

Lo scorso inverno sono rimasto accanto a una pressa piegatrice da tre metri mentre un operatore cercava di inserire a forza una nuova punzonatrice “universale” nella morsa. È scivolata dentro. Si è stretta. Sembrava persino a squadra.
Al primo colpo a 120 tonnellate, la spalla sinistra ha cominciato a muoversi. Al terzo piegamento, la flangia era fuori di 0,030″ e il pezzo era da scartare.
Il catalogo diceva che si adattava alla “maggior parte delle presse piegatrici principali.” Quella parola, “maggior parte”, sta facendo un bel po’ di lavoro, vero?
Fai un giro in qualsiasi officina di medie dimensioni e lo vedrai: codoli americani su una rastrelliera, europei su un’altra, magari un set Wila riposto nella schiuma come strumenti chirurgici. Tre geometrie. Tre filosofie di serraggio. Nello stesso edificio.
Se la “compatibilità universale” fosse reale, non saremmo ancora qui con tre standard incompatibili che si contendono lo spazio sulla rastrelliera. Gli standard sopravvivono solo quando risolvono un vero problema meccanico—trasferimento del carico, ripetibilità, sicurezza. Non rimangono per nostalgia.
Una pressa piegatrice è come una serratura con chiave. Il codolo è la chiave. Cambia il profilo della chiave e cambierai il modo in cui la forza fluisce dal martinetto all’utensile al pezzo. Forza la chiave sbagliata, e non rovini solo la chiave—consumi anche la serratura.
Questo è il cambiamento di mentalità che voglio da te: smetti di chiederti “Entrerà nella morsa?” e comincia a chiederti “Quest’utensile è stato progettato per il mio ecosistema di serraggio?” Perché la coesistenza non è storia. È fisica.

Prendiamo lo stile americano: codolo più alto, serraggio a vite, carico sostenuto in alto. Europeo: codolo più corto, serraggio a cuneo, percorso di carico diverso. Wila: codolo rettificato di precisione con autoinnestamento idraulico o meccanico, progettato per un posizionamento verticale ripetibile senza spessori.
Queste non sono differenze estetiche. Determinano dove morde la forza di serraggio e come si accumula la tolleranza verticale lungo tre metri di lunghezza.
Anni fa ho visto un’officina cercare di standardizzare sugli utensili “compatibili Euro” in un parco macchine misto. Sulla vecchia macchina americana, le viti di serraggio facevano contatto leggermente disassato. A bassa tonnellata, nessun problema. Alla capacità massima di 80%, il punzone si inclinava di microgradi. Non si vedeva. Ma si poteva misurare.
Se una sola geometria potesse davvero gestire ogni caso di carico, i costruttori di macchine si sarebbero uniformati. Non l’hanno fatto. Quindi cosa stai sacrificando quando fai finta che l’abbiano fatto?
Ed eccoci alla soluzione ingegnosa: gli adattatori.
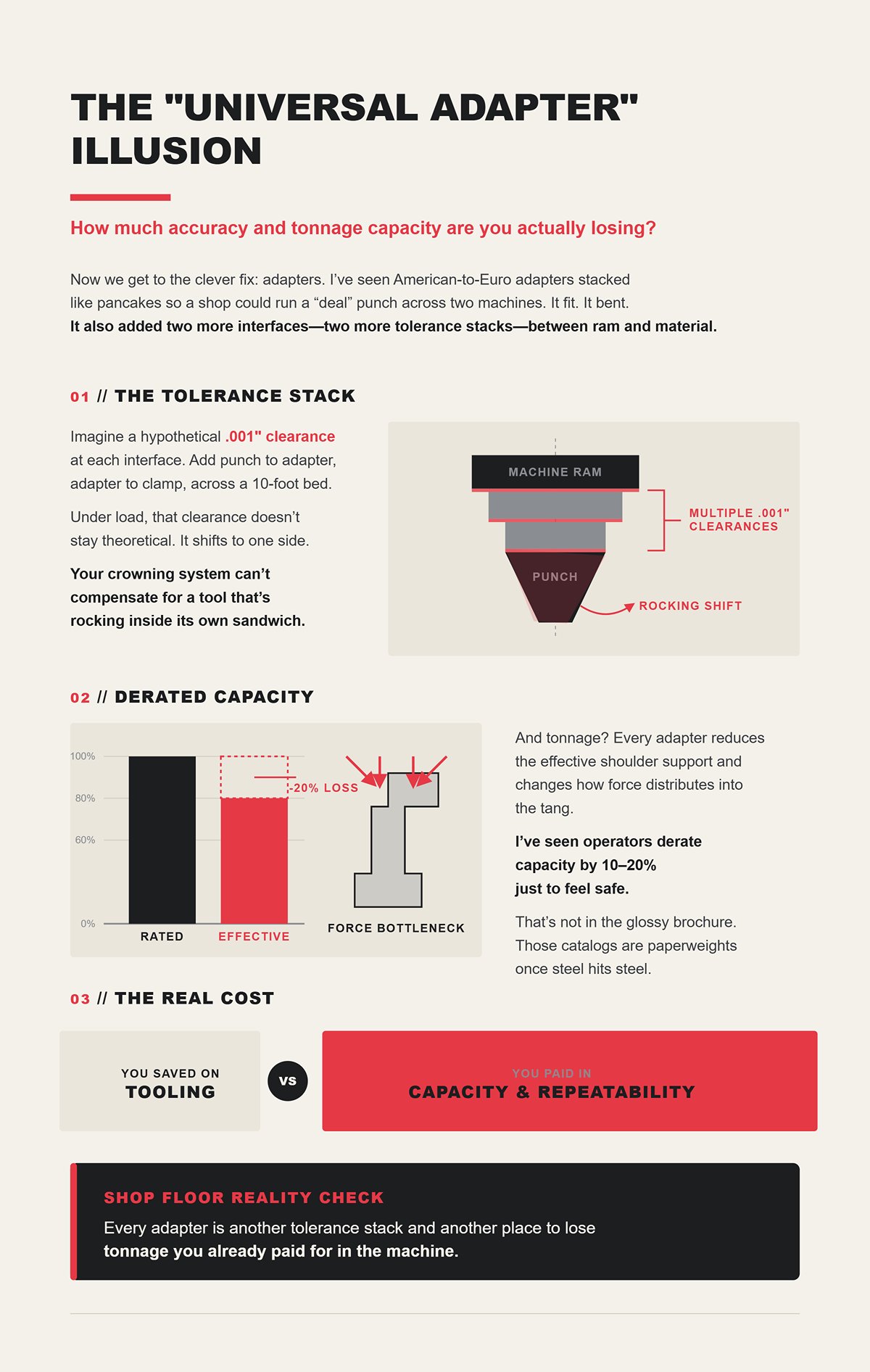
Ho visto adattatori da americano a europeo impilati come pancake perché un’officina voleva usare un punzone “in offerta” su due macchine. Si adattava. Piegava. Ma aggiungeva anche due interfacce in più—due accatastamenti di tolleranze in più—tra martinetto e materiale.
Immagina un gioco ipotetico di 0,001″ a ogni interfaccia. Aggiungi punzone ad adattatore, adattatore a morsa, lungo un letto di tre metri. Sotto carico, quel gioco non resta teorico. Si sposta da un lato. Il tuo sistema di bombatura non può compensare un utensile che oscilla dentro il proprio sandwich.
E la tonnellata? Ogni adattatore riduce il supporto effettivo della spalla e cambia il modo in cui la forza si distribuisce nel codolo. Ho visto operatori ridurre la capacità nominale di 10–20% solo per sentirsi sicuri. Questo non lo trovi nel depliant patinato. Quei cataloghi diventano soprammobili non appena acciaio batte su acciaio.
Hai risparmiato sugli utensili. Hai pagato in capacità e ripetibilità. Quale voce di costo pensi sia maggiore in un anno?
La frase più pericolosa in un'officina di presse piegatrici è “Va bene così”.”
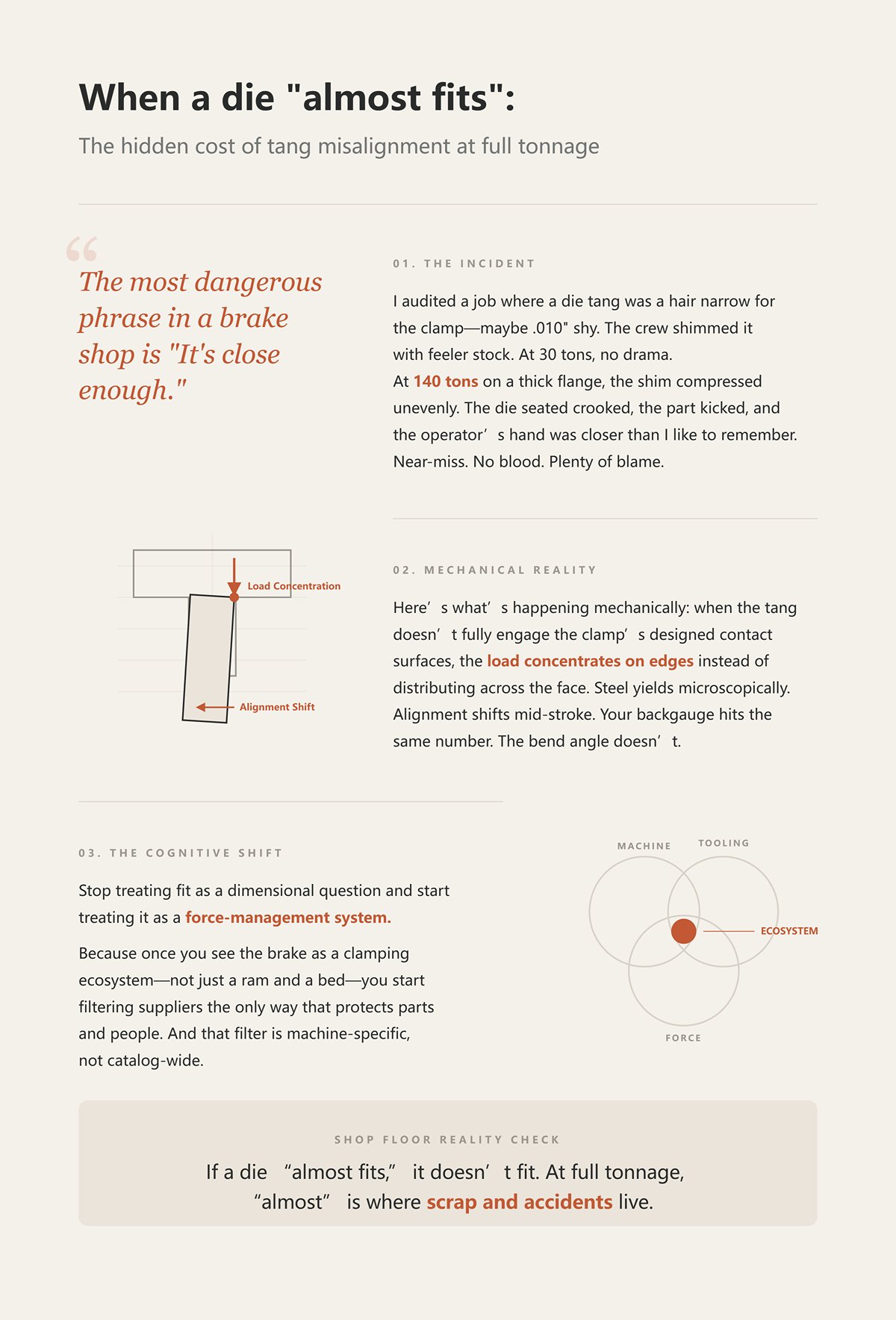
Ho verificato un lavoro in cui il codolo della matrice era leggermente più stretto del bloccaggio — forse .010″ in meno. La squadra lo ha spessorato con lamierino. A 30 tonnellate, nessun problema. A 140 tonnellate su una flangia spessa, lo spessore si è compresso in modo irregolare. La matrice si è seduta storta, il pezzo ha fatto un contraccolpo e la mano dell’operatore era più vicina di quanto vorrei ricordare. Quasi incidente. Nessun sangue. Tante colpe.
Ecco cosa succede meccanicamente: quando il codolo non ingaggia completamente le superfici di contatto previste dal bloccaggio, il carico si concentra sui bordi invece di distribuirsi su tutta la faccia. L’acciaio cede microscopicamente. L’allineamento cambia a metà corsa. Il riscontro posteriore legge lo stesso numero. L’angolo di piega no.
Questo è il cambio di mentalità: smetti di considerare la calzata come una questione dimensionale e inizia a considerarla come un sistema di gestione delle forze.
Perché una volta che vedi la pressa piegatrice come un ecosistema di bloccaggio — non solo una slitta e un banco — inizi a filtrare i fornitori nell’unico modo che protegge pezzi e persone. E quel filtro è specifico per la macchina, non per l’intero catalogo.
Hai già accettato che la “calzata universale” è una favola. Bene.
Ora la vera domanda si presenta sul tuo banco: Se l’utensileria universale è un mito, come faccio a determinare cosa appartiene davvero alla mia pressa piegatrice?
Inizia dal codolo, sì — ma non fermarti lì. Perché il codolo è solo la stretta di mano. La corsa della macchina, la luce tra gli utensili, l’altezza di chiusura, il sistema di bombatura e la geometria del banco decidono se quella stretta di mano diventa un percorso di carico stabile o una lenta deriva verso lo scarto.
Ho misurato un dislivello verticale di 2 mm tra punzoni europei rettificati di precisione nuovi e scorte precedenti sulla stessa macchina. Due millimetri sembrano pochi su carta. Su un banco di 10 piedi a 100 tonnellate, diventano un’incoerenza di angolo a tutta lunghezza che insegui con spessori per tutto il pomeriggio.
Quei cataloghi lucidi — i fermacarte — non elencano mai i limiti di altezza di chiusura della tua macchina o il limite di corsa che fissa il tuo campo di formatura. Presumono che ti adatterai.
L’acciaio non si adatta.
Quindi analizziamo cosa determina realmente la compatibilità.
Immagina una pressa piegatrice europea con bloccaggio a cuneo progettata per utensili rettificati di precisione con una tolleranza uniforme in altezza — tipicamente entro mezzo millesimo. Ogni punzone è progettato per sedere allo stesso riferimento verticale, in modo che il bloccaggio idraulico possa auto-posizionarsi e ripetersi.
Ora mescola utensili più vecchi che sono un millimetro più alti.
Blocchi la linea. Una stazione arriva a fondo per prima. Il sistema a cuneo si blocca lì. Il resto dei punzoni rimane praticamente sospeso, in attesa di toccare sotto carico. A 20 tonnellate, sembra tutto a posto. A 80, le stazioni basse si flettono in modo diverso. Il tuo sistema di compensazione agisce sulla flessione del bancale, non sull'incoerenza verticale degli utensili.
Anni fa ho visto un'officina perdere tre ore a spessorare ogni stazione su una corsa di 12 piedi, perché i nuovi utensili e quelli vecchi erano “entrambi stile Euro”. Lo erano. Solo che non erano costruiti secondo la stessa filosofia di altezza. Primo colpo di produzione? Due pezzi scartati prima che ammettessero che il disallineamento non era errore dell’operatore.
Quei 2 mm non sono solo una seccatura di configurazione. Cambiano dove il morsetto stringe, quanto uniformemente si assesta e come il carico si trasferisce nel pistone. Europei, Wila, americani d’epoca — non sono solo diversi codoli. Sono diversi sistemi di controllo verticale.
Se la tua macchina si aspetta un’altezza uniforme e rettificata con precisione, il tuo fornitore deve operare in quell’ecosistema. Mescolare epoche all’interno dello stesso “stile” è il modo in cui iniziano le accumulazioni di tolleranze.
Ho esaminato una piegatrice idraulica degli anni ’90 aggiornata con un controllo CNC moderno. Su carta sembrava attuale. In acciaio, era ancora una macchina degli anni ’90.
La corsa era limitata. La luce libera — la distanza aperta tra il pistone e il bancale — era ridotta. L’altezza di chiusura — la distanza al punto morto inferiore — era fissata sulle dimensioni degli utensili in stile americano più datati.
L’officina acquistò un set di punzoni segmentati in stile europeo alti, perché il catalogo diceva che “si adatta alla maggior parte dei marchi principali”. Si adattava al morsetto. Poi provarono una piega a scatola profonda.
Il pistone raggiunse il limite di corsa prima che il bordo libero superasse il corpo del punzone. Non riuscivano fisicamente ad aprire abbastanza per estrarre il pezzo senza riprogrammare e ristabilire la sequenza di piegatura. Il tempo di setup raddoppiò. Incolparono la programmazione.
Non era la programmazione. Era la geometria.
Le macchine più vecchie spesso hanno meno luce libera e una corsa più corta. Gli utensili moderni più alti consumano rapidamente quello spazio. E se la tua altezza di chiusura è stata progettata intorno a un sistema di codolo più alto, passare a uno più corto cambia la posizione del punto morto inferiore rispetto all’altezza della matrice.
Questo influisce sulla curva di tonnellaggio e sulla ripetibilità dell’angolo.
Immagina un’ipotesi: la tua pressa ha 18 pollici di luce libera. Il tuo impilamento di utensili ne consuma 14. Aggiungi lo spessore del materiale e l’altezza della flangia. Quanto spazio ti rimane davvero per l’estrazione del pezzo o per la ribaditura?
La compatibilità non è solo “si blocca”. È “funziona entro i limiti fisici di corsa della mia macchina senza compromettere la sequenza di piegatura o la sicurezza”.”
Due piegatrici da 10 piedi. Entrambe da 130 tonnellate. Entrambe utilizzano utensili in stile europeo.
Una usa cunei di compensazione manuali sotto il bancale. L’altra usa una compensazione idraulica controllata da CNC legata al feedback del tonnellaggio. Lo spessore del bancale e le caratteristiche di flessione variano a seconda del marchio e dell’epoca di costruzione.
Caricali entrambi a 100 tonnellate lungo tutta la lunghezza. Il primo si basa sulla compensazione impostata dall’operatore. Il secondo si regola attivamente per mantenere un angolo costante lungo la trave.
Ora introduci utensili rettificati con una tolleranza di altezza di ±0,0005 pollici. Sulla macchina con bombatura idraulica, tale precisione si traduce in ripetibilità. Sul sistema manuale, qualsiasi piccola incoerenza nella regolazione della bombatura si amplifica lungo la lunghezza.
Ho visto un’officina montare un set di matrici di precisione Wila‑compatibili su un banco più vecchio con usura irregolare vicino alla metà della campata. L’utensileria era perfetta. Il banco no. Hanno inseguito variazioni d’angolo su 8 piedi e dato la colpa al fornitore degli utensili. Un pomeriggio dopo, abbiamo controllato il banco con la carta blu e trovato punti alti.
Gli utensili di precisione amplificano la geometria della macchina—nel bene o nel male.
Ed è qui che i forum si infiammano: “Usiamo utensili americani sulla nostra piegatrice europea. Basta modificare l’angolo del punzone da 90 a 88 gradi.” Sì, puoi compensare la geometria dell’angolo. Non puoi però compensare i modelli di flessione del banco che il tuo sistema di bombatura non è stato progettato per gestire con quel tipo di codolo e quella distribuzione del carico.
Gli adattatori e i trucchi sugli angoli risolvono la geometria. Non risolvono la fisica del percorso di carico.
Mettiamole insieme in modo onesto.
Un’altezza del codolo leggermente disallineata. Una corsa che a malapena libera utensili alti. Una bombatura che presume una distribuzione uniforme del carico. Un banco con schemi di usura accumulati in decenni di lavori caricati al centro.
Singolarmente, ogni problema è gestibile. Insieme, si accumulano.
Ho esaminato una serie di staffe pesanti dove matrici con classificazione per bassa tonnellata—perfettamente compatibili come tipo di codolo—sono state usate su una pressa ad alta capacità. Sotto carico di picco, le spalle delle matrici hanno iniziato a deformarsi. Non in modo catastrofico. Solo abbastanza da cambiare la larghezza dell’apertura a V durante il turno. L’angolo è variato. Gli operatori hanno compensato con la profondità. Il lotto successivo è stato eseguito su un’altra macchina ed è finito fuori tolleranza. Quaranta pezzi nel bidone degli scarti prima che qualcuno risalisse al rapporto tra la classificazione della matrice e la tonnellata effettivamente applicata.
Il codolo combaciava. Il percorso del carico non rispettava il limite di resistenza della matrice.
Quando le tolleranze si accumulano, nessun rappresentante di catalogo è lì alla pressa con te. Il produttore indica le schede tecniche. L’operatore indica le schede di configurazione. Il bidone degli scarti si riempie in silenzio.
Ecco il meccanismo: ogni interfaccia—morsetto con codolo, codolo con corpo del punzone, punzone con materiale, materiale con matrice, matrice con banco—ha una tolleranza. Se l’ecosistema della tua macchina e quello degli utensili non sono stati progettati insieme, quelle tolleranze si sommano invece di annullarsi.
E si sommano sempre sotto carico.
Quindi, quando chiedi: “Come determino il sistema di utensili giusto per la mia specifica pressa piegatrice?” la risposta non è la fedeltà al marchio. È questa: abbina stile di serraggio, filosofia di altezza verticale, corsa utile, metodo di bombatura, geometria del banco e classificazione in tonnellate come un unico sistema—specifico per marca e modello della tua pressa.
Qualsiasi altra cosa è un azzardo con tolleranze impilate.
Inizia con un metro a nastro e una torcia, non con un catalogo.
Estrai un punzone dal tuo fermo. Misura lo spessore del codolo in tre punti lungo 150 mm. Controlla la larghezza della spalla. Colora di blu il codolo, bloccalo, fai scendere il pistone sotto leggera pressione, poi estrailo e osserva il disegno del contatto. Contatto su tutta la superficie o strisce lucide ai bordi?
Questo è il primo passo: verificare cosa il tuo fermo prende effettivamente e quanto uniformemente lo prende. Non quello che dice la targhetta della macchina. Quello che dice l’acciaio.
Ecco perché questo è importante. Gli utensili in stile Promecam/Amada dominano la maggior parte delle presse piegatrici di bassa e media tonnellaggio provenienti dall’Asia. Sono ovunque. Il che significa che il mercato è inondato di punzoni “compatibili” rettificati con la tolleranza che la fabbrica ha deciso di mantenere quella settimana. Se il tuo fermo è stato lavorato attorno a un codolo da 12 mm mantenuto con stretta parallelità e il fornitore invia un 11,92 mm con una leggera conicità, “entrerà” lo stesso. Solo che non si caricherà uniformemente.
Ho verificato un’officina che utilizzava un fermo idraulico in stile Amada dove un punzone di terze parti si sedeva stretto al centro ma oscillava alle estremità. Sotto 90 tonnellate su 8 piedi, quella piccola conicità spostava il carico verso il centro. Gli angoli erano corretti al centro, aperti a entrambe le estremità. Inseguivano il “crowning”. Non era “crowning”. Era la geometria del codolo.
Quando parliamo di precisione in stile europeo, non parliamo di un logo. Parliamo di chi effettivamente mantiene lo spessore del codolo, la squadratura della spalla e la tolleranza dell’altezza del punzone in base a ciò per cui è stato progettato il tuo fermo. Questa è la discriminante.
Il processo passo-passo inizia qui:
Tutto il resto è rumore.
Immagina un fermo Promecam da 3 metri caricato con quindici segmenti di punzone da 150 mm. Uno si scheggia per un errore con il riscontro posteriore. Sostituisci quel segmento. Fatto. Dieci minuti.
Quella semplicità modulare è il motivo per cui gli utensili in stile europeo si sono diffusi a livello globale. È riparabile. È pratico. Non richiede una sostituzione a lunghezza intera come alcuni sistemi ad alta integrazione.
Quindi dove tracchi la linea tra precisione premium e sostituzione in massa?
Non sul livello del marchio. Sulla coerenza delle tolleranze tra i segmenti.
Se i tuoi segmenti variano in altezza anche di soli 0,02 mm tra lotti, lo noterai nelle piegature lunghe come punti di pressione alternati. Su una pressa con “crowning” CNC legato al feedback di tonnellaggio, quella variazione di altezza si trasforma in variazione dell’angolo. La macchina compensa a livello globale. L’inconsistenza è locale.
Ho visto una produzione di pannelli in acciaio inox dove segmenti di lotti misti—stesso “stile Amada”, diversi lotti di produzione—hanno prodotto un lieve effetto a ondulazione lungo la linea di piega. Invisibile fino alla verniciatura a polvere. Poi è diventato scarto. I segmenti “entravano” tutti. Solo che non erano rettificati alla stessa quota verticale.
Il prezzo degli OEM di alto livello solitamente ti garantisce un controllo più stretto da lotto a lotto. Il prezzo della sostituzione in massa spesso ti garantisce un controllo statistico più ampio ma un costo per pezzo inferiore. La decisione non è filosofica. Riguarda la tolleranza della tua parte e la lunghezza della piega.
Se stai piegando ad aria staffe corte a ±1 grado, il materiale potrebbe andare bene. Se stai ribattendo pannelli architettonici di 8 piedi che vengono ispezionati sotto luci lucide, hai bisogno di una coerenza nella tolleranza di altezza su ogni segmento in quel morsetto.
La linea si traccia alla tolleranza più stretta richiesta dal tuo pezzo finito—non al livello di marketing del fornitore.
Verifica della realtà sul pavimento officina: Se mescoli segmenti di tre fornitori e ti aspetti una linea di piega perfettamente diritta, stai scommettendo la finitura su micron invisibili.
I prezzi OEM fanno male. Lo capisco.
I principali costruttori di presse piegatrici ora utilizzano di default lo stile Promecam/Amada sulle nuove macchine perché bilancia costo e funzionalità per la maggior parte delle applicazioni. Questo non significa che ogni punzone OEM sia acciaio magico. Significa che i loro utensili sono realizzati in base alla geometria del morsetto che forniscono.
Quindi, come si valuta un produttore terzo senza buttare via soldi?
Chiedi tre cose:
Se la risposta è “si adatta allo stile Amada”, non è una specifica. È un’alzata di spalle.
Immagina un’ipotesi: il tuo morsetto idraulico è stato lavorato per un dente da 12,00 mm con un’aspettativa di ±0,01 mm. Un produttore terzo mantiene ±0,05 mm. Nel peggiore dei casi, sei sottodimensionato di 0,04 mm. Sotto la forza di serraggio, il punzone si assesta leggermente più in profondità. Questo sposta il riferimento verticale. Moltiplica per le tolleranze accumulate—altezza della matrice, usura del banco, bombatura—e la profondità programmata non corrisponde più all’angolo formato.
Si è stretto.
E quando si stringe in modo non uniforme lungo la trave, introduci un carico laterale in un sistema progettato per percorsi di carico centrati. È così che i morsetti si usurano prematuramente e i punzoni sviluppano segni lucidi solo su una spalla.
Ho esaminato un caso in cui i denti di un fornitore economico erano costantemente 0,03 mm più sottili. L’officina ha compensato con la pressione del morsetto. Sei mesi dopo, i pistoni del morsetto idraulico mostravano schemi di usura irregolari. L’utensileria ha fatto risparmiare denaro. La ricostruzione del morsetto ha cancellato quei risparmi.
Un produttore terzo può funzionare. Ma solo se la sua disciplina sulle tolleranze corrisponde all’ecosistema su cui è stata costruita la tua macchina.
I nomi dei modelli mentono. I morsetti no.
Una Amada più vecchia con cunei manuali non si comporta come una Amada più recente con morsetti idraulici, anche se entrambe dichiarano “stile Promecam”. Le varianti LVD possono differire nella geometria della spalla e nella profondità della superficie di bloccaggio. Promecam, sulla carta, è un profilo. Nella realtà, è una famiglia.
Quindi il tuo processo necessita di un livello in più:
Poi confronta quei dati fisici con il disegno tecnico del fornitore — non con la scheda commerciale. Il disegno.
Una volta ho visto un’officina ordinare punzoni “compatibili LVD” per una macchina di metà anni 2000. La larghezza della linguetta corrispondeva. Il raggio della spalla no. Sotto carico, il punzone si posizionava leggermente al di fuori della superficie di contatto prevista. Con il tempo, ha lucidato un nuovo percorso di usura sulla faccia del morsetto. La chiave entrava nella serratura — finché non ha iniziato ad allargare la serratura stessa.
Questa è la realtà chiave-serratura dei sistemi in stile europeo. Allineano la linea centrale del martinetto al corpo del punzone per eliminare carichi di offset. Ma funziona solo se la geometria della linguetta e della spalla corrisponde a ciò per cui il morsetto è stato lavorato.
Non stai comprando una forma. Stai comprando l’allineamento del percorso di carico.
Ed è questo il ponte verso ciò che viene dopo. Perché se lo stile europeo richiede questo livello di disciplina, aspetta di vedere i sistemi in cui utensile e morsetto sono stati progettati come un’unica unità proprietaria.
Hai già visto come una variazione di altezza di 0,02 mm in un setup “stile europeo” si trasmette direttamente nell’angolo di piega. Ora immagina questo: il morsetto e la linguetta del punzone non sono solo stati realizzati con lo stesso profilo — sono stati progettati come una coppia accoppiata, con un pulsante di sicurezza a molla progettato per bloccarsi in una geometria di scanalatura specifica sotto precarico.
Questo è Wila/Trumpf.
In questi sistemi, la linguetta non è catturata solo per attrito o pressione del cuneo. È indicizzata e trattenuta da un meccanismo frontale a pulsante che ingaggia doppie scanalature in una linguetta da 20 mm, controllando la posizione verticale e l’estrazione sotto carico. La corsa del cilindro del morsetto, la profondità della scanalatura, il movimento del pulsante — tutto progettato insieme. Non si tratta più solo di allineare spessore e parallelismo. Si tratta di allineare parti mobili.
Qui la regola dell’ecosistema prima smette di essere un consiglio e diventa una questione di sopravvivenza. Perché quando morsetto e utensile sono progettati insieme, “compatibile” non riguarda la sagoma. Riguarda se la tua chiave corrisponde alle molle e ai meccanismi interni della serratura.
E se non lo fa, cosa cede per primo — l’utensile o il morsetto?
Entriamo nello specifico.
Sui punzoni leggeri stile Wila/Trumpf, il sistema frontale di ritenzione “clic del pulsante” permette a un operatore di stare davanti alla pressa, sollevare, premere e sentire lo scatto di innesto. Caricamento con una mano sola. Nessun accesso laterale. Nessun bisogno di aggirare il martinetto. Si è serrato.
Ma ecco il dettaglio che la maggior parte dei fermacarte ignora: una volta superati circa 12,5 kg (27,6 lb) per segmento, molti utensili stile Wila/Trumpf — inclusi gli OEM — passano ai perni di sicurezza a ingresso laterale invece del pulsante frontale. Stesso ecosistema. Metodo di ritenzione diverso.
Questo ti dice qualcosa di importante. Il “pulsante proprietario” non è una magia universale. È una soluzione ingegnerizzata entro limiti di carico.
Un decennio fa, se volevi una vera estrazione a pulsante frontale, eri di fatto vincolato all’approvvigionamento OEM a causa della protezione brevettuale. Esistevano opzioni aftermarket, ma spesso prevedevano installazioni più lente con perni laterali. Oggi, diversi produttori seri realizzano punte con doppia scanalatura e interfacce a pulsante identiche per utensili leggeri e sistemi di perni corretti per segmenti pesanti.
Ho esaminato pezzi aftermarket che si inseriscono in una pinza idraulica Wila, azionano il pulsante in modo pulito e non mostrano deviazioni misurabili nella parallelità della linguetta o nella profondità della scanalatura rispetto ai campioni OEM.
Quindi la domanda non è “Qualcuno può replicare il pulsante?” In molti casi, sì.
La vera domanda è: mantengono le stesse tolleranze di posizionamento sulla scanalatura rispetto all’altezza del punzone, lotto dopo lotto?
Ho assistito a un quasi incidente in cui un set misto — segmenti leggeri OEM e segmenti pesanti aftermarket — tutti “stile Wila”, ha introdotto una sottile discrepanza verticale tra utensili trattenuti da pulsante e da perno. L’operatore ha regolato la profondità per inseguire l’angolo. La pinza non era il problema. Il riferimento misto lo era. Quella tiratura ha quasi portato a 40 pannelli di acciaio inox scartati prima che qualcuno misurasse l’altezza di lavoro effettiva.
Quando il meccanismo di ritenzione è integrato nel percorso di carico, il gioco non è solo estetico. È strutturale.
Metti due punzoni affiancati sul banco. Stesso profilo di linguetta. Stesse doppie scanalature. Stesso innesto del pulsante. Uno costa 30% in più.
Dove finiscono i soldi?
Sugli utensili OEM premium e sugli aftermarket di alto livello stile Wila/Trumpf, di solito paghi per un indurimento completo o per un indurimento a induzione profondo, seguito dalla rettifica di precisione delle superfici di lavoro e delle caratteristiche della linguetta in un unico processo controllato. Questo è importante perché la pinza si appoggia su una geometria rettificata e indurita — non su acciaio semplicemente fresato con una passata cosmetica di rettifica.
Immagina un caso ipotetico: un punzone temprato in superficie a 1,5 mm di profondità rispetto a uno temprato significativamente più in profondità. Dopo alcune rettifiche nel corso degli anni, l’utensile con tempra superficiale rivela materiale più morbido nel punto della spalla della linguetta. Sotto cicli di serraggio idraulico ripetuti, quella spalla si deforma microscopicamente. La profondità di innesto del pulsante cambia di centesimi. Non lo noterai nel primo mese. Lo inseguirai nel terzo anno.
È quello che stai davvero acquistando — resistenza alla deriva dimensionale sotto forza di serraggio.
Ma il marchio da solo non lo garantisce. Ho verificato utensili di marchi premium con ottima metallurgia e fornitori di fascia media con profili di durezza equivalenti e qualità di rettifica comparabile. Ho anche visto utensili “economici stile Wila” in cui le scanalature sono state tagliate prima della tempra, poi leggermente deformate durante il trattamento termico e ripulite appena abbastanza da superare un calibro go/no-go.
Un’officina con cui ho lavorato ha mescolato un lotto a basso costo in un setup Wila prevalentemente OEM. Entro sei mesi, i segmenti più economici mostravano segni di usura lucida solo su una spalla della scanalatura — leggero disallineamento angolare sotto il precarico della pinza. Non catastrofico. Solo sufficiente a iniziare un inseguimento di tolleranze su pezzi lunghi.
Non stai pagando per un logo. Stai pagando per il controllo di processo nel trattamento termico e nella rettifica rispetto a un meccanismo di sicurezza idraulico.
E se il fornitore non sa dirti la profondità di tempra e la sequenza di rettifica post-trattamento, cosa stai pagando esattamente?
Ecco dove la matematica diventa onesta.
Prendiamo un lavoro architettonico ad alta tonnellatura: lunghi pannelli in acciaio inox, finitura a vista, tolleranza di angolo stretta su 3 metri. Con un sistema di bloccaggio idraulico Wila con bombatura CNC, la macchina assume un'altezza di punzone e una geometria della cava costanti in modo da poter distribuire il carico in modo uniforme. Qualsiasi deviazione diventa un errore di angolo locale che il controllo non può rilevare.
In quell'ambiente, mescolare fornitori — anche all’interno dello “stile Wila/Trumpf” — introduce una seconda variabile: il riferimento di altezza tra fornitori diversi. Anche una differenza sistematica di 0,01–0,02 mm tra lotti sposta la posizione dell’asse neutro quel tanto che basta da risultare visibile sotto una luce radente.
Ho ispezionato un impianto che usava un sistema Wila premium e che decise di integrare segmenti di terze parti per risparmiare su un grande ordine. Presi singolarmente, ogni fornitore manteneva tolleranze strette. Insieme, i loro riferimenti verticali erano leggermente sfalsati. La macchina compensava globalmente. I pezzi mostravano bande di angolo alternate nei punti di giunzione dei segmenti. Diversi pezzi sono stati scartati dopo la verniciatura.
Non è stato l’ecosistema a fallire. Sono stati i riferimenti misti.
Adesso capovolgiamo lo scenario. Staffe per piccola serie, tonnellaggio moderato, tolleranza di ±1 grado, nessun controllo estetico. In quel caso, un fornitore di terze parti affidabile che rispetti geometria della linguetta, posizionamento della cava e profilo di durezza può ottenere prestazioni indistinguibili dall’OEM — a costo inferiore.
Il costo premium è giustificato quando si verificano contemporaneamente tre condizioni:
Quando queste condizioni non si presentano, un approvvigionamento disciplinato di aftermarket all’interno dell’ecosistema Wila può avere senso.
Ma non illuderti su cosa sia realmente questo sistema. Non è un profilo europeo generico con un pulsante elegante. È un insieme morsetto-uten sile co-progettato. Trattalo come una serratura a chiave. Devi abbinare il meccanismo interno, non solo il profilo esterno.
Perché se questo è ciò che accade in un sistema idraulico premium strettamente integrato, cosa significa per le officine che cercano di mantenere produttive le vecchie presse piegatrici americane senza questo livello di allineamento progettato?
È lì che iniziano i veri compromessi.
Sono entrato in un’officina che usava una piegatrice americana del 1998 con la classica linguetta piallata da 0,50 pollici. Morsetti manuali. Viti di bloccaggio levigate da vent’anni di serraggi. L’operatore ha sostituito un punzone, stretto le viti, premuto il pedale — e l’utensile si è mosso forse di qualche millesimo prima di andare in sede. Si è stretto.
Quel piccolo movimento è tutta la storia.
Su queste macchine storiche non c’è alcun pulsante idraulico che corregge la geometria della cava. Nessun perno di sicurezza integrato. La forza di serraggio agisce direttamente su una linguetta relativamente stretta e sulla superficie di contatto spalla che il costruttore dell’utensile ti ha lasciato. Ogni cambio utensile è un evento d’attrito. Ogni evento d’attrito è usura. E a differenza di una linguetta in stile europeo da 13 mm o 20 mm con superficie di appoggio più ampia, quella linguetta americana da mezzo pollice ha meno superficie per distribuire il carico. Meno area significa stress di contatto più elevato alla stessa tonnellatura. Questa è meccanica, non fedeltà al marchio.
Quindi, quando chiedi come i negozi gestiscono il rischio con il ferro vecchio, la risposta non è “comprare un catalogo migliore.” È “rispettare la serratura che possiedi già.” Quel freno è stato lavorato per una specifica larghezza del codolo, altezza della spalla e filosofia di serraggio due decenni fa. Non gli importa quali sono le tendenze nei fermacarte quest’anno.
Se persino un sistema idraulico co-progettato penalizza i quadri di riferimento misti, cosa pensi che succeda quando il tuo unico controllo di allineamento sono un paio di viti di regolazione e conoscenze tramandate?
Apri un catalogo attuale di un fornitore importante — Wilson, Mate, Rolleri — e vedrai qualcosa che la maggior parte delle persone non nota. Stanno ancora tagliando nello stile American Precision. Non come atto di nostalgia. Come linea redditizia.
Questo è importante.
Circola un mito che gli utensili legacy americani stiano diventando estinti, spingendo i negozi verso importazioni sospette o produzioni personalizzate una tantum. Ma fornitori che producono anche profili europei e Wila sono spesso gli stessi che molano codoli da 0,50 pollici ogni settimana. Hanno già ammortizzato le loro infrastrutture di trattamento termico e rettifica. Aggiungere un altro profilo di codolo è un cambiamento di programmazione, non un’impresa impossibile.
Ho verificato un negozio che ha acquistato un lotto “abbastanza vicino” da una fonte a basso costo perché pensava che gli utensili in stile americano reale richiedessero prezzi personalizzati. Primo ciclo pesante a 90 tonnellate su otto piedi, un segmento si è mosso quel tanto che basta per segnare la spalla della matrice. Non catastrofico. Solo abbastanza da far scartare una produzione verniciata perché la linea di piega variava da pezzo a pezzo.
L’ironia? Un fornitore di primo livello aveva in magazzino l’esatto profilo OEM a prezzo standard. Il negozio aveva solo assunto la scarsità.
Ecco il meccanismo: sugli utensili in stile piallatrice, la consistenza dell’altezza e il parallelismo del codolo contano più dell’incisione del marchio. Se il fornitore rettifica la superficie di lavoro e il codolo in un’unica configurazione controllata dopo il trattamento termico, preservi un unico riferimento verticale. Se fresano prima del trattamento, induriscono e “ripuliscono” dopo, inviti la distorsione. È così che finisci per inseguire derive di angolo su una macchina che non ha il crowning CNC a salvarti.
Quindi il filtro di approvvigionamento non è “Producono in stile americano?” È “Lo rettificano e lo induriscono con la stessa disciplina che applicano alle loro linee premium?”
Immagina un’ipotesi: hai un solido freno americano da 150 tonnellate. Slitta stretta. Buona idraulica. Morsetti manuali. Stai eseguendo lavori ad alta varietà e volume moderato con frequenti cambi di utensile. Qualcuno propone un binario retrofit in stile europeo a cambio rapido.
Ora stiamo parlando di cambiare la serratura, non solo la chiave.
Il retrofit può avere senso quando il tempo di cambio utensile e il rischio per la sicurezza superano il costo del retrofit. I sistemi europei ti danno un coinvolgimento del codolo più ampio e spesso ritenzione di sicurezza incorporata. Questo riduce il comportamento di scivolamento e assestamento che vedi con le viti di regolazione. Inoltre ti standardizza con un ecosistema di utensili più ampio.
Ma ecco cosa i negozi sottovalutano: il retrofit non corregge l’usura della slitta, la deflessione del banco o i limiti di luce libera. Se la tua macchina è stata progettata attorno a una specifica altezza di chiusura e altezza di pila, aggiungere un binario può erodere la luce libera. Ho visto un retrofit lasciare un negozio a correre perché utensili per scatole alti non si adattavano più alla corsa.
Un negozio con cui ho lavorato ha fatto il retrofit specificamente per ridurre un quasi-incidente — un punzone pesante scivolato durante un cambio rapido frettoloso. Il retrofit si è ripagato in sicurezza e tempo di cambio in meno di un anno. Un altro negozio lo ha fatto inseguendo la “precisione europea” e ha scoperto che le tolleranze di base della macchina erano il vero limite. L’upgrade degli utensili ha messo in evidenza il gioco della macchina; non lo ha curato.
Quindi vale la pena?
Se ti servono cambi più rapidi, ritenzione migliorata e allineamento con le macchine future, forse. Se pensi che un cambio di binario trasformi magicamente un telaio di 20 anni in un ecosistema co-progettato, stai sognando.
Un caposquadra mi porge un punzone stampato con un nome OEM scomparso da tempo. “Non lo fanno più,” dice. Quello che in realtà intende dire è: “Il nostro responsabile acquisti non l’ha trovato nei suoi soliti fermacarte.”
I fornitori globali mantengono inventari di matrici segmentati e disegni legacy proprio perché migliaia di queste presse sono ancora in funzione. Molti profili OEM fuori produzione non sono estinti; semplicemente non vengono pubblicizzati ad alta voce. La geometria vive da qualche parte in un database, in attesa che qualcuno ponga la domanda giusta: larghezza della linguetta, altezza della spalla, altezza complessiva e riferimento rispetto a quale datum?
Ho visto officine pagare costi “personalizzati” per profili che in realtà erano a magazzino sotto una diversa convenzione di nomenclatura. Il trucco è misurare correttamente il tuo utensile esistente — non a occhio. Micrometrare lo spessore della linguetta. Controllare il parallelismo. Confermare l’altezza complessiva dalla superficie di lavoro alla sede della linguetta. Poi fare un cross-reference con un fornitore che gestisce più sistemi. Quelli che tagliano stili American, European e Wila comprendono la traduzione tra profili.
Un’operazione ha scartato una produzione breve perché aveva accettato una matrice “compatibile” che corrispondeva in apertura a V e lunghezza ma era più alta di 0,02 mm rispetto al set esistente. Su una pressa legacy senza compensazione automatica, quel piccolo disallineamento accumulato tra segmenti si manifestava come variazione dell’angolo nei giunti.
Fuori produzione non significa irraggiungibile. Significa che ti serve un fornitore che rispetti i frame di riferimento tanto quanto li rispetti tu.
E questo è il punto di svolta, no? Una volta accettato che l’ecosistema di serraggio della tua macchina è il filtro non negoziabile — che sia un Wila idraulico o una pialla American degli anni “90 — la prossima domanda non è ”Chi è il più economico?“ ma ”Chi comprende il mio frame di riferimento prima che io emetta la RFQ?”
Vuoi un metodo sistematico per valutare un fornitore di utensili?
Inizia osservando cosa chiedono prima di fare un preventivo.
Il modo più veloce per individuare un impostore è il silenzio. Invii una RFQ con “stile europeo, segmenti da 835mm,” e in un’ora arriva un prezzo — nessuna domanda sul tipo di serraggio, nessun modello di macchina, nessuna quota di chiusura, nessun contesto della tonnellata massima. Non è efficienza. È scommettere con i tuoi soldi.
Ho già visto questo film. Un’officina ha ordinato utensili “compatibili” per un sistema di serraggio idraulico di metà anni 2000 perché il catalogo dichiarava tang universale europeo. Al primo setup, i pulsanti di sicurezza non si alloggiavano perfettamente nella scanalatura del serraggio. Il punzone rimaneva leggermente sporgente. Si serrava. E sotto carico, quella lieve sporgenza diventava una linea di testimonianza visibile su ogni piega della produzione. I pezzi non erano scarti sul pavimento. Erano scarti nell’assemblaggio del cliente.
Un fornitore che comprende gli ecosistemi di serraggio non oltrepassa la serratura per venderti una chiave.
Se non chiede numeri, smetti di parlare.
Al minimo, dovrebbe chiedere: marca e modello esatti della macchina, stile di serraggio (vite manuale American, cambio rapido europeo, Wila idraulico, ecc.), quota di chiusura (dal punzone al banco al punto morto basso), luce libera e tonnellaggio massimo — e non solo il tonnellaggio di targa, ma quello effettivo che utilizzi sulla lunghezza. Se non menziona il carico per piede, non sta pensando al percorso della forza.
Ed ecco dove la maggior parte delle RFQ perde forza: riferimento verticale. Altezza complessiva dell’utensile dalla superficie di lavoro alla sede della linguetta. Non “altezza standard”. Altezza reale. Specialmente se stai mescolando con inventario esistente rettificato a una nota banda di tolleranza.
La consistenza dell’altezza non è un lusso; è una strategia di datum. Quando un fornitore rettifica post-trattamento termico in un’unica impostazione, preserva quella relazione verticale. Quando non lo fa, ti ritrovi a calzare a spessore i segmenti come se stessi accordando una chitarra.
Immagina un’ipotesi: due fornitori quotano lo stesso profilo di punzone a 30 gradi. Uno chiede la tua altezza di chiusura e l’altezza dell’utensile esistente al decimo di millimetro. L’altro dice: “Altezza standard di 4 pollici.” Quale sta progettando intorno alla tua macchina e quale sta vendendo da scaffale?
E qui c’è il punto cieco che la maggior parte delle officine ignora: la resistenza del profilo. Un fornitore che comprende il tuo ecosistema ti chiederà anche cosa stai piegando—tipo di materiale, spessore, obiettivo del raggio interno. Perché un punzone acuto alto e stretto che si adatta perfettamente al tuo morsetto può comunque fallire se la sezione trasversale del profilo non è costruita per il tuo carico per piede. Compatibilità e resistenza sono conversazioni separate. Il fornitore giusto offre entrambe.
“Disponibile a magazzino” dà una sensazione di sicurezza.
A volte è così. A volte significa che già producono la tua geometria di linguetta in grande quantità e la controllano abbastanza bene da mantenere un’altezza uniforme tra i lotti. Questa è competenza.
Ma a volte “disponibile a magazzino” significa che stanno per costringere la tua macchina ad accettare ciò che è conveniente per loro.
Se utilizzi una linguetta in stile planer americano legacy con una relazione specifica della spalla e loro affermano di averla pronta su uno scaffale per la spedizione—chiedi quante officine oggi utilizzano esattamente quella geometria. Se la risposta è vaga, non stai acquistando uno standard. Stai acquistando inventario rimasto.
D’altro canto, tempi lunghi di consegna da fornitori europei non segnalano automaticamente precisione. Ho visto un’officina aspettare dodici settimane per utensili OEM di marca perché presumevano che il ritardo significasse qualità. Quando è arrivato, corrispondeva perfettamente al morsetto—ma non avevano ricontrollato il loro spazio di luce dopo aver aggiunto un binario retrofit l’anno precedente. La nuova altezza della pila rubava la luce necessaria per un utensile alto da scatola. Utensili bellissimi. Contesto di sistema sbagliato.
Il tempo di consegna ha senso solo se è collegato al tuo quadro di riferimento.
Un fornitore competente spiegherà perché un profilo è disponibile a magazzino—ecosistema comune, altezza controllata, domanda ripetuta—o perché è personalizzato—linguetta non standard, altezza di chiusura modificata, spalla alterata. Collegheranno il tempo alla geometria. Se non possono, stai leggendo di nuovo da fermacarte.
| Argomento | Dettagli |
|---|---|
| Domanda centrale | Quando “disponibile a magazzino” è in realtà un campanello d’allarme in relazione a tempi di consegna e profili personalizzati? |
| Percezione di “Disponibile a Magazzino” | “Disponibile a magazzino” dà una sensazione di sicurezza. A volte riflette realmente competenza e produzione controllata e ripetibile. |
| Quando “Disponibile a Magazzino” Segnala Competenza | Può significare che il fornitore produce regolarmente la tua geometria di linguetta in volume e mantiene un’altezza uniforme tra i lotti. |
| Quando “Disponibile a Magazzino” È un Campanello d’Allarme | Può indicare che il fornitore sta spingendo un inventario rimasto e conveniente piuttosto che soddisfare i requisiti specifici del tuo sistema. |
| Preoccupazione per Geometria Legacy | Se utilizzi una linguetta in stile planer americano legacy ed è presumibilmente pronta a essere spedita, chiedi quante officine stanno attualmente utilizzando esattamente quella geometria. |
| Avviso di Giustificazione Vaga | Se la risposta del fornitore sull’utilizzo è vaga, è probabile che tu stia acquistando rimanenze di magazzino, non uno standard autentico. |
| Tempi di Consegna Lunghi e Fuorvianti | I lunghi tempi di consegna europei non indicano automaticamente maggiore precisione o qualità. |
| Esempio di Presupposti Non Allineati | Un’officina ha aspettato dodici settimane per utensili OEM di marca, supponendo che il ritardo significasse qualità, ma non ha ricontrollato la luce del giorno dopo aver aggiunto una guida retrofit. |
| Errore di Contesto di Sistema | La nuova altezza della pila ha ridotto la distanza necessaria per un utensile a scatola alto, risultando in utensili bellissimi che non si adattavano al contesto del sistema. |
| Principio chiave | Il tempo di consegna ha senso solo se collegato al riferimento macchina specifico e alla geometria. |
| Cosa Fanno i Fornitori Competenti | Spiegano se un profilo è di serie (ecosistema comune, altezza controllata, domanda ripetuta) o su misura (gamba non standard, altezza di chiusura modificata, spalla alterata). |
| Intuizione Finale | Un fornitore competente collega il tempo di consegna alla geometria. Se non può farlo, ti stai basando su supposizioni invece che su un allineamento del sistema. |
Verifica della realtà sul pavimento officina: “In stock” è verde solo quando corrisponde alla logica della tua pinza e altezza; altrimenti è solo rottame veloce.
Non scommettere sul portautensili basandoti su una brochure.
Ordina un piccolo set di test ad alta sensibilità—due o tre segmenti che si posizioneranno accanto ai tuoi utensili esistenti in un lavoro reale. Misura l’altezza complessiva con un micrometro. Controlla lo spessore e il parallelismo della gamba. Poi installali accanto ai tuoi segmenti attuali senza modificare le impostazioni della macchina.
È qui che la verità si manifesta.
Se il fornitore dichiara una coerenza in altezza ±0,0005″, il tuo martinetto non dovrebbe richiedere regolazioni. L’angolo dovrebbe mantenersi lungo la giunzione tra i segmenti vecchi e nuovi. Se utilizzi una macchina non CNC con bombatura manuale, questo test è spietato—in senso positivo. Rivela immediatamente le tolleranze impilate.
E mettili sotto carico. Esegui un lavoro vicino al tuo intervallo tipico di tonnellate per piede, non una prova a lamiera leggera. Osserva il comportamento di assestamento nella pinza. Ascolta quel lieve spostamento mentre la pressione aumenta. La giusta geometria della gamba risulterà noiosa. Nessun scorrimento. Nessun assestamento dopo il primo colpo.
Una volta ho visto un’officina convalidare un nuovo fornitore con una prova cosmetica su lamiera da 16 gauge. Tutto sembrava perfetto. Il primo lavoro in acciaio dolce da 1/4″ a carico più elevato ha raccontato la vera storia—il profilo fletteva quel tanto che bastava per aprire l’angolo a metà campata. Non un guasto catastrofico. Solo abbastanza da scartare il lotto perché l’angolo era uscito dalla tolleranza in fase di assemblaggio.
Un ordine di prova corretto non riguarda solo l’adattamento. Si tratta di intercambiabilità e comportamento sotto carico all’interno del tuo specifico ecosistema di bloccaggio.
Questo è il cambiamento.
Smetti di chiederti: “Chi è il migliore?” e inizi a chiederti: “Chi si comporta correttamente all’interno del sistema di riferimento della mia macchina sotto carico reale?”
Una volta che un fornitore supera la tua RFQ e sopravvive a un vero ordine di prova, la domanda cambia. Non è più “Possono produrre un buon utensile?” ma “Possono continuare a produrre utensili che funzionino all’interno del mio esatto ecosistema di bloccaggio tra cinque anni?”
Questa è la parte che la maggior parte delle officine non formalizza mai.
Trattano una prova riuscita come una stretta di mano. Poi, sei mesi dopo, arriva un secondo lotto da una produzione diversa, rettificato su attrezzaggi differenti, e all’improvviso lo zero del tuo montante comincia di nuovo a spostarsi. Non perché l’utensile sia “difettoso”. Ma perché non hai mai ancorato la relazione al sistema di riferimento della tua macchina.
Qui è dove smetti di comprare marchi e inizi a gestire un sistema.
Il cambiamento è semplice e scomodo: la tua pressa piegatrice diventa la specifica. Non il catalogo.
Ciò significa documentare tre cose e trattarle come dati controllati: stile e dimensioni del bloccaggio (europeo, Wila, legacy americano—fino allo spessore della linguetta e alla posizione della spalla), altezza complessiva dell’utensile verificata fino alla superficie di lavoro, e il tuo reale intervallo di carico in tonnellate per piede. Non i numeri della brochure. I numeri dell’officina.
Ho visto un’officina saltare questo passaggio dopo una prova campione riuscita. Sei mesi dopo hanno riordinato “lo stesso” punzone europeo da 4 pollici. Si serrava nel bloccaggio senza problemi. Ma era più alto di 0,02 mm rispetto alla loro scorta esistente. Sulla carta, niente di rilevante. Sul pavimento, significava inseguire l’angolo attraverso setup segmentati e bruciare mezza giornata per tornare alla base.
Quel giorno nessuno ha scartato un pezzo.
Hanno scartato tempo.
Quando congeli i dati della tua macchina e richiedi che ogni riordino certifichi quel range di altezza e quella geometria della linguetta, elimini la variabile sorpresa. I riordini d’emergenza scompaiono perché la compatibilità smette di essere presunta e inizia a essere verificata rispetto a un riferimento fisso.
Non stai più comprando utensili. Stai proteggendo una strategia di datum.
Un catalogo voluminoso ti dice che possono rettificare forme.
Un record preciso ti dice che comprendono la tua serratura.
Ecco come costruire la lista ristretta: solo i fornitori che possono mostrare consegne documentate nel tuo esatto stile di bloccaggio—with tolleranza di altezza ripetuta e validazione del carico—restano nella lista. Non simile. Esatto.
Immagina un’ipotesi: un’officina di Dubai che lavora in un ecosistema Amada abbandona utensili OEM costosi per un fornitore alternativo in 42CrMo. Sulla carta, sembra azzardato. In pratica, il nuovo fornitore ha mantenuto un’altezza uniforme entro ±0,0005 pollici tra i lotti e ha replicato con precisione la geometria della linguetta Amada. Alla macchina non interessava il logo. Le importava che la chiave combaciasse con la serratura e reggesse il carico.
Questa è la lezione.
La reputazione del marchio è un sostituto della qualità. La compatibilità comprovata all’interno del tuo bloccaggio è una prova.
Ora, c’è un caso limite da rispettare. Alcuni lavori richiedono profili non standard—radii interni stretti, utensili a scatola alti, matrici speciali per piegatura. Un fornitore che eccelle in profili personalizzati potrebbe non appartenere quotidianamente al tuo ecosistema. Questo non lo squalifica. Significa che lo tratti come un’eccezione controllata: obiettivo di altezza documentato, disegno della linguetta approvato, ispezione del primo articolo rispetto al tuo set di riferimento principale.
Seleziona in base alla padronanza dell’ecosistema. Approva le eccezioni mediante validazione misurata.
Il sourcing sicuro è noioso.
Installi un nuovo segmento accanto a uno vecchio di cinque anni. Non tocchi lo zero del punzone. Non aggiusti spessori. Non “ti avvicini” all’angolo. Semplicemente funziona. Su lamiere sottili. Sotto carico pesante.
Quella sensazione non nasce dalla fiducia. Nasce dalla tracciabilità.
Assegni un set di riferimento maestro per l’altezza—misurato e registrato. Ogni nuovo lotto viene controllato rispetto ad esso prima di essere messo a magazzino. Richiedi ai fornitori di indicare l’altezza complessiva effettivamente misurata e le dimensioni della linguetta sui documenti di imballaggio. Se modificano la sequenza di rettifica, il lotto di materiale o il trattamento termico, te lo comunicano.
Questa non è burocrazia aziendale. È il modo per fermare la deriva graduale in un ecosistema segmentato.
Perché ecco la parte non ovvia: la coerenza in altezza non è un problema di utensile. È un problema di stabilità del sistema. Una volta che mescoli gli ecosistemi—anche solo leggermente—cominci a compensare alla macchina. E ogni compensazione nasconde la prossima discrepanza.
La maggior parte dei fabbricanti pensa che una strategia di utensileria a lungo termine significhi negoziare fasce di prezzo migliori.
In realtà significa vincolare il rapporto con il fornitore alla geometria della tua macchina in modo così stretto che cambiare fornitore sarebbe come cambiare la serratura, non solo la chiave.
E una volta che la vedi così, “Chi è il miglior produttore?” suona come la domanda sbagliata.
L’unica domanda che conta è questa: chi ha dimostrato—nel tempo, sotto carico—che la sua chiave si adatta esattamente alla tua serratura senza che tu debba forzarla?


















