

Trois mois après l’installation, la porte de l’enceinte commence à s’affaisser. Les vis sont toujours là. Les têtes bien serrées. Mais le loquet ne s’aligne plus, et quand on retire une vis, le trou n’est pas en acier fileté — c’est un cratère ovale.
J’ai mis des panneaux à la ferraille pour moins que ça.
À un moment donné, nous avons commencé à traiter les vis autotaraudeuses comme des trombones : si elles entrent, elles fonctionnent. Cette façon de penser coûte cher.
J’ai vu un jeune concepteur tarauder des filets M4 dans de l’acier doux de 1,0 mm pour un panneau de commande. “ Nous avons trois filets ”, dit-il, fier de ses pieds à coulisse. Sur le papier, cela semble être un bon engagement. Sur le terrain, c’est un compte à rebours.
Parce que ces trois filets ne supportent pas la charge comme on le croit. La vis ne repose pas sur de petites étagères hélicoïdales bien rangées. Elle écarte la tôle, écrase le matériau devant le flanc du filet et essaie de se pencher sous la charge. La tôle mince ne cède pas poliment. Elle se déforme d’abord. En silence.
Alors, quand cette liaison se desserre, qu’est-ce qui lâche vraiment ?

Prenez deux tôles superposées, chacune de moins d’un demi-millimètre, réunies par une vis autoperceuse. Vous la serrez au couple. Cela semble solide. Maintenant, tirez en cisaillement.
Ce que vous verrez sous la tête, ce n’est pas une rupture nette des filets. La vis penche. Le trou s’allonge. Le matériau s’accumule devant la tige comme de la neige devant une charrue. C’est une défaillance en appui — la vis écrasant et déplaçant la tôle — généralement accompagnée d’un basculement.
Les filets suivent le mouvement.
En faible épaisseur, la tôle est la chaussée et la vis est le camion. Si l’asphalte fait 10 mm d’épaisseur, il répartit la charge. S’il fait 0,8 mm, il se déforme et se fissure. Appeler cela “ filets arrachés ” passe à côté de la véritable scène du crime : c’est le matériau hôte qui a cédé parce que le chemin de charge était mauvais dès le départ.
Si c’est la tôle qui se déforme, et non la vis, quelle quantité d’engagement de filetage avez-vous réellement ?
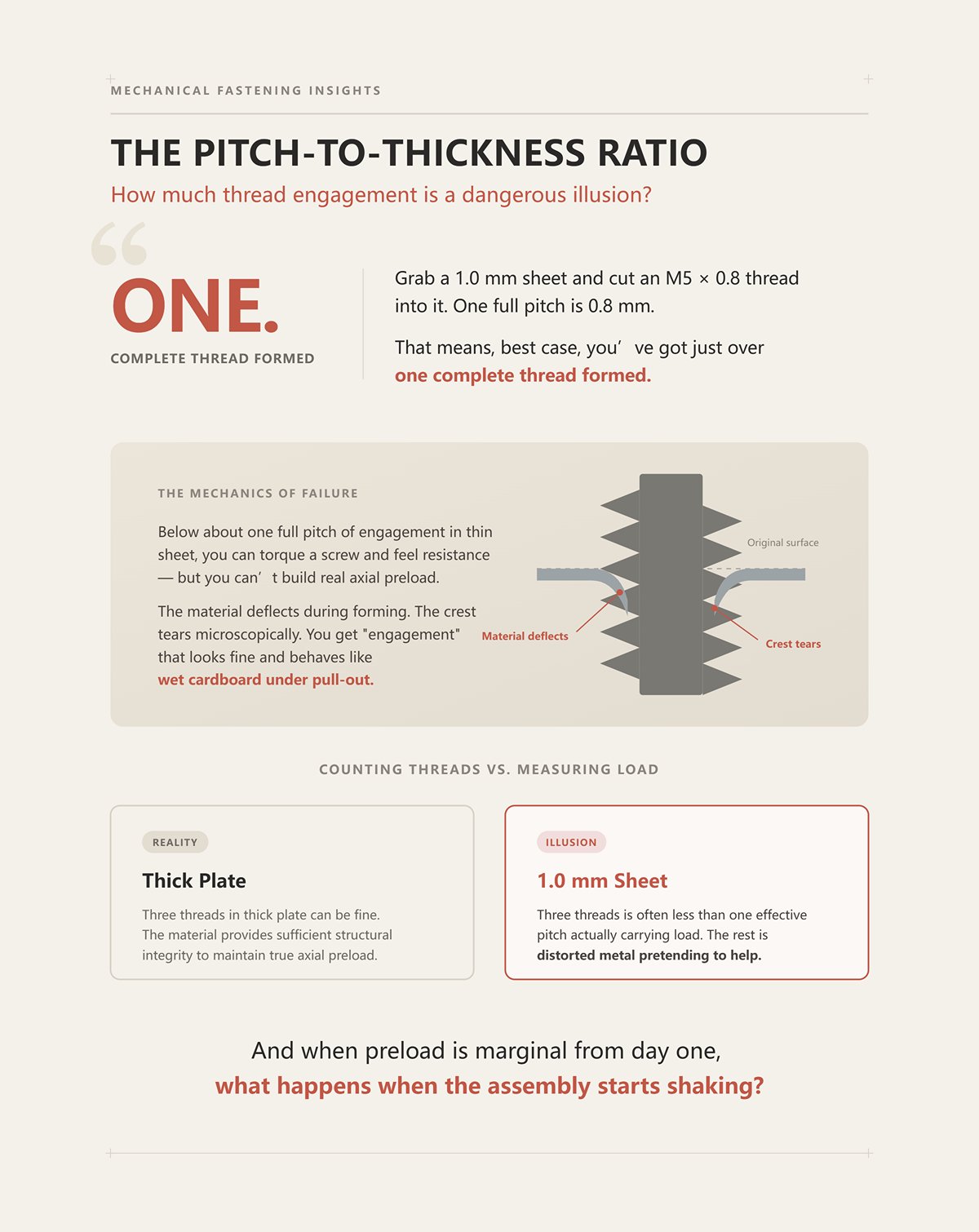
Prenez une tôle de 1,0 mm et coupez un filet M5 × 0,8 dedans. Un pas complet fait 0,8 mm. Cela signifie que, dans le meilleur des cas, vous avez un peu plus d’un filet complet formé.
Un seul.
En dessous d’environ un pas complet d’engagement dans une tôle mince, on peut serrer une vis et sentir une résistance — mais on ne peut pas créer de véritable précharge axiale. Le matériau se déforme pendant le formage. La crête se déchire de manière microscopique. Vous obtenez un “ engagement ” qui paraît correct mais se comporte comme du carton mouillé lors d’un arrachement.
C’est cela l’illusion : compter les filets au lieu de mesurer la capacité de charge.
Trois filets dans une plaque épaisse peuvent convenir. Trois filets dans une tôle de 1,0 mm représentent souvent moins d’un pas effectif réellement porteur de charge. Le reste est du métal déformé qui fait semblant de contribuer.
Et quand la précharge est déjà limite dès le premier jour, que se passe-t-il lorsque l’assemblage commence à vibrer ?
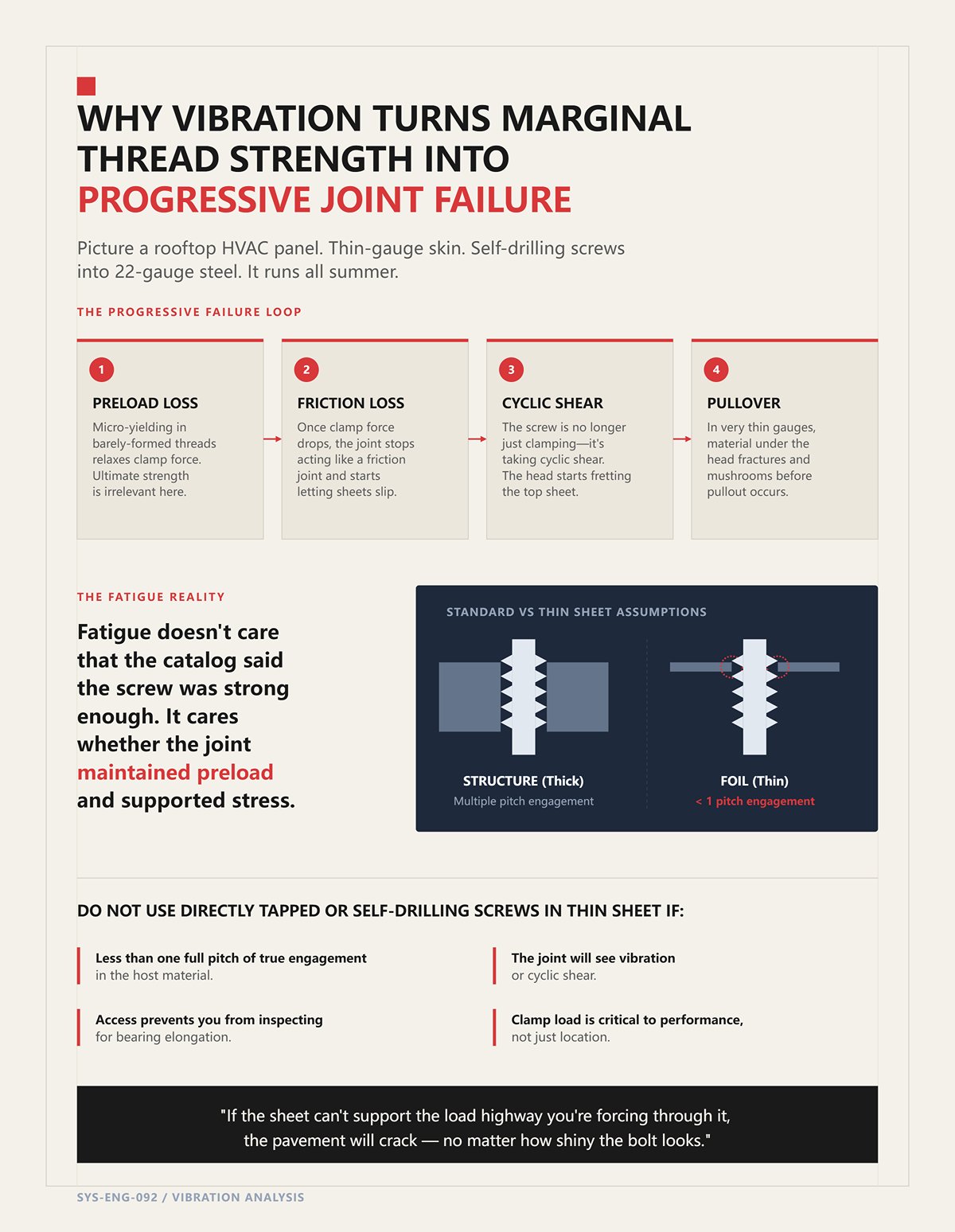
Imaginez un panneau de climatisation sur un toit. Peau en tôle mince. Vis auto-perceuses dans de l’acier de 22 gauge. Il fonctionne tout l’été.
La première chose que les vibrations attaquent n’est pas la résistance ultime. Elles attaquent la précharge. Tout micro-fluage dans ces filetages à peine formés détend la force de serrage. Une fois la force de serrage réduite, l’assemblage cesse d’agir comme un joint à friction et commence à laisser les tôles glisser.
À présent, la vis ne se contente plus de serrer — elle subit des cisaillements cycliques. La tête commence à user la tôle supérieure. Dans des épaisseurs très fines, on observe souvent un arrachement de tête avant un arrachement par filetage : le matériau sous la tête se fracture et forme un champignon parce que cet anneau mince d’acier supporte toute la charge.
La fatigue se moque du fait que le catalogue indiquait que la vis était suffisamment résistante. Ce qui compte, c’est que l’assemblage ait maintenu la précharge et que la tôle ait pu supporter les contraintes de contact cycle après cycle.
Les fixations standard supposent que le matériau autour d’elles est assez épais pour se comporter comme une structure, et non comme du papier d’aluminium. La tôle mince brise cette hypothèse. Silencieusement. Immanquablement.
N’utilisez pas de vis taraudées directement ou auto-perceuses sur de la tôle mince si :
Si la tôle ne peut pas supporter la charge routière que vous lui imposez, le revêtement se fissurera — peu importe l’aspect brillant du boulon.
J’avais un lot de panneaux de boîte de contrôle de 1,2 mm qui semblait parfait sur le papier. Prévu pour des écrous auto-serrants M6. Force de presse réglée. Test de couple réussi à la réception. Puis, à l’assemblage final sur la ligne, la moitié des écrous tournaient sur place.
Pas arrachés. Pas extraits. Tournants.
En amont, quelqu’un avait changé pour une tôle à trempe plus dure afin de réduire les bosses pendant le transport. Personne n’a prévenu le service ingénierie. La presse appliquait toujours la même force. Les écrous étaient posés à fleur. Mais la tôle ne coulait pas comme prévu, donc l’anneau de verrouillage ne s’est jamais formé complètement. Nous avions construit 400 générateurs de rotation.
C’est la différence entre visser dans de la tôle mince et y sertir. Un élément de fixation auto-serrant ne dépend pas de filetages fragiles coupés dans du papier d’aluminium. Il redessine la tôle pour que celle-ci fasse partie de la pièce. Le chemin de charge ne repose plus sur les flancs du filetage ; il est verrouillé derrière un épaulement formé à froid. La tôle cesse d’être la chaussée pour devenir la glissière de sécurité.
Mais seulement si le métal bouge vraiment.
Prenez un écrou serti standard à tête affleurante et examinez la coupe. Il y a un anneau dentelé ou sous-découpé juste sous la tête. Lors de l’installation, un poinçon parallèle force l’écrou dans un trou pré-percé légèrement plus grand que la tige. La tôle cède localement et s’écoule radialement dans cette sous-découpe.
Pas de coupe. Pas de copeaux. Juste une déformation plastique.
Cette déformation locale est un écoulement à froid — un remodelage permanent à température ambiante. Le matériau se déplace dans la rainure, et une fois là, la seule sortie est de cisailler cet anneau de tôle ou de l’arracher en traction. Votre chemin de charge n’est plus quelques arêtes de filetage fragiles. C’est un verrouillage mécanique complet à 360 degrés.
En arrachement, la zone résistante est approximativement la circonférence du renfoncement multipliée par l’épaisseur de la tôle déplacée. Doublez le diamètre, et vous doublez le périmètre de cisaillement. Augmentez l’épaisseur, et vous augmentez la zone résistante de manière linéaire. C’est un calcul sur lequel vous pouvez concevoir.
Mais voici ce que la plupart des catalogues n’insistent pas : la capacité de la tôle à s’écouler est limitée. Dans les faibles épaisseurs de moins d’environ 1,0 mm, surtout les aciers à haute résistance, la déformation localisée autour du trou peut approcher la limite de formage. J’ai vu des plis localisés autour des points de sertissage où le matériau s’accumulait de façon inégale, laissant un côté mince et écroui. Sous vibration, ce croissant écroui se fissurait en premier.
L’écoulement à froid crée de la résistance parce qu’il redistribue le matériau dans une géométrie qui résiste à la rotation et à l’arrachement. L’écoulement à froid consomme aussi de la ductilité. Poussez trop loin — un élément de fixation trop grand dans une tôle trop mince — et vous réduisez la section du matériau même sur lequel vous comptez pour tenir.
La vraie question n’est donc pas “ Le sertissage ajoute-t-il de l’épaisseur ? ” Non. La question est : votre tôle possède-t-elle assez de réserve de ductilité pour survivre au remodelage et porter encore les charges de service après coup ?
Quel métal doit céder en premier ?
J’ai pressé un écrou à sertir dans de l’aluminium 5052-H32 et l’ai vu se loger comme dans du beurre. Le même écrou dans de l’acier HSLA pré-écroui ? La force d’installation a fortement augmenté, la presse a fléchi, et l’écrou est resté en saillie de quelques millièmes.
La règle est simple et impitoyable : la tôle doit céder ; le fixateur ne doit pas.
Les fixations auto-sertissantes sont traitées thermiquement pour être nettement plus dures que la tôle hôte. Lorsque le poinçon les enfonce, la tôle s’écoule dans le renfoncement tandis que le fixateur conserve sa géométrie. Inversez cette hiérarchie — tôle plus dure, fixateur plus tendre — et au lieu que la tôle remplisse la rainure, la rainure se déforme ou la tôle bouge à peine. Vous obtenez un siège cosmétique et aucun véritable verrouillage.
Des données issues d’études de formage montrent que le pré-écrouissage d’une tôle peut augmenter la force d’installation requise de 20 à 30 % sans apporter de gains proportionnels en résistance de l’assemblage. Cette force supplémentaire ne vous donne pas plus de tenue ; elle combat un matériau qui ne veut plus se déformer. Vous mettez en contrainte la presse, risquez de déformer le panneau, et n’obtenez toujours pas un verrouillage plus profond.
Et même lorsque vous obtenez un siège correct, vous avez créé une zone écrouie autour du trou. Des contraintes résiduelles y subsistent. Dans les tôles ferreuses, surtout si les revêtements sont endommagés lors du sertissage, cet anneau contraint peut devenir un site d’initiation de corrosion. J’ai vu des boîtiers extérieurs où chaque tache de rouille commençait à la périphérie d’un écrou à sertir.
Forcer le métal à faire le travail est puissant. Ce n’est pas gratuit.
Alors, quand tout ce remodelage surpasse-t-il réellement un rivet ou un écrou libre ?
Imaginez un support en acier de 1,5 mm qui a besoin d’un filetage M5 pour un support de moteur. Option un : percer un trou de passage, utiliser un boulon et un écrou libre. Option deux : rivet aveugle plus insert fileté. Option trois : écrou à sertir.
Avec un écrou libre, votre charge de serrage est correcte — tant que quelqu’un peut tenir l’arrière et que vous ne perdez jamais le précontrainte. Mais votre capacité de cisaillement entre les tôles dépend toujours de la friction due à la force de serrage. Si vous perdez la précontrainte sous vibration, le boulon commence à subir une flexion. Les vis sont toujours là. L’assemblage n’est plus le même.
Un rivet aveugle vous donne un cisaillement solide car le corps remplit le trou, mais vous ne bénéficiez pas de filet réutilisable. Ajoutez un insert fileté de type rivet à sertir, et vous dépendez maintenant de l’expansion de paroi mince contre le trou. Dans une tôle mince, cette expansion mène souvent à un gonflement local. Ce que vous verrez sous la tête n’est pas du cisaillement de filet propre. C’est une déformation par écrasement autour d’un trou déformé.
Un écrou à sertir correctement spécifié change le calcul. Votre résistance à l’arrachement est liée à la zone de cisaillement de l’anneau verrouillé. Votre résistance au désserrage par couple est liée au diamètre et à la forme du renfoncement moleté ou dentelé incrusté dans la tôle. Et parce que les filets sont dans un acier trempé pleine épaisseur, vous obtenez une vraie précontrainte — pas un seul pas de filet qui prétend être une structure.
Dans les assemblages répétitifs — panneaux de service, châssis électroniques, capots de moteur — cette combinaison est importante. Vous pouvez appliquer le couple selon les spécifications, retirer et réinstaller, et le chemin de charge reste dans la fixation trempée, non dans les filets sacrificiels de la tôle.
Mais le sertissage exige deux choses : suffisamment de ductilité pour former le verrou et un accès pour une presse parallèle lors de l’installation. Pas de ductilité, pas de verrou. Pas d’accès à la presse, pas d’installation.
Ainsi, la méthode qui fixe le chemin de charge dans une tôle ouverte et formable vous laisse coincé lorsque vous n’avez accès qu’à un seul côté et aucun espace pour une presse.
Que faites-vous lorsque vous ne pouvez pas forcer le métal à s’écouler parce que vous ne pouvez même pas atteindre l’arrière pour le soutenir ?
J’ai eu une fois un boîtier peint par poudrage revenu du terrain avec chaque fixation M6 encore serrée selon les spécifications — et chaque insert tournant sur lui-même. Les vis étaient serrées. Le panneau était inutilisable. Nous n’avions pas accès à l’arrière pour une presse, alors nous avons choisi des écrous rivets. Installés avec un outil manuel. La production a continué. Trois mois plus tard, un technicien s’est appuyé sur une clé, et l’insert a usiné son propre trou.
C’est le compromis que vous faites quand vous ne pouvez pas sertir. Un insert aveugle ne crée pas une liaison par écoulement à froid en remodelant la tôle dans une sous-coupe durcie. Il s’écrase sur lui-même, forme une « champignon » derrière le panneau et serre le matériau mince entre sa tête et son corps déformé. Il écarte la tôle, écrase le matériau devant le flanc du filet et tente de s’incliner sous charge. Le chemin de charge n’est plus un anneau formé d’acier déplacé. C’est du frottement, de la pression et la déformation que vous avez créée lors de l’installation.
Donc la question n’est pas “ Tiendra‑t‑il ? ” mais : sous quelle force lâchera‑t‑il en premier ?
Imaginez un panneau en acier doux de 1,2 mm avec un écrou rivet M5 maintenant un support. Quelqu’un y suspend une pièce de 20 lb. La gravité se moque des chiffres du catalogue. Elle crée un moment au niveau de la face de l’insert. Ce moment se résout en deux choses : le cisaillement le long de la tige et la tension qui essaie d’arracher l’insert tout droit.
En pur cisaillement — support plaqué contre le panneau, charge glissant parallèlement — le corps de l’écrou rivet appuie contre la paroi du trou. La zone de résistance est approximativement la zone projetée de la tige multipliée par l’épaisseur de la tôle. Si le trou est serré et le corps complètement expansé, le cisaillement peut être respectable. Vous sollicitez la tôle en pression, sans lui demander de s’étirer.
Ajoutons maintenant un entretoise, un joint, ou un support plié qui ne repose pas à plat. Cette charge de 20 lb n’est plus un cisaillement pur. Elle crée une tension au niveau de la tête de l’insert. La résistance à l’arrachement dépend désormais du renflement formé à l’arrière et de la zone de cisaillement de ce mince anneau de tôle coincé entre la tête et le bourrelet.
Voici où l’installation dicte tout silencieusement. Si vous serrez trop un écrou rivet — course excessive, trop de force — vous amincissez la section écrasée ou fissurez la transition entre le corps fileté et la partie déformée. J’ai vu des inserts parfaits en façade mais séparés à l’intérieur sous faible charge en service. Cela imite une défaillance par arrachement, mais la cause première était le contrôle de course, pas la charge de travail.
Une vraie défaillance ne se manifeste rarement par une rupture nette du filetage. Ce que vous verrez sous la tête n’est pas une rupture propre des filets. Vous verrez un léger creusement du panneau, le revêtement craquelé en anneau, et une marque de contact où l’insert a commencé à s’incliner. La tôle a cédé en premier car le chemin de charge reposait sur le serrage et la pression locale, pas sur une liaison formée.
Alors, quelle force commande ? Celle que vous avez introduite par géométrie. Gardez l’assemblage serré et affleurant, et le cisaillement peut dominer. Ajoutez de l’excentricité, et l’arrachement devient votre état limite — souvent à des charges bien inférieures à ce que le chiffre de “ résistance ultime à l’arrachement ” de l’insert laissait penser.
Et que se passe‑t‑il lorsque la charge en service ne cherche pas à arracher l’insert, mais à le faire tourner ?
Nous avons un jour changé la spécification de revêtement, du zinc‑plating à l’e‑coat, sans toucher au diamètre du trou. Même diamètre nominal. Même écrou rivet à corps rond. Première série de production : 400 pièces. La moitié ont tourné pendant l’installation.
Rien n’était faux avec la clé dynamométrique. Le problème était simple : corps rond lisse dans un trou lisse, installé dans un matériau plus dur qu’avant. La résistance de l’insert à la rotation provient du frottement et de la morsure éventuelle du moletage dans la paroi. Si le couple nécessaire pour écraser et fixer l’insert dépasse cette résistance à la rotation, il tourne avant de se loger. Vous avez maintenant écroui le trou et poli la paroi. Le prochain insert a encore plus de chances de tourner.
Un couple de service élevé est pire. Supposons que vous spécifiiez un insert M6 parce que vous avez besoin d’une charge de serrage de 8–10 N·m sur un couvercle. Si le couple requis pour atteindre la précharge dépasse la résistance au desserrage de l’insert dans cette épaisseur de tôle, la tôle ne cèdera pas en premier — l’insert usinera simplement son propre trou.
Les corps ronds peuvent fonctionner dans des matériaux plus tendres et des épaisseurs plus importantes, où la dilatation augmente de manière significative le contact avec la paroi. Dans les aciers durs de moins de 1,5 mm, c’est un pari risqué à moins de modifier l’interface : inserts à corps hexagonal dans des trous hexagonaux poinçonnés, corps cannelés dans des trous correctement dimensionnés, ou encore caractéristiques secondaires comme des renflements servant de clés anti‑rotation. Et ces caractéristiques exigent un contrôle précis du trou. Si le laser surcoupe de un dixième de millimètre, votre dispositif anti‑rotation devient purement esthétique.
Il existe un autre piège : l’installation décalée. Si la tête de l’insert ne repose pas complètement contre le panneau — légère bavure, légère courbure — vous combinez les risques de rotation et d’arrachement. La tête ne répartit pas uniformément la charge, si bien que le couple tend à faire pivoter l’insert tandis que la traction tente de l’extraire. Sans surveillance contrôlée force‑distance en production, vous ne le détecterez pas. Dans un atelier avec des outils manuels, cette variabilité est bien réelle.
Les inserts borgnes résolvent le problème d’accès. Ils introduisent une sensibilité au procédé. Si vous ne pouvez pas contrôler le diamètre du trou, la dureté du matériau et la course d’installation, vous ne concevez pas un assemblage : vous comptez sur le frottement pour vous sauver.
À ne pas utiliser si :
Si les filetages borgnes sont aussi sensibles, peut‑être que les filetages ne sont pas du tout ce qu’il vous faut.
J’ai vu des concepteurs mélanger des écrous à sertir M6 avec une rangée de rivets pop en aluminium de 4,8 mm le long de la même bride. Sous charge, les boulons pleins ont tenu. Les rivets pop se sont desserrés en premier. L’assemblage s’est ouvert à partir de l’élément de fixation le plus faible vers l’extérieur, et la charge s’est transférée brutalement sur les points restants.
Les rivets pop standards à extrémité ouverte conviennent pour des efforts de cisaillement légers et le bardage. Leur tige casse, laissant un corps creux qui résiste principalement au cisaillement par appui. En traction, surtout avec des trous surdimensionnés, ils s’évasent puis se détachent d’une tôle mince sans grand avertissement.
Les rivets structurels — à extrémité fermée, tige verrouillée, résistance au cisaillement plus élevée — changent la donne. La tige retenue augmente la capacité au cisaillement et la résistance à la traction, et l’expansion du corps est plus maîtrisée. Dans les assemblages où seul un serrage permanent est nécessaire sans filetage démontable, un rivet structurel peut surpasser un petit écrou à sertir simplement parce que le chemin de charge est direct : tige en cisaillement, corps en appui, pas de filetage interne à arracher, aucun couple à appliquer qui pourrait faire tourner la pièce.
La mise à niveau est justifiée lorsque l’assemblage subit des cisaillements dynamiques ou des vibrations et que le démontage n’est pas requis. Elle ne l’est pas lorsque vous recherchez la commodité du filetage au détriment de la clarté du transfert de charge. Un rivet structurel ne fournira pas de précharge réglable comme un boulon vissé dans un insert, mais il ne tournera pas non plus sous une clé parce qu’il n’y a pas de clé.
À ne pas utiliser si :
L’accès d’un seul côté impose des compromis. Les écrous à sertir et les inserts borgnes peuvent être justifiés — mais seulement lorsque leurs mécanismes d’écrasement, limites de couple et réglages d’installation sont adaptés à la tôle, comme un roulement à emmanchement ajusté dans un logement.
Si vous ne pouvez pas contrôler ces variables, vous ne concevez pas un chemin de charge.
Vous ne faites que combler un trou.
Un caisson de toit est revenu de la peinture avec une légère ondulation type « bidon d’huile » autour de chaque point de fixation M8. Les vis étaient toujours là. Les couvercles étaient serrés. Mais sous lumière fluorescente on pouvait voir un halo, large de 25 millimètres, autour de chaque écrou soudé.
Cette ondulation n’était pas un simple mauvais coup esthétique. C’était une zone affectée thermiquement — la région locale où la tôle avait été portée au‑delà de la température de transformation puis refroidie. La structure du grain avait changé. Des contraintes résiduelles s’étaient verrouillées. Le panneau se souvenait de la soudure longtemps après que le dispositif de serrage l’avait libéré.
Si les inserts borgnes sont trop sensibles à la taille du trou et au couple de serrage, l’instinct suivant est d’aller vers de la quincaillerie soudée. “ Il suffit de fusionner un écrou dessus. ” Chemin de charge propre. Pas de rotation libre. Pas de course d’écrasement à contrôler. Mais désormais votre autoroute de charge passe dans du métal qui a été fondu, rétréci, et maintenu. Dans une tôle mince, 1,0–1,6 mm, ce retrait n’a nulle part où se cacher. Il déforme la plate‑forme.
Ainsi la vraie question n’est pas de savoir si un écrou soudé est plus solide qu’un écrou à sertir sur le papier. C’est de savoir si le panneau peut supporter la chaleur sans payer ailleurs — planéité, esthétique, ou durée de vie en fatigue.
Nous avons testé des goujons à arc tiré sur du laminé à froid de 1,2 mm pour un support soumis à des vibrations. Grosse alimentation électrique. Bagues céramiques pour contenir le bain de fusion. Bonne fusion. Lors d’un test destructif où nous avons arraché un goujon, le métal de base s’est déchiré avant que la soudure ne cède.
Et chaque goujon laissait une marque visible sur la face A.
La soudure à arc tiré utilise des temps d’arc plus longs et un apport de chaleur total plus élevé. Vous créez un cordon visible, souvent façonné par une bague. Cette chaleur dépasse le diamètre du goujon. Sur une tôle mince, la contraction au refroidissement tire une cuvette peu profonde dans le panneau. Vous pouvez serrer plus fort. Vous pouvez souder par étapes. Vous pouvez le rattraper avec une matrice de planage. Vous luttez toujours contre la physique : le métal chaud se dilate, puis se rétrécit contre une contrainte plus froide.
La soudure à décharge de condensateur (CD) inverse le profil. Décharge en millisecondes. Goujons de petit diamètre. Elle peut se lier à des tôles jusqu’à environ 0,5 mm sans percer car l’énergie est brève et localisée. Pas de bague. Marquage minimal au verso. Sur des panneaux esthétiques minces, la CD laisse souvent la face A suffisamment propre pour expédition.
Mais voici le piège. L’enveloppe de résistance de la CD est liée au diamètre du goujon et à l’épaisseur de la tôle. Elle est excellente pour de petits goujons dans un matériau mince car l’action de forge rapide crée un lien solide sans fusion excessive. Poussez vers des diamètres plus grands ou des charges structurelles plus épaisses, et vous dépassez le procédé. L’arc tiré peut produire une fusion complète où la soudure est plus forte que le goujon lui‑même. La CD ne peut pas magiquement évoluer vers cela sans augmenter la chaleur — et alors vous revenez à la distorsion.
Ainsi vous échangez la capacité de pénétration et de taille du goujon contre le contrôle thermique. La face esthétique peut survivre à la CD. Les exigences structurelles peuvent ne pas. Avec l’arc tiré, la structure gagne et le panneau paye par la déformation.
À ne pas utiliser si :
Si la chaleur est la taxe de la fusion, et si nous évitions complètement de fondre ?
| Aspect | Soudure à décharge de condensateur (CD) | Soudure à arc tiré |
|---|---|---|
| Apport de chaleur | Millisecondes de décharge ; chaleur fortement localisée | Temps d’arc plus long ; apport de chaleur total plus élevé |
| Impact visuel du côté A | Marquage minimal ; souvent suffisamment propre pour l’expédition | Traces visibles ; risque de déformation de surface |
| Adaptation pour tôle fine | Efficace jusqu’à environ 0,5 mm sans brûlure | Risque de gauchissement et de déformation sur tôle mince |
| Capacité de diamètre de goujon | Idéal pour les goujons de petit diamètre | Adapté aux goujons de plus grand diamètre |
| Résistance de fusion | Liaison solide pour petits goujons ; évolutivité limitée | Fusion complète possible ; la soudure peut dépasser la résistance du goujon |
| Risque de déformation | Faible en raison de la chaleur courte et localisée | Plus élevé à cause de l’imprégnation thermique et de la contraction au refroidissement |
| Nécessité de la ferrule | Aucune ferrule requise | Utilise généralement une ferrule en céramique pour façonner la soudure |
| Marquage du revers | Minime | Marquage et déformation possibles |
| Capacité de charge structurelle | Limitée par le diamètre du goujon et l’épaisseur de la tôle | Mieux adaptée aux charges structurelles lourdes |
| Compromis | Préserve la face esthétique mais limite l’enveloppe structurelle | Optimise la résistance structurelle mais risque de déformation du panneau |
| À ne pas utiliser si | De gros goujons ou des charges lourdes sont nécessaires ; la demande structurelle dépasse les limites du CD | Le panneau fait <1,0 mm d’épaisseur avec une tolérance stricte de planéité ; la déformation est inacceptable |
| Sensibilité au bridage | Moins dépendant d’un bridage rigide | Nécessite un bridage rigide pour réduire la déformation |
| Finition après soudage | Souvent inutile | Peut nécessiter un redressage ou une retouche |
J’ai mis au rebut un lot de panneaux de 1,0 mm taraudés en M5 × 0,8 directement dans la tôle. Un seul pas d’engagement. Peut‑être un peu plus d’un tour et quart si l’on avait de la chance avec la direction des bavures. Premier contrôle de couple à 6 N·m, et les filets se sont écrasés.
Ce que vous verrez sous la tête n’est pas une rupture nette de filetage. C’est la tôle qui s’écarte en coin, le matériau qui s’écrase devant le flanc du filet et la pièce qui tente de se mettre en biais sous la charge.
Nous avons donc ajouté une extrusion emboutie — poinçonner et former un col avant le taraudage. Même épaisseur de tôle, mais le matériau est maintenant étiré vers le bas d’environ 1,5 à 2,0 mm, donnant deux à trois filets complets au lieu d’un seul. Aucun élément rapporté. Pas de chaleur. Le chemin de charge reste dans le métal d’origine.
Est‑ce que cela double la résistance ? Pas automatiquement.
L’extrusion s’amincit en s’étirant. La paroi est écrouie. Si le jeu poinçon/matrice est incorrect ou si le matériau a une faible ductilité, on obtient des microfissures à la racine du col. Vos “ filets supplémentaires ” reposent alors sur un tube fendu. Sous charge cyclique, cette fissure est un coup de pistolet de départ.
Mais quand la mise en forme est maîtrisée — jeu poinçon/matrice correct, ductilité suffisante, lubrification appropriée — le col crée une véritable zone de cisaillement. Au lieu d’un seul pas résistant à l’arrachement, plusieurs flancs engagés partagent la charge. L’effort reste en appui et en cisaillement dans le même matériau, non à travers une interface soudée ou le corps effondré d’un insert.
Et il n’y a pas de zone affectée par la chaleur. Pas de déformation par retrait. La face esthétique reste plane car elle n’a jamais été fondue.
À ne pas utiliser si :
Les extrusions paraissent parfaites sur le papier. Mais elles ne sont pas gratuites.
Une presse à outil progressif fonctionnant à 300 coups par minute se moque de la théorie. Elle se soucie de la durée de vie des arêtes.
Nous avons ajouté une station d’extrusion sur un panneau à grand volume pour éliminer les écrous soudés. Le premier mois, tout semblait brillant. Aucune déformation de soudure. Assemblage plus rapide. Puis les jauges de filetage ont commencé à échouer de façon sporadique. La hauteur du col a dérivé vers le bas.
Le poinçon s’était usé.
Former un col signifie pousser le matériau plastiquement au‑delà de sa limite d’élasticité à chaque cycle. Le nez du poinçon subit une forte pression de contact et du glissement. En s’usant, la hauteur d’extrusion baisse de quelques dixièmes de millimètre. Cela fait la différence entre trois filets complets et deux et demi. Votre marge de couple s’évapore lentement, pas de manière catastrophique. Difficile à détecter sans mesure en cours de procédé.
Comparez cela au soudage d’un écrou lors d’une opération secondaire. L’usure de l’outillage se déplace vers les électrodes ou les bagues, pas vers une matrice progressive à 20 stations où chaque heure d’arrêt coûte une fortune. Autre centre de coûts. Autre mode de défaillance. Même question de chemin de charge.
Le temps gagné sur la quincaillerie peut réapparaître en maintenance et en rebut quand la matrice se désaccorde. L’assemblage se moque de savoir si vous avez payé dans une cellule de soudure ou en affûtage de poinçons. Il se soucie uniquement de savoir si l’engagement du filetage et les propriétés du matériau correspondent à ce que le plan supposait.
La décision n’est donc pas “ écrou soudé ou extrusion ”. La vraie question est : où voulez‑vous gérer la variabilité — dans l’apport de chaleur et la distorsion, ou dans l’usure de formage et le contrôle de la hauteur ?
Parce que, dans tous les cas, vous n’achetez pas une marchandise. Vous êtes en train d’ingénier un axe de charge à travers une fine tôle. Et la fine tôle n’oublie jamais ce que vous lui avez fait.
Vous demandez maintenant un système, pas un autre tableau comparatif. Avec tous ces compromis — chaleur contre usure de formage, fusion contre écoulement à froid — comment décider quoi placer où, et quand ?
Voici la partie que la plupart des plans ignorent : même le bon élément de fixation échouera si vous violez la séquence nécessaire à sa survie.
J’ai vu un écrou auto-clinquant parfaitement spécifié tourner dans un panneau de 1,2 mm parce que quelqu’un l’avait déplacé de 3 mm plus près du bord pour dégager un relief de pliage. Même numéro de pièce. Même presse. Même spécification de couple. La différence tenait à l’emplacement et au moment. La tôle n’avait nulle part où s’écouler.
Les éléments de fixation ne sont pas des pièces. Ce sont des axes de charge taillés dans un asphalte fin. Si vous coulez la route avant d’avoir compacté la base, les fissures n’apparaissent qu’à l’arrivée du trafic.
Alors, avant de débattre entre goujons soudés, profilés ou inserts, verrouillez trois limites : la distance au bord, l’ordre de finition et l’accès au service. En enfreindre une seule, et votre joint “ solide ” devient un coûteux ticket de rebut futur.
Nous avons fait passer des panneaux galvanisés de 1,0 mm dans une presse à clinchage à trajectoire contrôlée, confiants dans la distance minimale au bord du catalogue — jusqu’à ce que le coin de chaque cinquième panneau se recourbe comme une chips.
Sur le papier, la distance au bord est géométrique : 1× le diamètre, 1,5× pour un matériau revêtu, peu importe ce que dit le tableau. En réalité, elle est dynamique. La presse se moque de votre dessin ; elle applique une force jusqu’à remplir la sous-coupe. Si l’épaisseur de la tôle varie de +0,1 mm sur une bobine et la hauteur de tête du fixateur de +0,05 mm, cet empilement supplémentaire doit aller quelque part. Près d’un bord, il se traduit par une flexion du panneau.
C’est le multiplicateur que personne n’écrit.
Les trous découpés au laser aggravent la situation. La zone affectée thermiquement au bord de ce trou peut être plus dure que ce pour quoi le fixateur est conçu. La presse doit alors exercer plus de force pour déplacer le matériau dans la sous-coupe. Plus de force signifie plus de contrainte radiale. Plus de contrainte radiale près d’un bord signifie que la tôle se soulève au lieu de s’écouler. Ce que vous verrez sous la tête ne sera pas une rupture propre du filetage ; ce sera un verrouillage peu profond, sous-rempli, et un panneau qui a déjà subi une déformation plastique avant même de voir la charge en service.
Et si vous serrez des empilements dissemblables ? Placez la tôle la plus dure du mauvais côté et le poinçon perce au lieu de former. Vous n’obtenez pas une dégradation progressive. Vous obtenez un joint à moitié formé qui passe l’inspection visuelle et échoue en pelage à la moitié de la charge attendue — ce qui, soit dit en passant, est déjà environ la moitié d’un point de soudure comparable en traction ou en pelage.
La distance au bord n’est pas un nombre. C’est une marge pour la variabilité de la force, de la dureté et de l’épaisseur.
À ne pas utiliser si :
Si la distance au bord sert à donner au matériau un espace pour se déplacer, que se passe-t-il lorsque la chimie s’en mêle ?
J’ai vu 400 pièces de matériel revenir du placage avec des filetages qui donnaient l’impression d’avoir été remplis de sable.
Installer avant le placage et le bain chimique recouvre tout — y compris l’interface en retrait d’un écrou serti ou le moletage d’une tige filetée. Ce revêtement ajoute de l’épaisseur. Des microns, oui. Suffisant pour modifier le comportement couple–tension sur de petits filetages ? Oui aussi. Sur une tôle mince, la perte de précharge apparaît rapidement, car la tôle se déforme avant que le fixateur ne cède.
Installer après le placage et vous perforez votre barrière anticorrosion. Maintenant, la voie de charge présente des épaulements en acier nu. Si l’accessoire déplace le revêtement lors de l’installation — et la plupart le font — vous avez créé un anneau de matériau exposé exactement à l’endroit où les contraintes de compression sont les plus élevées. La corrosion adore les concentrateurs de contraintes.
Et il y a l’enchaînement avec la chaleur. Si vous soudez après le revêtement, vous le brûlez. Si vous revêtez après soudage, vous pariez que votre procédé nettoie parfaitement chaque halo de soudure et chaque éclat de projection pour que la finition adhère. En manquer un, et la corrosion démarre sur la ligne de fusion — précisément là où votre confiance structurelle était la plus forte.
Ainsi, la question n’est pas “ avant ou après ”. C’est : quelle interface peut tolérer un changement dimensionnel, une accumulation de revêtement, ou une brûlure sans modifier la trajectoire de charge ?
À ne pas utiliser si :
Vous pouvez respecter toutes les spécifications de couple le premier jour et quand même concevoir un cauchemar pour la cinquième année.
Nous avons fixé une carte de contrôle sur des entretoises de 20 mm dans un boîtier de 1,2 mm et considéré que c’était bon parce que les valeurs d’arrachement semblaient correctes.
Six mois plus tard, le service terrain a commencé à remplacer les cartes. Les vis sont sorties. Les entretoises sont restées en place. La tôle autour d’elles ressemblait à une canette de soda écrasée.
Les vis sont toujours là.
Voici ce qui s’est passé. L’entretoise a créé une colonne. La trajectoire de charge allait de la tête de vis, le long de l’entretoise, jusque dans un petit anneau de tôle mince. Pendant l’entretien, les techniciens se sont appuyés sur la carte, ont arraché des connecteurs, ont trop serré lors du remontage. Chaque cycle a comprimé localement la tôle. Pas assez pour casser. Assez pour provoquer une déformation permanente. Une fois la tôle déformée, la précharge chute. Une fois la précharge tombée, les vibrations commencent à travailler l’assemblage. Maintenant, la tôle devient la barrière au lieu de la chaussée.
Concevoir pour le démontage signifie supposer que le joint subira plusieurs cycles de couple et des charges hors axe. La tôle mince ne récupère pas d’un écrasement localisé. Elle s’en souvient.
Vous élargissez donc l’empreinte de charge. Flasque plus large sous l’entretoise. Rondelle de renfort. Bossage embouti pour épaissir la section. Ou vous déplacez la charge vers un élément formé qui porte la compression dans le plan plutôt qu’à travers l’épaisseur.
Parce que le service n’est pas doux.
À ne pas utiliser si :
Les règles de placement ne sont pas de la paperasse. Ce sont des limites. Une fois qu’on les verrouille, le choix du fixateur se réduit rapidement — et c’est une bonne chose. La contrainte est ce qui transforme les compromis en une décision reproductible plutôt qu’en une supposition.
Vous êtes debout à un établi avec un panneau de 1,0 mm, une vis M5 dans une main, et trois pages de catalogue ouvertes dans l’autre. Chaque page dit “ adapté aux tôles fines ”. Chaque représentant dit “ fonctionne parfaitement ”. Et dans six mois, si vous vous trompez, les vis seront toujours là mais le panneau autour sera fichu.
Voici donc le chemin que j’enseigne aux juniors. Pas la marque d’abord. Pas la cote de résistance d’abord. Commencez par la tôle. Définissez la charge. Respectez l’accès. Dans cet ordre. Quand vous faites cela, le choix du fixateur cesse d’être une supposition et devient une conséquence.
J’ai vu un technicien tarauder des filets M4 dans de l’acier de 0,8 mm parce que “ c’est juste un support léger ”. Ça tenait sur l’établi. Sur le terrain, la vibration l’a desserré en quelques semaines. Ce que vous verrez sous la tête ne sera pas une rupture nette du filet ; ce sera des sommets écrasés et des crêtes aplaties là où il n’y avait à l’origine qu’un seul filet d’engagement.
Voici le mécanisme. Un filet métrique à pas gros a un pas. Si l’épaisseur de votre tôle vous donne moins d’un pas complet d’engagement, vous n’avez pas une colonne de filet — vous avez un mince anneau de matière déplacée. Cet anneau supporte la charge en appui, pas en véritable cisaillement le long du flanc du filet. Ajoutez un seul événement de surtension et la tôle se déforme. La précharge chute. Désormais, l’assemblage dépend d’une friction qu’il n’a plus.
Comme règle empirique que j’utilise sur le terrain :
Mais l’épaisseur seule n’est pas toute l’histoire. L’acier doux ductile à 1,0 mm se comporte très différemment de l’inox plus dur à 1,0 mm. Et si vous installez un écrou à riveter avec un outil spin/spin dans une tôle mince ductile, vous pouvez ovaliser le trou avant même que l’insert ne se fixe. Donc la vraie question n’est pas “ quel calibre est-ce ? ” mais “ combien de matière engagée ai-je réellement après la distorsion à l’installation ? ”
Si la tôle ne peut pas fournir un appui stable pour les filets, pourquoi discutons-nous de la qualité des vis ?
Nous avons monté une petite porte de coffret avec des inserts borgnes parce que nous avions besoin d’un accès pour l’entretien. Les valeurs statiques d’arrachement semblaient correctes. Puis les utilisateurs ont commencé à tirer la porte sur le côté. Charge en pelage. Un autre problème.
Le serrage statique signifie que vous vous souciez du maintien de la précharge. La tôle est comprimée sous la tête ou la bride de l’insert. Les tôles fines fluage. Si on perd la précharge, l’assemblage commence à glisser. Pour cela, des surfaces d’appui larges, des bossages formés, ou des écrous sertis avec un verrouillage solide dans la tôle offrent une meilleure résistance au desserrage par couple.
Le cisaillement dynamique — force latérale le long du plan — met la tôle en appui au niveau de la paroi du trou. Ici, le diamètre et la distance au bord comptent plus que la résistance du filet. Un écrou à riveter borgne peut être parfaitement adéquat si la charge est principalement dans le plan et que la déformation arrière est bien formée.
Le pelage est le tueur. Le pelage tente de tirer le fixateur en soulevant une tôle de l’autre. Les inserts borgnes qui comptent sur la déformation arrière et la friction sont généralement plus faibles en pelage qu’un écrou serti correctement installé ou une soudure. Si la géométrie de l’assemblage crée un bras de levier, vous ne testez plus la résistance à la traction — vous testez la façon dont cet accessoire s’ancre dans un matériau mince qui veut se plier.
Alors ne demandez pas, “ Quelle est la résistance de cet élément de fixation ? ” Demandez, “ Dans quelle direction la force essaie-t-elle de déchirer ma tôle ? ” Parce que cette direction peut faire basculer votre choix d’un insert aveugle à un clinch ou à une soudure en un instant.
Si la direction de la charge change la réponse, que se passe-t-il lorsque vous ne pouvez même pas atteindre l’arrière ?
Nous avions un cadre tubulaire fermé où le design insistait pour boulonner des supports à l’intérieur. “ Utilisez simplement un boulon structurel aveugle. ” Sur le papier, parfait. En réalité, le jeu interne permettait à peine à la rondelle de se retourner et de s’asseoir. La moitié d’entre eux se sont mis de travers. Quelques-uns ne se sont jamais complètement déployés. Ils ont passé le contrôle initial de couple. Ils n’ont pas passé l’épreuve du temps.
L’accès aveugle ne signifie pas seulement “ un seul côté ”. Cela signifie :
Joint permanent ? Une soudure ou un matériel à clinch peut vous offrir un chemin de charge plus direct dans le métal d’origine.
Joint démontable ? Les écrous à rivet aveugle sont séduisants — mais acceptez que l’arrachement et la résistance au couple soient probablement inférieurs à une solution à clinch dans la même épaisseur.
Demande structurelle élevée dans des sections fermées ? Parfois la réponse honnête est que la soudure reste la référence car le matériel alternatif ne peut pas reproduire son chemin de charge sans accès interne que vous n’avez pas réellement.
Les contraintes réduisent rapidement le champ. Et c’est bien là le but. La contrainte n’est pas une gêne ; c’est un filtre.
Une fois l’épaisseur, la charge et l’accès fixés, le matériel se choisit presque tout seul.
Voici le changement que je veux que vous reteniez.
Cessez de voir un écrou, un insert ou un goujon comme quelque chose qui “ remplit un trou ”. Commencez à le voir comme une autoroute pour la force. La tôle est un bitume mince. L’élément de fixation dirige le trafic — charge de serrage, cisaillement, pelage — à travers ce bitume. Si la sous-couche ne peut pas supporter le schéma de trafic que vous y envoyez, la chaussée se fissure, peu importe à quel point les boulons paraissent brillants.
L’épaisseur vous indique combien de chaussée vous avez. Le type de charge vous indique quel genre de trafic vous envoyez. L’accès et le cycle de vie vous indiquent où vous êtes autorisé à construire les bretelles d’accès.
Quand vous suivez cette séquence, vous cessez de magasiner des pièces et commencez à concevoir des joints. Et cela n’est pas évident parce que les catalogues vous habituent à comparer le matériel par taille et classe de résistance, plutôt que par la manière dont ils réécrivent la carte des contraintes à l’intérieur de 1,0 mm d’acier.
La chose à retenir est celle-ci : l’élément de fixation n’est pas le héros. La tôle l’est. Votre rôle est de choisir un matériel qui respecte les limites de la tôle et dirige la force de manière à ce qu’elle puisse durer des années, pas seulement pour un contrôle de couple le premier jour.
Une fois que vous commencez à réfléchir en termes d’autoroutes de charge plutôt qu’en remplisseurs de trous, vous ne regarderez plus jamais un panneau mince de la même manière.


















