

Tre mesi dopo l’installazione, la porta dell’involucro inizia ad abbassarsi. Le viti ci sono ancora. Le teste sono strette. Ma la chiusura non è più allineata e, quando si toglie una vite, il foro non è acciaio filettato: è un cratere ovale.
Ho scartato pannelli per molto meno.
A un certo punto, abbiamo iniziato a trattare le viti per lamiera come graffette: se entrano, funzionano. Quel modo di pensare costa caro.
Ho visto un giovane progettista filettare M4 su acciaio dolce da 1,0 mm per un quadro di controllo. “Abbiamo tre filetti”, ha detto, orgoglioso dei suoi calibri. Sulla carta, sembra un buon ingaggio. In officina, è un conto alla rovescia.
Perché quei tre filetti non stanno portando il carico come pensi. La vite non è sospesa da graziosi ripiani elicoidali. Sta invece forzando il foglio, schiacciando il materiale davanti al fianco del filetto e cercando di inclinarsi sotto carico. La lamiera sottile non cede con gentilezza. Prima si deforma. Silenziosamente.
Quindi, quando quel giunto si allenta, cosa in realtà ha ceduto?

Prendi due lamiere sovrapposte, spesse meno di mezzo millimetro ciascuna, unite da una vite autofilettante. La stringi bene. Sembra solida. Ora tira a taglio.
Quello che vedrai sotto la testa non è uno strappo pulito dei filetti. La vite si inclina. Il foro si allunga. Il materiale si accumula davanti al gambo come neve davanti a uno spazzaneve. È cedimento per schiacciamento — la vite che comprime e sposta la lamiera — di solito combinato con inclinazione.
I filetti sono solo passeggeri.
Nella lamiera sottile, la lamiera è la strada e la vite è il camion. Se l’asfalto è spesso 10 mm, distribuisce il carico. Se è 0,8 mm, si deforma e si crepa. Chiamarlo “filetti strappati” significa non vedere la vera scena del crimine: il materiale base ha ceduto perché il percorso del carico era sbagliato fin dall’inizio.
Se è la lamiera a deformarsi, e non la vite, quanta effettiva presa del filetto hai davvero?
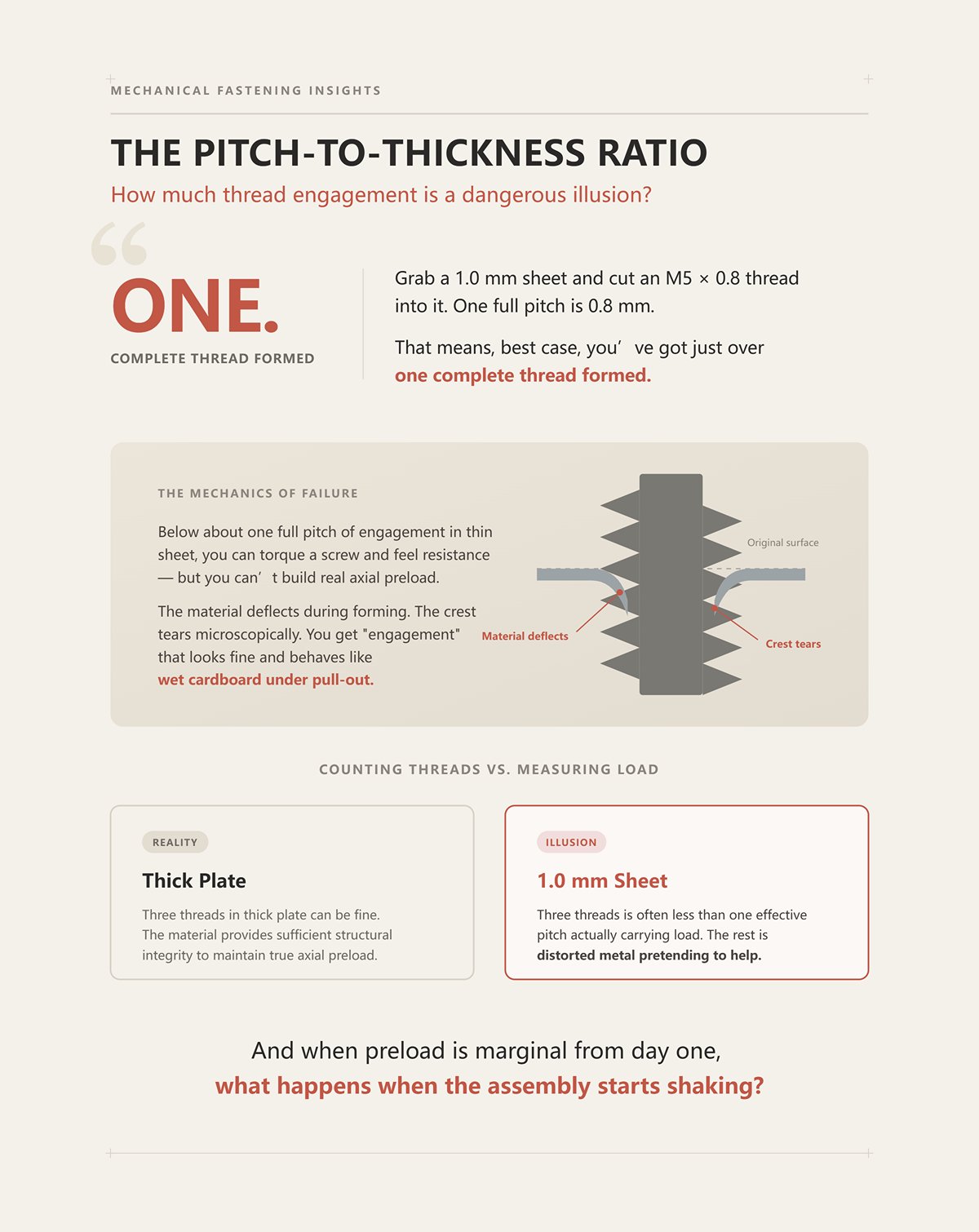
Prendi una lamiera da 1,0 mm e filetta un M5 × 0,8. Un passo completo è 0,8 mm. Ciò significa che, nel migliore dei casi, hai poco più di un filetto completo formato.
Uno.
Sotto circa un passo completo di presa in una lamiera sottile, puoi serrare una vite e sentire resistenza — ma non puoi generare un reale precarico assiale. Il materiale si flette durante la filettatura. Il cresto si lacera microscopicamente. Ottieni una “presa” che sembra buona ma si comporta come cartone bagnato sotto trazione.
Questa è l’illusione: contare i filetti invece di misurare la capacità di carico.
Tre filetti in una piastra spessa possono andare bene. Tre filetti in una lamiera da 1,0 mm sono spesso meno di un passo effettivo che porta realmente il carico. Il resto è metallo deformato che finge di aiutare.
E quando il precarico è marginale fin dal primo giorno, cosa succede quando l’assemblaggio inizia a vibrare?
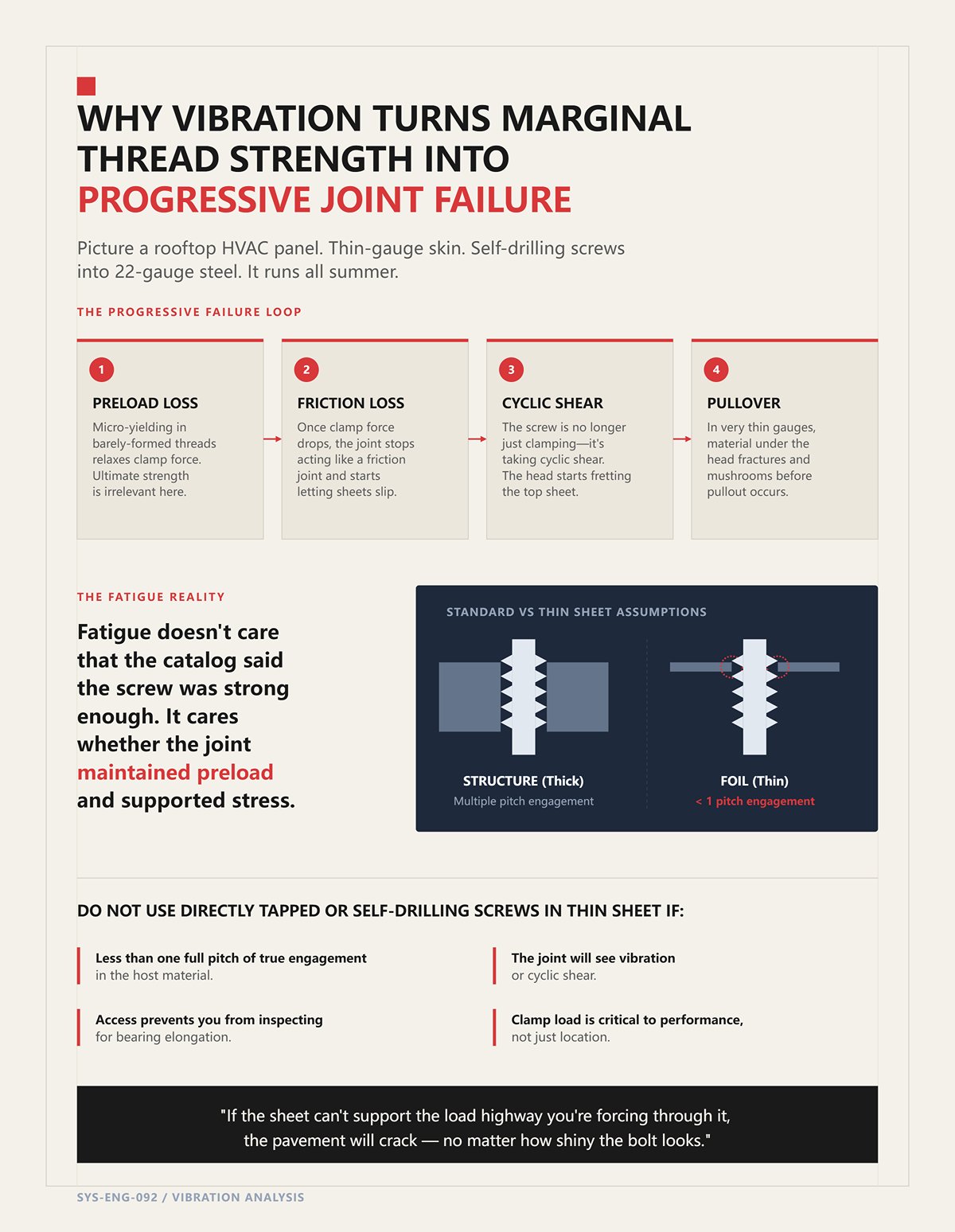
Immagina un pannello HVAC sul tetto. Lamiera sottile. Viti autofilettanti in acciaio da 22 gauge. Funziona per tutta l’estate.
La prima cosa che la vibrazione attacca non è la resistenza ultima. Attacca il precarico. Qualsiasi micro-deformazione in quei filetti appena formati rilassa la forza di serraggio. Una volta che la forza di serraggio diminuisce, il giunto smette di comportarsi come un giunto a frizione e comincia a permettere alle lamiere di scivolare.
Ora la vite non sta solo serrando — sta subendo uno sforzo di taglio ciclico. La testa inizia a sfregare contro la lamiera superiore. In spessori molto sottili, si osserva spesso il fenomeno di strappo del foro prima dello sfilamento: il materiale sotto la testa si frattura e si deforma a fungo perché quel sottile anello di acciaio sta facendo tutto il lavoro.
La fatica non si cura del fatto che il catalogo dicesse che la vite fosse abbastanza resistente. Le importa se il giunto ha mantenuto il precarico e se la lamiera ha potuto sopportare le sollecitazioni di contatto ciclo dopo ciclo.
I fissaggi standard presuppongono che il materiale circostante sia sufficientemente spesso da comportarsi come una struttura, non come un foglio. La lamiera sottile rompe questa ipotesi. Silenziosamente. In modo prevedibile.
Non utilizzare viti filettate direttamente o autofilettanti su lamiera sottile se:
Se la lamiera non è in grado di sostenere l’autostrada di carico che le stai imponendo, il manto stradale si creperà — indipendentemente da quanto luccichi il bullone.
Avevo un lotto di pannelli da 1,2 mm per quadri di controllo che sembravano perfetti sulla carta. Specificati per dadi auto-ancoranti M6. Forza di pressatura regolata. Test di coppia superato in ingresso. Poi, in linea di assemblaggio finale, metà dei dadi ha iniziato a girare a vuoto.
Non spanati. Non sfilati. Giravano.
A monte, qualcuno aveva sostituito la lamiera con una di tempera più dura per ridurre le ammaccature durante il trasporto. Nessuno lo aveva comunicato all’ingegneria. La pressa applicava ancora la stessa forza. I dadi risultavano a filo. Ma la lamiera non si deformava come avrebbe dovuto, quindi l’anello di bloccaggio non si è mai formato completamente. Avevamo costruito 400 generatori di rotazione.
Questa è la differenza tra avvitare nella lamiera sottile e ancorarvi un elemento auto-pressante. Un fissaggio auto-ancorante non si affida a filetti fragili tagliati nella lamina. Rimodella la lamiera in modo che essa stessa diventi parte dell’hardware. Il percorso del carico non si regge più sui fianchi del filetto; è bloccato dietro una spalla formatasi a freddo. La lamiera smette di essere un manto stradale e diventa il guardrail.
Ma solo se il metallo effettivamente si muove.
Prendi un dado a incastro a testa piatta standard e osservane la sezione trasversale. C’è un anello dentellato o scanalato appena sotto la testa. Durante l’installazione, un punzone parallelo forza il dado in un foro tranciato leggermente più grande del gambo. La lamiera si deforma localmente e fluisce radialmente dentro quella scanalatura.
Nessun taglio. Nessuno truciolo. Solo deformazione plastica.
Quella deformazione locale è scorrimento a freddo — rimodellamento permanente a temperatura ambiente. Il materiale si sposta nella scanalatura, e una volta lì, l’unico modo per rimuoverlo è tagliare per taglio anulare o strapparlo a trazione. Ora il tuo percorso di carico non è costituito da qualche fragile cresta di filetto. È un incastro meccanico completo a 360 gradi.
Nel tiro di estrazione, l’area resistente è approssimativamente la circonferenza dell’incavo moltiplicata per lo spessore della lamiera dislocata. Raddoppia il diametro e raddoppi il perimetro di taglio. Aumenta lo spessore e aumenti linearmente l’area resistente. È matematica su cui puoi progettare.
Ma ecco ciò che la maggior parte dei cataloghi non sottolinea: la capacità di scorrimento della lamiera è limitata. In spessori sottili inferiori a circa 1,0 mm, specialmente negli acciai altoresistenziali, la deformazione localizzata attorno al foro può avvicinarsi al limite di formabilità. Ho visto piegature parziali attorno ai punti di clinciatura dove il materiale si accumulava in modo irregolare, lasciando un lato sottile e incrudito. Sotto vibrazione, quella mezza luna incrudita si fessurava per prima.
Lo scorrimento a freddo crea resistenza perché redistribuisce il materiale in una geometria che si oppone alla rotazione e all’estrazione. Lo scorrimento a freddo consuma anche la duttilità. Spingilo troppo oltre — un fissaggio troppo grande in una lamiera troppo sottile — e stai assottigliando proprio il materiale su cui conti per reggere.
Quindi la vera domanda non è “La clinciatura aggiunge spessore?” No. La domanda è: la tua lamiera ha sufficiente riserva di duttilità per sopravvivere al rimodellamento e continuare a sostenere i carichi di servizio dopo?
Quale metallo deve cedere per primo?
Ho premuto un dado a pressione su alluminio 5052-H32 e l’ho visto posizionarsi con facilità. Lo stesso dado su acciaio a bassa lega altoresistenziale pre-incrudito? La forza di installazione è aumentata bruscamente, la pressa si è deformata e il dado è rimasto sporgente di pochi millesimi.
La regola è semplice e brutale: la lamiera deve snervarsi; il fissaggio no.
L’hardware autoclinciante è trattato termicamente per essere significativamente più duro della lamiera ospite. Quando il punzone lo spinge dentro, la lamiera fluisce nell’incavo mentre il fissaggio mantiene la propria geometria. Inverti quella gerarchia — lamiera più dura, fissaggio più morbido — e invece che la lamiera riempia la scanalatura, sarà la scanalatura a deformarsi o la lamiera a muoversi appena. Finisci con un accoppiamento solo estetico e nessun vero bloccaggio.
I dati provenienti da studi di formatura mostrano che l’incrudimento preventivo della lamiera può aumentare la forza richiesta per l’installazione del 20–30 % senza fornire incrementi proporzionali nella resistenza del giunto. Quella forza extra non ti compra tenuta; sta solo combattendo un materiale che non vuole più deformarsi. Sforzi la pressa, rischi la distorsione del pannello e comunque non ottieni un incastro più profondo.
E anche quando ottieni un corretto accoppiamento, hai creato una zona incrudita attorno al foro. Lì vivono tensioni residue. Nei fogli ferrosi, specialmente se i rivestimenti vengono danneggiati durante la pressatura, quell’anello sollecitato può diventare un punto di innesco di corrosione. Ho visto involucri per esterni in cui ogni macchia di ruggine iniziava dal perimetro del dado a pressione.
Forzare il metallo a fare il lavoro è potente. Ma non è gratuito.
Quindi, quando tutta quella deformazione riesce davvero a superare un rivetto o un dado libero?
Immagina una staffa in acciaio da 1,5 mm che richiede un filetto M5 per un supporto motore. Opzione uno: fora il passaggio e usa bullone e dado libero. Opzione due: rivetto cieco più inserto filettato. Opzione tre: dado autoclinciante.
Con un dado libero, il carico di serraggio è buono — finché qualcuno può tenere il retro e non si perde il precarico. Ma la tua capacità di taglio tra le lamiere dipende comunque dall’attrito generato dal carico di serraggio. Se perdi il precarico per vibrazione, il bullone comincia a flettersi. Le viti ci sono ancora. Il giunto non è più lo stesso.
Un rivetto cieco ti dà una buona resistenza a taglio perché il corpo riempie il foro, ma non ottieni filettature riutilizzabili. Aggiungi un dado a rivetto filettato, e ora dipendi dall’espansione a parete sottile contro il foro. Nella lamiera sottile, quell’espansione porta spesso a rigonfiamenti locali. Ciò che vedrai sotto la testa non è taglio pulito del filetto, ma deformazione a compressione attorno a un foro deformato.
Un dado autoclinciante specificato correttamente cambia la matematica. La tua resistenza all’estrazione è legata all’area di taglio dell’anello incastrato. La tua resistenza alla coppia allo sfilamento è legata al diametro e alla forma dell’incavo dentellato o zigrinato incorporato nella lamiera. E poiché le filettature sono in acciaio temprato a pieno spessore, ottieni un vero precarico — non un solo passo che finge di essere struttura.
Nelle assemblaggi ripetuti — pannelli di servizio, telai elettronici, coperture motore — quella combinazione è importante. Puoi serrare alla coppia specificata, rimuovere e reinstallare, e il percorso del carico rimane nel fissaggio temprato, non nei filetti di lamiera sacrificabili.
Ma la clinciatura richiede due cose: sufficiente duttilità per formare il bloccaggio e accesso per una pressa parallela durante l’installazione. Nessuna duttilità, nessun bloccaggio. Nessun accesso alla pressa, nessuna installazione.
Quindi, il metodo che fissa il percorso del carico in una lamiera aperta e formabile ti lascia comunque bloccato quando hai accesso solo da un lato e nessuno spazio per una pressa.
Cosa fai quando non puoi forzare il metallo a fluire perché non riesci nemmeno a raggiungere il lato posteriore per sostenerlo?
Una volta mi è tornato dal campo un contenitore verniciato a polvere con ogni fissaggio M6 ancora serrato alla coppia specificata — e ogni inserto che ruotava a vuoto. Le viti erano strette. Il pannello era da buttare. Non avevamo accesso al lato posteriore per una pressa, quindi scegliemmo i dadi a rivetto. Installati con un utensile manuale. La produzione proseguì. Tre mesi dopo, un tecnico fece leva con una chiave inglese e l’inserto si lavorò da solo il proprio foro.
Questo è il compromesso che fai quando non puoi clinciarne uno. Un inserto cieco non crea un interblocco a flusso freddo rimodellando la lamiera in una sottosquadro indurita. Collassa su sé stesso, forma un fungo dietro al pannello e serra il materiale sottile tra la testa e il corpo deformato. Sta spingendo la lamiera a separarsi, schiacciando il materiale davanti al fianco del filetto e cercando di inclinarsi sotto carico. Il percorso del carico non è più un anello formato di acciaio spostato. È attrito, appoggio e qualsiasi deformazione tu abbia creato durante l’installazione.
Quindi la domanda non è “Terrà?” È: sotto quale forza cederà per prima?
Immagina un pannello in acciaio dolce da 1,2 mm con un dado a rivetto M5 che sostiene una staffa. Qualcuno ci appende un componente da 20 libbre. La gravità non si cura delle tue specifiche di catalogo. Crea un momento sulla faccia dell’inserto. Quel momento si scompone in due effetti: taglio lungo il gambo e trazione che cerca di estrarre l’inserto.
In puro taglio — staffa aderente al pannello, carico scorrevole in parallelo — il corpo del dado a rivetto preme contro la parete del foro. L’area resistente è approssimativamente l’area proiettata del gambo per lo spessore della lamiera. Se il foro è preciso e il corpo completamente espanso, la resistenza al taglio può essere rispettabile. Stai caricando la lamiera in appoggio, non chiedendole di allungarsi.
Ora introduci uno spessore. Un distanziatore. Una guarnizione. Una staffa piegata che non si appoggia perfettamente. Quel carico di 20 libbre non è più puro taglio. Crea trazione sulla testa dell’inserto. La resistenza all’estrazione dipende ora dal rigonfiamento posteriore che afferra il lato opposto e dall’area di taglio di quel sottile anello di lamiera intrappolato tra testa e parte svasata.
Ecco dove l’installazione detta silenziosamente tutto. Se sovraserramenti un dado a rivetto — corsa eccessiva, forza eccessiva — assottigli la sezione collassata o crepi la transizione tra il corpo filettato e la coda ripiegata. Ho visto inserti che sembravano perfetti dal davanti ma si sono separati internamente sotto un basso carico di servizio. Imita un cedimento per estrazione, ma la causa principale era il controllo della corsa, non il carico di lavoro.
Il cedimento reale raramente si manifesta come un taglio pulito del filetto. Quello che vedrai sotto la testa non è un taglio netto del filetto. Vedrai una leggera concavità del pannello, il rivestimento screpolato in un anello e un debole segno di contatto dove l’inserto ha iniziato a inclinarsi. La lamiera ha ceduto per prima perché il percorso del carico dipendeva dal serraggio e dal contatto locale, non da un interblocco formato.
Quindi quale forza prevale? Quella che hai introdotto involontariamente con la geometria. Mantieni il giunto stretto e a filo, e può controllare il taglio. Aggiungi eccentricità, e l’estrazione diventa il tuo stato limite — spesso a carichi molto inferiori rispetto a quanto suggerito dal valore di “estrazione ultima” dell’inserto.
E cosa succede quando il carico di servizio non cerca di estrarre l’inserto, ma di farlo ruotare?
Una volta abbiamo cambiato una specifica di rivestimento da zincato a e‑coat senza toccare la tolleranza del foro. Stesso diametro nominale. Stesso dado a rivetto a corpo tondo. Prima produzione, 400 pezzi. La metà ha ruotato durante l’installazione.
Nessun problema con la chiave dinamometrica. Il problema era semplice: corpo tondo liscio in un foro liscio, installato in un materiale più duro di prima. La resistenza alla rotazione dell’inserto deriva dall’attrito e da qualunque zigrinatura si incida nella parete. Se la coppia necessaria per collassare e fissare l’inserto supera quella resistenza alla rotazione, esso ruota prima di posizionarsi. Ora hai incrudito il foro e lucidato la parete. Il prossimo inserto avrà ancora più probabilità di girare.
La coppia di servizio elevata è peggiore. Supponi di specificare un inserto M6 perché ti serve una forza di serraggio di 8–10 N·m su un coperchio. Se la coppia necessaria per raggiungere il precarico supera la resistenza alla rotazione dell’inserto in quello spessore di lamiera, non cederà prima la lamiera — l’inserto si lavorerà semplicemente da solo il proprio foro.
I corpi rotondi possono funzionare in materiali più morbidi e in spessori maggiori, dove l’espansione aumenta in modo significativo il contatto con la parete. Negli acciai duri sotto 1,5 mm, stai giocando d’azzardo a meno che tu non cambi l’interfaccia: inserti a corpo esagonale in fori esagonali punzonati, corpi scanalati in fori della dimensione adeguata o caratteristiche secondarie come le impressioni per creare chiavi antirotazione. E tali caratteristiche richiedono un controllo stretto del foro. Se il taglio laser è sovradimensionato di un decimo di millimetro, la tua caratteristica antirotazione è solo estetica.
C’è un’altra trappola: installazione disassata. Se la testa dell’inserto non si appoggia completamente contro il pannello — una leggera bava, una leggera curvatura — combini il rischio di rotazione e di estrazione. La testa non condivide uniformemente il carico, quindi la coppia tende a inclinare l’inserto mentre la trazione cerca di estrarlo. Senza un controllo forza‑distanza regolato in produzione, non te ne accorgerai. In un’officina che utilizza utensili manuali, quella variabilità è reale.
Gli inserti ciechi risolvono il problema dell’accesso. Introducono però sensibilità di processo. Se non puoi controllare la dimensione del foro, la durezza del materiale e la corsa di installazione, non stai progettando un giunto. Stai sperando che l’attrito ti salvi.
Non utilizzare se:
Se le filettature cieche sono così sensibili, forse le filettature non sono affatto ciò di cui hai bisogno.
Ho visto progettisti mescolare dadi a rivetto M6 con una fila di rivetti pop in alluminio da 4,8 mm lungo la stessa flangia. Sotto carico, i bulloni pieni hanno tenuto. I rivetti pop si sono allentati per primi. Il giunto si è “aperto” a partire dal fissaggio più debole verso l’esterno, e il carico è passato bruscamente ai punti rimanenti.
I rivetti pop standard a estremità aperta vanno bene per leggere sollecitazioni di taglio e rivestimenti. Il loro perno si spezza, lasciando un corpo cavo che resiste principalmente al taglio per appoggio. In trazione, specialmente con fori sovradimensionati, si espandono e poi si estraggono dalla lamiera sottile quasi senza preavviso.
I rivetti strutturali — a estremità chiusa, con perno bloccato, di maggiore resistenza a taglio — cambiano l’equazione. Il perno trattenuto aumenta la capacità di taglio e la resistenza a trazione, e l’espansione del corpo è più controllata. Nei giunti in cui serve solo un serraggio permanente e non filettature ripristinabili, un rivetto strutturale può superare un piccolo dado a rivetto semplicemente perché il percorso del carico è diretto: gambo a taglio, corpo a pressione, nessuna filettatura interna da spanare, nessuna coppia da applicare che possa far ruotare l’inserto.
L’aggiornamento è giustificato quando il giunto è soggetto a taglio dinamico o vibrazioni e non è richiesta la smontabilità. Non è giustificato quando insegui la comodità della filettatura a discapito della chiarezza del carico. Un rivetto strutturale non offrirà un precarico regolabile come un bullone in un inserto, ma nemmeno ruoterà sotto una chiave perché non esiste alcuna chiave.
Non utilizzare se:
L’accesso su un solo lato impone compromessi. I dadi a rivetto e gli inserti ciechi possono essere giustificati — ma solo quando le loro meccaniche di collasso, i limiti di coppia e i controlli d’installazione sono abbinati alla lamiera come un cuscinetto a interferenza nella sua sede.
Se non puoi controllare quelle variabili, non stai progettando un percorso di carico.
Stai solo riempiendo un buco.
Un involucro per tetto è tornato dalla verniciatura con una lieve ondulazione a effetto olio attorno a ogni punto di fissaggio M8. Le viti erano ancora lì. I coperchi erano stretti. Ma sotto la luce fluorescente si poteva vedere un alone, largo 25 millimetri, attorno a ciascun dado saldato.
Quell’ondulazione non era una sfortuna estetica. Era una zona termicamente alterata — la regione locale in cui il foglio è stato portato sopra la temperatura di trasformazione e poi raffreddato. La struttura del grano è cambiata. Si sono bloccate tensioni residue. Il pannello ricordava la saldatura molto tempo dopo che il fissaggio era stato rimosso dalla dima.
Se gli inserti ciechi sono troppo sensibili alle dimensioni del foro e alla coppia, l’istinto successivo è l’hardware saldato. “Basta saldarci un dado sopra.” Percorso di carico pulito. Nessuna rotazione. Nessuna corsa di collasso da controllare. Ma ora la tua via principale di carico passa attraverso metallo che è stato fuso, contratto e vincolato. In lamiera sottile, 1,0–1,6 mm, quella contrazione non ha dove nascondersi. Deforma la base.
Quindi la vera domanda non è se un dado saldato sia più resistente di un rivetto filettato sulla carta. È se il pannello possa sopravvivere al calore senza pagare da qualche altra parte — planarità, estetica o durata a fatica.
Abbiamo provato perni a arco trascinato su lamiera laminata a freddo da 1,2 mm per una staffa soggetta a vibrazioni. Grande alimentatore. Boccole ceramiche per contenere il bagno di metallo fuso. Buona fusione. Quando abbiamo staccato un perno in prova distruttiva, il metallo di base si è strappato prima della saldatura.
E ogni perno ha lasciato un segno visibile sul lato A.
La saldatura ad arco trascinato impiega tempi di arco più lunghi e un apporto termico totale più alto. Si crea un cordone visibile, spesso modellato da una boccola. Quel calore si propaga oltre il diametro del perno. Su lamiera sottile, la contrazione durante il raffreddamento tira il pannello formando una concavità. Puoi serrare di più. Puoi saldare a punti in sequenza. Puoi rincorrere il pezzo con uno stampo di spianatura. Ma stai comunque combattendo la fisica: il metallo caldo si espande, poi si contrae contro un vincolo più freddo.
La saldatura a scarica a condensatore (CD) ribalta il profilo. Millisecondi di scarica. Perni di piccolo diametro. Può legarsi a lamiere fino a circa 0,5 mm senza bruciare, perché l’energia è breve e localizzata. Nessuna boccola. Segni minimi sul lato posteriore. Su pannelli estetici sottili, la CD spesso lascia il lato A abbastanza pulito da poter essere spedito.
Ma ecco il problema. Il campo di resistenza della CD è legato al diametro del perno e allo spessore della lamiera. È eccellente per perni piccoli in materiale sottile perché l’azione di forgiatura rapida crea un legame solido senza fusione eccessiva. Spingendola verso diametri maggiori o carichi strutturali più forti si supera il processo. L’arco trascinato può produrre una fusione completa in cui la saldatura è più forte del perno stesso. La CD non può scalare magicamente questo risultato senza aumentare il calore — e a quel punto si torna alla deformazione.
Quindi stai scambiando la penetrazione e la capacità di dimensione del perno per il controllo del calore. La faccia estetica può sopravvivere alla CD. La richiesta strutturale forse no. Con l’arco trascinato, vince la struttura e il pannello paga con la deformazione.
Non utilizzare se:
Se il calore è la tassa per la fusione, cosa succede se evitiamo del tutto la fusione?
| Aspetto | Saldatura a scarica a condensatore (CD) | Saldatura ad arco trascinato |
|---|---|---|
| Apporto di calore | Millisecondi di scarica; calore altamente localizzato | Tempo d'arco più lungo; apporto di calore totale più elevato |
| Impatto visivo sul lato A | Marcatura minima; spesso abbastanza pulito da poter essere spedito | Segni visibili; potenziale distorsione della superficie |
| Idoneità per lamiera sottile | Efficace fino a ~0,5 mm senza bruciatura | Rischio di deformazione e distorsione su lamiera sottile |
| Capacità diametro perno | Migliore per perni di piccolo diametro | Adatto per perni di grande diametro |
| Resistenza di fusione | Forte legame per perni piccoli; scalabilità limitata | Fusione completa possibile; la saldatura può superare la resistenza del perno |
| Rischio di distorsione | Basso grazie al calore breve e localizzato | Maggiore a causa dell'assorbimento di calore e della contrazione in raffreddamento |
| Necessità di ferrula | Nessuna ferrula richiesta | Tipicamente utilizza una boccola ceramica per modellare la saldatura |
| Marcatura sul retro | Minimale | Possibile marcatura e deformazione |
| Capacità di carico strutturale | Limitata dal diametro del perno e dallo spessore della lamiera | Più adatto a carichi strutturali pesanti |
| Compromesso | Preserva la superficie estetica ma limita l’involucro strutturale | Massimizza la resistenza strutturale ma rischia la deformazione del pannello |
| Non utilizzare se | Sono richiesti perni grandi o carichi pesanti; la richiesta strutturale supera i limiti del CD | Il pannello ha spessore <1,0 mm con strette tolleranze di planarità; la deformazione è inaccettabile |
| Sensibilità al serraggio | Meno dipendente dal serraggio rigido | Richiede serraggio rigido per ridurre la deformazione |
| Finitura post-saldatura | Spesso non necessaria | Può richiedere raddrizzatura o rifinitura |
Ho scartato un lotto di pannelli da 1,0 mm filettati M5 × 0,8 direttamente nella lamiera. Un solo passo di ingaggio. Forse uno e un quarto, se eri fortunato con la direzione della bava. Prima verifica della coppia a 6 N·m e le filettature si sono sbriciolate.
Quello che vedrai sotto la testa non è un taglio pulito della filettatura. Sta forzando la lamiera a separarsi, schiacciando il materiale davanti al fianco della filettatura e cercando di inclinarsi sotto carico.
Così abbiamo aggiunto un’estrusione forata — punzonare e formare un collare prima della filettatura. Stesso spessore di lamiera, ma ora il materiale è tirato giù di circa 1,5–2,0 mm, ottenendo due o tre filetti completi invece di uno. Nessun componente aggiunto. Nessun calore. Il percorso del carico rimane nel metallo base.
Questo raddoppia la resistenza? Non automaticamente.
L’estrusione si assottiglia mentre si allunga. La parete è incrudita. Se il gioco del punzone è errato o il materiale ha bassa duttilità, si formano micro‑cricche alla radice del collare. Ora i tuoi “filetti extra” poggiano su un tubo fessurato. Sotto carico ciclico, quella cricca è una pistola di partenza.
Ma quando la formatura è controllata — corretto gioco tra punzone e matrice, duttilità adeguata, lubrificazione appropriata — il collare crea una vera area di taglio. Invece di un solo passo che resiste allo strappo, hai più filetti impegnati che condividono il carico. La forza rimane in appoggio e taglio nello stesso materiale, non attraverso un’interfaccia saldata o il corpo collassato di un inserto.
E non c’è zona termicamente alterata. Nessuna distorsione da ritiro. La superficie estetica rimane piatta perché non è mai stata fusa.
Non utilizzare se:
Le estrusioni sembrano perfette sulla carta. Ma non sono gratuite.
Uno stampo progressivo che lavora a 300 colpi al minuto non si preoccupa della tua teoria. Si preoccupa della durata del bordo.
Abbiamo aggiunto una stazione di estrusione a un pannello ad alto volume per eliminare i dadi saldati. Il primo mese, tutto sembrava brillante. Nessuna distorsione da saldatura. Assemblaggio più rapido. Poi i calibri filettati hanno iniziato a fallire sporadicamente. L’altezza del collare è calata.
Il punzone si era usurato.
Formare un collare significa spingere il materiale plasticamente oltre il limite di snervamento a ogni ciclo. Il naso del punzone è soggetto ad alta pressione di contatto e scorrimento. Con l’usura, l’altezza dell’estrusione cala di pochi decimi di millimetro. È la differenza tra tre filetti completi e due e mezzo. Il margine di coppia evapora lentamente, non in modo catastrofico. Difficile da rilevare senza una misurazione in processo.
Ora confrontalo con la saldatura di un dado in un’operazione secondaria. L’usura degli utensili si sposta sugli elettrodi o sui boccole, non su uno stampo progressivo a 20 stazioni dove i tempi di fermo costano una fortuna all’ora. Centro di costo diverso. Modalità di guasto diversa. Stessa questione sul percorso del carico.
Il tempo risparmiato sull’hardware può riapparire come manodopera di manutenzione e scarti quando lo stampo si disallinea. Il giunto non si cura se hai pagato in una cella di saldatura o in riaffilature di punzoni. Gli interessa solo che l’ingaggio della filettatura e le proprietà del materiale siano quelle previste dal disegno.
Quindi la decisione non è “dado saldato contro estrusione.” È: dove vuoi gestire la variabilità — nell’apporto di calore e nella distorsione, oppure nell’usura di formatura e nel controllo dell’altezza?
Perché in ogni caso, non stai acquistando una merce. Stai progettando un’autostrada di carichi attraverso metallo sottile. E il metallo sottile non dimentica mai ciò che gli hai fatto.
Ora stai chiedendo un sistema, non un altro grafico di confronto. Dati tutti questi compromessi — calore contro usura di formatura, fusione contro flusso a freddo — come decidi cosa va dove, e quando?
Ecco la parte che la maggior parte dei disegni ignora: anche il fissaggio corretto fallirà se violi la sequenza di cui ha bisogno per sopravvivere.
Ho visto un dado auto-agganciante perfettamente specificato girare in un pannello da 1,2 mm perché qualcuno lo ha spostato di 3 mm più vicino al bordo per lasciare spazio a un rilascio di piega. Stesso numero di parte. Stessa pressa. Stessa specifica di coppia. La differenza era nel posizionamento e nella tempistica. Il lamierino non aveva dove fluire.
I fissaggi non sono componenti. Sono autostrade di carico tagliate attraverso asfalto sottile. Se versi la strada prima di compattare la base, le crepe non appaiono finché non arriva il traffico.
Quindi, prima di discutere tra perni saldati, estrusioni o inserti, devi fissare tre confini: distanza dal bordo, ordine di finitura e accesso per la manutenzione. Rompine uno solo e il tuo giunto “forte” diventa un costoso biglietto futuro di scarto.
Abbiamo fatto passare pannelli zincati da 1,0 mm attraverso una pressa di aggraffatura a percorso controllato, fiduciosi nella distanza minima dal bordo indicata a catalogo — finché ogni quinto pannello non si è incurvato come una patatina.
Sulla carta, la distanza dal bordo è geometrica: 1× il diametro, 1,5× nel materiale rivestito, qualunque cosa dica la tabella. In realtà, è dinamica. La pressa non si cura del tuo disegno; applica forza finché il sottosquadro non si riempie. Se lo spessore della lamiera è +0,1 mm su una bobina e l’altezza della testa del fissaggio è +0,05 mm, quell’eccesso di accumulo deve andare da qualche parte. Vicino a un bordo, si traduce in una flessione del pannello.
Questo è il moltiplicatore che nessuno annota.
I fori tagliati al laser peggiorano le cose. La zona termicamente alterata al bordo di quel foro può essere più dura di quanto il fissaggio sia progettato per gestire. Ora la pressa ha bisogno di più forza per spostare il materiale nel sottosquadro. Più forza significa più tensione radiale. Più tensione radiale vicino al bordo significa che la lamiera si solleva, non fluisce. Quello che vedrai sotto la testa non è un taglio di filettatura pulito; è un incastro superficiale, poco riempito, e un pannello che ha già ceduto prima ancora di essere sottoposto al carico di servizio.
E se stai aggraffiando pacchi dissimili? Metti la lamiera più dura sul lato sbagliato e il punzone perfora invece di formare. Non ottieni un degrado graduale. Ottieni un giunto semi formato che passa l’ispezione visiva e fallisce nella prova di scollamento a metà del carico previsto — che, tra l’altro, è già circa la metà di una saldatura a punti comparabile sotto trazione o scollamento.
La distanza dal bordo non è un numero. È un margine per la variabilità in forza, durezza e spessore.
Non utilizzare se:
Se la distanza dal bordo riguarda il dare al materiale un posto dove andare, cosa succede quando entra in gioco la chimica?
Ho visto 400 pezzi di ferramenta tornare dalla placcatura con filettature che sembravano riempite di sabbia.
Installa prima della placcatura e il bagno chimico riveste tutto — incluso l’interfaccia di sottosquadro di un dado a pressione o la zigrinatura di un perno. Quel rivestimento aggiunge spessore. Micron, sì. Abbastanza da modificare il comportamento coppia-tensione su filettature piccole? Anche sì. Su lamiera sottile, la perdita di precarico si manifesta rapidamente perché la lamiera si deforma prima che il fissaggio ceda.
Installa dopo la placcatura e distruggi la barriera anticorrosione. Ora l’autostrada del carico ha spalle di acciaio nudo. Se l’accessorio sposta il rivestimento durante l’installazione — e la maggior parte lo fa — hai creato un anello di materiale esposto esattamente dove le tensioni di compressione sono massime. La corrosione ama i concentratori di tensione.
E poi c’è la sequenza con il calore. Se saldi dopo il rivestimento, lo bruci. Se rivesti dopo la saldatura, stai scommettendo che il tuo processo pulisca ogni alone di saldatura e punto di spruzzo in modo che la finitura aderisca. Se ne salti uno, la corrosione inizia sulla linea di fusione — proprio dove la tua fiducia strutturale era più alta.
Quindi la domanda non è “prima o dopo.” È: quale interfaccia può tollerare variazioni dimensionali, accumulo di rivestimento o bruciature senza modificare il percorso del carico?
Non utilizzare se:
Puoi rispettare tutte le specifiche di coppia il primo giorno e comunque progettare un incubo per il quinto anno.
Abbiamo montato una scheda di controllo su distanziatori da 20 mm in un involucro da 1,2 mm e abbiamo pensato di aver fatto un buon lavoro perché i valori di estrazione sembravano buoni.
Sei mesi dopo, l’assistenza sul campo ha iniziato a sostituire le schede. Le viti venivano tolte. I distanziatori restavano. La lamiera intorno a loro sembrava una lattina schiacciata.
Le viti sono ancora lì.
Ecco cosa è successo. Il distanziatore ha creato una colonna. Il percorso del carico andava dalla testa della vite, lungo il distanziatore, fino a un piccolo anello di lamiera sottile. Durante la manutenzione, i tecnici premevano sulla scheda, staccavano i connettori, serravano troppo durante il rimontaggio. Ogni ciclo comprimeva localmente la lamiera. Non abbastanza da rompersi. Abbastanza da snervarsi. Una volta che la lamiera snerva, il precarico cala. Una volta che il precarico cala, le vibrazioni iniziano a lavorare sul giunto. Ora la lamiera diventa il guardrail invece del manto stradale.
Progettare per lo smontaggio significa presumere che il giunto subirà cicli multipli di coppia e carichi fuori asse. La lamiera sottile non recupera dalle schiacciature localizzate. Ricorda.
Quindi ampli l’impronta del carico. Flangia più grande sotto il distanziatore. Rondella di rinforzo. Rilievo stampato per ispessire la sezione. Oppure sposti il carico in una forma che trasmetta la compressione nel piano anziché attraverso lo spessore.
Perché la manutenzione non è delicata.
Non utilizzare se:
Le regole di posizionamento non sono burocrazia. Sono limiti. Una volta fissate, la scelta del fissaggio si riduce rapidamente — e questo è positivo. Il vincolo è ciò che trasforma i compromessi in una decisione ripetibile invece che in un’ipotesi.
Sei davanti a un banco con un pannello da 1,0 mm, una vite M5 in una mano e tre pagine di catalogo aperte nell’altra. Ogni pagina dice “adatta per lamiera sottile.” Ogni rappresentante dice “funziona benissimo.” E tra sei mesi, se indovini male, le viti saranno ancora lì e il pannello intorno sarà da buttare.
Ecco quindi il percorso che insegno ai neofiti. Non partire dalla marca. Non partire dal carico di rottura. Parti dalla lamiera. Definisci il carico. Rispetta l’accessibilità. In quest’ordine. Quando lo fai, la scelta del fissaggio smette di essere un’ipotesi e diventa una conseguenza.
Ho visto un tecnico filettare M4 in acciaio da 0,8 mm perché “è solo una staffetta leggera.” Ha tenuto sul banco. Sul campo, le vibrazioni l’hanno allentata in poche settimane. Ciò che si vede sotto la testa non è un taglio netto del filetto; sono creste appiattite e picchi schiacciati dove all’inizio c’era a malapena un filetto di impegno.
Ecco il meccanismo. Un filetto metrico grosso ha un passo. Se lo spessore della lamiera ti dà meno di un passo completo di impegno, non hai una colonna filettata—hai un sottile anello di materiale spostato. Quel cerchio trasmette il carico per schiacciamento, non per vero taglio lungo il fianco del filetto. Basta un evento di serraggio eccessivo e la lamiera snerva. Il precarico cala. Ora il giunto vive di attrito che non ha più.
Come regola pratica che uso in officina:
Ma lo spessore da solo non racconta tutta la storia. L’acciaio dolce duttile a 1,0 mm si comporta in modo molto diverso dall’acciaio inox più duro a 1,0 mm. E se installi un rivetto filettato con uno strumento a rotazione doppia su una lamiera sottile e duttile, puoi ovalizzare il foro prima che l’inserto sia fissato. Quindi la vera domanda non è “che spessore ha questa lamiera?” ma “quanto materiale impegnato mi rimane davvero dopo le deformazioni di installazione?”
Se la lamiera non può fornire una base stabile per i filetti, perché stiamo discutendo sui gradi delle viti?
Abbiamo montato la portina di un piccolo contenitore con inserti ciechi perché ci serviva l’accesso in manutenzione. I dati di estrazione statica sembravano buoni. Poi gli utenti hanno iniziato a tirare la porta di lato. Carico di scollamento. Un altro tipo di problema.
Il carico statico di serraggio significa che ti interessa mantenere il precarico. La lamiera è compressa sotto la testa o la flangia dell’inserto. La lamiera sottile striscia. Perdi precarico e il giunto inizia a scivolare. Per quello, ampie superfici di appoggio, rilievi formati o dadi autocalcanti con interblocco solido nella lamiera offrono una migliore resistenza allo svitamento.
Il taglio dinamico — forza laterale nel piano — mette la lamiera in appoggio sul bordo del foro. In questo caso, il diametro e la distanza dal bordo contano più della resistenza del filetto. Un rivetto filettato cieco può essere perfettamente adeguato se il carico è principalmente nel piano e la deformazione posteriore è ben formata.
Lo scollamento è il peggiore. Lo scollamento cerca di estrarre il fissaggio sollevando una lamiera dall’altra. Gli inserti ciechi che si basano su deformazione posteriore e attrito sono solitamente più deboli allo scollamento rispetto a un dado a rivettare correttamente installato o a una saldatura. Se la geometria del giunto crea un braccio di leva, non stai più testando la resistenza a trazione — stai testando quanto bene quell’accessorio si ancora in un materiale sottile che tende a flettersi.
Quindi non chiedere: “Quanto è resistente questo elemento di fissaggio?” Chiedi invece: “In quale direzione la forza sta cercando di strappare la mia lamiera?” Perché quella direzione può far passare in un istante la tua scelta da inserto cieco a clinch o a saldatura.
Se la direzione del carico cambia la risposta, cosa succede quando non puoi nemmeno raggiungere il lato opposto?
Avevamo un telaio tubolare chiuso dove il progetto insisteva per imbullonare staffe all’interno. “Basta usare un bullone strutturale cieco.” Su carta, ottimo. In realtà, lo spazio interno consentiva a malapena alla rondella di girarsi e posizionarsi. La metà di essi si è posizionata storta. Alcuni non si sono mai completamente aperti. Hanno superato il serraggio iniziale. Non hanno superato la prova del tempo.
L’accesso cieco non significa solo “un solo lato”. Significa:
Giunzione permanente? La saldatura o la bulloneria clinch possono offrirti un percorso di carico più diretto nel metallo base.
Giunzione ispezionabile? I dadi rivettati ciechi sono interessanti, ma accetta che la resistenza al distacco e alla torsione possa essere inferiore rispetto a una soluzione clinch dello stesso spessore.
Elevata richiesta strutturale in sezioni chiuse? A volte la risposta onesta è che la saldatura rimane il riferimento, perché la bulloneria alternativa non può eguagliare il suo percorso di carico senza un accesso interno che in realtà non hai.
I vincoli riducono rapidamente il campo. Ed è questo il punto. Il vincolo non è un fastidio; è un filtro.
Una volta fissati spessore, carico e accesso, l’hardware praticamente si sceglie da solo.
Ecco il cambiamento di prospettiva che voglio porti avanti.
Smetti di vedere un dado, un inserto o un prigioniero come qualcosa che “riempie un foro”. Comincia a vederlo come un’autostrada per la forza. La lamiera è l’asfalto sottile. L’elemento di fissaggio gestisce il traffico — serraggio, taglio, distacco — attraverso quell’asfalto. Se il sottofondo non può supportare il modello di traffico che vi invii, il manto si crepa, non importa quanto splendano i bulloni.
Lo spessore ti dice quanto asfalto hai. Il tipo di carico ti dice che tipo di traffico stai inviando. L’accessibilità e il ciclo di vita ti dicono dove puoi costruire gli svincoli.
Quando segui questa sequenza, smetti di acquistare componenti e inizi a progettare giunzioni. E questo non è ovvio, perché i cataloghi ti abituano a confrontare la bulloneria per dimensione e classe di resistenza, non per come riscrive la mappa delle tensioni all’interno di 1,0 mm di acciaio.
La cosa più importante da ricordare è questa: l’elemento di fissaggio non è l’eroe. Lo è la lamiera. Il tuo compito è scegliere la bulloneria che rispetti i limiti della lamiera e che instradi le forze in modo che essa possa sopravvivere per anni, non solo al controllo di coppia del primo giorno.
Quando inizi a pensare in termini di autostrade del carico invece che di riempitivi di fori, non guarderai mai più un pannello sottile nello stesso modo.


















