

昨年の冬、私は10フィートのプレスブレーキの横で、オペレーターが新品の「ユニバーサル」パンチをクランプに押し込もうと格闘しているのを見ていました。パンチは滑り込み、締め付けられ、見た目には直角が出ているようにさえ見えました。.
120トンで最初の曲げ加工を行ったところ、左側のショルダーがずれてしまいました。3回目の曲げでフランジは0.030インチ狂い、その部品はスクラップとなりました。.
カタログには「主要なプレスブレーキのほとんどに適合」と書かれていました。「ほとんど」という言葉が、実はいろいろな意味を含んでいると思いませんか?
中規模の工場を歩けば、その光景はすぐに目に飛び込んできます。あるラックにはアメリカンスタイルのタング、別のラックにはヨーロピアンスタイル、そしてWilaの工具が手術道具のようにフォーム材に収められています。3つの形状、3つのクランプ哲学が、同じ建物の中に混在しているのです。.
もし「ユニバーサルフィット」が現実のものなら、私たちは今もなお、ラックのスペースを奪い合う3つの互換性のない規格に悩まされることはないはずです。規格が生き残るのは、荷重伝達、再現性、安全性といった現実的な機械的課題を解決しているからに他なりません。単なるノスタルジーで存続しているわけではないのです。.
プレスブレーキは鍵穴のようなものです。タングは鍵です。鍵の形状を変えれば、ラムから工具、そして部品へと力が伝わる流れが変わります。合わない鍵を無理に押し込めば、鍵を傷つけるだけでなく、鍵穴そのものを摩耗させてしまいます。.
私が皆さんに意識を変えてほしいのは、「クランプに入るかどうか」を問うのをやめ、「この工具は私のクランプ環境に合わせて設計されているか?」を問い始めることです。なぜなら、共存は歴史の問題ではなく、物理学の問題だからです。.

アメリカンスタイルを見てみましょう。タングは背が高く、セットスクリューで固定し、荷重は高い位置で支えられます。ヨーロピアンスタイルはタングが短く、ウェッジクランプを使用し、荷重経路も異なります。Wilaは、油圧または機械的な自動着座機能を備えた精密研磨タングを採用しており、シムを使わずに再現性の高い垂直位置決めができるよう設計されています。.
これらは単なる見た目の違いではありません。クランプ力がどこにかかるか、そして10フィートの長さでどれだけの垂直公差が積み重なるかを決定づける重要な要素なのです。.
数年前、ある工場が複数のメーカーの機械を混在させている環境で、「ユーロ互換」工具に標準化しようとするのを見ました。古いアメリカ製機械では、クランプネジがわずかに中心から外れて接触していました。低トン数なら問題ありませんが、定格の80%の負荷をかけると、パンチがわずかに傾いてしまうのです。目には見えませんが、測定すれば明らかでした。.
もし一つの形状がすべての荷重ケースに対応できるなら、機械メーカーはとっくに一つに統合していたはずです。しかし、そうはなりませんでした。では、彼らが統合したと仮定することで、あなたは何を犠牲にしているのでしょうか?
さて、ここで「巧妙な解決策」であるアダプターの話をしましょう。.
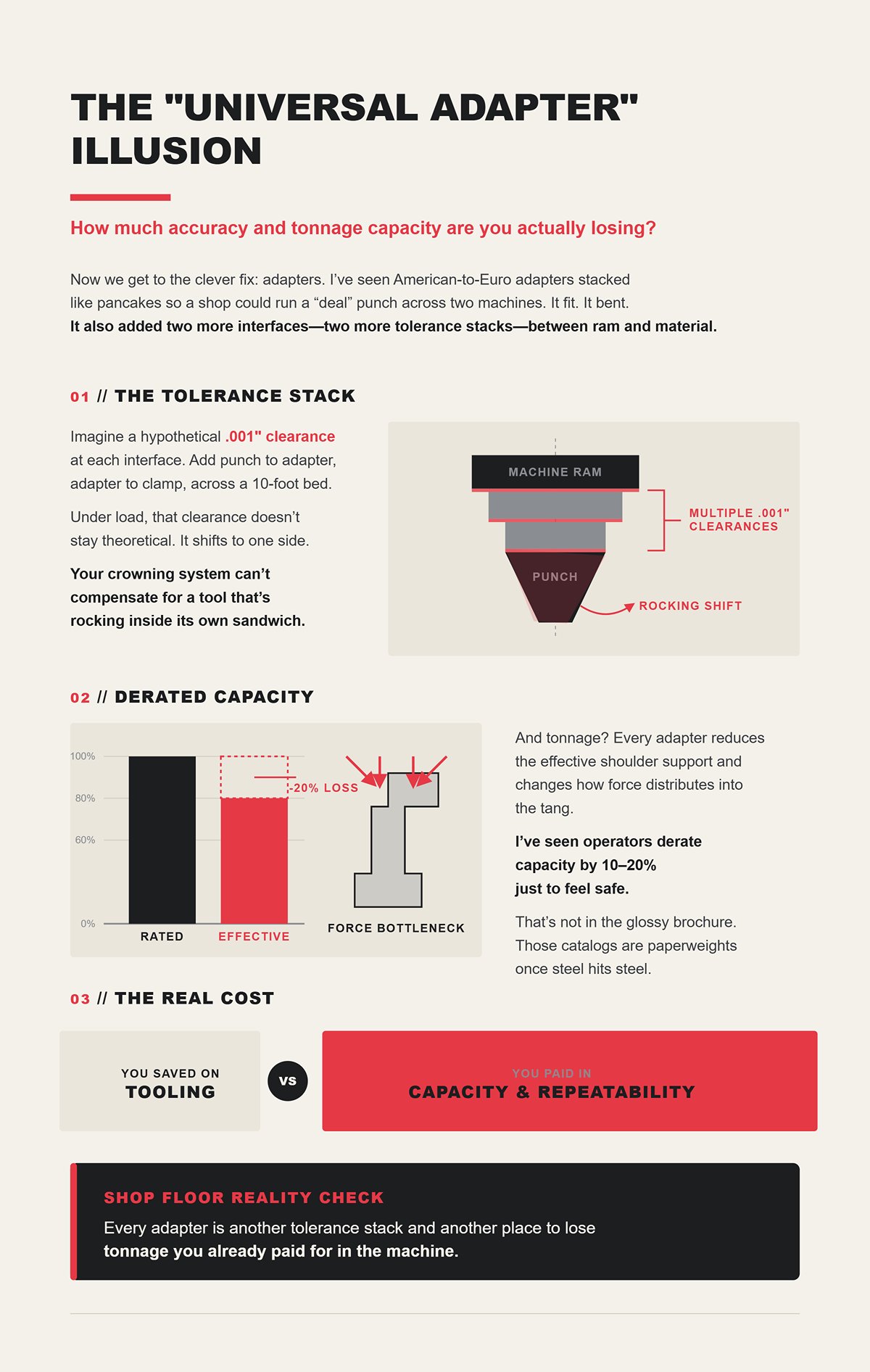
私は、ある工場が「お買い得な」パンチを2台の機械で使い回すために、アメリカンからユーロへのアダプターをパンケーキのように積み重ねているのを見たことがあります。確かに収まり、曲げ加工もできました。しかし、それはラムと材料の間に2つのインターフェース、つまり2つの公差の積み重ねを余分に増やしたことになります。.
各インターフェースに仮に0.001インチの隙間があると想像してください。パンチをアダプターに、アダプターをクランプに取り付け、それを10フィートのベッド全体で行うのです。荷重がかかれば、その隙間は理論上の話では済まなくなります。片側に偏ってしまうのです。独自のサンドイッチ構造の中で揺れ動く工具を、あなたのクラウニングシステムが補正することは不可能です。.
そしてトン数はどうでしょうか?アダプターを使うたびに、有効なショルダー支持面積は減少し、タングへの力の分散方法が変わります。私は、オペレーターが安全のために定格容量を10〜20%も下げて運用しているのを見たことがあります。そんなことは光沢のあるパンフレットには書かれていません。鋼材が鋼材にぶつかる現場において、カタログなどただの文鎮に過ぎないのです。.
工具代を節約した代償として、生産能力と再現性を犠牲にしました。年間を通じてどちらの項目がより大きなコストになっていると思いますか?
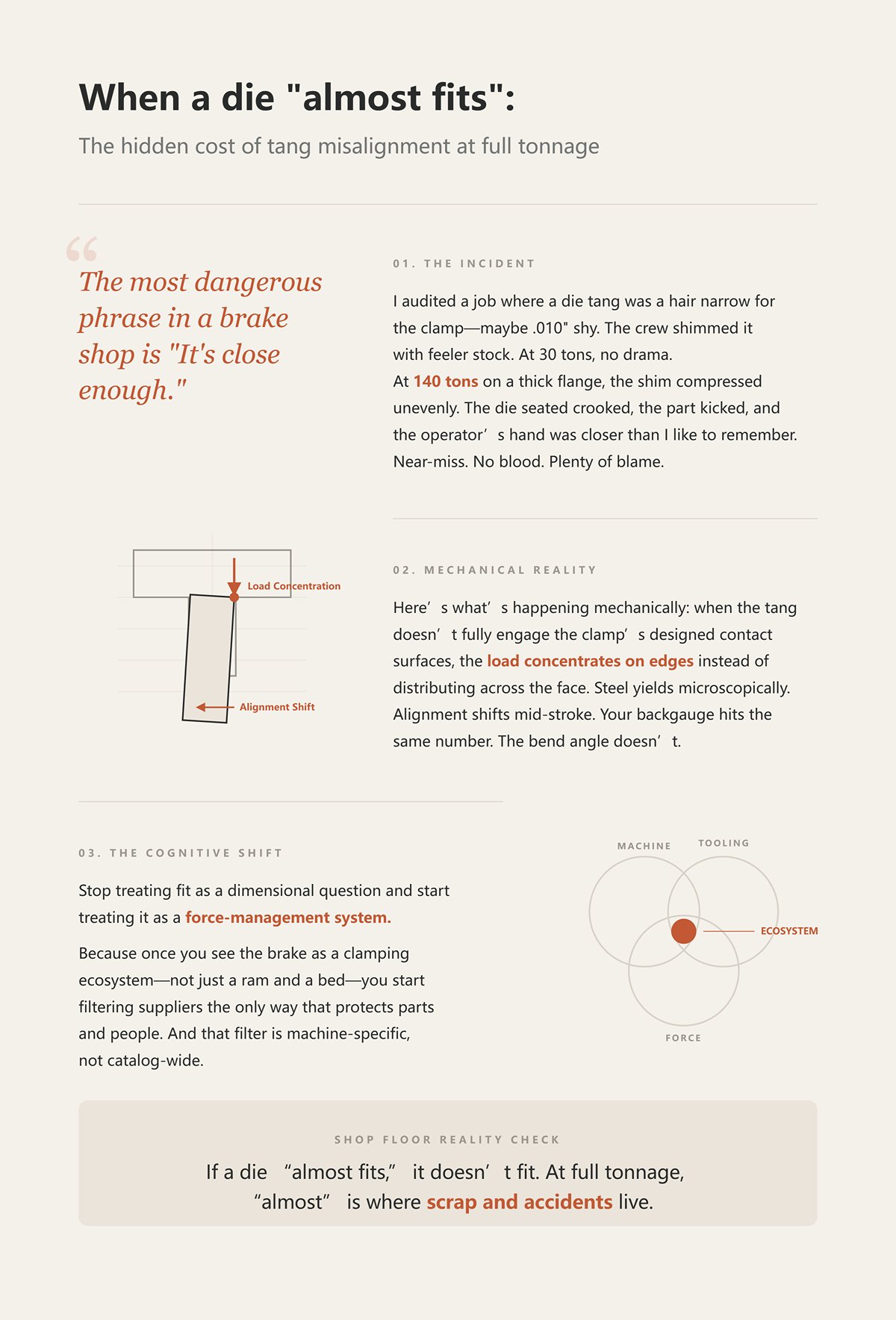
ブレーキプレス工場で最も危険な言葉は「これで十分だ」です。“
ある作業を監査した際、金型のタングがクランプに対してわずかに幅が狭く、0.010インチほど足りないケースがありました。作業員はシックネスゲージ(隙間ゲージ)でシム調整をしていました。30トンでは問題ありませんでしたが、厚いフランジに対して140トンをかけた際、シムが不均一に圧縮されました。金型が斜めに座屈し、ワークが跳ね上がり、オペレーターの手が私が思い出したくないほど近くにありました。ニアミスです。怪我はありませんでしたが、責任のなすりつけ合いが多発しました。.
機械的には次のようなことが起きています。タングがクランプの設計上の接触面に完全にかみ合っていないと、荷重が面に分散されず、エッジに集中します。鋼材は微視的に降伏し、ストロークの途中でアライメントがずれます。バックゲージは同じ数値を示していても、曲げ角度は一致しなくなります。.
ここでの認識の転換が必要です。「適合性」を寸法の問題として扱うのをやめ、力管理システムとして扱うようにしてください。.
ブレーキプレスを単なるラムとベッドではなく、クランピングの「エコシステム」として見れば、部品と作業員を守る唯一の方法でサプライヤーを選別し始めるはずです。その選別基準はカタログ全体ではなく、機械固有のものになります。.
「ユニバーサルフィット(汎用適合)」がおとぎ話であることはすでに受け入れているはずです。それは良いことです。.
さて、現場で直面する真の問いはこれです。 汎用金型が神話であるならば、自分のプレスブレーキに実際に何が必要なのかをどう判断すればよいのでしょうか?
まずはタングから始めるのは間違いではありませんが、そこで止まってはいけません。タングは単なる「握手」に過ぎないからです。機械のストローク、デイライト、閉塞高さ、クラウニングシステム、そしてベッドの形状こそが、その握手が安定した荷重経路になるか、それともスクラップへの緩やかな滑落になるかを決定するのです。.
私は、同じ機械上で新品の精密研磨された欧州製パンチと旧式の在庫品との間に、2mmの垂直方向の不一致があることを測定したことがあります。2mmは紙の上では小さく聞こえますが、10フィートのベッドで100トンの荷重をかけると、午後いっぱいシムで追いかけなければならないような、全長にわたる角度の不一致となります。.
光沢のあるカタログ(文鎮代わりになるようなもの)には、あなたの機械の閉塞高さの限界や、成形範囲を制限するストロークの上限などは決して記載されていません。彼らはあなたが「適応する」ことを前提としているのです。.
鋼材は適応しません。.
では、何が実際に適合性を決定づけるのかを分解してみましょう。.
精密研磨された金型を均一な高さ公差(通常1/2000インチ以内)で使用するように設計された、ウェッジクランプ式の欧州製ブレーキプレスを想像してください。すべてのパンチは同じ垂直基準位置に収まるように作られており、油圧クランプが自動的に着座し、再現性を発揮できるようになっています。.
そこに1ミリ高い古い金型を混ぜてみてください。.
ラインをクランプすると、あるステーションが先に底付きします。ウェッジシステムはそこでロックされます。残りのパンチは実質的に浮いた状態となり、荷重がかかるまで接触を待つことになります。20トンでは問題ないように見えますが、80トンでは低いステーションのたわみ方が異なります。クラウニングシステムはベッドのたわみを補正するものであり、垂直方向の金型の不一致を補正するものではありません。.
数年前、ある工場が12フィートの加工で、すべてのステーションにシムを挟む作業に3時間費やしているのを見ました。新しい金型と古い金型が「どちらもユーロスタイル」だったからです。確かにそうでしたが、それらは同じ高さの設計思想に基づいて作られてはいませんでした。最初の生産ヒットはどうなったか?不一致がオペレーターのミスではないと認めるまでに、2つの部品がスクラップになりました。.
その2ミリは単なるセットアップの煩わしさではありません。クランプがどこを噛むか、どれだけ均一に座るか、そして荷重がラムにどう伝わるかを変えてしまうのです。ヨーロピアン、Wila、従来の米国式、これらは単にタング(取り付け部)が違うだけではありません。垂直方向の制御システムそのものが異なるのです。.
もしお使いの機械が均一で精密に研磨された高さを前提としているなら、サプライヤーはそのエコシステムに準拠しなければなりません。同じ「スタイル」の中で異なる時代のものを混ぜることは、公差の積み重ね(累積誤差)の始まりです。.
私は、最新のCNC制御にアップグレードされた1990年代の油圧プレスブレーキを監査しました。書類上は最新に見えましたが、実機は依然として1990年代の機械でした。.
ストロークは制限されていました。ラムとベッドの間の開放距離であるデイライトは狭く、下死点までの距離であるシャットハイトは、古い米国式金型の寸法に合わせて固定されていました。.
その工場は、カタログに「主要ブランドのほとんどに適合」と書かれていたため、背の高いヨーロピアン・スタイルの分割パンチセットを購入しました。クランプには適合しました。しかし、深い箱曲げを試みたとき、問題が起きました。.
フランジがパンチ本体をクリアする前に、ラムがストローク制限に達してしまったのです。曲げ順序を再プログラムして再設定しなければ、部品を取り出すために物理的に十分な隙間を開けることができませんでした。セットアップ時間は倍増しました。彼らはプログラミングのせいにしました。.
プログラミングのせいではありません。ジオメトリ(幾何学的制約)の問題でした。.
古い機械は、デイライトが小さく、ストロークが短いことがよくあります。背の高い現代の金型は、その許容範囲を急速に食いつぶします。また、シャットハイトが背の高いタングシステムに合わせて設計されていた場合、背の低いシステムに変更すると、ダイの高さに対する下死点の位置が変わってしまいます。.
それはトン数曲線と角度の再現性に影響します。.
仮定の話をしましょう。あなたのプレスブレーキのデイライトが18インチだとします。金型のスタックが14インチを消費します。そこに材料の厚みとフランジの高さを加えます。部品の取り出しやヘミングのために、実際にどれだけの余裕が残っているでしょうか?
互換性とは単に「クランプできるか」ではありません。「曲げ順序や安全性を損なうことなく、機械の物理的な移動制限内で動作するか」ということです。“
10フィートのプレスブレーキが2台あります。どちらも130トン定格で、どちらもヨーロピアン・スタイルの金型を使用しています。.
一方はベッドの下に手動のクラウニングウェッジを使用しています。もう一方は、トン数のフィードバックに連動したCNC制御の油圧クラウニングを使用しています。ベッドの厚みやたわみの特性は、ブランドや製造年代によって異なります。.
両方を全長の全域にわたって100トンで負荷をかけます。前者はオペレーターが設定する補正に依存します。後者はビームに沿って一貫した角度を維持するために能動的に調整を行います。.
次に、高さの公差が±0.0005インチに研磨されたツーリングを導入します。油圧式クラウニングマシンでは、その精度は再現性として現れます。手動システムでは、クラウニング設定のわずかな不整合が全長にわたって拡大されます。.
ある工場で、中央付近に不均一な摩耗がある古いベッドに、プレミアムな精密研磨済みのWila互換ダイセットを取り付けているのを見ました。ツーリングは完璧でしたが、ベッドはそうではありませんでした。彼らは8フィートにわたる角度のばらつきを追いかけ、ツーリングベンダーを非難していました。その日の午後、私たちがブルーチェック(光明丹検査)を行ったところ、ベッドに高い箇所が見つかりました。.
精密ツーリングは、良くも悪くも機械の幾何学的精度を増幅させます。.
そして、ここからがフォーラムで議論が白熱するポイントです。「うちは欧州製プレスブレーキでアメリカンツーリングを使っている。パンチ角度を90度から88度に微調整するだけだ」。確かに、角度の幾何学的な補正は可能です。しかし、そのタング形状と荷重分布では対応できないような、クラウニングシステムが想定していないベッドのたわみパターンまで補正することはできません。.
アダプターや角度の小細工は幾何学的な問題は解決しますが、荷重経路の物理法則までは解決しません。.
正直に積み上げてみましょう。.
わずかに一致しないタングの高さ。背の高いツーリングをかろうじてクリアするストローク。均一な荷重分布を前提としたクラウニング。何十年もの中央負荷作業による摩耗パターンがあるベッド。.
個々の問題は管理可能ですが、それらが組み合わさると公差が積み重なります。.
私は、低トン数定格のダイ(タング形状は完全に互換性があるもの)を高容量プレス機で使用した重厚なブラケットの加工を調査したことがあります。ピーク荷重下で、ダイの肩部がマッシュルーム状に変形し始めました。壊滅的ではありませんでしたが、シフト中にV開口部の幅を変化させるには十分な変形でした。角度がずれ、オペレーターは深さで補正しました。次のバッチは別の機械で実行され、公差外となりました。ダイの定格と実際に加えられたトン数の不一致に誰かが気づくまでに、40個の部品がスクラップ箱に入りました。.
タングは一致していましたが、荷重経路がダイの強度範囲を考慮していなかったのです。.
公差が積み重なるとき、カタログの担当者はプレスブレーキの横には立ってくれません。メーカーは仕様書を指差し、オペレーターはセットアップシートを指差します。スクラップ箱だけが静かに満たされていきます。.
そのメカニズムはこうです。クランプからタング、タングからパンチ本体、パンチから材料、材料からダイ、ダイからベッドに至るすべてのインターフェースには公差があります。機械のエコシステムとツーリングのエコシステムが一体として設計されていない場合、それらの公差は打ち消し合うのではなく、加算されてしまいます。.
そして、それらは荷重がかかると必ず加算されます。.
ですから、「自分のプレスブレーキに最適なツーリングシステムをどう判断すればよいか」と問われたとき、答えはブランドへの忠誠心ではありません。答えはこれです。クランプスタイル、垂直高さの設計思想、ストローク範囲、クラウニング方法、ベッドの幾何学的精度、そしてトン数定格を、お使いのプレスブレーキのメーカーとモデルに合わせて、一つのシステムとして適合させることです。.
それ以外は、積み重なる公差を相手にしたギャンブルに過ぎません。.
カタログではなく、まずはメジャーと懐中電灯から始めましょう。.
クランプからパンチを1つ取り出します。150mmにわたる3箇所でタング(差し込み部)の厚みを測定してください。ショルダー(肩部)の幅も確認します。タングに青ニスを塗り、クランプにセットし、ラムを軽く加圧して下げてから、パンチを取り出して当たり(接触パターン)を確認します。全面で接触していますか?それとも端に光る筋が見えますか?
これが第一段階です。機械の銘板に書かれたスペックではなく、鋼材が実際にどうなっているか、つまりクランプが何を、どれだけ均一に掴んでいるかを検証するのです。.
なぜこれが重要なのかを説明します。アジア製の低~中トン数プレスブレーキのほとんどは、プロメカム(Promecam)/アマダ(Amada)スタイルの金型を採用しており、市場にはあふれかえっています。そのため、工場がその週の気分で決めたような公差で研磨された「互換」パンチが大量に出回っています。もしあなたのクランプが12mmのタングを高い平行度で保持するように設計されているのに、サプライヤーがわずかなテーパーのついた11.92mmのパンチを送ってきたら、それは「装着」はできても、均一な荷重はかかりません。.
以前、アマダスタイルの油圧クランプを使用している工場を監査した際、あるサードパーティ製パンチが中央ではしっかり固定されているのに、両端ではガタついているのを見つけました。8フィート(約2.4m)にわたって90トンの圧力をかけると、そのわずかなテーパーが荷重を中央に集中させてしまいます。結果、中央の曲げ角度は良好でも、両端は開いてしまうのです。彼らはクラウニング(たわみ補正)を調整していましたが、問題はクラウニングではなく、タングの形状でした。.
私たちが「ヨーロピアンスタイルの精度」について語るとき、それはロゴの話をしているのではありません。クランプが設計された基準通りのタング厚、ショルダーの直角度、パンチ高さを誰が実際に維持しているかという話をしているのです。それが選別の基準となります。.
ステップバイステップのプロセスはここから始まります:
その他は雑音です。.
3メートルのプロメカムホルダーに、150mmのパンチセグメントが15個並んでいる様子を想像してください。バックゲージの操作ミスで1つが欠けました。そのセグメントだけを交換すれば完了です。10分で済みます。.
このモジュール式のシンプルさこそが、ヨーロピアンスタイルの金型が世界中に普及した理由です。修理が可能で、実用的です。高統合システムのように、全長を丸ごと交換する必要はありません。.
では、プレミアムな精度と大量交換用の金型の境界線はどこにあるのでしょうか?
それはブランドのランクではなく、セグメント間での公差の一貫性です。.
もしセグメントの高さがロット間で0.02mmでも異なれば、長い曲げ加工において、圧力のムラとして現れます。トン数フィードバックと連動したCNCクラウニングを備えたブレーキでは、その高さのばらつきが角度のばらつきに変換されます。機械は全体を補正しようとしますが、不整合は局所的に発生するのです。.
以前、ステンレスパネルの加工で、同じ「アマダスタイル」でありながら生産ロットが異なるセグメントを混在させたところ、曲げ線に沿ってかすかな波打ち(ウォッシュボード)現象が発生するのを目撃しました。粉体塗装をするまで目に見えませんでしたが、塗装後には不良品となっていました。セグメントはすべて「装着」できていたのです。単に、垂直方向の基準面が同じ精度で研磨されていなかっただけのことです。.
トップクラスのOEM価格は、通常、ロット間の厳格な管理に対する対価です。大量交換用の安価な価格は、統計的な管理が緩い代わりに、単価が安いという特徴があります。この決断は哲学的なものではなく、あなたの製品の公差と曲げ長さに基づいた判断なのです。.
±1度の精度で短いブラケットをエアベンディングするなら、バルク品でも問題ないかもしれません。しかし、光沢照明の下で検査される8フィートの建築用パネルをヘミング加工する場合、そのクランプ内のすべてのセグメントにおいて、高さの公差が一貫している必要があります。.
境界線は、サプライヤーのマーケティング上のランクではなく、完成品に求められる最も厳しい公差によって引かれます。.
現場の現実チェック: 3社のベンダーからセグメントを混ぜて購入し、1本の真っ直ぐな曲げ線を期待するなら、目に見えないミクロン単位の精度でギャンブルをしているようなものです。.
OEMの価格は痛手です。よく分かります。.
主要なブレーキプレスメーカーは現在、コストと機能のバランスが多くの用途に適しているため、新しい機械には標準でPromecam/Amadaスタイルを採用しています。しかし、それはすべてのOEMパンチが魔法の鋼材でできているという意味ではありません。彼らのツーリングが、出荷するクランプの形状に合わせて作られているというだけのことです。.
では、無駄金を払わずにサードパーティを評価するにはどうすればよいでしょうか?
以下の3点を尋ねてください。
もし回答が「Amadaスタイルに適合」というものなら、それは仕様ではありません。ただの無責任な回答です。.
仮定の話をしましょう。あなたの油圧クランプが、±0.01mmの期待値で12.00mmのタング用に機械加工されていたとします。サードパーティ製品の公差が±0.05mmだとすると、最悪の場合、0.04mm小さくなります。クランプ力がかかると、パンチはわずかに深く沈み込みます。これにより垂直方向の基準がずれます。これにダイの高さ、ベッドの摩耗、クラウニングといった累積公差を掛け合わせると、プログラムされた深さと実際の成形角度は一致しなくなります。.
角度はきつくなります。.
そして、ビームに沿って不均一にきつくなると、中心荷重経路用に設計されたシステムに横荷重が発生します。これが、クランプが早期に摩耗し、パンチの片方の肩だけに光沢のある当たり跡ができる原因です。.
ある工場で、低価格サプライヤーのタングが常に0.03mm薄いという事例を調査しました。その工場はクランプ圧で補正していました。6か月後、油圧クランプのピストンに不均一な摩耗パターンが見られました。ツーリング代は節約できましたが、クランプのオーバーホール費用がその節約分を帳消しにしてしまいました。.
サードパーティ製品でもうまくいくことはあります。ただし、そのメーカーの公差管理が、あなたの機械が構築されたエコシステムと一致している場合に限ります。.
モデル名は嘘をつくことがありますが、クランプは嘘をつきません。.
手動ウェッジを備えた古いアマダの機械は、たとえ両方が「プロメカムスタイル」と謳われていても、新しい油圧クランプ式のアマダの機械と同じ挙動はしません。LVDのバリエーションも、ショルダーの形状やクランプ面の深さが異なる場合があります。プロメカムは紙面上では一つのプロファイルですが、実際には一つのファミリー(系統)なのです。.
そのため、プロセスにはもう一つ別の層が必要です。
次に、その物理的なデータを、販売資料ではなくサプライヤーのエンジニアリング図面と比較してください。図面です。.
以前、2000年代半ばの機械用に「LVD互換」のパンチを注文した工場を見たことがあります。タング幅は一致していましたが、ショルダーの半径が一致していませんでした。負荷がかかると、パンチは意図された接触面からわずかにずれた位置で固定されました。時間が経つにつれて、クランプ面に新しい摩耗の跡が刻まれました。鍵は鍵穴に合っていましたが、鍵穴を削り広げ始めてしまったのです。.
それがヨーロピアンスタイルのシステムにおける「鍵と鍵穴」の現実です。それらはラムの中心線をパンチ本体に合わせることで、オフセット荷重を排除します。しかし、それはタングとショルダーの形状が、クランプが受け入れるように機械加工されたものと一致している場合にのみ機能します。.
あなたは単なる形状を買っているのではなく、荷重経路のアライメントを買っているのです。.
そして、それが次に続く内容への架け橋となります。なぜなら、ヨーロピアンスタイルでこのレベルの厳密さが求められるのであれば、金型とクランプが単一の独自ユニットとして設計されたシステムを見たときには、さらに驚くことになるからです。.
「ヨーロピアンスタイル」のセットアップにおいて、0.02mmの高さの変動が曲げ角度にそのまま影響することはすでに説明しました。では、クランプとパンチのタングが同じプロファイルで作られただけでなく、プリロード下で特定の溝形状にロックされるように設計されたスプリング式の安全ボタンを備えた、一対のペアとして設計されていたらどうなるか想像してみてください。.
それがWila/Trumpfです。.
これらのシステムでは、タングは単なる摩擦やウェッジの圧力で固定されるわけではありません。20mmのタングにある二重の溝に噛み合う前面のボタン機構によってインデックス(位置決め)および保持され、負荷がかかった状態での垂直方向の位置と脱落を制御します。クランプシリンダーのストローク、溝の深さ、ボタンの移動量、これらすべてが一体となって設計されています。もはや単に厚みや平行度を合わせるだけではありません。可動部品同士を合わせているのです。.
ここが、「エコシステム第一」のルールが単なるアドバイスではなく、生き残るための必須条件となる境界線です。クランプと金型が共同設計されている場合、「互換性」とはシルエットのことではありません。あなたの鍵が、鍵穴内部のスプリングやディテント(止め具)と一致するかどうかなのです。.
そして、もし一致しなかった場合、最初に壊れるのは金型でしょうか、それともクランプでしょうか?
具体的に見ていきましょう。.
軽量なWila/Trumpfスタイルのパンチでは、前面の「ボタンクリック」式保持機構により、オペレーターはブレーキの前に立ち、持ち上げて押し込むだけで、カチッという音とともに装着を確認できます。片手での装填が可能です。横からのアクセスは不要で、ラムの裏側に手を回す必要もありません。しっかりと固定されます。.
しかし、多くのカタログが触れていない重要な詳細があります。セグメントあたり約12.5kg(27.6ポンド)を超えると、OEM製品を含め、多くのWila/Trumpfスタイルのツールは、前面ボタンではなく側面挿入式の安全ピンへと切り替わります。エコシステムは同じでも、保持方法が異なるのです。.
これは重要な事実を示唆しています。「独自のボタン」は万能の魔法ではありません。荷重制限の範囲内で機能するよう設計されたソリューションなのです。.
10年前、真の前面ボタン式脱着を求めるなら、特許保護の関係で実質的にOEM供給に縛られていました。アフターマーケット製品も存在しましたが、それらは往々にして低速な側面ピン式に甘んじていました。今日では、複数の有力メーカーが、軽量ツールには同一のデュアルグルーブタングと適合するボタンインターフェースを、重量セグメントには適切なピンシステムを機械加工で製造しています。.
私は、Wilaの油圧クランプに装着でき、ボタンが確実に作動し、タングの平行度や溝の深さにおいてOEMサンプルと測定可能な差が見られないアフターマーケット製品をいくつも検証してきました。.
つまり、問題は「誰かがボタンを再現できるか?」ではありません。多くの場合、答えは「イエス」です。.
真の問題は、「バッチが変わっても、パンチの高さに対する溝の位置公差を維持できているか?」という点です。
ある現場でニアミスを目撃しました。OEMの軽量セグメントとアフターマーケットの重量セグメントを混在させた「Wilaスタイル」のセットで、ボタン保持ツールとピン保持ツールの間にわずかな垂直方向の不一致が生じていたのです。オペレーターは角度を合わせるために深さを調整しましたが、問題はクランプではなく、混在した基準スタックにありました。その作業は、誰かが実際の作業高さをマイクロメーターで測定するまで、ステンレスパネル40枚をスクラップにするところでした。.
保持機構が荷重経路に組み込まれている場合、わずかなガタつきは単なる外観の問題ではなく、構造上の問題となります。.
作業台の上に2つのパンチを並べてみてください。タングの形状は同じ。デュアルグルーブも同じ。ボタンの噛み合わせも同じ。しかし、一方は30%高価です。.
その差額はどこにあるのでしょうか?
プレミアムOEMやトップクラスのアフターマーケットのWila/Trumpfツールでは、通常、全体硬化または深い高周波焼入れを行い、その後に作業面とタング形状を一つの管理されたプロセスチェーンで精密研削することに対して対価を支払っています。クランプは単なる化粧研削を施した鋼材ではなく、硬化され研削された形状に座るため、これが重要になります。.
仮定の話をしましょう。表面硬化深さが1.5mmのパンチと、それよりも大幅に深く硬化されたパンチがあるとします。数年間にわたって何度も再研削を行うと、浅く硬化されたツールはタングの肩部分でより柔らかい芯材を露出させてしまいます。繰り返される油圧クランプのサイクル下では、その肩部分は微視的に変形します。ボタンの噛み合わせ深さはコンマ数ミリ単位で変化します。最初の1ヶ月では気づかないでしょう。しかし、3年目にはそのズレを追いかけることになります。.
それこそが、あなたが実際に購入しているもの、つまりクランプ力に対する寸法ドリフトへの耐性なのです。.
しかし、ブランドだけでそれが保証されるわけではありません。私は優れた冶金技術を持つプレミアムブランドのツールを監査したこともあれば、同等の硬度プロファイルと研削品質を持つ中堅サプライヤーを監査したこともあります。また、「安価なWilaスタイル」のツールで、焼入れ前に溝が切削され、熱処理中にわずかに歪んだものを、ゲージを通すためだけに最低限の修正で済ませたものも見てきました。.
ある取引先の工場では、低コストのバッチをOEM中心のWilaセットに混在させていました。半年以内に、安価なセグメントは一方の溝の肩部分だけに磨耗痕が見られるようになりました。クランプの予圧下でのわずかな角度のズレです。壊滅的ではありませんが、長いワークで公差を追いかけるには十分な不具合でした。.
あなたはロゴにお金を払っているわけではありません。油圧安全機構に関連する熱処理と研削のプロセス管理にお金を払っているのです。.
もしサプライヤーが熱処理の深さや熱処理後の研削順序を説明できないのであれば、あなたは一体何にお金を払っているのでしょうか?
ここで計算が正直な結果を示します。.
高トン数の建築用ジョブを例に挙げましょう。長いステンレスパネル、目に見える仕上げ、3メートルにわたる厳しい角度公差が求められる場合です。CNCクラウニングを備えたWila油圧クランプシステムでは、機械はパンチの高さと溝の形状が一定であると想定して荷重を均等に分散させます。わずかな偏差でも、制御装置が検知できない局所的な角度誤差となって現れます。.
そのような環境下で、「Wila/Trumpfスタイル」であってもベンダーを混在させると、サプライヤー間での高さ基準という第2の変数が生じます。たとえ0.01~0.02mmという体系的な差であっても、中立軸の位置がわずかにずれるだけで、光沢のある光の下ではそれが露呈してしまいます。.
私は、プレミアムなWilaセットアップを運用しているある工場を監査した際、大規模な注文のコストを抑えるためにサードパーティ製のセグメントを追加した事例を目にしました。個々のベンダーは厳しい公差を維持していましたが、それらを組み合わせると垂直基準面がわずかにずれていました。機械は全体として補正を行いましたが、部品にはセグメントの継ぎ目に沿って交互に角度の帯が現れました。結局、いくつかの部品はコーティング後に廃棄処分となりました。.
エコシステムが失敗したのではなく、混在させた基準フレームが失敗の原因でした。.
逆に考えてみましょう。小ロットのブラケット、中程度のトン数、±1度の公差、外観の厳密な検査が不要な場合です。そのようなケースでは、タングの形状、溝の位置、硬度プロファイルを一致させた信頼できるサードパーティ製サプライヤーであれば、OEMと見分けがつかない性能を低コストで実現できます。.
プレミアムな製品が正当化されるのは、次の3つの条件が重なる場合です。
これらが関係しない場合は、Wilaエコシステム内での規律あるアフターマーケット調達が理にかなっていることもあります。.
しかし、このシステムが何であるかについて自分を欺いてはいけません。これは単なる派手なボタンが付いた汎用的な欧州プロファイルではありません。共同設計されたクランプとツールの組み立て品です。鍵付きの錠前のように扱ってください。外形だけでなく、内部メカニズムを一致させるのです。.
なぜなら、高度に統合されたプレミアムな油圧システムでさえこのようなことが起こるのなら、このレベルのエンジニアリングによる調整なしで古いアメリカ製機械を稼働させ続けようとしている工場にとって、それは何を意味するのでしょうか?
そこにこそ、真の妥協が始まります。.
私は、1998年製のアメリカ製ブレーキに、古典的な0.50インチのプレーナータングを搭載して稼働させている工場を訪れました。手動クランプで、セットスクリューは20年間の締め付けで磨り減っていました。オペレーターがパンチを交換し、ネジを締め、フットペダルを踏むと、ツールは着座する前に数千分の数インチほど動きました。そして締め付けられました。.
そのわずかな動きこそが、すべてを物語っています。.
これらの旧式機械には、溝の形状を補正する油圧ボタンはありません。統合された安全ピンもありません。クランプ力は、比較的狭いタングと、工具メーカーが残したわずかなショルダー接触面に直接かかります。工具交換のたびに摩擦が発生します。摩擦が発生するたびに摩耗が進みます。13mmや20mmの欧州スタイルのタングのように座面が広いものとは異なり、0.5インチ(約12.7mm)の米国スタイルタングは荷重を分散させる表面積が小さいため、同じトン数でも接触応力が高くなります。これはブランドへの忠誠心の問題ではなく、力学の問題です。.
ですから、古い機械で現場がどのようにリスクを管理しているのかと問われれば、その答えは「より良いカタログを買うこと」ではありません。「すでに所有しているロック機構を尊重すること」です。そのブレーキプレスは、20年前に特定のタング幅、ショルダー高さ、クランプの考え方に基づいて機械加工されたものです。今年、何が流行しているかなど、その機械には関係のないことです。.
共同設計された油圧システムでさえ、基準フレームの混在が問題を引き起こすのであれば、位置合わせの制御が数本の止めネジと現場の経験則しかない場合、何が起こるか想像してみてください。
ウィルソン(Wilson)、メイト(Mate)、ロレリ(Rolleri)といった大手サプライヤーの最新カタログを開いてみてください。多くの人が見落としていることに気づくはずです。彼らは今でもアメリカン・プレシジョン・スタイルを製造しています。懐古趣味ではなく、収益性の高い製品ラインとしてです。.
これは重要な点です。.
旧式の米国製工具は絶滅しつつあるという神話が広まっており、それが現場を怪しげな輸入品や高価な特注品へと追い込んでいます。しかし、欧州スタイルやWilaプロファイルの工具も製造しているサプライヤーの多くは、毎週0.5インチのタングを研削しているメーカーと同じです。彼らはすでに熱処理と研削のインフラの償却を終えています。タングのプロファイルを一つ増やすことは、プログラムの変更に過ぎず、困難な挑戦ではありません。.
ある工場を監査した際、彼らは「本物のアメリカンスタイル工具は特注価格になる」と思い込み、低コストの供給元から「そこそこの」ロットを購入していました。8フィート(約2.4m)の長さで90トンの荷重をかける最初の重作業で、一つのセグメントがわずかに動き、ダイのショルダーに傷がつきました。致命的ではありません。しかし、曲げ線が部品ごとにずれてしまったため、塗装済みの製品を廃棄するには十分でした。.
皮肉なことに、ティア1サプライヤーは、OEMの正確なプロファイルを標準価格で在庫していました。その工場は単に供給不足だと決めつけていたのです。.
そのメカニズムはこうです。プレーナータイプの工具では、ブランドの刻印よりも、高さの一貫性とタングの平行度の方が重要です。サプライヤーが熱処理後に、制御された一つのセットアップで作業面とタングを研削すれば、単一の垂直基準が維持されます。もし熱処理前にフライス加工を行い、後から「仕上げ」を行うと、歪みが生じます。CNCクラウニング機能のない機械で角度のドリフトを追いかけることになるのは、そうした理由からです。.
したがって、調達のフィルターは「アメリカンスタイルを作っているか?」ではなく、「彼らはプレミアムラインと同じ規律を持って研削と熱処理を行っているか?」であるべきです。“
仮定の話をしましょう。あなたは頑丈な150トンの米国製ブレーキプレスを持っています。ラムはしっかりしており、油圧も良好。クランプは手動です。多品種少量生産で、工具交換も頻繁に行っています。誰かが、欧州スタイルのクイックチェンジ式レトロフィットレールを提案してきました。.
今度は、鍵だけでなく、ロックそのものを変える話をしているのです。.
工具交換時間と安全上のリスクが改造コストを上回る場合、改造には意味があります。欧州システムはタングの噛み合いが広く、多くの場合、安全保持機能が組み込まれています。これにより、止めネジで見られるような「クリープ(徐々にずれる現象)」や「座り込み」が軽減されます。また、より広範な工具エコシステムと標準化することもできます。.
しかし、現場が過小評価していることがあります。改造しても、ラムの摩耗、ベッドのたわみ、または最大開き寸法(デイライト)の制限は改善されません。もし機械が特定の閉止高さとスタック高さに基づいて設計されている場合、レールを追加すると開き寸法が食いつぶされてしまいます。背の高いボックス工具がストローク内に収まらなくなり、工場が混乱する様子を私は見てきました。.
私が関わったある工場では、急いで工具交換をしている最中に重いパンチが滑り落ちるというヒヤリハットを減らすために改造を行いました。この改造は、安全性と交換時間の短縮により、1年以内に元が取れました。別の工場は「欧州の精度」を求めて改造しましたが、結局のところ機械の基本精度が限界を決めていることに気づきました。工具のアップグレードは機械のガタを露呈させただけで、それを治すことはなかったのです。.
では、価値はあるのでしょうか?
工具交換の迅速化、保持力の向上、そして将来の機械との整合性が必要なら、あるかもしれません。もしレールを交換するだけで、20年前の機械が魔法のように共同設計されたエコシステムにアップグレードされると考えているなら、それは夢を見すぎです。.
現場監督が、今はなきOEMの名前が刻印されたパンチを私に手渡して言いました。「もうこれは作られていないんだ」。彼が本当に言いたいのは、「うちの購買担当は、いつもの取引先リストの中からは見つけられなかった」ということです。“
グローバルなサプライヤーがセグメント化された金型の在庫や旧式の図面を保持しているのは、まさに何千台ものこうしたブレーキが今も稼働しているからです。製造中止になったOEMプロファイルの多くは絶滅したわけではなく、単に大々的に宣伝されていないだけです。その形状はどこかのデータベースに存在しており、誰かが正しい質問(タング幅、ショルダー高さ、全高、そしてどの基準面からの寸法か)をしてくれるのを待っています。
実際には別の命名規則で在庫されていたプロファイルに対して、わざわざ「カスタム」料金を支払っている工場をいくつも見てきました。コツは、既存の工具を正しく測定することです。目分量で判断してはいけません。タングの厚みをマイクロメーターで測り、平行度を確認し、作業面からタング座面までの全高を確認してください。そして、複数のシステムを扱うサプライヤーと照らし合わせるのです。アメリカン、ヨーロピアン、Wilaスタイルの金型を扱う業者は、プロファイル間の変換を理解しています。.
ある工場では、V開口部と長さは一致しているものの、既存のセットより0.02mm高い「互換」金型を採用したために、小ロットの生産分をすべて廃棄することになりました。自動補正機能のない旧式のブレーキでは、そのわずかな不一致がセグメント全体で積み重なり、ジョイント部分で角度のばらつきとして現れてしまったのです。.
製造中止とは、入手不可能という意味ではありません。あなたと同じくらい基準面を尊重してくれるサプライヤーが必要だということです。.
そして、それが転換点ではないでしょうか?機械のクランプエコシステムが譲れないフィルターであること(それが油圧式Wilaであれ、1990年代のアメリカン・プレーナーであれ)を受け入れたら、次の質問は「誰が一番安いか?」ではなく、「見積もりを出す前に、私の基準面を理解してくれるのは誰か?」になるはずです。“
工具サプライヤーを審査するための体系的な方法を知りたいですか?
まずは、見積もりを出す前に彼らが何を聞いてくるかを観察することから始めましょう。.
偽物を見抜く最も早い方法は「沈黙」です。「ヨーロピアンスタイル、835mmセグメント」とだけ書いた見積依頼を送ったとき、クランプの種類、機械のモデル、シャットハイト、トン数の状況などについて一切質問せず、1時間以内に価格が返ってきたら、それは効率が良いのではありません。あなたの資金を賭け事に使っているだけです。.
私はこの光景を何度も見てきました。ある工場が、カタログに「ユニバーサル・ヨーロピアン・タング」とあったため、2000年代半ばの油圧クランプシステム用に「互換」工具を注文しました。最初のセットアップで、安全ボタンがクランプ溝にきれいに収まりませんでした。パンチがわずかに浮いてしまったのです。締め付けを行い、負荷がかかると、そのわずかな浮きが、加工した曲げのすべてに目視できる線となって現れました。部品は現場でゴミになっただけでなく、顧客の組み立て工程でもゴミとなってしまったのです。.
クランプエコシステムを理解しているサプライヤーは、鍵を売るためにロック(錠)の確認を急ぐようなことはしません。.
もし彼らが数値を求めてこないなら、話すのをやめましょう。.
最低限、彼らは以下の情報を要求すべきです:正確な機械メーカーとモデル、クランプスタイル(手動アメリカンセットスクリュー、ヨーロピアンクイックチェンジ、Wila油圧など)、シャットハイト(下死点でのラムからベッドまでの距離)、デイライト、最大トン数。それも単なる銘板のトン数ではなく、実際にどの程度の長さで何トンをかけているかです。もし彼らが「フィートあたりの荷重」について言及しないなら、彼らは力の伝達経路を考えていないということです。.
そして、ほとんどの見積依頼が甘くなるのはここです。垂直方向の基準です。作業面からタング座面までの工具全高。単なる「標準高さ」ではありません。実際の高さです。特に、既知の公差範囲に研磨された既存の在庫と混ぜて使用する場合はなおさらです。.
高さの一貫性は贅沢品ではなく、データ戦略です。サプライヤーが熱処理後の研削を単一のセットアップで行う場合、その垂直方向の関係性が維持されます。そうでない場合、ギターのチューニングをするかのように、セグメントにシムを挟んで調整する羽目になります。.
仮定の話をしましょう。2社のサプライヤーが同じ30度のパンチプロファイルを提示したとします。1社は、あなたの機械のシャットハイトと既存の工具高さを0.1ミリ単位で尋ねてきました。もう1社は「標準の4インチ高さです」と言いました。どちらがあなたの機械に合わせて設計しており、どちらが棚にあるものを売ろうとしているでしょうか?
そして、多くの工場が見落としている盲点があります。それはプロファイルの強度です。あなたのエコシステムを理解しているサプライヤーなら、何を曲げるのか(材質、厚み、目標とする内側半径)も尋ねてくるはずです。なぜなら、クランプに完璧にフィットする背が高く細い鋭角パンチであっても、プロファイルの断面積があなたのフィートあたりの荷重に対応していなければ破損する可能性があるからです。「適合性」と「強度」は別の議論です。優れたサプライヤーは、その両方を備えています。.
“「在庫あり」は安心感を与えます。.
それが正しい場合もあります。時には、サプライヤーがすでにあなたのタング形状を大量生産しており、バッチ間で均一な高さを維持できるほど十分に管理していることを意味します。それは能力の証です。.
しかし、「在庫あり」が、サプライヤーにとって都合の良いものをあなたの機械に押し付けようとしていることを意味する場合もあります。.
もしあなたが特定のショルダー関係を持つ旧式の米国製プレーナー型タングを使用しており、サプライヤーがそれを棚に置いてすぐに出荷できると主張する場合、今日その正確な形状を使用している工場が他にいくつあるか尋ねてみてください。答えが曖昧なら、あなたは標準品を買っているのではなく、売れ残りの在庫を買わされているのです。.
その一方で、欧州からの長いリードタイムが自動的に精度を保証するわけでもありません。ある工場が、遅延は品質の証だと信じ込んで、ブランドOEM工具を12週間待つのを見たことがあります。届いた工具はクランプには完璧に適合していましたが、彼らは前年にレトロフィットレールを追加した後のデイライト(開き)を再確認していませんでした。新しいスタックハイトによって、背の高いボックスツールに必要なクリアランスが奪われてしまったのです。素晴らしい工具でしたが、システム環境が間違っていました。.
リードタイムは、あなたの基準枠と結びついて初めて意味を持ちます。.
有能なサプライヤーは、なぜそのプロファイルが在庫品なのか(一般的なエコシステム、管理された高さ、繰り返しの需要)、あるいはなぜカスタム品なのか(非標準のタング、変更されたシャットハイト、修正されたショルダー)を説明します。彼らは時間と形状を関連付けます。それができないなら、あなたはまた文鎮を買わされているのと同じです。.
| トピック | 詳細 |
|---|---|
| 核心の質問 | リードタイムとカスタムプロファイルに関連して、「在庫あり」が危険信号となるのはいつでしょうか? |
| 「在庫あり」に対する認識“ | “「在庫あり」は安心感を与えます。それが、能力と管理された反復可能な生産を真に反映している場合もあります。. |
| 「在庫あり」が能力の証となる場合 | それは、サプライヤーがあなたのタング形状を定期的に大量生産し、バッチ間で均一な高さを維持していることを意味する場合があります。. |
| 「在庫あり」が危険信号となる場合 | それは、サプライヤーがあなたの特定のシステム要件を満たすことよりも、都合の良い売れ残り在庫を押し付けようとしていることを示している可能性があります。. |
| レガシー形状に関する懸念 | もしレガシーなアメリカ製プレーナー(平削り盤)スタイルのタングを使用しており、それが「出荷準備完了」とされている場合、現在その正確な形状を使用している工場がいくつあるのかを尋ねてください。. |
| 曖昧な正当化への警告 | 使用状況に関するサプライヤーの回答が曖昧な場合、それは真の標準品ではなく、売れ残りの在庫を購入させられている可能性が高いです。. |
| 誤解を招く長いリードタイム | ヨーロッパの長いリードタイムが、自動的に高い精度や品質を意味するわけではありません。. |
| 前提が食い違っている例 | ある工場では、遅延は品質の証だと考え、ブランドOEM工具に12週間待ちましたが、レトロフィットレールを追加した後にデイライト(有効開口)を再確認することを怠りました。. |
| システムコンテキストの欠如 | 新しいスタックハイト(積み重ね高さ)によって、背の高いボックスツールに必要なクリアランスが減少してしまい、結果としてシステム環境に適合しない、美しいだけの工具になってしまいました。. |
| 重要な原則 | リードタイムは、貴社の機械の参照フレームと形状に結びついて初めて意味を持ちます。. |
| 有能なサプライヤーの対応 | 彼らは、そのプロファイルが在庫品(一般的なエコシステム、管理された高さ、繰り返しの需要があるもの)なのか、特注品(非標準のタング、変更されたシャットハイト、修正されたショルダー)なのかを説明します。. |
| 最終的な洞察 | 有能なサプライヤーは、リードタイムと形状を関連付けて説明します。それができない場合、貴社はシステムとの整合性ではなく、思い込みに頼っていることになります。. |
現場の現実チェック: “「在庫あり」が有効なのは、貴社のクランプおよび高さのロジックと一致する場合のみです。そうでなければ、それは単なる「すぐに届くスクラップ」に過ぎません。.
カタログを鵜呑みにしてはいけません。.
少量で高感度なテストセットを注文してください。既存の工具の隣に並べて実際の作業に使用できる、2〜3個のセグメントが適しています。マイクロメーターで全体の高さを測定し、タングの厚みと平行度を確認してください。その後、機械の設定を変更せずに、現在のセグメントの隣にそれらを取り付けてください。.
ここで真実が明らかになります。.
サプライヤーが±0.0005インチの高さの一貫性を主張するならば、ラムの調整(追従)は不要であるはずです。古いセグメントと新しいセグメントの継ぎ目でも角度が維持されるべきです。CNCクラウニング機能のない機械を使用している場合、このテストは非常に厳しいものになりますが、それは良いことです。積み重なった公差が即座に露呈します。.
そして、負荷をかけて試してください。軽いゲージの試作ではなく、普段のフィートあたりのトン数範囲に近い作業を行ってください。クランプ内での座り方を確認し、圧力がかかる際の微妙な変化に耳を澄ませてください。正しいタング形状であれば、何事もなくスムーズにいくはずです。クリープ(ずれ)はなく、最初のヒット後に沈み込むこともありません。.
以前、ある工場が新しいサプライヤーを16ゲージの化粧板の試作で評価していたのを見たことがあります。すべて完璧に見えました。しかし、より高い負荷をかけた最初の1/4インチ軟鋼の加工で、真実が明らかになりました。プロファイルがわずかにたわみ、スパンの中央で角度が広がってしまったのです。致命的な故障ではありません。しかし、組み立て時に角度が仕様から外れてしまったため、バッチを廃棄するには十分でした。.
適切なテスト注文とは、単に適合するかどうかだけではありません。あなたの特定のクランプ環境内での互換性と負荷挙動に関するものです。.
これが変化です。.
「誰が一番優れているか?」と問うのをやめ、「誰が私の機械の基準フレーム内で、実際の負荷の下で正しく動作するか?」と問い始めるのです。“
サプライヤーが見積もりプロセスを通過し、実際のテスト注文をクリアしたら、問いは変わります。もはや「良い工具を作れるか?」ではなく、「5年後も私のクランプ環境内で正しく動作する工具を作り続けられるか?」という問いになります。“
これこそ、ほとんどの工場が形式化できていない部分です。.
彼らは成功した試作を単なる握手のように扱います。そして6か月後、別の生産ラインで、異なる治具で研磨された2回目のバッチが届くと、突然ラムのゼロ点が再びずれてしまいます。それは工具が「悪い」からではありません。あなたの機械の基準フレームとの関係を固定していなかったからです。.
ここで、ブランドの買い物をやめて、システムを管理し始めるのです。.
その転換はシンプルですが、心地よいものではありません。カタログではなく、あなたのプレスブレーキを仕様にするのです。.
つまり、3つの要素を文書化し、管理データとして扱うということです。クランプのスタイルと寸法(ヨーロピアン、Wila、従来のアメリカンなど、タングの厚みやショルダーの位置まで)、作業面までの検証済みの工具全高、そしてトン/フィート単位での実際の負荷範囲です。カタログの数値ではなく、現場の数値です。.
ある工場が、成功したサンプルランの後にこのステップを飛ばすのを見ました。6か月後、彼らは「同じ」4インチのヨーロピアンパンチを再注文しました。クランプには問題なく収まりました。しかし、既存の在庫より0.02mm高かったのです。紙の上では何でもないことですが、現場では、セグメント化されたセットアップ全体で角度を追いかけ、ベースラインに戻すためにシフトの半分を無駄にすることになりました。.
その日、部品を廃棄した人はいませんでした。.
彼らは時間を廃棄したのです。.
機械のデータを固定し、すべてのリピート注文に対してその高さの範囲とタング形状を証明するよう要求すれば、不確定要素を取り除くことができます。互換性は「想定されるもの」から「固定された基準に対して検証されるもの」へと変わるため、緊急の再注文はなくなります。.
あなたはもう工具を買っているのではないのです。基準戦略を守っているのです。.
分厚いカタログには、形状の研削が可能であると書かれています。.
適合記録を見れば、彼らがあなたのロック(クランプ)を理解しているかどうかがわかります。.
最終候補リストの作り方はこうです。あなたのクランプ方式に対して、繰り返し高さの公差と荷重検証を伴う納入実績を文書で証明できるサプライヤーのみを残してください。「似たようなもの」ではいけません。「正確なもの」でなければなりません。.
仮定の話をしましょう。ドバイの工場でAmadaのエコシステムを運用している企業が、高価なOEMツールをやめて、42CrMo鋼の代替サプライヤーに切り替えたとします。紙の上では無謀に聞こえるかもしれません。しかし実際には、新しいサプライヤーはバッチ全体で均一な高さを±0.0005インチ以内に収め、Amadaのタング形状と正確に一致させました。機械はロゴなど気にしません。機械が気にするのは、鍵がロックに適合し、荷重に耐えられるかどうかだけです。.
それが教訓です。.
ブランドの評判は品質の代用品に過ぎません。あなたのクランプ内での実証済みの互換性こそが証拠なのです。.
さて、尊重すべき例外的なケースがあります。タイトな内半径、背の高いボックスツール、特殊なヘミングダイなど、非標準的なプロファイルを必要とする仕事です。カスタムプロファイルに優れたサプライヤーが、必ずしも日常的にあなたと同じエコシステムの中にいるとは限りません。だからといって、彼らが失格になるわけではありません。彼らを「管理された例外」として扱うのです。つまり、文書化された高さの目標値、承認されたタングの図面、そしてマスターセットに対する初回製品検査を行うということです。.
エコシステムへの精通度で候補を絞り込み、測定による検証で例外を承認してください。.
自信を持った調達は、退屈なものです。.
5年前に導入したセグメントの隣に新しいセグメントを取り付けます。ラムのゼロ点調整は不要です。シム調整も必要ありません。角度を合わせるために「微調整」する必要もありません。ただ、そのまま機能するのです。薄板でも、高荷重下でも。.
その感覚は、信頼から生まれるのではありません。トレーサビリティ(追跡可能性)から生まれるのです。.
測定し記録されたマスター高さ基準セットを割り当てます。新しいバッチはすべて、ラックに入れる前にそれと照らし合わせてチェックされます。サプライヤーには、梱包書類に実際の測定済み全高とタング寸法を記載するよう要求します。研削順序、材料バッチ、または熱処理工程を変更する場合は、通知するようにさせます。.
これは企業の官僚主義ではありません。セグメント化されたエコシステムにおける緩やかなズレを止めるための方法です。.
なぜなら、あまり知られていない事実として、高さの一貫性はツールの問題ではなく、システム安定性の問題だからです。一度エコシステムを混ぜてしまうと(たとえわずかであっても)、機械側で補正をかけ始めることになります。そして、その補正の一つひとつが、次の不一致を隠してしまうのです。.
多くの加工業者は、長期的なツール戦略とは、より良い価格帯を交渉することだと考えています。.
しかし実際には、ベンダーを変えることが単なる鍵の交換ではなく、ロックそのものを変えるような感覚になるほど、サプライヤーとの関係を機械の形状に密接に固定することを意味します。.
そのように考えれば、「最高のメーカーはどこか?」という問いは、全く的外れなものに聞こえてくるはずです。.
唯一重要な問いはこれです。「誰が、時間と荷重をかけて、無理をさせることなく、彼らの鍵があなたの正確なロックに適合することを証明したか?」


















