

Drei Monate nach der Installation beginnt die Tür des Gehäuses zu hängen. Die Schrauben sind noch da. Die Köpfe fest. Aber der Verschluss passt nicht mehr, und wenn man eine Schraube herauszieht, ist das Loch kein geschnittenes Stahlgewinde — sondern ein ovaler Krater.
Ich habe schon Paneele für weniger verschrottet.
Irgendwann haben wir angefangen, Blechschrauben wie Büroklammern zu behandeln: Wenn sie passen, funktionieren sie. Diese Denkweise ist teuer.
Ich sah zu, wie ein Junior-Designer M4-Gewinde in 1,0 mm Baustahl für ein Bedienfeld schnitt. “Wir haben drei Gewindegänge”, sagte er, stolz auf seine Messschieber. Auf dem Papier klingt das wie eine gute Gewindeeingriffslänge. In der Praxis ist es ein Countdown.
Denn diese drei Gewindegänge tragen die Last nicht so, wie man denkt. Die Schraube hängt nicht an hübschen kleinen spiralförmigen Regalen. Sie spreizt das Blech auseinander, zerdrückt Material vor der Gewindeflanke und versucht, sich unter Last zu neigen. Dünnes Blech versagt nicht höflich. Es verformt sich zuerst. Leise.
Wenn diese Verbindung also locker wird, was hat in Wahrheit nachgegeben?

Nimm zwei überlappende Bleche, jeweils weniger als einen halben Millimeter dick, verbunden mit einer selbstbohrenden Schraube. Du ziehst sie fest. Es fühlt sich stabil an. Jetzt ziehe die Verbindung in Scherbelastung.
Was du unter dem Schraubenkopf sehen wirst, ist kein sauberes Gewindescheren. Die Schraube lehnt sich. Das Loch längt sich. Material häuft sich vor dem Schaft wie Schnee vor einem Pflug. Das ist ein Lagerbruch — die Schraube drückt und verdrängt das Blech — oft kombiniert mit Kippen.
Die Gewinde sind nur Mitfahrer.
Im Dünnblech ist das Blech das Straßenbett und die Schraube ist der LKW. Wenn der Asphalt 10 mm dick ist, verteilt er die Last. Wenn er 0,8 mm dick ist, gibt es Dellen und Risse. Das als “ausgerissene Gewinde” zu bezeichnen, verfehlt den wahren Tatort: Das Grundmaterial hat nachgegeben, weil der Lastpfad von Anfang an falsch war.
Wenn sich das Blech verformt und nicht die Schraube, wie viel Gewindeeingriff hast du tatsächlich?
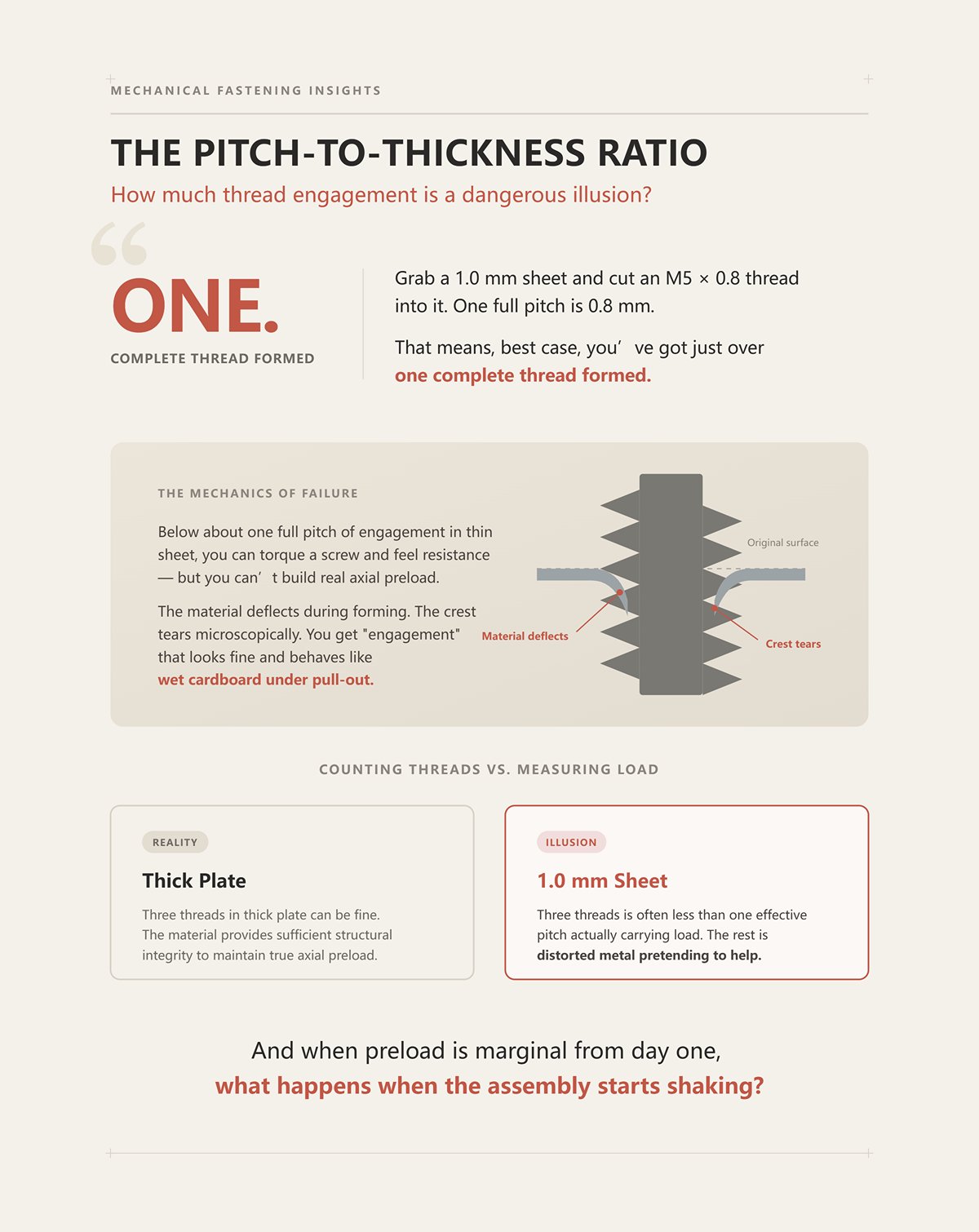
Nimm ein 1,0 mm Blech und schneide ein M5 × 0,8 Gewinde hinein. Eine volle Gewindesteigung ist 0,8 mm. Das bedeutet, im besten Fall hast du etwas mehr als eine vollständig geformte Gewindegänge.
Eine.
Unter etwa einer vollen Gewindesteigung im Dünnblech kann man eine Schraube anziehen und Widerstand spüren — aber keine echte axiale Vorspannung aufbauen. Das Material weicht während der Formung aus. Der Gewindekamm reißt mikroskopisch. Du erhältst einen “Eingriff”, der gut aussieht, sich aber wie nasse Pappe beim Ausreißen verhält.
Das ist die Illusion: Gewindegänge zählen statt die Tragfähigkeit messen.
Drei Gewindegänge in dicker Platte können in Ordnung sein. Drei Gewindegänge in 1,0 mm Blech sind oft weniger als eine effektive Steigung, die tatsächlich Last trägt. Der Rest ist verzerrtes Metall, das vorgibt zu helfen.
Und wenn die Vorspannung von Tag eins an grenzwertig ist, was passiert, wenn die Baugruppe zu vibrieren beginnt?
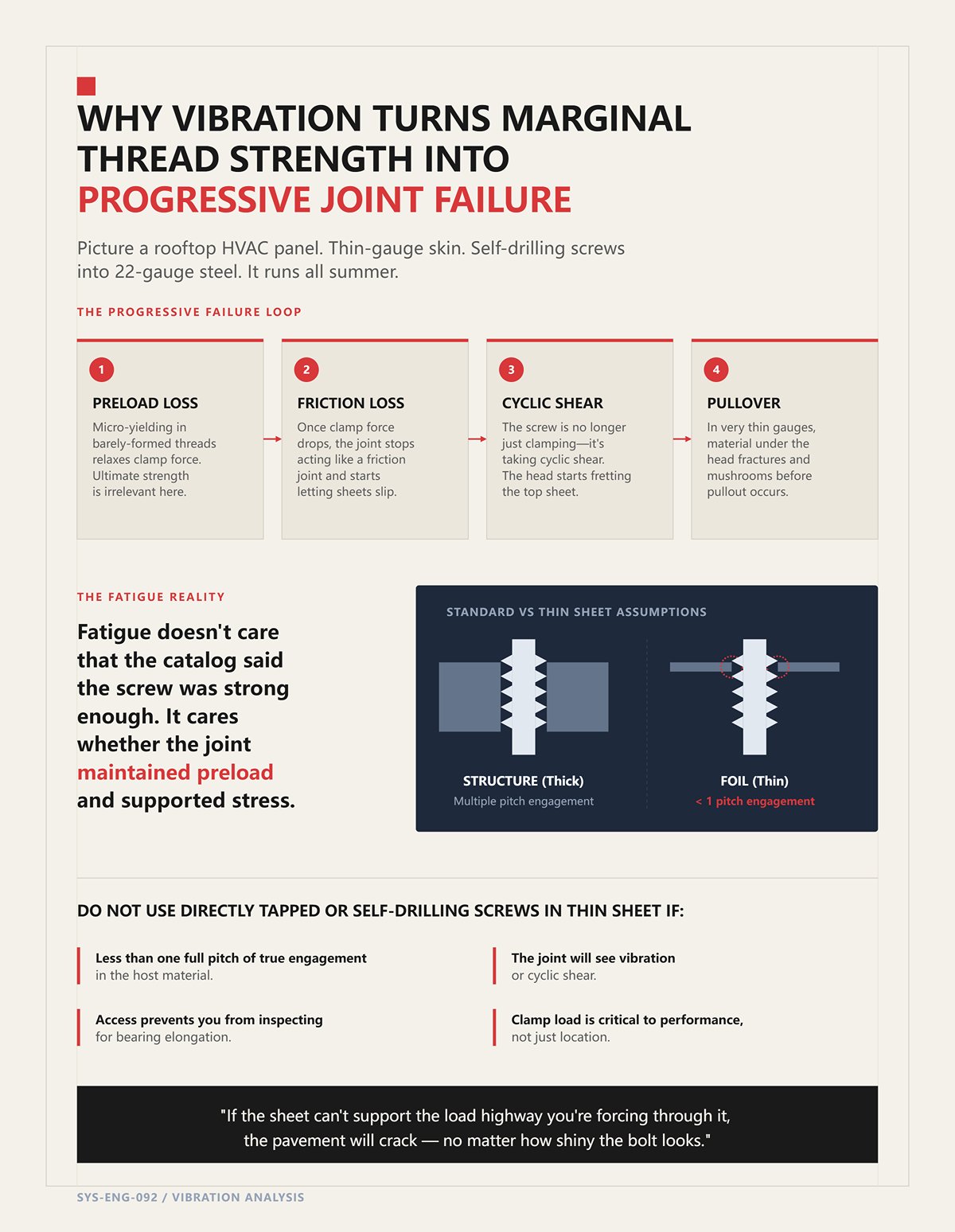
Stell dir ein HVAC-Dachpaneel vor. Dünnes Blech. Selbstbohrende Schrauben in 22-Gauge-Stahl. Es läuft den ganzen Sommer.
Das Erste, was Vibration angreift, ist nicht die Bruchfestigkeit. Sie greift die Vorspannung an. Jegliches Mikrofließen in den kaum ausgebildeten Gewinden entspannt die Klemmkraft. Sobald die Klemmkraft abnimmt, hört die Verbindung auf, wie eine Reibverbindung zu wirken, und beginnt, das Gleiten der Bleche zuzulassen.
Nun klemmt die Schraube nicht mehr nur — sie nimmt zyklische Scherkräfte auf. Der Kopf beginnt, an der oberen Blecheinlage zu reiben. Bei sehr dünnen Blechen sieht man oft Durchziehen vor Herausziehen: Das Material unter dem Kopf reißt und wölbt sich auf, weil dieser dünne Stahlring die gesamte Arbeit leistet.
Ermüdung kümmert sich nicht darum, dass der Katalog gesagt hat, die Schraube sei stark genug. Sie interessiert sich dafür, ob die Verbindung ihre Vorspannung gehalten hat und ob das Blech die Lagerbelastungen Zyklus für Zyklus tragen konnte.
Standardbefestiger gehen davon aus, dass das Material um sie herum dick genug ist, um sich wie eine Struktur zu verhalten, nicht wie Folie. Dünnes Blech bricht diese Annahme. Leise. Vorhersehbar.
Verwenden Sie keine direkt geschnittenen oder selbstbohrenden Schrauben in dünnem Blech, wenn:
Wenn das Blech die Laststraße, die Sie hindurchzwingen, nicht tragen kann, wird die Fahrbahn reißen — egal, wie glänzend der Bolzen aussieht.
Ich hatte eine Charge von 1,2‑mm-Steuergehäuseblechen, die auf dem Papier perfekt aussahen. Ausgelegt für M6-Einpressmuttern. Presskraft abgestimmt. Drehmomentprüfung beim Wareneingang bestanden. Dann ging die Endmontage in die Linie, und die Hälfte der Muttern drehte durch.
Nicht überdreht. Nicht herausgezogen. Gedreht.
In der Vorstufe hatte jemand auf ein härteres Blech umgestellt, um Beulen beim Transport zu reduzieren. Niemand informierte die Konstruktion. Die Presse arbeitete immer noch mit derselben Kraft. Die Muttern saßen bündig. Aber das Blech floss nicht so, wie es sollte, also bildete sich der Verriegelungsring nie vollständig aus. Wir hatten 400 Ausdrehgeneratoren gebaut.
Das ist der Unterschied zwischen dem Einschrauben in dünnes Blech und dem Einpressen in es. Ein selbstklemmender Befestiger verlässt sich nicht auf fragile Gewinde, die in Folie geschnitten sind. Er formt das Blech um, sodass es Teil des Befestigungselements wird. Der Lastpfad hängt nicht mehr an Gewindeflanken; er ist hinter einer kaltgeformten Schulter verriegelt. Das Blech hört auf, Fahrbahn zu sein, und wird zur Leitplanke.
Aber nur, wenn sich das Metall tatsächlich bewegt.
Nehmen Sie eine Standard-Einpressmutter mit bündigem Kopf und betrachten Sie den Querschnitt. Es gibt einen gezahnten oder unter schnittenen Ring direkt unter dem Kopf. Während der Montage drückt ein paralleler Stempel die Mutter in ein gestanztes Loch, das etwas größer als der Schaft ist. Das Blech fließt lokal und radial in diesen Unterschnitt.
Kein Schneiden. Keine Späne. Nur plastische Verformung.
Diese lokale Streckung ist Kaltfließen – eine permanente Umformung bei Raumtemperatur. Das Material wird in die Nut verdrängt, und sobald es dort ist, gibt es nur einen Weg heraus: entweder die Ringzone des Blechs abscheren oder sie durch Zug herausreißen. Jetzt verläuft dein Kraftpfad nicht mehr über ein paar fragile Gewindespitzen. Es ist eine vollständige, 360-Grad-mechanische Verriegelung.
Beim Ausziehen entspricht die widerstehende Fläche etwa dem Umfang der Hinterschneidung multipliziert mit der Dicke des verdrängten Blechs. Verdopple den Durchmesser, und du verdoppelst den Scherumfang. Erhöhe die Dicke, und du erhöhst die widerstehende Fläche linear. Das ist Mathematik, auf der du konstruieren kannst.
Aber hier ist, was die meisten Kataloge nicht betonen: Die Fließfähigkeit des Blechs ist endlich. Bei dünnen Blechen unter etwa 1,0 mm, insbesondere bei hochfesten Stählen, kann die lokale Dehnung um das Loch herum die Formgrenze erreichen. Ich habe Viertel-Beulen um Einpressstellen gesehen, bei denen sich das Material ungleichmäßig aufgestaut hat, sodass eine Seite dünn und kaltverfestigt blieb. Unter Vibration riss dieser gehärtete Halbmond als Erster.
Kaltfließen erzeugt Festigkeit, weil es Material in eine Geometrie umverteilt, die Drehmoment- und Ausziehkräften widersteht. Kaltfließen verbraucht aber auch Duktilität. Gehst du zu weit – zu großes Befestigungselement in zu dünnem Blech – dann stauchst du genau das Material ein, auf das du dich verlassen willst.
Die eigentliche Frage lautet also nicht: “Erhöht Einpressen die Dicke?” Tut es nicht. Die Frage lautet: Hat dein Blech genug Restduktilität, um die Umformung zu überleben und danach noch Betriebsbelastungen aufzunehmen?
Welches Metall soll zuerst nachgeben?
Ich habe eine Einpressmutter in Aluminium 5052-H32 gedrückt und gesehen, wie sie sich mühelos gesetzt hat. Dieselbe Mutter in hochfesten, vorverformten niedriglegierten Stahl? Die Einpresskraft stieg stark, die Presse wich aus, und die Mutter saß ein paar Tausendstel hervor.
Die Regel ist einfach und gnadenlos: Das Blech muss fließen; das Befestigungselement darf es nicht.
Selbsteinpressende Befestigungselemente sind wärmebehandelt, um deutlich härter als das Trägerblech zu sein. Wenn der Stempel sie eintreibt, fließt das Blech in die Hinterschneidung, während das Befestigungselement seine Geometrie beibehält. Kehrst du diese Hierarchie um – härteres Blech, weicheres Befestigungselement – dann füllt das Blech die Nut nicht aus, sondern die Nut schmiert zu oder das Blech bewegt sich kaum. Du erhältst eine kosmetische Setzung, aber keine echte Verriegelung.
Es gibt Daten aus Umformstudien, die zeigen, dass vorverfestigtes Blech den erforderlichen Einpressdruck um 20–30 % erhöhen kann, ohne einen proportionalen Zuwachs an Verbindungsfestigkeit zu liefern. Diese zusätzliche Kraft kauft dir keine Haltekraft; sie kämpft gegen ein Material, das sich nicht mehr verformen will. Du belastest die Presse, riskierst Plattenverzug und bekommst trotzdem keine tiefere Verriegelung.
Und selbst wenn du eine korrekte Setzung erreichst, hast du eine kaltverformte Zone um das Loch geschaffen. Dort verbleiben Eigenspannungen. Bei Eisenblechen, insbesondere wenn Beschichtungen während des Pressens beschädigt werden, kann dieser gespannte Ring zu einem Korrosionsansatzpunkt werden. Ich habe Außengehäuse gesehen, bei denen jede Rostblüte am Rand der Einpressmutter begann.
Das Metall zur Arbeit zu zwingen, ist kraftvoll. Es ist nicht kostenlos.
Also, wann übertrifft all diese Umformung tatsächlich einen Niet oder eine lose Mutter?
Stell dir eine 1,5 mm starke Stahlhalterung vor, die ein M5-Gewinde für eine Motorbefestigung benötigt. Option eins: Durchgangsbohrung, Schraube und lose Mutter. Option zwei: Blindniet plus Gewindeeinsatz. Option drei: selbsteinpressende Mutter.
Mit einer losen Mutter ist deine Klemmkraft in Ordnung – solange jemand die Rückseite halten kann und die Vorspannung nicht verloren geht. Aber deine Scherfestigkeit zwischen den Blechen hängt immer noch von der Reibung durch die Klemmkraft ab. Geht die Vorspannung unter Vibration verloren, beginnt der Bolzen zu biegen. Die Schrauben sind noch da. Die Verbindung ist nicht mehr dieselbe.
Ein Blindniet liefert dir solide Scherfestigkeit, da der Körper das Loch ausfüllt, aber du bekommst keine wiederverwendbaren Gewinde. Fügst du einen Gewindeeinsatz-Niet hinzu, verlässt du dich nun auf die dünnwandige Aufweitung im Loch. In dünnem Blech führt diese Aufweitung oft zu lokaler Wölbung. Was du unter dem Kopf siehst, ist kein sauberer Gewindescher. Es ist Lagerverformung rund um ein deformiertes Loch.
Eine richtig spezifizierte Einpressmutter verändert die Rechnung. Deine Ausziehfestigkeit hängt von der Scherfläche des verriegelten Rings ab. Deine Drehmomentfestigkeit hängt vom Durchmesser und der Form der gerändelten oder gezahnten Hinterschneidung ab, die im Blech eingebettet ist. Und da die Gewinde in gehärtetem Stahl voller Dicke vorliegen, erhältst du echte Vorspannung – nicht nur eine Gewindesteigung, die so tut, als wäre sie Struktur.
In wiederholten Montagen – Servicepaneele, Elektronikgehäuse, Motordeckel – spielt diese Kombination eine Rolle. Man kann das Anzugsdrehmoment auf den Sollwert bringen, entfernen und erneut montieren, und der Lastpfad bleibt im gehärteten Verbindungselement, nicht in opferhaften Gewindegängen des Blechs.
Aber das Clinchen erfordert zwei Dinge: genügend Duktilität, um die Verriegelung zu formen, und Zugang für eine parallele Presse während der Montage. Keine Duktilität, keine Verriegelung. Kein Pressenzugang, keine Montage.
Die Methode, die den Lastpfad in offenem, formbarem Blech fixiert, lässt einen jedoch im Stich, wenn man nur eine Seite und keinen Platz für eine Presse hat.
Was tun Sie, wenn Sie das Metall nicht zum Fließen bringen können, weil Sie nicht einmal die Rückseite erreichen, um sie zu stützen?
Ich hatte einmal ein pulverbeschichtetes Gehäuse, das aus dem Feld zurückkam – jede M6‑Schraube noch mit Soll‑Drehmoment angezogen, und jeder Einsatz drehte sich frei. Die Schrauben waren fest. Das Paneel war unbrauchbar. Wir hatten keinen Rückseitenzugang für eine Presse, also wählten wir Nietmuttern. Mit einem Handwerkzeug montiert. Die Produktion lief weiter. Drei Monate später lehnte sich ein Techniker auf einen Schraubenschlüssel, und der Einsatz fräste sich sein eigenes Loch.
Das ist der Kompromiss, den man macht, wenn man nicht clinchen kann. Ein Blind‑Einsatz erzeugt keine Kaltfluss‑Verzahnung, indem er das Blech in eine gehärtete Hinterschneidung umformt. Er staucht sich selbst zusammen, bildet hinter dem Paneel einen Wulst und klemmt das dünne Material zwischen seinem Kopf und dem gestauchten Körper ein. Er spreizt das Blech auseinander, zerdrückt Material vor der Gewindeflanke und versucht, sich unter Last zu verkippen. Der Lastpfad ist kein geformter Ring aus verdrängtem Stahl mehr. Er besteht aus Reibung, Auflage und dem, was bei der Montage an Verformung entstanden ist.
Die Frage lautet also nicht: “Hält es?” Sondern: Bei welcher Kraft gibt es zuerst nach?
Stellen Sie sich ein 1,2‑mm‑Blech aus weichem Stahl mit einer M5‑Nietmutter vor, die eine Halterung trägt. Jemand hängt ein 20‑Pfund‑Bauteil daran. Die Schwerkraft kümmert sich nicht um Ihre Katalogwerte. Sie erzeugt ein Moment an der Einsatzfläche. Dieses Moment zerlegt sich in zwei Komponenten: Schub über den Schaft und Zug, der versucht, den Einsatz gerade herauszuziehen.
Bei reiner Schubbelastung – Halterung eng am Blech, Last parallel zur Fläche – liegt der Nietmutternkörper an der Lochwand an. Die Widerstandsfläche ist ungefähr die projizierte Schaftfläche multipliziert mit der Blechdicke. Wenn das Loch eng ist und der Körper vollständig aufgespreizt, kann die Scherfestigkeit beachtlich sein. Man belastet das Blech auf Lagerung, statt es zum Dehnen zu zwingen.
Fügen Sie nun Abstand ein. Eine Distanzhülse. Eine Dichtung. Eine gebogene Halterung, die nicht plan sitzt. Diese 20‑Pfund‑Last wirkt nun nicht mehr in reiner Scherung. Sie erzeugt Zug am Einsatzkopf. Der Ausziehwiderstand hängt jetzt vom Griff des gestauchten Wulsts auf der Rückseite und der Scherfläche des dünnen Blechrings zwischen Kopf und Aufweitung ab.
Hier entscheidet die Montage still über alles. Eine zu stark gesetzte Nietmutter – zu viel Hub, zu viel Kraft – verdünnt den gestauchten Abschnitt oder reißt den Übergang zwischen Gewindekörper und gestauchtem Ende. Ich habe Einsätze gesehen, die von vorn perfekt aussahen, aber intern bei geringer Betriebsbelastung versagten. Es sieht wie ein Ausziehversagen aus, aber die eigentliche Ursache war die Hubeinstellung, nicht die Arbeitslast.
Ein echtes Versagen kündigt sich selten als sauberes Abscheren des Gewindes an. Was Sie unter dem Kopf sehen, ist kein sauberes Gewindeversagen. Sie sehen eine leichte Schüsselbildung des Blechs, Rissbildung der Beschichtung in einem Ring und eine feine Druckspur, wo der Einsatz zu kippen begann. Das Blech gab zuerst nach, weil der Lastpfad auf Klemmung und lokaler Auflage beruhte, nicht auf einer geformten Verriegelung.
Welche Kraft bestimmt also? Diejenige, die Sie versehentlich durch Geometrie eingeführt haben. Halten Sie die Verbindung straff und bündig, kann die Scherung maßgebend sein. Fügen Sie Exzentrizität hinzu, wird der Auszug Ihre Grenzbedingung – oft bei Lasten weit unter dem “maximalen Auszugswert”, den der Einsatz verspricht.
Und was passiert, wenn die Betriebsbelastung nicht versucht, den Einsatz herauszuziehen, sondern ihn zu drehen?
Wir haben einmal eine Beschichtungsspezifikation von verzinkt auf E‑Coat geändert, aber die Lochangabe nicht angepasst. Gleicher Nenndurchmesser. Gleiche Rundkörper‑Nietmutter. Erster Produktionslauf, 400 Stück. Die Hälfte drehte sich bei der Montage durch.
Mit dem Drehmomentschlüssel war alles in Ordnung. Das Problem war einfach: glatter runder Körper in glattem Loch, eingebaut in härteres Material als zuvor. Der Widerstand des Einsatzes gegen Verdrehung entsteht aus Reibung und dem, was an Rändelung in die Wand greift. Wenn das Drehmoment, das zum Stauchen und Setzen des Einsatzes erforderlich ist, höher ist als dieser Verdrehwiderstand, dreht er sich durch, bevor er sitzt. Nun ist das Loch verfestigt und die Wand poliert. Der nächste Einsatz dreht sich noch leichter durch.
Hohes Betriebsdrehmoment ist noch schlimmer. Angenommen, Sie spezifizieren einen M6‑Einsatz, weil Sie für eine Abdeckung 8–10 N·m Klemmkraft benötigen. Wenn das Drehmoment, das zum Erreichen der Vorspannung nötig ist, den Durchdrehwiderstand des Einsatzes in dieser Blechdicke überschreitet, versagt nicht das Blech zuerst – der Einsatz wird sich einfach sein eigenes Loch schneiden.
Runde Körper können in weicheren Materialien und dickeren Blechstärken funktionieren, bei denen die Ausdehnung die Wandberührung deutlich erhöht. In harten Stählen unter 1,5 mm spielt man jedoch ein Risiko, es sei denn, man verändert die Schnittstelle: Sechskantkörper in gestanzten Sechskantlöchern, verzahnte Körper in richtig bemessenen Löchern oder sekundäre Merkmale wie Vertiefungen, um eine Verdrehsicherung zu schaffen. Und diese Merkmale erfordern eine präzise Lochkontrolle. Wenn man mit dem Laser ein Zehntelmillimeter zu groß schneidet, ist die Verdrehsicherung nur noch kosmetisch.
Es gibt eine weitere Falle: versetzte Montage. Wenn der Kopf der Einpressmutter nicht vollständig an der Platte anliegt — leichte Grate, leichte Krümmung — kombiniert man das Risiko von Verdrehen und Herausziehen. Der Kopf teilt die Last nicht gleichmäßig, sodass das Drehmoment versucht, die Mutter zu verkanten, während die Zugkraft versucht, sie herauszuziehen. Ohne kontrollierte Kraft‑Weg‑Überwachung in der Produktion merkt man das nicht. In einer Werkstatt mit Handwerkzeugen ist diese Variabilität real.
Blindnietmuttern lösen das Zugangsproblem. Sie bringen jedoch Prozessempfindlichkeit ins Spiel. Wenn man Lochgröße, Materialhärte und Einpresshub nicht kontrollieren kann, konstruiert man keine Verbindung — man hofft, dass die Reibung ausreicht.
Nicht verwenden, wenn:
Wenn Blindgewinde so empfindlich sind, sind Gewinde möglicherweise überhaupt nicht die richtige Lösung.
Ich habe gesehen, wie Konstrukteure M6‑Nietmuttern mit einer Reihe von 4,8‑mm‑Aluminium‑Popnieten entlang derselben Flanschlinie mischten. Unter Last hielten die Vollbolzen. Die Popnieten lockerten sich zuerst. Die Verbindung öffnete sich von der schwächsten Befestigung aus, und die Last sprang abrupt auf die verbleibenden Punkte über.
Standard‑Popnieten mit offenem Ende sind für leichte Scher‑ und Verkleidungsanwendungen geeignet. Ihr Dorn bricht ab und hinterlässt einen hohlen Körper, der Scherkräfte hauptsächlich durch Auflage widersteht. Bei Zugbelastung, insbesondere bei übergroßen Löchern, spreizen sie sich und ziehen sich dann mit wenig Vorwarnung durch dünnes Blech.
Strukturniete – geschlossenes Ende, gesicherter Dorn, höhere Scherfestigkeit – verändern das Kräfteverhältnis. Der zurückgehaltene Dorn erhöht die Scher‑ und Zugfestigkeit, und die Körperausdehnung ist kontrollierter. In Verbindungen, bei denen man nur eine dauerhafte Klemmung und keine wartungsfähigen Gewinde benötigt, kann ein Strukturniet eine kleine Nietmutter übertreffen, einfach weil der Lastpfad direkter ist: Schaft in Scherung, Körper in Auflage, keine Innengewinde zum Ausreißen, kein Drehmoment, das ein Verdrehen verursacht.
Das Upgrade ist gerechtfertigt, wenn die Verbindung dynamische Scher‑ oder Vibrationsbelastungen erfährt und keine Demontage erforderlich ist. Es ist nicht gerechtfertigt, wenn man Gewindekomfort auf Kosten einer klaren Lastführung sucht. Ein Strukturniet bietet kein einstellbares Vorspannen wie ein Bolzen in einer Nietmutter, aber er verdreht sich auch nicht unter einem Schraubenschlüssel, denn es gibt keinen Schraubenschlüssel.
Nicht verwenden, wenn:
Einseitiger Zugang erzwingt Kompromisse. Nietmuttern und Blindnieteinsätze können gerechtfertigt sein — aber nur, wenn ihre Verformungsmechanik, Drehmomentgrenzen und Montagekontrollen auf das Blech abgestimmt sind wie ein Presssitzlager in einer Gehäusebohrung.
Wenn man diese Variablen nicht kontrollieren kann, konstruiert man keinen Lastpfad.
Du füllst nur ein Loch.
Ein Dachgehäuse kam aus der Lackierung zurück mit einem schwachen „Ölkannen“-Ripple um jeden M8-Befestigungspunkt. Die Schrauben waren noch da. Die Abdeckungen saßen fest. Aber unter Leuchtstofflampen konnte man einen Halo von 25 Millimetern Breite um jede Schweißmutter sehen.
Dieser Ripple war kein kosmetisches Pech. Es war eine wärmebeeinflusste Zone – der lokale Bereich, in dem das Blech über die Umwandlungstemperatur erhitzt und anschließend wieder abgekühlt wurde. Die Kornstruktur änderte sich. Restspannungen wurden eingebaut. Das Paneel erinnerte sich lange an die Schweißung, nachdem die Vorrichtung es gelöst hatte.
Wenn Blindnietmuttern zu empfindlich auf Lochgröße und Drehmoment reagieren, ist der nächste Instinkt geschweißte Hardware. “Einfach eine Mutter darauf schweißen.” Klare Kraftübertragung. Kein Herausdrehen. Kein Einziehhub, den man kontrollieren muss. Aber jetzt verläuft deine Laststrecke durch Metall, das geschmolzen, geschrumpft und fixiert wurde. Bei dünnem Blech, 1,0–1,6 mm, hat dieser Schrumpfprozess keinen Platz, sich zu verstecken. Er verzieht die Trägerfläche.
Die eigentliche Frage ist also nicht, ob eine Schweißmutter auf dem Papier stärker ist als eine Blindnietmutter. Es geht darum, ob das Paneel die Hitze übersteht, ohne an anderer Stelle zu zahlen – Ebenheit, Optik oder Lebensdauer unter Ermüdung.
Wir testeten Hubzündungsbolzen auf 1,2 mm kaltgewalztem Blech für eine Halterung, die Vibration ausgesetzt war. Große Stromversorgung. Keramikringe, um das Schmelzbad zu halten. Gute Verschmelzung. Als wir in einem zerstörerischen Test einen Bolzen abbrachen, riss das Grundmetall, bevor die Schweißung nachgab.
Und jeder Bolzen hinterließ eine sichtbare Spur auf der A-Seite.
Hubzündungsbogenschweißen läuft mit längeren Lichtbogenzeiten und höherer Gesamtwärmeeinbringung. Du baust eine sichtbare Kehle, oft mit einem Ring, der sie formt. Diese Hitze dringt über den Bolzendurchmesser hinaus. Bei dünnem Blech zieht die Kontraktion beim Abkühlen eine flache Mulde ins Paneel. Du kannst stärker spannen. Du kannst im Zickzack schweißen. Du kannst mit einer Richtmatrize nacharbeiten. Du kämpfst trotzdem gegen die Physik: heißes Metall dehnt sich aus und schrumpft dann gegen kältere Fixierung.
Kondensatorentladungsschweißen (CD) kehrt das Profil um. Millisekunden der Entladung. Bolzen mit kleinem Durchmesser. Es kann Blech bis etwa 0,5 mm ohne Durchbrand verbinden, weil die Energie kurz und lokal ist. Kein Ring. Minimale Markierung auf der Rückseite. Bei dünnen, optisch anspruchsvollen Paneelen lässt CD oft die A-Seite sauber genug zum Versand.
Aber hier ist der Haken. Der Festigkeitsbereich von CD hängt mit dem Bolzendurchmesser und der Blechdicke zusammen. Es ist hervorragend für kleine Bolzen in dünnem Material, weil die schnelle Schmiedung eine solide Verbindung ohne übermäßiges Schmelzen erzeugt. Wenn man es auf größere Durchmesser oder dickere strukturelle Lasten treibt, überfordert man den Prozess. Hubzündung kann vollständige Verschmelzung erzeugen, bei der die Schweißung stärker ist als der Bolzen selbst. CD kann nicht magisch darauf skalieren, ohne die Hitze zu erhöhen – und dann bist du wieder bei Verzug.
Du tauschst also Eindringtiefe und Bolzengrößenkapazität gegen Wärmekontrolle. Die optische Seite kann bei CD bestehen. Der strukturelle Anspruch vielleicht nicht. Bei Hubzündung gewinnt die Struktur und das Paneel bezahlt mit Verzug.
Nicht verwenden, wenn:
Wenn Hitze die Steuer für Verschmelzung ist – was wäre, wenn wir das Schmelzen ganz vermeiden?
| Aspekt | Kondensatorentladungsschweißen (CD) | Hubzündungsbogenschweißen |
|---|---|---|
| Wärmeeintrag | Millisekunden der Entladung; stark lokalisierte Wärme | Längere Lichtbogenzeit; höherer Gesamtwärmeeintrag |
| Visueller Einfluss auf der A-Seite | Minimale Markierung; oft sauber genug zum Versand | Sichtbare Abzeichenspuren; mögliche Oberflächenverformung |
| Eignung für dünnes Blech | Wirksam bis etwa 0,5 mm ohne Durchbrand | Risiko von Verzug und Verformung bei dünnem Blech |
| Bolzendurchmesser-Kapazität | Am besten für Bolzen mit kleinem Durchmesser | Geeignet für Bolzen mit größerem Durchmesser |
| Verschmelzungsfestigkeit | Starke Verbindung für kleine Bolzen; begrenzte Skalierbarkeit | Volle Verschmelzung möglich; Schweißnaht kann stärker als der Bolzen sein |
| Verzugsrisiko | Gering aufgrund kurzer, lokalisierter Wärme | Höher durch Wärmeeinwirkung und Abkühlungseinschrumpfung |
| Füllring-Erfordernis | Kein Füllring erforderlich | Verwendet typischerweise eine Keramikhülse, um die Schweißnaht zu formen |
| Rückseitige Markierung | Minimal | Mögliche Markierung und Verformung |
| Strukturelle Tragfähigkeit | Begrenzt durch Bolzendurchmesser und Blechdicke | Besser geeignet für schwere strukturelle Lasten |
| Abwägung | Erhält die sichtbare Oberfläche, aber begrenzter struktureller Spielraum | Maximiert die strukturelle Festigkeit, birgt jedoch Risiko von Plattenverzug |
| Nicht verwenden, wenn | Große Bolzen oder schwere Lasten erforderlich sind; die Strukturbelastung die CD-Grenzen überschreitet | Die Platte <1,0 mm dick ist mit enger Ebenheitstoleranz; Verzug ist nicht akzeptabel |
| Spannempfindlichkeit | Weniger abhängig von starrer Spannung | Erfordert starre Spannung, um Verzug zu reduzieren |
| Nachbehandlung nach dem Schweißen | Oft nicht erforderlich | Kann Richten oder Nachbearbeitung erfordern |
Ich habe eine Charge von 1,0 mm‑Platten verschrottet, in die M5 × 0,8 direkt ins Blech geschnitten wurde. Eine Gewindesteigung Eingriff. Vielleicht eine und ein Viertel, wenn man Glück hatte mit der Gratrichtung. Erster Drehmoment‑Audit bei 6 N·m und die Gewinde wurden verschmiert.
Was Sie unter dem Kopf sehen werden, ist kein sauberer Gewindebruch. Es ist ein Aufspreizen des Blechs, das Zermalmen des Materials vor der Gewindeflanke und der Versuch, sich unter Last zu neigen.
Also haben wir eine gestanzte Extrusion hinzugefügt — stanzen und einen Kragen formen, bevor man schneidet. Gleiche Blechdicke, aber jetzt wird das Material auf vielleicht 1,5–2,0 mm heruntergezogen, was zwei bis drei volle Gewindegänge statt nur einem ergibt. Kein zusätzliches Befestigungsmaterial. Keine Wärme. Der Lastpfad bleibt im Grundmaterial.
Verdoppelt das die Festigkeit? Nicht automatisch.
Die Extrusion wird dünner, wenn sie sich dehnt. Die Wand ist kaltverfestigt. Wenn der Stanzspalt falsch ist oder das Material eine geringe Duktilität hat, entstehen Mikrorisse am Fuß des Kragens. Jetzt sitzen Ihre “extra Gewinde” auf einem gespaltenen Rohr. Unter zyklischer Belastung ist dieser Riss wie ein Startschuss.
Aber wenn die Formgebung kontrolliert ist — korrekter Stanz‑zu‑Matrizenspalt, ausreichende Duktilität, richtige Schmierung — erzeugt der Kragen eine echte Scherfläche. Anstatt dass eine Gewindesteigung den Ausreiß verhindert, haben Sie mehrere Flanken im Eingriff, die die Last teilen. Die Kraft bleibt in Auflage und Scherung innerhalb desselben Materials, nicht über eine geschweißte Schnittstelle oder einen eingedrückten Einsatzkörper.
Und es gibt keine Wärmeeinflusszone. Keine Schrumpfverformung. Die Sichtfläche bleibt eben, weil sie nie geschmolzen wurde.
Nicht verwenden, wenn:
Extrusionen sehen auf dem Papier sauber aus. Aber sie sind nicht kostenlos.
Ein fortschreitendes Werkzeug, das 300 Hübe pro Minute läuft, kümmert sich nicht um Ihre Theorie. Es interessiert sich für die Lebensdauer der Kante.
Wir haben einer Hochvolumen‑Platte eine Extrusionsstation hinzugefügt, um Schweißmuttern zu eliminieren. Im ersten Monat sah alles brillant aus. Keine Schweißverformung. Schnellere Montage. Dann fingen die Gewindelehren sporadisch an zu versagen. Die Kragenhöhe driftete nach unten.
Der Stempel war abgenutzt.
Einen Kragen zu formen bedeutet, das Material in jedem Zyklus plastisch über seine Streckgrenze hinaus zu drücken. Die Stempelnase erfährt hohen Kontaktdruck und Gleitbewegung. Mit der Abnutzung sinkt die Extrusionshöhe um wenige Zehntel Millimeter. Das ist der Unterschied zwischen drei vollen Gewindegängen und zweieinhalb. Ihre Drehmomentreserve verdampft langsam, nicht katastrophal. Schwer zu erkennen ohne Messung im Prozess.
Vergleichen Sie das nun mit dem Schweißen einer Mutter in einem Sekundärprozess. Der Werkzeugverschleiß verlagert sich auf Elektroden oder Ferrulen, nicht auf einen 20‑Stationen‑Fortschrittsstempel, bei dem Stillstand ein Vermögen pro Stunde kostet. Anderes Kostenzentrum. Andere Ausfallart. Gleiche Frage zum Lastpfad.
Gesparte Zeit bei der Hardware kann als Wartungsarbeit und Ausschuss wieder auftauchen, wenn das Werkzeug aus der Abstimmung gerät. Die Verbindung ist es egal, ob Sie in einer Schweißzelle oder bei Stanznachschliffen zahlen. Sie interessiert nur, ob der Gewindeeingriff und die Materialeigenschaften den Annahmen der Zeichnung entsprechen.
Die Entscheidung ist also nicht “Schweißmutter versus Extrusion”. Sie lautet: Wo wollen Sie die Variabilität steuern — bei Wärmeeintrag und Verformung oder bei Formverschleiß und Höhenkontrolle?
Denn egal wie, Sie kaufen kein Massenprodukt. Sie bauen eine Lastautobahn durch dünnes Metall. Und dünnes Metall vergisst niemals, was Sie ihm angetan haben.
Sie fragen jetzt nach einem System. Nicht nach einer weiteren Vergleichstabelle. Angesichts all dieser Kompromisse – Wärme versus Formverschleiß, Verschmelzung versus Kaltfluss – wie entscheiden Sie, was wohin kommt und wann?
Hier ist der Teil, den die meisten Drucke ignorieren: Selbst der richtige Befestiger wird versagen, wenn Sie die Sequenz verletzen, die er zum Überleben benötigt.
Ich habe gesehen, wie eine perfekt spezifizierte selbstklemmende Mutter in einem 1,2 mm Panel durchdrehte, weil jemand sie 3 mm näher an die Kante versetzte, um eine Biegefreistellung zu ermöglichen. Gleiche Teilenummer. Gleiche Presse. Gleiche Drehmomentvorgabe. Der Unterschied war Platzierung und Timing. Das Blech hatte keinen Raum zum Fließen.
Befestiger sind keine Teile. Sie sind Lastautobahnen, die durch dünnen Asphalt geschnitten sind. Wenn Sie die Straße gießen, bevor Sie den Untergrund verdichten, erscheinen die Risse erst, wenn der Verkehr einsetzt.
Also bevor Sie über Schweißbolzen versus Extrusionen versus Einsätze diskutieren, legen Sie drei Grenzen fest: Kantenabstand, Reihenfolge der Endbearbeitung und Servicezugang. Brechen Sie eine davon, wird Ihre “starke” Verbindung zu einem teuren zukünftigen Schrottticket.
Wir führten verzinkte 1,0 mm Panels durch eine bahngesteuerte Klemmpresse, sicher in dem katalogisierten minimalen Kantenabstand – bis jede fünfte Ecke des Panels sich wie ein Kartoffelchip aufrollte.
Auf dem Papier ist Kantenabstand geometrisch: 1× Durchmesser, 1,5× bei beschichtetem Material – was auch immer die Tabelle sagt. In Wirklichkeit ist er dynamisch. Die Presse kümmert sich nicht um Ihre Zeichnung; sie übt Kraft aus, bis der Hinterschnitt gefüllt ist. Wenn die Blechdicke bei einer Walze +0,1 mm und die Befestigerkopfhöhe +0,05 mm beträgt, geht dieser zusätzliche Aufbau irgendwo hin. Nahe einer Kante bedeutet das, dass das Panel gebogen wird.
Das ist der Multiplikator, den niemand aufschreibt.
Laser-geschnittene Löcher verschlimmern es. Die wärmebeeinflusste Zone am Rand dieses Lochs kann härter sein, als der Befestiger dafür ausgelegt ist. Jetzt benötigt die Presse mehr Kraft, um Material in den Hinterschnitt zu verdrängen. Mehr Kraft bedeutet mehr radiale Spannung. Mehr radiale Spannung in der Nähe einer Kante bedeutet, dass das Blech sich hebt, statt zu fließen. Was Sie unter dem Kopf sehen werden, ist kein sauberer Gewindeschnitt, sondern eine flache, unvollständig verrastete Verbindung und ein Panel, das bereits vor der Servicebelastung nachgegeben hat.
Und wenn Sie ungleiche Stapel klemmen? Legen Sie das härtere Blech auf die falsche Seite, und der Stempel durchsticht, statt zu formen. Sie erhalten keine elegante Verschlechterung. Sie erhalten eine halbgeformte Verbindung, die die visuelle Inspektion besteht, aber bei der Schälbelastung mit halber erwarteter Last versagt – was übrigens bereits etwa die Hälfte einer vergleichbaren Punktschweißverbindung unter Zug oder Schälbelastung ist.
Kantenabstand ist keine Zahl. Er ist ein Puffer für Variabilität bei Kraft, Härte und Dicke.
Nicht verwenden, wenn:
Wenn Kantenabstand bedeutet, dem Material einen Weg zu geben, wohin es gehen kann, was passiert, wenn Chemie ins Spiel kommt?
Ich habe 400 Hardwareteile gesehen, die nach dem Beschichten zurückkamen und deren Gewinde sich anfühlten, als wären sie mit Sand gefüllt.
Vor dem Beschichten montieren, und das chemische Bad überzieht alles – einschließlich der Unterschnittschnittstelle einer Einpressmutter oder der Rändelung eines Bolzens. Diese Beschichtung fügt Dicke hinzu. Mikrometer, ja. Genug, um das Drehmoment-Spannungsverhalten bei kleinen Gewinden zu verändern? Ebenfalls ja. Bei dünnem Blech zeigt sich der Verlust der Vorspannung schnell, weil das Blech kriecht, bevor die Befestigung nachgibt.
Nach dem Beschichten montieren, und du durchbrichst deine Korrosionsbarriere. Jetzt hat die Laststraße blanke Stahlschultern. Wenn das Zubehör die Beschichtung während der Montage verdrängt – und das tun die meisten – hast du einen Ring aus freiliegendem Material genau dort geschaffen, wo die Druckspannungen am höchsten sind. Korrosion liebt Spannungskonzentrationen.
Und es gibt eine Reihenfolge mit Wärme. Wenn du nach der Beschichtung schweißt, verbrennst du sie. Wenn du nach dem Schweißen beschichtest, setzt du darauf, dass dein Prozess jeden Schweißhalo und jede Spritzerstelle vollständig reinigt, damit die Oberfläche haftet. Verpasst du eine, beginnt die Korrosion an der Schmelzlinie – genau dort, wo dein strukturelles Vertrauen am größten war.
Die Frage lautet also nicht “vorher oder nachher”. Sondern: Welche Schnittstelle kann Maßänderung, Beschichtungsaufbau oder Verbrennung tolerieren, ohne den Lastpfad zu verschieben?
Nicht verwenden, wenn:
Du kannst am ersten Tag jedes Drehmoment erfüllen und trotzdem ein Albtraumdesign für das fünfte Jahr entwerfen.
Wir montierten eine Steuerplatine auf 20-mm-Abstandshaltern in einem 1,2-mm-Gehäuse und hielten das für gut, weil die Auszugswerte gut aussahen.
Sechs Monate später begann der Kundendienst, Platinen zu ersetzen. Die Schrauben kamen heraus. Die Abstandshalter blieben. Das Blech um sie herum sah aus wie eine zerdrückte Getränkedose.
Die Schrauben sind immer noch da.
Das ist passiert: Der Abstandshalter bildete eine Säule. Der Lastpfad verlief vom Schraubenkopf durch den Abstandshalter in einen kleinen Ring aus dünnem Blech. Während des Betriebs lehnten sich Techniker auf die Platine, lösten Steckverbinder, überdrehten beim Zusammenbau. Jeder Zyklus komprimierte das Blech lokal. Nicht genug, um zu versagen, aber genug, um plastisch zu verformen. Sobald das Blech sich verformt, sinkt die Vorspannung. Wenn die Vorspannung sinkt, beginnt die Schwingung, an der Verbindung zu arbeiten. Nun wird das Blech zur Leitplanke statt zur Fahrbahn.
Konstruktion für Demontage bedeutet, anzunehmen, dass die Verbindung mehrere Drehmomentzyklen und seitliche Belastungen erleben wird. Dünnes Blech erholt sich nicht von lokaler Quetschung. Es erinnert sich.
Also vergrößerst du die Lastauflagefläche. Größere Flansch unter dem Abstandshalter. Unterlegscheibe. Geprägter Vorsprung zur Verstärkung des Bereichs. Oder du leitest die Last in ein geformtes Merkmal, das die Druckkräfte in der Ebene trägt, statt durch die Dicke.
Denn Wartung ist nicht sanft.
Nicht verwenden, wenn:
Platzierungsregeln sind kein Papierkram. Sie sind Grenzen. Sobald man sie festlegt, verengt sich die Auswahl der Befestigungselemente rasch — und das ist gut. Einschränkung ist der Weg, um Kompromisse in eine wiederholbare Entscheidung statt in ein Ratespiel zu verwandeln.
Sie stehen an der Werkbank mit einer 1,0‑mm‑Tafel, einer M5‑Schraube in der einen Hand und drei aufgeschlagenen Katalogseiten in der anderen. Jede Seite sagt “geeignet für Dünnblech”. Jeder Vertreter sagt “funktioniert hervorragend”. Und sechs Monate später, wenn Sie falsch geraten haben, sind die Schrauben noch da, und das Blech drumherum ist Schrott.
Hier ist also der Weg, den ich den Junioren beibringe. Nicht zuerst die Marke. Nicht zuerst die Festigkeitsklasse. Fangen Sie mit dem Blech an. Definieren Sie die Belastung. Beachten Sie die Zugänglichkeit. In dieser Reihenfolge. Wenn Sie das tun, hört die Auswahl des Befestigers auf, ein Ratespiel zu sein, und wird zur Konsequenz.
Ich habe gesehen, wie ein Techniker M4‑Gewinde in 0,8‑mm‑Stahl geschnitten hat, weil “es nur eine leichte Halterung” sei. Auf der Werkbank hielt es. Im Einsatz lockerte sich die Verbindung durch Vibration innerhalb weniger Wochen. Was man unter dem Kopf sieht, ist kein sauberer Gewindebruch, sondern verschmierte Spitzen und abgeflachte Kämme, wo anfangs kaum eine volle Gewindegängeingriffsstrecke vorhanden war.
Hier ist der Mechanismus. Ein metrisches Regelgewinde hat eine Steigung. Wenn Ihre Blechdicke weniger als etwa eine volle Steigung an Eingriff ergibt, haben Sie keine Gewindesäule – Sie haben einen dünnen Ring verdrängten Materials. Dieser Ring trägt die Last auf Druck, nicht in echter Scherung entlang der Gewindeflanken. Kommt einmal zu starkes Anziehen hinzu, gibt das Blech nach. Die Vorspannung sinkt. Jetzt lebt die Verbindung von Reibung, die sie nicht mehr hat.
Als Faustregel, die ich in der Fertigung anwende:
Aber Dicke allein ist nicht die ganze Geschichte. Duktiles Weichstahlblech mit 1,0 mm verhält sich ganz anders als härterer Edelstahl mit 1,0 mm. Und wenn Sie eine Nietmutter mit einem Dreh/Dreh‑Werkzeug in dünnem duktilen Blech installieren, kann sich das Loch oval verformen, bevor der Einsatz überhaupt sitzt. Die eigentliche Frage lautet also nicht “welche Blechstärke ist das?”, sondern “wieviel eingebundenes Material bleibt mir tatsächlich nach der Montageverformung?”
Wenn das Blech keine stabile Grundlage für Gewinde bietet, warum diskutieren wir über Schraubenqualitäten?
Wir haben eine kleine Gehäusetür mit Blind‑Einsätzen montiert, weil wir Wartungszugang benötigten. Statische Auszugswerte sahen gut aus. Dann begannen die Benutzer, die Tür seitlich aufzureißen. Peel‑Belastung. Ganz anderes Verhalten.
Statische Klemmkraft bedeutet, dass Ihnen das Halten der Vorspannung wichtig ist. Das Blech wird unter dem Kopf oder der Flansch des Einsatzes zusammengedrückt. Dünnes Blech kriecht. Geht Vorspannung verloren, beginnt die Verbindung zu rutschen. Dafür sorgen breite Auflageflächen, geformte Vorsprünge oder Einpressmuttern mit solider Verankerung im Blech für besseren Drehmoment‑Ausreißschutz.
Dynamische Scherung – Querkräfte in der Ebene – belasten das Blech im Lochrand auf Druck. Hier zählen Durchmesser und Randabstand mehr als die Gewindefestigkeit. Eine Blind‑Nietmutter kann völlig ausreichend sein, wenn die Belastung hauptsächlich in der Ebene liegt und die Rückseitenaufweitung gut geformt ist.
Peel ist der Killer. Peel versucht, den Befestiger herauszuziehen, indem es ein Blech vom anderen abhebt. Blind‑Einsätze, die auf Rückseitenaufweitung und Reibung beruhen, sind in Peel‑Belastung meist schwächer als eine korrekt installierte Einpressmutter oder eine Schweißverbindung. Wenn die Verbindungsgeometrie einen Hebelarm erzeugt, testen Sie keine Zugfestigkeit mehr – Sie testen, wie gut dieses Zubehörteil in dünnem, biegefreudigem Material verankert ist.
Also fragen Sie nicht: “Wie stark ist diese Befestigung?” Fragen Sie: “In welche Richtung versucht die Kraft, mein Blech zu zerreißen?” Denn diese Richtung kann Ihre Wahl von Blindbefestigung zu Einpress- oder Schweißlösung im Handumdrehen umkehren.
Wenn die Belastungsrichtung die Antwort verändert – was passiert, wenn Sie nicht einmal an die Rückseite herankommen?
Wir hatten einen geschlossenen Rohrrahmen, bei dem die Konstruktion darauf bestand, Halterungen innen zu verschrauben. “Nimm einfach eine blinde Struktur-Schraube.” Auf dem Papier großartig. In der Realität ließ der Innenabstand kaum zu, dass sich die Unterlegscheibe umdreht und setzt. Die Hälfte wurde schief montiert. Einige haben sich nie vollständig entfaltet. Sie bestanden die Anfangsdrehmomentprüfung. Die Zeit bestanden sie nicht.
Blinder Zugang bedeutet nicht nur “eine Seite”. Es bedeutet:
Dauerhafte Verbindung? Schweißen oder Einpressbefestigung kann Ihnen einen direkteren Lastpfad in das Muttermetall geben.
Wartbare Verbindung? Blindnietmuttern sind attraktiv – aber akzeptieren Sie, dass Ablöse- und Drehmomentfestigkeit geringer sein können als bei einer Einpresslösung gleicher Blechdicke.
Hohe strukturelle Anforderungen in geschlossenen Querschnitten? Manchmal lautet die ehrliche Antwort, dass Schweißen die Grundlage bleibt, weil alternative Befestigungen ihren Lastpfad nicht erreichen können, ohne internen Zugang, den Sie tatsächlich nicht haben.
Einschränkungen verkleinern das Feld schnell. Und das ist der Punkt. Einschränkung ist kein Ärgernis; sie ist ein Filter.
Sobald Dicke, Last und Zugang festgelegt sind, wählt sich die Befestigung fast von selbst.
Hier ist die Veränderung, die ich möchte, dass Sie sie mitnehmen.
Hören Sie auf, Mutter, Einsatz oder Bolzen als etwas zu sehen, das “ein Loch füllt”. Sehen Sie es als eine Autobahn für Kräfte. Das Blech ist dünner Asphalt. Die Befestigung leitet den Verkehr – Klemmlast, Scherung, Abzug – durch diesen Asphalt. Wenn der Untergrund das Verkehrsmuster, das Sie hindurch schicken, nicht tragen kann, reißt die Fahrbahn – egal wie glänzend die Schrauben aussehen.
Die Dicke sagt Ihnen, wie viel Fahrbahn Sie haben. Die Lastart sagt Ihnen, welche Art von Verkehr Sie senden. Zugang und Lebenszyklus sagen Ihnen, wo Sie die Auffahrten bauen dürfen.
Wenn Sie dieser Reihenfolge folgen, hören Sie auf, Teile einzukaufen, und beginnen, Verbindungen zu konstruieren. Und das ist nicht offensichtlich, weil Kataloge Sie darauf trainieren, Befestigungen nach Größe und Festigkeitsklasse zu vergleichen – nicht danach, wie sie die Spannungsverteilung in 1,0 mm Stahl umschreiben.
Das eine, das Sie mitnehmen sollen, ist: die Befestigung ist nicht der Held. Das Blech ist es. Ihre Aufgabe ist, Befestigungen zu wählen, die die Grenzen des Blechs respektieren und Kräfte so leiten, dass es jahrelang überlebt – nicht nur bis zur Drehmomentprüfung am ersten Tag.
Sobald Sie anfangen, in Lastautobahnen statt in Lochfüllern zu denken, werden Sie ein dünnes Paneel nie wieder mit denselben Augen betrachten.


















