

Musim dingin lalu saya berdiri di sebelah rem tekan 10 kaki sementara seorang operator bergulat memasukkan punch “universal” yang baru ke dalam penjepit. Itu masuk. Itu mengencang. Bahkan terlihat sejajar.
Pukulan pertama di 120 ton, bahu kiri merayap. Pada tekukan ketiga, flange meleset .030″ dan bagian tersebut menjadi scrap.
Katalog mengatakan alat itu pas untuk “kebanyakan rem tekan utama.” Kata kebanyakan itu bekerja keras, bukan?
Berjalanlah di toko berskala menengah dan Anda akan melihatnya: tang Amerika di satu rak, Eropa di rak lain, mungkin set Wila di busa seperti perlengkapan bedah. Tiga geometri. Tiga filosofi penjepitan. Gedung yang sama.
Jika “universal fit” benar-benar nyata, kita tidak akan masih hidup dengan tiga standar yang tidak kompatibel saling berebut ruang rak. Standar hanya bertahan ketika mereka memecahkan masalah mekanis nyata—transfer beban, pengulangan, keamanan. Mereka tidak bertahan hanya untuk nostalgia.
Rem tekan adalah kunci dengan profil. Tang adalah kuncinya. Ubah profil kunci, dan Anda mengubah cara aliran gaya dari ram ke alat ke bagian. Paksa kunci yang salah, dan Anda tidak hanya merusak kunci—Anda mengikis kuncinya.
Itulah perubahan yang ingin saya bentuk: berhenti bertanya “Apakah ini akan masuk ke penjepit?” dan mulai bertanya “Apakah alat ini dirancang untuk ekosistem penjepit saya?” Karena koeksistensi bukan sejarah. Itu fisika.

Ambil gaya Amerika: tang lebih tinggi, penjepitan sekrup set, beban ditanggung tinggi. Eropa: tang lebih pendek, penjepitan wedge, jalur beban berbeda. Wila: tang digiling presisi dengan penempatan sendiri hidraulik atau mekanis, dirancang untuk posisi vertikal yang dapat diulang tanpa shim.
Itu bukan perbedaan kosmetik. Mereka menentukan di mana gaya penjepit menggigit dan bagaimana toleransi vertikal bertumpuk sepanjang 10 kaki.
Bertahun-tahun lalu saya melihat sebuah toko mencoba standarisasi menggunakan perkakas “Euro-kompatibel” pada armada campuran. Pada mesin Amerika yang lebih tua, sekrup penjepit kontak sedikit tidak tepat di tengah. Pada tonase rendah, baik-baik saja. Pada kapasitas 80%, punch akan miring mikro. Anda tidak bisa melihatnya. Anda bisa mengukurnya.
Jika satu geometri benar-benar menangani setiap kasus beban, pembuat mesin akan bertemu di standar yang sama. Mereka tidak. Jadi apa yang Anda korbankan ketika berpura-pura mereka melakukannya?
Sekarang kita sampai pada solusi cerdas: adaptor.
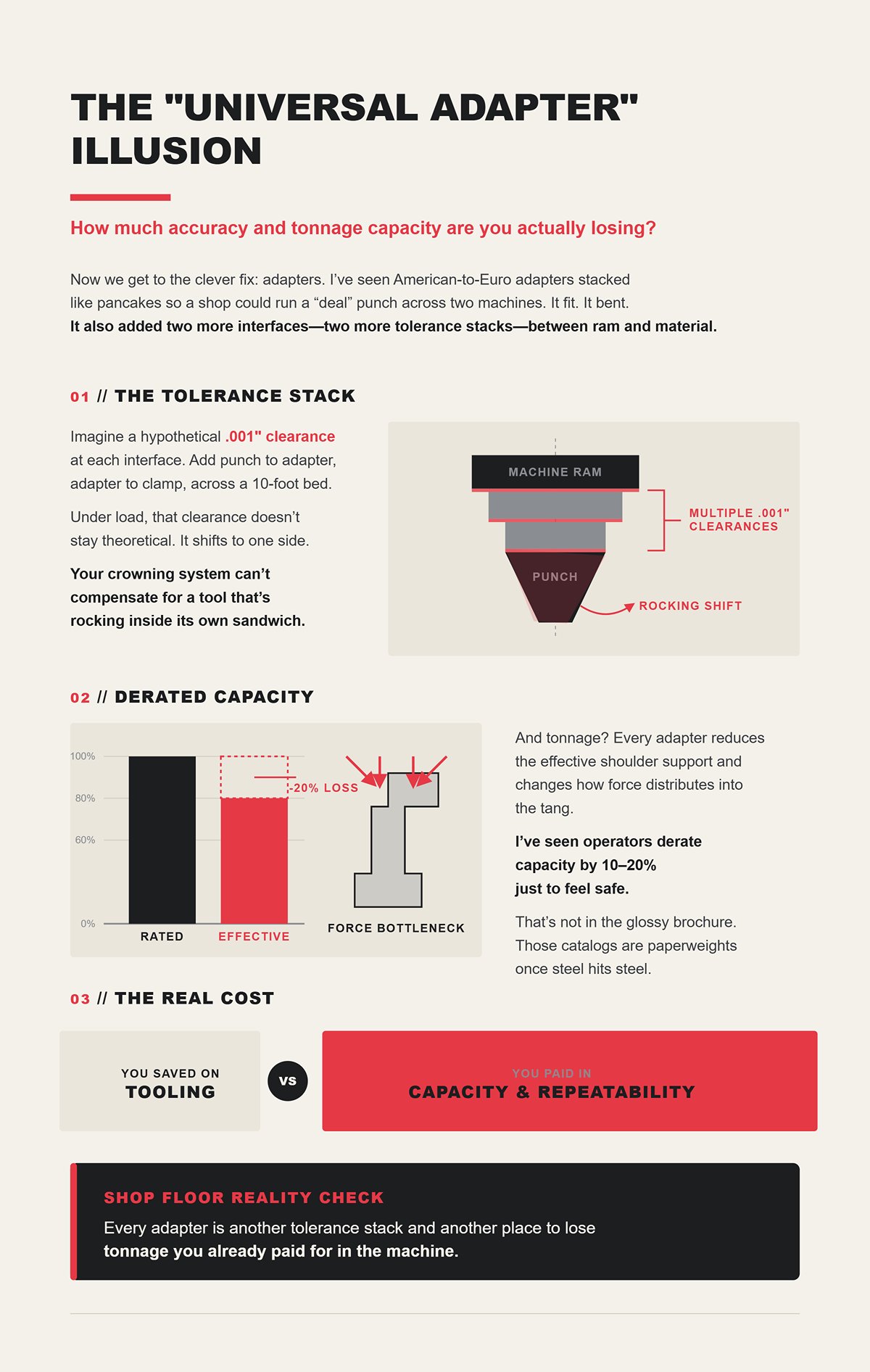
Saya pernah melihat adaptor Amerika-ke-Euro ditumpuk seperti panekuk sehingga sebuah toko bisa menjalankan punch “murah” di dua mesin. Itu pas. Itu membengkok. Itu juga menambahkan dua antarmuka lagi—dua tumpukan toleransi lagi—antara ram dan material.
Bayangkan celah hipotetis .001″ di setiap antarmuka. Tambahkan punch ke adaptor, adaptor ke penjepit, sepanjang bed 10 kaki. Di bawah beban, celah itu tidak tetap hipotetis. Itu bergeser ke satu sisi. Sistem crowning Anda tidak dapat mengimbangi alat yang bergoyang di dalam sandwichnya sendiri.
Dan tonase? Setiap adaptor mengurangi dukungan bahu yang efektif dan mengubah bagaimana gaya terdistribusi ke dalam tang. Saya telah melihat operator menurunkan kapasitas sebesar 10–20 % hanya untuk merasa aman. Itu tidak ada di brosur mengilap. Katalog-katalog itu hanyalah pemberat kertas begitu baja bersentuhan dengan baja.
Anda menghemat di perkakas. Anda membayar dalam kapasitas dan pengulangan. Menurut Anda, item baris mana yang biayanya lebih besar selama setahun?
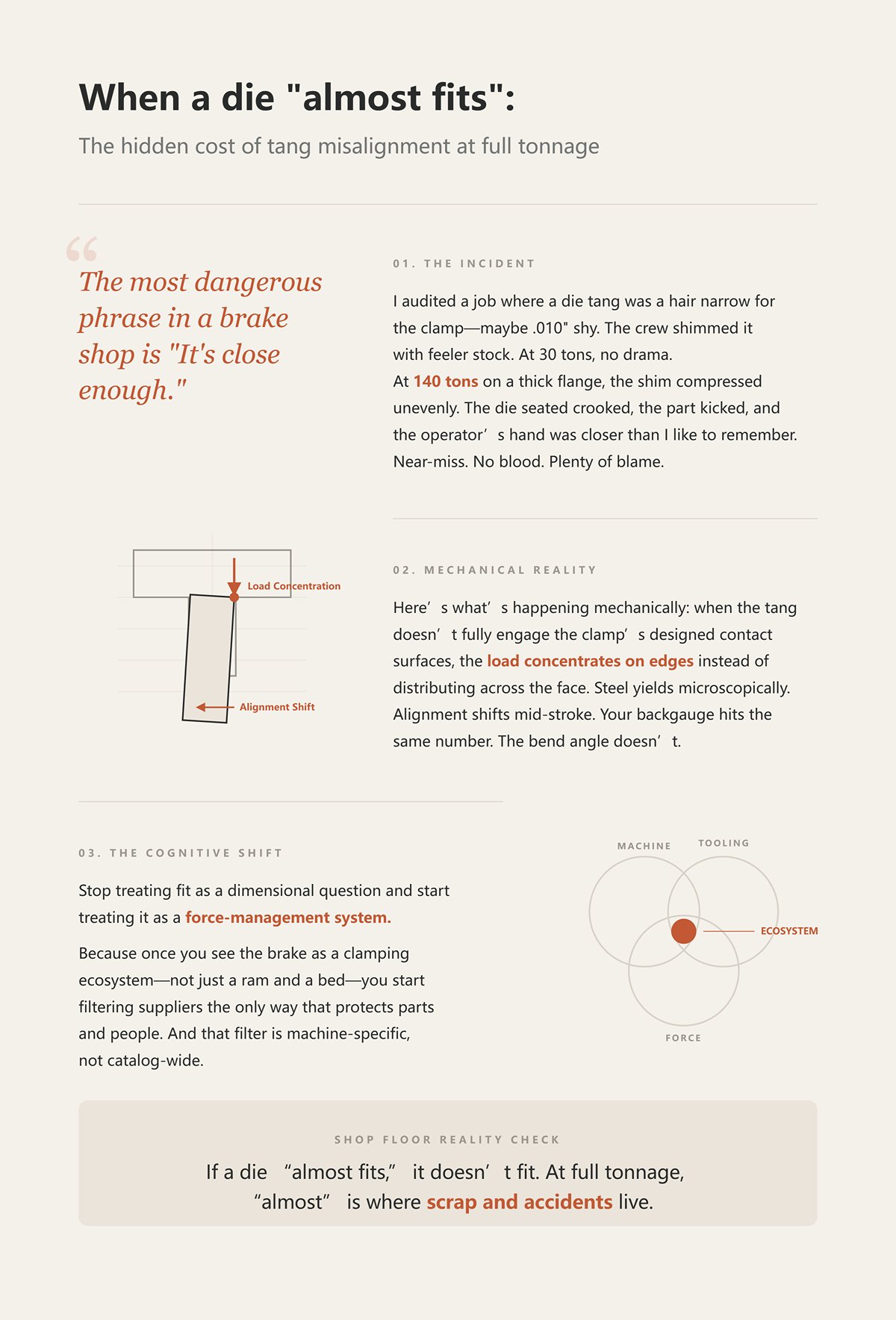
Frasa paling berbahaya di bengkel press brake adalah “Sudah cukup dekat.”
Saya mengaudit sebuah pekerjaan di mana tang cetakan sedikit lebih sempit untuk penjepit—mungkin kurang sekitar 0,010″. Kru menyisipkannya dengan pelat perasa. Pada 30 ton, tidak ada drama. Pada 140 ton pada flange tebal, sisipan itu tertekan secara tidak merata. Cetakan duduk miring, bagian terlempar, dan tangan operator lebih dekat dari yang saya ingin ingat. Hampir celaka. Tidak ada darah. Banyak kesalahan.
Inilah yang terjadi secara mekanis: ketika tang tidak sepenuhnya terpasang pada permukaan kontak yang dirancang dari penjepit, beban terkonsentrasi di tepi alih-alih terdistribusi di seluruh permukaan. Baja melunak secara mikroskopis. Penyelarasan bergeser di tengah langkah. Pengukur belakang Anda menunjukkan angka yang sama. Sudut tekukan tidak.
Itulah pergeseran kognitifnya: berhenti memperlakukan kesesuaian sebagai pertanyaan dimensi dan mulailah memperlakukannya sebagai sistem manajemen gaya.
Karena begitu Anda melihat press brake sebagai ekosistem penjepit—bukan hanya ram dan meja—Anda mulai menyaring pemasok dengan satu-satunya cara yang melindungi komponen dan orang. Dan penyaringan itu spesifik untuk mesin, bukan berlaku untuk seluruh katalog.
Anda sudah menerima bahwa “cocok universal” adalah dongeng. Bagus.
Sekarang pertanyaan sebenarnya muncul di meja kerja Anda: Jika perkakas universal adalah mitos, bagaimana saya menentukan apa yang benar-benar cocok untuk press brake saya?
Mulailah dengan tang, ya—tapi jangan berhenti di sana. Karena tang hanyalah jabat tangan. Langkah mesin, ruang terbuka, tinggi nol, sistem penyesuaian (crowning), dan geometri meja menentukan apakah jabat tangan itu berubah menjadi jalur beban yang stabil atau pergeseran lambat menuju limbah.
Saya mengukur ketidaksesuaian vertikal 2 mm antara punch Eropa presisi baru dan stok lama pada mesin yang sama. Dua milimeter terdengar kecil di atas kertas. Pada meja sepanjang 10 kaki dengan 100 ton, itu menjadi inkonsistensi sudut sepanjang penuh yang Anda kejar dengan pelat perasa sepanjang sore.
Katalog mengilap itu—pemberat kertas—tidak pernah mencantumkan batas tinggi nol mesin Anda atau batas langkah yang membatasi jangkauan pembentukan Anda. Mereka menganggap Anda akan menyesuaikan diri.
Baja tidak menyesuaikan diri.
Jadi mari kita uraikan apa yang sebenarnya menentukan kompatibilitas.
Bayangkan sebuah rem Eropa dengan penjepit baji yang dirancang untuk perkakas yang digiling presisi pada toleransi tinggi yang seragam—biasanya dalam setengah seperseribu. Setiap punch dimaksudkan untuk berada pada datum vertikal yang sama sehingga penjepit hidrolik dapat menempatkan dirinya sendiri dan mengulang dengan tepat.
Sekarang campurkan perkakas lama yang tingginya satu milimeter lebih besar.
Anda menjepit garis. Salah satu stasiun mencapai dasar lebih dulu. Sistem baji terkunci di sana. Sisanya dari punch pada dasarnya menggantung, menunggu menyentuh di bawah beban. Pada 20 ton, terlihat baik-baik saja. Pada 80 ton, stasiun yang rendah melengkung berbeda. Sistem crowning Anda mengompensasi defleksi meja, bukan ketidakkonsistenan tinggi vertikal alat.
Beberapa tahun lalu saya melihat sebuah bengkel menghabiskan tiga jam menyelipi setiap stasiun pada proses sepanjang 12 kaki karena alat baru dan alat lama “keduanya gaya Euro.” Memang benar. Hanya saja mereka tidak dibangun dengan filosofi tinggi yang sama. Produksi pertama dimulai? Dua bagian dibuang sebelum mereka mengakui ketidakcocokan itu bukan kesalahan operator.
Perbedaan 2 mm itu bukan sekadar gangguan saat penyetelan. Ia mengubah di mana penjepit menggigit, seberapa rata ia duduk, dan bagaimana beban ditransfer ke ram. Eropa, Wila, Amerika lama—mereka bukan hanya tang yang berbeda. Mereka adalah sistem kontrol vertikal yang berbeda.
Jika mesin Anda mengharapkan tinggi yang digiling presisi dan seragam, pemasok Anda harus hidup di dalam ekosistem itu. Mencampur era di dalam “gaya” yang sama adalah cara tumpukan toleransi dimulai.
Saya mengaudit sebuah rem hidrolik dari tahun 1990-an yang ditingkatkan dengan kontrol CNC modern. Di atas kertas, terlihat mutakhir. Dalam baja, tetap saja mesin tahun 1990-an.
Langkahnya terbatas. Jarak terbuka—jarak antara ram dan meja—sempit. Tinggi tutup—jarak pada titik bawah mati—ditetapkan sekitar dimensi perkakas gaya Amerika lama.
Bengkel tersebut membeli satu set punch Eropa bergaya segmen yang tinggi karena katalog menyatakan “cocok untuk sebagian besar merek utama.” Itu memang cocok di penjepit. Kemudian mereka mencoba tekukan kotak yang dalam.
Ram mencapai batas langkah sebelum flensa melewati badan punch. Mereka secara fisik tidak bisa membuka cukup lebar untuk mengeluarkan bagian tanpa memprogram ulang dan menata ulang urutan tekukan. Waktu penyiapan menjadi dua kali lipat. Mereka menyalahkan pemrograman.
Masalahnya bukan pada pemrograman. Itu masalah geometri.
Mesin-mesin lama sering memiliki jarak terbuka lebih sedikit dan langkah yang lebih pendek. Perkakas modern yang lebih tinggi dengan cepat memakan ruang itu. Dan jika tinggi tutup Anda dirancang berdasarkan sistem tang yang lebih tinggi, beralih ke yang lebih pendek akan mengubah di mana titik bawah mati berada relatif terhadap tinggi cetakan.
Hal itu memengaruhi kurva tonase dan pengulangan sudut.
Bayangkan sebuah contoh hipotetis: rem Anda memiliki jarak terbuka 18 inci. Tumpukan perkakas Anda menghabiskan 14. Tambahkan ketebalan material dan tinggi flensa. Berapa banyak ruang yang benar-benar tersisa untuk mengeluarkan bagian atau melakukan hemming?
Kesesuaian bukan hanya “apakah bisa dijepit.” Tapi “apakah bisa beroperasi di dalam batas perjalanan fisik mesin saya tanpa mengorbankan urutan tekukan atau keselamatan.”
Dua rem sepanjang 10 kaki. Keduanya berkapasitas 130 ton. Keduanya menggunakan perkakas bergaya Eropa.
Satu menggunakan pasak crowning manual di bawah bed. Yang lainnya menggunakan crowning hidrolik yang dikontrol CNC dan terhubung ke umpan balik tonase. Ketebalan bed dan karakteristik defleksi berbeda tergantung merek dan era pembuatannya.
Beban keduanya hingga 100 ton sepanjang panjang penuh. Yang pertama mengandalkan kompensasi yang diatur operator. Yang kedua secara aktif menyesuaikan untuk mempertahankan sudut yang konsisten sepanjang balok.
Sekarang perkenalkan perkakas dengan toleransi tinggi ±0,0005 inci. Pada mesin crowning hidrolik, presisi itu terlihat sebagai repeatability. Pada sistem manual, ketidakkonsistenan kecil dalam pengaturan crowning akan menjadi lebih nyata sepanjang panjangnya.
Saya melihat sebuah bengkel mengganti satu set dies presisi tinggi yang kompatibel dengan Wila ke bed yang lebih tua dengan keausan tidak merata di dekat tengah bentang. Perkakasnya sempurna. Bed-nya tidak. Mereka mengejar variasi sudut sepanjang 8 kaki dan menyalahkan vendor perkakas. Satu sore kemudian, kami memeriksa bed dengan blue-check dan menemukan titik tinggi.
Perkakas presisi memperkuat geometri mesin—baik atau buruk.
Dan di sinilah forum menjadi ramai: “Kami menggunakan perkakas Amerika pada brake Euro kami. Cukup ubah sudut punch dari 90 menjadi 88 derajat.” Ya, Anda bisa mengompensasi geometri sudut. Anda tidak bisa mengompensasi pola defleksi bed yang tidak dirancang untuk ditangani oleh sistem crowning Anda dengan gaya tang dan distribusi beban tersebut.
Adaptor dan trik sudut menyelesaikan masalah geometri. Mereka tidak menyelesaikan fisika jalur beban.
Mari kita tumpuk secara jujur.
Sedikit ketidaksesuaian tinggi tang. Stroke yang nyaris tidak melewati perkakas tinggi. Crowning yang mengasumsikan distribusi beban seragam. Bed dengan pola keausan dari puluhan tahun pekerjaan yang dibebani di tengah.
Secara individu, setiap masalah dapat dikelola. Bersama-sama, mereka menumpuk.
Saya meninjau produksi bracket berat di mana dies berperingkat tonase rendah—gaya tang kompatibel sempurna—digunakan pada press berkapasitas tinggi. Di bawah beban maksimum, bahu die mulai mengembang. Tidak bencana. Hanya cukup deformasi untuk mengubah lebar bukaan V sepanjang shift. Sudut bergeser. Operator mengompensasi dengan kedalaman. Batch berikutnya dijalankan pada mesin berbeda dan keluar dari toleransi. Empat puluh bagian masuk ke tempat sampah sebelum ada yang melacaknya kembali ke peringkat die versus tonase aktual yang diterapkan.
Tang cocok. Jalur beban tidak menghormati batas kekuatan die.
Ketika toleransi menumpuk, tidak ada perwakilan katalog yang berdiri di brake bersama Anda. Pabrikan menunjuk ke lembar spesifikasi. Operator menunjuk ke lembar pengaturan. Tempat sampah scrap hanya terisi dengan tenang.
Inilah mekanismenya: setiap antarmuka—Clamp ke tang, tang ke badan punch, punch ke material, material ke die, die ke bed—memiliki toleransi. Jika ekosistem mesin dan ekosistem perkakas Anda tidak dirancang bersama, toleransi tersebut akan saling menambah, bukan saling meniadakan.
Dan mereka selalu bertambah di bawah beban.
Jadi ketika Anda bertanya, “Bagaimana saya menentukan sistem perkakas yang tepat untuk press brake spesifik saya?” jawabannya bukan loyalitas merek. Jawabannya adalah: cocokkan gaya clamping, filosofi tinggi vertikal, envelope stroke, metode crowning, geometri bed, dan peringkat tonase sebagai satu sistem—spesifik untuk merek dan model brake Anda.
Apa pun selain itu adalah berjudi dengan toleransi yang menumpuk.
Mulailah dengan meteran dan senter, bukan katalog.
Cabut satu punch dari penjepit Anda. Ukur ketebalan tang di tiga titik sepanjang 150 mm. Periksa lebar bahu. Olesi tang dengan cairan biru, klem, turunkan ram di bawah tekanan ringan, lalu tarik dan lihat pola kontaknya. Kontak penuh, atau garis mengilap di tepi?
Itu langkah pertama: memverifikasi apa yang sebenarnya dijepit penjepit Anda dan seberapa merata ia menjepit. Bukan apa yang tertera di lencana mesin. Apa yang dikatakan baja.
Inilah alasan hal ini penting. Perkakas gaya Promecam/Amada mendominasi sebagian besar brake tonase rendah hingga menengah yang keluar dari Asia. Ada di mana-mana. Yang berarti pasar dibanjiri punch “kompatibel” yang digiling dengan toleransi yang dipilih pabrik minggu itu. Jika penjepit Anda dibuat dengan tang 12 mm yang dijaga paralelisme ketat dan pemasok mengirim 11,92 mm dengan sedikit taper, tetap akan “muat.” Hanya saja tidak akan terbeban secara merata.
Saya mengaudit sebuah bengkel yang menjalankan penjepit hidrolik gaya Amada di mana satu punch pihak ketiga duduk rapat di tengah tetapi goyang di ujung. Pada 90 ton di sepanjang 8 kaki, taper kecil itu menggeser beban ke arah tengah. Sudutnya baik di tengah, terbuka di kedua ujung. Mereka mengejar crowning. Itu bukan crowning. Itu geometri tang.
Ketika kita berbicara tentang presisi gaya Eropa, kita tidak membicarakan logo. Kita membicarakan siapa yang benar-benar menjaga ketebalan tang, kesikuan bahu, dan toleransi tinggi punch sesuai desain penjepit Anda. Itulah filternya.
Proses langkah demi langkah dimulai di sini:
Hal lain hanyalah kebisingan.
Bayangkan holder Promecam sepanjang 3 meter berisi lima belas segmen punch 150 mm. Salah satunya terkelupas karena pergerakan backgauge yang buruk. Anda mengganti segmen itu. Selesai. Sepuluh menit.
Kesederhanaan modular itulah alasan perkakas gaya Eropa menyebar secara global. Bisa diperbaiki. Praktis. Tidak menuntut penggantian penuh seperti beberapa sistem integrasi tinggi.
Jadi, di mana Anda menarik garis antara presisi premium dan penggantian massal?
Bukan pada tingkat merek. Pada konsistensi toleransi antar segmen.
Jika segmen Anda berbeda tinggi bahkan 0,02 mm antar batch, Anda akan melihatnya pada bend panjang sebagai titik tekanan yang bergantian. Pada brake dengan crowning CNC yang diikat pada umpan balik tonase, variasi tinggi itu berubah menjadi variasi sudut. Mesin mengompensasi secara global. Ketidakkonsistenan terjadi secara lokal.
Saya menyaksikan pengerjaan panel stainless di mana segmen dari batch campuran—masih “gaya Amada,” tetapi dari lot produksi berbeda—menghasilkan efek papan bergelombang samar di sepanjang garis lipatan. Tidak terlihat sampai lapisan powder coat. Lalu menjadi scrap. Semua segmen “muat.” Mereka hanya tidak digiling pada datum vertikal yang sama.
Harga OEM kelas atas biasanya memberi Anda kontrol batch antar batch yang lebih ketat. Harga penggantian dalam jumlah besar sering kali memberi Anda kontrol statistik yang lebih longgar tetapi biaya per bagian yang lebih murah. Keputusan ini bukan perkara filosofis. Ini tentang toleransi bagian Anda dan panjang tekukan.
Jika Anda melakukan air bending pada braket pendek dengan toleransi ±1 derajat, pembelian dalam jumlah besar mungkin cukup. Namun jika Anda membuat lipatan pada panel arsitektural sepanjang 8 kaki yang diperiksa di bawah pencahayaan mengilap, Anda memerlukan konsistensi toleransi tinggi di setiap segmen pada penjepit tersebut.
Batas ditentukan oleh toleransi paling ketat yang dibutuhkan oleh bagian akhir Anda—bukan oleh tingkat pemasaran pemasok.
Pemeriksaan Realitas Lantai Toko: Jika Anda mencampur segmen dari tiga vendor dan mengharapkan satu garis tekukan yang lurus, Anda mempertaruhkan hasil akhir pada mikron yang tidak terlihat.
Harga OEM memang menyakitkan. Saya mengerti.
Para pembuat mesin press brake besar sekarang secara default menggunakan gaya Promecam/Amada pada mesin baru karena menyeimbangkan biaya dan fungsi untuk sebagian besar aplikasi. Itu tidak berarti setiap punch OEM terbuat dari baja ajaib. Itu berarti perkakas mereka dibuat sesuai geometri penjepit yang mereka pasarkan.
Jadi bagaimana cara menilai pihak ketiga tanpa membuang uang?
Mintalah tiga hal:
Jika jawabannya adalah “sesuai gaya Amada,” itu bukan spesifikasi. Itu hanya anggapan.
Bayangkan sebuah contoh hipotetis: penjepit hidraulis Anda dirancang untuk tang 12,00 mm dengan ekspektasi ±0,01 mm. Pihak ketiga memegang toleransi ±0,05 mm. Dalam kasus terburuk, Anda kekurangan 0,04 mm. Di bawah tekanan penjepitan, punch duduk sedikit lebih dalam. Itu menggeser referensi vertikal Anda. Kalikan itu dengan toleransi yang bertumpuk—tinggi die, keausan meja, pembentukan mahkota—dan kedalaman terprogram Anda tidak lagi sama dengan sudut tekukan yang terbentuk.
Itu mengencang.
Dan ketika mengencang secara tidak merata di sepanjang balok, Anda memperkenalkan beban samping ke dalam sistem yang dirancang untuk jalur beban terpusat. Di situlah penjepit aus sebelum waktunya dan punch menunjukkan bekas kilap hanya di satu bahu.
Saya meninjau kasus di mana tang dari pemasok hemat anggaran secara konsisten lebih tipis 0,03 mm. Bengkel mengimbangi dengan tekanan penjepit tambahan. Enam bulan kemudian, piston penjepit hidraulis menunjukkan pola keausan yang tidak rata. Perkakas menghemat uang. Rebuild penjepit menghapus seluruh penghematan itu.
Pihak ketiga bisa bekerja. Tapi hanya jika disiplin toleransinya cocok dengan ekosistem di mana mesin Anda dibuat.
Nama model bisa menipu. Clamp tidak.
Amada versi lama dengan wedge manual tidak berperilaku sama seperti Amada versi baru dengan clamp hidrolik, meskipun keduanya disebut “gaya Promecam.” Variasi LVD dapat berbeda dalam geometri bahu dan kedalaman permukaan penjepit. Promecam di atas kertas adalah sebuah profil. Dalam kenyataannya, itu adalah sebuah keluarga.
Jadi proses Anda membutuhkan satu lapisan lagi:
Kemudian bandingkan data fisik itu dengan gambar teknik dari pemasok — bukan lembar penjualannya. Gambar tekniknya.
Saya pernah melihat sebuah bengkel memesan punch “kompatibel LVD” untuk mesin pertengahan tahun 2000-an. Lebar tang-nya cocok. Jari-jari bahunya tidak. Saat diberi beban, punch duduk sedikit di luar permukaan kontak yang diinginkan. Seiring waktu, punch itu memoles jalur aus baru di permukaan clamp. Kuncinya pas di lubang — sampai akhirnya ia mulai memperlebar lubang itu.
Itulah realitas seperti kunci dan gembok dari sistem bergaya Eropa. Mereka menyelaraskan garis tengah ram ke badan punch untuk menghilangkan beban offset. Tapi itu hanya berhasil jika geometri tang dan bahu sesuai dengan apa yang telah dikerjakan oleh clamp untuk menerimanya.
Anda tidak sedang membeli bentuk. Anda sedang membeli keselarasan jalur beban.
Dan itu adalah jembatannya menuju bagian berikutnya. Karena jika gaya Eropa memerlukan tingkat disiplin setinggi ini, tunggu sampai Anda melihat sistem di mana perkakas dan clamp dirancang sebagai satu unit kepemilikan tunggal.
Anda sudah melihat bagaimana fluktuasi tinggi 0,02 mm dalam pengaturan “bergaya Eropa” langsung memengaruhi sudut tekukan Anda. Sekarang bayangkan ini: clamp dan tang punch tidak hanya dibuat dengan profil yang sama — mereka direkayasa sebagai pasangan yang disesuaikan, dengan tombol pengaman berpegas yang dirancang untuk mengunci ke geometri alur tertentu di bawah pra-tegangan.
Itulah Wila/Trumpf.
Pada sistem ini, tang tidak hanya dijepit oleh gesekan atau tekanan wedge. Ia diposisikan dan ditahan oleh mekanisme tombol di bagian depan yang mengaitkan dua alur pada tang 20 mm, mengontrol posisi vertikal dan pelepasan saat diberi beban. Langkah silinder clamp, kedalaman alur, jarak tempuh tombol — semuanya dirancang bersama. Anda tidak lagi hanya menyelaraskan ketebalan dan kesejajaran, tetapi juga bagian yang bergerak.
Di sinilah aturan “ekosistem terlebih dahulu” berhenti menjadi saran dan mulai menjadi keharusan. Karena ketika clamp dan perkakas dirancang bersama, “kompatibel” bukan tentang siluetnya. Ini tentang apakah kunci Anda cocok dengan pegas internal dan sistem pengunci di dalamnya.
Dan jika tidak cocok, apa yang lebih dulu rusak — perkakasnya, atau clamp-nya?
Mari kita bahas secara spesifik.
Pada punch gaya Wila/Trumpf yang lebih ringan, sistem penguncian depan “klik tombol” memungkinkan operator berdiri di depan mesin press brake, mengangkat, mendorong, dan mendengar bunyi klik ketika perangkat terkunci. Pemasangan satu tangan. Tidak perlu akses samping. Tidak perlu menjangkau ke belakang ram. Semuanya terasa lebih rapat.
Namun inilah detail yang sering dilewatkan banyak pihak: begitu beratnya melewati kira-kira 12,5 kg (27,6 lb) per segmen, banyak alat gaya Wila/Trumpf — termasuk OEM — beralih ke pin pengaman masuk dari samping, bukan tombol depan. Ekosistemnya sama. Metode pengunciannya berbeda.
Itu memberi tahu kita sesuatu yang penting. “Tombol eksklusif” itu bukan sihir universal. Itu adalah solusi rekayasa dalam batas beban tertentu.
Satu dekade lalu, jika Anda menginginkan benar-benar sistem ekstraksi tombol depan, Anda sebenarnya terikat pada pasokan OEM karena perlindungan paten. Opsi aftermarket memang ada, tetapi sering kali menggunakan sistem pin samping yang lebih lambat. Saat ini, beberapa produsen serius membuat tang dua-alur identik dengan antarmuka tombol yang cocok untuk alat yang lebih ringan dan sistem pin yang tepat untuk segmen berat.
Saya telah meninjau komponen aftermarket yang bisa langsung dipasang pada clamp hidraulik Wila, mengait dengan tombol secara bersih, dan tidak menunjukkan penyimpangan terukur apa pun dalam paralelisme tang atau kedalaman alur dibandingkan sampel OEM.
Jadi pertanyaannya bukan “Apakah siapa pun bisa meniru tombol itu?” Dalam banyak kasus, jawabannya iya.
Pertanyaan yang sebenarnya adalah: apakah mereka menjaga toleransi posisi yang sama pada alur terhadap tinggi punch, dari satu batch ke batch berikutnya?
Saya melihat kejadian nyaris celaka ketika satu set campuran — segmen ringan OEM dan segmen berat aftermarket — semuanya “bergaya Wila,” menimbulkan ketidaksesuaian vertikal halus antara alat yang dikunci tombol dan alat yang dikunci pin. Operator menyesuaikan kedalaman untuk mengejar sudut. Clamp-nya bukan masalah. Tumpukan datum campurannya yang jadi masalah. Jalannya hampir menghasilkan 40 panel stainless terbuang sebelum seseorang mengukur tinggi kerja yang sebenarnya.
Ketika mekanisme penguncian terintegrasi dalam jalur beban, kelonggaran bukan sekadar urusan kosmetik. Itu bersifat struktural.
Letakkan dua punch berdampingan di meja. Profil tang sama. Dua alur sama. Penguncian tombol sama. Salah satunya berharga 30% lebih mahal.
Ke mana uangnya?
Pada perkakas Wila/Trumpf OEM premium dan aftermarket kelas atas, biasanya Anda membayar untuk proses pengerasan penuh atau pengerasan induksi dalam, diikuti penggerindaan presisi pada permukaan kerja dan fitur tang dalam satu rantai proses yang terkendali. Hal itu penting karena clamp bertumpu pada geometri yang dikeraskan dan digerinda — bukan hanya baja hasil milling dengan sentuhan gerinda kosmetik.
Bayangkan sebuah skenario hipotetis: punch yang dikeraskan permukaannya sedalam 1,5 mm dibandingkan punch yang dikeraskan jauh lebih dalam. Setelah beberapa kali penggerindaan ulang selama bertahun-tahun, alat yang pengerasannya dangkal akan menampakkan material inti yang lebih lunak di bahu tang. Di bawah siklus penjepitan hidraulik berulang, bahu itu terdeformasi secara mikroskopis. Kedalaman kaitan tombol berubah sepersekian milimeter. Anda tidak akan melihatnya di bulan pertama. Anda akan merasakannya di tahun ketiga.
Itulah yang sebenarnya Anda bayar — ketahanan terhadap pergeseran dimensi di bawah gaya penjepitan.
Namun merek semata tidak menjamin hal itu. Saya telah mengaudit alat bermerek premium dengan metalurgi yang sangat baik dan juga pemasok kelas menengah dengan profil kekerasan serta kualitas gerinda yang setara. Saya juga pernah melihat alat “bergaya Wila hemat” di mana alurnya dipotong sebelum proses pengerasan, lalu sedikit terdistorsi selama perlakuan panas dan hanya dirapikan secukupnya agar lolos uji ukur go/no-go.
Sebuah bengkel yang saya tangani pernah mencampur batch berbiaya rendah ke dalam sistem Wila OEM. Dalam enam bulan, segmen murah itu menunjukkan bekas aus mengilap hanya pada satu bahu alur — ketidaksejajaran sudut ringan di bawah tekanan clamp. Tidak sampai menyebabkan kegagalan total. Hanya cukup untuk memulai perburuan toleransi pada komponen panjang.
Anda tidak membayar untuk logo. Anda membayar untuk kendali proses dalam perlakuan panas dan penggerindaan yang berkaitan dengan mekanisme pengaman hidraulik.
Dan jika pemasok tidak dapat memberi tahu Anda kedalaman pengerasan mereka dan urutan penggilingan setelah pemanasan, untuk apa sebenarnya Anda membayar?
Di sinilah matematika menjadi jujur.
Ambil pekerjaan arsitektur tonase tinggi: panel stainless panjang, hasil akhir terlihat, toleransi sudut ketat sepanjang 3 meter. Pada sistem penjepit hidraulik Wila dengan crowning CNC, mesin mengasumsikan tinggi punch dan geometri alur yang konsisten sehingga dapat mendistribusikan beban secara merata. Setiap deviasi menjadi kesalahan sudut lokal yang tidak dapat dilihat oleh kontrol.
Dalam lingkungan tersebut, mencampur pemasok — bahkan dalam “gaya Wila/Trumpf” — memperkenalkan variabel kedua: referensi tinggi lintas pemasok. Bahkan perbedaan sistematis 0,01–0,02 mm antara batch menggeser posisi poros netral cukup untuk terlihat di bawah cahaya gloss.
Saya mengaudit fasilitas yang menjalankan setup Wila premium yang memutuskan untuk melengkapi dengan segmen pihak ketiga guna menghemat pesanan besar. Secara individu, setiap pemasok mempertahankan toleransi ketat. Bersama-sama, datum vertikal mereka sedikit bergeser. Mesin mengkompensasi secara global. Bagian-bagian menunjukkan pita sudut bergantian di seluruh sambungan segmen. Beberapa bagian akhirnya dibuang setelah pelapisan.
Ekosistemnya tidak gagal. Kerangka referensi campuranlah yang gagal.
Sekarang dibalik. Braket produksi singkat, tonase sedang, toleransi ±1 derajat, tanpa pemeriksaan kosmetik. Dalam kasus itu, pemasok pihak ketiga yang sudah diverifikasi yang cocok pada geometri tang, penempatan alur, dan profil kekerasan dapat bekerja nyaris tidak dapat dibedakan dari OEM — dengan biaya lebih rendah.
Premium dibenarkan ketika tiga kondisi ini menumpuk:
Ketika itu tidak berlaku, pengadaan aftermarket yang disiplin dalam ekosistem Wila masuk akal.
Namun jangan menipu diri tentang apa sebenarnya sistem ini. Ini bukan profil Eropa generik dengan tombol mewah. Ini adalah rakitan penjepit dan alat yang dirancang bersama. Perlakukan seperti kunci dengan pin. Cocokkan mekanisme internalnya, bukan hanya bentuk luarnya.
Karena jika ini yang terjadi dalam sistem hidraulik premium yang terintegrasi erat, apa artinya bagi bengkel yang mencoba menjaga besi Amerika lama tetap produktif tanpa tingkat penyelarasan rekayasa ini?
Di situlah kompromi nyata dimulai.
Saya masuk ke sebuah bengkel yang menjalankan pengereman Amerika 1998 dengan tang planer klasik 0,50 inci. Penjepit manual. Set screw yang sudah dipoles dari dua puluh tahun pengencangan. Operator mengganti punch, mengencangkan sekrup, menekan pedal kaki — dan alat bergeser mungkin beberapa ribu inci sebelum duduk. Itu mengencang.
Gerakan kecil itu adalah keseluruhan cerita.
Pada mesin warisan ini, tidak ada tombol hidrolik yang mengoreksi geometri alur. Tidak ada pin pengaman terintegrasi. Gaya penjepitan langsung menekan pada tang yang relatif sempit dan area kontak bahu apapun yang ditinggalkan pembuat alat untuk Anda. Setiap pergantian alat adalah peristiwa gesekan. Setiap peristiwa gesekan adalah keausan. Dan berbeda dengan tang gaya Eropa 13 mm atau 20 mm dengan area dudukan lebih luas, tang setengah inci gaya Amerika memiliki permukaan lebih sedikit untuk mendistribusikan beban. Area yang lebih sedikit berarti tegangan kontak lebih tinggi di bawah tonase yang sama. Itu adalah mekanika, bukan loyalitas merek.
Jadi saat Anda bertanya bagaimana bengkel mengelola risiko pada mesin tua, jawabannya bukan “beli katalog yang lebih baik.” Jawabannya adalah “hargai kunci yang sudah Anda miliki.” Brake itu dibuat untuk lebar tang, tinggi bahu, dan filosofi penjepitan tertentu dua dekade lalu. Dia tidak peduli apa yang sedang tren dalam pemberat kertas tahun ini.
Jika bahkan sistem hidrolik yang dirancang bersama menghukum bingkai referensi campuran, apa yang Anda pikir akan terjadi saat satu-satunya kontrol penyelarasan Anda adalah beberapa sekrup penyesuaian dan pengetahuan turun-temurun?
Ambil katalog terbaru dari pemasok besar — Wilson, Mate, Rolleri — dan Anda akan melihat sesuatu yang sering dilewatkan orang. Mereka masih memotong gaya American Precision. Bukan sebagai aksi nostalgia. Tapi sebagai lini yang menguntungkan.
Itu penting.
Ada mitos yang beredar bahwa tooling gaya Amerika warisan akan punah, yang mendorong bengkel ke impor yang meragukan atau produksi custom sekali jalan. Tetapi pemasok yang juga membuat profil Eropa dan Wila sering kali adalah pemasok yang sama yang menggiling tang 0,50 inci setiap minggu. Mereka sudah mengamortisasi infrastruktur perlakuan panas dan penggilingan mereka. Menambahkan profil tang lain hanyalah perubahan pemrograman, bukan proyek besar.
Saya mengaudit sebuah bengkel yang membeli batch “cukup mirip” dari sumber biaya rendah karena mereka mengira tooling gaya Amerika asli memerlukan harga khusus. Pada run berat pertama di 90 ton sepanjang delapan kaki, satu segmen bergeser cukup untuk meninggalkan tanda pada bahu die. Tidak katastrofik. Hanya cukup untuk membuang run yang sudah dicat karena garis lipatan bergeser antar bagian.
Ironisnya? Pemasok tier-satu menyimpan profil OEM yang persis di rak dengan harga standar. Bengkel itu hanya berasumsi kelangkaan.
Begini mekanismenya: pada tooling gaya planer, konsistensi tinggi dan paralelisme tang lebih penting dibanding ukiran merek. Jika pemasok menggiling permukaan kerja dan tang dalam satu pengaturan terkendali setelah perlakuan panas, Anda mempertahankan satu datum vertikal tunggal. Jika mereka mengerjakan sebelum perlakuan panas, mengeraskan, lalu “membersihkan” kemudian, Anda mengundang distorsi. Begitulah cara Anda akhirnya mengejar pergeseran sudut pada mesin yang tidak memiliki crowning CNC untuk menyelamatkan Anda.
Jadi filter sumber bukanlah “Apakah mereka membuat gaya Amerika?” tetapi “Apakah mereka menggiling dan mengeraskannya dengan disiplin yang sama seperti yang mereka terapkan pada lini premium mereka?”
Bayangkan sebuah hipotesis: Anda memiliki brake gaya Amerika solid 150 ton. Ram rapat. Hidrolik bagus. Clamp manual. Anda menjalankan pekerjaan dengan variasi tinggi, volume sedang, dengan pergantian alat yang sering. Seseorang menawarkan rel retrofit gaya Eropa quick-change.
Kini kita berbicara tentang mengganti kunci, bukan hanya mengganti anak kunci.
Retrofit bisa masuk akal ketika waktu pergantian alat dan risiko keselamatan lebih besar daripada biaya retrofit. Sistem Eropa memberi Anda tang yang lebih lebar dan sering kali retensi pengaman bawaan. Ini mengurangi perilaku merayap dan duduk yang Anda lihat dengan sekrup penyesuaian. Ini juga menstandarkan Anda dengan ekosistem tooling yang lebih luas.
Namun inilah yang sering diremehkan bengkel: retrofit tidak memperbaiki keausan ram, defleksi bed, atau batas daylight. Jika mesin Anda dirancang untuk tinggi shut dan tinggi stack tertentu, menambahkan rel bisa mengurangi daylight. Saya telah melihat retrofit membuat bengkel kelabakan karena tooling box tinggi tidak lagi muat di bawah stroke.
Salah satu bengkel yang saya tangani melakukan retrofit secara khusus untuk mengurangi insiden hampir celaka — punch berat yang tergelincir saat pergantian tergesa-gesa. Retrofit itu menutup biaya sendiri dalam hal keselamatan dan waktu pergantian dalam satu tahun. Bengkel lain melakukannya demi mengejar “presisi Eropa” dan menemukan bahwa toleransi mesin mereka yang menjadi pembatas sebenarnya. Upgrade tooling menampakkan kelonggaran mesin; tidak menyembuhkannya.
Jadi, apakah itu sepadan?
Jika Anda membutuhkan pergantian yang lebih cepat, peningkatan retensi, dan kesesuaian dengan mesin masa depan, mungkin iya. Jika Anda berpikir bahwa mengganti rel secara ajaib dapat mengubah rangka berusia 20 tahun menjadi ekosistem yang direkayasa bersama, Anda sedang bermimpi.
Seorang mandor menyerahkan saya sebuah punch yang dicap dengan nama OEM yang sudah lama hilang. “Mereka tidak membuat ini lagi,” katanya. Yang sebenarnya dia maksud adalah, “Bagian pembelian kami tidak dapat menemukannya di tumpukan kertas biasanya.”
Pemasok global mempertahankan persediaan dies tersegmentasi dan gambar rancangan lama justru karena ribuan brake seperti ini masih beroperasi. Banyak profil OEM yang dihentikan tidak punah; mereka hanya tidak dipasarkan secara keras. Geometrinya masih hidup di suatu basis data, menunggu seseorang menanyakan pertanyaan yang tepat: lebar tang, tinggi bahu, tinggi keseluruhan, dan referensi dari datum mana?
Saya telah melihat bengkel membayar biaya “kustom” untuk profil yang sebenarnya tersedia dengan konvensi penamaan berbeda. Triknya adalah mengukur alat yang ada dengan benar — bukan hanya dengan perkiraan mata. Ukur ketebalan tang dengan mikrometer. Periksa kesejajaran. Konfirmasi tinggi keseluruhan dari permukaan kerja hingga tempat tang. Lalu cocokkan dengan pemasok yang menangani beberapa sistem. Mereka yang menangani gaya Amerika, Eropa, dan Wila memahami penerjemahan antarprofil.
Sebuah operasi membuang satu batch pendek karena mereka menerima die “kompatibel” yang cocok dalam bukaan V dan panjangnya tetapi 0,02 mm lebih tinggi dari set yang ada. Pada brake lama tanpa kompensasi otomatis, ketidaksesuaian kecil itu menumpuk di seluruh segmen dan muncul sebagai variasi sudut di sambungan.
Dihentikan tidak berarti tidak bisa didapatkan. Artinya Anda membutuhkan pemasok yang menghargai kerangka referensi sama seperti Anda.
Dan itulah titik baliknya, bukan? Begitu Anda menerima bahwa ekosistem penjepitan mesin Anda adalah filter yang tidak bisa dinegosiasikan — apakah itu Wila hidrolik atau planer Amerika tahun 1990-an — pertanyaan berikutnya bukanlah “Siapa yang termurah?” tetapi “Siapa yang memahami kerangka referensi saya sebelum saya mengeluarkan RFQ?”
Anda ingin cara sistematis untuk menyeleksi pemasok perkakas?
Mulailah dengan memperhatikan apa yang mereka tanyakan sebelum mereka memberikan penawaran.
Cara tercepat untuk mengenali penipu adalah keheningan. Anda mengirim RFQ dengan “gaya Eropa, segmen 835mm,” dan balasannya datang dalam satu jam—tanpa pertanyaan tentang jenis penjepit, model mesin, tinggi tutup, atau konteks tonase. Itu bukan efisiensi. Itu menebak dengan uang Anda.
Saya sudah melihat ini terjadi. Sebuah bengkel memesan perkakas “kompatibel” untuk sistem penjepit hidrolik pertengahan 2000-an karena katalog menyebutkan tang universal gaya Eropa. Pada penyetelan pertama, tombol pengaman tidak duduk dengan rapi di alur penjepit. Punch-nya menonjol sedikit. Dikencangkan. Dan di bawah beban, tonjolan kecil itu berubah menjadi garis jejak yang terlihat di setiap lipatan pada batch tersebut. Bagian-bagiannya tidak menjadi rongsokan di lantai. Mereka menjadi rongsokan di perakitan pelanggan.
Pemasok yang memahami ekosistem penjepitan tidak terburu-buru melewati kunci untuk menjual Anda sebuah kunci.
Jika mereka tidak meminta angka, hentikan pembicaraan.
Minimalnya, mereka harus meminta: merek dan model mesin yang tepat, gaya penjepit (set-screw manual Amerika, quick-change Eropa, Wila hidrolik, dll.), shut height (jarak ram ke meja pada titik mati bawah), daylight, dan tonase maksimum—dan bukan hanya tonase dari nameplate, tetapi tonase yang benar-benar Anda operasikan sepanjang panjang tertentu. Jika mereka tidak membahas beban per kaki, berarti mereka tidak memikirkan jalur gaya.
Dan di sinilah sebagian besar RFQ menjadi lemah: referensi vertikal. Tinggi keseluruhan alat dari permukaan kerja hingga kursi tang. Bukan “tinggi standar”. Tinggi yang sebenarnya. Terutama jika Anda mencampur dengan inventaris yang ada yang digiling dengan pita toleransi yang diketahui.
Konsistensi tinggi bukanlah kemewahan; itu adalah strategi datum. Ketika pemasok menggiling setelah perlakuan panas dalam satu setup, mereka mempertahankan hubungan vertikal itu. Ketika mereka tidak, Anda akhirnya harus menyisipkan segmen seperti sedang menyetel gitar.
Bayangkan hipotetis: dua pemasok memberikan penawaran untuk profil punch 30 derajat yang sama. Yang satu meminta shut height Anda dan tinggi alat yang ada hingga sepersepuluh milimeter. Yang lain mengatakan, “Tinggi standar 4 inci.” Mana yang merancang berdasarkan mesin Anda, dan mana yang menjual dari rak?
Dan inilah titik buta yang banyak bengkel lewatkan: kekuatan profil. Pemasok yang memahami ekosistem Anda juga akan bertanya apa yang Anda tekuk—jenis material, ketebalan, target radius dalam. Karena punch tinggi, sempit, akut yang pas di penjepit Anda bisa tetap gagal jika penampang profil tidak dibuat untuk beban per kaki Anda. Kesesuaian dan kekuatan adalah dua pembicaraan terpisah. Pemasok yang tepat memiliki keduanya.
“Dalam stok” terasa aman.
Kadang memang begitu. Kadang berarti mereka sudah menjalankan geometri tang Anda dalam volume dan mengendalikannya dengan baik sehingga dapat mempertahankan tinggi yang seragam di seluruh batch. Itu kompetensi.
Tetapi kadang “dalam stok” berarti mereka akan memaksa mesin Anda menerima apa yang nyaman bagi mereka.
Jika Anda menjalankan tang gaya planer Amerika warisan dengan hubungan bahu spesifik dan mereka mengklaim memilikinya siap kirim di rak—tanyakan berapa banyak bengkel yang menjalankan geometri yang persis sama hari ini. Jika jawabannya samar, Anda tidak membeli standar. Anda membeli stok sisa.
Sebaliknya, lead time Eropa yang lama tidak secara otomatis menunjukkan presisi juga. Saya melihat sebuah bengkel menunggu dua belas minggu untuk tooling OEM bermerek karena mereka menganggap penundaan berarti kualitas. Ketika datang, memang cocok dengan penjepit—tetapi mereka belum memeriksa kembali daylight setelah menambahkan rel retrofit tahun sebelumnya. Tinggi stack baru mencuri jarak bebas yang mereka butuhkan untuk box tool yang tinggi. Tooling indah. Sistem konteks yang salah.
Lead time hanya berarti sesuatu ketika terikat pada kerangka referensi Anda.
Pemasok yang kompeten akan menjelaskan mengapa suatu profil adalah stok—ekosistem umum, tinggi terkendali, permintaan berulang—atau mengapa itu kustom—tang nonstandar, shut height diubah, bahu dimodifikasi. Mereka akan menghubungkan waktu dengan geometri. Jika mereka tidak bisa, Anda kembali membaca dari pemberat kertas.
| Topik | Detail |
|---|---|
| Pertanyaan Inti | Kapan “dalam stok” sebenarnya menjadi tanda bahaya terkait lead time dan profil kustom? |
| Persepsi “Dalam Stok” | “Dalam stok” terasa aman. Kadang memang mencerminkan kompetensi dan produksi yang terkendali serta dapat diulang. |
| Ketika “Dalam Stok” Menandakan Kompetensi | Itu bisa berarti pemasok secara rutin menjalankan geometri tang Anda dalam volume dan mempertahankan tinggi yang seragam di seluruh batch. |
| Ketika “Dalam Stok” Adalah Tanda Bahaya | Itu mungkin menunjukkan bahwa pemasok sedang mendorong persediaan sisa yang nyaman daripada memenuhi persyaratan spesifik sistem Anda. |
| Kekhawatiran Geometri Warisan | Jika Anda menggunakan tang bergaya planer Amerika warisan dan kabarnya siap dikirim, tanyakan berapa banyak bengkel yang saat ini menjalankan geometri yang persis sama. |
| Peringatan Justifikasi Kabur | Jika jawaban pemasok tentang penggunaan bersifat kabur, kemungkinan besar Anda membeli persediaan sisa—bukan standar yang sebenarnya. |
| Waktu Tunggu Lama yang Menyesatkan | Waktu tunggu lama dari Eropa tidak secara otomatis menunjukkan presisi atau kualitas yang lebih tinggi. |
| Contoh Asumsi yang Tidak Selaras | Sebuah bengkel menunggu dua belas minggu untuk peralatan merek OEM dengan asumsi bahwa keterlambatan berarti kualitas, namun gagal memeriksa kembali jarak bebas setelah menambahkan rel retrofit. |
| Kegagalan Konteks Sistem | Tinggi tumpukan baru mengurangi jarak bebas yang diperlukan untuk alat kotak tinggi—menghasilkan peralatan indah yang tidak sesuai dengan konteks sistem. |
| Prinsip Utama | Waktu tunggu hanya bermakna jika dikaitkan dengan kerangka referensi mesin dan geometri spesifik Anda. |
| Apa yang Dilakukan Pemasok Kompeten | Mereka menjelaskan apakah profil itu stok (ekosistem umum, tinggi terkontrol, permintaan berulang) atau kustom (tang tidak standar, tinggi tutup diubah, bahu dimodifikasi). |
| Wawasan Akhir | Pemasok yang kompeten menghubungkan waktu tunggu dengan geometri. Jika mereka tidak bisa, Anda bergantung pada asumsi daripada penyelarasan sistem. |
Pemeriksaan Realitas Lantai Toko: “Dalam stok” adalah hijau hanya jika sesuai dengan logika penjepit dan tinggi Anda; jika tidak, itu hanyalah barang bekas cepat.
Jangan mempertaruhkan rak hanya berdasarkan brosur.
Pesan satu set uji kecil dengan sensitivitas tinggi—dua atau tiga segmen yang akan ditempatkan di sebelah peralatan yang sudah ada pada pekerjaan nyata. Ukur tinggi keseluruhan dengan mikrometer. Periksa ketebalan tang dan kesejajarannya. Kemudian pasang mereka berdampingan dengan segmen yang saat ini tanpa mengubah pengaturan mesin.
Di sinilah kebenaran muncul.
Jika pemasok mengklaim konsistensi tinggi ±0,0005″, ram Anda seharusnya tidak perlu dikejar. Sudut harus tetap konsisten di sambungan antara segmen lama dan baru. Jika Anda menggunakan mesin tanpa CNC-crowning, tes ini brutal—dalam arti positif. Tes ini langsung mengungkap toleransi yang saling menumpuk.
Dan dorong mereka dengan beban. Jalankan pekerjaan mendekati kisaran ton-per-kaki yang biasa Anda gunakan, bukan uji ringan. Perhatikan perilaku dudukan di clamp. Dengarkan pergeseran halus saat tekanan meningkat. Geometri tang yang tepat akan terasa membosankan. Tidak ada merayap. Tidak ada penyesuaian setelah pukulan pertama.
Saya pernah melihat sebuah bengkel memvalidasi pemasok baru dengan pekerjaan kosmetik pelat 16-gauge. Semua terlihat sempurna. Pekerjaan baja karbon ringan setebal 1/4″ pada beban lebih tinggi menunjukkan cerita sebenarnya—profilnya sedikit melentur sehingga membuka sudut di tengah bentang. Bukan kegagalan besar. Hanya cukup untuk membuat batch harus dibuang karena sudut keluar dari spesifikasi saat proses perakitan.
Pesanan uji yang tepat bukan hanya soal kecocokan. Ini tentang kemampuan ditukar dan perilaku beban di dalam ekosistem clamp spesifik Anda.
Itu adalah pergeseran.
Anda berhenti bertanya, “Siapa yang terbaik?” dan mulai bertanya, “Siapa yang berperilaku benar di dalam kerangka referensi mesin saya di bawah beban nyata?”
Begitu pemasok lulus RFQ Anda dan bertahan dalam pesanan uji nyata, pertanyaannya berubah. Tidak lagi “Bisakah mereka membuat alat yang bagus?” melainkan “Bisakah mereka terus membuat alat yang berperilaku di dalam ekosistem clamping saya yang spesifik lima tahun dari sekarang?”
Itu bagian yang sebagian besar bengkel tidak pernah formalisasikan.
Mereka memperlakukan uji coba yang berhasil seperti jabat tangan. Kemudian enam bulan kemudian, batch kedua muncul dari proses produksi berbeda, digiling di fixture yang berbeda, dan tiba-tiba nol ram Anda bergeser lagi. Bukan karena alatnya “buruk.” Karena Anda tidak pernah mengunci hubungan pada kerangka referensi mesin Anda.
Di sinilah Anda berhenti berbelanja merek dan mulai mengelola sebuah sistem.
Pergeseran ini sederhana dan tidak nyaman: press brake Anda menjadi spesifikasi. Bukan katalog.
Artinya Anda mendokumentasikan tiga hal dan memperlakukannya sebagai data terkendali: gaya dan dimensi clamp (Eropa, Wila, Amerika lama—hingga ketebalan tang dan lokasi bahu), tinggi keseluruhan alat yang terverifikasi sampai permukaan kerja, serta amplop beban nyata Anda dalam ton per kaki. Bukan angka brosur. Angka bengkel.
Saya melihat sebuah bengkel melewatkan langkah ini setelah uji coba sampel yang sukses. Enam bulan kemudian mereka memesan ulang punch Eropa 4 inci “yang sama.” Ia mengencang di clamp dengan baik. Tetapi tingginya 0,02 mm lebih tinggi dari inventaris yang mereka miliki. Di atas kertas, tidak berarti apa-apa. Di lapangan, ini berarti mengejar sudut di seluruh setup tersengmen dan membuang setengah shift untuk kembali ke baseline.
Tidak ada yang membuang bagian hari itu.
Mereka menghapus waktu.
Ketika Anda membekukan data mesin dan mewajibkan setiap pesanan ulang untuk bersertifikasi sesuai pita tinggi dan geometrinya tang, Anda menghilangkan variabel kejutan. Pesanan darurat menghilang karena kompatibilitas berhenti diasumsikan dan mulai diverifikasi terhadap referensi tetap.
Anda tidak membeli perkakas lagi. Anda melindungi strategi datum.
Katalog tebal memberi tahu Anda bahwa mereka bisa menggiling bentuk.
Catatan kecocokan memberi tahu Anda bahwa mereka memahami kunci Anda.
Inilah cara Anda membangun daftar pendek: hanya pemasok yang dapat menunjukkan pengiriman terdokumentasi ke gaya penjepit Anda yang persis—dengan toleransi tinggi ulang dan validasi beban—yang tetap ada di dalamnya. Bukan mirip. Tepat.
Bayangkan sebuah hipotesis: sebuah bengkel di Dubai yang menjalankan ekosistem Amada meninggalkan perkakas OEM mahal untuk pemasok alternatif 42CrMo. Di atas kertas, itu terdengar sembrono. Dalam praktiknya, pemasok baru mempertahankan tinggi seragam dalam ±0,0005 inci di seluruh batch dan mencocokkan geometri tang Amada dengan tepat. Mesin tidak peduli tentang logo. Mesin peduli bahwa kunci cocok dengan gembok dan membawa beban.
Itulah pelajarannya.
Reputasi merek adalah proxy untuk kualitas. Kecocokan yang terbukti di dalam penjepit Anda adalah bukti.
Sekarang, ada kasus khusus yang perlu Anda perhatikan. Beberapa pekerjaan menuntut profil non-standar—radius dalam sempit, perkakas kotak tinggi, dies hemming khusus. Pemasok yang unggul dalam profil custom mungkin tidak hidup di dalam ekosistem Anda sehari-hari. Itu tidak mendiskualifikasi mereka. Itu berarti Anda memperlakukan mereka sebagai pengecualian terkendali: target tinggi yang terdokumentasi, cetakan tang yang disetujui, inspeksi artikel pertama terhadap set master Anda.
Daftar pendek berdasarkan kefasihan ekosistem. Setujui pengecualian melalui validasi terukur.
Sumber yang percaya diri itu membosankan.
Anda memasang segmen baru di sebelah segmen yang berusia lima tahun. Anda tidak menyentuh nol ram. Anda tidak menyelipkan shim. Anda tidak “secara perlahan” mengejar sudut. Ia hanya berperilaku. Di bawah beban ringan. Di bawah beban berat.
Perasaan itu tidak datang dari kepercayaan. Itu datang dari keterlacakan.
Anda menetapkan set referensi tinggi master—diukur dan dicatat. Setiap batch baru diperiksa terhadapnya sebelum masuk rak. Anda mewajibkan pemasok untuk menyatakan tinggi keseluruhan dan dimensi tang yang diukur sebenarnya pada dokumen kemasan. Jika mereka mengubah urutan penggilingan, batch material, atau proses perlakuan panas, mereka memberi tahu Anda.
Itu bukan birokrasi perusahaan. Itulah cara Anda menghentikan pergeseran lambat dalam ekosistem yang tersegmentasi.
Karena inilah bagian yang tidak terlihat jelas: konsistensi tinggi bukanlah masalah peralatan. Ini adalah masalah stabilitas sistem. Begitu Anda mencampur ekosistem—meskipun sedikit—Anda mulai melakukan kompensasi pada mesin. Dan setiap kompensasi menyembunyikan ketidaksesuaian berikutnya.
Kebanyakan pembuat berpikir strategi peralatan jangka panjang berarti menegosiasikan tingkat harga yang lebih baik.
Artinya mengikat hubungan dengan pemasok Anda ke geometri mesin Anda begitu erat sehingga mengganti vendor akan terasa seperti mengganti kunci, bukan hanya anak kunci.
Dan setelah Anda melihatnya seperti itu, “Siapa produsen terbaik?” terdengar seperti pertanyaan yang sama sekali salah.
Satu-satunya pertanyaan yang penting adalah ini: siapa yang telah terbukti—seiring waktu, di bawah beban—bahwa anak kuncinya cocok dengan kunci Anda secara tepat tanpa Anda harus memaksanya?


















