

Last winter I stood next to a 10-foot brake while an operator wrestled a brand-new “universal” punch into the clamp. It slid in. It tightened. It even looked square.
First hit at 120 tons, the left shoulder crept. By the third bend, the flange was out .030″ and the part was scrap.
The catalog said it fit “most major press brakes.” That word most is doing a lot of work, isn’t it?
Walk any mid-size shop and you’ll see it: American tangs on one rack, European on another, maybe a Wila set in foam like surgical tools. Three geometries. Three clamping philosophies. Same building.
If “universal fit” were real, we wouldn’t still be living with three incompatible standards fighting for rack space. Standards only survive when they solve a real mechanical problem—load transfer, repeatability, safety. They don’t hang around for nostalgia.
A press brake is a keyed lock. The tang is the key. Change the key profile, and you change how force flows from ram to tool to part. Force the wrong key, and you don’t just scar the key—you wear the lock.
That’s the shift I want you to make: stop asking “Will it go in the clamp?” and start asking “Was this tool designed for my clamping ecosystem?” Because coexistence isn’t history. It’s physics.

Take American style: taller tang, set-screw clamping, load borne high. European: shorter tang, wedge clamping, different load path. Wila: precision-ground tang with hydraulic or mechanical self-seating, designed for repeatable vertical positioning without shims.
Those aren’t cosmetic differences. They dictate where clamping force bites and how vertical tolerance stacks up over 10 feet.
Years ago I watched a shop try to standardize around “Euro-compatible” tooling on a mixed fleet. On the older American machine, the clamping screws contacted slightly off-center. At low tonnage, fine. At 80% capacity, the punch would micro-tilt. You couldn’t see it. You could measure it.
If one geometry truly handled every load case, machine builders would’ve converged. They didn’t. So what are you giving up when you pretend they did?
Now we get to the clever fix: adapters.
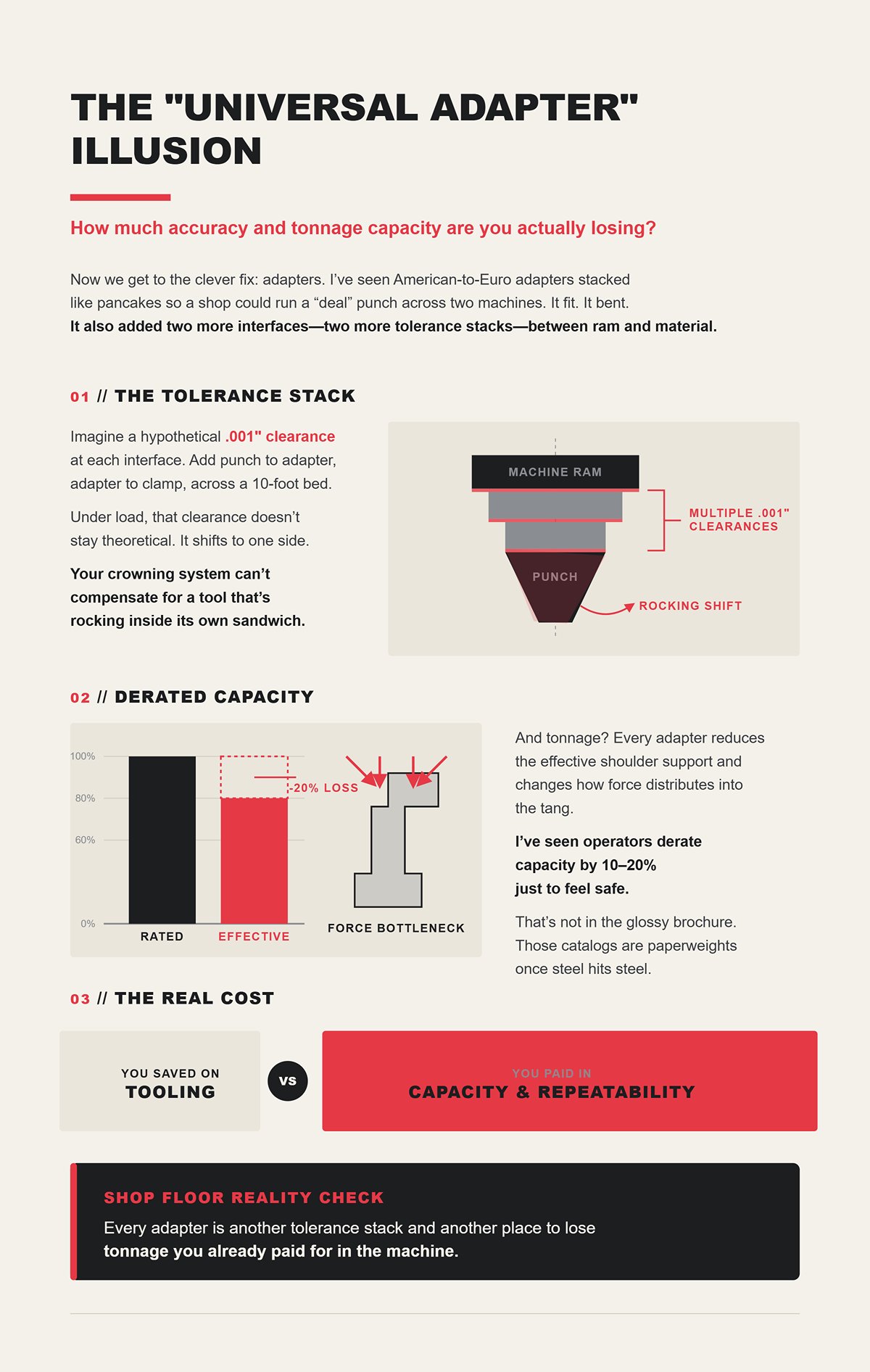
I’ve seen American-to-Euro adapters stacked like pancakes so a shop could run a “deal” punch across two machines. It fit. It bent. It also added two more interfaces—two more tolerance stacks—between ram and material.
Imagine a hypothetical .001″ clearance at each interface. Add punch to adapter, adapter to clamp, across a 10-foot bed. Under load, that clearance doesn’t stay theoretical. It shifts to one side. Your crowning system can’t compensate for a tool that’s rocking inside its own sandwich.
And tonnage? Every adapter reduces the effective shoulder support and changes how force distributes into the tang. I’ve seen operators derate capacity by 10–20% just to feel safe. That’s not in the glossy brochure. Those catalogs are paperweights once steel hits steel.
You saved on tooling. You paid in capacity and repeatability. Which line item do you think costs more over a year?
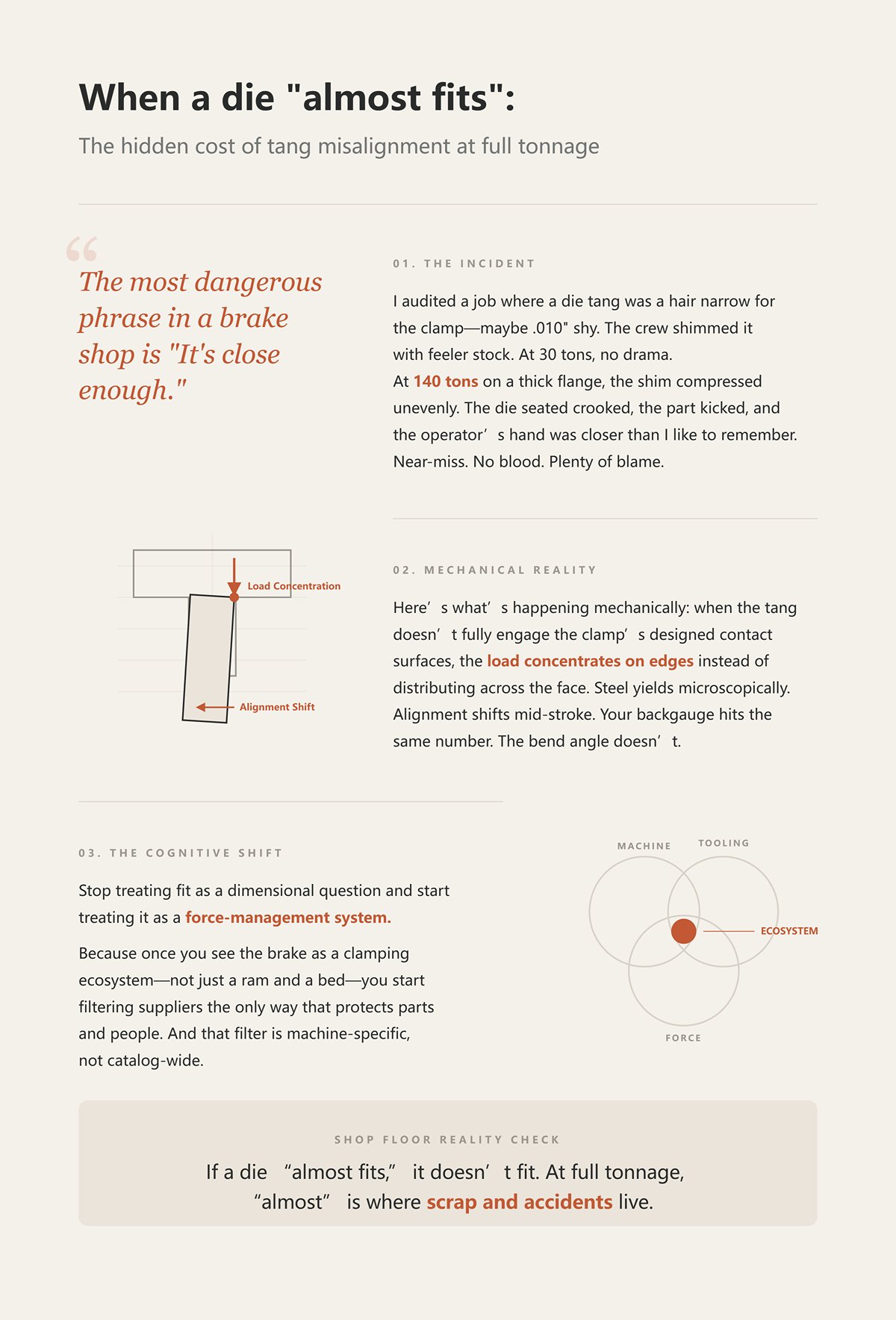
The most dangerous phrase in a brake shop is “It’s close enough.”
I audited a job where a die tang was a hair narrow for the clamp—maybe .010″ shy. The crew shimmed it with feeler stock. At 30 tons, no drama. At 140 tons on a thick flange, the shim compressed unevenly. The die seated crooked, the part kicked, and the operator’s hand was closer than I like to remember. Near-miss. No blood. Plenty of blame.
Here’s what’s happening mechanically: when the tang doesn’t fully engage the clamp’s designed contact surfaces, the load concentrates on edges instead of distributing across the face. Steel yields microscopically. Alignment shifts mid-stroke. Your backgauge hits the same number. The bend angle doesn’t.
That’s the cognitive shift: stop treating fit as a dimensional question and start treating it as a force-management system.
Because once you see the brake as a clamping ecosystem—not just a ram and a bed—you start filtering suppliers the only way that protects parts and people. And that filter is machine-specific, not catalog-wide.
You’ve already accepted that “universal fit” is a fairy tale. Good.
Now the real question shows up on your bench: If universal tooling is a myth, how do I determine what actually belongs on my press brake?
Start with the tang, yes—but don’t stop there. Because the tang is just the handshake. The machine’s stroke, daylight, shut height, crowning system, and bed geometry decide whether that handshake turns into a stable load path or a slow drift into scrap.
I’ve measured a 2 mm vertical mismatch between new precision-ground European punches and legacy stock on the same machine. Two millimeters sounds small on paper. On a 10-foot bed at 100 tons, it becomes a full-length angle inconsistency you chase with shims all afternoon.
Those glossy catalogs—the paperweights—never list your machine’s shut height limits or the stroke ceiling that caps your forming envelope. They assume you’ll adapt.
Steel doesn’t adapt.
So let’s break down what actually dictates compatibility.
Picture a wedge-clamp European brake designed for precision-ground tooling at a uniform height tolerance—typically within half a thousandth. Every punch is meant to sit at the same vertical datum so the hydraulic clamp can self-seat and repeat.
Now mix in older tooling that’s a millimeter taller.
You clamp the line. One station bottoms first. The wedge system locks there. The rest of the punches are effectively hanging, waiting to touch under load. At 20 tons, it looks fine. At 80, the low stations deflect differently. Your crowning system compensates for bed deflection, not vertical tool inconsistency.
Years back I watched a shop burn three hours shimming every station on a 12-foot run because new tools and legacy tools were “both Euro style.” They were. They just weren’t built to the same height philosophy. First production hit? Two parts scrapped before they admitted the mismatch wasn’t operator error.
That 2 mm isn’t just setup annoyance. It changes where the clamp bites, how evenly it seats, and how the load transfers into the ram. European, Wila, legacy American—they’re not just different tangs. They’re different vertical control systems.
If your machine expects uniform, precision-ground height, your supplier has to live in that ecosystem. Mixing eras inside the same “style” is how tolerance stacks start.
I audited a 1990s hydraulic brake upgraded with a modern CNC control. On paper, it looked current. In steel, it was still a 1990s machine.
Stroke was limited. Daylight—the open distance between ram and bed—was tight. Shut height—the distance at bottom dead center—was fixed around older American-style tooling dimensions.
The shop bought a tall European-style segmented punch set because the catalog said it “fits most major brands.” It fit in the clamp. Then they tried a deep box bend.
The ram hit stroke limit before the flange cleared the punch body. They couldn’t physically open enough to extract the part without reprogramming and re-staging the bend sequence. Setup time doubled. They blamed programming.
It wasn’t programming. It was geometry.
Older machines often have less daylight and shorter stroke. Taller modern tooling eats into that envelope fast. And if your shut height was designed around a taller tang system, switching to a shorter one changes where bottom dead center lands relative to your die height.
That affects tonnage curve and angle repeatability.
Imagine a hypothetical: your brake has 18 inches of daylight. Your tooling stack consumes 14. Add material thickness and flange height. How much room do you really have left for part extraction or hemming?
Compatibility isn’t just “does it clamp.” It’s “does it operate inside my machine’s physical travel limits without compromising bend sequence or safety.”
Two 10-foot brakes. Both rated 130 tons. Both running European-style tooling.
One uses manual crowning wedges under the bed. The other uses CNC-controlled hydraulic crowning tied to tonnage feedback. Bed thickness and deflection characteristics differ by brand and build era.
Load them both to 100 tons across the full length. The first relies on operator-set compensation. The second actively adjusts to maintain consistent angle along the beam.
Now introduce tooling ground to ±0.0005 inch height tolerance. On the hydraulic-crowning machine, that precision shows up as repeatability. On the manual system, any small inconsistency in crowning setup exaggerates along the length.
I saw a shop swap a premium precision-ground Wila-compatible die set onto an older bed with uneven wear near mid-span. The tooling was perfect. The bed wasn’t. They chased angle variation across 8 feet and blamed the tooling vendor. One afternoon later, we blue-checked the bed and found high spots.
Precision tooling amplifies machine geometry—for better or worse.
And here’s where the forums get loud: “We run American tooling on our Euro brake. Just tweak the punch angle from 90 to 88 degrees.” Yes, you can compensate angle geometry. You cannot compensate for bed deflection patterns your crowning system wasn’t designed to handle with that tang style and load distribution.
Adapters and angle hacks solve geometry. They don’t solve load path physics.
Let’s stack it honestly.
A slightly mismatched tang height. Stroke that barely clears tall tooling. Crowning that assumes uniform load distribution. A bed with wear patterns from decades of center-loaded jobs.
Individually, each issue is manageable. Together, they stack.
I reviewed a run of heavy brackets where low-tonnage-rated dies—perfectly compatible tang style—were used on a high-capacity press. Under peak load, the die shoulders began to mushroom. Not catastrophic. Just enough deformation to change V-opening width over the shift. Angle drifted. Operators compensated with depth. Next batch ran on a different machine and went out of tolerance. Forty parts in the scrap bin before anyone traced it back to die rating versus actual tonnage applied.
The tang matched. The load path didn’t respect the die’s strength envelope.
When tolerances stack, no catalog rep stands at the brake with you. The manufacturer points to spec sheets. The operator points to setup sheets. The scrap bin just fills quietly.
Here’s the mechanism: every interface—clamp to tang, tang to punch body, punch to material, material to die, die to bed—has a tolerance. If your machine ecosystem and tooling ecosystem weren’t designed together, those tolerances add instead of cancel.
And they always add under load.
So when you ask, “How do I determine the right tooling system for my specific press brake?” the answer isn’t brand loyalty. It’s this: match clamping style, vertical height philosophy, stroke envelope, crowning method, bed geometry, and tonnage rating as one system—specific to your brake’s make and model.
Anything less is gambling with stacked tolerances.
Start with a tape measure and a flashlight, not a catalog.
Pull one punch out of your clamp. Measure tang thickness at three points along 150 mm. Check shoulder width. Blue the tang, clamp it, cycle the ram down under light pressure, then pull it and look at the contact pattern. Full-face contact, or shiny stripes at the edges?
That’s step one: verify what your clamp actually grabs and how evenly it grabs it. Not what the machine badge says. What the steel says.
Now here’s why this matters. Promecam/Amada style tooling dominates most low- to mid-tonnage brakes coming out of Asia. It’s everywhere. Which means the market is flooded with “compatible” punches ground to whatever tolerance the factory felt like holding that week. If your clamp was machined around a 12 mm tang held to tight parallelism and the supplier sends 11.92 mm with a slight taper, it will still “fit.” It just won’t load evenly.
I audited a shop running an Amada-style hydraulic clamp where one third-party punch seated tight at the center but rocked at the ends. Under 90 tons across 8 feet, that tiny taper shifted load toward mid-span. Angles were fine in the center, open at both ends. They chased crowning. It wasn’t crowning. It was tang geometry.
When we talk about European-style precision, we’re not talking about a logo. We’re talking about who actually holds the tang thickness, shoulder squareness, and punch height tolerance to what your clamp was designed around. That’s the filter.
The step-by-step process starts here:
Everything else is noise.
Picture a 3-meter Promecam holder loaded with fifteen 150 mm punch segments. One gets chipped on a bad backgauge move. You swap that segment. Done. Ten minutes.
That modular simplicity is why European-style tooling spread globally. It’s repairable. It’s practical. It doesn’t demand a full-length swap like some high-integration systems.
So where do you draw the line between premium precision and bulk replacement?
Not at brand tier. At tolerance consistency across segments.
If your segments vary in height by even 0.02 mm between batches, you’ll see it in long bends as alternating pressure points. On a brake with CNC crowning tied to tonnage feedback, that height variation turns into angle variation. The machine compensates globally. The inconsistency is local.
I watched a run of stainless panels where mixed-batch segments—same “Amada style,” different production lots—produced a faint washboard effect along the bend line. Not visible until powder coat. Then it was scrap. The segments all “fit.” They just weren’t ground to the same vertical datum.
Top-tier OEM pricing usually buys you tighter batch-to-batch control. Bulk replacement pricing often buys you looser statistical control but cheaper per-piece cost. The decision isn’t philosophical. It’s about your part tolerance and bend length.
If you’re air bending short brackets at ±1 degree, bulk might be fine. If you’re hemming 8-foot architectural panels that get inspected under gloss lighting, you need height tolerance consistency across every segment in that clamp.
The line is drawn at the tightest tolerance your finished part demands—not at the supplier’s marketing tier.
Shop Floor Reality Check: If you mix segments from three vendors and expect one straight bend line, you’re gambling your finish on invisible microns.
OEM pricing hurts. I get it.
Major brake builders now default to Promecam/Amada style on new machines because it balances cost and function for most applications. That doesn’t mean every OEM punch is magic steel. It means their tooling is made to the clamp geometry they ship.
So how do you vet a third-party without lighting money on fire?
Ask for three things:
If the answer is “fits Amada-style,” that’s not a spec. That’s a shrug.
Imagine a hypothetical: your hydraulic clamp was machined for a 12.00 mm tang with ±0.01 mm expectation. A third-party holds ±0.05 mm. Worst case, you’re 0.04 mm undersize. Under clamping force, the punch seats slightly deeper. That shifts your vertical reference. Multiply that by stacked tolerances—die height, bed wear, crowning—and your programmed depth no longer equals your formed angle.
It tightened.
And when it tightens unevenly along the beam, you introduce side loading into a system designed for centered load paths. That’s how clamps wear prematurely and punches develop shiny witness marks only at one shoulder.
I reviewed a case where a budget supplier’s tangs were consistently 0.03 mm thin. The shop compensated with clamp pressure. Six months later, the hydraulic clamp pistons showed uneven wear patterns. The tooling saved money. The clamp rebuild erased the savings.
Third-party can work. But only if their tolerance discipline matches the ecosystem your machine was built around.
Model names lie. Clamps don’t.
An older Amada with manual wedges does not behave like a newer hydraulic-clamp Amada, even if both say “Promecam style.” LVD variations can differ in shoulder geometry and clamping surface depth. Promecam on paper is a profile. In reality, it’s a family.
So your process needs one more layer:
Then compare that physical data to the supplier’s engineering drawing—not the sales sheet. The drawing.
I once saw a shop order “LVD-compatible” punches for a mid-2000s machine. The tang width matched. The shoulder radius did not. Under load, the punch seated slightly off the intended contact surface. Over time, it polished a new wear path into the clamp face. The key fit the lock—until it started carving the lock wider.
That’s the lock-and-key reality of European-style systems. They align ram centerline to punch body to eliminate offset loads. But that only works if the tang and shoulder geometry match what the clamp was machined to receive.
You’re not buying a shape. You’re buying load path alignment.
And that’s the bridge to what comes next. Because if European-style requires this level of discipline, wait until you look at systems where the tooling and clamp were engineered as a single proprietary unit.
You’ve already seen how a 0.02 mm height swing in a “European-style” setup telegraphs straight into your bend angle. Now picture this: the clamp and the punch tang weren’t just made to the same profile — they were engineered as a mated pair, with a spring-loaded safety button designed to lock into a specific groove geometry under preload.
That’s Wila/Trumpf.
On these systems, the tang isn’t just captured by friction or wedge pressure. It’s indexed and retained by a front-facing button mechanism that engages dual grooves in a 20 mm tang, controlling vertical location and extraction under load. The clamp cylinder stroke, the groove depth, the button travel — all designed together. You’re no longer just aligning thickness and parallelism. You’re aligning moving parts.
This is where the ecosystem-first rule stops being advice and starts being survival. Because when the clamp and tooling are co-designed, “compatible” isn’t about silhouette. It’s about whether your key matches the internal springs and detents inside the lock.
And if it doesn’t, what actually gives first — the tool, or the clamp?
Let’s get specific.
On lighter Wila/Trumpf-style punches, the front “button-click” retention lets an operator stand in front of the brake, lift, push, and hear the engagement snap in. One-handed loading. No side access. No reaching around the ram. It tightened.
But here’s the detail most paperweights skip: once you cross roughly 12.5 kg (27.6 lb) per segment, many Wila/Trumpf-style tools — OEM included — switch to side-entry safety pins instead of the front button. Same ecosystem. Different retention method.
That tells you something important. The “proprietary button” isn’t magic across the board. It’s an engineered solution within load limits.
A decade ago, if you wanted true front-button extraction, you were effectively locked into OEM supply because of patent protection. Aftermarket options existed, but they often defaulted to slower side-pin installs. Today, several serious manufacturers machine identical dual-groove tangs with matching button interfaces for lighter tools and proper pin systems for heavy segments.
I’ve reviewed aftermarket pieces that drop into a Wila hydraulic clamp, engage the button cleanly, and show no measurable deviation in tang parallelism or groove depth from OEM samples.
So the question isn’t “Can anyone match the button?” In many cases, yes.
The real question is: are they holding the same positional tolerances on the groove relative to punch height, batch after batch?
I saw a near-miss where a mixed set — OEM light segments and aftermarket heavy segments — all “Wila style,” introduced a subtle vertical mismatch between button-retained and pin-retained tools. The operator adjusted depth to chase angle. The clamp wasn’t the problem. The mixed datum stack was. That run almost turned into 40 scrapped stainless panels before someone mic’d the actual working height.
When the retention mechanism is integrated into the load path, slop isn’t just cosmetic. It’s structural.
Put two punches side by side on the bench. Same tang profile. Same dual grooves. Same button engagement. One costs 30% more.
Where’s the money?
On premium OEM and top-tier aftermarket Wila/Trumpf tooling, you’re usually paying for through-hardening or deep induction hardening, followed by precision grinding of working surfaces and tang features in one controlled process chain. That matters because the clamp seats on hardened, ground geometry — not just milled steel with a cosmetic grind pass.
Imagine a hypothetical: a punch that’s surface-hardened 1.5 mm deep versus one hardened significantly deeper. After a few regrinds over years, the shallow-hardened tool exposes softer core material at the tang shoulder. Under repeated hydraulic clamping cycles, that shoulder deforms microscopically. Your button engagement depth changes by hundredths. You won’t see it in month one. You’ll chase it in year three.
That’s what you’re really buying — resistance to dimensional drift under clamping force.
But brand alone doesn’t guarantee that. I’ve audited premium-branded tools with excellent metallurgy and audited mid-tier suppliers with equivalent hardness profiles and grind quality. I’ve also seen “budget Wila style” tools where the grooves were cut before hardening, then distorted slightly during heat treat and cleaned up just enough to pass a go/no-go gauge.
One shop I worked with mixed a low-cost batch into a mostly OEM Wila setup. Within six months, the cheaper segments showed polished wear marks only at one groove shoulder — slight angular misalignment under clamp preload. Not catastrophic. Just enough to start a tolerance chase on long parts.
You’re not paying for a logo. You’re paying for process control in heat treatment and grinding relative to a hydraulic safety mechanism.
And if the supplier can’t tell you their hardening depth and post-heat grind sequence, what exactly are you paying for?
Here’s where the math gets honest.
Take a high-tonnage architectural job: long stainless panels, visible finish, tight angle tolerance across 3 meters. On a Wila hydraulic clamping system with CNC crowning, the machine assumes a consistent punch height and groove geometry so it can distribute load evenly. Any deviation becomes local angle error the control can’t see.
In that environment, mixing vendors — even within “Wila/Trumpf style” — introduces a second variable: cross-supplier height reference. Even a 0.01–0.02 mm systematic difference between batches shifts the neutral axis position just enough to show under gloss light.
I audited a facility running a premium Wila setup who decided to supplement with third-party segments to save on a large order. Individually, each vendor held tight tolerances. Together, their vertical datums were offset slightly. The machine compensated globally. The parts showed alternating angle bands across segment joints. Several pieces ended up scrapped after coating.
The ecosystem didn’t fail. The mixed reference frames did.
Now flip it. Short-run brackets, moderate tonnage, ±1 degree tolerance, no cosmetic scrutiny. In that case, a vetted third-party supplier who matches tang geometry, groove placement, and hardness profile can perform indistinguishably from OEM — at lower cost.
The premium is justified when three conditions stack up:
When those aren’t in play, disciplined aftermarket sourcing inside the Wila ecosystem can make sense.
But don’t kid yourself about what this system is. It’s not a generic European profile with a fancy button. It’s a co-engineered clamp-and-tool assembly. Treat it like a keyed lock. Match the internal mechanism, not just the outline.
Because if this is what happens in a tightly integrated, premium hydraulic system, what does that mean for shops trying to keep older American iron productive without this level of engineered alignment?
That’s where the real compromises start.
I walked into a shop running a 1998 American brake with the classic 0.50-inch planer tang. Manual clamps. Set screws polished from twenty years of tightening. The operator swapped a punch, snugged the screws, hit the foot pedal — and the tool crept maybe a few thousandths before it seated. It tightened.
That little movement is the whole story.
On these legacy machines, there is no hydraulic button correcting groove geometry. No integrated safety pin. The clamping force bears directly on a relatively narrow tang and whatever shoulder contact area the toolmaker left you. Every tool change is a friction event. Every friction event is wear. And unlike a 13 mm or 20 mm European-style tang with broader seating area, that half-inch American tang has less surface to distribute load. Less area means higher contact stress under the same tonnage. That’s mechanics, not brand loyalty.
So when you ask how shops manage risk on older iron, the answer isn’t “buy a better catalog.” It’s “respect the lock you already own.” That brake was machined for a specific tang width, shoulder height, and clamping philosophy two decades ago. It does not care what’s trending in paperweights this year.
If even a co-engineered hydraulic system punishes mixed reference frames, what do you think happens when your only alignment control is a couple of set screws and tribal knowledge?
Pull up a current catalog from a major supplier — Wilson, Mate, Rolleri — and you’ll see something most people miss. They’re still cutting American Precision style. Not as a nostalgia act. As a profitable line.
That matters.
There’s a myth floating around that legacy American tooling is becoming extinct, which pushes shops toward sketchy imports or one-off custom runs. But suppliers who also make European and Wila profiles are often the same ones grinding 0.50-inch tangs every week. They’ve already amortized their heat treat and grinding infrastructure. Adding another tang profile is a programming change, not a moonshot.
I audited a shop that bought a “close enough” batch from a low-cost source because they thought real American-style tooling required custom pricing. First heavy run at 90 tons across eight feet, one segment walked just enough to mark the die shoulder. Not catastrophic. Just enough to scrap a painted run because the bend line wandered part to part.
The irony? A tier-one supplier stocked the exact OEM profile off the shelf for standard pricing. The shop just assumed scarcity.
Here’s the mechanism: on planer-style tooling, height consistency and tang parallelism matter more than brand engraving. If the supplier grinds the working surface and tang in one controlled setup after heat treat, you preserve a single vertical datum. If they mill pre-heat, harden, and “clean up” later, you invite distortion. That’s how you end up chasing angle drift on a machine that doesn’t have CNC crowning to bail you out.
So the sourcing filter isn’t “Do they make American style?” It’s “Do they grind and harden it with the same discipline they apply to their premium lines?”
Imagine a hypothetical: you’ve got a solid 150-ton American brake. Tight ram. Good hydraulics. Manual clamps. You’re running high-mix, moderate-volume work with frequent tool changes. Someone pitches a quick-change European-style retrofit rail.
Now we’re talking about changing the lock, not just the key.
Retrofitting can make sense when tool change time and safety risk outweigh the retrofit cost. European systems give you wider tang engagement and often built-in safety retention. That reduces the creep-and-seat behavior you see with set screws. It also standardizes you with a broader tooling ecosystem.
But here’s what shops underestimate: retrofitting doesn’t correct ram wear, bed deflection, or daylight limits. If your machine was designed around a specific shut height and stack height, adding a rail can eat daylight. I’ve seen a retrofit leave a shop scrambling because tall box tooling no longer fit under stroke.
One shop I worked with retrofitted specifically to reduce a near-miss — a heavy punch slipping during a hurried changeover. The retrofit paid for itself in safety and changeover time within a year. Another shop did it chasing “European precision” and discovered their underlying machine tolerances were the real limiter. The tooling upgrade exposed machine slop; it didn’t cure it.
So is it worth it?
If you need faster changeovers, improved retention, and alignment with future machines, maybe. If you think a rail swap magically upgrades a 20-year-old frame into a co-engineered ecosystem, you’re dreaming.
A foreman hands me a punch stamped with a long-gone OEM name. “They don’t make this anymore,” he says. What he really means is, “Our purchasing guy couldn’t find it in his usual paperweights.”
Global suppliers maintain segmented die inventories and legacy drawings precisely because thousands of these brakes are still running. Many discontinued OEM profiles aren’t extinct; they’re just not marketed loudly. The geometry lives in a database somewhere, waiting for someone to ask the right question: tang width, shoulder height, overall height, and reference from what datum?
I’ve seen shops pay “custom” fees for profiles that were actually stocked under a different naming convention. The trick is to measure your existing tool properly — not eyeball it. Mic the tang thickness. Check parallelism. Confirm overall height from working surface to tang seat. Then cross-reference with a supplier that handles multiple systems. The ones who cut American, European, and Wila styles understand translation between profiles.
One operation scrapped a short run because they accepted a “compatible” die that matched V-opening and length but was 0.02 mm taller than their existing set. On a legacy brake without automatic compensation, that tiny mismatch stacked across segments and showed up as angle variation at the joints.
Discontinued doesn’t mean unobtainable. It means you need a supplier who respects reference frames as much as you do.
And that’s the pivot point, isn’t it? Once you accept that your machine’s clamping ecosystem is the non-negotiable filter — whether it’s a hydraulic Wila or a 1990s American planer — the next question isn’t “Who’s cheapest?” It’s “Who understands my reference frame before I issue the RFQ?”
You want a systematic way to vet a tooling supplier?
Start by watching what they ask before they quote.
The fastest way to spot a pretender is silence. You send an RFQ with “European style, 835mm segments,” and back comes a price in an hour—no questions about clamp type, no machine model, no shut height, no tonnage context. That’s not efficiency. That’s guessing with your money.
I’ve seen this movie. A shop ordered “compatible” tooling for a mid-2000s hydraulic clamp system because the catalog said universal European tang. First setup, the safety buttons didn’t seat cleanly in the clamp groove. The punch sat proud by a hair. It tightened. And under load, that hair turned into a visible witness line across every bend in the run. The parts weren’t junk on the floor. They were junk in the customer’s assembly.
A supplier who understands clamping ecosystems does not rush past the lock to sell you a key.
If they don’t ask for numbers, stop talking.
At minimum, they should demand: exact machine make and model, clamp style (manual American set-screw, European quick-change, Wila hydraulic, etc.), shut height (ram-to-bed at bottom dead center), daylight, and maximum tonnage—and not just nameplate tonnage, but what you actually run across what length. If they don’t bring up load per foot, they’re not thinking about the force path.
And here’s where most RFQs go soft: vertical reference. Overall tool height from working surface to tang seat. Not “standard height.” Actual height. Especially if you’re mixing with existing inventory ground to a known tolerance band.
Height consistency is not a luxury; it’s a datum strategy. When a supplier grinds post-heat treat in a single setup, they preserve that vertical relationship. When they don’t, you end up shimming segments like you’re tuning a guitar.
Imagine a hypothetical: two suppliers quote the same 30-degree punch profile. One asks for your shut height and existing tool height to the tenth of a millimeter. The other says, “Standard 4-inch height.” Which one is designing around your machine, and which one is selling from a shelf?
And here’s the blind spot most shops miss: profile strength. A supplier who understands your ecosystem will also ask what you’re bending—material type, thickness, inside radius target. Because a tall, narrow acute punch that fits your clamp perfectly can still fail if the profile’s cross-section isn’t built for your load per foot. Fit and strength are separate conversations. The right supplier has both.
“In stock” feels safe.
Sometimes it is. Sometimes it means they already run your tang geometry in volume and control it well enough to hold uniform height across batches. That’s competence.
But sometimes “in stock” means they’re about to force your machine to accept what’s convenient for them.
If you run a legacy American planer-style tang with a specific shoulder relationship and they claim to have it sitting on a rack ready to ship—ask how many shops run that exact geometry today. If the answer is vague, you’re not buying a standard. You’re buying leftover inventory.
On the flip side, long European lead times don’t automatically signal precision either. I watched a shop wait twelve weeks for branded OEM tooling because they assumed delay meant quality. When it arrived, it matched the clamp perfectly—but they hadn’t rechecked their daylight after adding a retrofit rail the year before. The new stack height stole the clearance they needed for a tall box tool. Beautiful tooling. Wrong system context.
Lead time only means something when it’s tied to your reference frame.
A competent supplier will explain why a profile is stock—common ecosystem, controlled height, repeat demand—or why it’s custom—nonstandard tang, altered shut height, modified shoulder. They’ll connect time to geometry. If they can’t, you’re reading from paperweights again.
| Topic | Details |
|---|---|
| Core Question | When is “in-stock” actually a red flag in relation to lead times and custom profiles? |
| Perception of “In Stock” | “In stock” feels safe. Sometimes it truly reflects competence and controlled, repeatable production. |
| When “In Stock” Signals Competence | It can mean the supplier regularly runs your tang geometry in volume and maintains uniform height across batches. |
| When “In Stock” Is a Red Flag | It may indicate the supplier is pushing convenient, leftover inventory rather than meeting your specific system requirements. |
| Legacy Geometry Concern | If you use a legacy American planer-style tang and it’s supposedly ready to ship, ask how many shops currently run that exact geometry. |
| Vague Justification Warning | If the supplier’s answer about usage is vague, you’re likely buying leftover inventory—not a true standard. |
| Misleading Long Lead Times | Long European lead times don’t automatically indicate higher precision or quality. |
| Example of Misaligned Assumptions | A shop waited twelve weeks for branded OEM tooling assuming delay meant quality, but failed to recheck daylight after adding a retrofit rail. |
| System Context Failure | The new stack height reduced necessary clearance for a tall box tool—resulting in beautiful tooling that didn’t fit the system context. |
| Key Principle | Lead time only has meaning when tied to your specific machine reference frame and geometry. |
| What Competent Suppliers Do | They explain whether a profile is stock (common ecosystem, controlled height, repeat demand) or custom (nonstandard tang, altered shut height, modified shoulder). |
| Final Insight | A competent supplier connects lead time to geometry. If they can’t, you’re relying on assumptions rather than system alignment. |
Shop Floor Reality Check: “In stock” is green only when it matches your clamp and height logic; otherwise it’s just fast scrap.
Don’t bet the rack on a brochure.
Order a small, high-sensitivity test set—two or three segments that will sit next to your existing tooling on a real job. Measure overall height with a mic. Check tang thickness and parallelism. Then install them adjacent to your current segments without changing machine settings.
This is where truth shows up.
If the supplier claims ±0.0005″ height consistency, your ram should not need chasing. Angle should hold across the seam between old and new segments. If you’re on a non-CNC-crowning machine, this test is brutal—in a good way. It exposes stacked tolerances instantly.
And push them on load. Run a job near your typical tons-per-foot range, not a light gauge proof. Watch for seating behavior in the clamp. Listen for that subtle shift as pressure builds. The right tang geometry will feel boring. No creep. No settling after first hit.
I once saw a shop validate a new supplier with a cosmetic 16-gauge run. Everything looked perfect. The first 1/4″ mild steel job at higher load told the real story—the profile flexed just enough to open the angle mid-span. Not a catastrophic failure. Just enough to scrap the batch because the angle wandered outside spec at assembly.
A proper test order isn’t about fit alone. It’s about interchangeability and load behavior inside your specific clamping ecosystem.
That’s the shift.
You stop asking, “Who’s best?” and start asking, “Who behaves correctly inside my machine’s reference frame under real load?”
Once a supplier passes your RFQ and survives a real test order, the question changes. It’s no longer “Can they make a good tool?” It’s “Can they keep making tools that behave inside my exact clamping ecosystem five years from now?”
That’s the part most shops never formalize.
They treat a successful trial like a handshake. Then six months later, a second batch shows up from a different production run, ground on different fixtures, and suddenly your ram zero is drifting again. Not because the tool is “bad.” Because you never locked the relationship to your machine’s reference frame.
This is where you stop shopping brands and start managing a system.
The shift is simple and uncomfortable: your press brake becomes the spec. Not the catalog.
That means you document three things and treat them as controlled data: clamp style and dimensions (European, Wila, legacy American—down to tang thickness and shoulder location), verified overall tool height to working surface, and your real load envelope in tons per foot. Not brochure numbers. Shop numbers.
I watched a shop skip this step after a successful sample run. Six months later they reordered “the same” 4-inch European punch. It tightened in the clamp just fine. But it was 0.02 mm taller than their existing inventory. On paper, nothing. On the floor, it meant chasing angle across segmented setups and burning half a shift dialing back to baseline.
No one scrapped a part that day.
They scrapped time.
When you freeze your machine data and require every repeat order to certify to that height band and tang geometry, you remove the surprise variable. Emergency reorders disappear because compatibility stops being assumed and starts being verified against a fixed reference.
You’re not buying tooling anymore. You’re protecting a datum strategy.
A thick catalog tells you they can grind shapes.
A fit record tells you they understand your lock.
Here’s how you build the shortlist: only suppliers who can show documented deliveries into your exact clamping style—with repeat height tolerance and load validation—stay on it. Not similar. Exact.
Imagine a hypothetical: a Dubai shop running an Amada ecosystem drops expensive OEM tooling for a 42CrMo alternative supplier. On paper, that sounds reckless. In practice, the new supplier held uniform height within ±0.0005 inch across batches and matched the Amada tang geometry precisely. The machine didn’t care about the logo. It cared that the key matched the lock and carried the load.
That’s the lesson.
Brand reputation is a proxy for quality. Proven compatibility inside your clamp is evidence.
Now, there’s an edge case you need to respect. Some jobs demand nonstandard profiles—tight inside radii, tall box tools, specialty hemming dies. A supplier who excels at custom profiles might not live inside your ecosystem day-to-day. That doesn’t disqualify them. It means you treat them as controlled exceptions: documented height target, approved tang print, first-article inspection against your master set.
Shortlist by ecosystem fluency. Approve exceptions by measured validation.
Confident sourcing is boring.
You install a new segment next to a five-year-old one. You don’t touch ram zero. You don’t shim. You don’t “sneak up” on angle. It just behaves. Under light gauge. Under heavy load.
That feeling doesn’t come from trust. It comes from traceability.
You assign a master height reference set—measured and logged. Every new batch gets checked against it before it hits the rack. You require suppliers to state actual measured overall height and tang dimensions on packing documents. If they change grinding sequence, material batch, or heat treat process, they notify you.
That’s not corporate bureaucracy. That’s how you stop slow drift in a segmented ecosystem.
Because here’s the non-obvious part: height consistency is not a tooling issue. It’s a system stability issue. Once you mix ecosystems—even slightly—you start compensating at the machine. And every compensation hides the next mismatch.
Most fabricators think long-term tooling strategy means negotiating better pricing tiers.
It means locking your supplier relationship to your machine’s geometry so tightly that changing vendors would feel like changing the lock, not just the key.
And once you see it that way, “Who’s the best manufacturer?” sounds like the wrong question entirely.
The only question that matters is this: who has proven—over time, under load—that their key fits your exact lock without you forcing it?


















