resultando em ferramentas belíssimas que não se encaixavam no contexto do sistema. |
| Princípio Fundamental | O prazo de entrega só tem significado quando está ligado à referência de máquina e geometria específicas. |
| O Que Fazem os Fornecedores Competentes | Eles explicam se um perfil é de stock (ecossistema comum, altura controlada, procura repetida) ou personalizado (encaixe não padrão, altura de fecho alterada, ombro modificado). |
| Perceção final | Um fornecedor competente liga o prazo de entrega à geometria. Se não o fizer, está a basear-se em suposições em vez de num alinhamento do sistema. |
Verificação da Realidade no Chão de Fábrica: “Em stock” é verde apenas quando corresponde à lógica do seu grampo e altura; caso contrário, é apenas sucata rápida.
Não aposte o armazenamento num folheto.
Encomende um pequeno conjunto de teste de alta sensibilidade — dois ou três segmentos que ficarão ao lado das suas ferramentas existentes num trabalho real. Meça a altura total com um micrómetro. Verifique a espessura e o paralelismo do encaixe. Depois instale-os junto aos seus segmentos atuais sem alterar as definições da máquina.
É aqui que a verdade se revela.
Se o fornecedor afirma consistência de altura de ±0,0005″, o seu martelo não deverá precisar de ajustes. O ângulo deve manter-se alinhado através da junção entre os segmentos antigos e novos. Se estiver numa máquina sem compensação CNC, este teste é implacável — no bom sentido. Exponha de imediato as tolerâncias acumuladas.
E pressione quanto à carga. Execute um trabalho próximo do seu intervalo típico de toneladas por pé, não uma amostra de calibre leve. Observe o comportamento de assentamento no grampo. Ouça aquele ligeiro deslocamento à medida que a pressão aumenta. A geometria correta do encaixe parecerá aborrecida. Sem movimento. Sem reajuste após a primeira batida.
Uma vez vi uma oficina validar um novo fornecedor com um trabalho cosmético em chapa de 16-gauge. Tudo parecia perfeito. O primeiro trabalho em aço macio de 1/4″, com carga mais alta, contou a verdadeira história — o perfil fletiu o suficiente para abrir o ângulo a meio do vão. Não foi uma falha catastrófica. Apenas o suficiente para inutilizar o lote porque o ângulo se desviou das especificações durante a montagem.
Uma encomenda de teste adequada não se trata apenas de encaixe. Trata-se de intercambiabilidade e comportamento sob carga dentro do ecossistema específico de fixação.
Essa é a mudança.
Deixas de perguntar: “Quem é o melhor?” e passas a perguntar: “Quem se comporta corretamente dentro da referência da minha máquina sob carga real?”
Depois de um fornecedor passar o teu RFQ e sobreviver a uma encomenda de teste real, a questão muda. Já não é “Podem fazer uma boa ferramenta?” É “Podem continuar a fazer ferramentas que funcionem dentro do meu ecossistema de fixação exato daqui a cinco anos?”
Essa é a parte que a maioria das oficinas nunca formaliza.
Tratam um teste bem-sucedido como um aperto de mão. Depois, seis meses mais tarde, chega um segundo lote de uma produção diferente, retificado em dispositivos diferentes, e de repente o zero do teu êmbolo volta a derivar. Não porque a ferramenta seja “má”. Mas porque nunca ligaste a relação à referência da tua máquina.
É aqui que deixas de procurar marcas e começas a gerir um sistema.
A mudança é simples e desconfortável: a tua prensa dobradeira torna-se a especificação. Não o catálogo.
Isto significa documentar três coisas e tratá-las como dados controlados: estilo e dimensões da fixação (Europeia, Wila, Americana antiga—até à espessura da lingueta e localização do ombro), altura total da ferramenta verificada até à superfície de trabalho, e o teu verdadeiro envelope de carga em toneladas por pé. Não números de brochura. Números da oficina.
Vi uma oficina saltar este passo após um teste de amostra bem-sucedido. Seis meses depois, encomendou “o mesmo” punção europeu de 4 polegadas. Apertava na fixação perfeitamente. Mas era 0,02 mm mais alto que o inventário existente. No papel, nada. No chão da oficina, significava perseguir ângulo através de configurações segmentadas e gastar metade de um turno a voltar ao ponto de referência.
Nesse dia, ninguém deitou uma peça fora.
Deitaram fora tempo.
Quando congelas os dados da tua máquina e exiges que cada encomenda repetida certifique essa faixa de altura e geometria da lingueta, eliminas a variável surpresa. As encomendas de emergência desaparecem porque a compatibilidade deixa de ser assumida e passa a ser verificada contra uma referência fixa.
Já não estás a comprar ferramentas. Estás a proteger uma estratégia de referência.
Um catálogo volumoso diz-te que conseguem retificar formas.
Um registo adequado indica que compreendem a sua fechadura.
Aqui está como construir a lista restrita: apenas fornecedores que possam mostrar entregas documentadas no seu estilo de fixação exato — com tolerância de altura repetida e validação de carga — permanecem nela. Não semelhante. Exato.
Imagine um cenário hipotético: uma oficina no Dubai com um ecossistema Amada abandona ferramentas OEM caras por um fornecedor alternativo de 42CrMo. No papel, isso parece imprudente. Na prática, o novo fornecedor manteve altura uniforme dentro de ±0,0005 polegada entre lotes e correspondeu precisamente à geometria do encaixe Amada. A máquina não se importou com o logótipo. Importava que a chave correspondesse à fechadura e suportasse a carga.
Essa é a lição.
A reputação da marca é um indicador da qualidade. Compatibilidade comprovada dentro da sua fixação é evidência.
Agora, há um caso limite que precisa de respeitar. Alguns trabalhos exigem perfis não padrão — raios interiores apertados, ferramentas de caixa altas, matrizes especiais de dobra. Um fornecedor que se destaque em perfis personalizados pode não viver no seu ecossistema diariamente. Isso não os desqualifica. Significa que os trata como exceções controladas: altura alvo documentada, desenho do encaixe aprovado, inspeção de primeira peça contra o seu conjunto mestre.
Lista restrita pela fluência no ecossistema. Aprove exceções por validação medida.
Compra confiante é aborrecida.
Instala um novo segmento ao lado de um com cinco anos. Não toca no zero do batente. Não coloca calços. Não “vai ajustando” o ângulo. Simplesmente comporta-se. Com chapa leve. Com carga pesada.
Essa sensação não vem da confiança. Vem da rastreabilidade.
Atribui um conjunto de referência de altura mestre — medido e registado. Cada novo lote é verificado contra ele antes de ir para o rack. Requer que os fornecedores indiquem a altura total medida e as dimensões do encaixe nos documentos de embalagem. Se alterarem a sequência de retificação, o lote de material ou o processo de tratamento térmico, notificam-no.
Isso não é burocracia corporativa. É como se evita a deriva lenta num ecossistema segmentado.
Porque aqui está a parte menos óbvia: consistência de altura não é um problema de ferramenta. É um problema de estabilidade do sistema. Uma vez que mistura ecossistemas — mesmo ligeiramente — começa a compensar na máquina. E cada compensação oculta o próximo desajuste.
A maioria dos fabricantes pensa que estratégia de ferramentas a longo prazo significa negociar melhores níveis de preços.
Significa prender a relação com o fornecedor à geometria da sua máquina de tal forma que mudar de vendedor seria como mudar a fechadura, não apenas a chave.
E assim que vê as coisas dessa forma, “Quem é o melhor fabricante?” parece completamente a questão errada.
A única questão que importa é esta: quem provou — ao longo do tempo, sob carga — que a chave deles encaixa na sua fechadura exata sem que tenha de forçá-la?


















