

Kurulumdan üç ay sonra, muhafaza kapağı sarkmaya başlıyor. Vidalar hâlâ yerinde. Başları sıkı. Ama mandal artık hizalanmıyor ve bir vidayı çıkardığınızda, deliğin dişli çelik olmadığını görüyorsunuz — oval bir krater.
Daha azı için panelleri hurdaya çıkarmıştım.
Bir noktadan sonra sac metal vidalarını ataç gibi kullanmaya başladık: uyar mı, çalışır mı. Bu düşünce pahalıya patlar.
Bir kontrol paneli için 1,0 mm yumuşak çeliğe M4 diş açan bir genç tasarımcıyı izledim. “Üç dişimiz var,” dedi, kumpasını gururla göstererek. Kâğıt üzerinde bu, diş tutma gibi görünür. Sahada ise bu, geri sayımdır.
Çünkü o üç diş düşündüğünüz gibi yük taşımıyor. Vida nazik küçük helezoni raflardan sarkmıyor. Sacı aralayarak sıkıştırıyor, dişin önünde malzemeyi ezip, yük altında eğilmeye çalışıyor. İnce sac kibarca bozulmaz. Önce eğilir. Sessizce.
Peki o bağlantı gevşediğinde, aslında ne pes etti?

Yarım milimetreden daha ince, üst üste gelen iki sacı alın, bir kendinden delici vida ile bağlayın. Sıkın. Sağlam hisseder. Şimdi kesme yüküyle çekin.
Başın altında göreceğiniz şey temiz diş kesmesi değildir. Vida eğilir. Delik uzar. Malzeme gövdenin önünde, tıpkı bir kar küreyicinin önünde biriken kar gibi birikir. Bu, taşıma (bearing) hatasıdır — vida sacı ezip yerinden eder — genellikle eğilme ile birleşir.
Dişler sadece yolcu koltuğunda.
İnce sacda, sac zemin ve vida kamyon gibidir. Asfalt 10 mm kalınsa yükü yayar. 0,8 mm ise çukur oluşur ve çatlar. Buna “diş sıyırma” demek gerçek suç mahallini kaçırmaktır: ana malzeme, yük yolu baştan yanlış olduğu için akma sınırını aşmıştır.
Eğer deforme olan vida değil de sac ise, gerçekte ne kadar diş tutma (engagement) var?
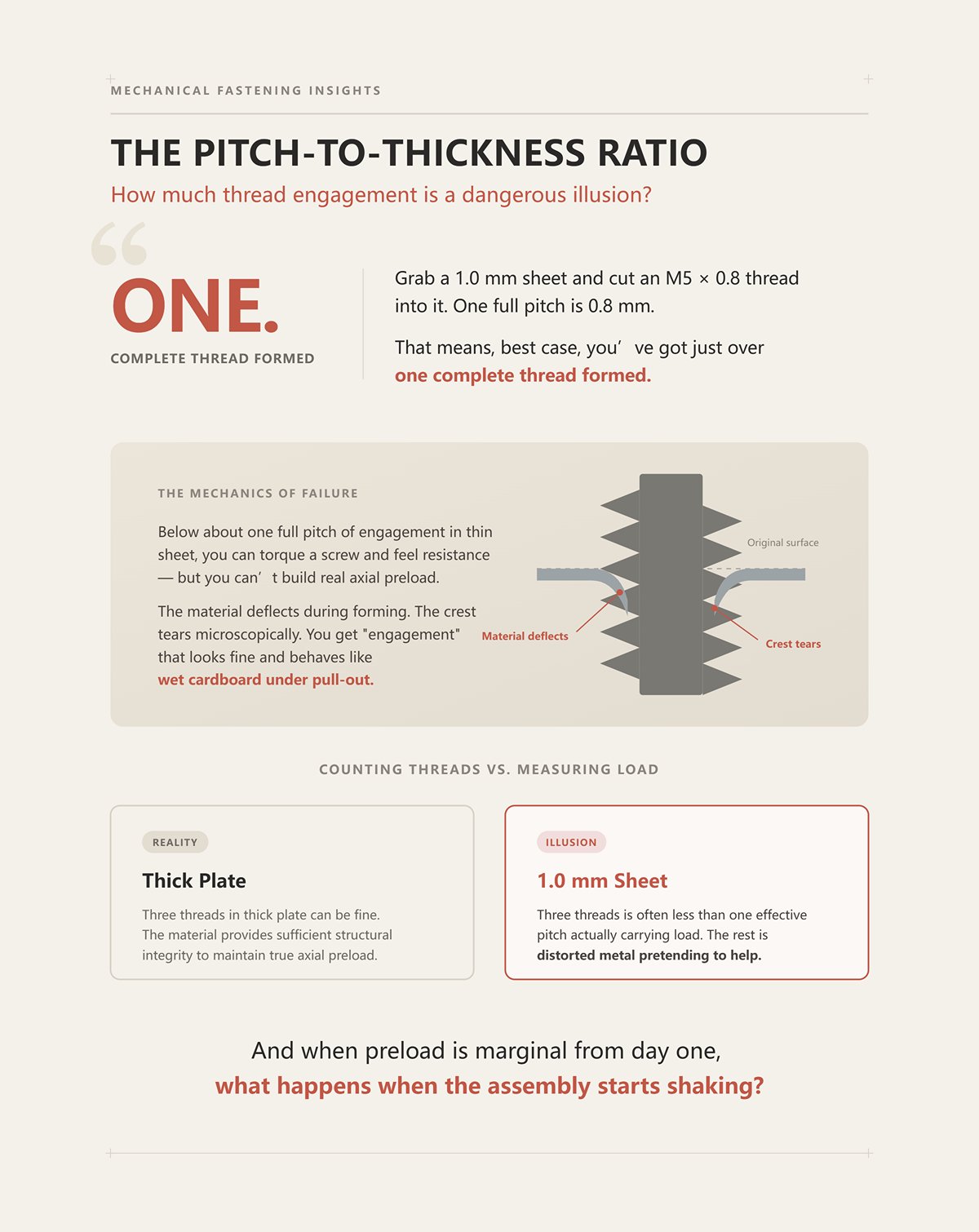
1,0 mm sac alın ve içine M5 × 0,8 diş açın. Bir tam hatve 0,8 mm’dir. Yani en iyi ihtimalle, biraz fazla bir tam dişiniz olur.
Bir.
İnce sacda yaklaşık bir tam hatve tutmanın altında, bir vidayı torklayıp direnç hissedebilirsiniz — ancak gerçek eksenel ön yük oluşturamazsınız. Malzeme, form sırasında eğilir. Tepe mikroskobik olarak yırtılır. “Diş tutma” elde edersiniz, kağıt üzerinde iyi görünür ama çekme testinde ıslak karton gibi davranır.
İşte yanılsama: yük kapasitesi ölçmek yerine diş saymak.
Kalın plaka içinde üç diş yeterli olabilir. 1,0 mm sac içinde üç diş genellikle yük taşıyan etkili bir hatveden daha azdır. Geri kalanı, yardım ediyor gibi yapan bozulmuş metaldir.
Ve ön yük ilk günden marjinal ise, montaj sallanmaya başladığında ne olur?
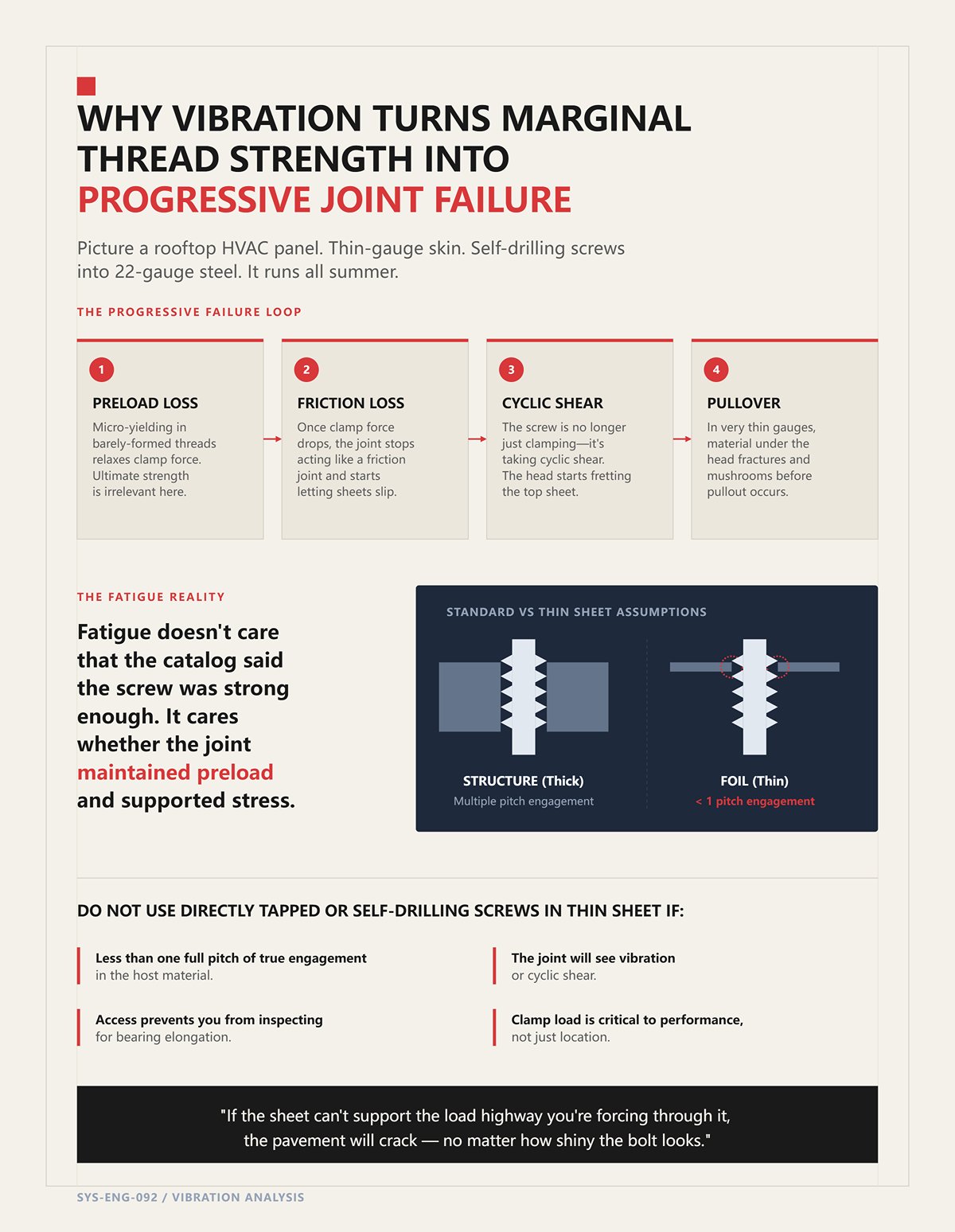
Bir çatı tipi HVAC panelini hayal edin. İnce sac kaplama. 22 numara çeliğe kendi kendine delinen vidalar. Yaz boyunca çalışır.
Titreşimin ilk saldırdığı şey nihai dayanım değildir. Ön yükü hedef alır. O zar zor oluşmuş dişlerdeki en küçük bir akma bile sıkma kuvvetini gevşetir. Sıkma kuvveti azaldığında bağlantı artık bir sürtünme bağlantısı gibi davranmayı bırakır ve levhaların kaymasına izin vermeye başlar.
Artık vida sadece sıkıştırma yapmaz — döngüsel kesme yükü taşır. Baş, üst levhayı aşındırmaya başlar. Çok ince kalınlıklarda, genellikle çekilmeden önce yırtılma (pulover) görülür: başın altındaki malzeme kırılıp mantarlaşır çünkü o ince çelik halkası bütün yükü taşımaktadır.
Yorulma, katalogda vidanın yeterince güçlü yazıyor olmasına aldırmaz. Bağlantının ön yükünü koruyup korumadığına ve levhanın yatak basınçlarını döngüden döngüye destekleyip desteklemediğine bakar.
Standart bağlantı elemanları, etraflarındaki malzemenin folyo gibi değil, yapı gibi davranacak kadar kalın olduğu varsayımına dayanır. İnce sac bu varsayımı bozar. Sessizce. Öngörülebilir şekilde.
Aşağıdaki durumlarda ince saclarda doğrudan diş açılmış veya kendi kendine delinen vidalar kullanmayın:
Zorladığınız yük yolunu sac destekleyemiyorsa, yüzey ne kadar parlak olursa olsun, asfalt çatlayacaktır.
Kâğıt üzerinde kusursuz görünen 1,2 mm kontrol kutusu panellerinden bir partim vardı. M6 kendinden kilitlemeli somunlarla belirtilmişti. Pres kuvveti ayarlanmıştı. Gelen kontrolde tork testi geçmişti. Son montaj hattına geldiğimizde somunların yarısı yerinde döndü.
Ne sıyrıldı ne de çekilip çıktı. Döndü.
Üretim hattının üst kısmında biri, taşıma sırasında ezilmeyi azaltmak için daha sert temperlenmiş bir sac kullanmaya geçmiş. Mühendisliğe kimse söylememiş. Pres hâlâ aynı kuvveti uyguluyordu. Somunlar yüzeyle sıfır oturuyordu. Ancak sac beklenildiği gibi akmadığından kilitleme halkası tam olarak oluşmadı. Böylece 400 adet dönme arızalı ürün üretmiş olduk.
İnce saclara vida sıkmak ile onlara perçinle kilitleme yapmak arasındaki fark budur. Kendinden kilitlemeli bir bağlantı elemanı, folyoya açılmış zayıf dişlere güvenmez. Sacı yeniden şekillendirir, böylece sac donanımın bir parçası haline gelir. Yük yolu artık diş yan yüzeylerine asılı kalmaz; soğuk şekillenmiş bir omzun arkasında kilitlenir. Sac artık asfalt değil, bariyer haline gelir.
Ama yalnızca metal gerçekten hareket ettiğinde.
Standart bir düz başlı perçin somun alın ve kesitine bakın. Başın hemen altında tırtıklı veya alttan oyulmuş bir halka vardır. Montaj sırasında, paralel bir zımba somunu, şafttan biraz daha büyük delinmiş bir deliğe zorlar. Sac yerel olarak akar ve bu oyuk içine radyal olarak dolar.
Kesme yok. Talaş yok. Sadece plastik deformasyon.
Bu yerel akma, soğuk akıştır — oda sıcaklığında kalıcı yeniden şekillenmedir. Malzeme oluğa doğru yer değiştirir ve oraya oturduğunda, oradan çıkmanın tek yolu, o sac halkayı kesmek veya çekme ile koparmaktır. Artık yük yolunuz birkaç kırılgan diş tepesi değil. Tam 360 derecelik mekanik bir kilitlemedir.
Çekip çıkarma sırasında, direnç alanı yaklaşık olarak alt kesitin çevresi ile yer değiştirmiş sacın kalınlığının çarpımına eşittir. Çapı iki katına çıkarırsanız, kesme çevresini de iki katına çıkarırsınız. Kalınlığı artırırsanız, direnç alanını doğrusal olarak artırırsınız. Bu, tasarım yapabileceğiniz bir matematik.
Ancak çoğu kataloğun vurgulamadığı şey şu: sacın akma kabiliyeti sınırlıdır. Yaklaşık 1,0 mm’nin altındaki ince kalınlıklarda, özellikle yüksek dayanımlı çeliklerde, delik etrafındaki yerel deformasyon şekillendirme sınırına yaklaşabilir. Malzemenin dengesiz bir şekilde yığıldığı, bir tarafın incelip soğuk sertleştiği perçinleme bölgelerinde kısmi burkulmalar gördüm. Titreşim altında, o sertleşmiş hilal ilk önce çatladı.
Soğuk akış, malzemeyi dönmeye ve çekilmeye karşı direnç gösteren bir geometrik şekle yeniden dağıtarak mukavemet oluşturur. Ancak soğuk akış aynı zamanda sünekliği tüketir. Fazla zorlarsanız — çok ince bir saçta çok büyük bir bağlantı elemanı — tutmayı umduğunuz malzemenin boyun vermesine neden olursunuz.
Bu yüzden gerçek soru “Perçinleme kalınlık ekler mi?” değil. Eklemez. Gerçek soru şu: sacınız, yeniden şekillendirmeye dayanacak ve yine de servis yüklerini taşımaya devam edecek kadar süneklik rezervine sahip mi?
İlk önce hangi metalin akması gerekiyor?
Bir perçin somununu 5052-H32 alüminyuma bastım ve tereyağı gibi oturduğunu gördüm. Aynı somunu önceden soğuk şekil verilmiş yüksek dayanımlı düşük alaşımlı çeliğe bastığımda, montaj kuvveti ciddi şekilde arttı, pres saptı ve somun birkaç binde bir çıkıntılı kaldı.
Kural basit ve serttir: sac akmalı; bağlantı elemanı akmamalıdır.
Kendinden perçinli bağlantı elemanları, ana sacdan belirgin şekilde daha sert olacak şekilde ısıl işlem görür. Zımba bastığında, sac alt kesite doğru akar, bağlantı elemanı ise geometrisini korur. Bu hiyerarşiyi tersine çevirirseniz — daha sert bir sac, daha yumuşak bir bağlantı elemanı — sac oluğu doldurmak yerine oluk yayılır veya sac neredeyse hiç hareket etmez. Sonuç, sadece kozmetik bir oturma ve gerçek bir kilit olmamasıdır.
Şekillendirme çalışmalarından elde edilen veriler, ön soğuk şekillendirmenin gerekli montaj kuvvetini –30¹ oranında artırabildiğini ancak eklemin mukavemetinde orantılı kazanç sağlamadığını göstermektedir. Bu ekstra kuvvet size tutunma gücü kazandırmaz; artık şekil değiştirmek istemeyen bir malzemeyle mücadele edersiniz. Presi zorlarsınız, panel deformasyonu riski alırsınız ve yine de daha derin bir kilitleme elde edemezsiniz.
Ve doğru bir oturma elde ettiğinizde bile, delik çevresinde soğuk şekil verilmiş bir bölge oluşturmuş olursunuz. Kalıcı gerilmeler orada yaşar. Demir içeren saclarda, özellikle presleme sırasında kaplamalar zarar görmüşse, o gerilimli halka bir korozyon başlangıç noktası haline gelebilir. Dış mekân panolarında, her pas lekesinin bir perçin somunu çevresinden başladığını gördüm.
Metalin işi yapmasını sağlamak güçlüdür. Ama bedelsiz değildir.
Peki tüm bu yeniden şekillendirme ne zaman gerçekten bir perçin ya da gevşek bir somundan daha üstün olur?
Bir motor montajı için M5 diş gerektiren 1,5 mm’lik çelik bir braketi gözünüzde canlandırın. Seçenek bir: delik aç, cıvata ve gevşek somun kullan. Seçenek iki: kör perçin artı dişli perçin somunu. Seçenek üç: kendinden perçinli somun.
Gevşek somunla, sıkma yükünüz gayet iyidir — biri arka taraftan tutabildiği ve ön yükü hiç kaybetmediğiniz sürece. Ancak saclar arasındaki kesme kapasiteniz hâlâ sıkma kuvvetinden kaynaklanan sürtünmeye bağlıdır. Titreşim altında ön yükü kaybederseniz, cıvata eğilme görmeye başlar. Cıvatalar hâlâ oradadır ama birleşim artık aynı değildir.
Bir kör perçin size katı bir kesme mukavemeti sağlar çünkü gövde deliği doldurur, ancak yeniden kullanılabilir diş elde edemezsiniz. Dişli bir perçin somunu eklerseniz, şimdi ince duvarın deliğe karşı genişlemesine bağımlı hale gelirsiniz. İnce sacda, bu genişleme genellikle yerel bombe oluşumuna yol açar. Baş altındaki görünüm temiz bir diş kesmesi değildir. Deforme olmuş bir delik etrafında taşıma deformasyonu görürsünüz.
Doğru şekilde belirtilmiş bir perçin somunu denklemi değiştirir. Çekme mukavemetiniz, kilitlenmiş halkanın kesme alanına bağlıdır. Tork dayanımınız, sac içine gömülü tırtıklı veya dişli alt kesitin çapına ve şekline bağlıdır. Ve dişler tam kalınlıklı sertleştirilmiş çelikte olduğu için, gerçekten yapısal bir ön yük elde edersiniz — yapıyormuş gibi görünen tek adımlık bir diş değil.
Tekrarlanan montajlarda — servis panelleri, elektronik şasiler, motor kapakları — bu kombinasyon önemlidir. Spesifik torka kadar sıkabilir, söküp yeniden takabilirsiniz ve yük yolu, fedakâr sac dişlerinde değil, sertleştirilmiş bağlantı elemanında kalır.
Ancak sıkıştırma iki şey gerektirir: kilidi oluşturmak için yeterli süneklik ve montaj sırasında paralel bir pres için erişim. Süneklik yoksa, kilit yoktur. Pres erişimi yoksa, montaj yoktur.
Dolayısıyla, açık, şekillendirilebilir saclarda yük yolunu sabitleyen yöntem, yalnızca tek tarafınız ve pres için yeriniz olmadığında sizi yine de çaresiz bırakır.
Metali akıtamayacağınız, çünkü desteklemek için arka tarafa bile ulaşamayacağınız durumlarda ne yaparsınız?
Bir keresinde toz boyalı bir muhafaza sahadan geri geldiğinde, tüm M6 bağlantı elemanları hâlâ spesifik tork değerindeydi — ama her bir yiv yerinde dönüyordu. Vidalar sıkıydı. Panel ise hurdaydı. Arkadan prese erişimimiz olmadığından perçin somunları tercih ettik. Elle kullanılan bir aletle monte edildi. Üretim sürdü. Üç ay sonra, bir teknisyen anahtarla bastırdı ve yiv kendi deliğini işledi.
Kilit sıkıştırma yapamadığınızda ödediğiniz bedel budur. Kör bir yiv, sacı sertleştirilmiş bir alt kesite doğru yeniden şekillendirerek soğuk akış kilidi oluşturmaz. Kendi üzerine çöker, panelin arkasında mantar şeklinde genişler ve ince malzemeyi başı ile şişmiş gövdesi arasında sıkıştırır. Sacı ayırır, diş arkasındaki malzemeyi ezer ve yük altında eğilmeye çalışır. Yük yolu artık yer değiştirmiş çelikten oluşan bir halka değildir. Sürtünme, yataklama ve montaj sırasında oluşturduğunuz deformasyondan ibarettir.
Yani soru “Tutar mı?” değil. Şudur: hangi kuvvet altında önce bırakır?
1,2 mm yumuşak çelikten bir panel düşünün; bir M5 perçin somun bir braketi tutuyor. Birisi üzerine 20 lb’lik bir bileşen asıyor. Yerçekimi katalog değerlerinizle ilgilenmez. Eklemin yüzeyinde bir moment oluşturur. Bu moment iki bileşene çözülür: gövde boyunca kesme kuvveti ve yivi dışa doğru çeken çekme kuvveti.
Tam kesme durumunda — braket panele sıkıca oturmuş, yük paralel kayıyor — perçin somun gövdesi delik duvarına dayanır. Direnç alanı yaklaşık olarak yansıtılmış gövde alanı × sac kalınlığı kadardır. Delik sıkıysa ve gövde tamamen genişlediyse, kesme dayanımı fena değildir. Sacı uzatmasını istemezsiniz, yataklama yükü alırsınız.
Şimdi mesafe ekleyin. Bir ayırıcı. Bir conta. Düz oturmayan bükülmüş bir braket. O 20 lb yük artık saf kesme değildir. Yiv başında çekme kuvveti oluşturur. Kopma direnci artık arka tarafta kavrayan şişkin lobun ve baş ile şişme kısmı arasında sıkışan ince sac halkasının kesme alanına bağlıdır.
İşte burada montaj sessizce her şeyi belirler. Bir perçin somunu fazla ayarlarsanız — çok fazla stroka, çok fazla kuvvete maruz kalırsa — çöken bölümü inceltirsiniz veya dişli gövde ile şişme kuyruğu arasındaki geçişi çatlatırsınız. Önden mükemmel görünen, ancak düşük hizmet yüklerinde içten ayrılan yivler gördüm. Bu, kopma arızasına benzer, ancak kök nedeni yük değil, strok kontrolüdür.
Gerçek arıza kendini temiz bir diş kesmesi olarak nadiren gösterir. Başın altında göreceğiniz şey temiz diş kesmesi değildir. Panelde hafif bir çukurlaşma, kaplamada halka şeklinde çatlama ve yivin eğilmeye başladığına dair hafif bir iz göreceksiniz. Sac önce akma sınırına ulaştı çünkü yük yolu, şekillendirilmiş bir kilide değil, sıkıştırmaya ve yerel yataklamaya dayanıyordu.
Yani hangi kuvvet hâkimdir? Geometriyle istemeden tanıttığınız kuvvet. Bağlantıyı sıkı ve düzgün tutarsanız, kesme kontrolü sağlayabilir. Eksantriklik eklerseniz, kopma sınır durumunuz olur — genellikle yivin “maksimum kopma” değerinin çok altında yüklerde.
Peki hizmet yükü yivi çekmeye değil de döndürmeye çalıştığında ne olur?
Bir keresinde kaplama spesifikasyonumuzu çinko kaplamadan e‑coat’a değiştirdik, delik toleransına dokunmadık. Aynı nominal çap. Aynı yuvarlak gövdeli perçin somun. İlk üretim serisi, 400 parça. Yarısı montaj sırasında döndü.
Tork anahtarıyla ilgili hiçbir sorun yoktu. Sorun basitti: düzgün yuvarlak gövde, düzgün bir delikte, üstelik önceye göre daha sert bir malzemede. Yivin dönmeye karşı direnci, sürtünmeden ve duvara tutunan tırtıklı kısımlardan gelir. Yivi çökertmek ve yerleştirmek için gereken tork, bu dönme direncini aşarsa, yiv oturmadan önce döner. Artık deliği iş sertleştirmiş ve duvarı parlatmışsınızdır. Sonraki yivin dönme olasılığı daha da artar.
Yüksek hizmet torku daha kötüdür. Diyelim ki bir kapağa 8–10 N·m sıkma gerekir diye M6 yiv kullandınız. Gerekli tork, o sac kalınlığında yivin dönme direncini aşarsa, önce sac değil — yiv kendi deliğini işler.
Yuvarlak gövdeler, genleşmenin duvar temasını anlamlı şekilde artırdığı daha yumuşak malzemelerde ve daha kalın saclarda çalışabilir. 1,5 mm'nin altındaki sert çeliklerde, arayüzü değiştirmedikçe şansa kalmışsınız demektir: zımbalanmış altıgen deliklerde altıgen gövdeli insert’ler, doğru boyutlandırılmış deliklerde yivli gövdeler veya dönmeye karşı kilit yaratmak için bombe gibi ikincil özellikler. Ve bu özellikler sıkı delik kontrolü gerektirir. Lazer kesimle ondalık milimetre kadar fazla açarsanız, dönme önleyici özelliğiniz sadece görsel olur.
Bir başka tuzak: ofset montaj. Eğer insert başı panele tam olarak oturmuyorsa — hafif çapak, hafif eğrilik — dönme ve çekilip çıkma riskini birleştirirsiniz. Baş yükü düzgün paylaşmadığı için, tork insert’ü eğmeye çalışırken, çekme kuvveti onu çekip çıkarmaya çalışır. Üretimde kontrollü kuvvet‑mesafe izleme olmadan bunu fark edemezsiniz. El aletleriyle çalışan bir atölyede bu değişkenlik gerçektir.
Kör insert’ler erişim sorununu çözer. Ancak süreç hassasiyeti ekler. Delik boyutu, malzeme sertliği ve montaj strokunu kontrol edemiyorsanız, bir bağlantı tasarlamıyorsunuz demektir. Sürtünmenin sizi kurtarmasını umuyorsunuz.
Kullanmayın Eğer:
Eğer kör dişler bu kadar hassassa, belki de dişlere hiç ihtiyacınız yoktur.
Aynı flanş boyunca M6 perçin somunlarını, bir sıra 4,8 mm alüminyum kör perçinle karıştıran tasarımcılar gördüm. Yük altında, masif cıvatalar tuttu. Kör perçinler önce gevşedi. Bağlantı en zayıf bağlantı elemanından dışa doğru açıldı ve yük aniden kalan noktalara bindi.
Standart açık uçlu kör perçinler hafif kesme ve kaplama için uygundur. Mandra kırılır, geride çoğunlukla taşıma ile kesmeye direnen içi boş bir gövde kalır. Çekmede, özellikle de geniş deliklerde, önce genişleyip sonra ince sacdan çok az uyarı ile çekilip çıkarlar.
Yapısal perçinler — kapalı uçlu, mandrası kilitli, daha yüksek kesme dayanımı — denklemi değiştirir. Tutulan mandra kesme kapasitesini ve çekme dayanımını artırır, gövde genişlemesi daha kontrollüdür. Sadece kalıcı sıkma ve servis edilebilir diş gerektirmeyen bağlantılarda, yapısal bir perçin küçük bir perçin somunundan daha iyi performans gösterebilir çünkü yük yolu doğrudandır: gövde kesmede, yüzey yatakta, sıyrılacak iç diş yoktur, torkun dönmeye sebep olma ihtimali yoktur.
Yükseltme, bağlantı dinamik kesme veya titreşim gördüğünde ve sökme ihtiyacı olmadığında haklıdır. Diş kolaylığını yük netliği pahasına kovaladığınızda ise mantıklı değildir. Yapısal bir perçin, bir insert’e giren cıvata gibi ayarlanabilir ön yük sağlamaz, ama aynı zamanda anahtarla döndürülmez çünkü ortada döndürülecek bir şey yoktur.
Kullanmayın Eğer:
Tek taraflı erişim taviz gerektirir. Perçin somunları ve kör insert’ler haklı olabilir — ancak yalnızca çökmeleri, tork limitleri ve montaj kontrolleri bir sacda yatak gibi eşleşmişse.
Bu değişkenleri kontrol edemiyorsanız, bir yük yolu mühendisliği yapmıyorsunuz demektir.
Sadece bir boşluğu dolduruyorsun.
Bir çatı muhafazası, boyadan M8 bağlantı noktalarının etrafında hafif bir yağ tenekesi dalgalanmasıyla geri geldi. Vidalar hâlâ yerindeydi. Kapaklar sıkıydı. Ama floresan ışık altında, her kaynak somunun etrafında 25 milimetre genişliğinde bir hale görebiliyordunuz.
O dalgalanma kozmetik bir şanssızlık değildi. Bu, ısıdan etkilenen bir bölgeydi — sacın dönüşüm sıcaklığının üzerine çıkarıldığı ve tekrar soğuduğu yerel bölge. Tane yapısı değişti. Kalıcı gerilmeler kilitlendi. Panel, fikstür onu serbest bıraktıktan uzun süre sonra kaynak işlemini hatırladı.
Eğer kör insertler delik boyutu ve torka karşı çok hassassa, sonraki içgüdü kaynaklı donanımdır. “Sadece üzerine bir somunu kaynat.” Temiz yük yolu. Dönmeme. Kontrol edilmesi gereken bir çökme hareketi yok. Ancak artık yük otoyolunuz, eritilmiş, küçülmüş ve sabitlenmiş metalden geçiyor. İnce sacda, 1,0–1,6 mm, bu küçülmenin saklanacak yeri yoktur. Yol tabanını bozar.
Yani gerçek soru, bir kaynak somunun kağıt üzerinde bir perçin somundan güçlü olup olmadığı değil. Sorun, panelin ısıdan başka bir yerde bedel ödemeden — düzlüğü, kozmetiği veya yorulma ömrü — kurtulup kurtulamayacağıdır.
Titreşim gören bir braket için 1,2 mm soğuk haddelenmiş malzeme üzerinde çekişli ark saplamaları denedik. Büyük güç kaynağı. Eritilmiş havuzu tutmak için seramik halkalar. Güzel füzyon. Yıkıcı testte bir saplamayı kopardığımızda, kaynak bozulmadan önce ana metal yırtıldı.
Ve her saplama A‑tarafında bir iz bıraktı.
Çekişli ark kaynağı daha uzun ark süreleri ve daha yüksek toplam ısı girişi sağlar. Genellikle bir halka ile şekillendirilen görünür bir köşe yapıyorsunuz. Bu ısı, saplama çapının ötesine yayılır. İnce sacda, soğurken olan büzülme panelde sığ bir çukur oluşturur. Daha sıkı kelepçeler yapılabilir. Sıralı kaynak dikişleri atılabilir. Düzleştirme kalıbıyla kovalanabilir. Ancak hâlâ fizikle mücadele ediyorsunuz: sıcak metal genişler, ardından daha soğuk kısıtlama karşısında büzülür.
Kondansatör deşarjı (CD) kaynağı profili tersine çevirir. Milisaniyelerlik deşarj. Küçük çaplı saplamalar. Enerji kısa ve yerel olduğu için yaklaşık 0,5 mm'ye kadar saclara yakmadan kaynağı yapılabilir. Halka yok. Minimum arka yüz izleri. İnce kozmetik panellerde, CD genellikle A‑yüzünü sevkiyat için yeterince temiz bırakır.
Ama işte sorun. CD’nin dayanıklılık sınırı saplama çapı ve sac kalınlığına bağlıdır. Hızlı dövme etkisi fazla erime olmadan sağlam bir bağ oluşturduğu için ince malzemede küçük saplamalar için mükemmeldir. Daha büyük çaplara ya da daha kalın yapısal yüklere doğru zorladığınızda süreç yetişemez. Çekişli ark, kaynağın saplamanın kendisinden daha güçlü olduğu tam füzyonu üretebilir. CD, ısıyı artırmadan buna sihirli şekilde ulaşamaz — ve o zaman tekrar deformasyona dönersiniz.
Yani ısı kontrolü için nüfuz etme ve saplama boyutu kapasitesinden ödün veriyorsunuz. Kozmetik yüz CD ile kurtulabilir. Yapısal gereksinim kurtulamayabilir. Çekişli arkta, yapı kazanır ve panel deformasyonla bedel öder.
Kullanmayın Eğer:
Eğer füzyon için ısı bir vergi ise, erimeyi tamamen önlesek ne olur?
| Boyut | Kondansatör Deşarjı (CD) Kaynağı | Çekişli Ark Kaynağı |
|---|---|---|
| Isı Girişi | Deşarj milisaniyeleri; oldukça lokalize edilmiş ısı | Daha uzun ark süresi; daha yüksek toplam ısı girişi |
| A‑Tarafında Görsel Etki | Minimum iz; çoğu zaman sevk için yeterince temiz | Görünür izler; yüzeyde potansiyel deformasyon |
| İnce Sac için Uygunluk | Yaklaşık ~0,5 mm’ye kadar etkili, delme olmadan | İnce sacda eğilme ve deformasyon riski |
| Saplama Çapı Kapasitesi | Küçük çaplı saplamalar için en iyisi | Daha büyük çaplı saplamalar için uygun |
| Kaynak Dayanımı | Küçük saplamalar için güçlü bağ; sınırlı ölçeklenebilirlik | Tam kaynak mümkün; kaynak saplama dayanımını aşabilir |
| Deformasyon Riski | Kısa, lokalize edilmiş ısı nedeniyle düşük | Isı etkisi ve soğuma büzülmesi nedeniyle yüksek |
| Pota Gereksinimi | Pota gerektirmiyor | Genellikle kaynağı şekillendirmek için seramik gaga kullanır |
| Arka Yüz İşaretleme | Asgari | Olası işaretleme ve deformasyon |
| Yapısal Yük Kapasitesi | Saplama çapı ve sac kalınlığı ile sınırlıdır | Ağır yapısal yükler için daha uygundur |
| Takas | Kozmetik yüzeyi korur ancak yapısal hacim sınırlıdır | Yapısal dayanımı en üst düzeye çıkarır ancak panelin eğrilme riskini artırır |
| Şu Durumlarda Kullanmayın | Büyük saplamalar veya ağır yükler gerektiğinde; yapısal gereksinim CD sınırlarını aştığında | Panel kalınlığı <1,0 mm ise ve düzlüğe tolerans sıkıysa; bozulma kabul edilemez olduğunda |
| Sıkıştırma Hassasiyeti | Katı sıkıştırmaya daha az bağlıdır | Bozulmayı azaltmak için katı sıkıştırma gerektirir |
| Kaynak Sonrası Bitirme | Genellikle gereksizdir | Düzeltme veya yeniden yüzey işlemesi gerekebilir |
1,0 mm panellerden oluşan bir partiyi, M5 × 0,8 dişleri doğrudan sac üzerine açarak hurdaya çıkardım. Sadece bir adım kadar diş mesafesi tutuyordu. Şanslıysanız çapak yönüne bağlı olarak bir buçuk adım oluyordu. İlk tork denetimi 6 N·m’de yapıldı ve dişler dağıldı.
Başın altında gördüğünüz temiz bir diş kesmesi olmayacak. Sacı yana doğru ayırıyor, diş yanağının önündeki malzemeyi eziyor ve yük altında eğilmeye çalışıyor.
Bu yüzden zımba ile delip şekillendirerek, diş çekmeden önce bir çıkıntı oluşumu ekledik. Aynı sac kalınlığı, fakat şimdi malzeme yaklaşık 1,5–2,0 mm kadar aşağı çekiliyor, böylece bir yerine iki ila üç tam diş elde ediliyor. İlave donanım yok. Isı yok. Yük yolu ana malzemenin içinde kalıyor.
Bu dayanımı iki katına çıkarır mı? Otomatik olarak değil.
Çıkıntı uzadıkça inceliyor. Duvar soğuk şekillendirme ile sertleşiyor. Zımba boşluğu yanlışsa veya malzemenin sünekliği düşükse, çıkıntının kökünde mikro çatlaklar oluşuyor. Artık “fazladan dişleriniz” yarılmış bir boru üzerinde duruyor. Döngüsel yük altında bu çatlak bir tabanca ateşleme sesi gibidir.
Ama şekillendirme kontrollü yapıldığında — doğru zımba‑kalıp boşluğu, yeterli süneklik, uygun yağlama — çıkıntı gerçek bir kesme alanı yaratır. Sıyrılmaya karşı tek bir adım yerine, yükü paylaşan birden fazla diş yanağına sahip olursunuz. Kuvvet, kaynaklı bir ara yüzeyden veya çökmüş bir insert gövdesinden geçmek yerine aynı malzeme içinde yataklama ve kesme yoluyla taşınır.
Ve ısıl etkilenmiş bölge yoktur. Büzülme kaynaklı deformasyon yoktur. Yüzey düz kalır çünkü onu hiç eritmediniz.
Kullanmayın Eğer:
Çıkıntılar kâğıt üzerinde temiz görünür. Ama bedava değildir.
Dakikada 300 strok vuran kademeli bir kalıp, teorinizle ilgilenmez. Kenar ömrüyle ilgilenir.
Kaynak somunlarını ortadan kaldırmak için yüksek hacimli bir panele bir çıkıntı istasyonu ekledik. İlk ay her şey harika görünüyordu. Kaynak distorsiyonu yoktu. Montaj daha hızlıydı. Sonra diş mastarları arada sırada başarısız olmaya başladı. Çıkıntı yüksekliği düşüş göstermeye başladı.
Zımba aşınmıştı.
Bir çıkıntı oluşturmak, her çevrimde malzemeyi akma sınırının ötesine plastik olarak itmek demektir. Zımba burnu yüksek temas basıncı ve kayma görür. Aşındıkça çıkıntı yüksekliği birkaç onda milimetre düşer. Bu, üç tam diş ile iki buçuk diş arasındaki farktır. Tork payınız yavaşça, felaket yaşanmadan buharlaşır. Süreç içi ölçüm olmadan fark etmek zordur.
Şimdi bunu, ikincil bir işlemde somunu kaynaklamakla karşılaştırın. Aşınma, elektrotlara veya burçlara kayar; dakikada 20 istasyon çalışan ve durma süresi saatte servet eden bir kademeli kalıba değil. Farklı maliyet merkezi. Farklı arıza modu. Aynı yük yolu sorusu.
Donanımdan tasarruf edilen zaman, kalıp ayar dışına çıktığında bakım işçiliği ve hurda olarak geri dönebilir. Birleşim, bedeli bir kaynak hücresinde mi yoksa zımba bileme işleminde mi ödediğinizi umursamaz. Sadece diş kenetlenmesinin ve malzeme özelliklerinin çizimde varsayılan şekilde olup olmadığını önemser.
Yani karar “kaynak somunu mu yoksa çıkıntı mı” değildir. Karar şudur: değişkenliği nerede yönetmek istiyorsunuz — ısı girdisi ve distorsiyonda mı, yoksa şekillendirme aşınması ve yükseklik kontrolünde mi?
Çünkü her iki durumda da bir emtia satın almıyorsunuz. İnce metalin içinden bir yük otoyolu inşa ediyorsunuz. Ve ince metal, ona ne yaptığınızı asla unutmaz.
Şimdi bir sistem istiyorsunuz. Başka bir karşılaştırma tablosu değil. Tüm bu ödünler — ısıya karşı şekillendirme aşınması, füzyona karşı soğuk akış — söz konusuyken, neyin nereye ve ne zaman gideceğine nasıl karar verirsiniz?
İşte çoğu baskının görmezden geldiği nokta: Doğru bağlantı elemanı bile, hayatta kalmak için gereken sırayı ihlal ederseniz, başarısız olur.
Birinin, bir kıvrım boşluğu açmak için 3 mm kenara yaklaştırdığı 1.2 mm’lik bir panoda, mükemmel şekilde belirtilmiş bir kendinden geçmeli somunun döndüğünü gördüm. Aynı parça numarası. Aynı pres. Aynı tork spesifikasyonu. Fark, yerleşim ve zamandaydı. Sacın akacak yeri yoktu.
Bağlantı elemanları parça değildir. Onlar ince asfaltta açılmış yük otoyollarıdır. Tabanı sıkıştırmadan yolu dökerseniz, çatlaklar ancak trafik gelince ortaya çıkar.
Bu yüzden kaynak saplamaları, ekstrüzyonlar veya insertler üzerine tartışmadan önce, üç sınırı netleştirin: kenar mesafesi, bitirme sırası ve servis erişimi. Bunlardan birini bile bozarsanız, “güçlü” bağlantınız gelecekte pahalı bir hurda fişine dönüşür.
Galvanizli 1.0 mm panoları, katalogdaki minimum kenar mesafesine güvenerek, yollu kontrollü bir kenetleme presinden geçirdik — ta ki her beşinci panelin köşesi patates cipsi gibi kıvrılana kadar.
Kâğıt üzerinde kenar mesafesi geometriktir: 1× çap, kaplamalı malzemede 1.5×, tablo ne diyorsa odur. Gerçekte ise dinamiktir. Pres sizin çiziminizi umursamaz; alt kesim dolana kadar güç uygular. Sac kalınlığı bir ruloda +0.1 mm, bağlantı elemanı baş yüksekliği +0.05 mm fazla geldiğinde, bu ekstra yükseklik bir yere gitmek zorundadır. Kenara yakın olduğunda, bu enerji paneli bükmeye gider.
Kimsenin yazmadığı çarpan budur.
Lazer kesim delikler işi daha da kötüleştirir. O deliğin kenarındaki ısıdan etkilenen bölge, bağlantı elemanının tasarlandığından daha sert olabilir. Artık pres, malzemeyi alt kesime yerleştirmek için daha fazla güç gerektirir. Daha fazla güç, daha fazla radyal gerilim demektir. Kenara yakın daha fazla radyal gerilim ise sacın akması değil, kalkması demektir. Başın altında göreceğiniz şey temiz diş kesmesi değildir; sığ, eksik doldurulmuş bir kilitlenme ve daha hizmet yükü görmeden akma sınırını aşmış bir paneldir.
Ve farklı malzemelerden yığınlar kenetliyorsanız? Daha sert sacı yanlış tarafa koyun ve zımba şekillendirmek yerine deler. Zarif bir yıpranma elde etmezsiniz. Görsel kontrolden geçen ama beklenen yükün yarısında soyulmada başarısız olan, yarım oluşmuş bir bağlantı elde edersiniz — ki bu da zaten çekme veya soyulmada karşılaştırılabilir bir nokta kaynağının yaklaşık yarısı kadardır.
Kenar mesafesi bir sayı değildir. Kuvvet, sertlik ve kalınlıktaki değişkenlik için bir tampondur.
Kullanmayın Eğer:
Kenar mesafesi, malzemeye gidecek bir yer vermekle ilgiliyse, kimya işin içine girdiğinde ne olur?
Kaplamadan gelen 400 parça donanımın, vidaları sanki kumla doldurulmuş gibi hissettirdiğini gördüm.
Kaplamadan önce monte ederseniz, kimyasal banyo her şeyi — bir perçin somunun kenar altı bağlantısını veya bir sapın tırtılını da dahil olmak üzere — kaplar. Bu kaplama kalınlık ekler. Mikron mertebesinde evet. Küçük vidalarda tork-gerilim davranışını değiştirmek için yeterli mi? Evet, aynı şekilde. İnce sacda ise, ön yük kaybı hızla ortaya çıkar çünkü sac, bağlantı elemanı akmadan önce sürünür.
Kaplamadan sonra monte ederseniz, korozyon bariyerinizi delmiş olursunuz. Artık yük yolu üzerinde çıplak çelik omuzlar vardır. Aksesuar, montaj sırasında kaplamayı yerinden oynatırsa — çoğu da oynatır — tam da basınç gerilimlerinin en yüksek olduğu yerde açıkta kalan bir malzeme halkası oluşturursunuz. Korozyon, gerilim yükselticilere bayılır.
Ve ısıyla birlikte bir sıralama vardır. Kaplamadan sonra kaynak yaparsanız, kaplamayı yakarsınız. Kaynak yaptıktan sonra kaplarsanız, yüzeyin tutunabilmesi için her kaynak halkasının ve sıçrama noktasının tamamen temizlendiğine dair prosesinize güvenirsiniz. Bir tanesini bile kaçırın, korozyon birleşim hattında başlar — yapısal güveninizin en yüksek olduğu noktada.
Yani soru “önce mi, sonra mı” değil. Soru şu: hangi ara yüz, yük yolunu değiştirmeden boyutsal değişime, kaplama birikimine veya yanmaya dayanabilir?
Kullanmayın Eğer:
Birinci günde tüm tork spesifikasyonlarına ulaşabilir ve yine de beşinci yıl için bir kabus tasarlamış olabilirsiniz.
1,2 mm’lik bir muhafazada 20 mm destek ayakları üzerine bir kontrol kartı monte ettik ve çekme dayanımı değerleri iyi gözüktüğü için bunun yeterli olduğunu düşündük.
Altı ay sonra, saha servisi kartları değiştirmeye başladı. Vidalar çıktı. Destek ayakları yerinde kaldı. Etraflarındaki sac, ezilmiş bir gazoz kutusu gibi görünüyordu.
Vidalar hâlâ orada.
Olan şu. Destek ayağı bir kolon oluşturdu. Yük yolu vida başından, destek ayağı boyunca, ince sac üzerindeki küçük bir halka içine geçti. Servis sırasında teknisyenler karta bastı, konnektörleri söktü, yeniden montajda fazla tork uyguladı. Her döngü sacı yerel olarak sıkıştırdı. Arızalanacak kadar değil. Akmaya yetecek kadar. Sac bir kez akmaya başladığında, ön yük düşer. Ön yük düştüğünde, titreşim bağlantıyı çalıştırmaya başlar. Artık sac, yol yüzeyi değil, korkuluk haline gelir.
Söküm için tasarlamak, bağlantının birden fazla tork döngüsü ve eksen dışı yükler göreceğini varsaymak demektir. İnce sac yerel ezilmeden kurtulmaz. Hatırlar.
Bu yüzden yük temas alanını genişletirsiniz. Destek ayağının altında daha büyük bir flanş. Yedek pul. Bölümü kalınlaştırmak için kabartmalı bir çıkıntı. Veya yükü kalınlık boyunca değil, düzlem içinde basınç taşıyan bir şekil özelliğine yönlendirirsiniz.
Çünkü servis nazik değildir.
Kullanmayın Eğer:
Yerleştirme kuralları evrak işi değildir. Bunlar sınırdır. Bir kez kilitlediğinizde, bağlantı elemanı seçimi hızla daralır — ve bu iyidir. Kısıtlama, seçimleri tahmin yerine tekrarlanabilir bir karara dönüştürmenin yoludur.
Bir elinizde 1,0 mm’lik bir panel, diğer elinizde bir M5 vida ve önünüzde üç katalog sayfası açık olarak bir tezgâhta duruyorsunuz. Her sayfa “ince sac için uygun” diyor. Her temsilci “harika çalışır” diyor. Ve eğer yanlış tahminde bulunursanız, altı ay içinde vidalar hâlâ orada olur, ancak etraflarındaki panel hurdaya çıkar.
İşte gençlere öğrettiğim yol. Öncelik marka değil. Güç derecesi değil. Sacdan başlayın. Yükü tanımlayın. Erişimi dikkate alın. Bu sırayla. Bunu yaptığınızda bağlantı elemanı seçimi tahmin olmaktan çıkar ve kaçınılmaz bir sonuç haline gelir.
Bir teknisyenin, “bu sadece hafif bir brakettir” diyerek 0,8 mm çeliğe M4 diş açtığını izledim. Tezgâhta tuttu. Sahada, titreşim birkaç haftada gevşetti. Başın altında göreceğiniz şey temiz diş kopması değil; başlangıçta zar zor bir diş tutuşu olan yerde yayılmış tepe noktaları ve düzleşmiş tepeler olur.
Mekanizma şöyle. Metrik kaba dişin bir hatvesi vardır. Sac kalınlığınız size yaklaşık bir tam hatve tutuşundan daha az verirse, bir diş sütununuz olmaz — ince bir yer değiştirmiş malzeme halkasına sahip olursunuz. Bu halka yükü diş yanağı boyunca gerçek kesme kuvvetiyle değil, yatak şeklinde taşır. Bir aşırı tork olayı ekleyin ve sac akma yapar. Ön yük düşer. Artık bağlantı sürtünmeye dayanır ki o da artık yoktur.
Üzerinde çalışırken kullandığım genel kural:
Ancak sadece kalınlık hikayenin tamamı değildir. 1,0 mm’de sünek yumuşak çelik, 1,0 mm’de daha sert paslanmaz çeliğe göre çok farklı davranır. Ve ince sünek sacda dönme/dönme aletiyle bir perçin somunu takıyorsanız, insert yerleşmeden önce deliği ovalleştirebilirsiniz. Bu yüzden asıl soru “bu hangi ölçüde?” değil “montaj bozulmasından sonra gerçekten ne kadar tutunmuş malzemem var?”
Sac, dişler için sağlam bir zemin sağlayamıyorsa, vida derecelerini neden tartışıyoruz?
Servis erişimi gerektiği için kör insertlerle küçük bir muhafaza kapağı taktık. Statik çekme değerleri gayet iyiydi. Sonra kullanıcılar kapağı yana doğru çekmeye başladı. Soyma yükü. Farklı bir durum.
Statik sıkma yükü, ön yükü korumaya önem verdiğiniz anlamına gelir. Sac, baş veya insert flanşı altında sıkıştırılır. İnce sac akar. Ön yükü kaybedin ve bağlantı kaymaya başlar. Bunun için geniş yatak yüzeyleri, şekillendirilmiş çıkıntılar veya sacla sağlam kilitlenme sağlayan kendinden kenetlenen somunlar size daha iyi tork direnci verir.
Dinamik kesme — düzlem boyunca yana doğru kuvvet — sacı delik duvarında yatak yüküne sokar. Burada çap ve kenar mesafesi diş dayanımından daha önemlidir. Kör perçin somunu, yük çoğunlukla düzlemdeyse ve arka taraf kabarması iyi oluşmuşsa gayet yeterli olabilir.
Soyma öldürücüdür. Soyma, bir sacı diğerinden kaldırarak bağlantı elemanını sökmeye çalışır. Arka taraf kabarmasına ve sürtünmeye dayanan kör insertler, genellikle iyi monte edilmiş bir kenet somunu veya kaynak kadar soyma kuvvetine dayanıklı değildir. Bağlantı geometrisi bir kaldıraç kolu oluşturuyorsa, artık çekme dayanımını test etmiyorsunuz — ince malzemeye ankraj sağlayan aksesuarın ne kadar iyi tutunduğunu ve bükülme eğiliminde olan malzemeyi test ediyorsunuz.
Yani “Bu bağlantı elemanı ne kadar güçlü?” diye sormayın. “Kuvvet, sacımı hangi yönde yırtmaya çalışıyor?” diye sorun. Çünkü o yön, seçiminizi bir anda kör insert’ten sıkı geçme bağlantısına ya da kaynak bağlantısına çevirebilir.
Yük yönü cevabı değiştiriyorsa, peki ya arka tarafa bile ulaşamıyorsanız ne olur?
Kapalı bir tüp çerçevemiz vardı ve tasarım, braketlerin içeriye cıvatalanmasını istiyordu. “Sadece kör yapısal bir civata kullan.” Kâğıt üstünde harika. Gerçekte, iç boşluk pulun dönüp oturmasına zar zor izin veriyordu. Yarısı eğri bir şekilde yerleşti. Birkaçı asla tam olarak açılmadı. Başlangıç tork testini geçtiler. Zaman testini geçemediler.
Kör erişim sadece “tek taraflı” demek değildir. Şu anlama gelir:
Kalıcı bağlantı mı? Kaynak ya da sıkı geçme donanımı, yük yolunu doğrudan ana metale iletebilir.
Bakım yapılabilir bağlantı mı? Kör perçin somunları caziptir — ancak aynı kalınlıkta bir sıkı geçme çözümüne göre soyulma ve tork dayanımının daha düşük olabileceğini kabul edin.
Kapalı bölümlerde yüksek yapısal talep mi? Bazen dürüst cevap, alternatif donanımın iç erişim olmadan yük yolunu eşleştiremediği için kaynağın hâlâ temel çözüm olduğudur.
Kısıtlamalar sahayı hızla daraltır. Ve mesele de budur. Kısıtlama bir sıkıntı değil; bir filtredir.
Bir kez kalınlık, yük ve erişim sabitlendiğinde, donanım neredeyse kendini seçer.
İleriye taşımanızı istediğim değişim budur.
Bir somunu, insert’i veya saplamayı “bir deliği dolduran şey” olarak görmekten vazgeçin. Onu kuvvetin otoyolu olarak görmeye başlayın. Sac ince bir asfalttır. Bağlantı elemanı trafiği — sıkma yükü, kesme, soyulma — o asfaltın içinden yönlendirir. Eğer yol temeli, gönderdiğiniz trafik desenini destekleyemiyorsa, cıvatalar ne kadar parlak görünürse görünsün asfalt çatlar.
Kalınlık size ne kadar asfaltınız olduğunu söyler. Yük tipi, ne tür bir trafiği yönlendirdiğinizi söyler. Erişim ve kullanım ömrü, rampaları nereye kurmanıza izin verildiğini söyler.
Bu sırayı izlediğinizde, parça seçmeyi bırakır ve bağlantı tasarlamaya başlarsınız. Bu da kolay anlaşılmaz, çünkü kataloglar sizi donanımı boyut ve mukavemet sınıfına göre karşılaştırmaya, bir milimetre çeliğin içindeki gerilme haritasını nasıl yeniden yazdıklarına göre değil, eğitir.
İleriye taşımanız gereken tek şey şu: bağlantı elemanı kahraman değildir. Kahraman sacın kendisidir. Göreviniz, sacın sınırlarına saygı duyan ve kuvveti yıllarca, sadece ilk gün tork kontrolüne kadar değil, dayanabileceği şekilde yönlendiren donanımı seçmektir.
Artık delik doldurucular yerine yük otoyollarını düşünmeye başladığınızda, ince panellere hiçbir zaman aynı gözle bakamazsınız.


















